Изобретение относится к электротехнике, к разделу «Моточные изделия».
Известны дроссели в цепях с большими токами нагрузки, которые нашли широкое применение. Однако недостатком их являются сбои в работе при превышении номинальной частоты питающего напряжения.
Цель изобретения: достичь надежной работы дросселя при многократном увеличении по сравнению с номинальной частоты питающего напряжения.
Сущность изобретения: заявленная цель достигается путем снижения величины индуктивности рассеяния и активных потерь в дросселе за счет использования в его конструкции:
- пилообразной обмотки на каркасе в соответствии с прототипом «Катушка индуктивности» (патент RU 2006084 С1);
- сердечника в виде тороидального многослойного магнитопровода, состоящего из отдельных слоев с одинаковой минимальной толщиной каждого слоя из магнитомягкого материала с наибольшей максимальной индукцией и узкой петлей гистерезиса;
- магнитопроводящих шунтов над воздушными зазорами каждого слоя из магнитомягкого материала с максимальной начальной магнитной проницаемостью.
Известные дроссели с единым тороидальным сердечником без магнитопроводящих шунтов над существующими в нем зазорами не могут служить для этой цели вследствие возникающих больших активных потерь и индуктивности рассеяния уже в самом сердечнике дросселя.
Те же дроссели не могут служить для этой цели в случаях, если:
- на каркасе дросселя обычная рядовая намотка (из-за большой индуктивности рассеяния и больших емкостных связей между витками обмотки);
- магнитная система в дросселе разомкнута (из-за большой индуктивности рассеяния в ней);
- магнитная систем замкнута, но при этом не совпадают по периметру положения начала и конца обмотки (из-за большой индуктивности рассеяния в обмотке);
- в соответствии с прототипом намотка пилообразная на каркасе с единым тороидальным сердечником (из-за больших потерь в сердечнике, см. выше).
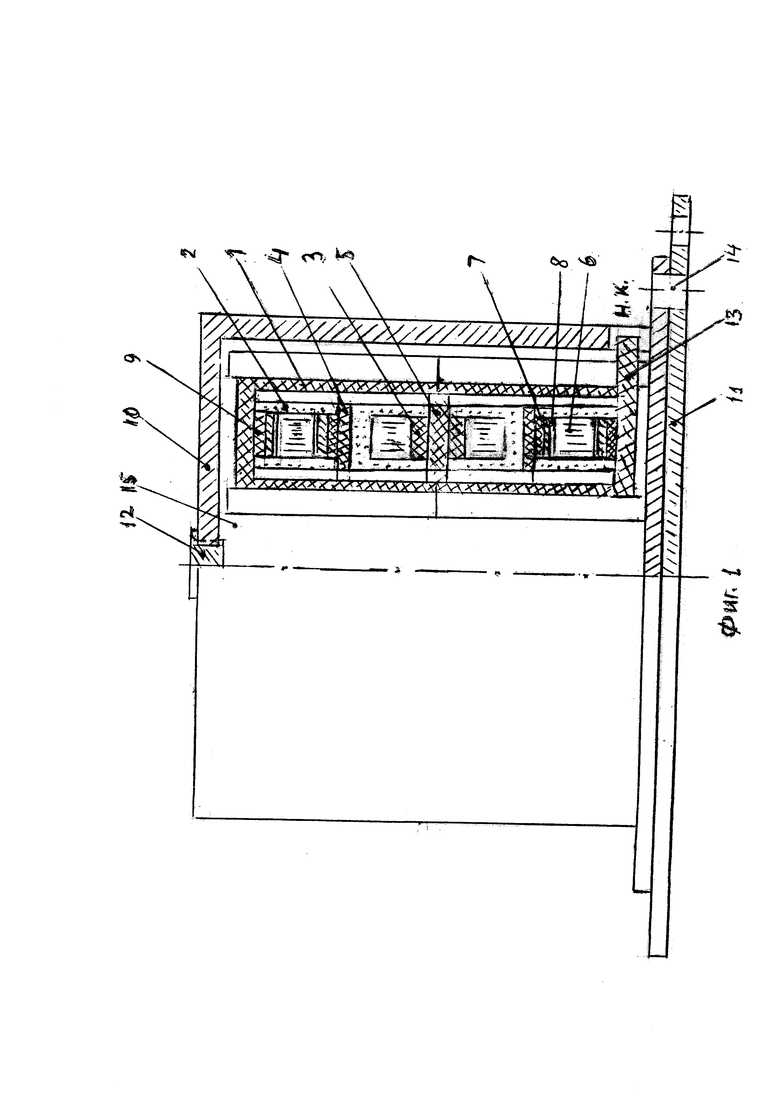
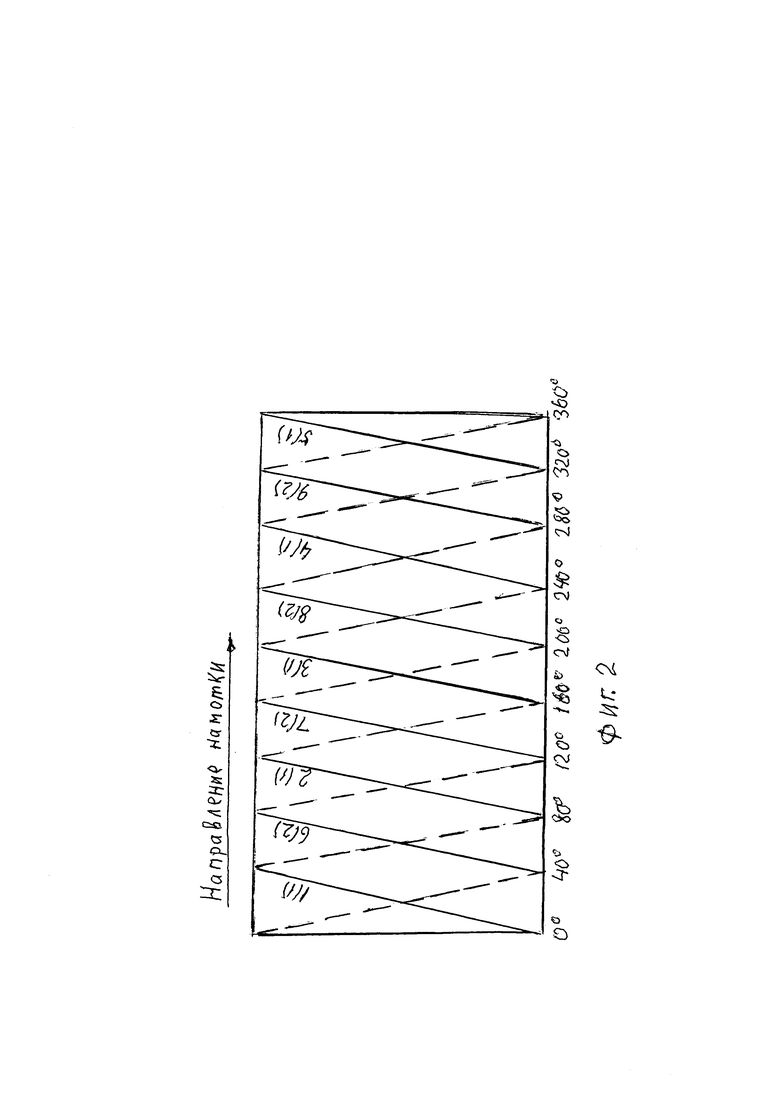
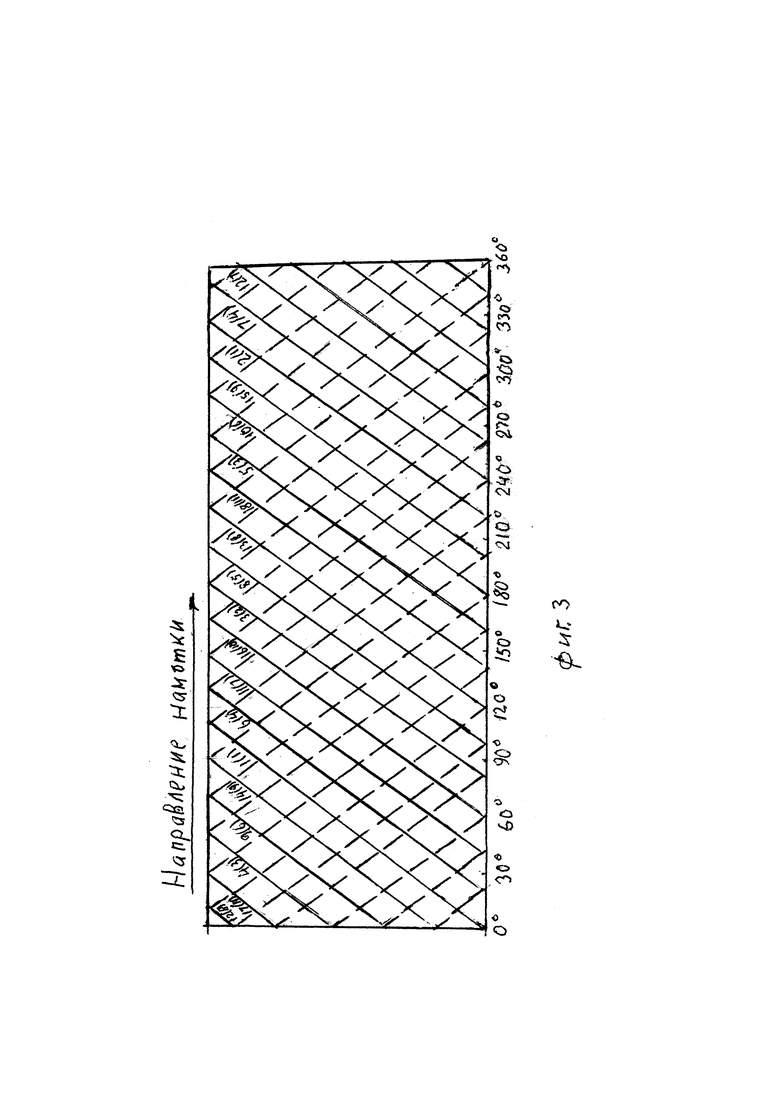
На фиг. 1 изображен предлагаемый высокочастотный дроссель и его разрез. На фиг. 2 - развертка пилообразной части обмотки с 9-ю витками в ней, в два обхода. На фиг. 3-то же с 18-ю витками, в одиннадцать обходов.
Конструкция дросселя внутри каркаса может быть выполнена с любым количеством слоев в магнитопроводе, с одинаковой минимальной толщиной каждого слоя, с изоляцией их от обмотки на каркасе и друг от друга. Количество воздушных зазоров в каждом слое одинаково и может быть любым. В качестве слоя может быть взят любой витой сердечник, отвечающий; выше указанным техническим требованиям, либо плоский сердечник или магнитопроводящий провод, все с теми же техническими характеристиками. Сущность изобретения от этого не меняется.
Конструкция дросселя содержит: каркас из двух половин 1 с пилообразной обмоткой на нем, чашки тороидальные 2 из изоляционного материала, прокладки 3 из прессшпана (электрокартона) сверху в каждой чашке, шайбы изоляционные 4 между соседними чашками, прокладку (замок) 5 из прессшпана в стыке между верхней и нижней половиной каркаса, магнитопроводящий слой 6 внутри чашек, магнитопроводящие шунты 7 внутри окон над воздушными зазорами в слоях, тонкую изоляцию 8 между шунтами и слоями магнитопроводов, прижимные вкладыши 9 из текстолита в окнах над шунтами, стакан (экран) 10, основание 11, крышку (заглушку) 12.
Конструктивно в каркасе четное количество чашек, поровну в верхней и нижней половине каркаса. Все слои, находящиеся в чашках, разбиты на пары, верхний и нижний слой в каждой паре.
При закладке чашек в собранном виде вовнутрь каркаса для сохранения фиксированного порядка взаимного расположения воздушных зазоров в каждом слое по отношению к зазорам в других слоях на наружных стенках чашек в диаметрально противоположных их краях сделаны вертикальные выступы, которые при вкладывании чашек донышком вовнутрь каждой половины каркаса попадают в пазы, сделанные на том же уровне внутри стенок половин каркаса. На каждой чашке поставлена одна из пометок: Вв, Вн, Нв, Нн, где В и Н указывают принадлежность чашки к одной из половин каркаса: верхний с меткой «В» или нижний с меткой «Н». Индекс «в» означает, что чашка должна находиться внутри каркаса выше чашки с индексом «н».
Для создания выбранного положения воздушных зазоров в слоях в каждой из чашек проведена разметка в виде нанесения рисок на дне чашек и выше - на гранях их стенок в виде насечек:
- воздушного зазора первоначального в чашках Вв и Нв на уровне выступа чашки (на фиг. 1 - справа), в проекции совпадающего с выступом каркаса 13, снизу выходящего через прорезь в стакане на уровень начала и конца обмотки (Н.К.) на каркасе;
- остальных воздушных зазоров в чашках Вв и Нв, начиная от риски первоначального воздушного зазора, с равномерным нанесением с интервалом, определяемым по количеству зазоров в слое, при обходе по периметру против часовой стрелки для чашек Вв и по часовой стрелке - для чашек Нв;
- воздушных зазоров в чашках Вн и Нн со сдвигом в пол-интервала по отношению к рискам в чашках Вв и Нв при обходе по периметру против часовой стрелки для чашек Вн и по часовой - для чашек Нн;
- диаметральных рисок, определяющих границы окон внутри чашек, с отступлением на два с половиной миллиметра (2,5 мм) в противоположные стороны от рисок воздушных зазоров.
Последующие операции:
- вырезка окон внутри чашек с незначительным задиром их стенок и на том же уровне - в заложенных в чашках прокладках 3;
- выполнение в промежутках между окнами в донышках чашек и в частях прокладок 3 тонких сквозных отверстий;
- закладывание магнитопроводящего слоя вовнутрь каждой чашки без зажима со стороны ее стенок;
- закрепление слоев в чашках изоляционным клеем через отверстия в чашках и в частях прокладок 3;
- напыление изоляции в окнах снизу чашек и сверху, со стороны частей прокладок 3 толщиной примерно с величину воздушного зазора;
- выполнение операции по созданию воздушных зазоров в слоях с использованием насечек на гранях стенок чашек;
- закладывание в окна над и под слоями в чашках магнитопроводящих полосок (шунтов) толщиной в десятые доли миллиметра с одновременным их прижимом прижимными вкладышами 9. Перед закладыванием полосок на каждой полоске (шунте) должна стоять «МЕТКА» направления поля остаточного намагничивания (для витого сердечника-заготовки оно совпадает с направлением намотки), переносимого с заготовки, которое должно совпасть при закладывании с направлением магнитных потоков в слоях магнитопровода. При вырезке полосок снимают заусенцы, полоски, вырезанные из ленты витого сердечника, помещают в окна выгнутой стороной вниз;
- после помещения в собранном виде чашек 2 вместе с изоляционными шайбами 4 между ними на свои места в половинах каркаса производится сочленение половин каркаса с помощью прокладки 5, имеющей те же выступы и на том же уровне, что и у чашек с толщиной, позволяющей входить одновременно в пазы верхней и нижней половины каркаса;
- помещение каркаса с намотанной на нем обмоткой в стакан 10, который скрепляется с основанием 11 через крепежные отверстия 14;
- заполнение всей конструкции компаундом через открытую заглушку 12. При наличии небольшого воздушного промежутка 15 внутри стакана сверху каркаса - заполнение полное.
Дроссель с 9-ю витками однослойной пилообразной обмотки с двумя обходами намотки (такой дроссель обладает наибольшей индуктивностью среди вариантов с малым количеством витков пилообразной обмотки). Полный оборот витка на каркасе - 80 градусов. Четыре слоя магнитопровода. В каждом слое - три воздушных зазора величиной от 10 до 20 мкм.
Для создания выбранного положения воздушных зазоров в слоях, производимых по линиям витков в обмотке, произведена разметка по рискам внутри чашек. Первоначально были получены крайние точки рисок после намотки витков обмотки на каркас с нанесением следа обмотки на каркасе. Далее, поочередно вставляется каждая чашка донышком вовнутрь в свою половину каркаса с закреплением в ней и проделыванием тонких сквозных отверстий в каркасе и донышке чашки. Сверление производится сверху с обоих краев каркаса по линиям половин выбранных витков в определенных точках, получаемых при отступлении от краев на величину толщины стенки каркаса и стенки чашки. Последовательность и вид обработки в чашках вплоть до полной сборки дросселя - смотри выше. Выполнение воздушных зазоров:
- для слоя в чашке Вв - по месту расположения верхней половины витков 1, 4, 7;
- для слоя в чашке Нн - по месту расположения нижней половины витков 1, 4, 7;
- для слоя в чашке Вн - по месту расположения верхней половины витков 3, 6, 9;
- для слоя в чашке Нв - по месту расположения нижней половины витков 3, 6, 9.
Витки для размещения зазоров в слоях выбраны таким образом, что при данной конструкции закрепления чашек в каркасе и при определенном порядке закладки их в каркас получается фиксированное равномерное распределение зазоров в каждом слое со сдвигом на половину получаемого интервала по отношению к воздушным зазорам в соседних с ним слоях.
Магнитопроводящие шунты над воздушными зазорами с минимальной толщиной изоляции между ними и слоями магнитопровода при косообразном разделении слоя позволяют сохранить при оптимальном уровне общую магнитную проницаемость слоев и шунтировать излишние потоки рассеяния в слоях.
Дроссель с 18-ю витками однослойной пилообразной обмотки в одиннадцать обходов намотки.
Поскольку расстояние между соседними витками в торцевой части каркаса должно сохраняться оптимальным (из-за жесткости требований при наличии межвитковой емкости), размер каркаса по диаметру дросселя с 18-ю витками должен быть в два раза больше, чем у дросселя с 9-ю витками.
Полный оборот витка на каркасе - 220 градусов. Восемь слоев магнитопровода. В каждом слое три воздушных зазора величиной от 10 до 20 мкм. Выполнение воздушных зазоров идентично - по рискам в чашках, проводимых по диаметральным линиям:
- для верхних слоев в чашках Вв и Нв с интервалом в 120°, первоначального зазора - по риске на месте выступа чашки на уровне Н. К. (на фиг. 1 - справа, см. ниже);
- для нижних слоев в чашках Вн и Нн - по рискам со сдвигом на 60° по отношению к рискам в чашках Вв и Нв.
Разметка рисок при обходе по периметру для чашек Вв и Вн - против часовой стрелки, для чашек Нв и Нн - по часовой стрелке.
Дальнейший вид обработки в чашках смотри выше.
Все приведенные в тексте виды материалов и размеры близки к конструктивно наиболее приемлемым и могут быть уточнены при сборке и отладке дросселя.
Существенное отличие конструкции предлагаемого дросселя от конструкции всех штатных дросселей снаружи и внутри каркаса дросселя позволяет ожидать надежную его работу при многократном увеличении номинальной частоты питающего напряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трансформатор высокочастотный | 2017 |
|
RU2668213C1 |
| СПОСОБ ПРОВЕРКИ НА ЭФФЕКТИВНОСТЬ И НАДЁЖНОСТЬ УСТАНОВКИ МАГНИТОПРОВОДЯЩИХ ШУНТОВ НАД ВОЗДУШНЫМИ ЗАЗОРАМИ В ТОРОИДАЛЬНЫХ МАГНИТОПРОВОДАХ | 2017 |
|
RU2665684C1 |
| КАТУШКА ИНДУКТИВНОСТИ | 1992 |
|
RU2006084C1 |
| Вторичные электрические часы с обратным контролем | 1984 |
|
SU1365040A1 |
| УНИПОЛЯРНЫЙ ГЕНЕРАТОР ПОСТОЯННОГО ТОКА | 2014 |
|
RU2546970C1 |
| Способ изготовления броневых сердечников с зазором в магнитной цепи | 1985 |
|
SU1394252A1 |
| Регулируемая катушка индуктивности | 1978 |
|
SU763985A1 |
| Помехоподавляющий фильтр | 1988 |
|
SU1636871A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОПЕРЕЧНЫМ МАГНИТНЫМ ПОТОКОМ (ВАРИАНТЫ) | 2018 |
|
RU2690666C1 |
| Сварочный трансформатор | 2017 |
|
RU2647876C1 |
Изобретение относится к электротехнике. Технический результат состоит в повышении токов нагрузки при увеличении частоты питающего напряжения и снижении индуктивных и активных потерь. Дроссель выполнен тороидальным с пилообразной обмоткой на каркасе. Тороидальный сердечник выполнен из отдельных слоев из магнитомягкого материала с наибольшей максимальной индукцией и узкой петлей гистерезиса с одинаковой минимальной толщиной каждого слоя, заложенных в чашки, изолированных друг от друга и от обмотки на каркасе. Над воздушными зазорами каждого слоя установлены магнитопроводящие шунты из магнитомягкого материала с максимальной начальной магнитной проницаемостью. 3 ил.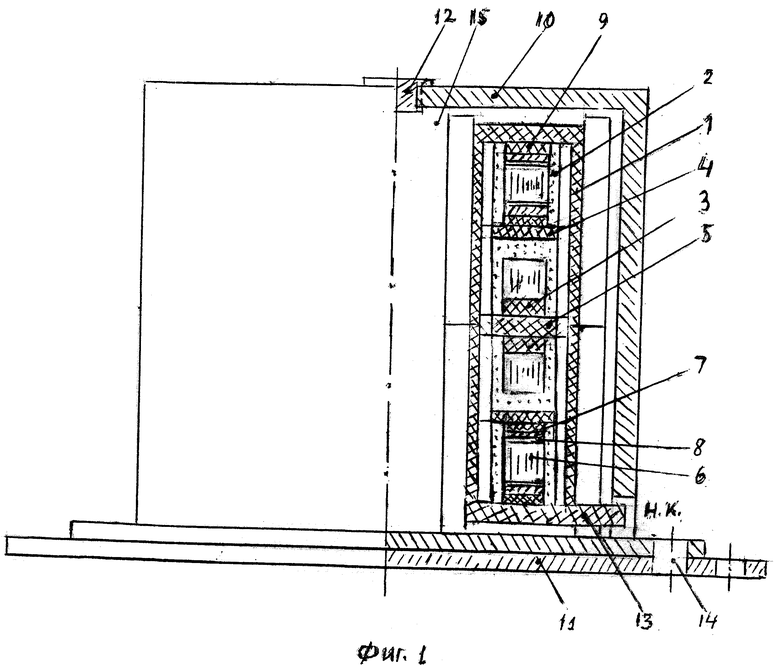
Дроссель высокочастотный тороидальный с пилообразной обмоткой на каркасе, с магнитопроводом внутри корпуса каркаса, состоящим из нескольких слоев с одинаковой минимальной толщиной слоя, с одинаковым количеством воздушных зазоров в каждом слое, с помещением слоев в чашки, изолированные друг от друга и от обмотки дросселя, с фиксированием положения воздушных зазоров в слое каждой чашки с помощью наличия в чашках вертикальных выступов в диаметрально противоположных сторонах стенок чашек, входящих во внутренние пазы стенок каркаса, один из которых на уровне положения начала и конца обмотки на каркасе, с наличием в магнитопроводе четного количества слоев при разбиении их на пары, верхний и нижний слой в каждой паре, с выполнением после закрепления каждого слоя в чашке воздушных зазоров в каждом верхнем слое с одинаковым интервалом по периметру, со сдвигом в пол-интервала по отношению к положению воздушных зазоров в соседнем с ним нижнем слое, на уровне расположения половин витков сверху и снизу каркаса, специально выбранных для получения выше указанных интервалов между положениями воздушных зазоров в верхних и нижних слоях магнитопровода, либо под углом к нему, с выполнением первоначального воздушного зазора в верхних слоях магнитопровода по периметру на уровне положения начала и конца обмотки на выходе из каркаса, с наличием окон сверху и снизу в чашках над воздушными зазорами в слоях магнитопровода, с помещением в окна с прижимом магнитопроводящих шунтов с тонкой изоляцией под ними от слоев магнитопровода.
| КАТУШКА ИНДУКТИВНОСТИ | 1992 |
|
RU2006084C1 |
| КАТУШКА ИНДУКТИВНОСТИ | 0 |
|
SU375691A1 |
| Тороидальный индуктивный элемент | 1987 |
|
SU1517069A1 |
| Бесфильерный способ волочения проволоки | 1950 |
|
SU96286A1 |
| US 4964013 A, 16.10.1990. | |||

