ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к клапану в соответствии с пунктом 1 формулы.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Документ WO 2013/139685 A1 относится к клапану для ингаляционного устройства, содержащему основание в форме кольца, образующего центральное отверстие, а также верхнюю поверхность и нижнюю поверхность, обе из которых являются плоскими и сходятся друг к другу от основания в направлении, противоположном указанному основанию, причем верхняя и нижняя поверхности вместе образуют угол по меньшей мере 60°, и их свободные края образуют щель, которая открыта, когда клапан находится в покое.
Документ WO 2010/107723 A2 обеспечивает устройство, содержащее обратный клапан, содержащий клапан в форме утиного носа, выполненный с возможностью обеспечения текучей среды и частиц; и вставку, имеющую участок основания, выполненный с возможностью установки вставки внутри клапана в форме утиного носа, и W-образный участок, выполненный с отверстием для прохождения текучей среды и частиц через клапан в форме утиного носа, а также выполненный с возможностью обеспечения опоры для стенок клапана в форме утиного носа в ответ на обратное давление, вызванное текучей средой и частицами.
Документ US 2004/265523 A1 раскрывает конструкцию для присоединения обратных клапанов к контейнеру для текучей среды и устройство для производства контейнера для текучей среды, который способен надежно удерживать расширение контейнера для текучей среды без какого-либо просачивания текучей среды после наполнения контейнера для текучей среды. Когда обратный клапан присоединен только к одной из термопластических образующих контейнер пленок, обе пленки обратного клапана прикреплены к одной из образующих контейнер пленок, тем самым предотвращая обратный поток, плотно закрывая обратный клапан. В результате расширение контейнера для текучей среды надежно удерживается после наполнения контейнера для текучей среды. Устройство изготовления включает в себя контроллер, перемещающий ролик вверх/вниз, который точно позиционирует пленку для образования обратного клапана. В результате устройство для изготовления может производить контейнер для текучей среды, имеющий надежные обратные клапаны.
Документ US 2012/085958 A1 раскрывает образованную из пластика конструкцию патрубка для наполнения, содержащего образованный из пластика корпус, который образован за одно целое c патрубком для наполнения путем литья пластика под давлением. Патрубок для наполнения включает в себя канал устройства для наполнения и блок восстановления, которые образованы за одно целое. Блок канала устройства для наполнения образован с прорезью для прохождения устройства для наполнения для выполнения наполнения или выпуска. Блок восстановления прикладывает силу упругого восстановления к прорези для обеспечения плотного охватывания прорезью устройства для наполнения при наполнении и обеспечения высокой воздухонепроницаемости, когда наполнение остановлено.
Клапаны, изготовленные из каучука, в частности, изготовленные из жидкого силиконового каучука (LSR), со щелевыми отверстиями используются в приспособлениях для подачи напитков для того, чтобы контролировать поток напитка. Щелевые клапаны могут быть изготовлены путем литья под давлением жидких материалов (LIM) с последующим процессом резки для образования щели в соответственном клапане. Однако макромолекулы и атомы в стенках на каждой стороне щели имеют тенденцию снова связываться, что приводит к слипанию, закрывающему щель. Клапан больше не может открываться при наличии разницы давлений между двумя сторонами клапана, т.е. функция клапана может не выполняться. Обычной практикой является применение щелевого клапана в качестве воздушного клапана и клапана для жидкостей в приспособлениях для питья для детей, таких как детские бутылочки и чашки с носиком. Если функции клапана не выполняются, ребенок не может сосать жидкость из приспособления для питья из-за того, что пониженное давление в приспособлении для питья больше не нормализуется. Для раскрытия щелевого отверстия механическое воздействие должно быть вручную приложено в нормальном направлении щели. Эта операция требует по меньшей мере введения инородного объекта в контейнер для питья, такого как рука или палец. Это не гигиенично, и может заносить бактерии. Кроме того, эта ручная операция в общем является слишком сложной для обычных пользователей, и она приводит к частым повреждениям продуктов, содержащих клапаны со щелевыми отверстиями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение клапана, который менее вероятно выйдет из строя при обеспечении функции клапана.
В первом аспекте настоящего изобретения обеспечен клапан, имеющий внутреннее пространство и стенки, частично охватывающие внутреннее пространство, причем внутреннее пространство имеет меньший первый конец и противоположный больший второй конец, причем первый конец имеет размер больший 0 мм и меньший или равный 0,2 мм, если давление не прикладывается к клапану, и причем внутреннее пространство образует отверстие через клапан или закрыто на первом конце закрывающей частью клапана, если давление не прикладывается к клапану, причем закрывающая часть клапана имеет толщину меньше или равную 0,1 мм.
Так как внутреннее пространство имеет меньший первый конец и противоположный больший второй конец, причем первый конец имеет размер больший 0 мм и меньший или равный 0,2 мм, если давление не прикладывается к клапану, и причем внутреннее пространство образует отверстие через клапан или закрыто на первом конце закрывающей частью клапана, если давление не прикладывается к клапану, причем закрывающая часть клапана имеет толщину меньше или равную 0,1 мм, либо отверстие на первом конце, которое больше 0 мм и меньше или равно 0,2 мм, уже гарантирует, что клапан может обеспечивать его функцию клапана, либо, если клапан изначально закрыт, когда давление не прикладывается к клапану, относительно небольшая толщина закрывающей части гарантирует, что закрывающая часть может относительно легко разрушаться, когда давление прикладывается к клапану, тем самым также гарантируя, что функция клапана может быть обеспечена. В связи с этим, клапан, имеющий эти размеры, уменьшает вероятность невыполнения функции клапана.
Лежащий в основе аспект настоящего изобретения, относящийся к открытому первому концу, представляет собой нижеследующее осуществление авторами.
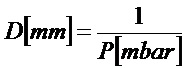
Для входа жидкости, такой как вода, в воздух через сужение, необходима определенная разность давлений для преодоления поверхностного натяжения. Например, для клапана в форме утиного носа отверстие, необходимое для входа воды в клапан (т.е. для возникновения просачивания), равно удвоенному поверхностному натяжению, поделенному на разность давлений:

Для типичного напитка это означает:
Согласно настоящему изобретению размер начального отверстия (т.е. отверстия, когда давление не прикладывается) определяется так, что с увеличением давления в запорном направлении полученное отверстие остается ниже значения в вышеприведенном уравнении.
Изменение отверстия клапана в форме утиного носа из-за разницы давлений в запорном направлении следует (с учетом оценок моделирований конечных элементов (FEM) или анализа фактических клапанов) нижеприведенному уравнению, при этом параметры (суммированные в коэффициент в уравнении), которые влияют на фактическое поведение, представляют собой, например, длину, ширину, высоту, толщину стенки, жесткость материала и общую форму:

Было обнаружено, что начальное отверстие клапана должно быть меньше 0,2 мм, как проиллюстрировано на Фиг. 15.
Хотя приведенные выше замечания фокусируются на клапане в форме утиного носа, следует отметить, что замечания, которые приведены выше, также применимы к другим типам клапана.
Частью настоящего изобретения является реализация того, что рассмотренное выше слипание, которое закрывает щель, может быть предотвращено (как рассмотрено дополнительно подробно ниже) путем обеспечения открытого первого конца внутреннего пространства клапана, и в то же время просачивание жидкости вдоль запорного направления, тем не менее, может быть предотвращено, если открытый первый конец имеет подходящие размеры.
В предпочтительном варианте выполнения первый конец имеет размер больший 0 мм и меньший или равный 0,1 мм, если давление не прикладывается к клапану. Кроме того, толщина закрывающей части предпочтительно равна или меньшие 0,05 мм и еще дополнительно предпочтительно равна или меньше 0,01 мм. Эта небольшая толщина закрывающей части может дополнительно уменьшать вероятность невыполнения функции клапана. Клапан предпочтительно предназначен для приспособлений для кормления.
Внутреннее пространство клапана предпочтительно имеет сужающееся сечение. Размеры первого конца относятся предпочтительно к размерам первого конца в пределах сужающегося сечения внутреннего пространства клапана.
В дополнительном аспекте настоящего изобретения обеспечен способ изготовления для изготовления клапана, причем способ изготовления содержит этапы, на которых:
обеспечивают материал клапана для производства клапана,
производят клапан с использованием обеспеченного материала клапана так, что изготовленный клапан имеет внутреннее пространство и стенки, частично окружающие внутреннее пространство, причем внутреннее пространство имеет меньший первый конец и противоположный больший второй конец, причем первый конец имеет размер больший 0 мм и меньший или равный 0,2 мм, если давление не прикладывается к изготовленному клапану, и причем внутреннее пространство образует отверстие через клапан или закрыто на первом конце закрывающей частью изготовленного клапана, если давление не прикладывается к клапану, причем закрывающая часть изготовленного клапана имеет толщину меньше или равную 0,1 мм.
Обеспеченный материал клапана предпочтительно представляет собой упругий материал, в особенности каучук. В предпочтительном варианте выполнения он представляет собой LSR.
Предпочтительно, способ изготовления дополнительно содержит этап, на котором:
обеспечивают конструкцию формы для формирования клапана, причем конструкция формы содержит полость с первой стенкой и противоположной второй стенкой, причем элемент для образования внутреннего пространства клапана продолжается от первой стенки в полость по направлению ко второй стенке, причем поверхность элемента для образования внутреннего пространства, которая обращена ко второй стенке, имеет наименьший размер больший 0 мм и меньший или равный 0,2 мм и имеет расстояние до второй стенки между 0 мм и 0,1 мм,
причем этап производства клапана включает в себя этапы, на которых:
отверждают материал клапана в конструкции формы для формирования клапана с внутренним пространством,
извлекают отвержденный материал клапана из конструкции формы.
Так как поверхность элемента для образования внутреннего пространства, которая обращена ко второй стенке полости, имеет наименьший размер больший 0 мм и меньший или равный 0,2 мм и имеет расстояние до второй стенки между 0 мм и 0,1 мм, изначально после отверждения материал клапана либо уже имеет отверстие, наименьший размер которого больше 0 мм и меньше или равен 0,2 мм, либо материал клапана имеет относительно тонкую закрывающую часть, которая может быть легко разрушена во время нормального использования при приложении давления для того, чтобы обеспечивать функцию клапана. Последующая процедура прорезания или разрезания, которая может влиять на разрезанные поверхности так, что тенденция к слипанию и прочность связи увеличивается, необязательно необходима. В связи с этим пользователь не должен выполнять какие-либо дополнительные манипуляции или действия.
Поверхность может иметь различные размеры в зависимости от направления, в котором измеряется соответственный размер. Если поверхность является круглой, размер не зависит от направления, и в этом случае диаметр поверхности рассматривается в качестве наименьшего размера. Если поверхность имеет разные диаметры, например, в случае эллиптической поверхности, наименьший диаметр рассматривается в качестве наименьшего размера. Если поверхность является прямоугольной или имеет другую форму, имеющую разные стороны с разными длинами, наименьший размер представляет собой размер стороны, имеющей наименьшую длину.
Так как поверхность элемента для образования внутреннего пространства, которая обращена ко второй стенке, имеет расстояние до второй стенки между 0 мм и 0,1 мм, это расстояние a) равно 0 мм или b) больше 0 мм и меньше 0,1 мм или c) равно 0,1 мм. В варианте выполнения поверхность элемента для образования внутреннего пространства, обращенная ко второй стенке, имеет расстояние до второй стенки между 0 мм и 0,05 мм. В дополнительном варианте выполнения это расстояние имеет значение между 0 мм и 0,01 мм. Эти еще более маленькие расстояния приводят к тому, что закрывающие части, имеют дополнительно уменьшенную толщину, что, в свою очередь, может приводить к более легкому разрушению закрывающей части при нормальном использовании, тем самым обеспечивая дополнительное снижение вероятности невыполнения функции клапана.
Элемент для образования внутреннего пространства предпочтительно имеет сужающееся сечение. Кроме того, полость может иметь такую форму, что отвержденный материал клапана имеет V-образные или сферические стенки, причем внутренние стороны стенок образованы элементом для образования внутреннего пространства, а внешние стороны стенок образованы стенками полости. Альтернативно, полость может иметь такую форму, что отвержденный материал клапана образует пластину с внутренним пространством, причем внешние стороны пластины образованы стенками полости, а внутреннее пространство образовано элементом для образования внутреннего пространства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На нижеследующих чертежах:
Фиг. 1 и 2 схематически и примерно иллюстрируют клапаны известного уровня техники,
Фиг. 3 и 4 схематически и примерно иллюстрируют различные варианты выполнения клапанов согласно изобретению,
Фиг. 5 показывает блок-схему, примерно иллюстрирующую вариант выполнения способа изготовления для изготовления клапанов, проиллюстрированных на Фиг. 3 и 4,
Фиг. 6 и 7 схематически и примерно иллюстрируют конструкции формы, используемые в процессе изготовления,
Фиг. 8 схематически и примерно иллюстрирует вариант выполнения устройства изготовления для выполнения способа изготовления,
Фиг. 9 и 10 схематически и примерно иллюстрируют дополнительные варианты выполнения клапанов, не являющиеся частью данного изобретения,
Фиг. 11 и 12 схематически и примерно иллюстрируют дополнительные варианты выполнения конструкций формы,
Фиг. 13 и 14 схематически и примерно иллюстрируют этапы разрезания или прорезания известного уровня техники, и
Фиг. 15 показывает график, иллюстрирующий примерное отношение отверстия клапана в форме утиного носа к давлению в запорном направление.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
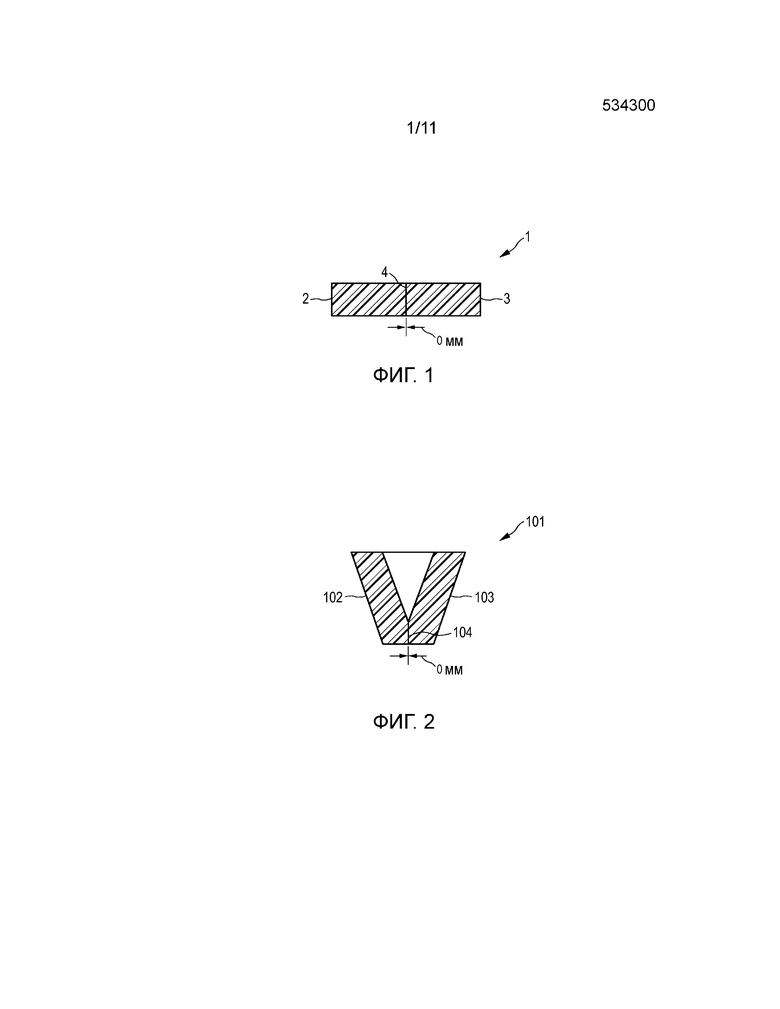
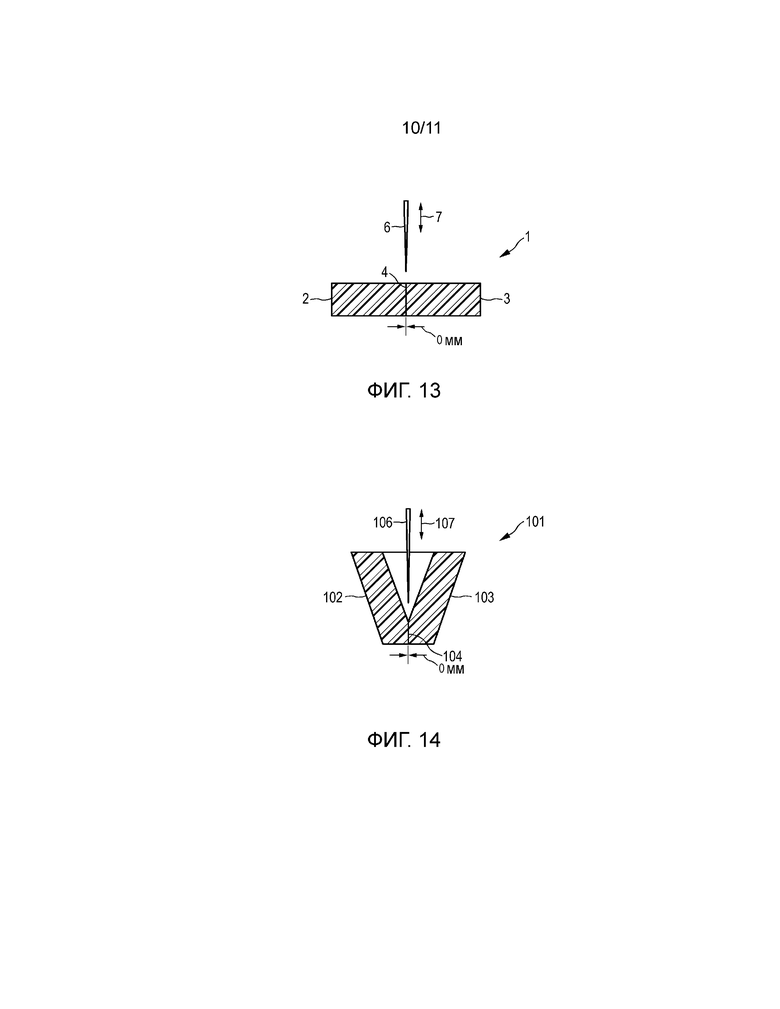
Фиг. 1 схематически и примерно показывает вид в сечении клапана 1 известного уровня техники со щелью 4 между двумя стенками 2, 3 клапана 1. Фиг. 2 схематически и примерно показывает вид в сечении дополнительного клапана известного уровня техники, имеющего щель 104 между двумя стенками 102, 103 клапана 101.
Стенки 2, 3 клапана 1, показанного на Фиг. 1, представляют собой выполненные заподлицо стенки, тогда как стенки 102, 103 клапана 101, показанного на Фиг. 2, являются V-образными. Клапан 1 с двумя выполненными заподлицо стенками 2, 3 имеет давление открытия, которое не зависит от направления давления открытия, т.е. на Фиг. 1 давление, необходимое для открытия клапана 1, не зависит от того, является ли направление давления направлением сверху вниз или направлением снизу вверх. Что касается V-образного клапана 101, показанного на Фиг. 2, давление открытия зависит от направления давления. V-образный клапан 101 может быть рассмотрен как клапан в форме утиного носа. Оба клапана 1, 101 имеют отверстие с начальным зазором равным нулю.
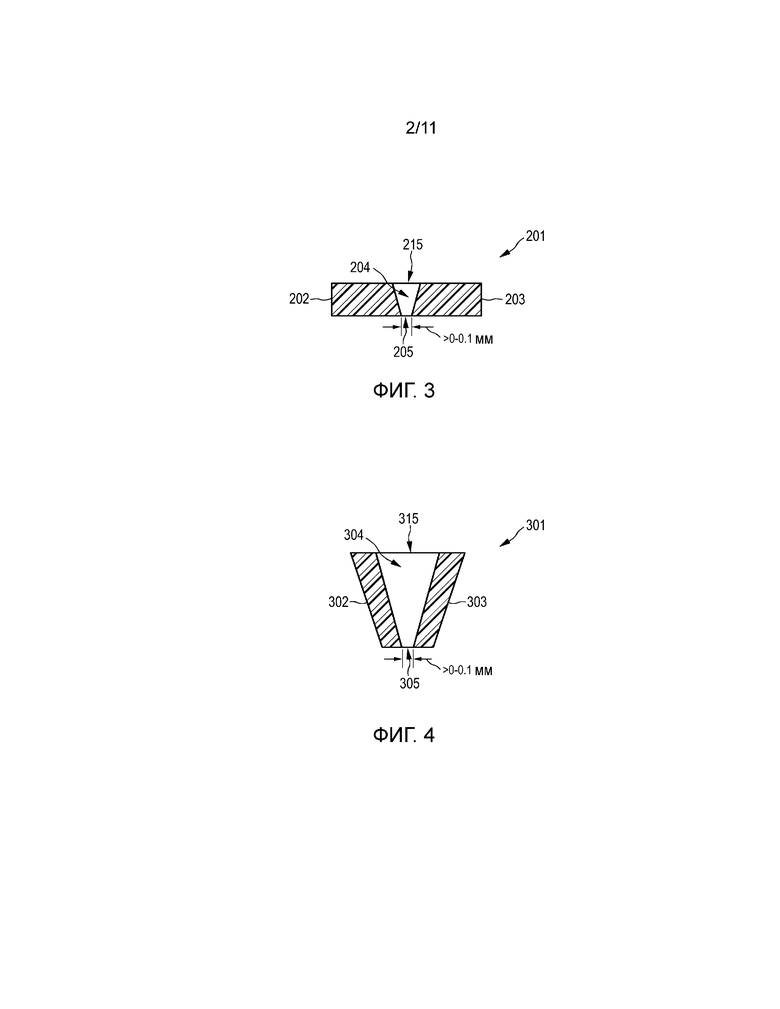
Фиг. 3 и 4 схематически и примерно показывают варианты выполнения клапанов согласно изобретению, имеющих начальные отверстия. На виде в сечении на Фиг. 3 клапан 201 содержит стенки 202, 203 со щелью 204 между стенками 202, 203, причем щель 204 имеет сужающееся сечение, а стенки 202, 203 являются предпочтительно прямыми. Предпочтительно, сечение образует равнобедренную трапецию. Также поверхность соответственной стенки 202, 203 может быть суженной. Однако поверхность соответственной стенки 202, 203 также может иметь другую форму, например, она может быть прямоугольной.
Щель 204 образует открытое внутреннее пространство, т.е. отверстие в клапане 201. Вследствие сужающегося сечения щели 204 щель содержит меньший первый конец 205 и больший второй конец 215. Меньший первый конец 205 изначально имеет ширину более 0 мм и равную или меньшую 0,1 мм, причем эти размеры относятся к ситуации, в которой давление не прикладывается к клапану 201, и стенки 202, 203 не слеплены. Если имеется разность давлений между двумя противоположными сторонами клапана 201, или, если противоположные стенки 202, 203 клапана 201 находятся в контакте друг с другом и слеплены, щель 204 может быть шире на первом конце 205, или щель 204, которая изначально открыта, может быть закрыта, соответственно. Если стенки 202, 203 слеплены на первом конце 205 щели 204, это слипание может быть легко преодолено, и щель 204 также может быть легко открыта путем нормального использования клапана 201. Так как щель была образована во время процесса изготовления, а не режущим действием после изготовления, две стороны щели имеют более слабую тенденцию к слипанию, чем щели, образованные режущим действием. Кроме того, силы сцепления между двумя сторонами щели клапана слабее, чем силы сцепления в щели, изготовленной режущим действием после изготовления. Таким образом, две стороны щели слипаются менее часто, и, если они слипаются, требуется меньшее усилие для разделения.
На виде в сечении на Фиг. 4 клапан 301 имеет две стенки 302, 303 с промежуточной щелью 304, имеющей сужающееся сечение. Стенки 302, 303 являются предпочтительно прямыми. Предпочтительно, сечение образует равнобедренную трапецию. Также поверхность соответственной стенки 302, 303 может быть суженной. Однако поверхность соответственной стенки 302, 303 также может иметь другую форму, например, она может быть прямоугольной.
Щель 304 образует открытое внутреннее пространство, т.е. отверстие в клапане 301. Вследствие сужающегося сечения щель 304 имеет меньший первый конец 305 и больший второй конец 315. Ширина меньшего первого конца 305 изначально больше 0 мм и меньше или равна 0,1 мм. Эти размеры также относятся в этом варианте выполнения к ситуации, в которой давление не прикладывается к клапану 301, и стенки 302, 303 не слеплены. Если стенки 302, 303 слеплены, соответствующая связь может легко быть разрушена путем нормального использования клапана 301.
Клапан 301, показанный на Фиг. 4, представляет собой клапан в форме утиного носа, имеющий V-образные стенки 302, 303. Стенки клапана могут, разумеется, также быть образованы другим образом. Например, они могут быть сферической формы, они могут быть куполообразной формы, или они могут быть по существу прямоугольными, как схематически и примерно показано на Фиг. 3, причем внутренние стороны стенок, образующие щель, могут быть наклонены для образования сужающегося сечения щели 204.
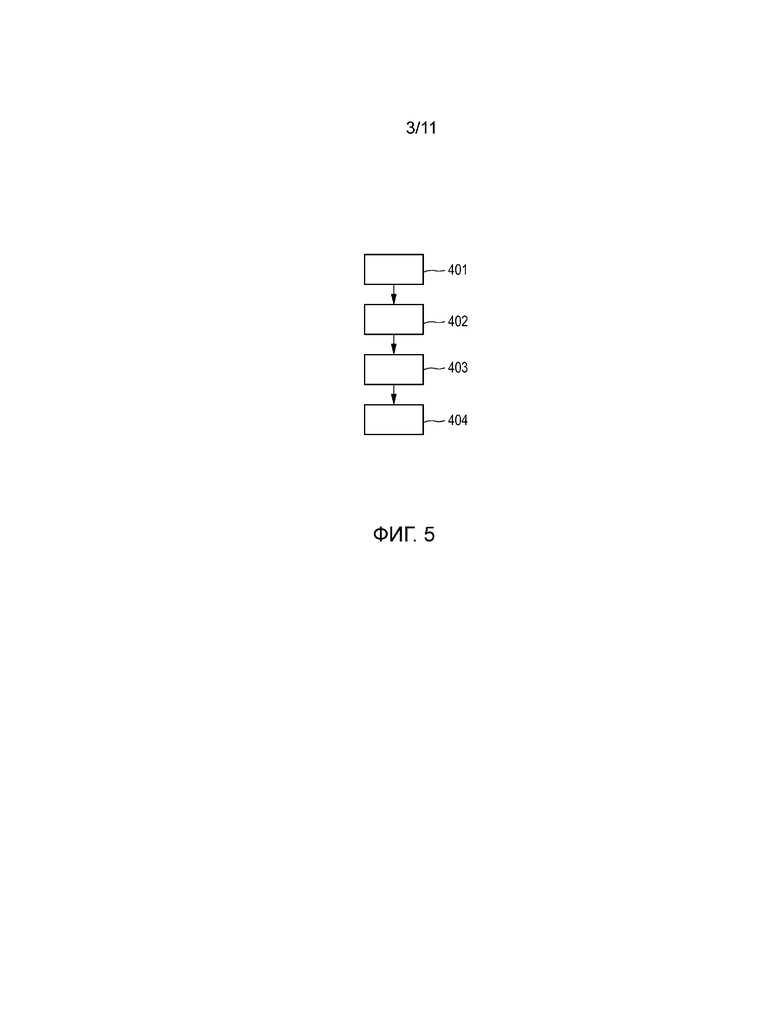
Далее варианты выполнения способа изготовления для изготовления клапана согласно изобретению будет примерно описаны со ссылкой на блок-схему, показанную на Фиг. 5.
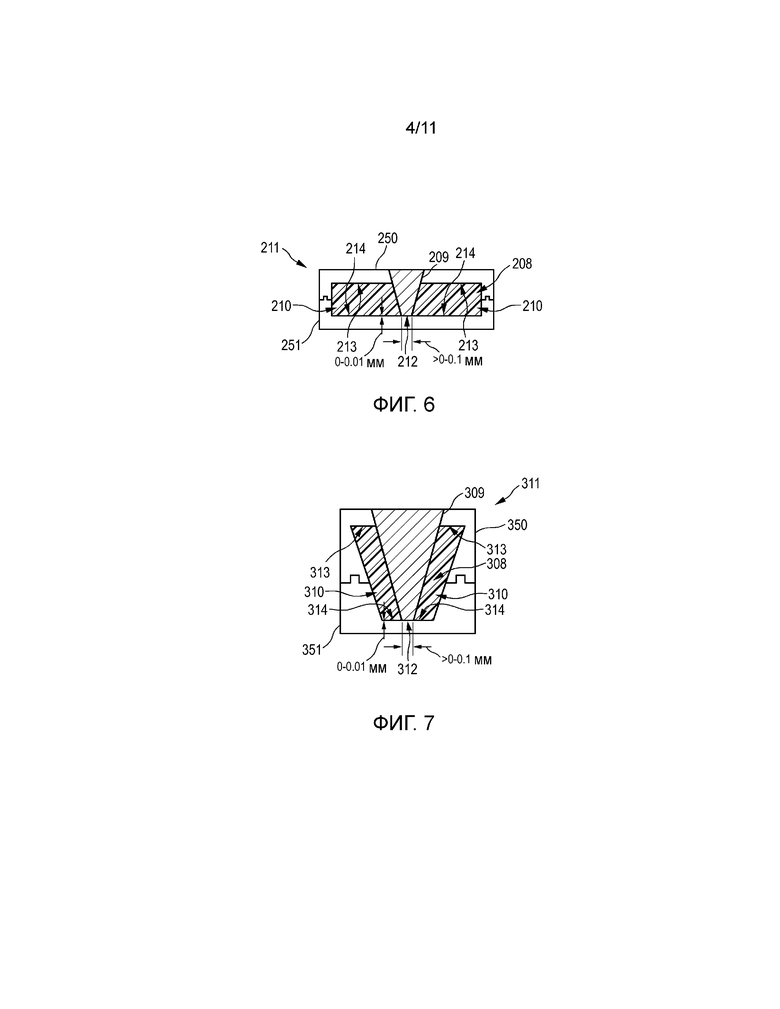
На этапе 401 обеспечивают конструкцию формы. Конструкция 211 формы для изготовления клапана 201, схематически и примерно проиллюстрированного на Фиг. 3, схематически и примерно проиллюстрирована на Фиг. 6.
Конструкция 211 формы, показанная на Фиг. 6, содержит полость 210 с первой стенкой 213 и противоположной второй стенкой 214 и элемент 209 для образования щели, т.е. элемент для образования внутреннего пространства, продолжающийся от первой стенки 213 в полость 210 по направлению ко второй стенке 214, причем поверхность 212 элемента 209 для образования щели, которая обращена ко второй стенке 214, имеет наименьший размер больший 0 мм и меньший или равный 0,1 мм. Элемент 209 для образования щели может быть рассмотрен как стержень или палец, в особенности как острый стержень или палец. Поверхность 212 элемента 209 для образования щели может быть круглой, прямоугольной или может иметь другую форму. Если поверхность 212 является круглой, то наименьший размер, который больше 0 мм и меньше или равен 0,1 мм, представляет собой диаметр этой поверхности, а, если поверхность 212 является прямоугольной, то наименьший размер, который больше 0 мм и меньше или равен 0,1 мм, представляет собой длину наименьшей стороны прямоугольной поверхности.
В этом варианте выполнения полость 210 образована охватывающим корпусом, имеющим две части, первую часть 250 с отверстием для приема элемента 209 для образования щели и с первой стенкой 213 и вторую часть 251 со второй стенкой 214. Одна из первой и второй частей 650, 651 содержит канавку, а другая из первой и второй частей 250, 251 содержит выступ, соответствующий канавке для обеспечения надлежащего выравнивания первой и второй частей 250, 251. Кроме того, полость 210 и элемент 209 для образования щели имеют такие размеры, что поверхность 212 элемента 209 для образования щели, обращенная ко второй стенке 214 полости 210, имеет расстояние до второй стенки 214 между 0 мм и 0,01 мм, т.е. это расстояние может составлять 0 мм, больше 0 мм и меньше 0,01 мм или равно 0,01 мм. Кроме того, элемент 209 для образования щели имеет сужающееся сечение. Полость 210 имеет такую форму, что окончательно образованный клапан представляет собой пластину с внутренней щелью, как схематически и примерно проиллюстрировано на Фиг. 3, причем внешние стороны пластины образованы стенками полости 210, а внутренняя щель 204 образована элементом 209 для образования щели.
Для изготовления клапана 301, схематически и примерно проиллюстрированного на Фиг. 4, на этапе 401 может быть обеспечена конструкция 311 формы, которая схематически и примерно проиллюстрирована на Фиг. 7. Также эта конструкция 311 формы содержит полость 310 с первой стенкой 313 и противоположной второй стенкой 314, причем элемент 309 для образования щели продолжается от первой стенки 313 в полость 310 по направлению ко второй стенке 314, причем поверхность 312 элемента 309 для образования щели, которая обращена ко второй стенке 314, имеет наименьший размер больший 0 мм и меньший или равный 0,1 мм. Кроме того, также в этом варианте выполнения поверхность 312 элемента 309 для образования щели, обращенная ко второй стенке 314, имеет расстояние до второй стенки 314 между 0 мм и 0,01 мм, а элемент 309 для образования щели имеет сужающееся сечение. В этом варианте выполнения полость 310 образована охватывающим корпусом, имеющим две части, первую часть 350 с отверстием для приема элемента 309 для образования щели и с первой стенкой 313 и вторую часть 351 со второй стенкой 314. Одна из первой и второй частей 350, 351 содержит канавку, а другая из первой и второй частей 350, 351 содержит выступ, соответствующий канавке для обеспечения надлежащего выравнивания первой и второй частей 350, 351.
В этом варианте выполнения полость 310 имеет такую форму, что окончательно изготовленный клапан 301 имеет V-образные стенки 302, 303, причем внутренние стороны стенок 302, 303 образованы элементом 309 для образования щели, а внешние стороны стенок 302, 303 образованы стенками полости 310. Кроме того, также в этом варианте выполнения элемент 309 для образования щели может быть рассмотрен как стержень или палец, образующий щель в процессе изготовления, который предпочтительно представляет собой процесс LIM. Альтернативно, соответственный элемент 209, 309 для образования щели закреплен в форме, и имеется отдельное отверстие для вставки.
На этапе 402 обеспечивают материал 208, 308 клапана для формования в соответственной конструкции 211, 311 формы. В частности, материал 208, 308 клапана может наполняться в соответственную полость 201, 301, после чего полость может быть закрыта с использованием соответственного элемента 209, 309 для образования щели, т.е. в этом варианте выполнения соответственный корпус, образующий соответственную полость 210, 310, содержит верхнее отверстие для соответственного элемента 209, 309 для образования щели, причем соответственный элемент 209, 309 для образования щели может быть вставлен в соответственное отверстие соответственной полости 210, 310 для закрытия соответственной полости 210, 310 после наполнения материалом 208, 308 клапана. Обеспеченный материал 208, 308 клапана предпочтительно представляет собой LSR.
На этапе 403 материал 208, 308 клапана в соответственной конструкции 211, 311 формы отверждают для образования соответственного клапана 201, 301 с соответственной щелью 204, 304, причем отвержденный материал 208, 308 клапана является упругим. Отверждение предпочтительно выполняется путем нагрева соответственной конструкции 211, 311 формы с материалом 208, 308 клапана. Нагрев может быть выполнен до температуры между 170°C-220°C. На этапе 404 отвержденный материал 208, 308 клапана извлекают из соответственной конструкции 211, 311 формы для того, чтобы обеспечивать соответственный клапан 201, 301. В частности, соответственную первую часть 250, 350 отделяют от соответственной второй части 251, 351 соответственного корпуса для извлечения соответственного клапана 201, 301 из соответственной конструкции 211, 311 формы.
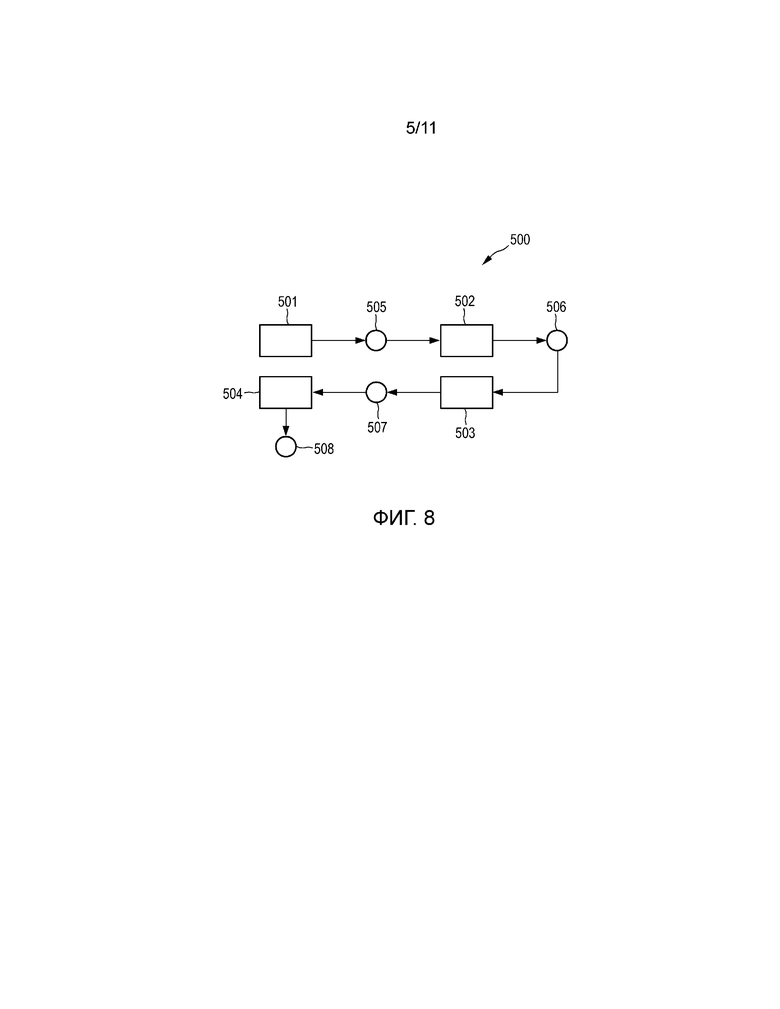
Все или некоторые этапы способа изготовления могут быть выполнены вручную. Однако в варианте выполнения способ изготовления также может быть выполнен автоматически. В частности, для выполнения способа изготовления может быть использовано устройство изготовления. Вариант выполнения устройства 500 изготовления схематически и примерно показан на Фиг. 8.
Устройство 500 изготовления содержит блок 501 обеспечения конструкции формы для обеспечения конструкции формы, образующей клапан, причем конструкция формы содержит полость с первой стенкой и противоположной второй стенкой, причем элемент для образования щели продолжается от первой стенки в полость по направлению ко второй стенке, и поверхность элемента для образования щели, которая обращена ко второй стенке, имеет наименьший размер больший 0 мм и меньший или равный 0,1 мм. Блок 501 обеспечения конструкции формы может содержать место, в котором имеются одна или несколько конструкций формы, которые могут быть обеспечены для использования при изготовлении клапана. На Фиг. 8 конструкция формы обозначена ссылочной позицией 505.
Устройство 500 изготовления дополнительно содержит блок 502 обеспечения материала клапана для обеспечения материала клапана для формования в конструкции формы. Например, блок 502 обеспечения материала клапана может быть выполнен с возможностью наполнения материала клапана, в частности, LSR, в полость конструкции формы, после чего конструкция формы может быть автоматически или вручную закрыта, например, путем использования соответственного элемента для образования щели или отдельного укупорочного средства полости. Конструкция формы с материалом клапана для формования обозначена ссылочной позицией 506 на Фиг. 8.
Устройство 500 изготовления дополнительно содержит блок 503 отверждения для отверждения материала клапана в конструкции формы, образующей клапан со щелью, причем отвержденный материал клапана является упругим. Блок 503 отверждения предпочтительно представляет собой блок нагрева для нагрева конструкции формы с материалом до желаемой температуры в течение желаемого времени. Конструкция формы с отвержденным материалом клапана обозначена ссылочной позицией 507 на Фиг. 8.
Устройство 500 изготовления дополнительно содержит блок 504 извлечения для извлечения отвержденного материала клапана из конструкции формы, причем извлеченный отвержденный материал клапана, т.е. изготовленный клапан, обозначен ссылочной позицией 508 на Фиг. 8. Например, блок 504 извлечения может содержать определенные механические средства для отделения отвержденного материала клапана от конструкции формы. В частности, блок 504 извлечения может быть выполнен с возможностью отделения первой и второй частей корпуса, образующего полость, друг от друга для того, чтобы отделить эти части от клапана. Блок 504 извлечения может, таким образом, дополнительно быть выполнен с возможностью удержания элемента для образования щели и с возможностью отделения клапана от элемента для образования щели, например, путем выдувания или посредством механических средств.
Блок 503 отверждения и блок 504 извлечения могут быть рассмотрены как образование производственного блока для производства клапана с использованием обеспеченного материала клапана.
Фиг. 9 и 10 схематически и примерно иллюстрируют дополнительные варианты выполнения клапана, не являющиеся частью данного изобретения.
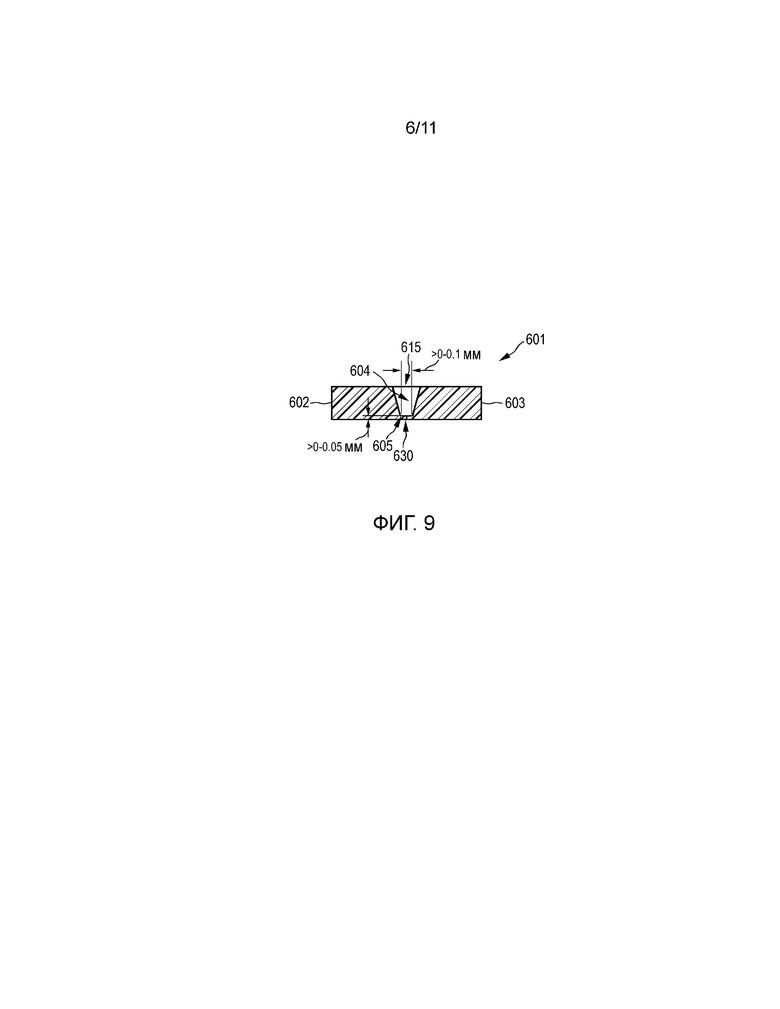
На виде в сечении на Фиг. 9 клапан 601 содержит стенки 602, 603, частично охватывающие сужающееся внутреннее пространство 604. Предпочтительно, сечение образует равнобедренную трапецию. Внутреннее пространство 604 имеет меньший первый конец 605 и противоположный больший открытый второй конец 615, причем первый конец 605, т.е. внутренняя поверхность, образующая первый конец, имеет размер больший 0 мм и меньший 0,1 мм, если давление не прикладывается к клапану 601. Внутреннее пространство 604 закрыто на первом конце 605 закрывающей частью 630 клапана 601, если давление не прикладывается к клапану 601, причем закрывающая часть 630 имеет толщину равную или меньшую 0,05 мм. Так как закрывающая часть 630 является относительно тонкой, она разрушается, когда при нормальном использовании к клапану 601 прикладывается давление, для того, чтобы обеспечивать функцию клапана. Стенки 602, 603 являются предпочтительно прямыми. Также поверхность соответственной стенки 602, 603 может быть суженной. Однако поверхность соответственной стенки 602, 603 также может иметь другую форму, например, она может быть прямоугольной.
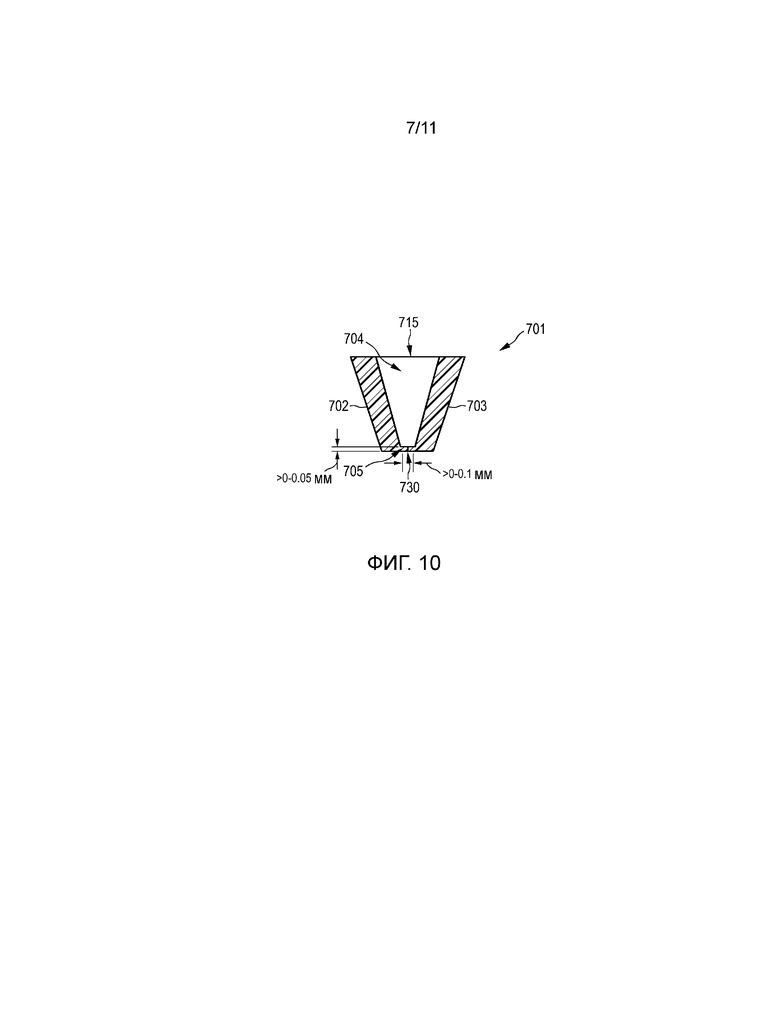
На виде в сечении на Фиг. 10 клапан 701 имеет две стенки 702, 703, частично охватывающие сужающееся внутреннее пространство 704. Предпочтительно, сечение образует равнобедренную трапецию. Также в этом варианте выполнения внутреннее пространство 704 имеет меньший первый конец 705 и противоположный больший открытый второй конец 715, причем первый конец 705, т.е. внутренняя поверхность, образующая первый конец 705, имеет размер больший 0 мм и меньший 0,1 мм, если давление не прикладывается к клапану 701. Внутреннее пространство 704 содержит закрывающую часть 730 на его первом конце 705, которая изначально имеется, когда давление не прикладывается к клапану 701. Толщина закрывающей части 730 равна или меньше 0,05 мм, причем вследствие этой небольшой толщины закрывающей части 730, она может быть легко разрушена при нормальном использовании, когда давление прикладывается к клапану 701 для того, чтобы обеспечивать функцию клапана. Стенки 702, 703 являются предпочтительно прямыми. Также поверхность соответственной стенки 702, 703 может быть суженной. Однако поверхность соответственной стенки 702, 703 также может иметь другую форму, например, она может быть прямоугольной.
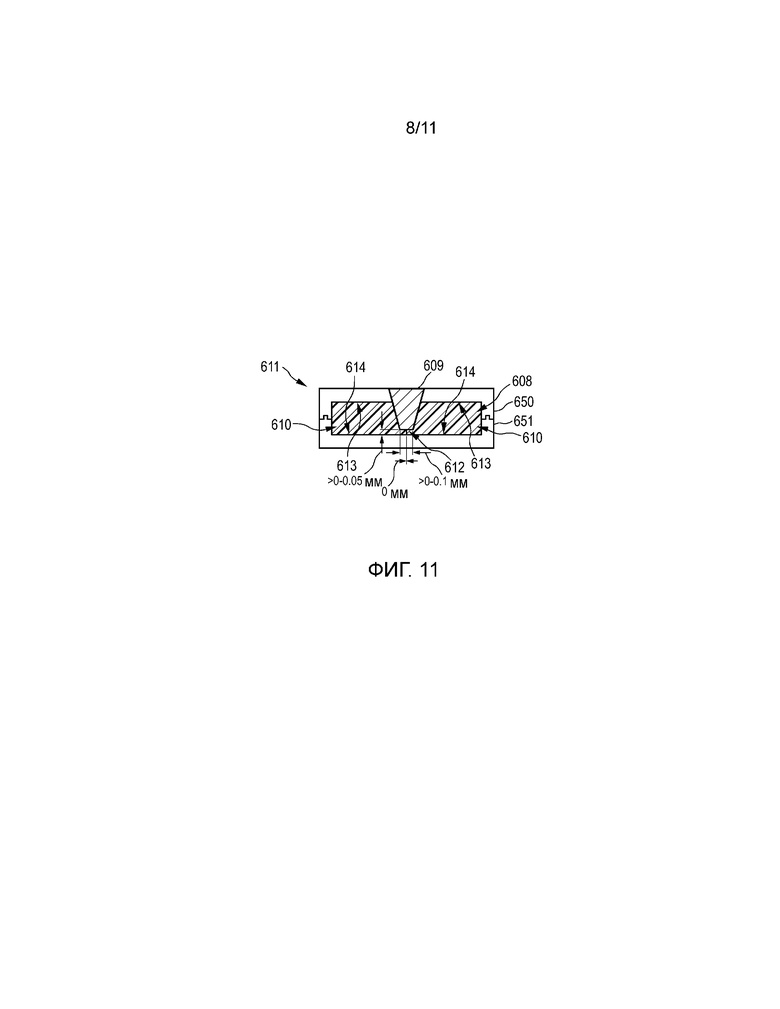
Клапан 701, показанный на Фиг. 10, представляет собой клапан в форме утиного носа, имеющий V-образные стенки 702, 703. Стенки клапана могут, разумеется, также быть образованы другим образом. Например, они могут быть сферической формы, они могут быть куполообразной формы, или они могут быть по существу прямоугольными, как схематически и примерно показано на Фиг. 9, причем внутренние стороны стенок 602, 603, образующие внутреннее пространство 604, наклонены для образования сужающегося сечения внутреннего пространства 604. Для изготовления клапанов 601, 701, схематически и примерно проиллюстрированных на Фиг. 9 и 10, могут быть использованы конструкции формы, схематически и примерно показанные на Фиг. 11 и 12.
Конструкция 611 формы, показанная на Фиг. 11, содержит полость 610 с первой стенкой 613 и противоположной второй стенкой 614 и элемент 609 для образования внутреннего пространства, продолжающийся от первой стенки 613 в полость 610 по направлению ко второй стенке 614, причем поверхность 612 элемента 609 для образования внутреннего пространства, которая обращена ко второй стенке 614, имеет наименьший размер больший 0 мм и меньший или равный 0,1 мм. Также в этом варианте выполнения элемент 609 для образования внутреннего пространства может быть рассмотрен как стержень или палец. Поверхность 612 элемента 609 для образования внутреннего пространства может быть круглой, прямоугольной или может иметь другую форму. Если поверхность 612 является круглой, то наименьший размер, который больше 0 мм и меньше или равен 0,1 мм, представляет собой диаметр поверхности 612, а, если поверхность 612 является прямоугольной, то наименьший размер, который больше 0 мм и меньше или равен 0,1 мм, представляет собой длину наименьшей стороны прямоугольной поверхности.
В этом варианте выполнения полость 610 образована охватывающим корпусом, имеющим две части, первую часть 650 с отверстием для приема элемента 609 для образования щели и с первой стенкой 613 и вторую часть 651 со второй стенкой 614. Одна из первой и второй частей 650, 651 содержит канавку, а другая из первой и второй частей 650, 651 содержит выступ, соответствующий канавке для обеспечения надлежащего выравнивания первой и второй частей 650, 651. Кроме того, полость 610 и элемент 609 для образования внутреннего пространства имеют такие размеры, что поверхность 612 элемента 609 для образования внутреннего пространства, обращенная ко второй стенке 614 полости 610, имеет расстояние до второй стенки 614 равное или меньшее 0,05 мм. Кроме того, элемент 609 для образования внутреннего пространства имеет сужающееся сечение. Полость 610 имеет такую форму, что окончательно образованный клапан представляет собой пластину с внутренним пространством, как схематически и примерно проиллюстрировано на Фиг. 9, причем внешние стороны пластины образованы стенками полости 610, а внутреннее пространство 604 образовано элементом 609 для образования внутреннего пространства.
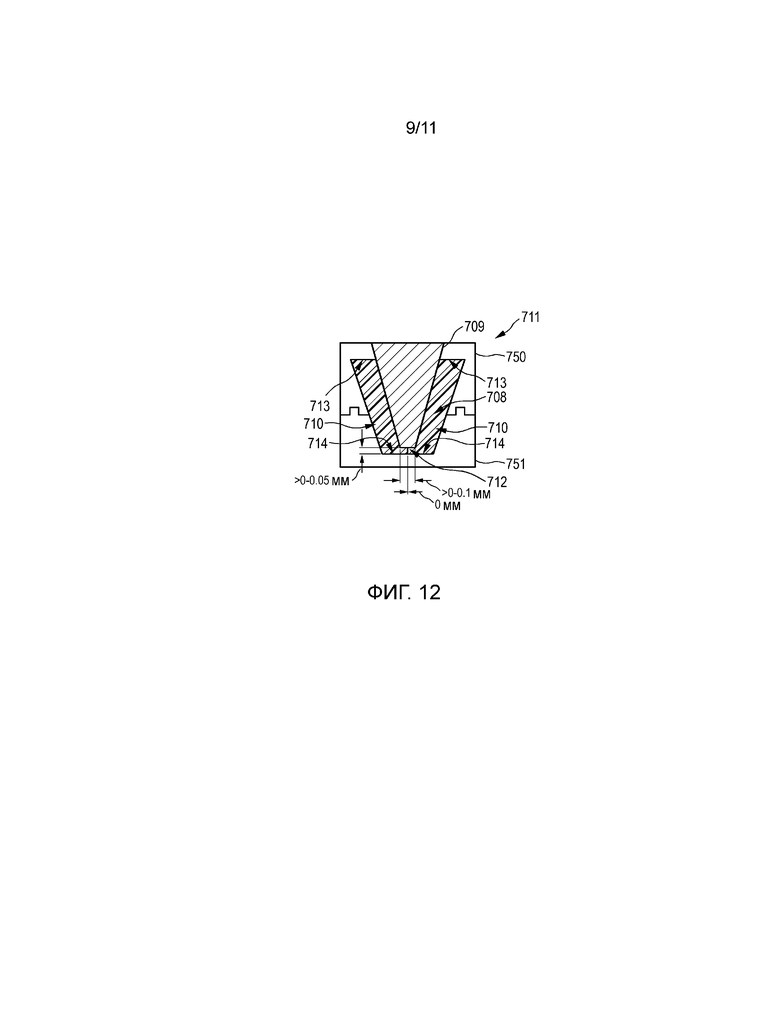
Для изготовления клапана 701, схематически и примерно проиллюстрированного на Фиг. 10, может быть использована конструкция 711 формы, схематически и примерно показанная на Фиг. 12. Также конструкция 711 формы содержит полость 710 с первой стенкой 713 и противоположной второй стенкой 714, причем элемент 709 для образования внутреннего пространства продолжается от первой стенки 713 в полость 710 по направлению ко второй стенке 714, причем поверхность 712 элемента 709 для образования внутреннего пространства, которая обращена ко второй стенке 714, имеет наименьший размер больший 0 мм и меньший или равный 0,1 мм. Кроме того, также в этом варианте выполнения поверхность 712 элемента 709 для образования внутреннего пространства, обращенная ко второй стенке 714, имеет расстояние до второй стенки 714 меньше или равное 0,05 мм, а элемент 709 для образования внутреннего пространства имеет сужающееся сечение. В этом варианте выполнения полость 710 образована охватывающим корпусом, имеющим две части, первую часть 750 с отверстием для приема элемента 709 для образования щели и с первой стенкой 713 и вторую часть 751 со второй стенкой 714. Одна из первой и второй частей 750, 751 содержит канавку, а другая из первой и второй частей 750, 751 содержит выступ, соответствующий канавке для обеспечения надлежащего выравнивания первой и второй частей 750, 751.
В этом варианте выполнения полость 710 имеет такую форму, что окончательно изготовленный клапан 701 имеет V-образные стенки 702, 703, причем внутренние стороны стенок 702, 703 образованы элементом 709 для образования внутреннего пространства, а внешние стороны стенок 702, 703 образованы стенками полости 710. Кроме того, также в этом варианте выполнения элемент 709 для образования внутреннего пространства может быть рассмотрен как стержень или палец, образующий внутреннее пространство в процессе изготовления, который предпочтительно представляет собой процесс LIM. На Фиг. 11 и 12 ссылочные позиции 608, 708 обозначают материал клапана, который предпочтительно представляет собой LSR.
За счет расстояния между соответственной поверхностью 612, 712 соответственного элемента 609, 709 для образования внутреннего пространства до соответственной второй стенки 614, 714 соответственной полости 610, 710, образуется соответственная закрывающая часть 630, 730 соответственного клапана 601, 701, которая может быть легко разрушена при нормальном использовании так, что в этих вариантах выполнения дополнительный этап прорезания или разрезания, который используется для производства клапанов известного уровня техники, схематически и примерно проиллюстрированных на Фиг. 1 и 2, также не требуется, тем самым упрощая процесс изготовления.
В частности, в процессе изготовления известного уровня техники для изготовления клапанов 1, 101 известного уровня техники требуется нож 6, 106, перемещаемый вдоль направлений, обозначенных двойными стрелками 7, 107 на Фиг. 13 и 14, тогда как такой нож необязательно требуется в способе изготовления, описанном выше со ссылкой на Фиг. 5-7, 11 и 12.
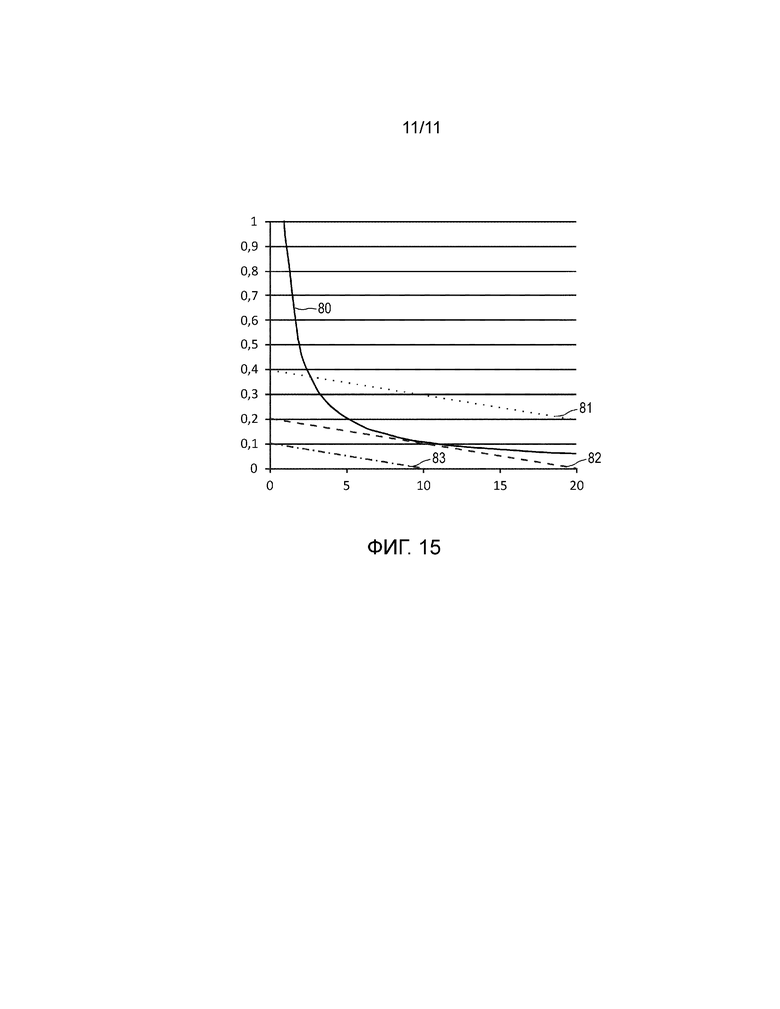
Фиг. 15 показывает график, иллюстрирующий примерное отношение отверстия клапана в форме утиного носа к давлению в запорном направлении. Ось абсцисс показывает давление внутри емкости (например, приспособления для кормления), при этом ось ординат показывает отверстия клапана примерных клапанов.
Сплошная линия 80 показывает линию просачивания, т.е. отделяет область просачивания (т.е. слишком высокого давления и/или слишком высокой степени открытия клапана для удержания клапаном жидкости внутри) от области удержания.
Точечная линия 81, пунктирная линия 82 и пунктирно-точечная линия 83 показывают соответственные отверстия клапана для трех соответственных случаев различных начальных отверстий клапана 0,4, 0,2 и 0,1 мм соответственно. Точечная линия 81 для начального отверстия 0,4 мм пересекает линию 80 просачивания, и, таким образом, может быть видно, что такое просачивание начального отверстия может быть предотвращено только приблизительно до давления 3 мбар. Наоборот, пунктирная линия 82 и пунктирно-точечная линия 83, т.е. значения отверстий, начиная от 0,2 и 0,1 мм, остаются ниже линии просачивания, таким образом, просачивание не возникает даже для более высоких давлений.
Клапаны, описанные выше со ссылкой на Фиг. 3, 4, 9 и 10, имеют улучшенную характеристику, так как, если стенки клапана находятся в контакте, контактные области стенок на каждой стороне меньше, чем контактные области, которые имеются, если используются клапаны известного уровня техники, описанные выше со ссылкой на Фиг. 1 и 2, т.е. так как контактные области меньше, контактные давления между контактными областями выше так, что соответственный клапан более чувствителен к разностям давлений и, таким образом, более устойчив к просачиванию. Кроме того, клапаны, описанные выше со ссылкой на Фиг. 3, 4, 9 и 10, имеют лучший контроль над потоком и меньший разброс давления открытия, так как точность геометрии и положения начального отверстия или отверстия после того, как начальная закрывающая часть была разрушена, выше, чем точность геометрии и положения щелевых клапанов известного уровня техники. Кроме того, клапаны, описанные выше со ссылкой на Фиг. 3, 4, 9 и 10, обеспечивают максимальный контроль над профилем поверхности и текстурой внутренней поверхности, тем самым снижая риск просачивания и слишком прочного слипания.
Вследствие сужающегося поперечного сечения внутреннего пространства, вследствие микроструктуры поверхности на внутренних поверхностях внутреннего пространства, и так как внутренние поверхности внутреннего пространства отформованы и отверждены, область, в которой молекулы и/или атомы могут связываться, является очень маленькой. Соответственно, если имеется такая связь, то она может быть относительно легко разрушена под давлением, которое прикладывается при нормальном использовании.
Клапаны, описанные выше со ссылкой на Фиг. 3, 4, 9 и 10, имеют улучшенную характеристику за счет более прочной конструкции. Кроме того, они являются более надежными за счет меньшего слипания. Также улучшен процесс изготовления, так как требуется меньше этапов изготовления, т.е. не требуется дополнительный этап прорезания или разрезания.
Клапаны предпочтительно представляют собой клапаны для детских чашек и детских бутылочек, но клапаны также могут представлять собой клапаны для кормления пожилых людей, для спортивных напитков, для питья во время физической активности, для питья во время отдыха, для питья на больничной кровати или в пансионате и т.д. Клапан может образовывать соску и/или носик, в частности, соску для бутылочки и/или пустышки.
Клапаны согласно настоящему изобретению могут быть обеспечены особым преимуществом в виде впускных воздушных клапанов для приспособлений для кормления или питья (в частности, для детей подобно детским бутылочкам, детским чашкам, соскам для питья, чашкам с носиком и т.д.) для исключения создания пониженного давления. Клапаны согласно настоящему изобретению при использовании в качестве впускных воздушных клапанов с этой целью предотвращают не только создание пониженного давления, но также исключают или по меньшей мере снижают риск просачивания жидкости (например, воды или других напитков) через такой впуск воздуха, даже в случае гидростатического давления из-за веса жидкости.
Расположение клапанов, которые проиллюстрированы на Фиг. 3, 4, 9 и 10, в целях впускного воздушного клапана для приспособления для кормления или питья будет таким, что внутренняя часть приспособления будет на иллюстрациях ниже клапана, при этом наружная часть приспособления, т.е. наружный воздух, будет выше. Должно быть понятно, что эти направления и указания представлены только в целях наглядности и не должны рассматриваться как ограничивающие.
Хотя в описанных выше вариантах выполнения отверстия в клапанах, которые изначально имеются или образуются после раскрытия клапанов, представляют собой щели, в других вариантах выполнения клапаны также могут содержать другие виды отверстий.
Хотя в вариантах выполнения, описанных выше со ссылкой на Фиг. 3, 4, 9 и 10, ширина меньшего первого конца внутреннего пространства больше 0 мм и меньше или равна 0,1 мм, в другом варианте выполнения эта ширина также может быть больше 0 мм и меньше или равна 0,2 мм.
Другие изменения раскрытых вариантов выполнения могут быть понятны и осуществлены специалистами в данной области техники при осуществлении заявленного изобретения из изучения чертежей, раскрытия и приложенной формулы изобретения.
В формуле изобретения слово «содержащий» не исключает другие элементы или этапы, и единственное число не исключает множества.
Процедуры, такие как обеспечение конструкции формы, обеспечение материала, отверждение материала клапана и т.д., выполняемые одним или несколькими блоками или устройствами, могут быть выполнены любым другим количеством блоков или устройств. Управление устройством изготовления в соответствии со способом изготовления может быть осуществлено как средство программного кода компьютерной программы и/или как специализированное аппаратное обеспечение.
Компьютерная программа может храниться/распространяться на подходящем носителе, таком как оптический носитель данных или твердотельный носитель, поставляемом вместе или как часть другого аппаратного обеспечения, но также может распространяться в других формах, например, через интернет или другие проводные или беспроводные телекоммуникационные системы.
Любые ссылочные позиции в формуле изобретения не должны рассматриваться как ограничивающие объем охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПРЕДЕЛИТЕЛЬНЫЕ КЛАПАНЫ | 2008 |
|
RU2476358C2 |
| ЛИТЬЕВОЕ ФОРМОВАНИЕ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ С ПРОРЕЗЬЮ | 2012 |
|
RU2559459C1 |
| СТОПОРНЫЙ КЛАПАН ТИПА "УТИНЫЙ КЛЮВ" С ИЗОГНУТЫМ И УПРУГОСМЕЩЕННЫМ ЗАТВОРОМ | 2008 |
|
RU2463507C2 |
| СКЛАДЫВАЮЩИЙСЯ КЛАПАН | 2010 |
|
RU2542776C2 |
| КЛАПАН ДЛЯ РАСПЫЛЕНИЯ МАТЕРИАЛА ПОКРЫТИЯ И ПУЛЬВЕРИЗАТОР, ВКЛЮЧАЮЩИЙ ТАКОЙ КЛАПАН | 2009 |
|
RU2508488C2 |
| КЛАПАН И СИСТЕМА ДЛЯ УДАЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ ИЗ ОТСТОЙНИКА КАНАЛИЗАЦИОННОГО КОЛЛЕКТОРА, СОДЕРЖАЩАЯ ТАКОЙ КЛАПАН | 2006 |
|
RU2395743C2 |
| МЕДИЦИНСКИЙ КЛАПАН | 2001 |
|
RU2286808C2 |
| ПОЛУШАРОВОЙ КЛАПАН | 2002 |
|
RU2259507C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОСТОЯННОГО КОЛИЧЕСТВА АЭРОЗОЛЯ | 2015 |
|
RU2688703C2 |
| КЛАПАН | 2017 |
|
RU2742443C1 |
Изобретение относится к клапанам для устройств кормления. Новизной изобретения является то, что ширина отверстия для прохода жидкости при увеличении давления в запорном направлении остается меньше или равной удвоенному поверхностному натяжению жидкости, деленной на разность давлений через клапан. Технический результат заключается в повышении надежности работы клапана. 2 з.п. ф-лы, 15 ил.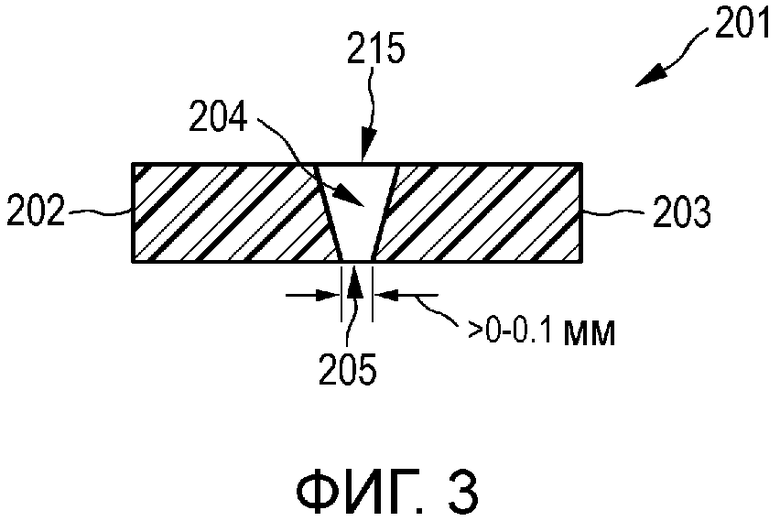
1. Клапан (201; 301) для использования с текучей средой, имеющий внутреннее пространство и стенки, частично охватывающие внутреннее пространство, причем внутреннее пространство (204; 304) имеет меньший первый конец (205; 305) и противоположный больший второй конец (215; 315; 615; 715), причем первый конец (205; 305) имеет отверстие с шириной, если давление не прикладывается к клапану (201; 301), и при этом внутреннее пространство (204; 304) образует отверстие через клапан (201; 301), отличающийся тем, что упомянутая ширина, при увеличении давления в запорном направлении клапана (201; 301), остается равной или меньшей чем удвоенное поверхностное натяжение текучей среды, поделенное на разность давлений через клапан.
2. Клапан по п.1, в котором упомянутая ширина является большей чем 0 мм и меньшей или равной 0,2 мм, если давление не прикладывается к клапану.
3. Клапан по п.1, причем клапан (201; 301) предназначен для приспособлений для кормления.
| WO 2013139685 A1, 26.09.2013 | |||
| СТОПОРНЫЙ КЛАПАН ТИПА "УТИНЫЙ КЛЮВ" С ИЗОГНУТЫМ И УПРУГОСМЕЩЕННЫМ ЗАТВОРОМ | 2008 |
|
RU2463507C2 |
| US 6136253 A1, 24.10.2000 | |||
| US 6053194 A1, 25.04.2000. | |||

