ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение в целом относится к емкостям, используемым в упаковочной промышленности для упаковки пищевых продуктов, в частности, к пластиковым стаканам с фланцем, закрытым декоративной лентой, таким как стаканчики для йогурта, или аналогичным. Объектом изобретения является также упаковка, содержащая такие емкости с фланцем, и способ производства таких емкостей.
В частности, объектом изобретения является емкость для пищевой смеси, в частности, молочных продуктов, содержащая:
- полый пластиковый корпус, содержащий дно, например, плоское дно, боковую стенку, отходящую от указанного дна вверх в направлении вдоль продольной оси и образующую верхнее отверстие (широкое отверстие, позволяющее извлекать пищевой продукт с помощью обычной ложки или аналогичного предмета),
- декоративную ленту, проходящую вокруг боковой стенки, и
- в целом плоский кольцевой фланец, выполненный заодно с корпусом и присоединенный к верхней части корпуса, проходящий вокруг верхнего отверстия.
УРОВЕНЬ ТЕХНИКИ
Емкости с фланцем производятся в очень больших количествах. Стаканчик, содержащий корпус, а также всю или часть верхней поверхности емкости, как правило, производится методом термоформовки из пластмассового листа в пресс-форме. Емкости формуются одновременно, и их внешние кромки (на фланцах) остаются соединенными друг с другом. Такой метод обеспечивает возможность производства недорогих упаковочных емкостей, в то же время, соблюдая требования гигиенических стандартов, необходимые для пищевых продуктов.
Декоративные ленты применяются для изменения внешнего вида емкости и/или для обеспечения информации по продукту.
До настоящего момента декоративные ленты для термоформованных емкостей имели удлиненную прямоугольную форму. Обычно их нарезают из полосы тонкого материала, такого как бумага, распечатанной и хранимой в виде рулона перед нарезкой лент. В настоящее время на рынке имеются емкости с фланцем, с декоративной лентой, которая может закрывать всю или часть сужающейся вниз боковой стенки. Такая лента наносится путем укладки в пресс-форму термофольги, которая прикрепляется к наружной поверхности боковой стенки после термоформовки.
Емкости с фланцем могут выпускаться в виде упаковки. При термоформовке с целью образования объема используется следующая технология: лист пластика нагревается, а затем оттягивается в полость с помощью вакуума и/или давления. При втягивании пластикового листа в полость толщина части листа, втягиваемой в полость, уменьшается, поскольку материал листа в полости растягивается. При такой технологии получается, что боковая стенка корпуса имеет малую толщину, в то время как фланец имеет такую же толщину и жесткость, как исходный лист пластика. В то время как фланец является тонким и плоским, корпус, по существу, определяет высоту емкости. Себестоимость каждой единицы упаковки можно снизить путем производства таких емкостей с фланцем относительно малой толщины, но без снижения прочности и эстетических характеристик емкости.
Кроме того, в пищевой промышленности пластиковые емкости могут укладываться один на другой для образования стопок, которые можно было бы размещать на поддоне. Вес груза на поддоне может быть намного больше 500 кг. Такие стопки позволяют упаковочным элементам выдерживать сжимающую нагрузку от находящихся сверху элементов. Таким образом, задача уменьшения толщины различных элементов емкости является непростой, и существует необходимость в решении, позволяющем осуществлять экономию пластика.
Для производства с высокой скоростью объединенных в упаковки обычных емкостей, каждая из которых закрыта гибкой крышкой (мембраной), как правило, используется технология FFS ("формовка-заполнение-запечатывание"). Машины, использующие технологию формовки-заполнения-запечатывания, известны как установки, обеспечивающие надежный выпуск упаковок фланцевых емкостей с высокой производительностью. Эта технология позволяет также осуществлять прикрепление к емкостям декоративных лент на бумажной основе с целью улучшения внешнего вида емкостей. Понятно, что экономия пластического материала и необходимость совершенствования эстетического аспекта емкостей являются противоречивыми требованиями.
При закреплении декоративной ленты вокруг боковой стенки емкости необходимо точно позиционировать ленту. В частности, декоративная лента должна идеально:
- располагаться на одинаковой высоте, поскольку разница по уровню расположения в одной и той же упаковке емкостей будут восприниматься потребителем как дефект;
- проходить вокруг боковой стенки, создавая постоянную толщину, предпочтительно, без перекрывания.
Таким образом, мы заинтересованы в производстве пищевых продуктов, имеющих очень хороший внешний вид и хорошо подходящих для производства с помощью самых эффективных технологий, например, технологии групповой упаковки (мультипак) и/или технологии "формовка-заполнение-запечатывание".
В документе WO 2014/006033 A1 раскрывается способ нанесения оболочки на сужающиеся в направлении вниз емкости, обеспечивающий соответствующую скорость обработки и подходящий для использования прямоугольной декоративной ленты. Оболочка изготовляется из термоусадочной пленки. Операции нанесения оболочки выполняются с помощью процессов, требующих формирования трубки или оболочки из термоусадочной пленки, которую помещают на емкость и нагревают, чтобы она сжалась и приняла форму и размер емкости. Для точности позиционирования используют пластину или ремень, образующий опору для оболочки, до тех пор, пока не произойдет усадка пленки. Такой способ нанесения оболочки устраняет необходимость переворачивания емкостей или выполнения аналогичных сложных операций, когда этикетку в виде ленты необходимо разматывать и нарезать. В вышеупомянутом документе указывается на возможность использования частичных оболочек. Но в таком случае необходимо иметь свободное пространство вокруг емкостей (для подноса оболочек и предотвращения возможности их падения до нагрева).
Кроме того, потребителю нравится внешний вид емкостей, имеющих увеличенное поперечное сечение в области, находящейся на расстояния от верхнего отверстия, как правило, представляющее собой утолщение или выступ. С другой стороны, потребитель привык использовать емкости с нанесенными на них декоративными надписями. Таким образом, необходимо иметь возможность изменять внешний вид емкостей, имеющих боковые стенки с такими областями увеличенного поперечного сечения, необязательно представляющими собой выступ, и/или создавать емкости с декоративными надписями и сужающимися вверх боковыми стенками, предпочтительно, обеспечивающими высокую производительность.
В целом, существует необходимость создания емкостей, которые можно было бы производить с высокой скоростью (как правило, емкостей с фланцем, в некоторых случаях, поставляемых в виде упаковок), имеющих очень привлекательный внешний вид и обеспечивающих оптимальное использование пластика.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в создании емкостей, обеспечивающих возможность решения одной или нескольких вышеупомянутых проблем.
В связи с этим, варианты осуществления настоящего изобретения обеспечивают емкость для пищевой смеси, в частности, для молочных продуктов, содержащую:
- полый пластиковый корпус, содержащий дно и боковую стенку, отходящую от дна вдоль продольной оси к верхней части, содержащей верхнее отверстие;
- в целом, плоский кольцевой фланец, выполненный заодно с корпусом и соединенный с верхней частью корпуса, проходящий вокруг верхнего отверстия и имеющий максимальный радиальный выступ, величина которого больше или равна 3 мм, предпочтительно, больше или равна 5 мм; и
- декоративный слой, проходящий вокруг боковой стенки;
в которой боковая стенка содержит верхнюю часть, на которой расположена верхняя часть корпуса, и в некоторых случаях, нижнюю часть (разумеется, отдельную от верхней части) высотой h1, величина которой, предпочтительно, меньше высоты h2,
в которой верхняя часть сужается в сторону верхнего отверстия.
Кроме того, декоративный слой образован пластиковой оболочкой, включающей в себя термоусадочную пленку, прикрепленную по окружности к верхней части.
Согласно конкретному признаку, боковая стенка содержит нижнюю часть, а также либо содержит периферийное утолщение в месте соединения верхней части с нижней частью, либо нижняя часть имеет в целом цилиндрическую форму, и пластиковая оболочка находится в контакте с верхней частью по меньшей мере по кольцевой области, расположенной рядом с соединением.
Такая закрытая пластиковой оболочкой емкость с фланцем, имеющая максимальную ширину в нижней части или рядом с ней, не воспринимается такой тонкой, как обычная емкость с пластиковой оболочкой и фланцем, особенно если размер отверстия не превышает 60 или 70 мм. Для емкостей, предназначенных для молочных продуктов, таких как стаканчики для йогурта, верхнее отверстие часто имеет диаметр строго меньше 60 мм и больше 40-45 мм.
Вследствие локально-увеличенного поперечного сечения (в месте утолщения или соединения верхней части с нижней частью), оболочка сначала входит в контакт с боковой стенкой на значительном расстоянии от фланца. Такой контакт на раннем этапе усадки оболочки (как правило, рядом с опорой оболочки) представляет собой интерес для двухмерной усадки пленки, с геометрией поверхности, предотвращающей соскальзывание пленки вниз под действием силы тяжести. Это обеспечивает возможность точного позиционирования и эффективного прикрепления пленки к верхней части. Понятно, что по сравнению со снабженными фланец емкостями конической формы с сужающейся вниз боковой стенкой, емкость с кольцевым утолщением или имеющая аналогичную форму с верхней частью, сужающейся вверх, лучше предотвращает соскальзывание оболочки вниз.
Использование частичной оболочки, расположенной в основном выше нижней части, также может представлять собой интерес для таких емкостей с фланцем, поскольку указание содержимого емкости располагается на поверхности, увеличивающейся при удалении от фланца. Кроме того, оболочка, закрывающая как верхнюю, так и нижнюю части, хорошо воспринимается, особенно когда высота оболочки равна или приблизительно равна высоте верхней части.
В различных вариантах выполнения емкости с фланцем согласно настоящему изобретению, могут быть рассмотрены один или несколько следующих характерных признаков:
- верхнее отверстие имеет круглую форму, и дно имеет круглую внешнюю кромку (при поперечном сечении круглой формы риск соскальзывания вниз обычно увеличивается, но это не происходит при использовании закрытия боковой стенки с утолщением оболочкой из термоусадочной пленки). Также считается, что круглой поперечное сечение представляет собой интерес для экономии пластика, поскольку корпус лучше реагирует на вертикальную сжимающую нагрузку.
- Dint – это диаметр верхнего отверстия, а круглая внешняя кромка дна имеет диаметр D2, который меньше или равен диаметру Dint. При этом удовлетворяется по меньшей мере одно из следующих условий: Dint ≤ 3/2*D2 и 3/4*D2 ≤ Dint.
- удовлетворяется следующее условие: Dint < 1.25*D2. Предпочтительно, D2 < Dint. Небольшое уменьшение размера дна полезно для дополнительного сокращения количества используемого пластика, поскольку толщина дна, как правило, больше толщины боковой стенки, что делается с целью обеспечения возможности выдерживания нагрузок при транспортировке.
- пластиковая оболочка является цельным элементом, содержащим верхнюю кромку, расположенную рядом с фланцем, и нижнюю кромку, проходящую по меньшей мере по одному из указанных ниже элементов, а именно, по нижней части или по периферийному утолщению, причем как высота h2 верхней части, так и минимальная высота h5 пластиковой оболочки, определяемая расстоянием от верхней кромки до нижней кромки, больше высоты h1 нижней части. Таким образом, поверхность, образуемая верхней частью, доступная для эффективного отображения информации на оболочке, является относительно большой. Такая поверхность имеет достаточную высоту, и увеличение поперечного сечения может быть прогрессивным.
- пластиковая оболочка содержит верхний кольцевой край, образующий первый периметр SP1, и нижний кольцевой край, образующий второй периметр SP2, и пластиковая оболочка сужается в направлении от нижнего кольцевого края к верхнему кольцевому краю; как первый, так и второй периметры измеряются в соответствующей воображаемой плоскости, перпендикулярной продольной оси X, и отношение SP2:SP1 составляет более 1:0,84 и менее 1:0,98. При таких периметрах, отражающих изменения поперечного сечения в покрытой оболочкой части боковой стенки, оптимизируется охват рукой покрытой оболочкой части (при уменьшении поперечного сечения рядом с фланцем, что является особенно эргономичным) для людей с рукой небольшого размера, например, для детей, без значительной деформации возможных напечатанных знаков или аналогичной информации на внешней поверхности оболочки.
- оболочка имеет высоту h5 и представляет собой частичную оболочку боковой стенки, так что по меньшей мере один участок нижней части не покрыт оболочкой, и величина отношения h2:h5 составляет от 1,3:1 до 1:0,7. Как вариант, нижний участок верхней части может быть не покрыт оболочкой, и величина отношения h2:h5 составляет от 1,3:1 до 1:0,7. Такая конфигурация обеспечивает экономию материала термоусадочной пленки. Кроме того, выгодно иметь дополнительный слой, оказывающий усиливающее действие, только на расстоянии от дна. Действительно, усиливающий эффект может быть полезным для локального уменьшения толщины верхней части. Предъявляемые к нижней части требования по прочности обуславливают необходимость увеличения толщины материала корпуса. Действительно, разрывы более часто происходят в нижней части, особенно когда нижняя часть, имеет круглое поперечное сечение и сужается вниз. Поскольку усилить нижнюю часть тонкой боковой стенки с помощью декоративного слоя труднее, может оказаться целесообразным использовать профиль толщины с увеличением толщины в сторону дна. Толщину в конусовидной области верхней части можно уменьшить по меньшей мере на 0,03-0,05 мм по сравнению с минимальной толщиной нижней части боковой стенки.
- боковая стенка содержит единичное кольцевое утолщение, имеющее поперечное сечение круглой формы, и верхняя часть имеет максимальную ширину, определяемую утолщением, которая больше высоты верхней части, а верхнее отверстие имеет диаметр, составляющий более 40 мм. При такой конфигурации емкость имеет компактную форму с оптимальной высотой. Это может представлять интерес для стаканчиков для йогурта, которые, как правило, размещаются на полках малой высоты.
- корпус и фланец выполнены из одного и того же термоформуемого пластика, предпочтительно, ПЭТ.
- термоусадочная пленка пластиковой оболочки, предпочтительно, имеет толщину менее 100 мкм и является по меньшей мере частично прозрачной или полупрозрачной.
- корпус является по меньшей мере частично прозрачным или полупрозрачным. При такой конфигурации потребитель может видеть содержимое емкости, особенно в случаях, когда оболочка также является частично прозрачной или полупрозрачной или имеет высоту меньше высоты боковой стенки.
- верхняя часть боковой стенки имеет поперечное сечение, размер которого увеличивается при увеличении расстояния от фланца, как вариант, за исключением верхнего кольцевого края верхней части. Предпочтительно, верхний кольцевой край имеет цилиндрическую форму, и его высота составляет меньше 5 мм или 6 мм; такой кольцевой край может быть по меньшей мере частично не покрыт оболочкой.
- высота h2 верхней части составляет от 30 мм до 65 мм, а увеличение размера поперечного сечения верхней части в диапазоне продольного расстояния приблизительно 5-25 мм от фланца 10 больше, чем увеличение размера поперечного сечения верхней части вблизи нижней части. При таком профиле верхней части соединение с нижней частью может иметь тангенциальный профиль.
- величина максимального радиального выступа фланца (10) составляет более 5 мм, предпочтительно, более 7 мм, и менее 16 мм, предпочтительно, меньше или равно 12 мм, причем указанный фланец содержит выступающий элемент с граничной прямой внешней кромкой и по меньшей мере одну выступающую часть фланца, соединенную с выступающим элементом.
- выступающий элемент выступает радиально наружу относительно боковой стенки больше, чем выступающая часть фланца, в результате чего выступающий элемент образует максимальный радиальный выступ. При такой конфигурации фланца емкость можно прикрепить к другой аналогичной емкости с помощью выступающего элемента фланца, в некоторых случаях, с линией надреза. Поскольку соединение двух расположенных рядом емкостей в таком случае может быть значительно смещено в радиальном направлении относительно боковой стенки, утолщения боковых стенок емкостей не касаются друг друга, и можно с успехом применять многополостные пресс-формы.
- утолщение не выступает слишком далеко, так что удовлетворяется следующее условие:
 ,
,
где Dm – максимальное радиальное расстояние от боковой стенки до продольной оси (X), Em – максимальный радиальный выступ фланца, и Rint – радиальное расстояние от продольной оси до внутренней кромки фланца, замеренное в той же угловой позиции, что и максимальный радиальный выступ Em.
- выступающая часть фланца имеет, предпочтительно, непрерывно-закругленную внешнюю кромку С-образной формы. При таком нарезании фланца можно использовать одну или две выступающие части фланца для точной фиксации закрывающей мембраны, но с уменьшенным радиальным выступом с целью экономии пластика.
- когда имеется только одна выступающая часть фланца (которая является единственным непрерывным элементом, оба края которого соединены с выступающим элементом), максимальный радиальный выступ фланца может быть по меньшей мере в два раза больше максимального радиального выступа выступающей части фланца.
- боковая стенка имеет внешний диаметр или максимальный радиальный размер D3 в месте соединения нижней части с верхней частью, а фланец имеет постоянный внешний диаметр D1 в указанной выступающей части фланца и постоянный внутренний диаметр Dint, ограничивающий верхнее отверстие,
и для которой удовлетворяется следующее условие: Dint < D3 < D1, причем D1 < 7/5*Dint, предпочтительно, < 1.25*Dint. При такой геометрии периферия утолщенного соединения и периферия фланца оптимально выдаются наружу за границы воображаемого цилиндра, проходящего в продольном направлении от верхнего отверстия и имеющего такое же поперечное сечение, как и верхнее отверстие. В результате, достигается хороший компромисс между объемом емкости и легкостью извлечения из неё пищевой смести потребителем.
- закрывающая мембрана прикреплена только к верхней поверхности фланца, закрывает верхнее отверстие и, предпочтительно, образует непокрытую верхнюю поверхность емкости.
- закрывающая мембрана полностью закрывает верхнюю поверхность фланца.
- граничная прямая внешняя кромка имеет длину L1, величина которой составляет от 12 мм до 30 мм, и фланец вписывается в воображаемый прямоугольник, а граничная прямая внешняя кромка проходит по одной стороне данного воображаемого прямоугольника с длиной стороны L2, причем при этом выполняется следующее условие: 1/5 < L1/L2 < 2/5. Такая форма выступающего элемента является целесообразной с точки зрения удобства отделения упаковок друг от друга и минимизации количества пластика, требуемого для изготовления фланца.
- закрывающая мембрана содержит закрывающую часть, которая закрывает верхнее отверстие по кольцевой области; закрывающая часть содержит кольцевую область, образуемую внешней кромкой указанной кольцевой области, а язычок полностью смещен относительно кольцевой области и может закрывать выступающий элемент, не будучи прикрепленным к выступающему элементу, причем закрывающая часть и язычок являются элементами одного и того же цельного куска фольги.
- выступающий элемент содержит промежуточную часть, имеющую выпуклую закругленную внешнюю кромку; максимальный радиальный выступ фланца образуется в промежуточной части выступающего элемента; выпуклая закругленная внешняя кромка соединяет граничную прямую внешнюю кромку с прилегающей прямой внешней кромкой, и угол между граничной прямой внешней кромкой и прилегающей прямой внешней кромкой составляет больше 100°, предпочтительно, от 110° до 135°. При такой конфигурации, когда потребитель решит снять закрывающую мембрану, он может касаться выступающего элемента без какого бы то ни было риска коснуться острого угла.
- верхняя часть и нижняя часть, пересекаются и соединяются друг с другом по линии периферийного пересечения, нижняя часть выполнена с увеличением размера от верхней части к дну по кривой.
- размеры внешнего периметра SP2, определяемого периферийной линией соединения, и внешнего периметра T1, определяемого фланцем, таковы, что выполняется следующее условие: 0.8 < T1/SP2 < 1.1.
Еще одна цель настоящего изобретения заключалась в создании пищевой упаковки, простой для обращения в супермаркете (перед демонстрацией емкостей операторами и впоследствии потребителями) и обладающей достаточной прочностью при уменьшенном количестве расходуемого пластика.
В связи с этим, варианты осуществления настоящего изобретения предусматривают пищевую упаковку, содержащую множество емкостей, расположенных по меньшей мере в один ряд, фланцы которых соединены друг с другом с возможностью отсоединения с помощью разломного соединения между двумя фланцами двух отдельных емкостей упаковки.
Таким образом, изобретением предлагается упаковка пониженной себестоимости, положительно воспринимаемая потребителем.
Согласно одному из отличительных признаков, фланцы имеют постоянную толщину, в том числе, в области разломного соединения.
Упаковка имеет переднюю сторону и заднюю сторону, и разломное соединение смещено либо к передней стороне, либо к задней стороне, а рядом с концом разломного соединения на противоположной из указанных сторон имеется V-образный вырез, образующий острый угол меньше 90°, предпочтительно, меньше 70°. При такой конфигурации с острым (V-образным вырезом), разлом соединения осуществляется с минимальным затрачиваемым усилием.
Настоящее изобретение касается также продукта, содержащего емкость согласно настоящему изобретению и пищевой смеси, которой заполняется данная емкость. Пищевая смесь может представлять собой съедобный состав. Пищевая смесь может представлять собой жидкий, вязкий, полужидкий или плотный состав. Предпочтительно, пищевая смесь представляет собой молочный продукт, предпочтительно, ферментированный молочный продукт, например, состав на базе йогурта.
Настоящее изобретение касается также способа производства с использованием пластикового листа емкости для пищевой смеси согласно настоящему изобретению, содержащей верхнее отверстие и полость, образуемую пластиковым корпусом, включающего в себя:
- формовку полости после нагрева пластикового листа; корпус, образующий полость, содержит боковую стенку, содержащую нижнюю часть и верхнюю часть, сужающуюся вверх к верхнему отверстию;
- заполнение полости через верхнее отверстие определенным количеством пищевой смеси;
- запечатывание полости закрывающей мембраной;
- резку пластикового листа с целью образования в целом плоского кольцевого фланца, выполненного заодно с корпусом, проходящего вокруг верхнего отверстия и имеющего максимальный радиальный выступ, величина которого больше или равна 3 мм, предпочтительно, больше или равна 5 мм, закрытого закрывающей мембраной;
- подачу оболочки из термоусадочной пленки в район нижней части и размещение оболочки вокруг боковой стенки корпуса, полностью под фланцем;
- прикрепление по окружности оболочки к верхней части посредством нагревания термоусадочной пленки, таким образом, чтобы оболочка прочно соединилась с верхней частью, в частности, по меньшей мере, в кольцевой области рядом с соединением верхней части с нижней частью.
Согласно одному из отличительных признаков, формовка полости может осуществляться в пресс-форме, содержащей множество одинаковых полостей пресс-формы. Корпус освобождается и извлекается из соответствующей полости пресс-формы путем отодвигания части пресс-формы, частично окружающей соответствующую полость пресс-формы.
Другие отличительные признаки и преимущества настоящего изобретения станут более понятны специалистам после ознакомления с приведенным ниже подробным описанием некоторых возможных вариантов осуществления, приведенных в качестве неограничивающих примеров, со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 – емкость согласно варианту осуществления настоящего изобретения, вид в продольном разрезе;
На фиг. 2 – то же, вид сверху;
На фиг. 3 – то же, вид в перспективе;
На фиг. 4 – емкость согласно другому варианту осуществления изобретения, вид в перспективе;
На фиг. 5 – упаковка емкостей согласно предпочтительному варианту осуществления изобретения, вид в перспективе;
На фиг. 6 – часть корпуса емкости, используемой в упаковке емкостей, показанной на фиг. 5, до нанесения оболочки, вид снизу;
На фиг. 7 – схема некоторых операций способа производства емкостей по предпочтительному варианту осуществления изобретения;
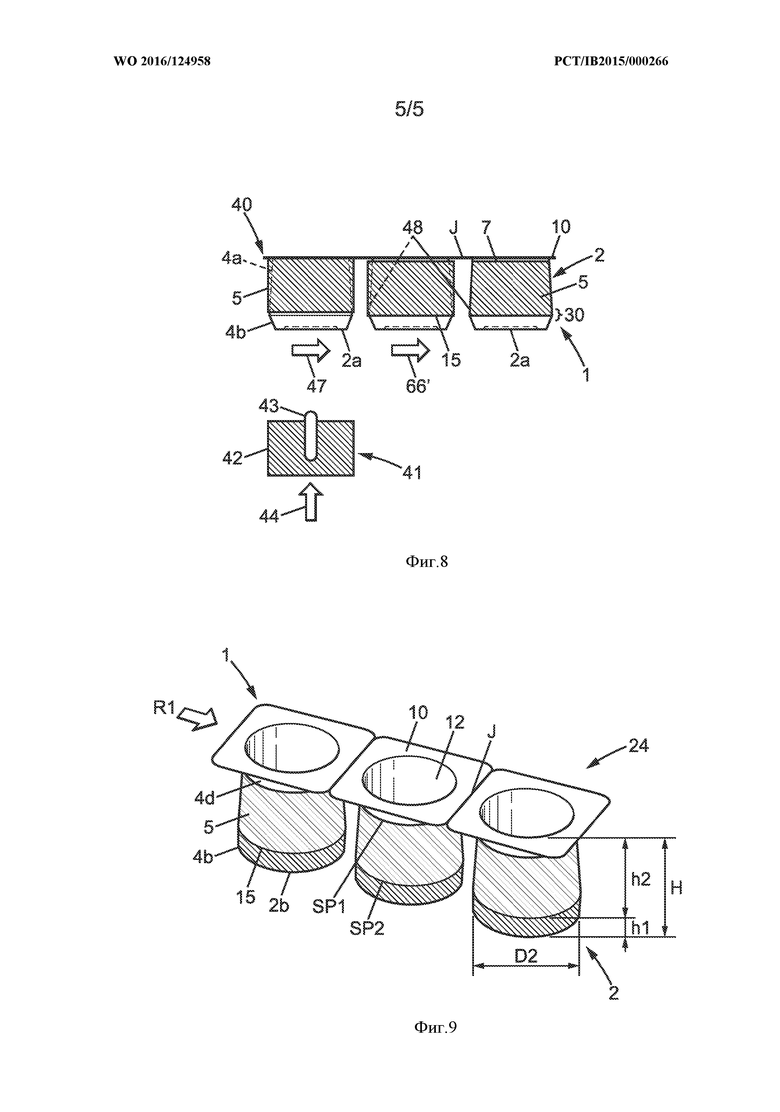
На фиг. 8 – схема операций, выполняемых при нанесении оболочки на емкости;
На фиг. 9 – упаковка емкостей согласно еще одному возможному варианту осуществления изобретения, вид в перспективе.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На различных прилагаемых чертежах идентичные или аналогичные элементы обозначены одинаковыми ссылочными номера позиций.
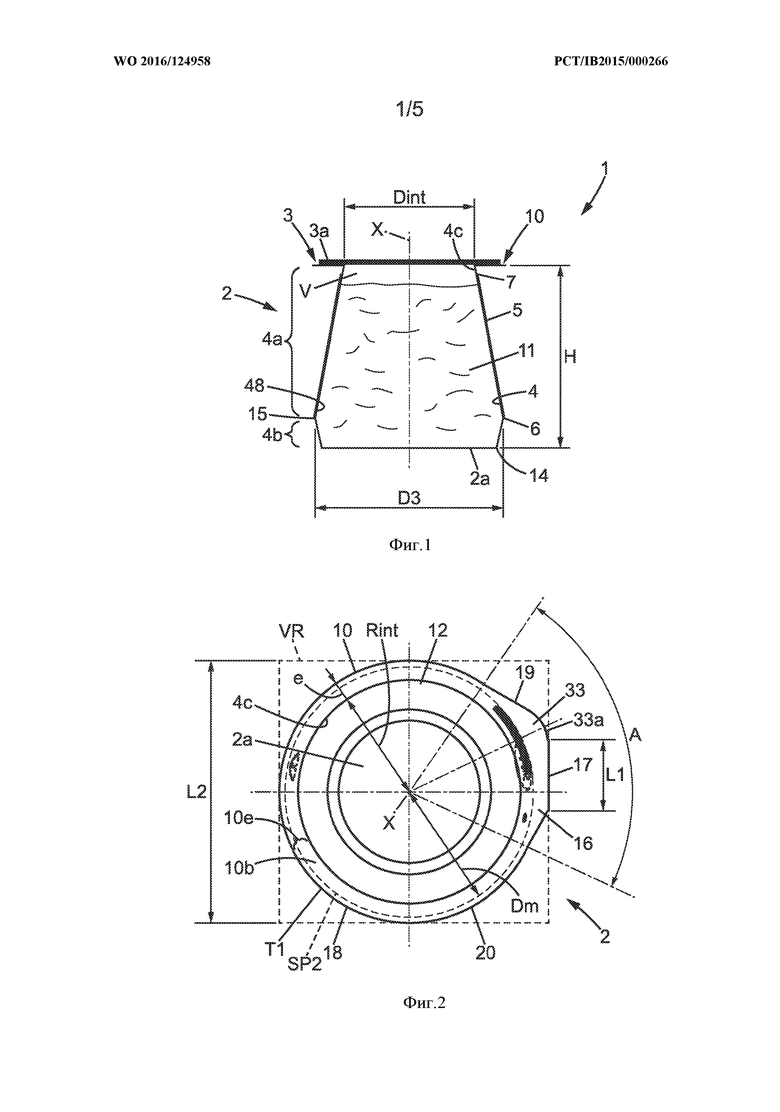
Как показано на фиг. 1, емкость 1 содержит полый корпус 2 и герметизирующую систему 3. Корпус 2 содержит дно 2a и боковую стенку 4, отходящую от дна 2a к верхней части 4c вдоль продольной оси X. Дно 2a, как правило, является плоским или имеет форму, обеспечивающую удержание емкости 1 в более или менее вертикальном положении при установке на горизонтальной поверхности. Боковая стенка 4 содержит верхнюю часть 4a и нижнюю часть 4b. В рассматриваемом предпочтительном варианте нижняя часть 4a немного сужается в направлении к дну 2a. Высота h1 нижней части 4b меньше половины высоты H емкости 1, предпочтительно, составляет 1/3 высоты H или менее. При такой конфигурации верхняя часть 4a может быть покрыта пластиковой оболочкой 5 непрерывной кольцевой формы. Как правило, пластиковую оболочку можно использовать в качестве этикетки для отображения информации и/или украшения емкости 1. Пластиковая оболочка 5 образует наружный слой (т.е. самый внешний слой на фиг. 1) емкости 1 и проходит от нижней кромки 6 до обычно прямолинейной верхней кромки 7, расположенной рядом с единственным фланцем 10 корпуса 2. Разумеется, в различных вариантах верхняя кромка 7 может быть выполнена волнообразной или иметь надрезы.
Видно, что корпус 2 имеет стаканообразную форму с фланцем и может быть получен формовкой тонкого листа пластика, который определяет толщину фланца 10. Таким образом, можно видеть, что фланец 10 (который не подвергался растягиванию) является плоским и имеет постоянную толщину E10, которая больше, чем толщина верхней части 4a по меньшей мере в области, закрытой пластиковой оболочкой 5, и, предпочтительно, больше, чем толщина нижней части 4b. Разумеется, высота H представляет собой расстояние между нижней поверхностью дна 2a и фланцем 10.
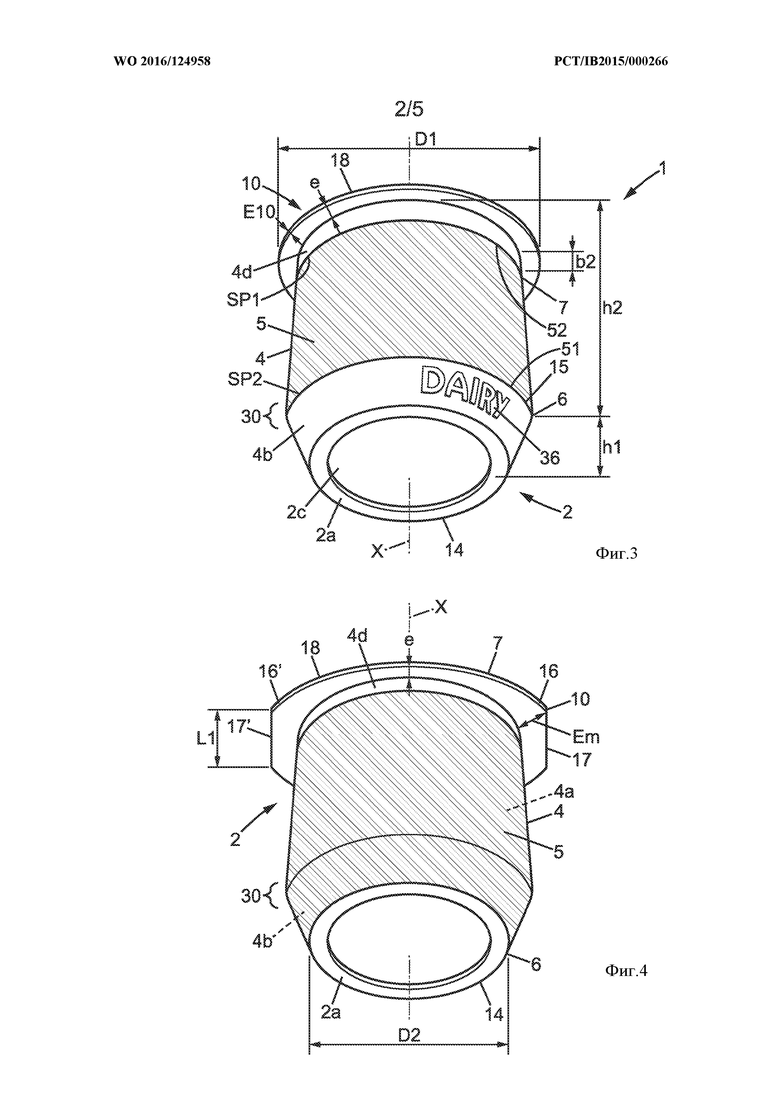
Как показано на фиг. 3-4, на дне 2a в некоторых случаях может быть выполнено углубление или полость 2c с вогнутостью внутрь. Кольцевая часть дна 2a, проходящая вокруг полости 2c, имеет внешний диаметр D2, величина которого зависит от величины диаметра Dint верхнего отверстия 12 в верхней части 4c корпуса 2. Дно 2a, выполненное с полостью 2c, обладает более высокой прочностью и способно выдерживать более высокую сжимающую нагрузку. Разумеется, дно 2a можно рассматривать как в целом плоское дно 2, по меньшей мере потому что дно 2a имеет плоскую форму, и емкость 1 сохраняет вертикальное положение, когда дно 2a находится в контакте с горизонтальной поверхностью опоры (т.е. когда продольная ось X расположена вертикально). Высота полости 2c, предпочтительно, очень мала, например, порядка 0,5-1,5 мм.
Внутренний объем V корпуса 2 заполнен порцией пищевой смеси 11, например, молочным продуктом. Предполагается, что во внутреннем объеме V может содержаться более чем один пищевой продукт, причем твердый компонент и жидкий или полужидкий компонент могут быть как отделены друг от друга, так и смешанными друг с другом. Верхнее отверстие 12 в данном случае образует единое отверстие для извлечения пищевой смеси 11. Внутренний объем V в данном случае представляет собой одно отделение. Как вариант, в конструкции могут быть предусмотрены разделительная стенка или встроенная крышка, расположенная под фланцем 10, для образования по меньшей мере двух отделений.
Поперечное сечение корпуса 2 может иметь круглую, овальную или практически квадратную форму с закругленными углами. Предпочтительно, внешняя форма фланца отличается от поперечного сечения боковой стенки 4, поскольку фланец 10 снабжен по меньшей мере одним выступающим элементом 16, который выступает радиально наружу. Такой выступающий элемент 16, как правило, расположен рядом с разломным соединением J в упаковке 24 емкостей 1, как показано, в частности, на фиг. 5. Фланец 10, проходящий в виде кольца вокруг верхнего отверстия 12 корпуса 2, имеет максимальный радиальный выступ Em, величина которого составляет 5 мм или более. В рассматриваемом случае верхнее отверстие 12, предпочтительно, имеет круглую или овальную форму.
Как показано на фиг. 5 и 9, пищевая упаковка 24 может содержать, например, две, три или четыре отдельные емкости 1. Разумеется, количество емкостей 1 может изменяться, и в качестве неограничивающего примера, могут создаваться упаковки, содержащие 6, 8, 10 или 12 емкостей 1. Емкости 1 располагаются по меньшей мере в один ряд, предпочтительно, по меньшей мере в два ряда R1, R2,в случаях, когда упаковка 24 содержит четыре или более емкости 1. Каждая упаковка 24 в данном случае содержит разломные соединения J для отделения емкостей 1 одного и того же ряда R1 друг от друга, но могут использоваться и другие соединения J или соединительное устройство, окружающее корпусы 2 (под фланцем 10) для увеличения количества емкостей 1 в одной упаковке 24.
Видно, что для того, чтобы уменьшить периметр емкости 1, внешний диаметр D2 может быть выполнен меньше величины 1,1*Dint. Предпочтительно, внешний диаметр D2 меньше Dint или меньше 0,95*Dint. В данном случае, внешний диаметр D2 также меньше 0.9*D3, но больше 0,7* D3.
Как видно из иг. 1-6, продольная ось X является центральной осью симметрии для боковой стенки 4, если боковая стенка 4 имеет круглое или овальное поперечное сечение (или аналогичное поперечное сечение с небольшим углублением, обеспечивающее возможность полного извлечения с помощью ложечки полужидкой или плотной пищевой смеси 11). Боковая стенка 4 имеет увеличенную часть, расположенную на среднем уровне между дном 2a и фланцем 10. В данном случае, нижний край боковой стенки 4, как правило, не является конусообразным, как верхняя часть 4a. Действительно,
- либо нижняя часть 4b расширяется вниз, образуя кольцевое утолщение 30 в месте соединения 15 верхней части 4a с нижней частью 4b, или в кольцевой области, расположенной рядом с этим соединением 15,
- или нижняя часть 4b имеет практически постоянное поперечное сечение (например, как на фиг. 9).
Термин "утолщение" в данном случае имеет широкое значение. Утолщение 30 может быть определено как кольцевая область рядом с опорной плоскостью, образуемой дном 2. Если вокруг боковой стенки 4 расположена пластиковая оболочка 5, образующая декоративный слой, такая оболочка 5 имеет кольцевую форму и закрывает значительную область. Внешний декоративный слой в данном случае образуется оболочкой 5, проходящей вверх до верхнего края 52 и имеющей, как правило, верхнюю кромку 7, расположенную параллельно фланцу 10. Нижняя кромка 6 образуется нижним кольцевым краем 51 оболочки 5, проходящим по меньшей мере по одному из указанных ниже элементов, а именно, по нижней части 4b или по периферийному утолщению 30.
Нижняя часть 32 в данном случае либо выполнена непрерывно-округлой от дна 2a до линии периферийного пересечения, образующей соединение 15 (см. фиг. 4), либо выполнена регулярно-конусовидной (см. фиг. 1-2) или цилиндрической (см. фиг. 9). Разумеется, форма нижней части 4b, показанная в каком-либо одном из возможных вариантов выполнения, также может быть использована и в других вариантах. В некоторых менее предпочтительных вариантах выполнения нижняя часть 4b может содержать текстуру, например, последовательность небольших углублений и выступов, с целью повышения жесткости корпуса в области вблизи дна 2a.
Высота h2 верхней части 4a может равняться более 1/2 высоты H емкости 1, так что над соединением 15 имеется широкая область 35 (см. фиг. 6) для нанесения оболочки 5. Минимальная высота h5 оболочки 5, т.е. расстояние от нижней кромки 6 до верхней кромки 7, больше высоты h1 нижней части 4b. Как видно из фиг. 1 и 3, эта высота h5 не больше высоты h2. Нижняя кромка 6 может проходить параллельно фланцу 10, не заходя ниже утолщения 30. В качестве варианта, как показано на фиг. 4, высота h5 может быть приблизительно равной высоте H емкости 1, чтобы оболочка закрывала, по меньшей мере частично, нижнюю часть 4b. В некоторых случаях, оболочка 5 может изгибаться по линии сгиба, соответствующей нижнему краю боковой стенки 4. При таком исполнении дно 2a закрыто, возможно, полностью, согнутой частью оболочки 5.
Если оболочка 5 закрывает только верхнюю часть 4a, такая частичная оболочка может иметь высоту h5 меньше (от максимума 30%), равную или не превышающую 10-15% внутреннего диаметра Dint верхнего отверстия 12. При такой конфигурации верхняя часть 4a особенно хорошо подходит для отображения информации, и, как правило, покрывается термоусадочной оболочкой 5 трапециевидной формы, выполненной в виде этикетки. Такая трапециевидная форма по-прежнему воспринимается потребителем как близкая к прямоугольной.
Если нижняя часть 4b не закрыта оболочкой 5 (см. фиг. 3), и если нижняя часть 4b не сужается значительно в направлении вниз к дну 2a (см. фиг. 9), видно, что первый периметр SP1, образуемый верхним краем 52, меньше второго периметра SP2, образуемого нижним кольцевым краем 51. Разумеется такая конфигурация получается, когда верхняя часть 4a боковой стенки 4 имеет поперечное сечение увеличивающегося размера при увеличении расстояния от фланца 10, как вариант, за исключением верхнего кольцевого края 4d верхней части 4a. Этот верхний кольцевой край 4d может иметь цилиндрическую форму, предпочтительно, без какого-либо рельефа, т.е. с гладкой поверхностью, которая не может образовывать удерживающие элементы для оболочки 5). Необязательный незакрытый верхний кольцевой край 4d, предпочтительно, образует небольшой зазор постоянной высоты между фланцем 10 и верхней прямолинейной кромкой 7 оболочки 5 (имеется в виду, что кромка 7 является прямолинейной до закрепления на верхней установочной области верхней части 4a). В данном случае, расстояние b2 от фланца 10 может составлять приблизительно 1-5 мм, предпочтительно, 1-3 мм.
Емкость 1, показанная на фиг. 3, содержит торговую марку или аналогичный знак 36, который может наноситься на нижнюю часть 4b при формовке корпуса 2. Если нижняя часть 4b выполнена сужающейся в сторону дна 2a, высота h2 верхней части 4a, определяющая верхнюю область для оболочки 5, успешно уменьшается, обеспечивая экономию пластика. Например, высота h2 верхней части 4a может быть больше 30 мм и меньше 65 мм.
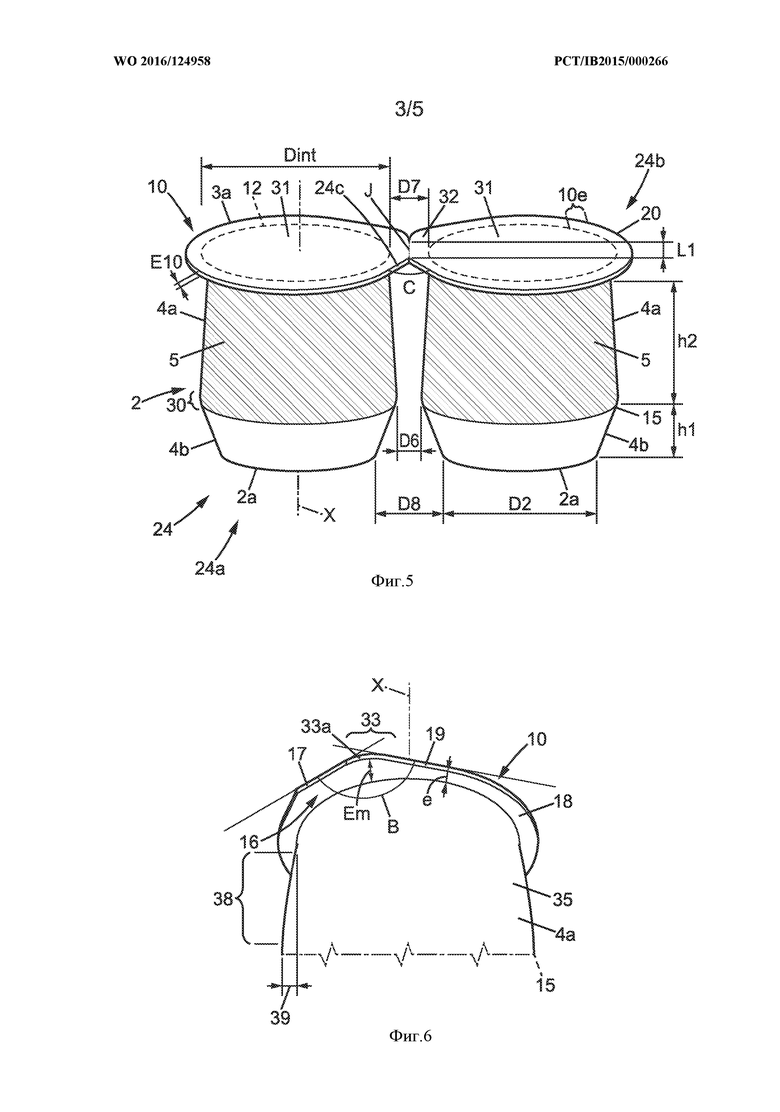
Как видно из фиг. 6, увеличение размера поперечного сечения верхней части 4a в кольцевой области 38 в диапазоне продольного расстояния приблизительно 5-25 мм от фланца 10 больше, чем увеличение размера поперечного сечения верхней части 4a вблизи соединения 15. Эта кольцевая область 38 в данном случае является промежуточной для верхней части 4a. Такая геометрия, с тангенциальным соединением или большим радиусом кривизны на профиле соединения 15, может быть использована с целью предотвращения возникновения трещин в боковой стенке 4. Радиальный отход 39 верхней части 4a в месте соединения 15 (радиальный сдвиг наружу в направлении перпендикулярно продольной оси X относительно воображаемого цилиндра, проходящего продольно вниз от верхнего отверстия 12) может составлять от 1,5 мм до 1,9 мм, предпочтительно, от 3 мм до 6 мм.
Пластиковая оболочка 5 сужается в направлении от нижнего кольцевого края 51 к верхнему краю 52, и отношение SP2:SP1 составляет более 1:0,84 и менее 1:0,98. Можно заметить, что каждый из периметров SP1 и SP2 измеряются в направлении параллельно фланцу 10 (т.е. в соответствующей воображаемой плоскости, перпендикулярной продольной оси X). При такой конфигурации наблюдается прогрессивная конусовидность.
Как видно из фиг. 3, 5 и 9, при таком ограниченном увеличении второго периметра SP2 каждая емкость 1 может быть выполнена как составляющий компонент упаковки 24 для пищевых продуктов. Емкости 1 в упаковке 24 расположены по меньшей мере в один ряд, и соединены друг с другом с возможностью отделения по разломному соединению J между фланцами 10 двух разных емкостей 1, расположенных рядом друг с другом в упаковке 24. Как показано на фиг. 5, постоянная толщина E10 фланцев 10 имеется также и в месте разломного соединения J.
Обращаясь к фиг. 5, 7 и 9, мы видим, что упаковка 24 имеет переднюю сторону 24a и заднюю сторону 24b, и разломное соединение J может быть выполнено либо на передней стороне 24a, либо на задней стороне 24b. В упаковке 24, показанной на фиг. 5, рядом с концом 23 разломного соединения J имеется V-образный вырез 24c, образующий острый угол C меньше 90°, предпочтительно, меньше 70°. Для того чтобы сместить разломное соединение J к задней стороне 24b, специальный V-образный вырез 24c выполнен на передней стороне 24a.
Фланец 10 может иметь максимальный радиальный выступ Em, специально предусмотренный рядом с разломным соединением J. Например, фланец 10 может иметь радиальный выступ от верхней части 4c не более 4 или 5 мм (это уменьшенный радиальный выступ, предпочтительно, на одном или нескольких выдающихся участках 18 фланца, которые могут быть выполнены непрерывно закругленными), за исключением одного или нескольких выступающих элементов 16, 16', образующих разломное соединение J.
Как видно из фиг. 2-6, максимальный радиальный выступ Em по меньшей мере вдвое больше максимального радиального выступа e на выступающей части 18 фланца 10. Форма внешней кромки 20 выступающей части 18 фланца такая же, как и форма внутренней кромки, так что выступ e может представлять собой постоянный радиальный выступ выступающей части 18 фланца.
Максимальный радиальный выступ Em в данном случае образован выступающим элементом 16, 16'. Как показано на фиг. 2, промежуточная часть 33 выступающего элемента 16, 16' имеет выпуклую закругленную внешнюю кромку 33a. Такая конфигурация с радиусом кривизны предотвращает образование острой кромки в области, за которую берется рукой потребитель.
Как показано на фиг. 4, на противоположных сторонах фланца 10 выполнены два выступающих элемента16 и 16', которые в некоторых случаях могут иметь одинаковую форму и размеры. Разумеется, такую конфигурацию с одним или несколькими выступающими элементами 16, 16' можно использовать для формирования упаковки, содержащей более двух емкостей 1. Хотя на фиг. 9 изображена упаковка из трех емкостей 1, расположенных в один ряд R1 и содержащих квадратные фланцы 10 (в данном случае, с круглыми отверстиями 12), понятно, что упаковка 24 такого типа можно создать с использованием фланцев 10, содержащих меньшее количество пластика, например, таких, какие показаны на фиг. 4 и 5. Кроме того, могут быть созданы упаковки с более чем одним рядом R1 емкостей. С этой целью, можно увеличить максимальный радиальный выступ Em и/или использовать соответствующую конфигурацию пресс-формы (например, использовать пресс-форму, содержащую четыре полости, создаваемые четырьмя удаляемыми угловыми элементами). Размер максимального радиального выступа Em фланца 10 может составлять от 7 мм до 16 мм, предпочтительно, быть больше или равным 12 мм, с целью экономии пластика, затрачиваемого на изготовление фланца 10.
Как показано на фиг. 2-6, один или несколько выступающих элементов 16, 16' содержат граничную прямую внешнюю кромку 17, 17'. Максимальный радиальный выступ Em фланца 10 в данном случае расположен в промежуточной части 33, и выпуклая закругленная внешняя кромка 33a соединяет соответствующую граничную прямую внешнюю кромку 17 с прилегающей прямой внешней кромкой 19. Как видно из фиг. 6, угол B между граничной прямой внешней кромкой 17 и прилегающей прямой внешней кромкой 19 составляет больше 100°, предпочтительно, от 110° до 135°. В результате, радиус кривизны не слишком мал, и в этой области не образуется острый угол.
В рассматриваемом случае, длина L1 этой граничной прямой внешней кромки 17 составляет от 12 мм до 30 мм. Таким образом, она может определять разломное соединение J уменьшенного размера, в случае, когда емкости 1 являются составляющими элементами упаковки 24. Каждый фланец 10, который в данном случае, предпочтительно, проходит вокруг верхнего отверстия 12 круглой формы, вписывается в воображаемый прямоугольник VR. Как показано на фиг. 2, граничная прямая внешняя кромка 17 касается одной стороны воображаемого прямоугольника VR, имеющей длину L2. При этом удовлетворяется следующее условие:
 .
.
Такой вырез вокруг выступающего элемента 16 предотвращает образование острой кромки, в то же время обеспечивая достаточную площадь поверхности, чтобы потребитель мог взяться за выступающий элемент рукой. Это является особенно важным при удалении закрывающей мембраны 3a емкости 1, заполненной пищевой смесью 11.
Как показано на фиг. 1-2 и 5, герметизирующая система 3 в данном случае представляет собой однослойную герметизирующую систему, содержащую только закрывающую мембрану 3a, прикрепленную к верхней поверхности 10b фланца 10 с целью закрытия верхнего отверстия 12. Вырезание закрывающей мембраны 3a для создания её внешней формы, как правило, производится одновременно с вырезанием фланца 10. В качестве закрывающей мембраны 3a может использоваться цельный кусок фольги или пленки из материала, пригодного для контакта с пищевыми продуктами. В качестве пленочного материала для закрывающей мембраны 3a может применяться гибкий листовой пластик или пластичный лист, представляющий собой композиционный материал и/или алюминий. Предпочтительно, пленочный материал имеет низкую водопроницаемость, разрешен к применению для контакта с пищевыми продуктами и является невоспламеняющимся.
Как показано на фиг. 5, закрывающая часть 31 закрывающей мембраны 3a прикреплена к кольцевой области 10e, расположенной вокруг верхнего отверстия 12 и образованной верхней поверхностью 10b. Закрывающая часть 31 закрывает верхнее отверстие 12. Периметр закрывающей мембраны 3a может быть больше её внешней границы, в данном случае, длины окружности, кольцевой области 10e, поскольку имеется по меньшей мере один язычок 32, выступающий радиально наружу. Закрывающая часть 31 и язычок 32 могут быть частями цельной фольги, образующей закрывающую мембрану 3a. Язычок 32 полностью смещен относительно кольцевой области 10e и может закрывать выступающий элемент 16, не будучи прикрепленным к выступающему элементу 16.
Фольга может быть изготовлена из гибкого многослойного листа, верхняя поверхность которого сделана из пластика, таким образом, что на этой верхней поверхности может быть нанесена информация, например, путем печатания типографскими красками. Это выгодно для индивидуализации емкости 1 (например, при печатании обычного штрих-кода или кодовой двухмерной пиктограммы или информации и/или изображений на верхней поверхности закрывающей части 31).
Если фланец 10 имеет более одного выступающего элемента 16, 16', необязательно может быть добавлен дополнительный язычок (не показан). Как показано на фиг. 2, выступающий элемент 16 с граничной прямой внешней кромкой 17 может располагаться в пределах углового сектора относительно продольной оси X, и угол A данного углового сектора может составлять от 50° до 90°. Когда язычок 32 имеет такую же внешнюю форму и размеры, что и выступающий элемент 16, как показано на фиг. 5, такой язычок 32 также располагается в пределах данного углового сектора (с углом A не больше 90°). Данный угол A измеряется в плоскости (определяемой фланцем 10), перпендикулярной продольной оси X.
Как показано на фиг. 2 и 5, верхнее отверстие 12 является широким и хорошо приспособлено для извлечения пищевого содержимого, как правило, молочного продукта, имеющего плотную текстуру или полужидкую консистенцию, с помощью ложки или аналогичного приспособления. Термин "широкое" означает, что минимальный размер отверстия 12 не может быть меньше 40 мм. Таким образом, данное верхнее отверстие 12 является широким относительно размера дна 2a и может иметь диаметр Dint больше 30 мм, предпочтительно, больше или равный 45 мм. Предполагается также, что емкость 1 имеет форму стаканчика, и, следовательно, боковая стенка 4 имеет такую форму, что отношение D3/H (отношение ширины к высоте), как правило, составляет от 0,7:1 до 1:1,2, где D3 – это максимальная ширина трубчатой боковой стенки 4, в данном случае, ширина в месте соединения 15. Разумеется, высота H емкости 1 здесь практически равна высоте боковой стенки 4.
Как показано на фиг. 1 и 3-4, корпус 2, как правило, выполняется из термопластичного материала, такого как полиэтилентерефталат (ПЭТ), полистирол, полипропилен, полиэтилен (приведены в качестве неограничивающих примеров). В целом, емкость 1 может быть изготовлена из любого подходящего термопластика, возможно, по меньшей мере с одним дополнительным слоем.
Фланец 10 выполнен заодно с корпусом 2 и соединен с верхней частью 4c. Если как дно 2a, так и верхнее отверстие 12 имеют круглую форму, диаметр Dint верхнего отверстия 12 по меньшей мере равен диаметру D2 круглой внешней кромки 14, образуемой дном 2a. В таком случае видно, что выполняется следующее условие:

Размер или диаметр Dint верхнего отверстия 12 меньше максимального внешнего диаметра или радиального размера D3, замеренного в поперечной плоскости (в данном случае, горизонтальной плоскости) по соединению 15 нижней части 4b с верхней частью 4a. Как видно из фиг. 3, внешний диаметр D1 фланца 10 может определяться выступающей частью 18 фланца. Для данного диаметра D1 и постоянного внутреннего диаметра Dint выполняется следующее условие:
 .
.
Разумеется, верхнее отверстие 12 не обязательно имеет круглую форму. Аналогичным образом, соединение 15 также не обязательно имеет круглую форму поперечного сечения. В целом, существует максимальное радиальное расстояние Dm между боковой стенкой 4 и продольной осью X. В таком случае, важно, чтобы утолщение 30 и/или нижняя часть 4b не выдавались радиально за выступающий элемент 16, используемый в качестве несущей поверхности для язычка язычок 32 отрывной закрывающей мембраны 3a (такой выступающий элемент 16 в некоторых случаях может также использоваться для создания разломного соединения J в упаковке 24). Для того чтобы утолщение 30 не выходило за выступающий элемент 16, должно выполняться следующее условие:
,
где: Rint – радиальное расстояние от продольной оси X до внутренней кромки фланца 10, замеренное в той же угловой позиции, что и максимальный радиальный выступ Em. Если верхнее отверстие 12 имеет круглое поперечное сечение, разумеется, Rint будет равен 1/2 постоянного диаметра Dint. Такая конфигурация представляет собой интерес для формирования упаковки, содержащей один или несколько рядов R1, R2 емкостей 1.
Дополнительно, или в качестве варианта, фланец 10 может иметь внешний периметр T1, не сильно отличающийся от внешнего периметра SP2, определяемого периферийной линией соединения 15. В частности, для вариантов осуществления, представленных на фиг. 1-8, справедливо следующее условие:
 .
.
Соответственно, емкости 1 могут быть компактно расположены в упаковке 24, содержащей один или несколько рядов R1, R2.
Теперь, обращаясь к фиг. 5 и 7-8, рассмотрим неограничивающий пример изготовления емкостей 1.
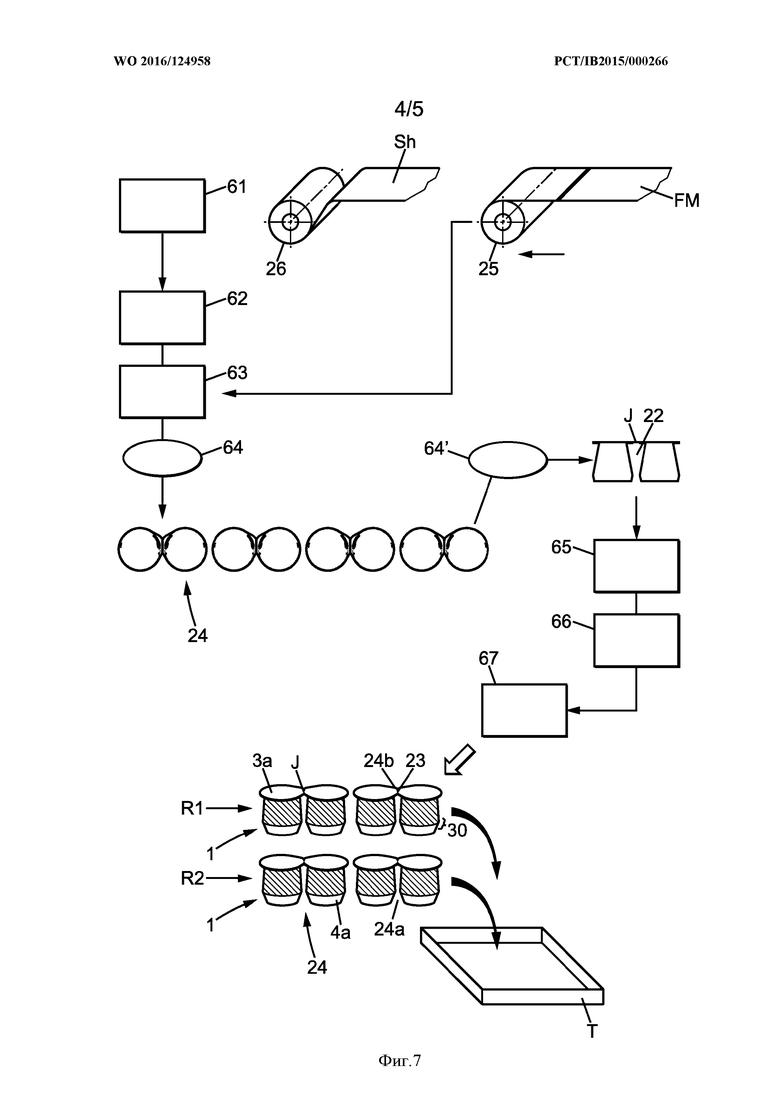
Сначала, как показано на фиг. 7, с барабана 26 подается пластиковый лист Sh, еще не разрезанный после операции 61 термоформовки полых корпусов 2. Этот листовой материал Sh зажимается между пресс-формой, содержащей несколько формовочных потоков, и опорной формой, в которой перемещаются, заполняются и закрываются одна или несколько формующих головок. Корпус 2 формуется из пластикового листа Sh (например, листа ПЭТ), предпочтительно, со степенью растяжения от 2 до 7, предпочтительно, от 2,5 до 5. Диапазон степени растяжения от 2,5 до 3,5 может использоваться для сохранения высокой прочности в месте/местах, не закрываемых пластиковой оболочкой 5.
В ходе операции 62 пластиковый лист Sh с корпусными полостями заполняется пищевой смесью 11. Заполнение внутреннего объема V каждой полости определенной дозой пищевой смеси 11 производится через верхнее отверстие 12.
В установке формовки-заполнения-запечатывания или вне данной установки (например, в дополнительной установке) добавляется один дополнительный модуль для выполнения операции 63 запечатывания полости по верхнему отверстию 12 закрывающей мембраной 3a. Как показано на фиг. 7, мембранная пленка FM подается с барабана 25 во время операции 63. В некоторых случаях, перед операцией нанесения оболочки, или, как вариант, после операции нанесения оболочки, может выполняться операция резки 64 для ограничения внешней кромки гибкой закрывающей мембраны 3a. Здесь нет необходимости в какой-либо дополнительной крышке, и верхняя часть каждой емкости 1 закрывается закрывающей мембраной 3a.
Во время операции 61 осуществляется формовка каждой полости корпусов 2 после нагрева пластикового листа Sh. Ширина полостей пресс-формы увеличивается в направлении к дну полости формы, за исключением области вблизи дна полости формы. Таким образом, получаемая боковая стенка 4 корпуса 2 имеет форму, показанную на фиг. 5 (или, как вариант, на фиг. 9, с увеличенной частью, доходящей до самого дна 2a). В данном случае, верхняя часть 4a сужается к верхнему отверстию 12, и если нижняя часть 4b сужается книзу, образуется кольцевое утолщение 30. Формовка полости может осуществляться в пресс-форме, содержащей множество одинаковых полостей пресс-формы. Каждый корпус 2 освобождается и извлекается из соответствующей полости пресс-формы путем отодвигания части пресс-формы, частично окружающей соответствующую полость пресс-формы.
Видно, что промежуточное расстояние 22 между двумя соседними емкостями 1 является достаточным для использования расположенных рядом друг с другом полостей пресс-формы. Минимальное расстояние D6 (фиг. 5) между утолщениями 30 емкостей 1 в одной и той же упаковке 24 меньше расстояния D8 между доньями 2a, а расстояние D7 между двумя расположенными рядом верхними отверстиями 12 может быть больше расстояния D6 и меньше расстояния D8. Для оптимизации количества пластика, используемого для изготовления фланца 10, длина L1 прямой внешней кромки 17 может быть меньше разделительного расстояния D7, в то же время оставаясь меньше расстояния D6 (с целью оптимизации дозы продукта, заливаемой в полости корпусов).
Хотя показанная на фиг. 1 нижняя кромка 6 расположена в месте, точно соответствующем или находящемся рядом с кольцевой областью, в котором располагается минимальное расстояние D6, понятно, что нижний участок верхней части 4a может не закрываться оболочкой 5. При таком варианте исполнения (не показан), нижняя кромка 6 может находиться на точно таком же расстоянии от соединения 15. Это расстояние может составлять, например, от 2 мм до 12 мм. Предпочтительно, в таком случае, при наличии нижней части 4b (в частности, когда нижняя часть 4b выполнена конусообразной, как показано на фиг. 1 и 5), возможный незакрытый нижний участок верхней части 4a может иметь минимальный диаметр или аналогичный минимальный размер, не меньше чем D2.
Здесь после операции резки 64 с использованием обычных лезвийных или аналогичных режущих устройств осуществляется формирование упаковок 24 с одним рядом R1 или, в некоторых случаях, с несколькими рядами R1, R2 емкостей. Также может выполняться дополнительная операция 64' с целью дополнительной резки, когда количество емкостей 1 упаковки 24, на которые наносится оболочка, отличается от количества емкостей в упаковках, получаемых после операции резки 64. Такая дополнительная операция 64' может выполняться, например, когда нанесение оболочки производится для пары емкостей 1, образующих маленькую упаковку 24. После резки пластикового листа Sh образуется в целом плоский кольцевой фланец 10, в данном случае, с максимальным радиальным выступом Em, больше или равным 5 мм.
Как показано на фиг. 7 и 8, операция нанесения оболочки в данном случае включает в себя:
- операцию 65 подачи оболочки 5 из термоусадочной пленки в район нижней части 4b и размещение оболочки 5 вокруг боковой стенки 4 полностью под фланцем 10;
- операцию 66 прикрепления по окружности оболочки 5 по меньшей мере к верхней части 4a посредством нагревания термоусадочной пленки, таким образом, чтобы оболочка 5 прочно соединилась с верхней частью 4a, в частности, по меньшей мере, в кольцевой области рядом с соединением 15.
Для формирования соответствующих оболочек 5 можно использовать термоусадочную пленку толщиной приблизительно 60 мкм или менее. В целом, предпочтительной является толщина пленки от 25 до 100 мкм. Как показано на фиг. 8, под упаковками 24 емкостей 1 установлено мандрельное устройство 41, содержащее стационарную оправку 42. Трубчатая фольга перемещается вверх вдоль оправки 42 и отрезается режущим средством (не показано), чтобы сформировать оболочку 5 требуемого размера из термоусадочной пленки. Кроме того, мандрельное устройство 41 содержит ряд выталкивателей 43 (например, вращающихся колес) для ускорения оболочки 5 и выталкивания этой же оболочки 5 вверх для снятия с мандрельного устройства 41. Снятая с оправки и вытолкнутая с мандрельного устройства 41 оболочка 5 перемещается вверх, преодолевая действие силы притяжения, в направлении емкости 1, подвешенной над мандрельным устройством 41 из обычного конвейера 40, перемещающего емкости 1 в направлении 47, и надевается на нижнюю часть 4b (которая в данном случае выполнена конусовидной) емкости 1.
Необязательно предусмотрены два вращающихся колеса для обеспечения физического контакта с отрезанной оболочкой 5, её ускорения, снятия с оправки 42 и надевания на емкость 1. Предусмотрено соответствующее управляющее устройство для управления установками и синхронизации снятия и перемещения емкостей 1. В частности, такое соответствующее управляющее устройство может синхронизировать снятие, подачу емкости, отрезание и другие операции способа производства.
Когда сформирована частичная оболочка 5 с высотой h5 меньше высоты h2, снимаемая оболочка 5 может упереться в фланец 10 и затем поддерживаться соответствующими устройствами поддержания оболочки (не показаны). Такие устройства поддержания оболочки находятся рядом с нижней частью 4b и могут проходить вдоль соединения 15, чтобы служить опорой для нижней кромки 6 оболочки 5 и поддерживать её на заданном уровне. В качестве устройства поддержания оболочки может использоваться пассивная пластина, установленная параллельно фланцу 10 и служащая для удержания оболочки 5 на практически одном и том же уровне во время начального перемещения покрытой оболочкой емкости 1, которую собираются подвергнуть нагреванию. При нагревании покрытой оболочкой емкости 1, предпочтительно, с помощью пара, в ходе операции термоусадки 66', оболочка 5 прикрепляется, и верхняя кромка 7 располагается параллельно фланцу 10. В некоторых случаях может быть предусмотрена паровая термопечь (не показана) для обеспечения термоусадки отрезанной оболочки, только что надетой на емкость 1. Пар нагревает оболочку 5, обеспечивая её термоусадку, и эта оболочка 5 прикрепляется к боковой стенке 4 над утолщением 30, и в некоторых случаях, на самом утолщении 30. Таким образом, получается емкость с нанесенной на неё этикеткой. В качестве последующей операции может применяться процесс сушки.
Процесс подачи оболочек 5, равно как и термоусадка оболочек 5 в печи, может происходить очень быстро, что ограничивает фактический нагрев емкости 1, которая уже может содержать пищевую смесь 11, такую как молочный продукт.
Понятно, что пластиковая оболочка 5 содержит термоусадочную пленку, предпочтительно, одну пленку, прикрепляемую по окружности к верхней части 4a, таким образом. что пластиковая оболочка 5 находится в контакте с данной верхней частью 4a по меньшей мере в кольцевой области, находящейся рядом с соединением 15. Поскольку верхняя часть 4a выполнена конусовидной, больше места для печатания имеется в промежуточной области боковой стенки 4 емкости (на расстоянии от фланца 10), и пользователь не может случайно сдвинуть оболочку 5 вниз, крепко взявшись за неё рукой, даже если высота h5 сравнительно мала (например, меньше 50 или 60 мм).
Для выполнения операции нанесения оболочки добавлены один или несколько модулей. Каждый модуль может иметь по меньшей мере два расположенных рядом мандрельных устройства 41 или одинарное мандрельное устройство 41. В некоторых случаях упаковки 24 емкостей 1 могут подаваться такими модулями, установленными на противоположных сторонах конвейера, по которому упаковки 24 перемещаются в заданном направлении к лотку T, в то время как упаковки 24 подаются данными модулями и перемещаются в направлении перпендикулярно направлению движения конвейера. Так может осуществляться операция 67 объединения упаковок 24, подаваемых разными модулями. Предпочтительно, находящиеся на конвейере емкости 1 расположены в несколько рядов R1, R2, в однорядных или многорядных упаковках. Разумеется, может использоваться конвейер любого типа для транспортировки по меньшей мере двух расположенных рядом рядов R1, R2 емкостей 1.
В предпочтительном варианте осуществления, операции 61-64 производственного процесса могут выполняться установкой FFS (установкой формовки-заполнения-запечатывания). Для эффективного производства пищевых упаковок 24 в таких высокопроизводительных установках формовки-заполнения-запечатывания выгодно применять процесс термоформовки. В некоторых случаях никакая дополнительная упаковка не требуется, и упаковки 24 могут поступать на полки магазинов без использования какого-либо дополнительного упаковочного материала.
На фиг. 7 представлен вид сверху пищевых упаковок 24, в данном случае, двух емкостей 1, после операции нанесения оболочки (65, 66) или, как вариант, после операции 67 соединения нескольких упаковок 24 на конвейере. Как показано на фиг. 7, при установке на лотке T, все упаковки 24 емкостей 1 располагаются во внутреннем объеме лотка T. Видно, что емкости 1 пищевой упаковки 24 соединены друг с другом с возможностью отделения с помощью соединения J двух фланцев 10 двух отдельных емкостей 1 упаковки 24.
Емкости 1 предназначены для заполнения пищевой смесью, предпочтительно, молочным продуктом, например жидким или полужидким молочным продуктом, или аналогичным пищевым продуктом, предпочтительно, йогуртом. Объем емкости 1 может составлять, например, от 50 мл (50 г) до 1 л (1 кг), например, от 50 мл (50 г) до 80 мл (80 г), или от 80 мл (80 г) до 100 мл (100 г), или от 100 мл (100 г) до 125 мл (125 г), или от 125 мл (125 г) до 150 мл (150 г), или от 150 мл (150 г) до 200 мл (200 г), или от 200 мл (200 г) до 250 мл (250 г), или от 250 мл (250 г) до 300 мл (300 г), или от 300 мл (300 г) до 500 мл (500 г), или от 500 мл (500 г) до 750 мл (750 г), или от 750 мл (750 г) до 1 л (1кг).
Настоящее изобретение было рассмотрено на примере предпочтительных вариантов его осуществления. Эти варианты осуществления, однако, приводятся лишь в качестве примеров, и настоящее изобретение ни в коем случае ими не ограничивается. Например, круглая форма верхнего отверстия 12 и конфигурация фланца 10 с одним или двумя выступающими элементами 16, 16' рассматриваются только в качестве примеров. Другие аналогичные формы также могут быть удобными для использования, в то время как конструкция корпуса 2 остается очень компактной при содержании пищевой смеси 11.
Специалистам будет понятно, что возможны и многие другие варианты и модификации в пределах объема данного изобретения, определяемого пунктами нижеприведенной формулы изобретения, т.е. настоящее изобретение ограничивается только пунктами приведенной ниже формулы.
Например, фланцы 10, используемые для емкостей, показанных на фиг. 2 и 5-6, могут применяться в емкостях 2, показанных на фиг. 4 и 9 (соответственно), и наоборот. Кроме того, фланец 10 может быть круглым по меньшей мере в вариантах с прямым разломным соединением J. Понятно, что при отсутствии выступающего элемента радиальный выступ (Em = e) является постоянным. Специалистам будет понятно, что возможны и многие другие варианты и модификации в пределах объема данного изобретения, определяемого пунктами нижеприведенной формулы изобретения, т.е. настоящее изобретение ограничивается только пунктами приведенной ниже формулы.
Никакие ссылочные номера позиций, указываемые в нижеприведенной формуле изобретения, не должны рассматриваться как ограничивающие формулу изобретения. Следует отметить, что использование глагола "содержать" и его спряжений не исключает возможности наличия каких-либо других элементов помимо указанных в пункте формулы изобретения. Использование неопределенного артикля "a" или "an" перед каким-либо существительным не исключает возможности наличия нескольких данных элементов.
Производимая по технологии FFS (формовка-заполнение-запечатывание) пластиковая емкость для молочного продукта или аналогичной пищевой смеси содержит корпус (2), имеющий боковую стенку, отходящую от дна (2a) вдоль продольной оси (X) к верхней части, содержащей широкое верхнее отверстие (12). Емкость, содержащая в целом плоский кольцевой фланец (10), выполненный заодно с корпусом и проходящий вокруг верхнего отверстия, содержит декоративный слой вокруг боковой стенки. Верхняя часть боковой стенки сужается в направлении отверстия. Боковая стенка (4) либо содержит периферийное утолщение (30) в месте соединения (15) верхней части (4a) с нижней частью (4b), либо нижняя часть (4b) имеет в целом цилиндрическую форму. Декоративный слой образован пластиковой оболочкой (5), включающей в себя термоусадочную пленку, прикрепленную по окружности к верхней части (4a) и доходящую до соединения или закрывающую данное соединение. 2 н. и 19 з.п. ф-лы, 9 ил.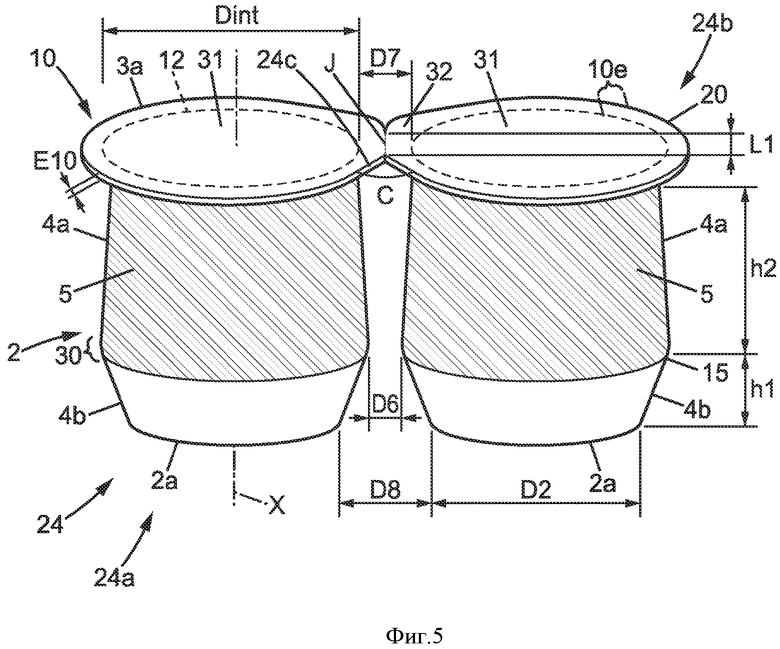
1. Емкость (1) для пищевой смеси (11), в частности молочного продукта, содержащая:
корпус (2), содержащий дно (2a) и боковую стенку (4), отходящую от дна (2a) вдоль продольной оси (X) к верхней части (4c), содержащей верхнее отверстие (12), причем корпус (2) является полым пластиковым корпусом,
плоский кольцевой фланец (10), выполненный заодно с корпусом и соединенный с верхней частью корпуса, проходящий вокруг верхнего отверстия (12) и имеющий максимальный радиальный выступ Em, величина которого больше или равна 3 мм, и
декоративный слой, проходящий вокруг боковой стенки,
при этом боковая стенка (4) содержит верхнюю часть (4a) высотой h2, включающую в себя верхнюю часть (4c) корпуса (2),
отличающаяся тем, что верхняя часть (4a) сужается в сторону верхнего отверстия (12), и тем, что декоративный слой образован пластиковой оболочкой (5), включающей в себя термоусадочную пленку, прикрепленную по окружности к верхней части (4a), причем пластиковая оболочка (5) находится в контакте с верхней частью (4a) по меньшей мере в кольцевой области (48).
2. Емкость по п. 1, отличающаяся тем, что боковая стенка (4) содержит нижнюю часть (4b) высотой h1, а также тем, что боковая стенка (4) либо содержит периферийное утолщение (30) в месте соединения (15) верхней части с нижней частью, либо нижняя часть (4b) имеет цилиндрическую форму, и указанная кольцевая область (48) расположена рядом с соединением (15).
3. Емкость по п. 1, отличающаяся тем, что верхнее отверстие (12) имеет круглую форму и дно (2a) имеет круглую внешнюю кромку (14).
4. Емкость по п. 3, отличающаяся тем, что круглая внешняя кромка (14) дна (2a) имеет диаметр D2, причем выполняется следующее условие:
 ,
,
где Dint - диаметр верхнего отверстия (12).
5. Емкость по любому из пп. 1-4, отличающаяся тем, что пластиковая оболочка (5) содержит верхний кольцевой край (52), образующий первый периметр SP1, и нижний кольцевой край (51), образующий второй периметр SP2, и пластиковая оболочка (5) сужается в направлении от нижнего кольцевого края к верхнему кольцевому краю, причем отношение SP2:SP1 составляет более 1:0,84 и менее 1:0,98.
6. Емкость по п. 2, отличающаяся тем, что пластиковая оболочка (5) является цельным элементом, содержащим верхнюю кромку (7), расположенную рядом с фланцем (10), и нижнюю кромку (6), проходящую по меньшей мере по одному из указанных ниже элементов, а именно по нижней части (4b) или по периферийному утолщению (30),
а также тем, что как высота h2 верхней части (4a), так и минимальная высота h5 пластиковой оболочки (5), определяемая расстоянием от верхней кромки (7) до нижней кромки (6), больше высоты h1 нижней части (4b).
7. Емкость по п. 2, отличающаяся тем, что пластиковая оболочка (5) имеет высоту h5 и является частичной оболочкой для боковой стенки (4), таким образом, что:
по меньшей мере один участок нижней части (4b) не закрыт пластиковой оболочкой (5), и отношение h2:h5 составляет от 1,3:1 до 1:0,7, или
нижний участок верхней части (4a) не закрыт пластиковой оболочкой (5), и отношение h2:h5 составляет от 1,3:1 до 1:0,7.
8. Емкость по п. 6 или 7, отличающаяся тем, что периферийное утолщение (30) представляет собой единственное кольцевое утолщение боковой стенки (4) и имеет круглую форму поперечного сечения, причем верхняя часть (4a) имеет максимальную ширину D3, определяемую периферийным утолщением (30), которая больше высоты h2, а верхнее отверстие (12) имеет диаметр Dint, величина которого составляет более 40 мм.
9. Емкость по п. 2, отличающаяся тем, что корпус (2) и фланец (10) выполнены из одного и того же термоформируемого пластика и верхняя часть (4a) боковой стенки (4) имеет поперечное сечение, размер которого увеличивается при увеличении расстояния от фланца (10).
10. Емкость по п. 9, отличающаяся тем, что высота h2 верхней части (4a) составляет от 30 до 65 мм, а увеличение размера поперечного сечения верхней части (4a) в диапазоне продольного расстояния приблизительно на 5-25 мм от фланца (10) больше, чем увеличение размера поперечного сечения верхней части (4a) вблизи нижней части (4b).
11. Емкость по п. 2, отличающаяся тем, что величина максимального радиального выступа Em фланца (10) составляет от 5 до 16 мм и фланец содержит:
выступающий элемент (16, 16') с граничной прямой внешней кромкой (17, 17'), и
по меньшей мере одну выступающую часть (18) фланца, соединенную с указанным выступающим элементом (16, 16'),
в котором выступающий элемент (16, 16') выступает радиально наружу относительно боковой стенки (4) больше, чем выступающая часть (18) фланца, в результате чего выступающий элемент (16, 16') образует указанный максимальный радиальный выступ Em.
12. Емкость по п. 11, отличающаяся тем, что удовлетворяется следующее условие:
 ,
,
где Em – максимальный радиальный выступ фланца (10),
Dm – максимальное радиальное расстояние от боковой стенки (4) до продольной оси (X), и
Rint – радиальное расстояние от продольной оси (X) до внутренней кромки фланца (10), замеренное в той же угловой позиции, что и максимальный радиальный выступ Em.
13. Емкость по п. 11, отличающаяся тем, что указанная выступающая часть (18) фланца имеет непрерывно-закругленную внешнюю кромку (20) С-образной формы.
14. Емкость по п.п. 13, отличающаяся тем, что указанная выступающая часть (18) фланца является единственным непрерывным элементом, оба края которого соединены с выступающим элементом (16), причем максимальный радиальный выступ Em фланца (10) по меньшей мере в два раза больше максимального радиального выступа (e) выступающей части (18) фланца.
15. Емкость по п. 11, отличающаяся тем, что боковая стенка (4) имеет внешний диаметр или максимальный радиальный размер D3 в месте соединения (15) нижней части (4b) с верхней частью (4a), а фланец (10) имеет постоянный внешний диаметр D1 в указанной выступающей части (18) фланца и постоянный внутренний диаметр Dint, ограничивающий верхнее отверстие (12),
и для которой удовлетворяется следующее условие:
 .
.
16. Емкость по любому из пп. 11-15, содержащая закрывающую мембрану (3a), прикрепленную только к верхней поверхности (10b) фланца (10), закрывающую верхнее отверстие (12) и образующую непокрытую верхнюю поверхность емкости (1).
17. Емкость по п. 1, содержащая боковую стенку (4) с нижней частью (4b), в которой верхняя часть (4a) и нижняя часть (4b) пересекаются и соединяются по линии периферийного пересечения, образующей соединение (15), причем величины внешнего периметра SP2, образуемого линией периферийного пересечения, и внешнего периметра T1, образуемого фланцем (10), таковы, что удовлетворяется следующее условие:

18. Емкость по любому из пп. 1-4, 17, отличающаяся тем, что термоусадочная пленка пластиковой оболочки (5) является по меньшей мере частично прозрачной или полупрозрачной.
19. Емкость по любому из пп. 1-4, 17, отличающаяся тем, что корпус (2) является по меньшей мере частично прозрачным или полупрозрачным и выполнен из термопластичного материала.
20. Пищевая упаковка (24), содержащая по меньшей мере две емкости (1) для пищевого продукта по любому из пп. 1-4, 17, отличающаяся тем, что указанные емкости (1) расположены по меньшей мере в один ряд (R1, R2) и соединены друг с другом с возможностью отделения разломным соединением (J) между двумя фланцами (10) двух отдельных емкостей упаковки.
21. Пищевая упаковка по п. 20, отличающаяся тем, что фланцы (10) имеют постоянную толщину (E10), которая имеется также в области разломного соединения (J),
причем упаковка (24) имеет переднюю сторону (24a) и заднюю сторону (24b), и разломное соединение (J) смещено либо к передней стороне, либо к задней стороне, а рядом с концом (23) разломного соединения (J) на противоположной из указанных сторон (24a, 24b) имеется V-образный вырез (24c), образующий острый угол (C) меньше 90°.
| US 2012251679 A1, 04.10.2012; | |||
| US 5013517 A, 07.05.1991 | |||
| US 2002119223 A1, 29.08.2002 | |||
| US 3194423 A, 13.07.1965. |

