ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Данная обычная заявка и формула изобретения испрашивает приоритет предварительной заявки на патент США № 61/836,602 под названием «ЭЛЕКТРОХРОМНЫЕ УСТРОЙСТВА НЕПРЯМОУГОЛЬНЫХ ФОРМ», поданной 18 июня 2013 г.; предварительной заявки на патент США № 61/859,131 под названием «ЭЛЕКТРОХРОМНЫЕ УСТРОЙСТВА НЕПРЯМОУГОЛЬНЫХ ФОРМ», поданной 26 июля 2013 г.; и предварительной заявки на патент США № 61/862,928 под названием «ЭЛЕКТРОХРОМНЫЕ УСТРОЙСТВА НЕПРЯМОУГОЛЬНЫХ ФОРМ», поданной 6 августа 2013 г.; которые в полном объеме включены в настоящий документ посредством ссылки для всех целей.
ОБЛАСТЬ ТЕХНИКИ
[2] Раскрытые в настоящем документе варианты осуществления в целом относятся к оптически переключаемым устройствам, и, более конкретно, к способам изготовления оптически переключаемых устройств.
УРОВЕНЬ ТЕХНИКИ
[3] Электрохромные (electrochromic, EC) устройства, как правило, представляют собой многослойные пакеты, включающие в себя (a) по меньшей мере один слой электрохромного материала, который изменяет свои оптические свойства в соответствии с приложением электрического потенциала, (b) слой ионного проводника (ion conductor, IC), который позволяет ионам, например, ионам лития, проходить через себя в электрохромный материал и из него, чтобы вызывать изменение оптических свойств, в то же время, предотвращая электрическое шунтирование, и (c) слои прозрачного проводника, например, прозрачных проводящих оксидов (transparent conducting oxides, TCOs), через которые электрический потенциал прилагается к электрохромному слою. В некоторых случаях электрический потенциал прилагается с противоположных краев электрохромного устройства и через видимую область устройства. Слои прозрачного проводника рассчитаны на то, чтобы иметь высокую электронную проводимость. Электрохромные устройства могут иметь больше, чем вышеуказанные слои, например, ионно-накопительные или противоэлектродные слои, которые при необходимости изменяют оптические состояния.
[4] В связи с физикой работы устройства, должное функционирование электронного устройства зависит от многих факторов, таких как движение иона через слои материала, электрический потенциал, необходимый для движения ионов, поверхностное сопротивление прозрачного слоя проводника и других факторов. Размер и форма электрохромного устройства играет важную роль в однородности окраски по поверхности устройства. Кроме того, размер и форма устройства играют роль в переходе устройства из начального оптического состояния в конечное оптическое состояние (например, из окрашенного в обесцвеченное состояние, или из обесцвеченного в окрашенное состояние). Условия, применяемые, чтобы возбуждать переход и сохранять конечное оптическое состояние, могут иметь совершенно разные требования к различным формам устройств.
[5] Кроме того, если электрохромное устройство имеет непрямоугольную форму, некоторые процессы изготовления являются более сложными. Например, операции лазерного удаления края (laser edge delete, LED) и обнажения контактной площадки сборной шины (bus bar pad expose, BPE) используют квадратные/прямоугольные лазерные шаблоны, которые ориентированы параллельно или перпендикулярно к локальному краю подложки. Данные шаблоны определяются файлами векторов, которые выполняются с помощью сканнера/лазера. Тогда как эти шаблоны обеспечивают применение простой обработки при устройствах прямоугольной формы, их гораздо труднее применять на более сложных формах, например, формах, имеющих криволинейные края, или края, которые расположены не под прямым углом к смежным краям.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[6] Некоторые описанные здесь варианты осуществления относятся к конфигурациям сборных шин для оптически переключаемых устройств непрямоугольной формы (например, треугольной формы, трапецеидальной формы, сформированным с криволинейными частями и др.). Данные сборные шины предназначены для подвода электрического потенциала к устройству таким способом, который уравнивает, до возможной степени, действующее напряжение по всей поверхности устройства. При этом сборные шины могут обеспечивать неизменное конечное оптическое состояние, а также плавные и быстрые оптические переходы по поверхности устройства без мест перегрева. В некоторых вариантах осуществления сборные шины расположены и доведены по размеру в продольном направлении таким образом, что расстояние до обеих сборных шин является выровненным, до возможной степени, по поверхности устройства. В настоящем документе будут описаны различные технологии для достижения заданного результата.
[7] В другом аспекте некоторые варианты осуществления связаны со способами выполнения операций лазерного удаления края и обнажения контактной площадки сборной шины на электрохромных устройствах непрямоугольной формы. Данные способы могут включать в себя использование непрямоугольного лазерного шаблона (например, кругового лазерного шаблона) и/или прямоугольного лазерного шаблона, ориентированного в направлении, которое не является параллельным стороне подложки, образующей два прямых угла со смежными сторонами подложки. Последний лазерный шаблон в настоящем документе иногда называют угловым лазерным шаблоном. При выполнении операций удаления края или обнажения контактной площадки сборной шины может оказаться целесообразным использование непрямоугольных окон, например, треугольных окон, трапецеидальных окон, пятиугольных окон, шестиугольных окон и других многоугольных окон. В случае окна с формой правильного треугольника, угловой лазерный шаблон может быть использован для выполнения удаления края и или обнажения контактной площадки сборной шины вдоль края окна, образующего гипотенузу.
[8] Некоторые варианты осуществления относятся к оптически переключаемому окну, включающему в себя непрямоугольное оптически переключаемое устройство, содержащее первую сторону, вторую сторону и третью сторону, смежную со второй стороной. Оптически переключаемое окно, кроме того, включает в себя первую сборную шину, охватывающую первый участок вдоль первой стороны непрямоугольного оптически переключаемого устройства. Оптически переключаемое окно, кроме того, включает в себя вторую сборную шину, охватывающую второй участок второй стороны непрямоугольного оптически переключаемого устройства, причем вторая сторона противоположна первой стороне. В данных вариантах осуществления первая сборная шина и вторая сборная шина выполнены с возможностью подводить напряжение к оптически переключаемому устройству.
[9] Некоторые варианты осуществления относятся к способу определения конфигурации сборной шины для оптически переключаемого устройства, имеющего непрямоугольную форму. В данных вариантах осуществления способ включает в себя определение центра масс непрямоугольной формы; определение первой и второй опорных точек на первой стороне и второй стороне непрямоугольной формы на основе определенного центра масс; определение отрезков первого сегмента сборной шины и второго сегмента сборной шины, проходящих от первой опорной точки, и отрезков третьего сегмента сборной шины и четвертого сегмента сборной шины, проходящих от второй опорной точки, при этом первая сборная шина содержит первый сегмент сборной шины и второй сегмент сборной шины, а вторая сборная шина содержит третий сегмент сборной шины и четвертый сегмент сборной шины; определение суммарного минимального промежутка сборной шины как промежутка от самой слабоокрашенной точки на оптически переключаемом устройстве до первой сборной шины, и промежутка от самой слабоокрашенной точки на оптически переключаемом устройстве до второй сборной шины; определение суммарного минимального промежутка сборной шины для промежутка от самой сильноокрашенной точки на оптически переключаемом устройстве до первой сборной шины и промежутка от самой сильноокрашенной точки до второй сборной шины; вычисление разности между суммарным максимальным промежутком сборной шины и суммарным минимальным промежутком сборной шины; корректировка отрезков первого сегмента сборной шины, второго сегмента сборной шины, третьего сегмента сборной шины и четвертого сегмента сборной шины, пока расчетная разность не достигнет конвергентных отрезков для каждого из первого, второго, третьего и четвертого сегментов сборной шины; и использование конвергентных отрезков первого сегмента сборной шины, второго сегмента сборной шины, третьего сегмента сборной шины и четвертого сегмента сборной шины для определения конфигурации сборной шины для оптически переключаемого устройства.
[10] Некоторые варианты осуществления связаны со способом изготовления оптически переключаемого устройства на подложке. Способ включает в себя размещение в лазерной установке указанной подложки с имеющимся на ней одним или больше слоев оптически переключаемого устройства и наведение лазерного пятна в соответствии с непрямоугольным лазерным шаблоном на область оптически переключаемого устройства вблизи одного или больше краев подложки для удаления по меньшей мере одного из одного или большего количества слоев оптически переключаемого устройства в данной области. В некоторых случаях способ дополнительно включает в себя повтор операции наведения лазерного пятна для наведения лазерного пятна на различные области оптически переключаемого устройства вблизи одного или больше краев подложки для образования участка подложки, откуда удален по меньшей мере один из одного или большего количества слоев.
[11] Некоторые варианты осуществления относятся к способу изготовления оптически переключаемого устройства на непрямоугольной подложке, имеющей по меньшей мере один край, который не образует прямой угол со смежным краем, при этом указанная непрямоугольная подложка содержит расположенный на ней один или больше слоев оптически переключаемого устройства. Способ включает в себя (a) размещение в лазерной установке указанной непрямоугольной подложки; (b) направление лазерного пятна из лазерной установки на один или больше слоев в области подложки вблизи по меньшей мере одного края, который не образует прямой угол со смежный краем, чтобы посредством этого удалить один или больше слоев в данной области; и (c) повторение операции (b) в различных областях подложки вблизи края или краев подложки для образования участка подложки, откуда удален по меньшей мере один из одного или большего количества слоев. В данных вариантах осуществления лазерное пятно является прямоугольным по форме и имеющим две стороны, параллельные по меньшей мере одному краю.
[12] Некоторые варианты осуществления относятся к устройству для изготовления оптически переключаемого устройства на непрямоугольной подложке, имеющей по меньшей мере один край, который не образует прямой угол со смежным краем, при этом указанная непрямоугольная подложка содержит расположенный на ней один или больше слоев оптически переключаемого устройства. Устройство содержит лазерную установку и сканер, выполненный с возможностью осуществления операций: (a) размещение в лазерной установке указанной непрямоугольной подложки; (b) направление лазерного пятна из лазерной установки на один или больше слоев в области подложки вблизи по меньшей мере одного края, который не образует прямой угол со смежным краем, чтобы посредством этого удалить один или больше слоев в данной области; и (c) повторение операции (b) в различных областях подложки вблизи края или краев подложки для образования участка подложки, откуда удален по меньшей мере один из одного или большего количества слоев. В данных вариантах осуществления лазерное пятно является прямоугольным по форме и имеющим две стороны, параллельные по меньшей мере одному краю. В одном случае лазерная установка содержит призму Дове.
[13] Варианты осуществления включают в себя электрохромные устройства, изготовленные с использованием раскрытых в настоящем документе способов.
[14] Эти и другие особенности и варианты осуществления будут описаны более подробно ниже со ссылками на чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[15] На фиг. 1A приведен схематический вид сверху прямоугольного электрохромного устройства с плоской компоновкой сборной шины.
[16] На фиг. 1B приведен упрощенный график локальных значений напряжения в каждом прозрачном проводящем слое в зависимости от положения в электрохромном устройстве.
[17] На фиг. 1C приведен упрощенный график Veff в зависимости от положения в электрохромном устройстве.
[18] На фиг. 2 приведен график, изображающий профили напряжения и тока, связанные с возбуждением перехода электрохромного устройства из обесцвеченного состояния в окрашенное и из окрашенного в обесцвеченное состояние.
[19] На фиг. 3 приведен график, изображающий определенные профили напряжения и тока, связанные с возбуждением перехода электрохромного устройства из обесцвеченного состояния в окрашенное состояние.
[20] На фиг. 4 приведен схематический вид сверху прямоугольного электрохромного устройства с плоской компоновкой сборной шины.
[21] На фиг. 5 приведен схематический вид сверху электрохромного устройства в форме прямоугольной трапеции с плоской компоновкой сборной шины, в соответствии с вариантом осуществления.
[22] На фиг. 6 приведен схематический вид сверху устройства в форме прямоугольного треугольника с плоской компоновкой сборной шины, в соответствии с вариантом осуществления.
[23] На фиг. 7 приведен схематический вид сверху устройства в форме прямоугольной трапеции со сборными шинами в первой конфигурации вдоль прямого угла и противоположной стороны, в соответствии с вариантами осуществления.
[24] На фиг. 8 приведен схематический вид сверху устройства в форме прямоугольной трапеции со сборными шинами во второй конфигурации, имеющей первую сборную шину вдоль первого основания и вторую сборную машину вдоль второго основания и смежной стороны, в соответствии с вариантами осуществления.
[25] На фиг. 9 приведена схема, изображающая первый способ выбора конфигурации сборной шины для устройства в форме прямоугольной трапеции, в соответствии с вариантами осуществления.
[26] На фиг. 10 приведена схема, изображающая второй способ выбора конфигурации сборной шины для устройства в форме прямоугольной трапеции, в соответствии с вариантами осуществления.
[27] На фиг. 11 приведена структурная схема, изображающая второй способ определения отрезков сборных шин, в соответствии с вариантами осуществления.
[28] На фиг. 12 приведена схема, изображающая применение способа определения конфигурации сборной шины для прямоугольного треугольника и двух прямоугольных трапеций, в соответствии с вариантами осуществления.
[29] На фиг. 13A-13C приведены схематические чертежи, отображающие решения для приемлемых схем сборной шины для прямоугольного треугольника и двух прямоугольных трапеций, в соответствии с вариантами осуществления.
[30] На фиг. 14A, 14B, 15, 16, 17, и 18 приведены примеры схем сборной шины, выполненные с помощью технологий, раскрытых в настоящем документе, в соответствии с вариантами осуществления.
[31] На фиг. 19-23 приведены графики Veff и окрашивание в электрохромных устройствах треугольной формы, имеющих различные отношения сборных шин, в соответствии с вариантами осуществления.
[32] На фиг. 24A приведена структурная схема последовательности операций, описывающая аспекты способа изготовления электрохромного устройства, в соответствии с определенными вариантами осуществления.
[33] На фиг. 24B изображены виды сверху, иллюстрирующие этапы в последовательности операций, описанной относительно фиг. 24A.
[34] На фиг. 24C изображены виды сверху устройств, аналогичных описанным относительно Figure 24B.
[35] На фиг. 24D изображены поперечные разрезы электрохромных стекол, описанных относительно фиг. 24B.
[36] На фиг. 24E изображены виды сверху, иллюстрирующие этапы изготовления круглого электрохромного устройства.
[37] На фиг. 25A изображена часть электрохромного устройства, в котором для удаления материала поверхности устройства был использован один прямоугольный лазерный шаблон.
[38] На фиг. 25B показаны два смежных прямоугольных шаблона, которые могут быть использованы для удаления материала с поверхности электрохромного устройства.
[39] На фиг. 26 показано стекло трапецеидальной формы и его ориентация внутри лазерной установки при первом и втором проходах его через установку.
[40] На фиг. 27 изображен один круговой шаблон, который может быть использован в соответствии с различными вариантами осуществления.
[41] На фиг. 28A и 28B изображено полукруглое стекло и два различных сочетания шаблонов, которые могут быть использованы в соответствии с определенными вариантами осуществления.
[42] На фиг. 29 изображен один угловой шаблон, который может быть использован в соответствии с различными вариантами осуществления.
[43] На фиг. 30 изображено стекло трапецеидальной формы, имеющее угловые и не угловые прямоугольные лазерные шаблоны в соответствии с различными вариантами осуществления.
[44] На фиг. 31 изображен шаблон удаления, имеющий пилообразный край.
[45] На фиг. 32 показан вариант осуществления, в котором вращение волокна используется для поворота ориентации шаблона на подложке.
[46] На фиг. 33 показан вариант осуществления, в котором вращение призмы используется для поворота ориентации шаблона на подложке.
[47] На фиг. 34 показан пример призмы Дове, которая может использоваться в соответствии с определенными вариантами осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[48] В дальнейшем описании изложены многочисленные конкретные детали, чтобы обеспечить полное понимание представленных вариантов осуществления. Раскрытые варианты осуществления могут быть осуществлены без некоторых или всех из данных конкретных деталей. В некоторых случаях хорошо известная последовательность операций может быть не описана подробно, чтобы излишне не мешать раскрытию вариантов осуществления. Хотя раскрытые варианты осуществления будут описаны в сочетании с конкретными вариантами осуществления, должно быть понятно, что они не ограничивают объем раскрытых вариантов осуществления.
Определения
[49] Термин «оптически переключаемое устройство» может относиться к тонкому устройству, которое изменяет оптическое состояние под влиянием входного электрического сигнала. Оно переключается по обратимому циклу между двумя или больше оптическими состояниями. Переключением между этими состояниями управляют путем приложения заданного тока и/или напряжения к устройству. Устройство, как правило, содержит два тонких проводящих слоя, например, слои прозрачных проводящих оксидов (transparent conductive oxide layers или «TCOs»), которые заключают между собой по меньшей мере один оптически активный слой. Электрический входной сигнал, возбуждающий изменение в оптическом состоянии, подается к тонким проводящим слоям. В некоторых вариантах осуществления входной сигнал подается по сборным шинам, соединенным с обеспечением электрической связи с проводящими слоями. Хотя настоящее изобретение акцентирует внимание на электрохромных устройствах в качестве примера оптически переключаемых устройств, изобретение ими не ограничивается. Примеры других типов оптически переключаемых устройств включают в себя некоторые электрофоретические устройства, жидкокристаллические устройства и другие. В некоторых случаях оптически переключаемые устройства устанавливают, по существу, на прозрачную подложку, например стекло. Оптически переключаемые устройства могут быть предусмотрены в различных оптически переключаемых изделиях, таких как оптически переключаемые окна. Однако раскрытые варианты осуществления не ограничены переключаемыми окнами. Примеры других типов оптически переключаемых изделий включают в себя зеркала, дисплеи и другие. В контексте настоящего изобретения данные изделия, как правило, предусмотрены в не пикселизированном формате; то есть имеют монолитное покрытие переключаемого устройства.
[50] Термин «оптический переход» может относиться к изменению какого-либо одного или больше оптических свойств оптически переключаемого устройства. Оптическое свойство, которое изменяется, может быть, например, оттенком, отражательной способностью, коэффициентом преломления, цветом и др. В некоторых вариантах осуществления оптический переход будет иметь определенное исходное оптическое состояние и определенное конечное оптическое состояние. Например, исходное оптическое состояние может быть коэффициентом пропускания 80%, а конечное оптическое состояние может быть коэффициентом пропускания 50%. Оптический переход, как правило, возбуждается при приложении соответствующего электрического потенциала к двум тонким проводящим слоям оптически переключаемого устройства.
[51] Термин «исходное оптическое состояние» может относиться к оптическому состоянию оптически переключаемого устройства непосредственно перед началом оптического перехода. Исходное оптическое состояние, как правило, определяют, как величину оптического состояния, которое может быть оттенком, отражательной способностью, коэффициентом преломления, цветом и др. Исходное оптическое состояние может быть максимальным и минимальным оптическим состоянием для оптически переключаемого устройства; например, коэффициентом пропускания 90% или 4%. В качестве варианта, исходное оптическое состояние может быть промежуточным оптическим состоянием, имеющим значение, находящееся между максимальным и минимальным оптическими состояниями для оптически переключаемого устройства, например, коэффициентом пропускания 50%.
[52] Термин «конечное оптическое состояние» может относиться к оптическому состоянию оптически переключаемого устройства непосредственно после выполнения оптического перехода из исходного оптического состояния. Полный переход происходит, когда оптическое состояние изменяется в порядке, который понимают как завершение для конкретного применения. Например, полное окрашивание может оказаться переходом от оптического коэффициента пропускания 75% к коэффициенту пропускания 10%. Конечное оптическое состояние может быть максимальным и минимальным оптическим состоянием для оптически переключаемого устройства; например, коэффициентом пропускания 90% или 4%. В качестве варианта, конечное оптическое состояние может быть промежуточным оптическим состоянием, имеющим значение, находящееся между максимальным и минимальным оптическими состояниями для оптически переключаемого устройства, например, коэффициентом пропускания 50%.
[53] Термин «сборная шина» может относиться к электропроводному материалу, например, металлической ленте или полосе, металлизированной пасте или аналогичному материалу, используемому для таких вариантов применения, электрически связанному с проводящим слоем, таким как прозрачный проводящий электрод оптически переключаемого устройства. Сборная шина подводит электрический потенциал и ток из провода к проводящему слою. Оптически переключаемое устройство может содержать две или больше сборных шин, каждая из которых соединена с одним или больше проводящих слоев устройства. В различных вариантах осуществления сборная шина показана в виде линии, и охватывает по меньшей мере часть стороны устройства. Часто сборная шина расположена возле края устройства.
[54] Термин «приложенное напряжение» или Vapp может относиться к разности в электрическом потенциале (например, потенциала), приложенном сборными шинами противоположной полярности к электрохромному устройству. Каждая сборная шина может быть электрически соединена с отдельным прозрачным проводящим слоем. Приложенное напряжение может иметь различные величины или функции, например, возбуждение оптического перехода или сохранение оптического состояния. Между прозрачными проводящими слоями заключены материалы оптически переключаемого устройства, такие как электрохромные материалы. Каждый из прозрачных проводящих слоев испытывает падение напряжения между положением, в котором сборная шина подключена к нему, и положением, удаленным от сборной шины. В общем, чем больше расстояние от сборной шины, тем больше падение напряжения в прозрачном проводящем слое. Локальный потенциал прозрачных проводящих слоев в настоящем документе часто упоминается как VTCL. Сборные шины противоположной полярности могут быть отделены в поперечном направлении друг от друга по поверхности оптически переключаемого устройства.
[55] Термин «действующее напряжение» (Veff) может относиться к потенциалу между положительным и отрицательным прозрачными проводящими слоями в любом конкретном положении на оптически переключаемом устройстве. В пространстве декартовых координат действующее напряжение определяют для конкретной координаты x, y на поверхности устройства. В точке, в которой измеряют Veff, два прозрачных проводящих слоя отделены в направлении z (материалами устройства), но имеют одинаковые координаты x, y. Как описано в настоящем документе, оптическое состояние перехода в области электрохромного устройства зависит от действующего напряжения, Veff, в данной области. Действующее напряжение, Veff, в данной области зависит от приложенного напряжения Vapp, подаваемого по сборным шинам, расстояния от области до сборных шин, и свойств материала (например, L, J, R, и др.) электрохромного устройства.
[56] Термин «напряжение стабилизации» может относиться к приложенному напряжению, необходимому для бесконечного поддержания устройства в конечном оптическом состоянии.
[57] Термин «напряжение возбуждения» может относиться к приложенному напряжению, обеспечиваемому во время по меньшей мере части оптического перехода. Напряжение возбуждения можно рассматривать как «возбуждающее» по меньшей мере часть оптического перехода. Его величина отличается от величины приложенного напряжения непосредственно перед началом оптического перехода. В некоторых вариантах осуществления величина напряжения возбуждения больше, чем величина напряжения стабилизации. Пример приложения напряжений возбуждения и стабилизации изображен на фиг. 3.
[58] Термин «лазерный шаблон» может относиться к файлу вектора или другим командам, а также соответствующей форме области резания лазером на поверхности подложки. Файлы вектора или другие команды могут быть использованы для программирования перемещения области фокуса лазера по поверхности устройства. Данные шаблоны используют, например, для определения площади, в которой материал удаляют во время лазерного удаления края или для ориентации обнажения контактной площадки сборной шины. Лазерный шаблон представляет собой элемент удаления материала, который повторяется в ряде позиций на поверхности подложки, для удаления значительно большего количества материала (например, область обнажения контактной площадки сборной шины или область удаления края). В различных вариантах осуществления поле зрения лазерного режущего инструмента, применяющего лазерный шаблон, ограничивает размер лазерного шаблона. В типичном варианте осуществления лазерный шаблон имеет размеры (например, сторону или диаметр), которые составляют примерно несколько миллиметров (например, от 5 до 100 миллиметров).
Введение
[59] Возбуждение перехода цвета в типичном электрохромном устройстве выполняется при приложении потенциала, подаваемого к устройству посредством отдельных сборных шин. Если такое устройство имеет прямоугольную форму, может оказаться необходимым устанавливать две сборных шины перпендикулярно к более коротким сторонам (вдоль более длинных параллельных сторон) в планарной конфигурации, как показано на фиг. 1A. Данная планарная конфигурация в устройстве прямоугольной формы может быть желательной, поскольку прозрачные проводящие слои, используемые для подачи прилагаемого напряжения/тока через поверхность тонкопленочного устройства, имеют соответствующее поверхностное сопротивление, и такая компоновка сборной шины обеспечивает кратчайший промежуток, через который должен проходить ток, чтобы охватывать всю площадь устройства, таким образом уменьшая время, необходимое, чтобы проводящие слои были полностью изменены по всем соответствующим площадям, и, таким образом, уменьшая время перехода устройства в новое оптическое состояние.
[60] Тогда как приложенное напряжение, Vapp, прилагают посредством сборной шины, по существу все области устройства испытывают меньшее локальное действующее напряжение, Veff, вследствие поверхностного сопротивления прозрачных проводящих слоев и активного падения напряжения в потенциале через устройство. Центр устройства (положение посредине между двумя сборными шинами) часто имеет наименьшее значение Veff. Это может приводить к неприемлемо малому диапазону оптического переключения и/или неприемлемо большому времени переключения в центре устройства. Данные проблемы могут не существовать в областях вблизи сборных шин. Это поясняется более подробно ниже, со ссылками на фиг. 1B и 1C.
[61] На фиг. 1A показан вид сверху прямоугольного электрохромного стекла 100, включающего сборные шины в планарной конфигурации. Электрохромное стекло 100 содержит первый проводящий слой 110, второй проводящий слой, 120, и электрохромный пакет (не показано) между первым проводящим слоем 110 и вторым проводящим слоем 120. Могут быть включены другие слои. Электрохромное стекло 100 также содержит первую сборную шину 105, расположенную на первом проводящем слое 110 и вторую сборную шину 115, расположенную на втором проводящем слое, 120. Как показано, первая сборная шина 105 может проходить по существу вдоль одной стороны первого проводящего слоя 110 возле края электрохромного стекла 100. Вторая сборная шина 115 может проходить по существу вдоль одной стороны проводящего слоя 120 напротив стороны электрохромного стекла 100, на которой расположена первая сборная шина 105. Некоторые устройства могут иметь дополнительные сборные шины, например, вдоль всех четырех сторон. Дополнительное обсуждение конфигураций и конструкций сборной шины, включая сборные шины с планарной конфигурацией, приведено в заявке на патент США № 13/452032, под названием «УГЛОВАЯ СБОРНАЯ ШИНА», поданной 20 апреля 2012 г., которая включена в настоящий документ в полном объеме посредством ссылки.
[62] На фиг. 1B представлен график, изображающий кривую локального напряжения VTCL, приложенного к первому прозрачному проводящему слою 110, и локального напряжения VTCL, приложенного ко второму прозрачному проводящему слою 120, что возбуждает переход электрохромного стекла 100, например, из бесцветного состояния в окрашенное состояние. Кривая 125 отображает локальные значения напряжения VTCL в первом прозрачном проводящем слое 110. Как показано, напряжение падает от левой стороны «L» (например, там, где расположена первая сборная шина 105 на первом проводящем слое 110, и куда подается напряжение) к правой стороне «R» первого проводящего слоя 110, вследствие поверхностного сопротивления и тока, проходящего через первый проводящий слой 110. Кривая 130 отображает локальное напряжение VTCL во втором проводящем слое 120. Как показано, напряжение увеличивается (становится менее отрицательным) от правой стороны (например, там, где вторая расположена сборная шина 115 на втором проводящим слоем 120, и куда подается напряжение) к левой стороне второго проводящего слоя 120 вследствие поверхностного сопротивления второго проводящего слоя 120. Значение приложенного напряжения, Vapp, в данном примере отличается от значений напряжения между правым концом кривой130 и левым концом кривой 125. Значение действующего напряжения, Veff, в любом местоположении между сборными шинами является разностью значений на кривых 130 и 125 в положении на оси x, соответствующем интересующему местоположению.
[63] На фиг. 1C приведен график, отображающий кривую значений Veff через электрохромное устройство между первым и вторым проводящими слоями 110 и 120 электрохромного стекла 100. Как упомянуто, действующее напряжение, Veff, является локальной разностью напряжений между первым проводящим слоем 110 и вторым проводящим слоем 120. Области электрохромного устройства, подверженные воздействию более высоких действующих напряжений, переходят между оптическими состояниями быстрее, чем области, подверженные воздействию меньших действующих напряжений. Как показано, действующее напряжение является наименьшим в центре электрохромного стекла 100 (например, местоположение «M») и наибольшим на краях электрохромного стекла 100, ближних к сборным шинам. Падение напряжения через устройство происходит вследствие активных потерь при прохождении тока через устройство. Ток устройства представляет собой сумму электронного тока и ионного тока в слоях, способных вступать в окислительно-восстановительные реакции в электрохромном устройстве. Падение напряжения через электрохромное устройство большой площади в окне может быть ослаблено путем включения дополнительных сборных шин в полезную площадь окна, в силу разделения одной большой площади электрохромного устройства на множество меньших электрохромных устройств, которые могут быть возбуждены последовательно или параллельно. Однако такой подход может быть эстетически непривлекательным вследствие контраста между видимой областью и сборными шинами в видимой области. То есть, может быть более приятным для глаз иметь монолитное электрохромное устройство, без какого-либо отвлечения внимания из-за сборных шин в видимой области.
[64] Как указано выше, когда размер окна увеличивается, электронное сопротивление току, проходящему через тонкие поверхности прозрачных проводящих слоев (transparent conductive layers, TCL), таких как первый проводящий слой 110 и второй проводящий слой 120, также увеличивается. Данное сопротивление может быть измерено между точками, самыми ближними к сборной шине, и точками, самыми дальними от сборной шины (называемыми в дальнейшем описании центром масс устройства). Когда ток проходит через TCL, напряжение падает через поверхность TCL, уменьшая действующее напряжение в центре устройства. Этот эффект усугубляется вследствие того, что, как правило, когда площадь окна увеличивается, плотность тока утечки для окна остается постоянной, но полный ток утечки увеличивается вследствие увеличения площади. Оба эти явления могут привести к тому, что действующее напряжение в центре электрохромного окна существенно падает, что может вызывать заметное снижение эффективности, наблюдаемое в электрохромных окнах, особенно для окон, которые больше, чем, например, примерно 30 дюймов (762 мм) в поперечнике. Данная проблема может быть решена путем использования более высокого Vapp, так, чтобы центр устройства достигал подходящего действующего напряжения.
[65] Как правило, диапазон Veff, приемлемый для безопасной работы (т. е. работы при уменьшенной вероятности повреждения или деградации устройства) твердотельных электрохромных устройств, находится между примерно 0,5 В и 4 В, или, более типично, примерно между 1 В и 3 В, например, между 1,1В и 1,8 В. Это и есть локальные значения Veff. В одном варианте осуществления устройство управления или алгоритм управления электрохромного устройства обеспечивает профиль возбуждения, где Veff всегда ниже 3 В, в другом варианте осуществления устройство управления регулирует Veff так, чтобы оно всегда было ниже 2,5 В, в следующем варианте осуществления устройство управления регулирует Veff так, чтобы оно всегда было ниже 1,8 В. Указанные значения напряжения относятся к усредненному по времени напряжению (где время усреднения является порядком времени, необходимым для малого оптического отклика, например, от нескольких секунд до нескольких минут).
[66] Дополнительная сложность работы электрохромного окна заключается в том, что ток, протекающий через электрохромное устройство, не остается постоянным в продолжение оптического перехода (т. е. переходного периода). Вместо этого, во время начальной части перехода ток через устройство существенно больше (до 30 раз больше), чем при конечном оптическом состоянии, когда оптический переход завершен или почти завершен. Проблема плохого окрашивания в центре устройства особенно заметна в продолжение данной начальной части переходного периода, так как значение Veff в центре значительно меньше, чем оно будет в конце переходного периода.
[67] Для прямоугольного электрохромного устройства с плоскими сборными шинами (т. е., сборными шинами в планарной конфигурации, например, как показанная на фиг. 1A и фиг. 4), Veff через электрохромное устройство может быть описано следующими уравнениями:
ΔV(0) = Vapp – RJL2/2 (Уравнение 1a)
ΔV(L) = Vapp – RJL2/2 (Уравнение 1b)
ΔV(L/2) = Vapp – 3RJL2/4 (Уравнение 1c)
где:
Vapp – разность напряжений, приложенных у сборным шинам, возбуждающая электрохромное устройство;
∆V(0) – Veff на сборной шине, соединенной с первым прозрачным проводящим слоем;
∆V(L) – Veff на сборной шине, соединенной со вторым прозрачным проводящим слоем;
∆V(L/2) – Veff в центре устройства, посредине между двумя плоскими сборными шинами;
R = поверхностное сопротивления прозрачного проводящего слоя;
J = постоянная плотность тока; и
L = расстояние между двумя плоскими сборными шинами электрохромного устройства.
[68] Для вычислений предполагается, что прозрачные проводящие слои имеют по существу подобное, если не одинаковое поверхностное сопротивление. Однако специалисту в данной области буде понятно, что применимая физика падения напряжения на активном сопротивлении и локального действующего напряжения по-прежнему действует, даже если прозрачные проводящие слои имеют неодинаковые поверхностные сопротивления (например, один TCL является окислом металла, тогда как другой TCL является прозрачным слоем металла).
[69] Некоторые описанные здесь варианты осуществления относятся к устройствам управления и алгоритмам управления для возбуждения оптических переходов в оптически переключаемых устройствах (например, электрохромных устройствах), имеющих плоские сборные шины. В таких устройствах по существу линейные сборные шины противоположной полярности могут быть расположены на противоположных сторонах электрохромных устройств прямоугольной или другой многоугольной формы. Некоторые описанные здесь варианты осуществления относятся к устройствам управления и алгоритмам управления для возбуждения оптических переходов в оптически переключаемых устройствах, имеющих не плоские сборные шины. В таких устройствах могут использоваться, например, угловые сборные шины, расположенные на углах при вершинах устройства. В таких устройствах эффективный разделительный промежуток сборной шины, L, определяют на основе геометрии устройства и сборных шин. Дискуссия о геометрии сборной шины и разделительных промежутков приведена в заявке на патент США № 13/452032 под названием «Угловая сборная шина», поданной 20 апреля, 2012 г., которая включена в настоящий документ в полном объеме посредством ссылки.
[70] Если R, J или L возрастает, Veff через устройство возрастает, таким образом, замедляя или уменьшая окрашивание во время перехода и/или уменьшая окрашивание устройства в конечном оптическим состоянии. Согласно уравнениям 1a-1c, Veff через окно составляет по меньшей мере RJL2 / 2 меньше, чем Vapp. Было обнаружено, что, если падения напряжения на активном сопротивлении увеличивается (вследствие увеличения размера окна, потребления тока и др.) некоторыми потерями можно пренебречь, увеличивая Vapp. Однако Vapp должно оставаться достаточно низким, чтобы гарантировать, что Veff на краях устройства поддерживается ниже порогового значения, при котором может возникать ухудшение надежности.
[71] Таким образом, было признано, что оба прозрачных проводящих слоя испытывают активное падение напряжения, и что данное падение увеличивается с расстоянием от соответствующей сборной шины, и поэтому VTCL уменьшается с расстоянием от сборной шины для обоих прозрачных проводящих слоев. Как следствие, Veff уменьшается в местоположениях, удаленных от обеих сборных шин.
[72] Для ускорения в продолжение оптических переходов, приложенное напряжение может быть вначале приложено с величиной, большей, чем требуется для сохранения устройства в конкретном оптическом состоянии в равновесии. Данный подход проиллюстрирован на фиг. 2 и 3.
[73] На фиг. 2 показан профиль тока/напряжения для электрохромного устройства в соответствии с некоторыми вариантами осуществления. На фиг. 2 показан профиль тока и профиль напряжения для электрохромного устройства, использующего простой алгоритм управления напряжением, чтобы вызывать цикл переходов оптических состояний (окрашивание с последующим обесцвечиванием) электрохромного устройства. На показанном графике полная плотность тока (I) представлена как функция от времени. Как упомянуто, полная плотность тока представляет собой сочетание плотности ионного тока, связанного с электрохромным переходом, и электронного тока утечки между электрохимически активными электродами. Многие различные типы электрохромных устройств будут иметь указанный профиль тока. В одном примере катодный электрохимический материал, такой как окись вольфрама, используется в сочетании с анодным электрохимическим материалом, таким как окись никеля-вольфрама, в противоэлектроде. В таких устройствах отрицательные токи определяют окраску устройства. В одном примере ионы лития текут от анодного окрашивающего электрохромного электрода из окиси никеля-вольфрама к катодному окрашивающему электрохромному электроду из окиси вольфрама. Соответственно, электроны текут к электроду из окиси вольфрама, чтобы компенсировать положительно заряженные поступающие ионы лития. Поэтому показанное напряжение и ток имеют отрицательное значение.
[74] Изображенный профиль возникает из-за нарастания напряжения до заданного уровня, с последующим сохранением напряжения, чтобы поддерживать оптическое состояние. Пики 201 тока связаны с изменением оптического состояния, т. е., окрашиванием и обесцвечиванием. В частности, пики тока представляют выделение ионного заряда, необходимого для окрашивания или обесцвечивания устройства. Математически заштрихованная область под пиками представляет полный заряд, необходимый для окрашивания или обесцвечивания устройства. Участки кривой после начальных пиков тока (участок 203) представляют электронный ток утечки, тогда как устройство находится в новом оптическом состоянии; то есть, утечку тока через ионопроводящий слой или область вследствие того, что она не полностью электрически изолирована.
[75] На чертеже профиль 205 напряжения наложен на кривую тока. Профиль напряжения придерживается такой последовательности: отрицательный наклонный участок (207), отрицательный участок выдержки (209), положительный наклонный участок (211), и положительный участок выдержки (213). Следует заметить, что напряжение остается постоянным после достижения максимальной величины и в продолжение отрезка времени, когда устройство остается в определенном оптическом состоянии. На наклонном участке 207 напряжения возбуждается переход устройства в новое окрашенное состояние, а на участке выдержки 209 напряжения устройство поддерживается в окрашенном состоянии, пока на наклонном участке 211 напряжения в противоположном направлении не возбуждается переход из окрашенного в обесцвеченное состояние. В некоторых алгоритмах переключения накладывают ограничение тока. То есть, току не позволяют превышать определенный уровень, чтобы предотвратить повреждение устройства (например, слишком быстрое возбуждение движения ионов через слои материала может физически повредить слои материала). Скорость окрашивания зависит не только от приложенного напряжения, а также от температуры и скорости изменения напряжения.
[76] На фиг. 3 показан профиль тока/напряжения для электрохромного устройства в соответствии с некоторыми вариантами осуществления. В показанном варианте осуществления в профиле управления током/напряжением для электронного устройства используют алгоритм управления напряжением для возбуждения перехода из обесцвеченного оптического состояния в окрашенное оптическое состояние (или в промежуточное состояние). Для перехода электронного устройства в противоположном направлении, из окрашенного состояния в обесцвеченное состояние (или из более окрашенного в менее окрашенное состояние), используют аналогичный, но инвертированный профиль. В некоторых вариантах осуществления профиль управление напряжением для перехода из окрашенного в обесцвеченное состояние является зеркальным отображением изображения на фиг. 3.
[77] Значения напряжений, изображенные на фиг. 3, представляют значения приложенного напряжения (Vapp). Профиль приложенного напряжения показан пунктирной линией. Для контраста плотность тока в устройстве показана сплошной линией. В изображенном профиле Vapp включает в себя четыре компонента: наклонный участок 303 до компонента возбуждения, который инициирует переход, компонент 313 Vdrive, который продолжает возбуждать переход, наклонный участок 315 до компонента выдержки, и компонент 317 Vhold выдержки. Наклонные участки выполнены как изменения в Vapp, а компоненты Vdrive и Vhold представляют постоянные или по существу постоянные величины Vapp.
[78] Наклонный участок до компонента возбуждения характеризуется скоростью изменения (увеличения величины) и величиной Vdrive. Когда величина приложенного напряжения достигает Vdrive, наклонный участок до компонента возбуждения заканчивается. Компонент Vdrive характеризуется значением Vdrive, а также длительностью Vdrive. Величина Vdrive может быть выбрана для поддержания Veff в безопасном, но эффективном диапазоне, по всей поверхности электрохромного устройства, как указано выше.
[79] Наклонный участок до компонента выдержки характеризуется скоростью изменения напряжения (уменьшения величины) и значением Vhold (или, при необходимости, разностью между Vdrive и Vhold). Vapp падает в соответствии со скоростью изменения, пока не достигается значение Vhold. Компонент Vhold характеризуется величиной Vhold и длительностью Vhold. Фактически, длительность Vhold, как правило, зависит от отрезка времени, в течение которого устройство выдерживается в окрашенном состоянии (или наоборот, в обесцвеченном состоянии). В отличие от компонентов до наклонного участка до возбуждения, Vdrive, и наклонного участка до выдержки, компонент Vhold имеет произвольную длительность, которая независима от физики оптического перехода устройства.
[80] Каждый тип электрохромного устройства будет иметь собственные характерные компоненты профиля напряжения для возбуждения оптического перехода. Например, сравнительно большое устройство и/или устройство с проводящим слоем большего сопротивления будет требовать большей величины Vdrive и, возможно, большей скорости изменения в компоненте наклонного участка до возбуждения. Большие устройства могут также требовать увеличенных значений Vhold. В заявке на патент США № 13/449251 под названием «УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ ОПТИЧЕСКИ ПЕРЕКЛЮЧАЕМЫХ ОКОН», поданной 17 апреля 2012 г., включенной в настоящий документ в полном объеме посредством ссылки, раскрыты устройства управления и связанные с ними алгоритмы для возбуждения оптических переходов в широком диапазоне условий. Как поясняется в настоящем документе, каждый из компонентов профиля приложенного напряжения (здесь: наклонный участок до возбуждения, Vdrive, наклонный участок до выдержки, и Vhold) могут быть независимо регулируемыми для реагирования на условия в режиме реального времени, например, текущую температуру, текущий уровень пропускания и др. Величина каждого компонента профиля приложенного напряжения задается для конкретного электронного устройства (имеющего собственное разделение, сопротивление сборной шины и др.) и не изменяется на основе текущих условий. Иначе говоря, в таких вариантах осуществления профиль напряжения не принимает во внимание обратную связь, например, температуру, плотность тока и другие.
[81] Как показано, значения напряжения, показанные в профили перехода напряжения на фиг. 3, соответствуют описанным выше значениям Vapp. Они не соответствуют описанным выше значениям Veff. Иначе говоря, значения напряжений, изображенные на фиг. 3, отображают разность напряжений между сборными шинами противоположной полярности на электрохромном устройстве.
[82] В некоторых вариантах осуществления наклонный участок до компонента возбуждения профиля напряжения выбирают для безопасного, но быстрого возбуждения ионного тока между электрохромным слоем и противоэлектродом. Как показано на фиг. 3, ток в устройстве следует профилю наклонного участка до компонента напряжения возбуждения, пока наклонный участок до участка возбуждения профиля не заканчивается, и начинается участок Vdrive. См. компонент 301 тока на фиг. 3. Безопасные уровни тока и напряжения могут быть определены эмпирически или на основе другой обратной связи. В патенте США № 8254013, поданном 16 марта 2011 г., выданном 28 августа 2012 г., и включенном в настоящий документ посредством ссылки, представлены примеры алгоритмов для поддержания безопасного уровня тока во время переходов электрохромного устройства.
[83] В некоторых вариантах осуществления значение Vdrive выбирают на основании указанных выше соображений. В частности, его выбирают таким образом, чтобы значение Veff по всей поверхности электрохромного устройства оставалось в диапазоне, который обеспечивает эффективные и безопасные переходы для больших электрохромных устройств. Длительность Vdrive может быть выбрана на основе различных соображений. Одно из них обеспечивает, чтобы потенциал возбуждения поддерживался в течение периода, достаточного, чтобы вызвать значительное окрашивание устройства. С этой целью длительность Vdrive может быть определена эмпирически, путем контроля оптической плотности устройства в зависимости от длительности времени, во время которого Vdrive остается неизменным. В некоторых вариантах осуществления длительность Vdrive задают для конкретного периода времени. В другом варианте осуществления длительность Vdrive задают так, чтобы она соответствовала необходимой величине пропускаемого ионного заряда. Как показано, наклонные участки тока снижаются в продолжение Vdrive. См. сегмент 307 тока.
[84] Другим учитываемым фактором является уменьшение плотности тока в устройстве по мере ослабевания ионного тока, как следствия доступных ионов лития, завершающих свой путь от анодного окрашивающего электрода к катодному окрашивающему электроду (противоэлектроду) во время оптического перехода. После завершения перехода только ток, текущий через устройство, является током утечки через ионный проводящий слой. В результате активное падение напряжения в потенциале через поверхность устройства уменьшается, а локальные значения Veff увеличиваются. Данные возросшие величины Veff могут привести к повреждению или деградации устройства, если приложенное напряжение не уменьшено. Таким образом, другим учитываемым фактором при определении длительности Vdrive является цель уменьшения уровня Veff, связанного с током утечки. Путем снижения приложенного напряжения от Vdrive до Vhold, уменьшают не только Veff на поверхности устройства, но также уменьшают ток утечки. Как показано на фиг. 3, ток устройства переходит в сегменте 305 в продолжение наклонного участка до компонента выдержки. Ток смещается до стабильного тока 309 утечки в продолжение Vhold.
Метод выравнивания Veff в оптически переключаемых устройствах
[85] Оптически переключаемые устройства должны работать так, чтобы оптические свойства были, по возможности, однородными по всей поверхности устройства после перехода. Иначе говоря, конечные оптические состояния устройства должны проявлять сравнительно однородное окрашивание или другое оптическое свойство. Кроме того, такие устройства должны переходить между оптическими состояниями плавно, без создания мест перегрева. Место перегрева относится к области на устройстве, где действующее напряжение является достаточно высоким для возможного повреждения или уменьшения надежности устройства в месте перегрева.
[86] Данные цели могут быть реализованы с помощью конфигурации сборной шины, которая подводит электрический потенциал к устройству таким способом, который уравнивает, до возможной степени, действующее напряжение по всей поверхности устройства. Данное выравнивание действующего напряжения, Veff, является особенно важным для конечных оптических состояний устройства. Однако они важны также на протяжении оптических переходов устройства. Для устройств, имеющих прямоугольные формы, выравнивание действующего напряжения, Veff, может быть выполнено сравнительно легко. Как указано в настоящем документе, одним из подходов является использование планарной конфигурации сборной шины в прямоугольном устройстве. В планарной конфигурации первая сборная шина расположена на крае самой длинной стороны, а вторая сборная шина расположена на крае стороны, противоположной самой длинной стороне. На фиг. 1A и фиг. 4 показаны прямоугольные устройства, имеющие планарные конфигурации сборных шин. Поскольку более длинные противоположные стороны прямоугольника параллельны по определению, сборные шины вдоль данных параллельных сторон могут подавать электрический потенциал к устройству, что по меньшей мере, по существу, выравнивает действующее напряжение по поверхности прямоугольного устройства. Для устройства, имеющего непрямоугольные формы, выравнивание действующего напряжения для реализации данных целей может быть более сложным. Треугольные, трапецеидальные формы, формы, имеющие криволинейные стороны (например, форму дуги, полукруга, четверти круга и др.), и другие, находятся среди ряда других сложных форм.
[87] На фиг. 5 приведен вид сверху вниз электрохромного устройства в форме прямоугольной трапеции. На данной иллюстрации планарная конфигурация сборной шины, как правило, используемая для прямоугольных устройств, применена для электрохромного устройства трапецеидальной формы. То есть, первая сборная шина BB1 приложена к краю самой длинной стороны, а вторая сборная шина BB2 приложена к краю противоположной стороны. Поскольку данные стороны не параллельны, сборные шины вдоль данных сторон не параллельны, и расстояние между сборными шинами изменяется от стороны «A1» к стороне «B1» (стороны без сборных шин). Сторона «A1» длиннее, чем сторона «B1». На стороне «A1» расстояние между сборными шинами составляет 50 дюймов (1270 мм), а на стороне «B1» расстояние между сборными шинами составляет 25 дюймов (635 мм). Данная неравномерность расстояния между сборными шинами может создавать неравномерное электрическое напряжение, Veff, через устройство, что может приводить к неравномерному окрашиванию устройства. Данный аспект показан на фиг. 5. Как показано, окрашивание устройства является самым темным (оптический переход более развит) на ближней стороне «B1», где расстояние между сборными шинами является наименьшим, а Veff является наибольшим. Окрашивание устройства является самым слабым (оптические переходы менее развиты) на ближней стороне «A1», где расстояние между сборными шинами является максимальным, а Veff является минимальным. В некоторых случаях Vapp, приложенное к сборным шинам, может быть увеличено для увеличения Veff вблизи «A1» до уровня, достаточно высокого для обеспечения однородного окрашивания по всему устройству. Однако увеличение Vapp может создавать нежелательные пятна перегрева в областях, более близких к короткой стороне «B1», что может увеличивать опасность повреждения устройства. Данные корректировки для выравнивания Veff в непрямоугольном устройстве с планарной конфигурацией сборной шины может потенциально вести к перевозбуждению более короткой стороны «B1» и/или недостаточному возбуждению более длинной стороны «A1». Хотя в иллюстрируемых вариантах осуществления показаны определенные размеры в устройствах, применимы другие размеры.
[88] В данной заявке раскрыты решения для размещения и продольных размеров сборных шин, удовлетворяющих целям однородных конечных оптических состояний и плавных и быстрых оптических переходов при одновременном сведении к минимуму или исключении пятен перегрева. В некоторых вариантах осуществления это выполняется путем конфигурирования сборных шин таким образом, чтобы расстояние до обеих сборных шин было выровнено, до возможной степени, по поверхности устройства, в то же время, поддерживая высокое отношение полной длины сборной шины к периметру устройства. В настоящем документе будут описаны различные технологии для достижения заданного результата. Данные решения могут быть применены к оптически переключаемым устройствам непрямоугольной формы (например, треугольным, трапецеидальным, в виде дуги, круга, четверти круга и др.). В некоторых технологиях используют многоступенчатые методы, которые применяются к различным типам формы (например, треугольным, трапецеидальным, дугообразным и др.). Другие технологии создают конструктивные ограничения для конкретных типов форм. Такие ограничения могут определять общие местоположения и отрезки сборных шин на устройстве конкретной формы.
[89] В других технологиях применяют соответствующие методы трансформации на непрямоугольной форме. Данные методы линейно преобразовывают непрямоугольную форму в эффективную прямоугольную форму. Затем может быть спроектирована планарная конфигурация сборной шины для эффективной прямоугольной формы. Затем в способе применяют обратное преобразование эффективной прямоугольной формы со связанными планарными сборными шинами для определения схемы сборной шины для непрямоугольной формы. При необходимости этапы преобразования и обратного преобразования могут быть применены несколько раз. Один из типов преобразования, который может быть использован, представляет собой аффинное преобразование, которое может сохранять прямые линии. Если существует аффинное преобразование непрямоугольной формы в прямоугольную форму, данная технология может быть применена для определения критического промежутка устройства. В некоторых случаях аффинное преобразование сохраняет также информацию о длине.
[90] Другие способы достигают фактически того же результата, используя симметрию непрямоугольной формы для определения конфигурации сборной шины. Некоторые способы определяют конфигурацию сборной шины, которая уменьшает или сводит к минимуму наименьший промежуток от сборной шины до самой слабоокрашенной точки (или самой слабой точки) поверхности устройства. Данный промежуток может быть назван критическим промежутком сборной шины. Самая слабая точка, как правило, является центром масс формы. Аналогично, самая сильноокрашенная точка (самая сильная точка) устройства находится на кратчайшем расстоянии между противоположными сборными шинами. Промежуток сборной шины определяется суммой промежутков между точкой и каждой из двух сборных шин.
[91] На фиг. 6 приведена схема вида сверху оптического переключаемого устройства в виде прямоугольного треугольника, с конфигурацией сборной шины, предназначенной для выравнивания до возможной степени действующего напряжения через поверхность устройства, в соответствии с вариантами осуществления. В некоторых случаях данная конфигурация может быть основана на минимизации разности между критическим промежутком сборной шины и кратчайшим промежутком между противоположными сборными шинами. На фиг. 6, первая сборная шина, BB1, расположена вдоль гипотенузы прямоугольного треугольника, а вторая сборная шина, BB2, расположена вдоль двух сторон (сторона 1 и сторона 2) прямого угла, напротив гипотенузы. Длина стороны 1 равна x, а длина стороны 2 равна y. Центр масс прямоугольного треугольника находится в точке (x/3, y/3). Гипотенуза образует угол θ со стороной 1. Длина гипотенузы =  . Критический промежуток сборной шины составляет (min(x,y) + xsinθ)/3. Отрезки сборных шин может быть откорректированы для уменьшения или минимизации критического промежутка сборной шины. На иллюстрации BB1 проходит до области LED, а вертикальный участок BB2 вдоль стороны 2 равен 0,6y, и горизонтальный участок BB2 вдоль стороны 1 равен 0,6x. В других вариантах осуществления могут быть использованы другие отрезки. В одном варианте осуществления отрезок BB1 может находиться в диапазоне от 0,5 до 1,0. В одном варианте осуществления отрезок BB1 может находиться в диапазоне от 0,8 до 0,9. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,4 y до 1,0 y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0,4x до 1,0x. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,4y до 0,80y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0.4x до 0,80x. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,5y до 0,7y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0.5x до 0,7x. Данные и другие отрезки могут быть определены с помощью раскрытых здесь способов, таких как способы, раскрытые со ссылкой на фиг. 11. В некоторых вариантах осуществления, длины сборных шин могут быть выбраны так, чтобы не допускать перекрытия скрайбирования краев.
. Критический промежуток сборной шины составляет (min(x,y) + xsinθ)/3. Отрезки сборных шин может быть откорректированы для уменьшения или минимизации критического промежутка сборной шины. На иллюстрации BB1 проходит до области LED, а вертикальный участок BB2 вдоль стороны 2 равен 0,6y, и горизонтальный участок BB2 вдоль стороны 1 равен 0,6x. В других вариантах осуществления могут быть использованы другие отрезки. В одном варианте осуществления отрезок BB1 может находиться в диапазоне от 0,5 до 1,0. В одном варианте осуществления отрезок BB1 может находиться в диапазоне от 0,8 до 0,9. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,4 y до 1,0 y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0,4x до 1,0x. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,4y до 0,80y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0.4x до 0,80x. В одном варианте осуществления длина участка BB2 вдоль стороны 2 может находиться в диапазоне от 0,5y до 0,7y. В одном варианте осуществления длина участка BB2 вдоль стороны 1 может находиться в диапазоне от 0.5x до 0,7x. Данные и другие отрезки могут быть определены с помощью раскрытых здесь способов, таких как способы, раскрытые со ссылкой на фиг. 11. В некоторых вариантах осуществления, длины сборных шин могут быть выбраны так, чтобы не допускать перекрытия скрайбирования краев.
[92] На фиг. 7 приведен чертеж вида сверху устройства в виде прямоугольной трапеции со сборными шинами в первой конфигурации (конфигурация 1). На фиг. 7, прямоугольная трапеция включает в себя две параллельные стороны, основание 1 и основание 2, и две другие стороны, сторону 1 и сторону 2. Первая сборная шина, BB1, расположена вдоль стороны 1, а вторая сборная шина, BB2, расположена вдоль как основания 1, так и стороны 2, на прямом угле прямоугольной трапеции. Длина основания 1 равна h, длина стороны 2 равна y, и длина основания 2 равна h1. Сторона 1 образует угол θ с основанием 1. Центр масс прямоугольной трапеции находится в точке (h/3, (htan θ)/3). Данная конфигурация сборной шины по фиг. 7 некоторым образом аналогична конфигурации устройства в форме прямоугольного треугольника, показанного на фиг. 6. Например, конфигурации сборной шины, как на фиг 6, так и на фиг. 7 включает в себя сборную шину, расположенную вдоль участка прямого угла, и другую сборную шину, расположенную на противоположной стороне.
[93] На фиг. 7, сборные шины предназначены для выравнивания, до возможной степени, действующего напряжения на поверхности устройства, в соответствии с вариантами осуществления. В некоторых случаях данная конфигурация может быть основана на минимизации разности между критическим промежутком сборной шины и кратчайшим промежутком между противоположными сборными шинами. Для трапеции, показанной на фиг. 7, критический промежуток сборной шины = (min(h1tanθ, y) + (hsinθ))/3. Для уменьшения или минимизации критического промежутка сборной шины, если y < 0,6htan θ, то участок BB2 вдоль стороны 2 будет равен длине y, в противном случае, данный участок имеет длину 0,6htan θ. Это – общие указания, и могут применяться другие правила. В иллюстрируемом варианте осуществления участок BB2 вдоль основания 1 имеет длину примерно 0,6h, а BB1 вдоль основания 1 имеет длину примерно между 0,8-1,0 от длины стороны 1. В других вариантах осуществления могут быть использованы другие отрезки. В одном варианте осуществления отрезок BB1 может находиться в диапазоне 0,4-0,8 от длины стороны 1. В одном варианте осуществления отрезок BB1 может находиться в диапазоне 0,5-0,7 от длины стороны 1. В одном варианте осуществления участок BB2 вдоль основания 1 может иметь длину в диапазоне 0,4h – 1,0h. В одном варианте осуществления участок BB2 вдоль основания 1 может иметь длину в диапазоне 0,6h – 0,8h. Данные отрезки могут быть определены с помощью раскрытых здесь способов, таких как способы, раскрытые со ссылкой на фиг. 11.
[94] На фиг. 8 приведен чертеж вида сверху устройства в виде прямоугольной трапеции со сборными шинами во второй конфигурации (конфигурация 2). Прямоугольная трапеция включает в себя две параллельных противоположных стороны, основание 1 и основание 2, и две не параллельных противоположных стороны, сторону 3 и сторону 4. Первая сборная шина, BB1, расположена вдоль основания 1, а вторая сборная шина, BB2, расположена вдоль стороны 3 и основания 2. Данная конфигурация сборной шины (конфигурация 2) аналогична планарной конфигурации сборной шины, используемой для прямоугольного устройства, показанного на фиг 4 и 1A, в том, что сборная шина расположена вдоль самой длинной стороны, и сборная шина расположена напротив первой сборной шины. Длина основания 1 равна h, длина стороны 4 равна w, длина основания 2 равна h1, и длина стороны 3 равна h3. На фиг. 8, h3 = √ [(h – h1)2 + w2]. На фиг. 8, критический промежуток сборной шины равен w. В некоторых случаях длина участка BB1, проходящего вдоль стороны 3, колеблется примерно от 0 дюймов до 15 дюймов (0-381 мм). В одном варианте осуществления длина участка BB1, проходящего вдоль стороны 3, находится в диапазоне примерно 0,03-0,40 от длины стороны 3. В одном варианте осуществления, если (h3-w) < (-0,06w+5,48), то BB1 не включает участок вдоль стороны 3. В иллюстрируемом варианте осуществления длина участка BB2, проходящего вдоль стороны 3, может составлять примерно h3-w. В одном случае BB1 может проходить вдоль всей длины основания 1, а BB2 может проходить вдоль всей длины основания 2. Данные отрезки могут быть определены с помощью раскрытых здесь способов, таких как способы, раскрытые со ссылкой на фиг. 11.
[95] Некоторые варианты осуществления включают способы определения того, рассматривать ли устройство в форме прямоугольной трапеции (и других форм), как вариант прямоугольного треугольника, или как вариант прямоугольника. Первый способ схематически изображен на схеме, показанной на фиг. 9. С помощью данного способа определяют, является ли площадь (A1), требуемая для преобразования прямоугольной трапеции в прямоугольный треугольник, меньшей, чем, или большей, чем, или равной площади (A2), требуемой для преобразования трапеции в прямоугольник. Если A1 < A2, то используют конфигурацию 1 сборной шины, как показано на фиг. 7. Если A1> A2, используют конфигурацию 2 по фиг. 8. Второй способ выбора конфигурации сборной шины прямоугольной трапеции схематически изображен на схеме, показанной на фиг. 10. В данном способе корректируют сборные шины для уменьшения или минимизации критического промежутка сборной шины. В данном втором способе определяют, следует ли использовать конкретную конфигурацию сборной шины на основании размеров формы. Если y ≥ (min(htanθ,h)+(h1sinθ))/3 и h1<(min(htanθ,h)+(hsinθ))/3, то используют конфигурацию сборной шины по фиг. 7 (конфигурация 1), в противном случае используют конфигурацию сборной шины по фиг. 8 (конфигурация 1). Данный способ минимизирует максимальный критический промежуток BB. Преимуществом может быть надежность данного метода, поскольку для питания устройства будет использоваться пониженное напряжение. Данные методы могут обеспечить более надежные устройства, поскольку приложенное напряжение, необходимое для однородного перехода устройства в конечное оптическое состояние, может быть уменьшено.
[96] Некоторые варианты осуществления включают в себя способ определения расположения сборной шины и продольных размеров, включая в себя использование симметрии непрямоугольной формы для определения местоположения сборных шин. Структурная схема, изображающая данный способ, показана на фиг. 11. На фиг. 12 приведена схема, показывающая применение данного способа к прямоугольному треугольнику и двум прямоугольным трапециям. В данном способе определяют отрезки каждого из четырех сегментов сборной шины, L1-L4, проходящие от двух опорных точек, P0 и Q0. В данном способе определяют отрезки, которые уменьшают или минимизируют разность между промежутком сборной шины в самой слабоокрашенной точке (предполагается, находящейся в центре масс) устройства и промежутком сборной шины в самой сильноокрашенной точке устройства. В некоторых вариантах осуществления отрезки каждого из четырех сегментов сборной шины представляют собой конвергентные отрезки, то есть отрезки, каждый из которых рассчитан до конвергентного отрезка, где разность между промежутками сборной шины в самой слабой и самой сильной точке понижена или минимизирована. Данные отрезки могут быть использованы для определения оптической схемы сборной шины. Интенсивность окрашивания определяется суммой промежутков между точкой и каждой из двух сборных шин.
[97] На этапе 1010, в данном способе определяют центр масс (т. е., геометрический центр) формы, обозначаемый как точка O, в некоторых иллюстративных примерах. В большинстве случаев считают, что центр масс является самой слабоокрашенной точкой на окрашиваемой области устройства.
[98] На этапе 1020, в способе используют центр масс для определения опорных точек (P0 и Q0) для сборных шин на противоположных сторонах (границах) устройства. Во-первых, опускают линию из центра масс на самую длинную сторону формы для определения P0. Затем пересекают перпендикулярную линию с противоположной стороной устройства для определения Q0. Пересечения линии с противоположными сторонами устройства определяют опорные точки, P0 и Q0, для сборных шин. Данная линия представлена с помощью P0-O-Q0. Опорные точки определяют начальные стороны для сборных шин.
[99] На этапе 1030, в способе определяют значения отрезков для каждого из четырех сегментов сборной шины L1 – L4, проходящих от опорных точек. В первой итерации значения инициализируются. Например, значения могут быть инициализированы таким образом, что, общая длина сборной шины L1+L2+L3+L4, равна периметру устройства. На фиг. 12 показана схема, определяющая геометрию сборных шин для трех форм. От точки P0, проводят линию длиной L1 параллельно первой начальной стороне для определения точки P1. Другую линию длиной L2 проводят в противоположном направлении от точки P0 для определения точки P2. Если линия доходит до угла прежде, чем может быть проведена L2, линию продолжают мимо угла вдоль нового края. От точки Q0, проводят линию длиной L3 параллельно второй начальной стороне для определения точки Q1. Другую линию длиной L4 проводят в противоположном направлении от точки Q0 для определения точки Q2. Если линия доходит до угла прежде, чем может быть проведена L4, линию продолжают мимо угла до нового края. Проводят перпендикуляр от центра масс в точку O до пересечения линии сборной шины, содержащей точку P0, для определения точки пересечения, как точки P. Если сборная шина проходит до более чем одной стороны, то проводят перпендикулярные линии из центра масс до каждой из сторон для определения точек P’, P’’, P’’’, и др. Проводят перпендикуляр от центра масс в точку O до пересечения линии сборной шины, содержащей точку Q0, для определения точки пересечения, как точки Q. Если сборная шина проходит до более чем одной стороны, то проводят перпендикулярные линии из центра масс до каждой из сторон для определения точек Q’, Q’’, Q’’’, и др.
[100] На этапе 1040, в способе определяют разность, D, между промежутком d0 между самой слабоокрашенной точкой и сборными шинами, и промежутком d1 между самой сильноокрашенной точкой и сборными шинами. То есть, определяют D = |d1- d0|. Для определения промежутка сборной шины в самой слабоокрашенной точке, определяют минимальный промежуток D0_P от центра масс до сборной шины на стороне, содержащей P/P’/P’’/P’’’, и т. д., и определяют минимальный промежуток D0_Q от сборной шины на стороне, содержащей Q/Q’/Q’’/Q’’’. Максимальный промежуток D0_P является максимальным промежутком между следующими парами точек: a) O-P, b) O-P’, c) O-P’’, и d) O-P’’’, и т. д. Минимальный промежуток D0_Q является минимальным промежутком между следующими парами точек: a) O-Q, b) O-Q’, c) O-Q’’, и d) O-Q’’’, и т. д. Промежуток сборной шины в самой слабоокрашенной точке, d0 = D0_Q + D0_P. Промежуток сборной шины в самой сильноокрашенной точке, d1, является пониженным или минимальным промежутком между противоположными сборными шинами, закрепленными по точкам P, Q.
[101] На этапе 1042, в способе также определяют отношение полной длины сборной шины к периметру RBB, которое является суммой отрезков отдельных сегментов BB (L1, L2, L3, и L4), разделенных на периметр части (например, активная площадь покрытия устройства или периметр подложки).
[102] На этапе 1050, в способе определяют, сходится ли способ до пониженной или минимальной разности D = |d1- d0|, в тоже время, сохраняя RBB>0,4. Если способ не сходится, значения сборной шины корректируют до новых значений, и новые итерации начинают, возвращаясь к этапу 1030. Если способ сошелся, способ определяет конфигурацию сборной шины по существу для однородного окрашивания устройства от текущих значений при данной итерации для значений каждого из четырех сегментов сборной шины L1 – L4 (этап 1060). Можно обозначать термином «конвергентные значения» каждый из сегментов сборной шины.
[103] На дополнительном этапе 1070, в способе определяют зону приемлемых значений для L1 - L4 вблизи конвергентных значений, определенных на этапе 1060. Эти значения представляют более широкий диапазон размеров сборной шины, который обеспечивает по существу однородное окрашивание. В некоторых случаях пользователь может выбрать один или больше наборов приемлемых значений в зоне, которые могут быть наиболее предпочтительными по различным причинам, например, более легкими в производстве, с улучшенными эстетическими показателями и др. На дополнительном этапе 1070, может быть определена зона вблизи решения, определенного на этапе 1040. Зона может быть определена, как один или больше наборов значений для L1-L4 в пределах заданного значения D (например, D < 15 дюймов (381 мм), D < 20 дюймов (508 мм), и др.) из решения, определенного на этапе 1040. В одном примере в способе можно определить зону наборов приемлемых значений L1-L4 вблизи отрезков L1-L4, где D < 15 дюймов (381 мм).
[104] В одном варианте осуществления в способе можно скорректировать значения отрезков по конвергентным значениям за счет малых приращений, и рассчитать разность D на основе скорректированных значений. Если расчетная разность D находится в пределах заданного максимального значения D, скорректированные значения отрезков находятся в пределах зоны приемлемых значений. Способ можно продолжить дополнительно для корректировки значений отрезков по конвергентным значениям, пока не будет определено некоторое число наборов приемлемых значений. В некоторых случаях пользователь может представить дополнительные входные величины для определения того, являются ли приемлемыми некоторые наборы значений. Например, пользователь может установить минимальную длину, имеющую определенное значение (например, 0,50 дюйма (12,7 мм)). В данном примере пользователь может установить данный минимум на основе трудности изготовления сегмента сборной шины, меньшего, чем данный минимум.
[105] В некоторых вариантах осуществления способ, описанный со ссылкой на фиг. 11, может быть использован для определения общего решения для конкретного типа формы, которое может быть применено к любой форме данного типа. Решение может быть основано на конвергентном значении или на приемлемом значении. Некоторые примеры общих решений схем сборной шины показаны на фиг. 13A-13C для прямоугольного треугольника и двух прямоугольных трапеций. Другие общие решения описаны в настоящем документе. Используя данные общие решения, схемы сборных шин для однородного окрашивания могут быть определены из вычислений, основанных на размерах формы. Например, решение, показанное на фиг. 13A представляет сборную шину вдоль прямого угла с длиной, составляющей 0,6 от длины стороны 1, и с длиной, составляющей 0,6 от длины стороны 2. В данном конкретном устройстве треугольной формы сторона 1 равна 90 дюймов (2286 мм), сторона 2 равна 45 дюймов (1143 мм), и BB2 равна 54 дюйма (1371,6 мм) вдоль стороны 1 и 27 дюймов (685,8 мм) вдоль стороны 2.
[106] В некоторых случаях может оказаться предпочтительным с точки зрения эксплуатации иметь сборную шину, соединенную с нижним слоем, расположенную вдоль непрерывной стороны, которая может управлять положением краев, когда сборные шины будут конфигурированы. Например, на фиг. 13C имеется BB1, соединенная с нижним слоем и расположенная на непрерывном крае вдоль основания 1. Тогда BB2 расположена на противоположных, не непрерывных краях вдоль основания 2 и стороны 1.
[107] Хотя схемы сборной шины для прямоугольных трапеций и/или прямоугольных треугольников описаны со ссылками на определенные варианты осуществления, используя способы, описанные в настоящем документе, могут быть созданы конфигурации сборной шины для других форм (например, параллелограмма, полукруга, четверти круга и др.). Некоторые варианты осуществления конфигураций сборной шины, созданные с помощью способов, описанных в настоящем документе, показаны на фиг. 14A, 14B, 15, 16, 17, и 18. На фиг. 14A изображен пример первой конфигурации сборной шины для устройства в форме дуги. На фиг. 14B изображен пример второй конфигурации сборной шины для устройства в форме дуги. На фиг. 15 изображен пример конфигурации сборной шины для устройства в форме полукруга. На фиг. 16 изображен пример конфигурации сборной шины для устройства в форме четверти круга. На фиг. 17 изображение примеры конфигураций сборной шины для устройства в форме трапеции.
[108] На фиг. 18 изображен пример первой конфигурации сборной шины для устройства в форме треугольника. Результаты от использования различных отношений сборной шины для данной конфигурации показаны на фиг. 19-23. Отношение 0,60 сборной шины для каждой стороны сборной шины 2 может иметь самый лучший баланс однородности перехода при хорошем окрашивании угла 30 градусов. На фиг. 19 -23 приведены наборы данных, показывающих окрашивание в электрохромных устройствах треугольной формы, имеющих различные отношения сборной шины, изменяющиеся от 0,50 до 0,70. Отношением сборной шины можно назвать отношение длины сборной шины к длине стороны (устройства), содержащей сборную шину. На фиг 20 изображена конфигурация сборной шины с отношением 0,50 сборной шины для сборной шины 2. На фиг 21 изображена конфигурация сборной шины с отношением 0,55 сборной шины для сборной шины 2. На фиг 22 изображена конфигурация сборной шины с отношением 0,60 сборной шины для сборной шины 2. На фиг 23 изображена конфигурация сборной шины с отношением 0,70 сборной шины для сборной шины 2.
[109] На фиг. 19 изображены чертежи, сравнивающие окрашивание для отношения 0.60 сборной шины (т. е. длина сборной шины = 0,60 от длины стороны) с отношением 0,80 сборной шины (т. е. длина сборной шины = 0,80 от длины стороны). На верхнем чертеже изображена сборная шина 2 с отношением 0,60 сборной шины. На нижнем чертеже изображена сборная шина 2 с отношением 0,80 сборной шины. На верхнем чертеже отношение 0,60 сборной шины показывает разность около 0,60 между наиболее быстро и наиболее медленно окрашиваемыми областями, когда наиболее слабая область достигает конечного оптического состояния. На верхнем чертеже отношение 0,80 сборной шины показывает разность около 1,10 между наиболее быстро и наиболее медленно окрашиваемыми областями, когда наиболее слабая область достигает конечного оптического состояния. Окруженные значения представляют области, имеющие максимальное действующее напряжение. При сравнении чертежей виден местный сдвиг потенциально перевозбужденных местоположений на устройстве. В конфигурации с отношением 0,80 сборной шины область с максимальным действующим напряжением находится в угле 30°, а в конфигурации с отношением 0,60 область с максимальным действующим напряжением находится ближе к середине треугольника. Результаты фиг. 19 показывают, что конфигурация с отношением 0,60 является менее перевозбужденной, чем конфигурация с отношением 0,80 сборной шины.
[110] После формирования электронного устройства в некоторых вариантах осуществления может быть выполнено удаление края и/или лазерное скрайбирование. Компания SCANLAB AG, Мюнхен, Германия поставляет сканеры, которые могут быть использованы в соответствии с раскрытыми вариантами осуществления. Как правило, эти процессы удаляют некоторую часть или весь (край) устройства в области периметра устройства. Удалением края можно назвать процесс, в котором удаляется материал из периметра электрохромного устройства. При удалении края может удаляться верхний слой и электрохромный слой, или может удаляться верхний слой, электрохромный слой (слои), и нижний слой электрохромного устройства. Лазерное скрайбирование может быть использовано для изолирования частей устройства, например частей, поврежденных во время процесса удаления края. В некоторых показанных примерах оптимальное изолирующее скрайбирование показано как скрайбирование «L3». Скрайбирование L3 проходит через верхний прозрачный проводящий слой, и может проникать в один или больше слоев устройство ниже TCL, включая электрохромный слой, но не проникает в нижний прозрачный проводящий слой. В некоторых показанных вариантах осуществления удаления края может быть названо «LED». Хотя области «L3» и/или «LED» могут быть показаны в некоторых иллюстрируемых примерах, одна или обе из этих особенностей являются необязательными, и одна или обе могут быть опущены. Некоторые примеры удаления края и лазерного скрайбирования приведены в заявке на патент США № 12/645111 под названием «ИЗГОТОВЛЕНИЕ ЭЛЕКТРОХРОМНЫХ УСТРОЙСТВ С МАЛОЙ ДЕФЕКТНОСТЬЮ», поданной 22 декабря 2009 г., заявке на патент США № 13/456056 под названием «СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХРОМНОГО ОКНА», поданной 25 апреля 2012 г., патенте PCT/US2012/068817, под названием «ТОНКОПЛЕНОЧНЫЕ УСТРОЙСТВА И ИЗДЕЛИЯ», поданной 10 декабря 2012 г., которые включены в настоящий документ в полном объеме посредством ссылки.
[111] На фиг. 24A приведена последовательность операций, 2400, описывающая аспекты способа изготовления электрохромного устройства или другого оптического устройства, имеющего противоположные сборные шины, каждая из которых применяется к одному из проводящих слоев оптического устройства. Пунктирными линиями обозначены необязательные этапы в последовательности операций. Пример устройства, 2440, описанный ссылкой на фиг. 24B-C, используется для иллюстрации последовательности операций. На фиг. 24B представлены виды сверху, изображающие изготовление устройства 2440, включающие цифровые индикаторы последовательности операций 2400, как описано со ссылкой на фиг. 24A. На фиг. 24D изображены поперечные разрезы стекол, включающих устройство 2440, описанное со ссылкой на фиг. 24B. Устройство 2440 представляет собой прямоугольное устройство, но последовательность операций 2400 применяется к любой форме оптического устройства, имеющего противоположные сборные шины, каждую на одном из проводящих слоев. Данный аспект описан более подробно ниже со ссылкой на фиг. 24E, которая иллюстрирует последовательность операций 2400, как она связана с изготовлением круглого электрохромного устройства.
[112] Как показано на фиг. 24A и 24B, после нанесения на подложку 1 проводящего слоя, последовательность операций 2400 начинается с необязательного полирования проводящего слоя (например, нижнего прозрачного проводящего слоя), см. 2401. В некоторых вариантах осуществления обнаружено, что полирование нижнего проводящего слоя улучшает оптические свойства и характеристики электрохромных устройств, изготовленных на нем. Полирование прозрачных проводящих слоев перед изготовлением на них электрохромного устройства описано в заявке на патент PCT/US12/57606 под названием «Изготовление оптического устройства», поданной 27 сентября 2012 г., включенной в настоящий документ в полном объеме посредством ссылки. Если полирование выполняется, оно может быть выполнено перед удалением края, см. 2405, или после удаления края в последовательности операций. В некоторых вариантах осуществления нижний проводящий слой может быть отполирован как перед удалением края, так и после него. Как правило, нижний проводящий слой полируют только один раз.
[113] Как показано на фиг. 24A, если полирование 2401 не выполняют, процесс 2400 начинается с удаления края вначале, примерно части периметра подложки, см. 2405. В некоторых вариантах осуществления удаленный участок включает в себя участки, смежные со всеми, кроме одного края подложки. В другом варианте осуществления удаленный участок находится вдоль одного края подложки (например, края сборной шины ITO). При удалении края может удаляться только первый проводящий слой, или также может удаляться диффузионный барьер, при его наличии. В одном варианте осуществления подложка представляет собой стекло и включает в себя натриевый диффузионный барьер и прозрачный проводящий слой на нём, например, прозрачный проводящий слой окисла металла на основе оксида олова. В изображенном варианте осуществления подложка является прямоугольной (например, квадратная подложка, изображенная на фиг. 24B). В представляющих интерес вариантах осуществления она, как правило, имеет более сложную форму. Заполненная точками площадь на фиг.24B обозначает первый проводящий слой. Таким образом, после удаления края в соответствии с процессом 2405, прозрачный проводник шириной A удален с трех сторон периметра подложки 2430. Данная ширина, как правило, но не обязательно, является одинаковой шириной. Вторая ширина, B, описана ниже. Если ширина A и/или ширина B не одинаковы, их сравнительные величины друг относительно друга находят в показателях их средней ширины.
[114] В результате удаления первой ширины A на этапе 2405, образуется вновь открытый край нижнего проводящего слоя. В некоторых вариантах осуществления по меньшей мере часть данного края первого проводящего слоя может быть при необходимости сужена, см. 2407 и 2409. Нижележащий слой диффузионного барьера также может быть сужен. Авторы изобретения обнаружили, что сужение края одного или больше слоев устройство перед изготовлением последующих слоев на них, имеет неожиданные преимущества в структуре и характеристиках устройства.
[115] В некоторых вариантах осуществления нижний проводящий слой при необходимости полируют после сужения края, см. 2408. Было обнаружено, что при некоторых материалах устройства может быть предпочтительно полировать нижний проводящий слой после сужения края, поскольку полирование может иметь неожиданно положительное влияние на сужение края, а также на всю поверхность проводника, что может улучшить характеристики устройства (как указано выше). В некоторых вариантах осуществления сужение края выполняют после полирования 2408, см. 2409. Хотя сужение края показано как на этапе 2407, так и на этапе 2409 на фиг. 24A, если оно выполняется, то, как правило, один раз (например, на этапе 2407 или на этапе 2409).
[116] После удаления первой ширины A, необязательного полирования и/или необязательного сужения края, как описано выше, электрохромное устройство наносят на поверхность подложки 2430, см. 2410. Данное нанесение включает в себя один или больше слоев материала оптического устройства и второй проводящий слой, например прозрачный проводящий слой, такой как оксид индия-олова (indium tin oxide, ITO). Изображено покрытие всей подложки, но может быть определенное маскирование из-за обоймы, которая должна удерживать стекло на месте. В одном варианте осуществления покрывается область оставшегося участка первого проводящего слоя, включая перекрытие первого проводника над первой шириной A, удаленной прежде. Это обеспечивает области перекрытия в конечной архитектуре устройства.
[117] В конкретных вариантах осуществления используют электромагнитное излучение для выполнения удаления края и создания периферийного участка на подложке, например для удаления прозрачного проводящего слоя или большего количества слоев (включительно до верхнего проводящего слоя и какого-либо паронепроницаемого слоя, нанесенного на него), в зависимости от этапа процесса. В одном варианте осуществления удаление края выполняют по меньшей мере для удаления материала, включающего прозрачный проводящий слой на подложке, и, при необходимости, также удаляя диффузионный барьер, при его наличии. В некоторых вариантах осуществления удаления края используют для удаления участка поверхности подложки, например, флоат-стекла, и могут доходить до глубин, не превышающих толщину зоны сжатия, при закалке. Удаление края может быть выполнено, например, для создания хорошей поверхности для герметизации с помощью по меньшей мере части первичного уплотнения и вторичного уплотнения прокладки стеклопакета (IGU). Например, прозрачный проводящий слой может иногда утрачивать сцепление, когда проводящий слой простирается по всей площади подложки, и, таким образом, имеет открытый край, несмотря на присутствие вторичного уплотнения. Кроме того, также предполагается, что слои из окисла металла и другие функциональные слои, которые имеют такие обнаженные края, могут служить каналом для влаги, поступающей в объем устройства и, таким образом, ухудшающей первичное и вторичное уплотнения.
[118] Примеры электромагнитного излучения включают ультрафиолетовое, лазерное и другие. Например, материал может быть удален с помощью направленной и фокусированной энергии на одной или вблизи одной из длин волн 248 нм, 355 нм (т. е. ультрафиолетовая), 1030 нм (т. е. инфракрасная, например, дисковый лазер), 1064 нм (например, Nd:YAG лазер), и 532 нм (например, зеленый лазер), хотя данные примеры не имеют ограничительного характера. В других вариантах осуществления лазер излучает изменяющиеся в широком диапазоне длины волн. Например, лазер может быть лазером полного спектра. В других случаях лазер может излучать в узком диапазоне длин волн. Лазерное излучение подается к подложке, используя, например, оптическое волокно или траекторию открытого пучка. Удаление может быть выполнено с любой стороны подложки или стороны электрохромной пленки, в зависимости от выбора оборудования для обработки подложки и параметров конфигурации. Плотности энергии, требуемой для удаления толщины пленки, достигают путем пропускания лазерного пучка через оптическую линзу. Линза фокусирует лазерный пучок до необходимой формы и размера. В одном варианте осуществления используется конфигурация пучка с последовательностью прямоугольных импульсов, например, имеющая фокусную площадь примерно между 0,005 мм2 и 2 мм2. В одном варианте осуществления уровень фокусирования пучка используют для достижения необходимой плотности энергии для удаления многослойной электрохромной пленки. В одном варианте осуществления плотность энергии, используемая при удалении, находится примерно между 2 Дж/см2 и 6 Дж/см2.
[119] В ходе некоторых процессов лазерного удаления кромки лазерное пятно сканирует по поверхности электрохромного устройства, вдоль периферии. В одном варианте осуществления лазерное пятно сканирует, используя сканирующую F theta-линзу. Однородного удаления электрохромной пленки достигают, например, путем перекрытия области пятен во время сканирования. В одном варианте осуществления перекрытие находится примерно между 5% и 100%, в другом варианте осуществления примерно между 10% и 90%, в еще одном варианте осуществления примерно между 10% и 80%. Соответствующее устройство для выполнения процессов LED/BPE и скрайбирования описаны в заявке на патент США №. 13/436387, поданной 30 марта 2012 г., под названием «ИЗМЕРЕНИЕ КОАКСИАЛЬНОГО ПРОМЕЖУТКА ПУТЕМ СКЛАДЫВАНИЯ ОПТИЧЕСКОЙ ТРАЕКТОРИИ ДАТЧИКА ТРИАНГУЛЯЦИИ», которая включена в настоящий документ в полном объеме посредством ссылки.
[120] Могут быть использованы различные шаблоны сканирования, например, сканирование по прямым линиям, криволинейным линиям и др. При указанных шаблонах сканирования могут сканироваться участки различной формы, например, прямоугольник, круг, овал, многоугольник, неправильная форма и др. или участки других форм, которые могут совместно создавать периферийную область удаления края. В одном варианте осуществления линии сканирования (или «перья», т. е., линии, созданные смежными или перекрывающимися лазерными пятнами, например квадрат, круг и др.) перекрываются на уровнях, описанных выше для перекрытия пятна. То есть, область удаленного материала, образованная траекторией линии предшествующего сканирования, перекрывается с более поздними линиями сканирования, таким образом, чтобы существовало перекрытие. То есть, область шаблона, удаленная перекрывающимися или смежными лазерными пятнами, перекрывается с областью последующего шаблона удаления. Для вариантов осуществления, в которых используется перекрытие, могут быть использованы пятна, линии или шаблоны высокочастотного лазера, например в диапазоне примерно между 5 кГц и 500 кГц. В некоторых вариантах осуществления частота находится примерно между 8-15 кГц, например, примерно между 10-12 кГц. В некоторых других случаях частота может находиться в нижнем диапазоне МГц. Чтобы свести к минимуму нагрев, связанный с повреждением электрохромного устройства на обнаженном крае (т. е. зона термического влияния (heat affected zone, или HAZ)), используют лазеры с более короткой длительностью импульсов. В одном примере длительность импульса находится примерно между 100 фс (фемтосекунд) и 100 нс (наносекунд). В другом варианте осуществления длительность импульса находится примерно между 1 пс (пикосекунд) и 50 нс. В еще одном варианте осуществления длительность импульса находится примерно между 20 пс (пикосекунд) и 30 нс. В других вариантах осуществления может быть использована длительность импульса других диапазонов.
[121] Как показано на фиг. 24A и 24B, последовательность операций 2400 продолжается удалением второй ширины, B, более узкой, чем первая ширина A, по существу, почти по всему периметру подложки, см. 2415. Это может включать удаление материала подложки (например, стекла) или до диффузионного барьера, при его наличии. После выполнения последовательности операций 2400 до 2415, например, на прямоугольной подложке, как изображено на фиг. 24B, существует область периметра с шириной B, где отсутствует первый проводящий проводник, один или больше слоев материала устройства, или второй проводящий слой, так что удаленная ширина B обнажает диффузионный барьер или подложку. Однако в некоторых случаях может существовать небольшое количество проводника, оставшееся после данной операции. Если величина оставшегося проводника является достаточно тонкой, не возникают проблемы с окрашиванием. В данной области периметра существует пакет устройства, включающий первый прозрачный проводник, окруженный с трех сторон перекрытием одного или больше слоев материала, и второй проводящий слой. На остальной стороне (например, нижней стороне по фиг 24B) отсутствует участок перекрытия одного или больше слоев материала и второй проводящий слой. Вместо этого, вблизи данной оставшейся стороны (например, нижней стороны по фиг. 24B) происходит то, что один или больше слоев материала и второй проводящий слой удалены, чтобы обнажать участок (обнажение контактной площадки сборные шины (bus bar pad expose, или BPE)), 2435, первого проводящего слоя, см. 2420. BPE 2435 не должна проходить по всей длине данной стороны, она должна быть только достаточно длинной, чтобы вмещать сборную шину, и оставлять некоторый промежуток между сборной шиной и вторым проводящим слоем, так чтобы не было короткого замыкания на втором проводящем слое. В одном варианте осуществления BPE 2435 охватывает длину первого проводящего слоя на данной стороне. В некоторых вариантах осуществления линия скрайбирования, параллельная BPE, создается через второй проводящий слой, но не через первый проводящий слой. Данное скрайбирование иногда называют изолирующим скрайбированием L3. В некоторых вариантах осуществления данное скрайбирование выполняют вместо операции 2415, удаления второй ширины B по всему периметру подложки. В другом варианте осуществления выполняют LED после нанесения на подложку, без какого-либо предварительного скрайбирования и удаления прозрачного электронного проводника не на краях сборной шины.
[122] Как указано выше, в различных вариантах осуществления BPE находится там, где участок слоев материала удален вниз до нижнего электрода (например, прозрачный проводящий слой оксида (transparent conducting oxide, TCO)) или другой проводящий слой, чтобы создать поверхность для подвода сборной шины, и, таким образом, создать электрический контакт с проводящим слоем. Подведенная сборная шина может представлять собой паяную сборную шину, сборную шину из металлизированной пасты и др. BPE, как правило, имеет прямоугольную площадь, но это не обязательно; BPE может быть любой геометрической формы или неправильной формы. Например, в зависимости от потребности BPE может быть круглой, треугольной, овальной, трапецеидальной или другой многоугольной формы. Форма BPE может быть зависимой от конфигурации электрохромного устройства, подложки, несущей электрохромное устройство (например, окно неправильной формы), или даже от эффективности лазерного шаблона, используемого для удаления поверхности. В одном варианте осуществления BPE охватывает по меньшей мере примерно 50% длины одной стороны электрохромного устройства. В одном варианте осуществления BPE охватывает по меньшей мере примерно 80% длины одной стороны электрохромного устройства. Как правило, но необязательно, ширина BPE является достаточной, чтобы вмещать сборную шину. В некоторых случаях BPE является достаточно широкой, чтобы обеспечивать некоторый промежуток по меньшей мере между активным пакетом электронного устройства и сборной шиной. В некоторых вариантах осуществления BPE является по существу прямоугольной, имея длину, приближающуюся к одной стороне электрохромного устройства. В одном из данных вариантов осуществления ширина прямоугольной BPE находится примерно между 1 мм и15 мм. В другом варианте осуществления ширина прямоугольной BPE находится примерно между 1 мм и 5 мм, например, примерно между 1мм и 3 мм. В другом варианте осуществления ширина прямоугольной BPE находится примерно между 5 мм и 10 мм, например, примерно между 7мм и 9 мм. Как упомянуто, сборная шина может иметь ширину примерно между 1 мм и 5 мм, как правило, ширину примерно 3 мм или 2 мм.
[123] Как упомянуто, в некоторых случаях BPE изготавливают с шириной, достаточной для вмещения ширины сборной шины, а также для оставления промежутка между сборной шиной и электрохромным устройством (так как сборная шина должна контактировать только с нижним проводящим слоем). Ширина сборной шины может превышать ширину BPE (например, если материал сборной шины касается как нижнего проводника, так и стекла (и/или диффузионного барьера) в области 140), до тех пор, пока существует промежуток между сборной шиной и электрохромным устройством, или сборная шина контактирует только с деактивированным участком электрохромного устройства, например, в вариантах осуществления, где есть изолирующее скрайбирование L3. В вариантах осуществления, где ширина сборной шины полностью помещается в BPE, то есть, сборная шина находится полностью поверх нижнего проводника, наружный край вдоль длины сборной шины может быть совмещен с наружным краем BPE, или вставляться, например, примерно между 1 мм и 3 мм. Аналогично, промежуток между сборной шиной и электрохромным устройством в одном варианте осуществления находится примерно между 1 мм и 3мм, в другом варианте осуществления примерно между 1 мм и 2 мм, и в еще одном варианте осуществления составляет примерно 1,5 мм. Формирование BPE описано более подробно ниже, в отношении электрохромного устройства, имеющего нижний электрод, который является слоем TCO. Это сделано только для удобства, нижний электрод может быть любым подходящим электродом для оптического устройства, прозрачного или нет.
[124] Для выполнения BPE область нижнего (первого) электрода (например, нижнего TCO) очищают от нанесенного материала таким образом, чтобы сборную шину можно было выполнить на нижнем электроде. В одном варианте осуществления этого достигают путем обработки лазером, при которой избирательно удаляют нанесенные слои пленки, тоже время оставляя обнаженным нижний электрод в определенной области определенного местоположения. В одном варианте осуществления, чтобы достичь избирательности во время лазерного удаления, используют сравнительные характеристики поглощения нижнего электрода и нанесенных слоев. То есть, так, чтобы электрохромные материалы на нижнем электроде (например, TCO), могли быть избирательно удалены, в то же время оставляя нетронутым материал нижнего электрода. В некоторых вариантах осуществления верхнюю часть слоя нижнего электрода также удаляют, чтобы обеспечить хороший электрический контакт со сборной шиной, например, путем удаления каких-либо смесей нижнего электрода и электронных материалов, которые могли возникнуть во время нанесения. В некоторых вариантах осуществления, когда края BPE обрабатывают лазером, чтобы свести к минимуму повреждения на этих краях, необходимость в скрайбировании линии изоляции L3 для ограничения токов утечки может быть устранена – таким образом может быть исключен этап процесса, в тоже время, достигая необходимых характеристик устройства.
[125] В некоторых вариантах осуществления электромагнитное излучение, используемое для изготовления BPE, такое же самое, как описано выше для выполнения удаления края. (Лазерное) излучение подается, используя любое оптическое волокно или открытую траекторию пучка. Удаление может быть выполнено либо со стороны стекла, либо со стороны пленки, в зависимости от выбора длины волны электромагнитного излучения. Плотности энергии, требуемой для удаления материала, достигают путем пропускания лазерного пучка через оптическую линзу. Линза фокусирует лазерный пучок до необходимой формы и размера, например, пучок с последовательностью прямоугольных импульсов, имеющий размеры, описанные выше, в одном варианте осуществления, имеющий плотность энергии примерно между 0,5 Дж/см2 и 4 Дж/см2. В одном варианте осуществления для изготовления BPE может быть выполнено лазерное сканирование с перекрытием в режиме, аналогичном описанному выше для лазерного удаления края. В некоторых вариантах осуществления для изготовления BPE используют переменную глубину удаления, как описано подробнее ниже.
[126] В некоторых вариантах осуществления, например, вследствие избирательного характера свойств относительного поглощения слоев материала в электронном устройстве, лазерная обработка в фокальной плоскости приводит к существованию некоторого количества (примерно между 10 нм и 100 нм) остаточного материала, например, окиси вольфрама, остающегося на обнаженной площади нижнего проводника. Поскольку многие электрохромные материалы не являются такими же проводящими, как нижележащий слой проводника, сборная шина, изготовленная на таком остаточном материале, может не создавать полный электрический контакт с нижележащим проводником, что может привести к падению напряжения через сборную шину до границы раздела нижнего проводника. Данное падение напряжения может негативно влиять на окрашивание электрохромного устройства, а также влиять на сцепление сборной шины с нижним проводником. Одним из способов преодоления данной проблемы является увеличение энергии лазера, используемой для удаления материала, однако такой подход может приводить к формированию канавки на перекрытии пятна, что может истощать нижний проводник до неприемлемого уровня. Для преодоления данной проблемы лазерное удаление может выполняться над фокальной плоскостью, т. е., в некоторых вариантах осуществления лазерный пучок может быть расфокусирован. В некоторых вариантах осуществления, например, расфокусированный профиль лазерного пучка может быть модифицированным пучком с последовательностью прямоугольных импульсов, или «пучком с последовательностью квазипрямоугольных импульсов». При использовании расфокусированного профиля лазера, плотность энергии, подаваемой к поверхности, может быть увеличена, без повреждения нижележащего TCO в области перекрытия пятна. Данный способ сводит к минимуму количество остаточного материала, оставшегося на обнаженном нижнем слое проводника, и, таким образом, обеспечивает лучший электрический контакт сборной шины с нижним слоем проводника.
[127] В некоторых вариантах осуществления может потребоваться одно или несколько лазерных изолирующих скрайбирований, в зависимости от проектных допусков, выбора материала и др. На фиг. 24C изображены виду сверху трех устройств, 2440a, 2440b и 2440c, каждое из которых представляет собой вариант устройства 2440, как показано на фиг. 24B и 24D. Устройство 2440a похоже на устройство 2440, но содержит линии скрайбирования L2, которые изолируют первый участок электрохромного устройства вдоль сторон, перпендикулярных к сторонам со сборными шинами. Если используются указанные линии скрайбирования L2, удаление перед нанесением нижнего слоя проводника (например, TCO) может быть исключено на краях L2. В конкретном варианте осуществления линию изолирующего скрайбирования L3 выполняют на этих краях в сочетании с удалением перед нанесением нижнего слоя проводника. Устройство 2440b похоже на устройство 2440, но содержит линии изолирующего скрайбирования L3 и деактивирование второго участка устройства между сборной шиной на первом (нижнем) слое проводника и активной областью электрохромного устройства. Устройство 2440c похоже на устройство 2440, но содержит как линии скрайбирования L2, так и линии скрайбирования L3. Хотя варианты линии скрайбирования на фиг. 24C описаны со ссылками на устройства 2440a, 2440b и 2440c, данные варианты могут быть использованы для каких-либо оптических устройств и стекол вариантов осуществления, описанных в настоящем документе. Например, один вариант осуществления представляет собой устройство, аналогичное устройству 2440c, но в котором удаление края охватывает не три стороны, а только сторону, несущую сборную шину на слое верхнего проводника (например, TCO) (или участок, достаточно длинный для того, чтобы вмещать сборную шину). В данном варианте осуществления, поскольку нет участков удаления края на двух сторонах, перпендикулярных к сборным шинам (правая и левая сторона 2440c, как показано), линия скрайбирования L2 может быть ближе к данным краям, чтобы максимизировать видимую область. В зависимости от материала устройства, условий протекания процесса, блуждающих дефектов, обнаруженных после изготовления, и др., могут быть добавлены одна или больше данных линий скрайбирования, чтобы обеспечить соответствующую электрическую изоляцию нижнего и верхнего слоя проводника (электродов) и, таким образом, функции электрохромного устройства. Любое из данных устройств может иметь паронепроницаемый барьер, нанесенный перед одним или всеми данными скрайбированиями или после них. В случае последующего нанесения паронепроницаемый барьер не является, по существу, электропроводным; в противном случае он замыкал бы накоротко электроды устройства при заполнении каналов скрайбирования. Вышеупомянутое сужение края может, очевидно, требовать последующего лазерного изолирующего скрайбирования.
[128] Как показано на фиг. 24A и 24B, после формирования BPE, к устройству подводят сборные шины, сборную шину 2 к обнаженной площади (BPE) 2435 первого (нижнего) слоя проводника (например, первого TCO) и сборную шину 1 к противоположной стороне устройства, ко второму (верхнему) слою проводника (например, второго TCO), на участке второго слоя проводника, который не имеет под собой первого слоя проводника, см. 2445. Такое расположение сборной шины 1 на втором слое проводника позволяет избежать окрашивания под сборной шиной 1 и других проблем, связанных с нахождением функционального устройства под данной сборной шиной 1. В данном примере лазерное изолирующее скрайбирование может быть не обязательным при изготовлении устройства.
[129] На фиг. 24B показаны поперечные разрезы Z-Z' и W-W' устройства 2440. Виды поперечных разрезов устройства 2440 по Z-Z' и W-W' показаны на фиг. 24D. Изображенные слои и размеры выполнены не в масштабе, но имеют значение для представления функциональных возможностей конфигурации. В данном примере диффузионный барьер был удален, когда изготавливались ширина A и ширина B. А именно, область 140 периметра свободна от первого слоя проводника и диффузионного барьера; хотя в одном варианте осуществления диффузионный барьер оставлен нетронутым на краю подложки по периметру одной или больше сторон. В другом варианте осуществления диффузионный барьер имеет одинаковую протяженность с одним или больше слоев материала и вторым слоем проводника (таким образом, ширина A выполняется на глубину диффузионного слоя, а ширина B выполняется до глубины, достаточной для удаления диффузионного барьера). В данном примере существует участок перекрытия, 2445, одного или больше слоев материала по трем сторонам функционального устройства. На одном из данных участков перекрытия, на втором слое проводника (например, втором TCO), изготавливается сборная шина 1. В одном варианте осуществления слой паронепроницаемого барьера изготавливают одинаковой протяженности со вторым слоем проводника. Паронепроницаемый барьер, как правило, является высокопрозрачным, например, окись алюминия-цинка, окись цинка, двуокись кремния и их смеси, аморфные, кристаллические и смешанные аморфно-кристаллические. В данном варианте осуществления участок паронепроницаемого барьера удален, чтобы обнажить второй слой проводника для сборной шины 1. Данный обнаженный участок аналогичен области BPE 2435, для сборной шины 2. В некоторых вариантах осуществления слой паронепроницаемого барьера также является электропроводным, и не требуется выполнять обнажение второго слоя проводника, т. е. сборная шина может быть выполнена на слое паронепроницаемого барьера. Например, слой паронепроницаемого барьера может представлять собой ITO, например, аморфный ITO, и, таким образом, может быть достаточно электропроводным для этой цели. Аморфная морфология паронепроницаемого барьера может обеспечивать большую герметичность, чем кристаллическая морфология.
[130] На фиг. 24D изображены слои электронного устройства, перекрывающие слой первого проводника (например, TCO), особенно, участок перекрытия, 2445. Хотя и выполненный не в масштабе, поперечный разрез Z-Z', например, изображает согласованный характер слоев электрохромного пакета и второго слоя проводника (например, TCO), повторяя форму и контур первого слоя проводника, включая участок перекрытия 2445.
[131] В различных вариантах осуществления операции, описанные выше, могут быть выполнены в другом порядке, а некоторые операции могут быть исключены или выполнены на меньшем количестве сторон или на других сторонах, чем упомянутые. В конкретном варианте осуществления последовательность операций является следующей: выполнение LED после нанесения на 3 сторонах электрохромного стекла; выполнение операции BPE; выполнение операции изолирующего скрайбирования L3; и выполнение операции LED после нанесения сборной шины прозрачного электрического проводника (TEC).
[132] Вышеупомянутые способы изготовления описаны в отношении прямоугольных оптических устройств, например, прямоугольных электрохромных устройств. Это необязательно, поскольку их также можно применять для других форм, правильных или неправильных. Кроме того, расположение перекрывающихся слоев устройства, а также BPE и другие функции могут быть на одной или больше сторон устройства, в зависимости от необходимости. Альтернативная конструкция/конфигурация данных свойств описан более подробно в заявке на патент США № 13/452032, поданной 20 апреля 2012 г., под названием «УГЛОВАЯ СБОРНАЯ ШИНА», которая включена в настоящий документ в полном объеме посредством ссылки. Как описано со ссылкой на фиг. 24A и 24B, описанное ниже изготовление может также включать в себя другие особенности, такие как полирование нижнего слоя проводника, сужение края, BPE с удалением на несколько глубин, и др. Для краткости, описание данных особенностей не повторяется, но один вариант осуществления представляет собой любую конфигурацию устройства, описанную ниже, с одной или больше особенностей, описанных со ссылками на фиг. 24A и 24B.
[133] На фиг. 24E приведен схематический чертеж вида сверху, изображающий этапы изготовления, аналогичные тем, которые описаны со ссылками на прямоугольную подложку, показанную на фиг. 24B, но на круглой подложке, в соответствии с вариантом осуществления. Подложка также может быть овальной или иметь другой криволинейной край. Как описано ранее, удаляют первую ширину A, см. 2405. На подложку наносят один или больше слоев материала и второй слой проводника (и при необходимости паронепроницаемый барьер), см. 2410. Вторую ширину B удаляют по всему периметру подложки, см. 2415 (140a является аналогом 140). BPE, 2435a, изготавливают, как описано выше, см. 2420. Наносят сборные шины, см. 2425, чтобы изготовить устройство 2440d (так, например, в соответствии со способами, описанными выше, по меньшей мере одну вторую сборную шину наносят на второй проводящий слой вблизи стороны оптического устройства, противоположной по меньшей мере одному обнаженному участку первого проводящего слоя).
[134] В общепринятом процессе лазерного удаления края для электрохромных устройств прямоугольной формы, для удаления материала с прямоугольной подложки могут быть использованы прямоугольные (например, квадратные) лазерные шаблоны. В данном типе процесса лазер перемещается линейно, образуя линии взад-вперед по поверхности устройства, с определенной степенью однородности перекрытия между образуемыми линиями. Лазерные линии, как правило, параллельны или перпендикулярны локальной периферии устройства. Следует отметить, что, когда используется прямоугольный шаблон, нет возможности эффективно выполнять удаление края на краях, которые являются криволинейными, или на краях, которые ориентированы не под прямым углом к другим краям.
[135] При выполнении лазерного шаблона релевантными являются различные элементы. Во-первых, могут быть сделаны различия между лазерной установкой и сканером. Сканер, как правило, является частью лазерной установки. Сканер может светить и направлять лазерный пучок в соответствии с шаблоном, предусмотренным для сканера. Сам сканер не распознает свое положение в данное время относительно заготовки. Для подачи команд, как правило, используют управляющую программу, которая направляет лазерную установку в положение сканера относительно заготовки. В различных вариантах осуществления данную программу используют для переустановки сканера после выполнения шаблона и для направления сканера, чтобы выполнить следующий шаблон, таким образом, обеспечивая, чтобы сканер выполнял следующий шаблон в соответствующем положении заготовки. Сканер принимает команды (как правило, в виде управляющей программы), определяющие шаблон или шаблоны, которые сканер будет использовать, чтобы светить и направлять лазерный пучок в соответствии с шаблоном или шаблонами. Лазерная установка принимает команды, детализирующие, где устанавливать сканер относительно заготовки. Данные команды могут содержать информацию относительно синхронизации и позиционирования различных процессов/компонентов.
[136] На фиг. 25A изображена область электрохромного устройства, в которой один прямоугольный лазерный шаблон удалил материал с поверхности устройства. Светлая область 2501 находится там, где материал был удален. Главным образом, линейная ориентация точек на рисунке указывает линейную траекторию лазерных пятен по поверхности устройства. При использовании прямоугольного шаблона лазер может эффективно выполнять LED/BPE либо в направлении x, либо в направлении y, параллельно прямоугольному краю подложки, но не так легко вдоль диагонального края. На фиг. 25B показана большая площадь электрохромные устройства, где лазерный шаблон был повторен. Здесь прямоугольный шаблон был выполнен дважды, один раз по области 2502, и один раз по области 2503. В некоторых случаях шаблоны могут быть повторены вследствие ограниченного оптического диапазона используемого лазера. В некоторых вариантах осуществления либо лазер, либо заготовка или они оба могут быть переориентированы между последующими повторениями шаблона. Данный тип шаблона может быть повторен по периферии устройства, как описано в настоящем документе. В некоторых вариантах осуществления шаблон, отслеживаемый лазером, может изменяться для различных краев устройства. То есть, различные шаблоны могут быть использованы для различных краев. Например, если устройство является прямоугольным, первый лазерный шаблон на первом крае может иметь сходство с прямоугольным шаблоном, показанным на фиг. 25A и 25B. В одном варианте осуществления первый прямоугольный лазерный шаблон используют на двух противоположных краях, что приводит к удалению материала в области шириной примерно 14 мм при длине примерно 50 мм. Второй лазерный шаблон может быть использован на соседних краях, например шаблон, приводящий к удалению области шириной примерно 50 м при длине 14 мм (так что размеры являются обратными по сравнению с первым шаблоном).
[137] Данная конфигурация и спаривание шаблонов хорошо работает для устройств прямоугольной формы. Однако вследствие ограничений, присущих прямоугольному лазерному шаблону, данный способ гораздо менее эффективен для устройств непрямоугольной формы. Например, на фиг. 26A показан вариант осуществления, где устройство 2600 имеет форму трапеции, а лазерный шаблон является прямоугольным. В данном случае для удаления всего необходимого материала требуются два прохода через лазерную установку. При первом проходе через установку выполняют LED на краях 2602, 2604 и 2606. Когда LED выполнено на крае 2606, захваты 2610 индивидуально открываются и отходят назад, как необходимо для обнажения поверхности для лазера. После того, как лазер выполняет LED соответствующего участка края, захваты могут индивидуально повторно захватывать устройство для обеспечения стабильности. Край 2608, который находится под углом в ориентации устройства 2600 при первом проходе, не может подвергаться LED во время первого прохода, поскольку прямоугольный шаблон ориентирован в направлении, делающий невозможным соблюдение данного, находящегося под углом края. Вместо этого устройство 2600 должно быть переориентировано, и подвергнуто второму проходу через лазерную установку. Во время второго прохода материал удаляется с края 2608.
[138] Данная переориентация устройства может быть нежелательной. Например, переориентация устройства может вызвать отклонение от заданного положения устройства, причем даже небольшое отклонение может привести к результатам, которые выходят за приемлемые допуски. Одним из факторов, который может способствовать отклонению, является то, что трудно продвигать устройство через лазерную установку в точно одинаковом направлении. В общем, устройство продвигают через лазерную установку, прилагая усилие к части (или вблизи) участку устройства, который входит в установку последним (например, угол между краями 2606 и 2608 во время первого прохода, и угол между краями 2602 и 2604 во время второго прохода). Если этот участок является плоским (например, для прямоугольного устройства), может быть сравнительно легко продвинуть устройство в однородном, линейном режиме. Однако если этот участок представляет собой угол или какую-то неплоскую или выступающую форму, может быть трудно достичь линейного перемещения устройства через установку. Например, если усилие прилагают вблизи выступающего угла, устройство может поворачиваться на некоторый угол. Какой-либо поворот будет вызывать неоднородное удаление материала, что может привести к повреждению устройства. Кроме того, переориентация устройства может вызывать дополнительные погрешности обработки, которые возникают, когда захваты захватывают стекло неправильно, или когда сканер неправильно находит исходную точку (например, угол/край). Переориентация устройств также может быть нежелательной, поскольку может привести к тому, что устройство физически не пройдет через лазерную установку. Например, когда стекло 2600 поворачивают для второго прохода через установку, как описано выше, оно может быть слишком высоким в направлении y, чтобы входить в лазерную установку.
[139] Для преодоления данных ограничений в некоторых вариантах осуществления используют альтернативные лазерные шаблоны. Например, для удаления материала в разнообразных формах, в ряде лазерных шаблонов могут быть использованы круглые пятна. В другом примере для удаления материала может быть использован прямоугольный лазерный шаблон (который может использовать угловое прямоугольное пятно), особенно, когда устройство включает в себя край, который находится не под прямым углом к соседним краям. В других вариантах осуществления шаблон может быть другим непрямоугольным шаблоном пятна, таким как многоугольный шаблон или шаблон неправильной формы. В некоторых вариантах осуществления данные альтернативные шаблоны могут быть использованы для удаления материала с конкретных участком стекла, например, в угловой зоне. Путем использования угловых / криволинейных / других непрямоугольных шаблонов могут быть выполнены процессы LED и BPE, без переориентации и/или повторного захвата для широкого разнообразия форм.
[140] На фиг. 27 показано круглое пятно шаблона, которое может быть использовано для выполнения операций LED и BPE. Например, данное круглое пятно может быть использовано в перекрывающемся круглом шаблоне для удаления материала почти любой формы. Касательная к внутреннему краю окружности (т. е. краю окружности, обращенному к центру стекла) будет определять внутренний край удаленной области. На фиг. 28A показан пример перекрывающегося круглого шаблона, используемого для удаления материала из края дугообразного стекла 2800A. Данный чертеж выполнен не в масштабе, и представлен только с целью широкой иллюстрации перекрывающихся круглых шаблонов. В некоторых случаях круги могут перекрываться более существенно, чтобы удалять больше материала, при необходимости. В показанном варианте осуществления весь лазерный шаблон выполнен из перекрывающихся кругов. На фиг. 28B показан другой пример дугообразного стекла 2800B. В показанном варианте осуществления использованы как перекрывающийся круглый, так и прямоугольный шаблоны.
[141] На фиг. 29 показан угловой прямоугольный шаблон, который может быть использован для операций LED и BPE. При угловом прямоугольном шаблоне лазер способен перемещаться в любом линейном направлении вдоль определенного угла. Иначе говоря, лазер не ограничен в перемещении в направлении x и y, которые типично используют в традиционной лазерной установке, использующей не угловой прямоугольный шаблон. В некоторых случаях используют прямоугольное пятно, которое образовано вдоль угла. На фиг. 30 изображен вариант осуществления как угловых, так и не угловых прямоугольных лазерных шаблонов, которые могут быть использованы для удаления материала с краев стекла 3000 трапецеидальной формы.
[142] Использование непрямоугольных пятен и шаблонов, и угловых лазерных шаблонов может быть выгодным по нескольким причинам. Во-первых, данные альтернативные лазерные шаблоны могут упростить процесс производства, поскольку стекла не должны переориентироваться во время операций LED/BPE. Избегая переориентации вручную, понижают или устраняют потери вследствие таких операций. Другим преимуществом использования непрямоугольных и/или угловых лазерных шаблонов может быть то, что они дают возможность выполнения операций LED/BPE на криволинейных формах, таких как круглые, полукруглые, овальные и др. и многоугольных формах, таких как треугольные, шестиугольные, восьмиугольные, трапецеидальные и др. Описанные в настоящем документе способы позволяют обрабатывать оптические устройства почти любой формы и размера.
[143] В некоторых случаях ориентация пятен/пятна регулируется путем поворота волокна лазерной установки и/или путем пропускания лазерного пучка через вращающиеся призмы. Если шаблон вращается, но пятна, образующие шаблон, не вращаются, шаблон может иметь неровный пилообразный край, например, как показано на фиг. 31. Здесь форма использованного пятна является квадратной, ориентированной, как показано на чертеже. Совокупность форм пятен в различные моменты определяет область удаления. В показанном примере как край стекла, так и желаемый край шаблона являются гладкими. Однако фактическая область удаления не следует краю стекла, поскольку формы пятен не ориентированы под тем же углом, что и шаблон. В данном случае предпочтительно поворачивать форму пятна до ориентации, которая совпадает с ориентацией шаблона, чтобы достичь области удаления с гладким краем.
[144] На фиг. 32 показан вариант осуществления, иллюстрирующий, как вращение волокна может быть использовано для поворота ориентации пятна на подложке. В данном примере квадратная форма пятна повернута на 45 градусов из первой ориентации во вторую ориентацию, где оно появляется в виде ромба. Квадратные формы пятна в двух ориентациях являются одинаковыми, но они ориентированы под разными углами. В лазерной установке гауссов пучок может быть запущен в волокно с квадратной сердцевиной. Выход квадратного волокна может быть «изображен» на поверхности пленки путем установки оборачивающего объектива. Сканер может быть использован для развертки формы пятка в направлении x и/или y на подложке. Путем поворота волокна на входном соединении квадратная форма пятна при первой ориентации в фокальной плоскости лазерной установки может быть повернута во вторую ориентацию.
[145] На фиг. 33 изображен вариант осуществления, в котором для поворота ориентации формы пятна использована призма Дове. В данном варианте осуществления гауссов пучок запущен в волокно с квадратной сердцевиной. Выход квадратного волокна «изображен» на поверхности пленки путем установки оборачивающего объектива. Призма Дове может быть введена между коллиматорной линзой и сканером, в области коллимированного пучка. Когда призма поворачивают, ориентация формы пятна поворачивается в два раза больше поворота призмы. Иначе говоря, для каждых N градусов поворота призмы форма пятна поворачивается на 2N градусов. В варианте осуществления, показанном на фиг. 33, например, призма поворачивается на 22,5°, тогда как ориентация квадратного пятна на подложке поворачивается на 45°.
[146] На фиг. 34 показано функционирование призмы Дове. Данный тип призмы представляет собой отражательную призму, которая может быть использована для обращения изображения. Призмы Дове сформированы как усеченные прямые призмы. Пучок света, который поступает на одну из наклонных плоскостей призмы, будет подвергаться полному внутреннему отражению вдоль внутренней части самой длинной грани призмы (нижней грани, как показано на фиг. 34). Изображение появляется с противоположной наклонной грани, и является зеркально отраженным по вертикали, но горизонтально обращенным (если имело место только одно отражение). Когда призма Дове поворачивается вдоль своей продольной оси, передаваемое изображение поворачивается в два раза больше поворота призмы, как упомянуто выше. Данное свойство позволяет призме Дове поворачивать изображение на любой необходимый угол. В варианте осуществления, показанном на фиг. 34, призма повернута на 20°, а ориентация формы пятна повернута на 40°.
[147] Хотя в описанных вариантах осуществления могут иметься конфигурации сборной шины, имеющие одну шину (например, «верхнюю» сборную шину), соединенную с верхним слоем, и другую сборную шину (например, «нижнюю» сборную шину), соединенную с нижним слоем, сборные шины могут быть при необходимости соединены с противоположными слоями в других вариантах осуществления. В данных других вариантах осуществления схемы линий скрайбирования и/или слоев BPE, и другие характеристики могут быть модифицированы, чтобы обеспечивать такие изменения в соединениях с верхним и нижним слоями.
[148] Кроме того, хотя иллюстрируемые варианты осуществления устройства могут иметь определенные размеры, могут быть использованы другие размеры.
[149] Хотя вышеуказанное описание приведено с некоторыми деталями для облегчения понимания, описанные варианты осуществления являются лишь иллюстративными, а не ограничивающими. Специалисту в данной области должно быть понятно, что могут быть выполнены определенные изменения и модификации в объеме настоящего описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЕНИЕ ПЕРЕКЛЮЧЕНИЯМИ В ОПТИЧЕСКИ ПЕРЕКЛЮЧАЕМЫХ УСТРОЙСТВАХ | 2014 |
|
RU2660395C2 |
| УПРАВЛЕНИЕ ТОНКОПЛЕНОЧНЫМИ ПЕРЕКЛЮЧАЕМЫМИ ОПТИЧЕСКИМИ УСТРОЙСТВАМИ | 2013 |
|
RU2644085C2 |
| ТОНКОПЛЕНОЧНЫЕ УСТРОЙСТВА И ИХ ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2637382C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОХРОМНЫХ ОКОН | 2013 |
|
RU2623920C2 |
| КОНТРОЛЛЕР ДЛЯ ОПТИЧЕСКИ ПЕРЕКЛЮЧАЕМЫХ ОКОН | 2013 |
|
RU2656013C2 |
| МОНИТОРИНГ ОБЪЕКТОВ, СОДЕРЖАЩИХ ПЕРЕКЛЮЧАЕМЫЕ ОПТИЧЕСКИЕ УСТРОЙСТВА И КОНТРОЛЛЕРЫ | 2015 |
|
RU2684751C2 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПОЛНЕННЫМИ С ВОЗМОЖНОСТЬЮ ТОНИРОВАНИЯ ОКНАМИ | 2014 |
|
RU2657684C2 |
| УПРАВЛЕНИЕ ИЗМЕНЕНИЕМ СОСТОЯНИЙ ОПТИЧЕСКИ ПЕРЕКЛЮЧАЕМЫХ УСТРОЙСТВ | 2013 |
|
RU2658096C2 |
| ЭЛЕКТРОХРОМНОЕ УСТРОЙСТВО | 2019 |
|
RU2810917C1 |
| ПРОТИВОЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХРОМНЫХ УСТРОЙСТВ | 2015 |
|
RU2700361C2 |
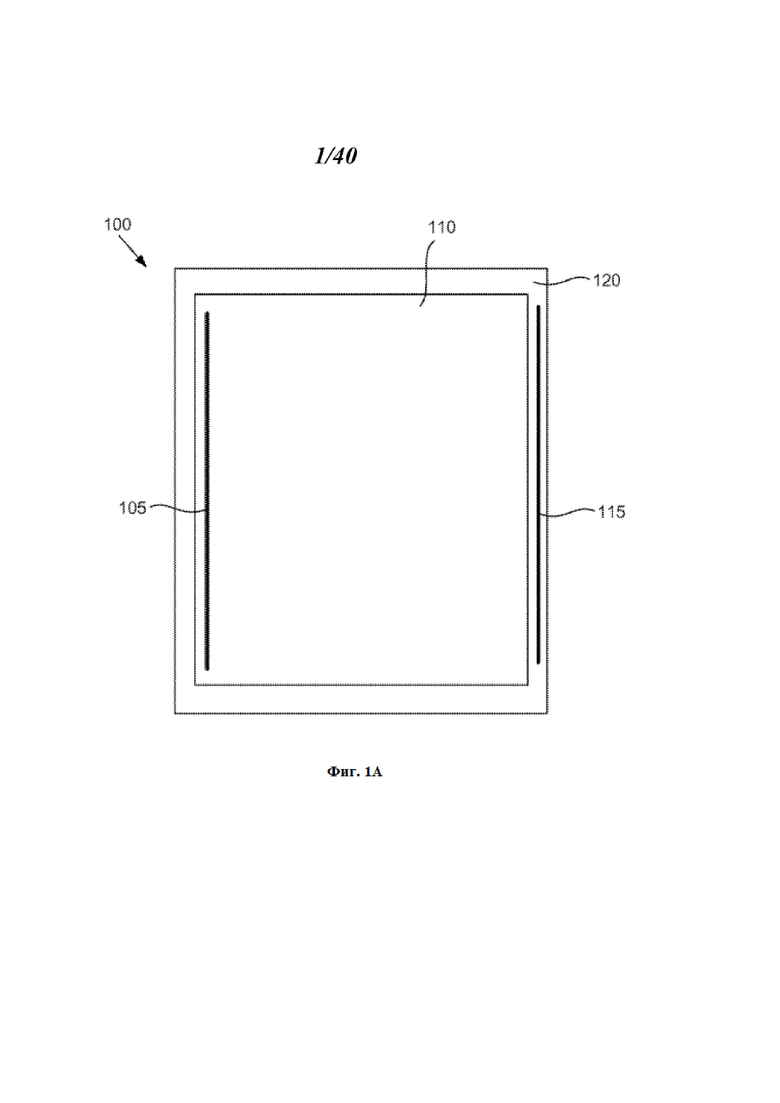
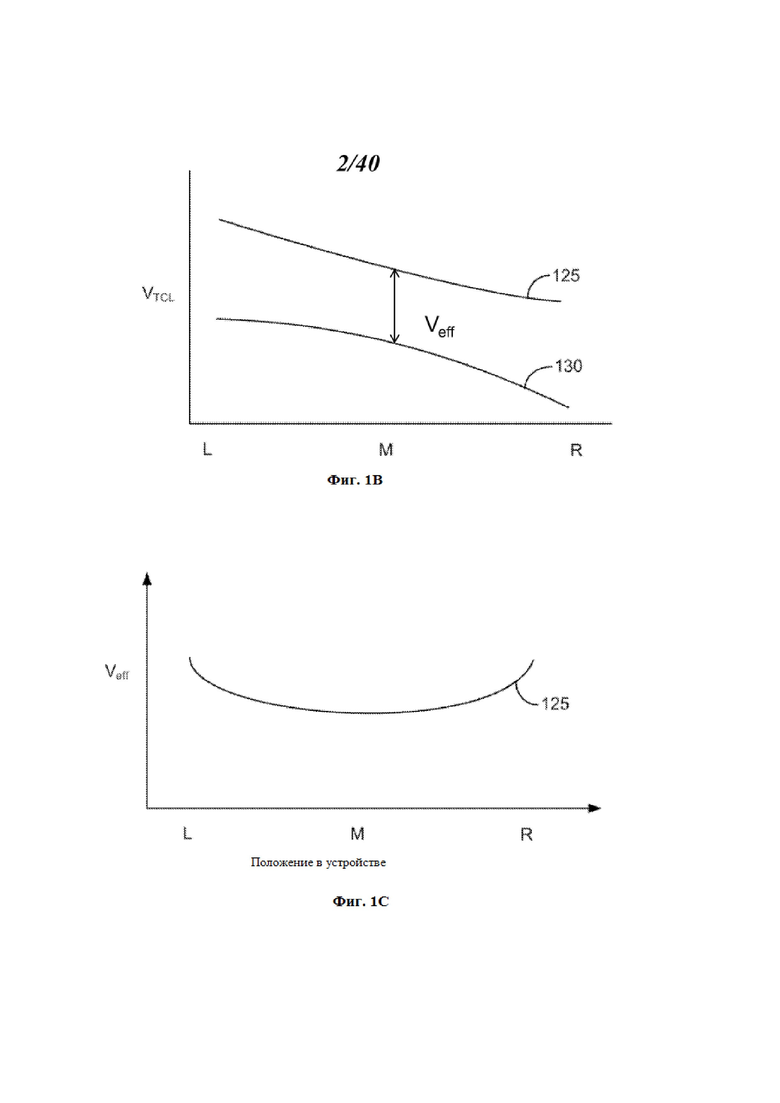
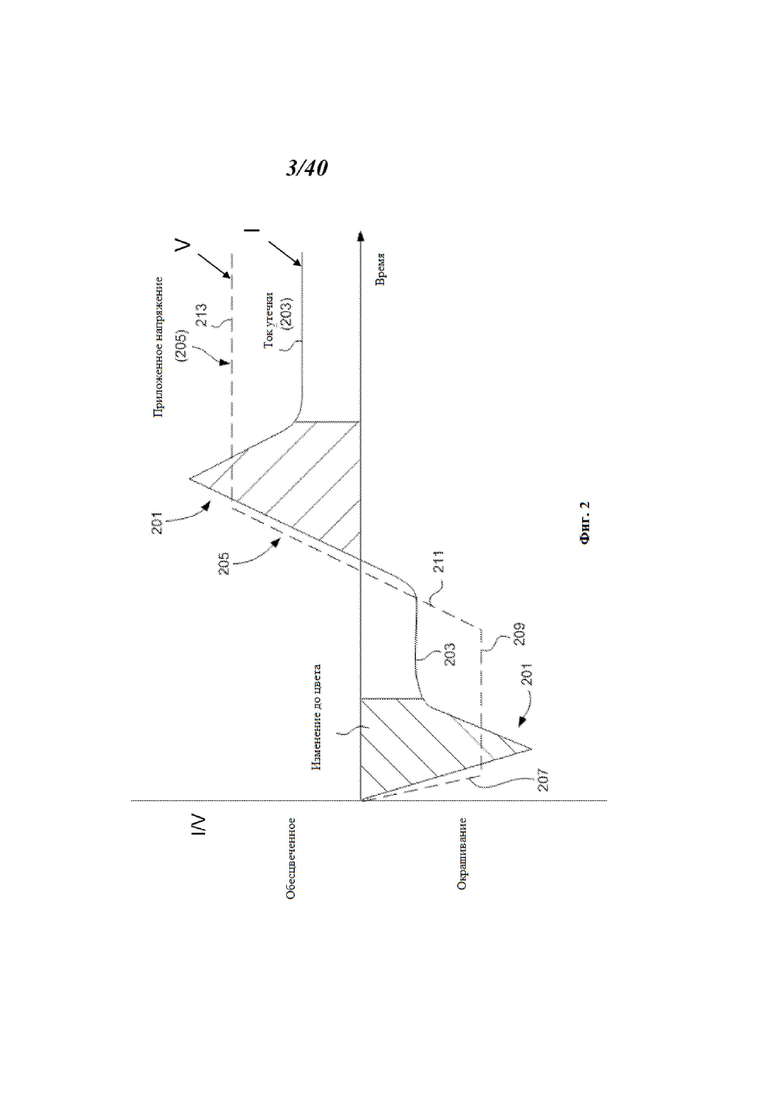
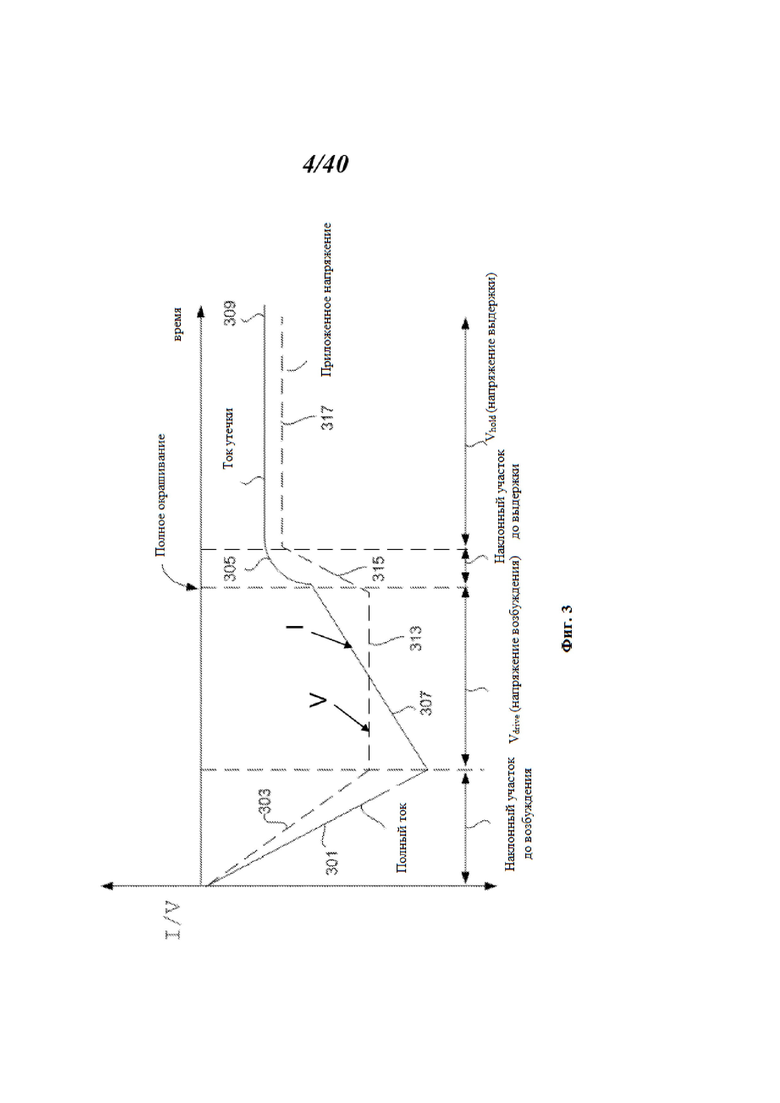
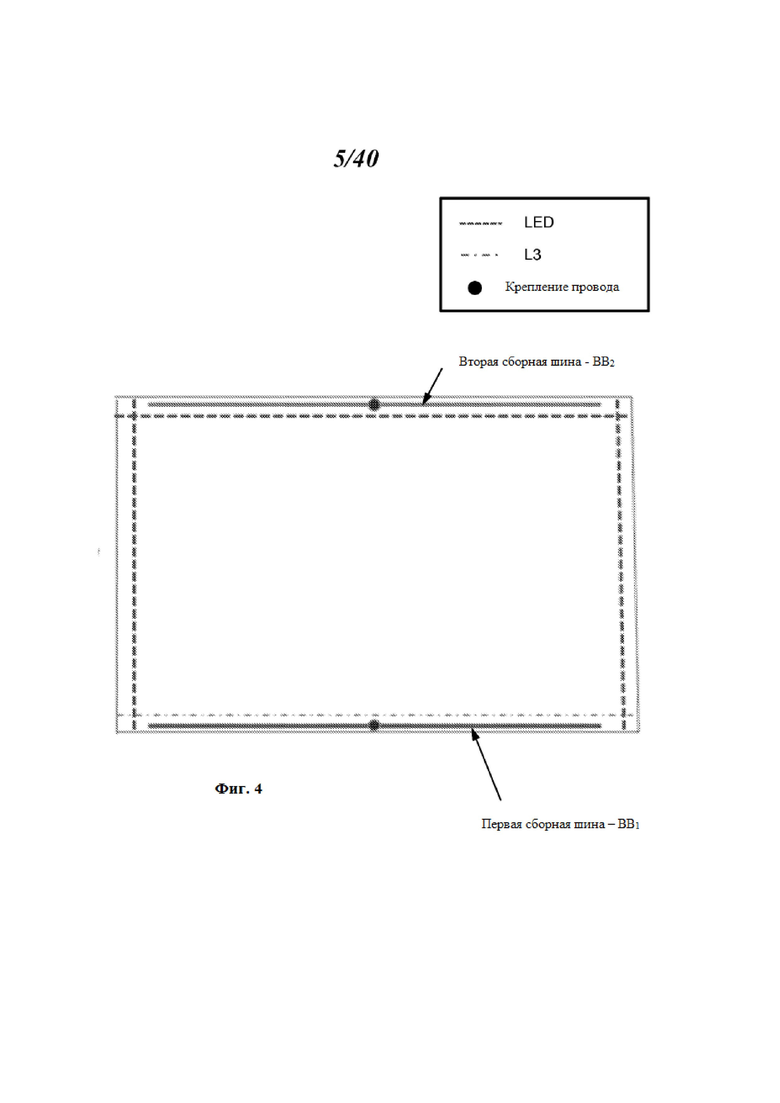
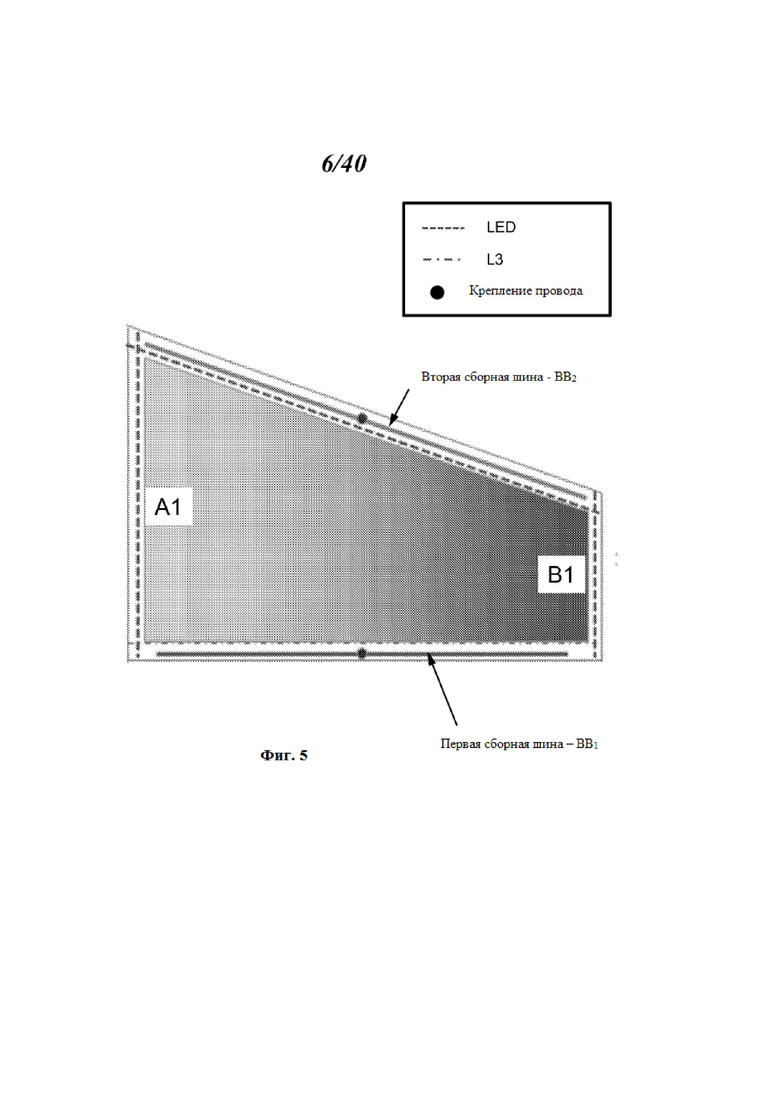
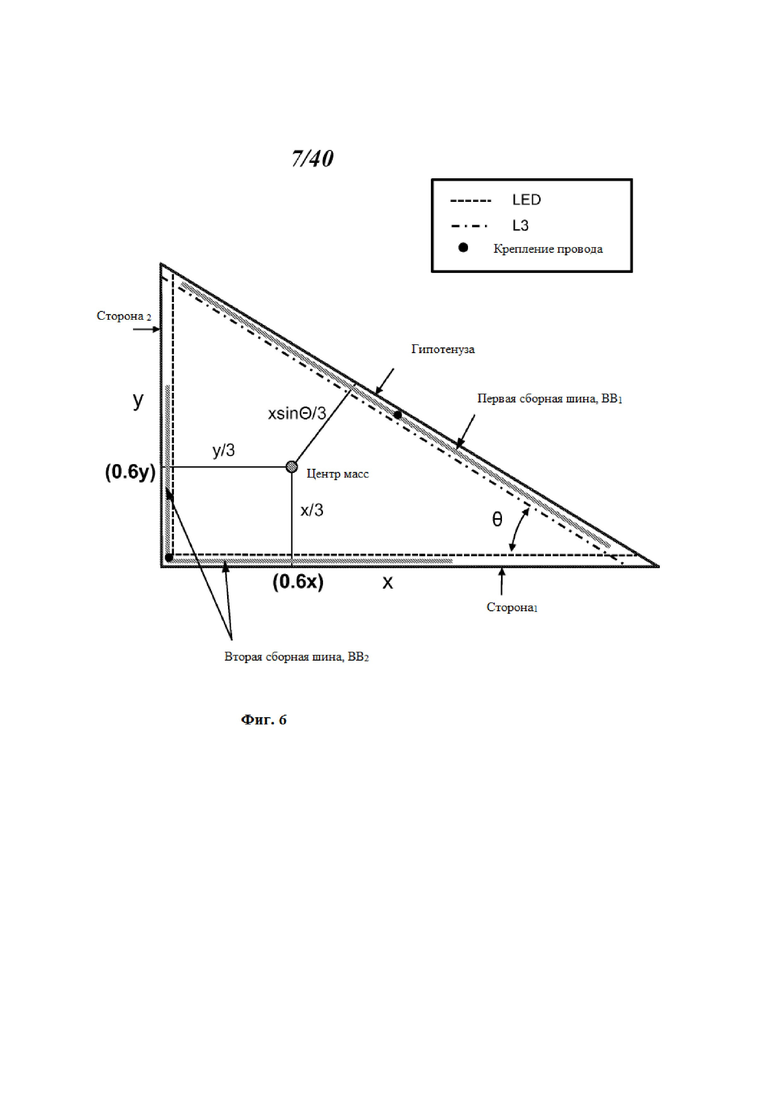
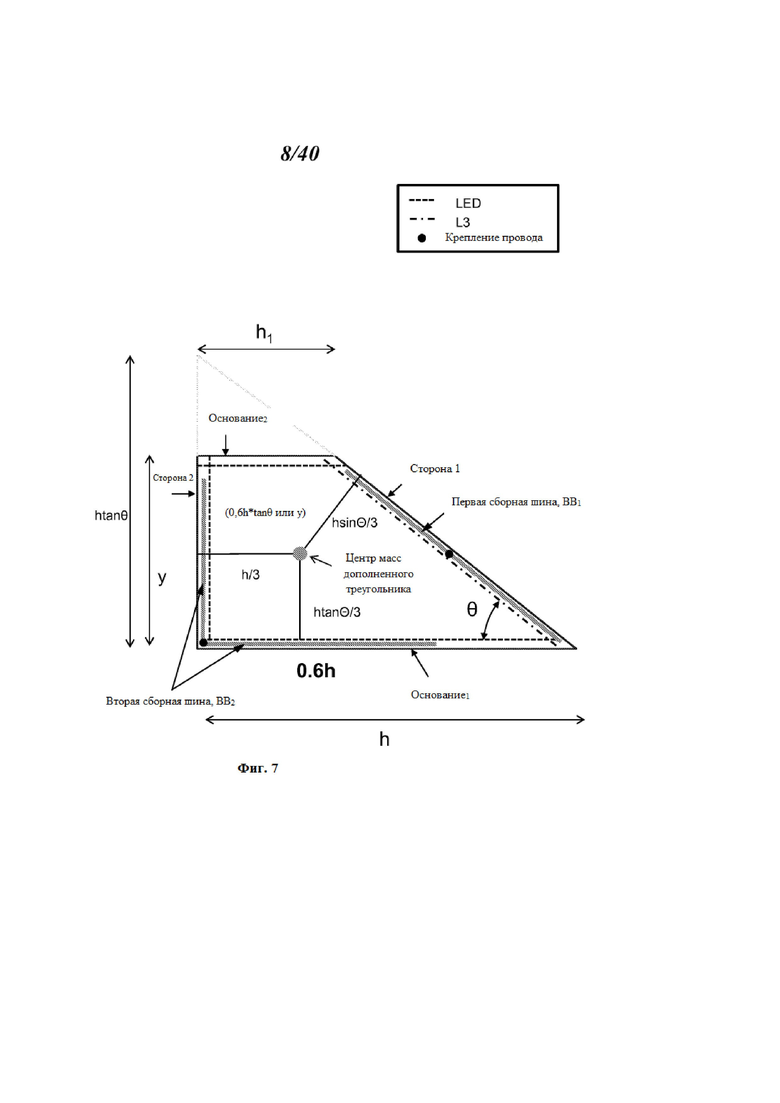
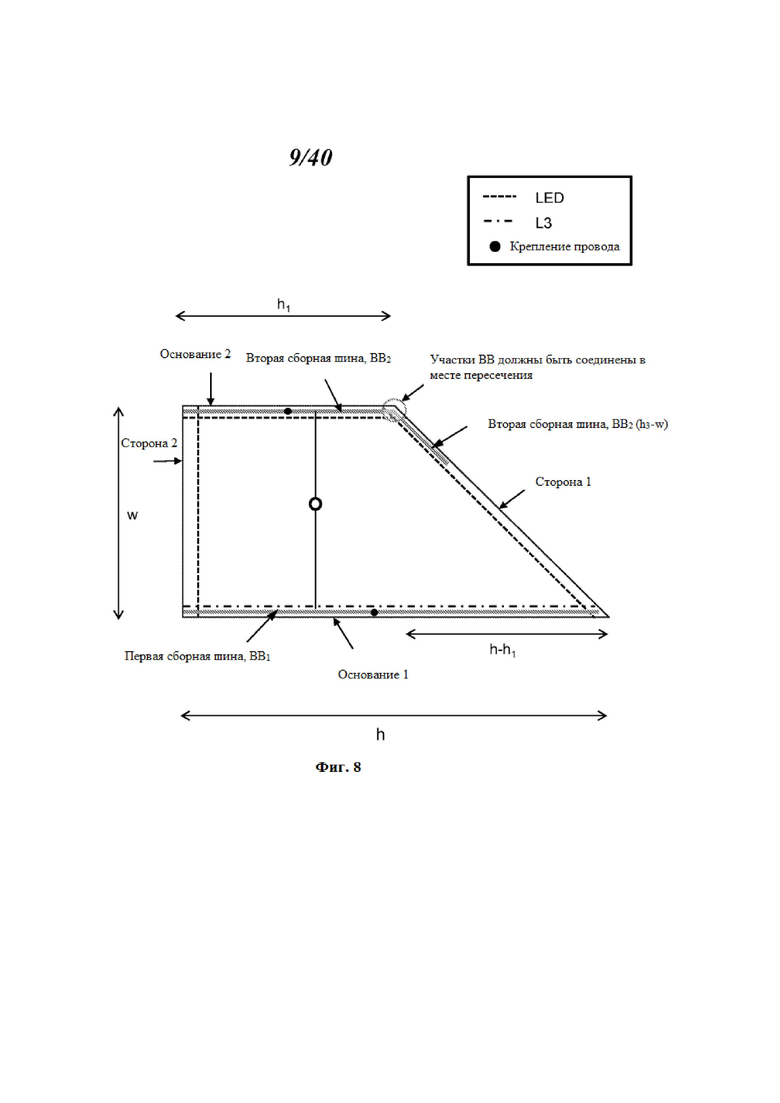
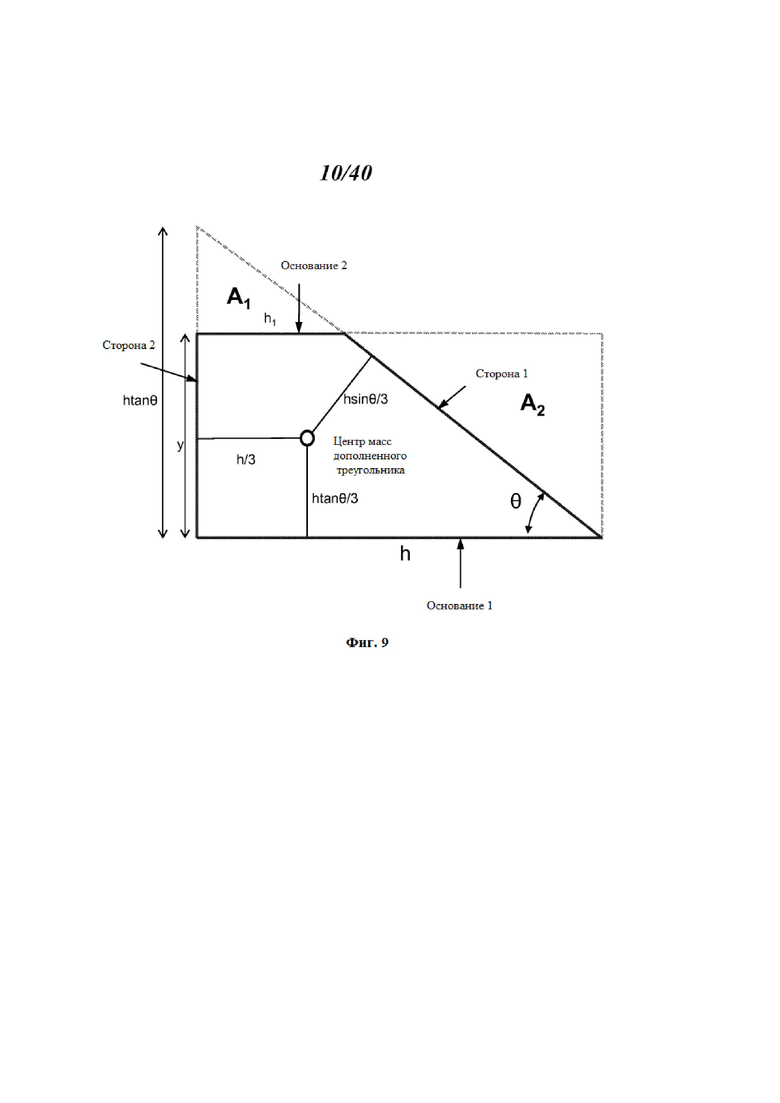
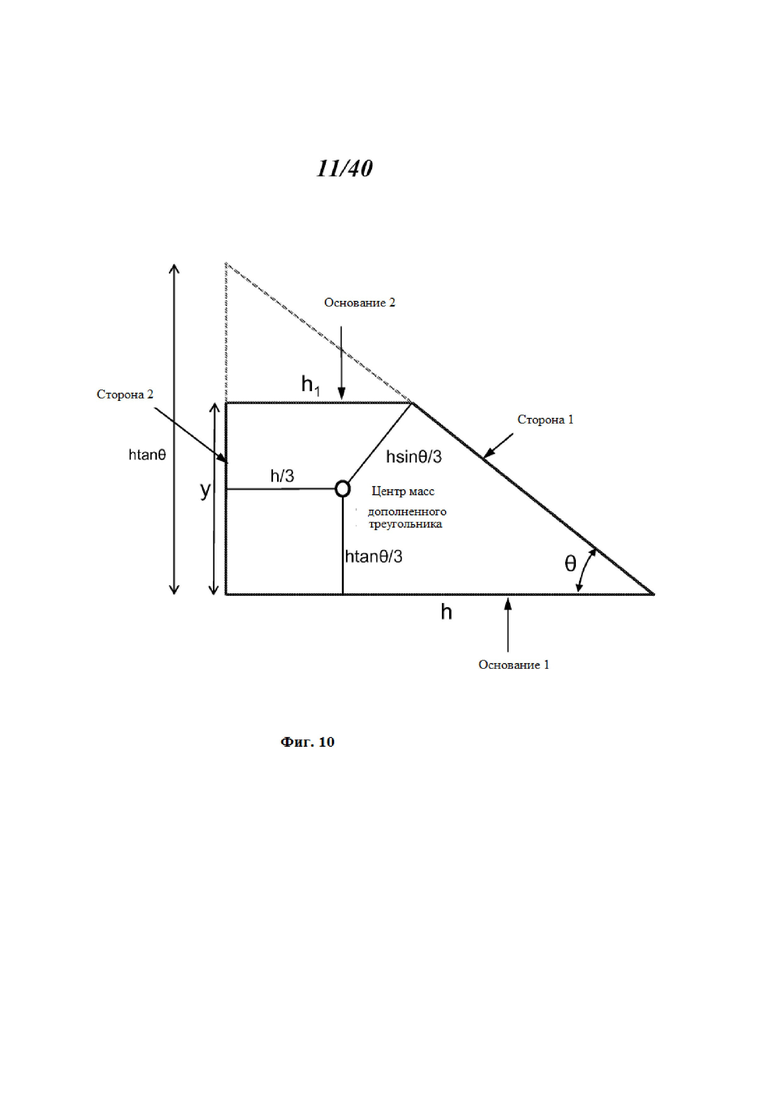
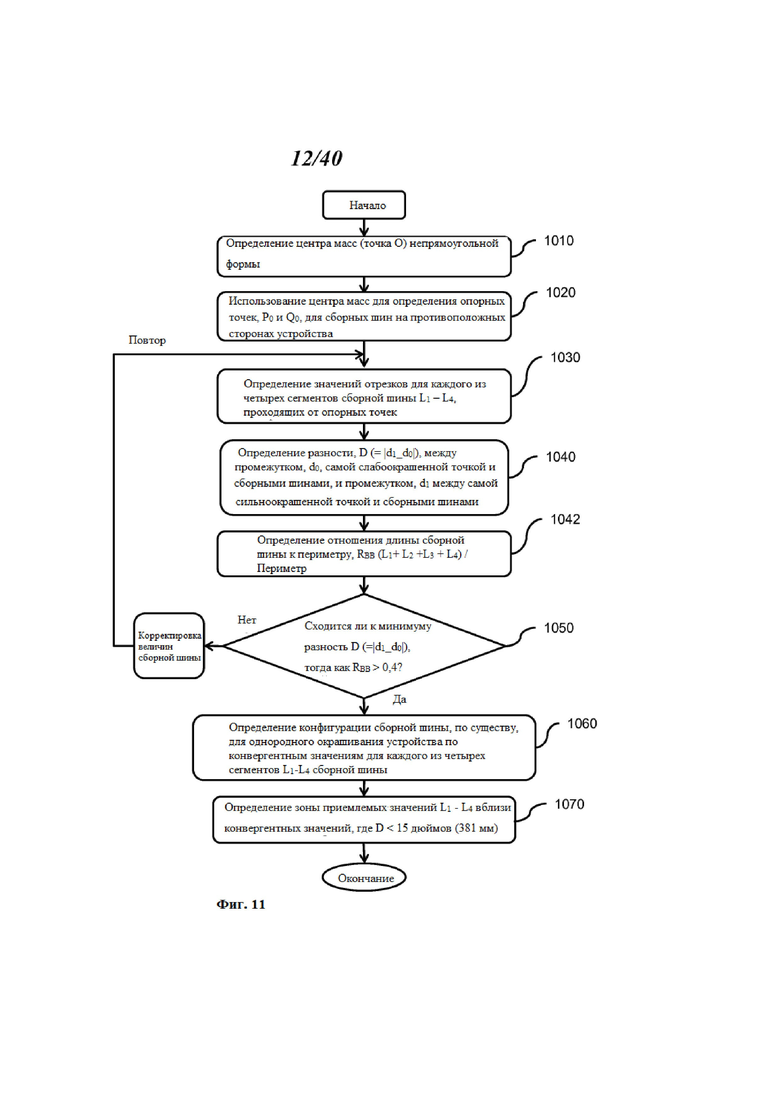
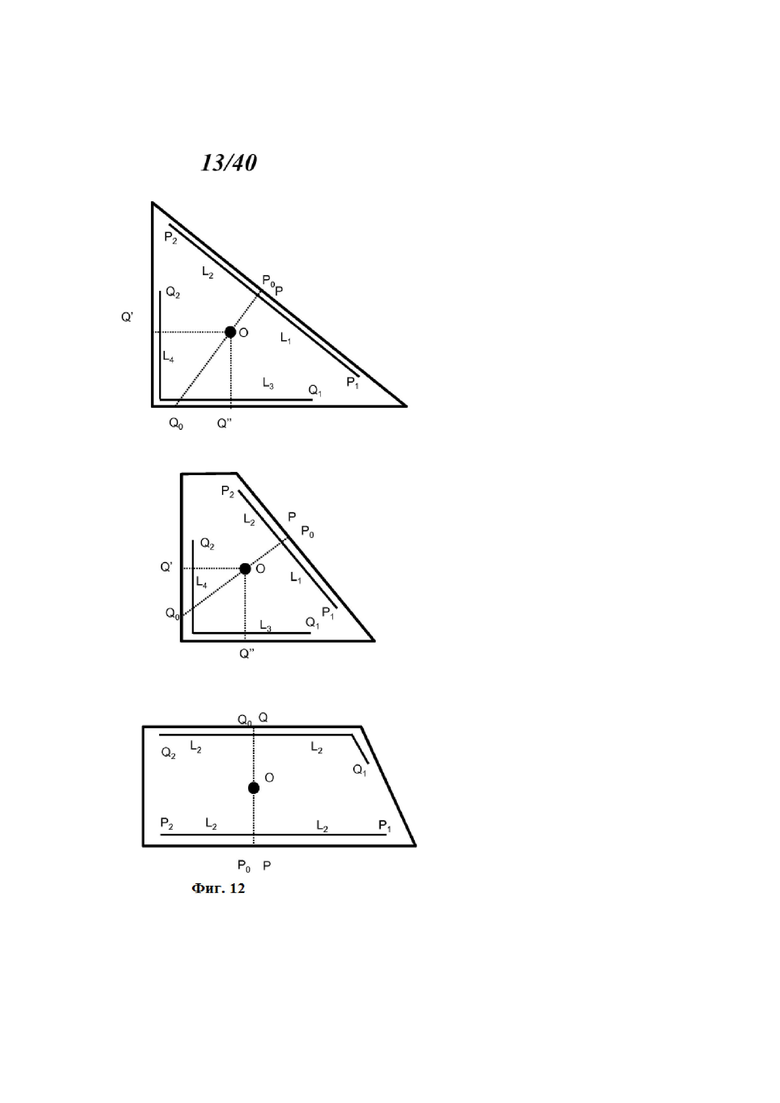
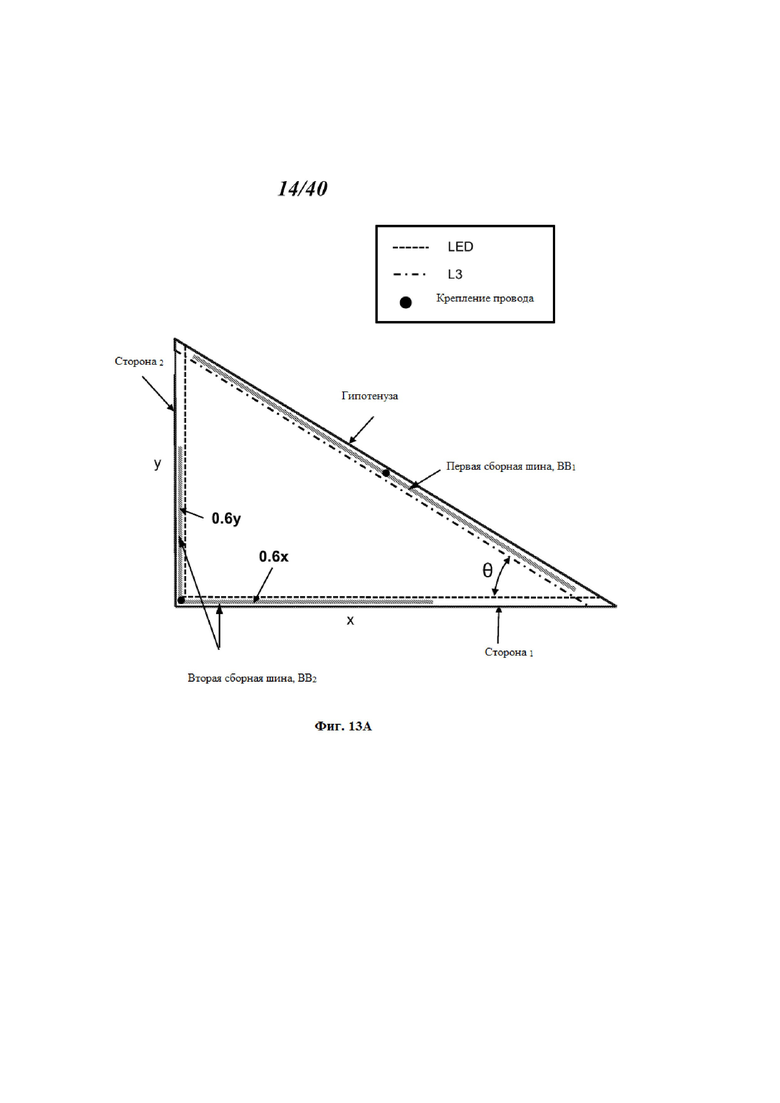
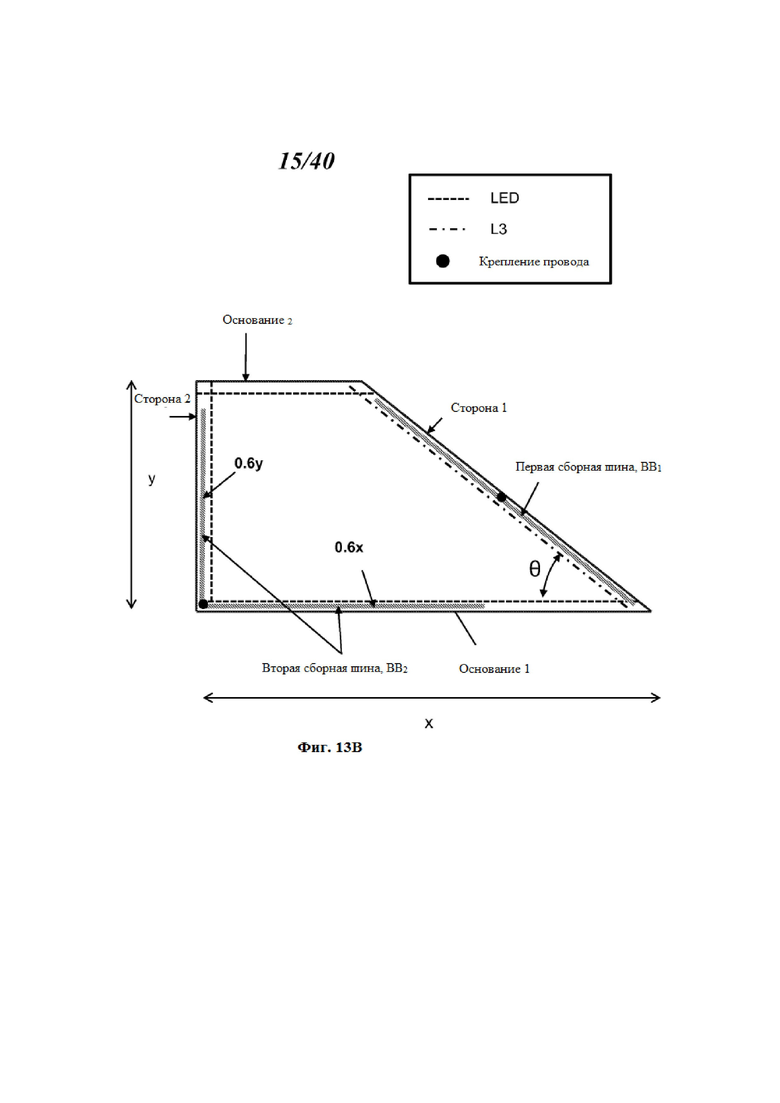
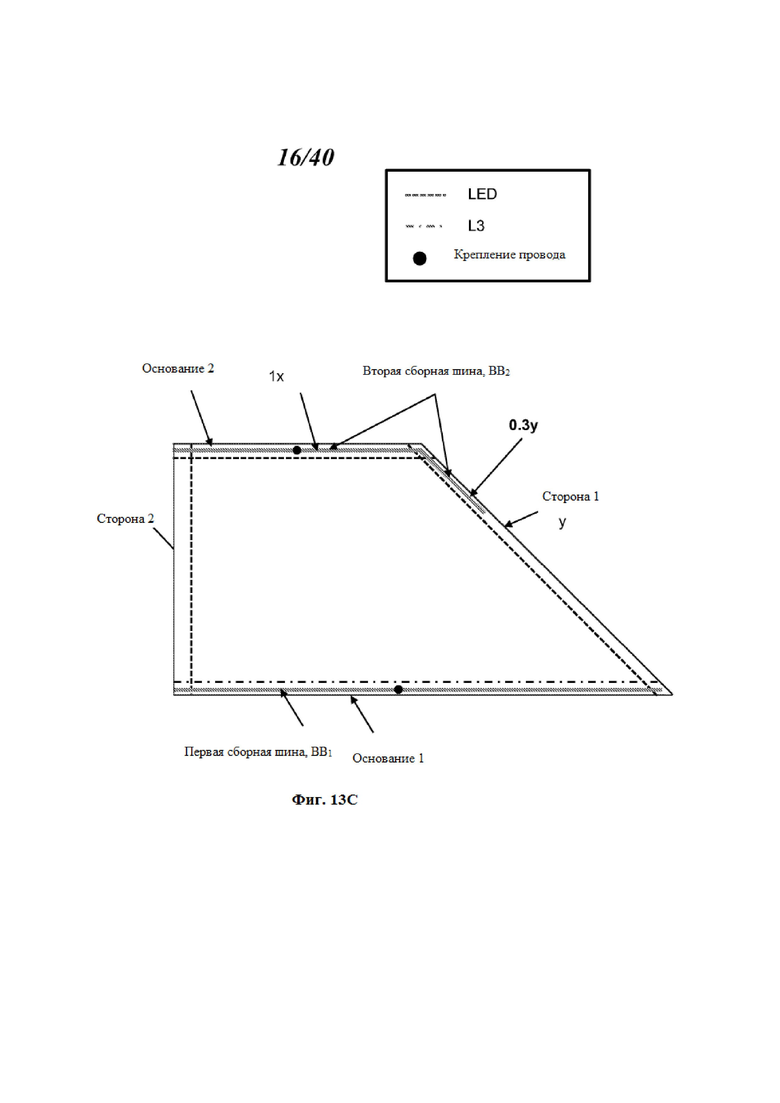
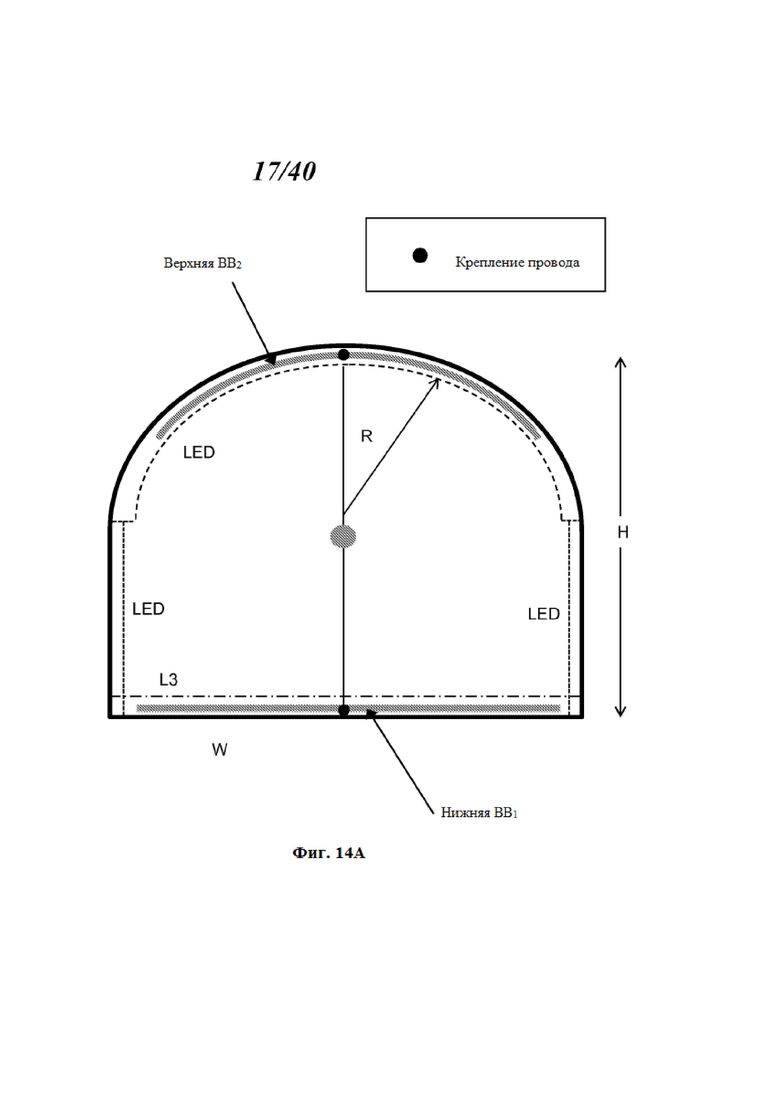
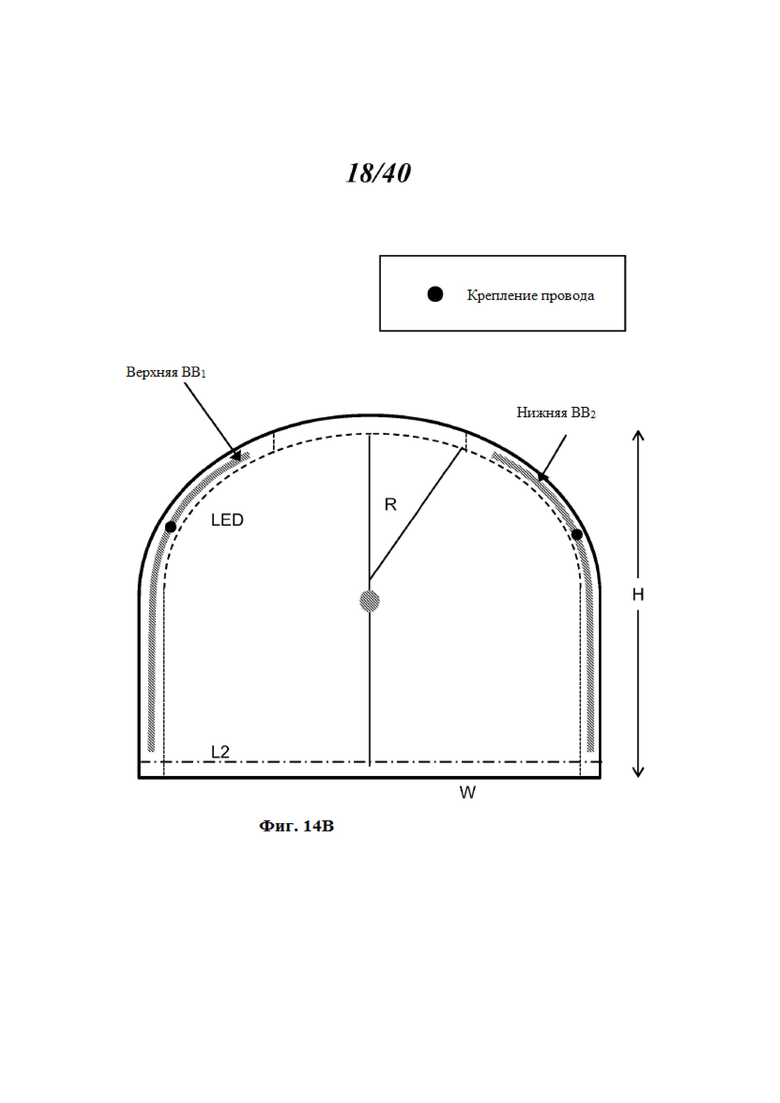
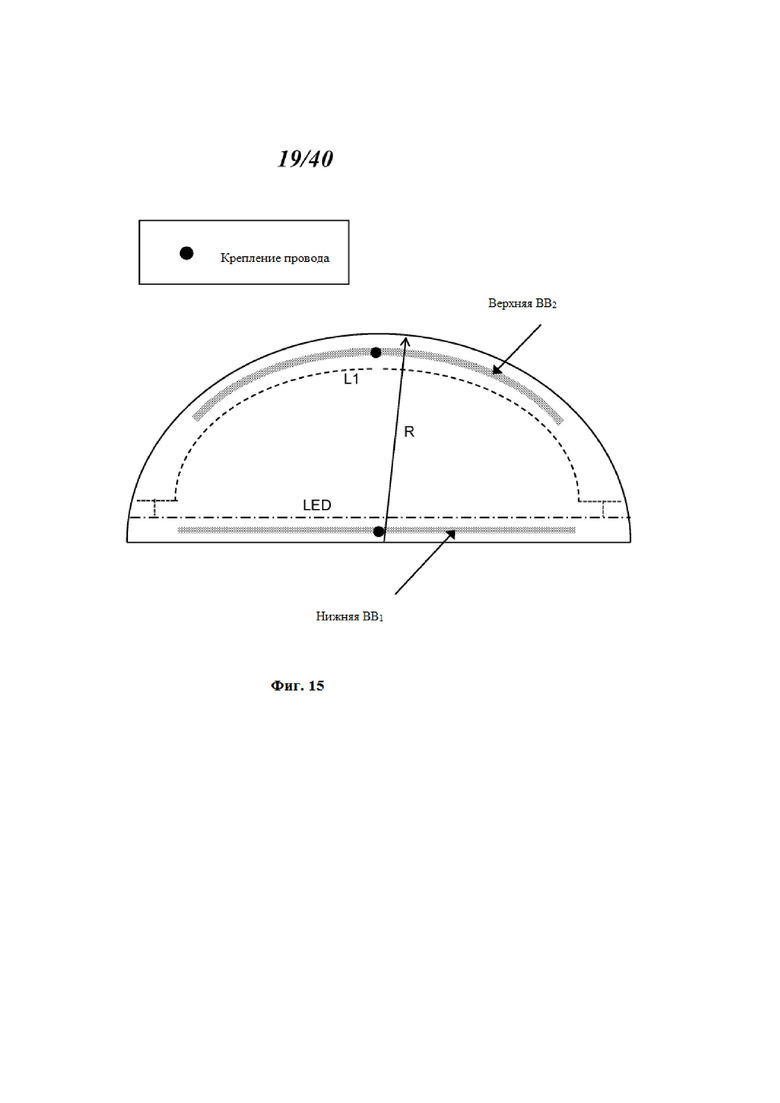
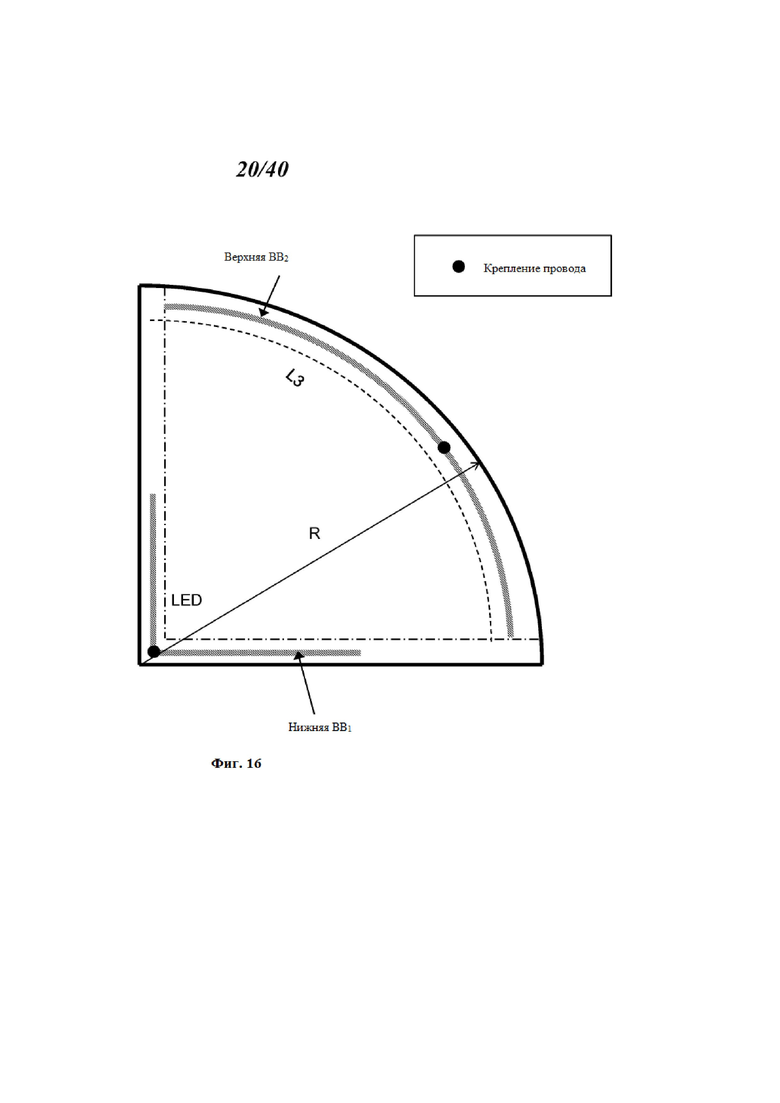
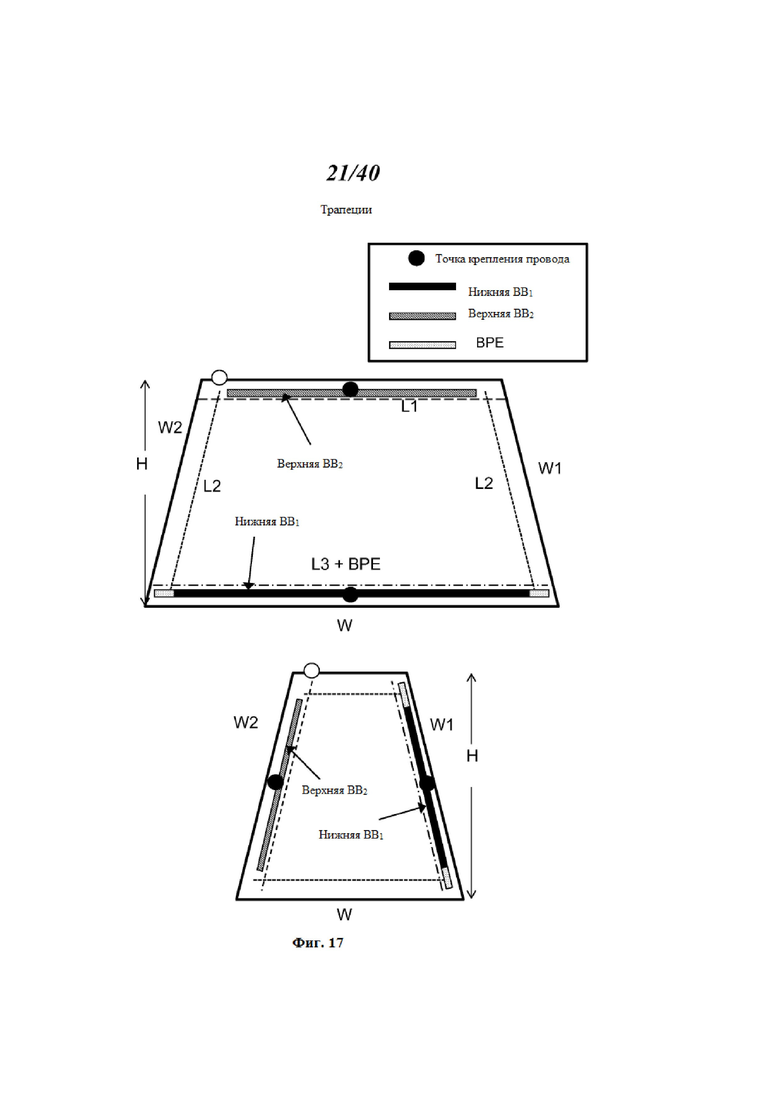
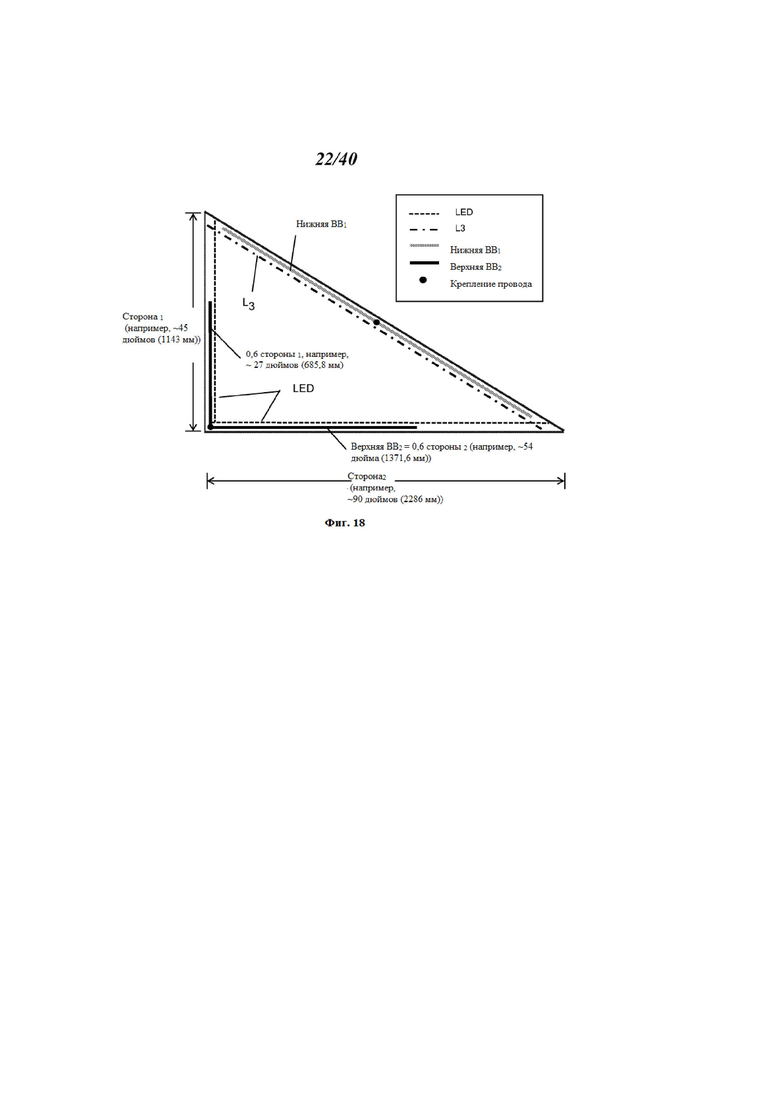
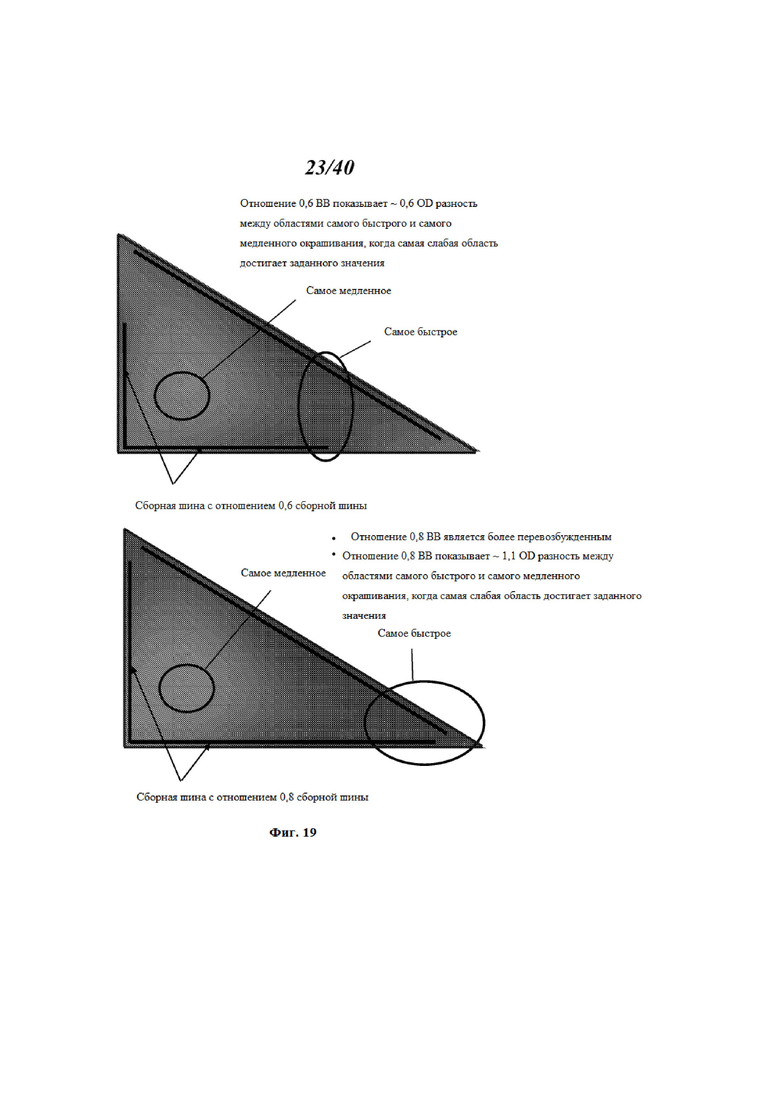
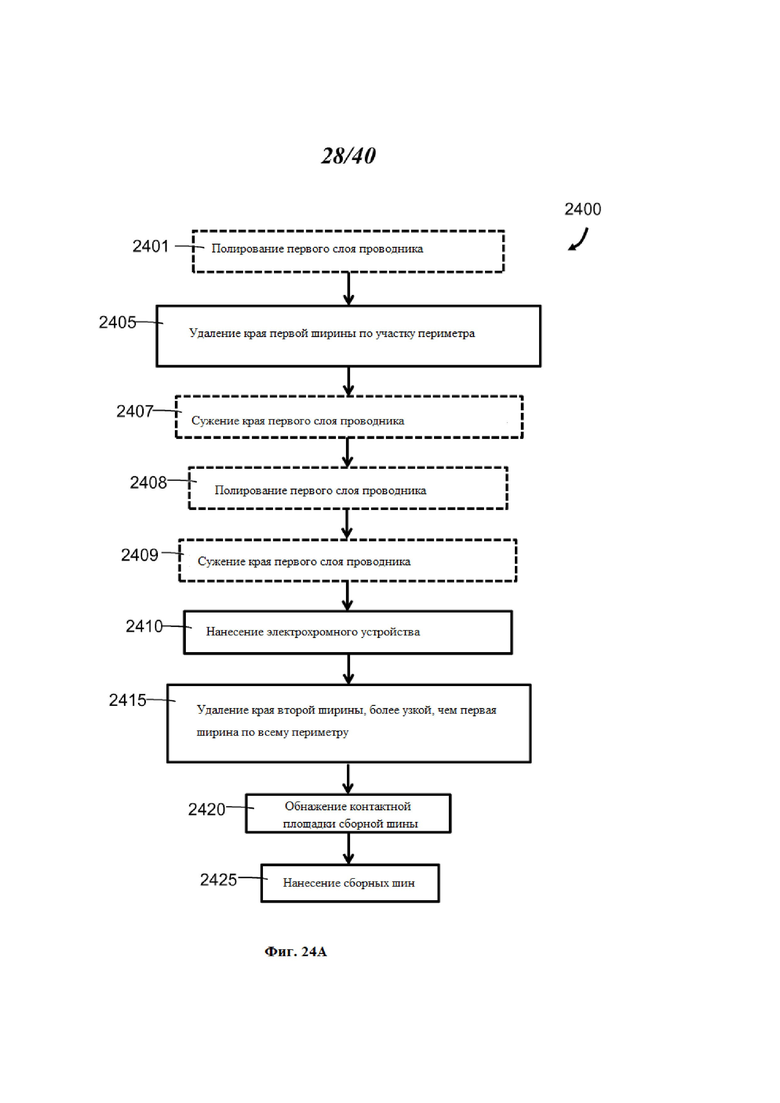
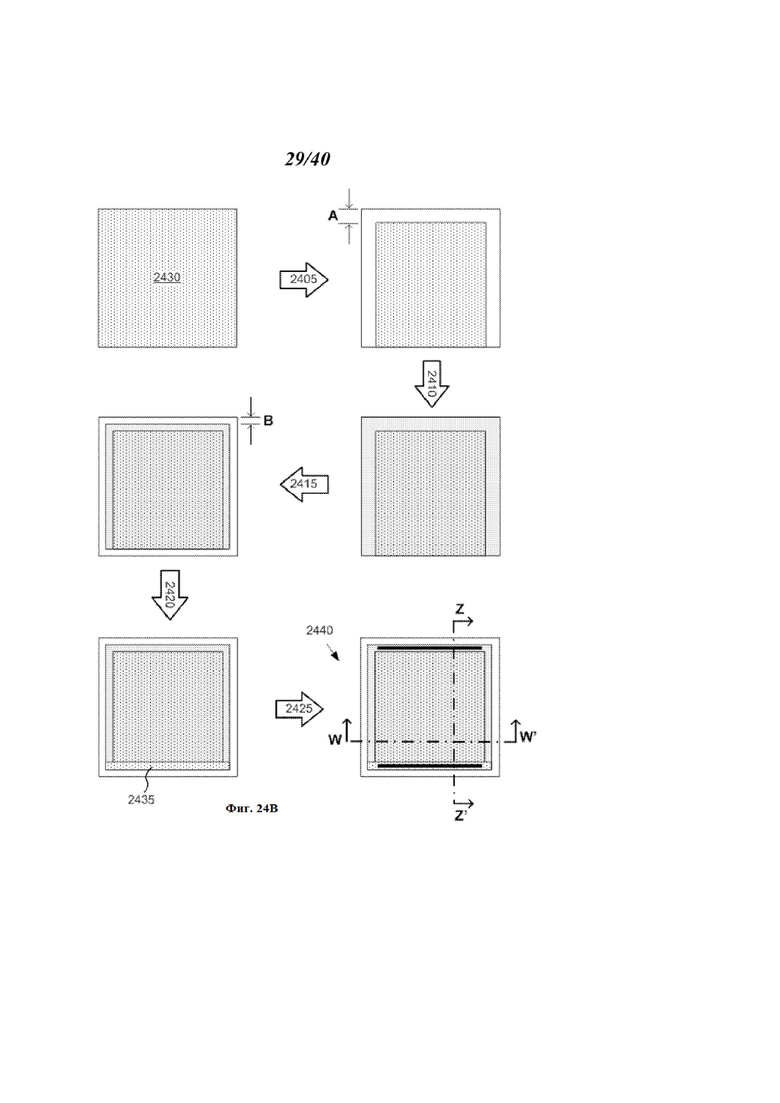
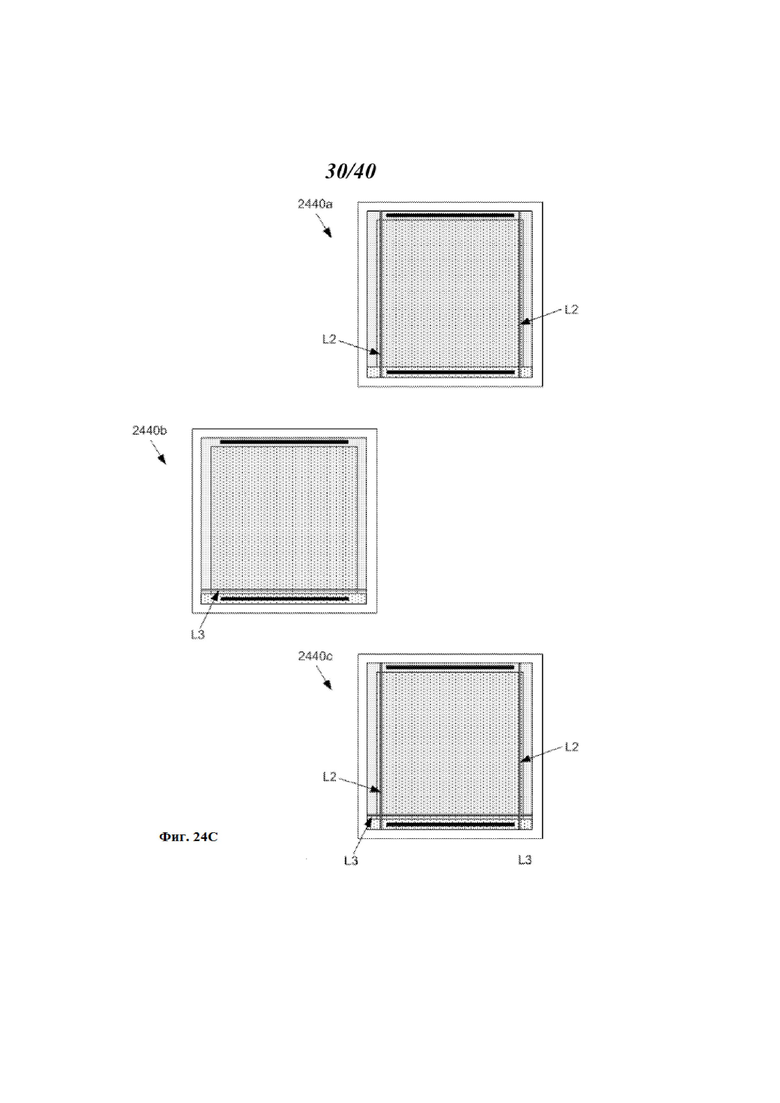
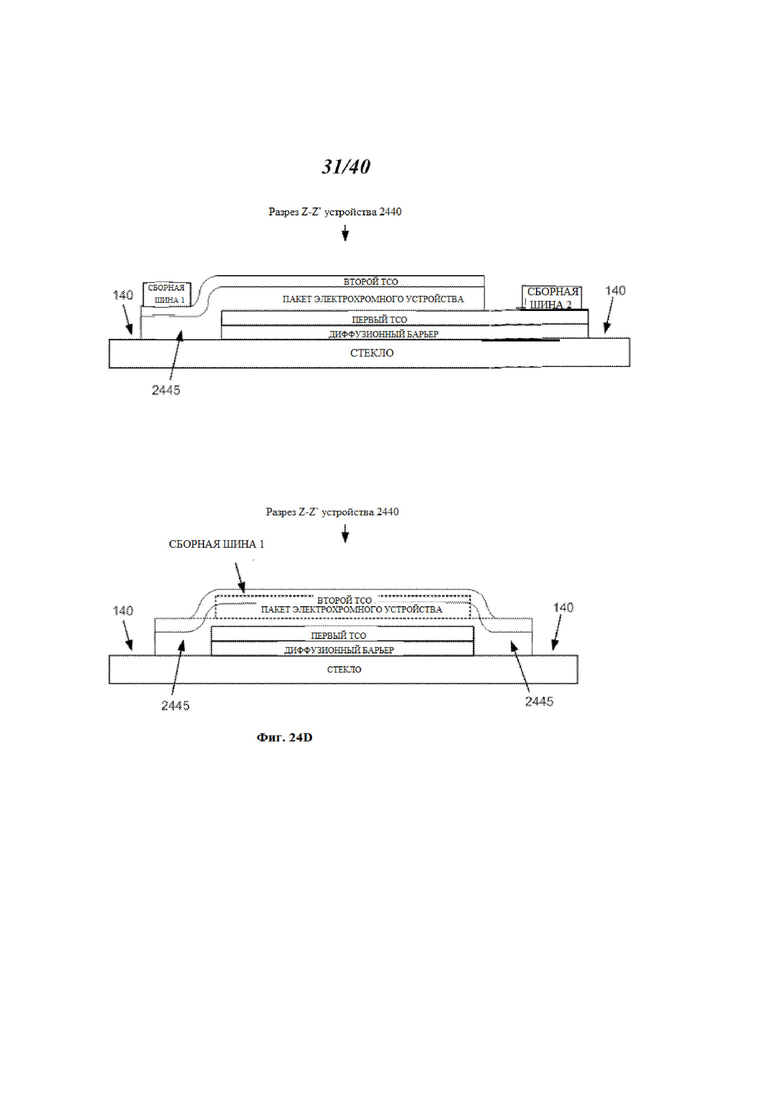
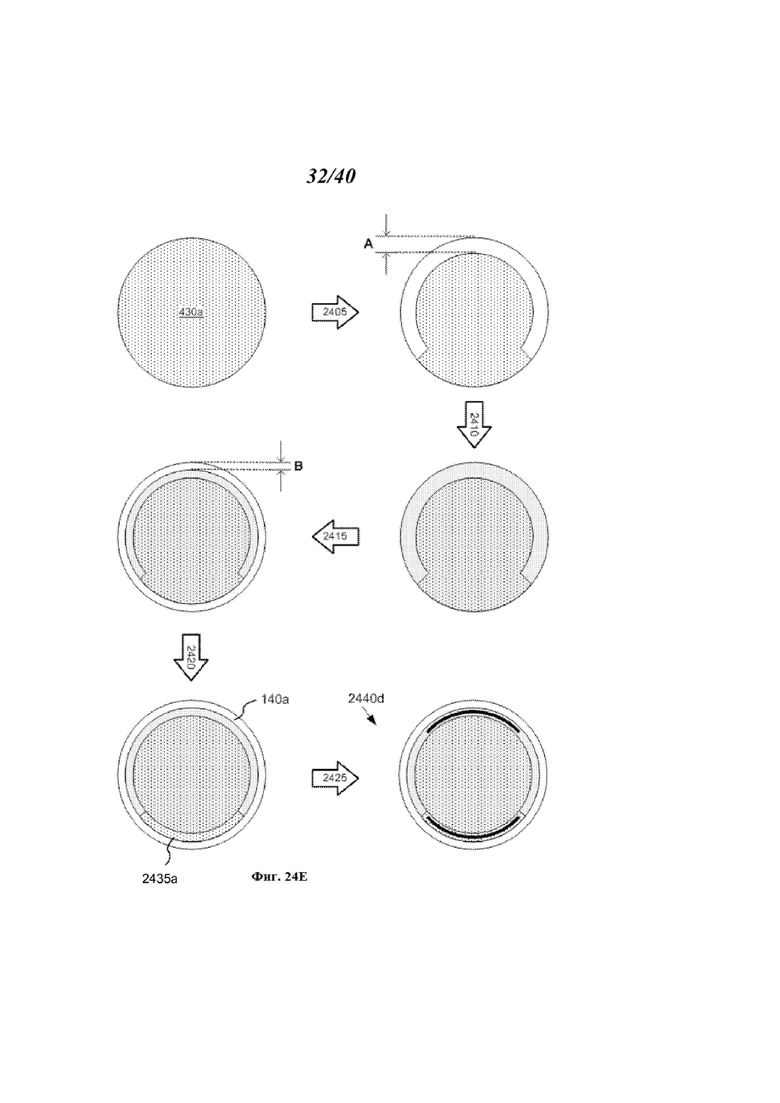
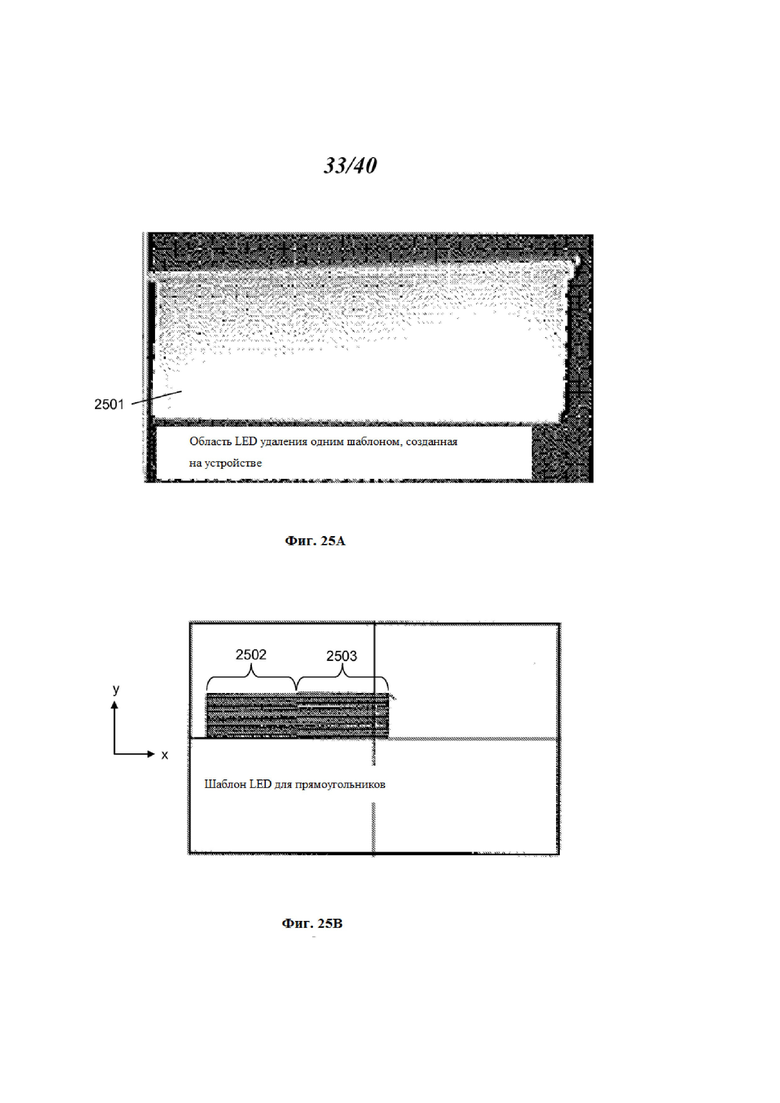
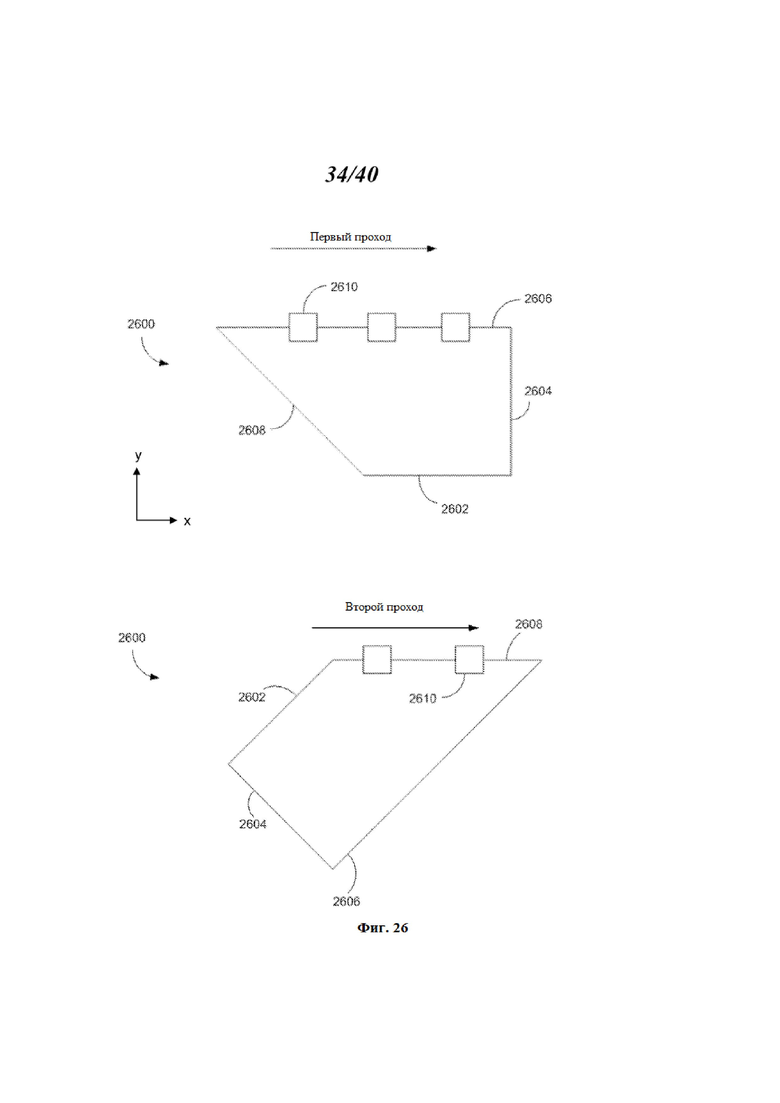
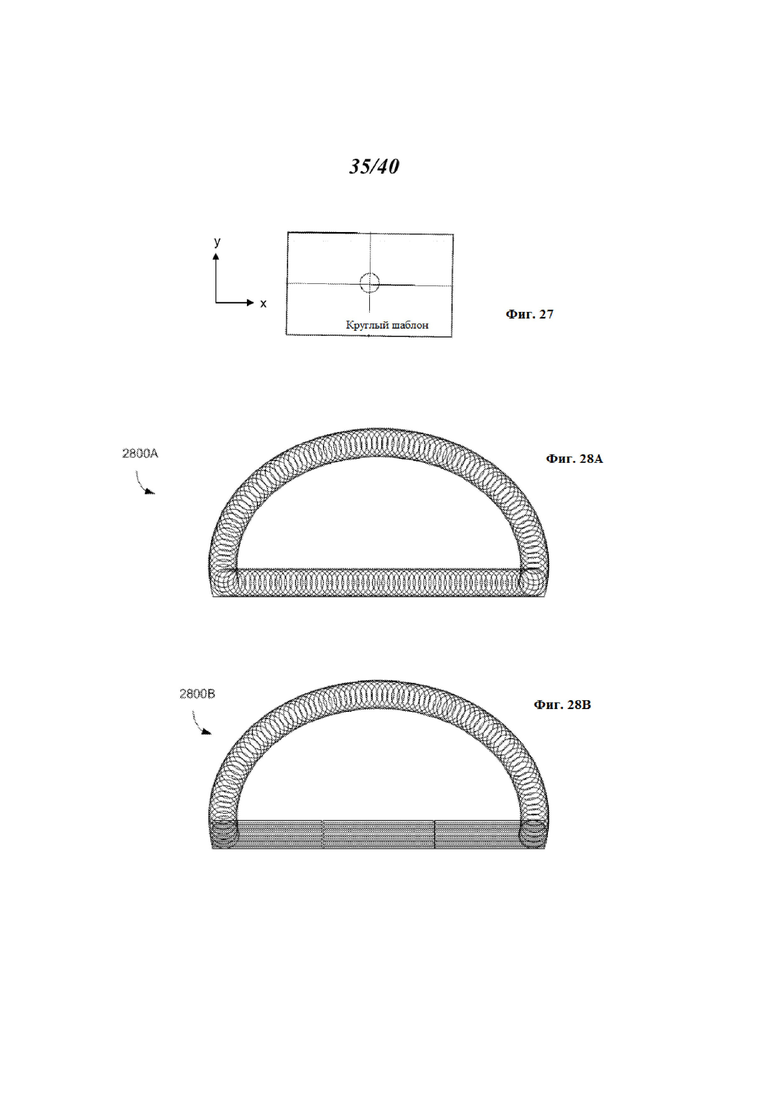
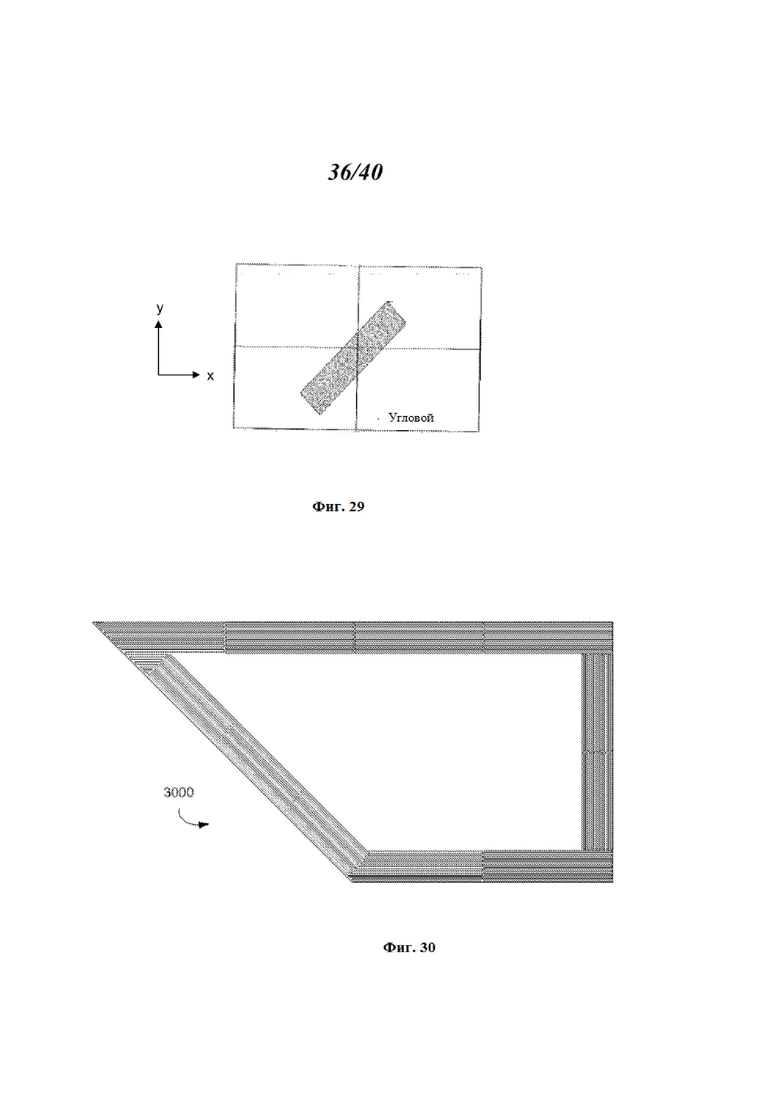
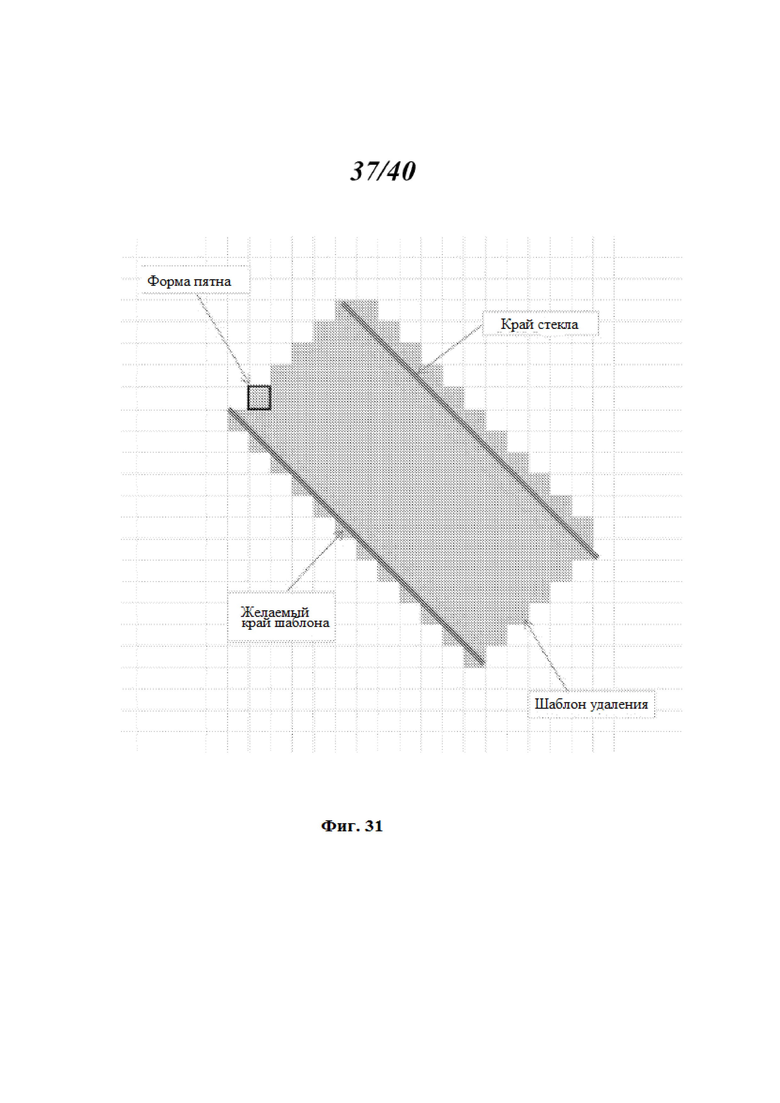
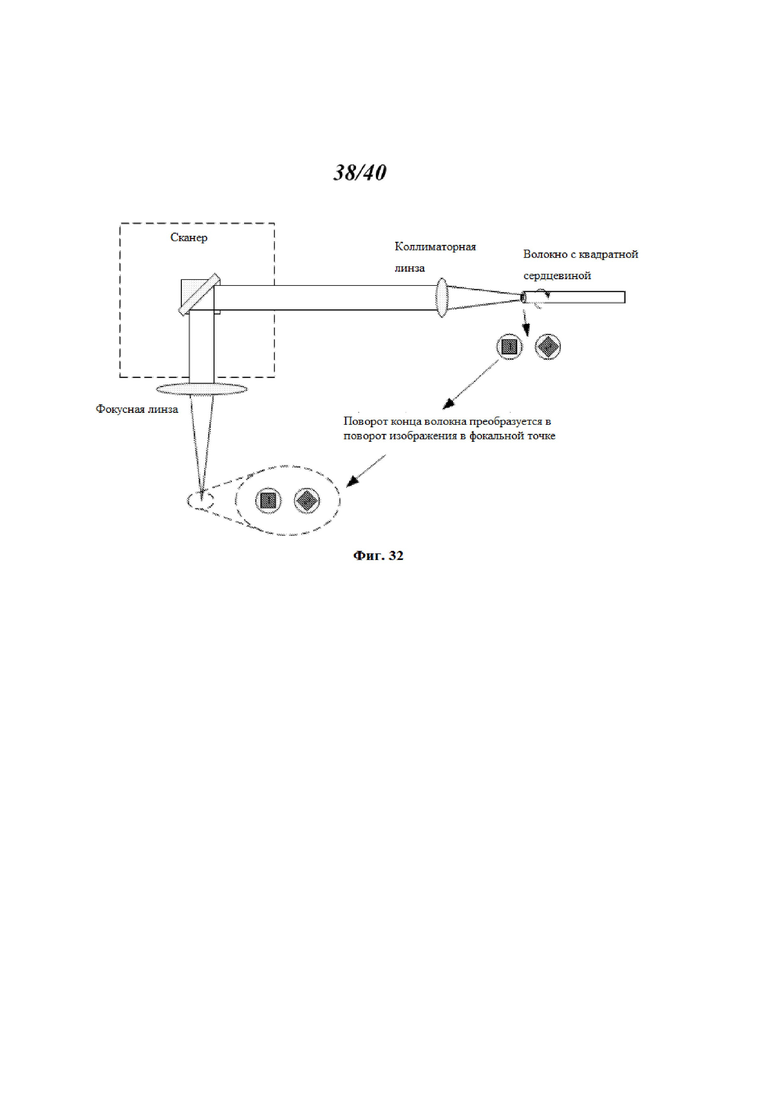
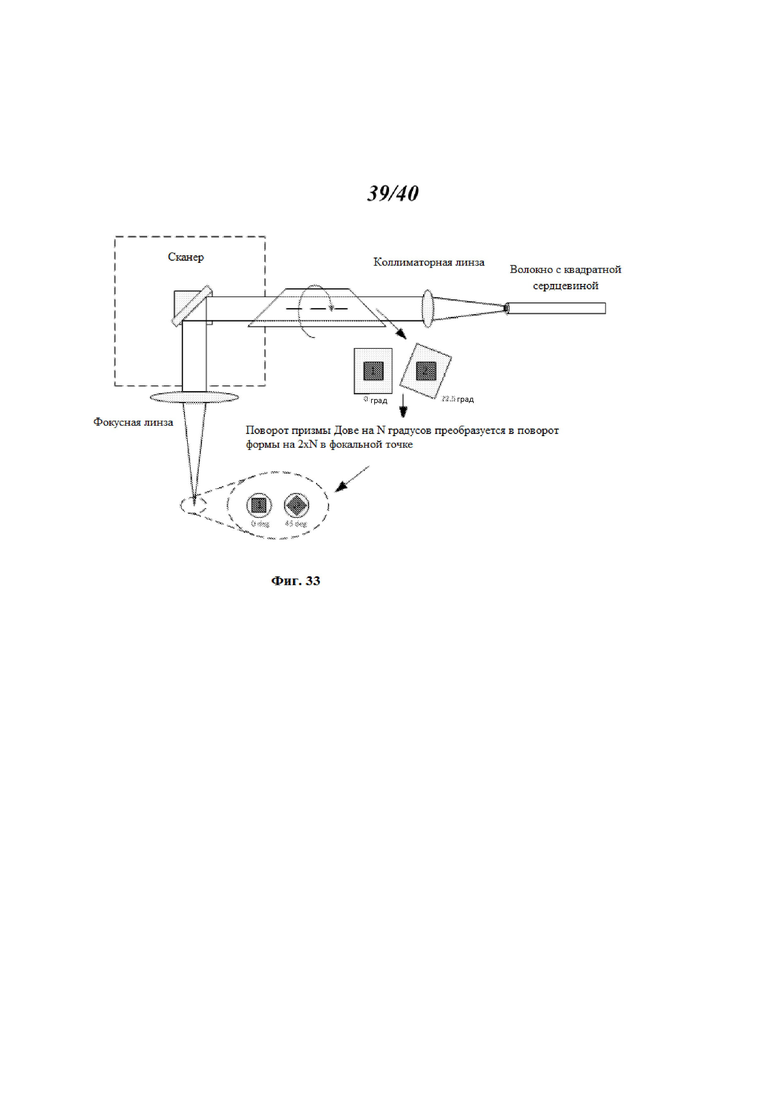
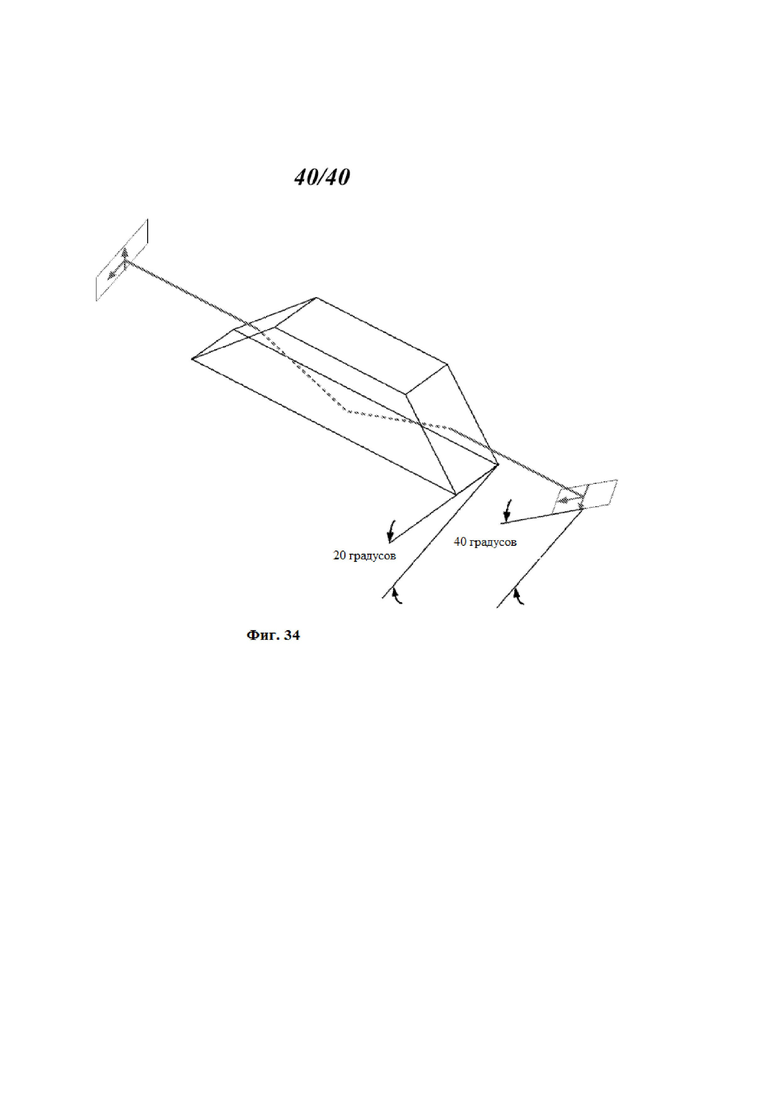
Изобретение относится к электрохромных окнам и к способам их изготовления. Оптически переключаемое окно содержит непрямоугольное оптически переключаемое устройство, содержащее первую сторону, вторую сторону и третью сторону, смежную со второй стороной, первую сборную шину, охватывающую первый участок вдоль первой стороны непрямоугольного оптически переключаемого устройства, и вторую сборную шину, охватывающую второй участок второй стороны непрямоугольного оптически переключаемого устройства, причем вторая сторона противоположна первой стороне. При этом первая сборная шина и вторая сборная шина выполнены с возможностью подводить напряжение к оптически переключаемому устройству. Технический результат заключается в возможности изготовления окон сложных геометрических форм, например форм, имеющих криволинейные края, или края, которые расположены не под прямым углом к смежным краям. 6 н. и 24 з.п. ф-лы, 34 ил.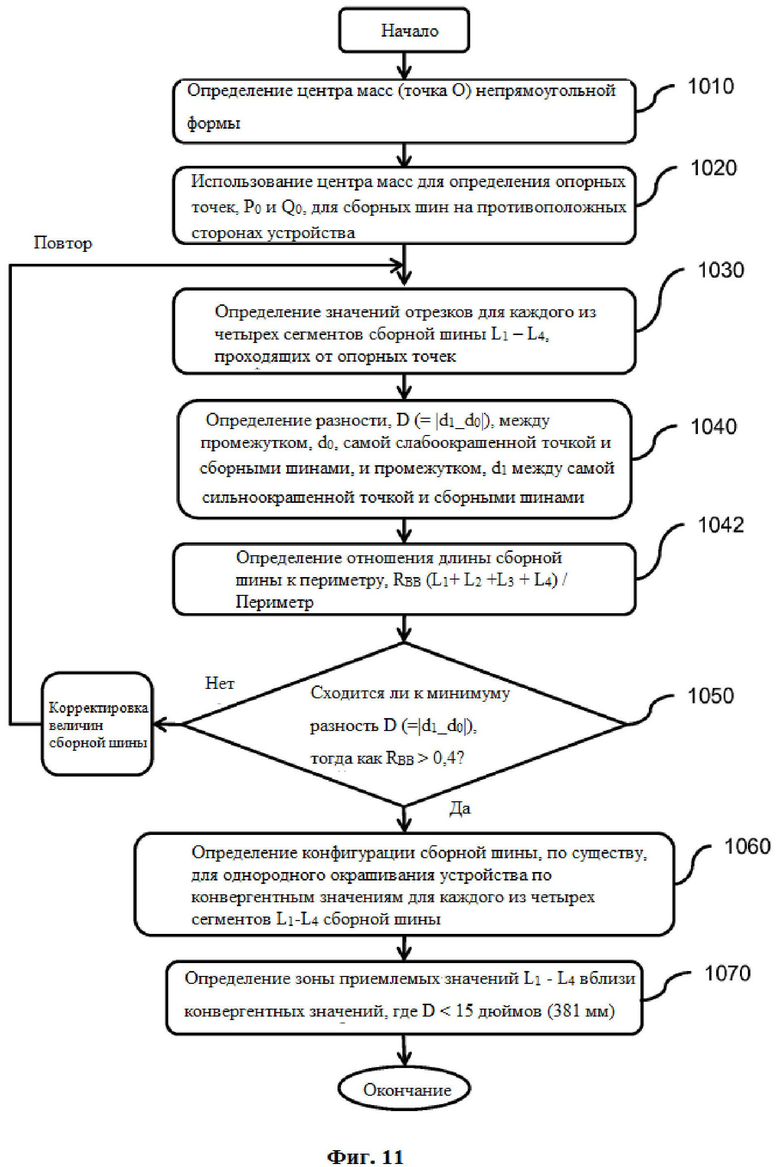
1. Оптически переключаемое окно, содержащее:
непрямоугольное оптически переключаемое устройство, содержащее первую сторону, вторую сторону и третью сторону, смежную со второй стороной,
первую сборную шину, охватывающую первый участок вдоль первой стороны непрямоугольного оптически переключаемого устройства, и
вторую сборную шину, охватывающую второй участок второй стороны непрямоугольного оптически переключаемого устройства, причем вторая сторона противоположна первой стороне,
при этом первая сборная шина и вторая сборная шина выполнены с возможностью подводить напряжение к оптически переключаемому устройству.
2. Оптически переключаемое окно по п. 1, в котором вторая сборная шина дополнительно охватывает третий участок вдоль третьей стороны непрямоугольного оптически переключаемого устройства, причем второй участок соединен с третьим участком.
3. Оптически переключаемое окно по п. 2, в котором второй и третий участки второй сборной шины расположены вдоль прямого угла непрямоугольного оптически переключаемого устройства.
4. Оптически переключаемое окно по п. 2,
в котором второй участок имеет длину, равную примерно 0,60 длины второй стороны, а третий участок имеет длину, равную примерно 0,60 длины третьей стороны.
5. Оптически переключаемое окно по п. 2,
в котором второй участок имеет длину в диапазоне примерно от 0,40 до 0,80 длины второй стороны, а третий участок имеет длину в диапазоне от 0,40 до 0,80 длины третьей стороны.
6. Оптически переключаемое окно по п. 2,
в котором второй участок имеет длину в диапазоне примерно от 0,50 до 0,70 длины второй стороны, а третий участок имеет длину в диапазоне от 0,50 до 0,70 длины третьей стороны.
7. Оптически переключаемое окно по п. 2,
в котором второй участок имеет длину, примерно равную длине второй стороны, а третий участок имеет длину в диапазоне от 0,03 до 0,40 длины третьей стороны.
8. Оптически переключаемое окно по п. 2,
в котором второй участок имеет длину, примерно равную длине второй стороны, а третий участок имеет длину, равную примерно 0,30 длины третьей стороны.
9. Оптически переключаемое окно по п. 1,
в котором непрямоугольное оптически переключаемое устройство дополнительно содержит четвертую сторону, смежную с первой стороной, а вторая сборная шина дополнительно содержит третий участок вдоль третьей стороны непрямоугольного оптически переключаемого устройства, причем третий участок имеет длину в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм).
10. Оптически переключаемое окно по п. 1,
в котором непрямоугольное оптически переключаемое устройство дополнительно содержит четвертую сторону, смежную с первой стороной,
второй участок имеет длину, примерно равную длине второй стороны, а
вторая сборная шина дополнительно содержит третий участок вдоль третьей стороны непрямоугольного оптически переключаемого устройства, причем третий участок имеет длину вдоль длины третьей стороны, меньшую, чем длина вдоль четвертой стороны.
11. Оптически переключаемое окно по п. 1, в котором разность между максимальным промежутком от самой слабоокрашенной точки на непрямоугольном оптически переключаемом устройстве до сборных шин и минимальным промежутком от самой сильноокрашенной точки на непрямоугольном оптически переключаемом устройстве до сборных шин меньше предварительно заданного значения минимальной разности.
12. Оптически переключаемое окно по п. 1, в котором разность между максимальным промежутком от самой слабоокрашенной точки на непрямоугольном оптически переключаемом устройстве до сборных шин и минимальным промежутком от самой сильноокрашенной точки на непрямоугольном оптически переключаемом устройстве до сборных шин является минимальной.
13. Оптически переключаемое окно по п. 1,
в котором оптически переключаемое устройство представляет собой электрохромное устройство, имеющее первый проводящий слой, второй проводящий слой и электрохромный слой, расположенный между первым и вторым проводящими слоями,
при этом первая сборная шина электрически соединена с первым проводящим слоем, а вторая сборная шина электрически соединена со вторым проводящим слоем.
14. Способ определения конфигурации сборной шины для оптически переключаемого устройства, имеющего непрямоугольную форму, причем указанный способ включает в себя:
определение центра масс непрямоугольной формы,
определение первой и второй опорных точек на первой стороне и второй стороне непрямоугольной формы на основании определенного центра масс,
определение длин первого сегмента сборной шины и второго сегмента сборной шины, проходящих от первой опорной точки, и длин третьего сегмента сборной шины и четвертого сегмента сборной шины, проходящих от второй опорной точки, причем первая сборная шина содержит первый сегмент сборной шины и второй сегмент сборной шины, а вторая сборная шина содержит третий сегмент сборной шины и четвертый сегмент сборной шины,
определение суммарного максимального промежутка сборной шины как промежутка от самой слабоокрашенной точки на оптически переключаемом устройстве до первой сборной шины и как промежутка от самой слабоокрашенной точки до второй сборной шины,
определение суммарного минимального промежутка сборной шины для промежутка от самой сильноокрашенной точки на оптически переключаемом устройстве до первой сборной шины и для промежутка от самой сильноокрашенной точки до второй сборной шины,
вычисление разницы между суммарным максимальным промежутком сборной шины и суммарным минимальным промежутком сборной шины,
корректировку длин первого сегмента сборной шины, второго сегмента сборной шины, третьего сегмента сборной шины и четвертого сегмента сборной шины до тех пор, пока расчетная разность не достигнет конвергентных отрезков для каждого из первого, второго, третьего и четвертого сегментов сборной шины, и
использование конвергентных длин первого сегмента сборной шины, второго сегмента сборной шины, третьего сегмента сборной шины и четвертого сегмента сборной шины для определения конфигурации сборной шины для оптически переключаемого устройства.
15. Способ по п. 14, дополнительно включающий в себя определение одного или более наборов приемлемых значений на основании конвергентных длин.
16. Способ по п. 14,
в котором оптически переключаемое устройство представляет собой электрохромное устройство, имеющее первый проводящий слой, второй проводящий слой и электрохромный слой, расположенный между первым и вторым проводящими слоями,
первая сборная шина электрически соединена с первым проводящим слоем, а
вторая сборная шина электрически соединена со вторым проводящим слоем.
17. Способ изготовления оптически переключаемого устройства на непрямоугольной подложке, включающий в себя:
(a) размещение указанной непрямоугольной подложки с имеющимся на ней одним или более слоев оптически переключаемого устройства в лазерной установке и
(b) направление лазерного пятна в соответствии с двумя непрямоугольными лазерными шаблонами на область на периферии оптически переключаемого устройства вдоль двух краев непрямоугольной подложки для удаления по меньшей мере одного из указанного одного или более слоев оптически переключаемого устройства в данной области без переориентации непрямоугольной подложки, при этом два указанных края сходятся не под прямым углом.
18. Способ по п. 17, в котором лазерное пятно имеет круглую форму.
19. Способ по п. 17, в котором подложка имеет непрямоугольную форму.
20. Способ по п. 17, в котором лазерное пятно является круглым, а два непрямоугольных лазерных шаблона содержат перекрывающиеся круги, образованные круглым лазерным пятном.
21. Способ по п. 17, в котором лазерное пятно является прямоугольным и ориентировано под углом относительно пути непрямоугольной подложки через лазерную установку при направлении прямоугольного лазерного пятна вдоль одного из двух краев, ориентированных под указанным углом.
22. Способ по п. 17, в котором два непрямоугольных лазерных шаблона имеют различную форму.
23. Способ по п. 17, в котором область непрямоугольной подложки, в которой удален указанный один или более слоев, представляет собой область обнажения контактной площадки сборной шины, при этом указанный способ дополнительно включает в себя формирование сборной шины на области обнажения контактной площадки сборной шины.
24. Способ по п. 17, в котором область непрямоугольной подложки, в которой удален по меньшей мере один из указанного одного или более слоев содержит область удаления края.
25. Способ изготовления оптически переключаемого устройства на непрямоугольной подложке, имеющей по меньшей мере один край, который не образует прямой угол со смежным краем, при этом непрямоугольная подложка содержит расположенный на ней один или более слоев оптически переключаемого устройства, указанный способ содержит:
(a) размещение непрямоугольной подложки в лазерной установке,
(b) направление лазерного пятна из лазерной установки на указанный один или более слоев в области подложки, расположенной вблизи указанного по меньшей мере одного края, который не образует прямой угол со смежным краем, что обеспечивает удаление указанного одного или более слоев в данной области, и
(c) повторение операции (b) в различных областях подложки, расположенных вблизи края или краев подложки, для образования участка подложки, на котором удален по меньшей мере один из указанного одного или более слоев,
при этом лазерное пятно имеет прямоугольную форму и имеет две стороны, расположенные параллельно указанному по меньшей мере одному краю.
26. Способ по п. 25, дополнительно включающий в себя ориентирование формы лазерного пятна путем поворота волокна лазерной установки.
27. Способ по п. 26, дополнительно включающий в себя поворот ориентации формы пятна путем поворота призмы.
28. Способ по п. 25, в котором оптически переключаемое устройство имеет по существу такую же форму, что и подложка.
29. Устройство для изготовления оптически переключаемого устройства, содержащее лазерную установку и сканер, выполненный с возможностью реализации способа по п. 17, причем сканер направляет лазерное пятно.
30. Устройство для изготовления оптически переключаемого устройства, содержащее лазерную установку, включающую в себя призму Дове и выполненную с возможностью реализации способа по п. 17.
| WO 2007100921 A2, 07.09.2007 | |||
| CN 1936711 A, 28.03.2007 | |||
| US 2013016417 A1, 17.01.2013 | |||
| US 2012300280 A1, 29.11.2012 | |||
| US 2013037992 A1, 14.02.2013. |

