Изобретение относится к областям машиностроения и ремонта деталей машин и может быть использовано на машиностроительных и ремонтно-технических предприятиях.
Известен способ ремонта поршней гидромашин с восстановлением изношенных поверхностей различными методами наплавки. При использовании способов наплавки или нанесением гальванических покрытий, поршни можно восстанавливать с последующей чистовой механической обработкой (Пантелеенко Ф. И. Восстановление деталей машин: Справочник / Ф. И. Пантелеенко, В. П. Лялякин, В. П. Иванов, В. М. Константинов; под ред. В. П. Иванова – М: Машиностроение, 2003. – 672 с.).
К недостаткам известных методов относятся высокая трудоемкость процессов, необходимость сложного дорогостоящего оборудования и оснастки. В связи с тем, что покрытия, нанесенные на поршень, испытывают значительные напряжения от действующих сил, наблюдается их скалывание и отслойка.
Известен метод ремонтных размеров с последующей механобработкой блока цилиндров под ремонтный размер, либо качающей узел гидронасоса заменяют на новый (Васильченко Ю. Я. Насосы и гидромоторы регулируемые и нерегулируемые. Общие технические условия на капитальный ремонт 310.56 ОК. ПО «Пневмостроймашина», 1987. – 24 с.).
Недостатками известного метода являются повышенные затраты металла при расточке блока цилиндров и изготовлении ремонтных поршней, растачивание отверстий блока цилиндров значительно снижают прочность перемычек между соседними отверстиями, что вызывает появление трещин.
Наиболее близким по технической сущности к заявленному изобретению является способ ремонта деталей нерегулируемых аксиально-поршневых гидромашин методом электроискровой обработки, включающий восстановление отверстий блока цилиндров ручной разверткой, наплавку поршней электродом из легированной стали в механизированном режиме с последующей доводкой ручным притиром, упрочнение сферической поверхности блока цилиндров электродом из оловянистой бронзы в ручном режиме с последующей притиркой и полировкой совместно с распределителем (Бурумкулов Ф. Х. Новая технология ремонта аксиально-поршневых гидромашин / Ф. Х. Бурумкулов, П. А. Ионов, А. В. Столяров, [и др.]. –М.: Тракторы и сельхозмашины. – 2012. – № 9. – С. 50-53).
Недостатком известного метода является использование в основном ручного инструмента, что значительно усложняет технологию ремонта и увеличивает трудоемкость работ.
Технический результат заключается в улучшении физико-механических свойств металлопокрытий, снижении трудоемкости работ, повышении точности геометрических параметров отверстий, упрощении технологии ремонта нерегулируемых аксиально-поршневых гидромашин.
Технический результат достигается за счет использования более широкого диапазона режимов установок для электроискрового метода обработки, применения бесцентрошлифовального станка для обработки восстановленных поршней, глухих алмазных разверток в процессе ремонта блока цилиндров, отсутствия необходимости постоянного контроля размеров поршней.
Сущность изобретения заключается в том, что способ ремонта нерегулируемых аксиально-поршневых гидромашин включает восстановление отверстий блока цилиндров глухой алмазной разверткой на станке, наплавку поршней электродом из легированной стали в механизированном режиме на электроискровых установках с энергией разряда 0,9-1,8 Дж, подачей электрода 0,16-0,19 мм/об и частотой вращения поршня 8-12 об/мин, последующую шлифовку поршней на бесцентрошлифовальном станке до достижения зазора в паре поршень-блок цилиндров 40-45 мкм, а также электроискровое упрочнение сферической поверхности блока цилиндров электродом из оловянистой бронзы в ручном режиме на установках с энергией разряда 0,11-0,22 Дж и временем обработки 5,0-6,0 мин/см2 с последующей притиркой и полировкой совместно с распределителем.
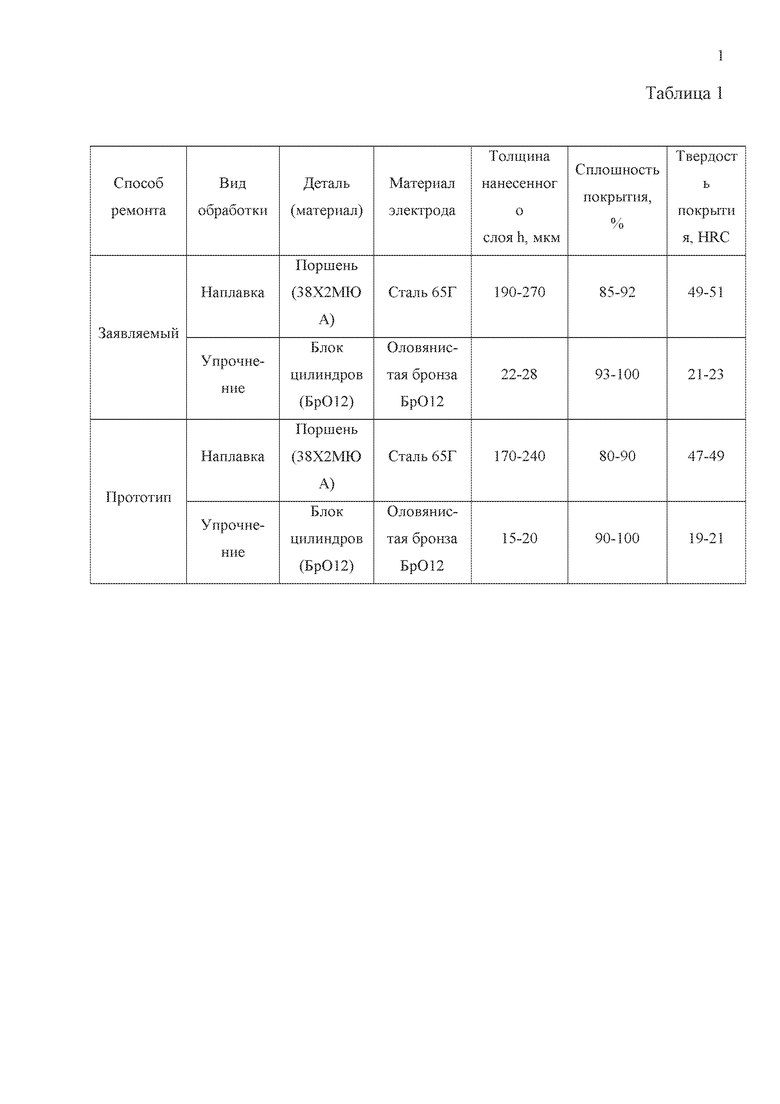
В табл. 1 показаны результаты исследования нанесенных покрытий.
Способ ремонта осуществляют следующим образом. Изношенные отверстия блока цилиндров разворачивают глухой алмазной разверткой до выведения следов износа по наиболее изношенному отверстию. На изношенную поверхность поршня наносят слой легированной стали электроискровой наплавкой в механизированном режиме на установках с энергией разряда 0,9-1,8 Дж, подачей электрода 0,16-0,19 мм/об, частотой вращения поршня 8-12 об/мин. Затем обработанные поверхности поршней шлифуют на бесцентрошлифовальном станке до достижения зазора в соединении поршень-блок цилиндров 40-45 мкм. Сферическую поверхность блока цилиндров упрочняют электроискровым методом, электродом из оловянистой бронзы в ручном режиме на установках с энергией разряда 0,11-0,22 Дж и временем обработки 5,0-6,0 мин/см2 с последующей притиркой и полировкой совместно с распределителем.
Заявляемые пределы режимов обработки и применяемые материалы были определены в результате серии опытов по определению толщины, сплошности и микротвердости наплавленных слоев. Выбор наплавочных электродов осуществлялся на модернизированных электроискровых установках, обеспечивающих указанные диапазоны режимов.
В качестве сравнения прототипа и предлагаемого решения представлены (табл. 1) примеры получаемых параметров восстановления изношенных деталей (поршни, блок цилиндров).
В результате наплавки поршней на модернизированной установке с энергией разряда 1,8 Дж получен слой металлопокрытия в 270 мкм со сплошностью до 92 % и твердостью 51 HRC, тогда как в прототипе при энергии разряда 1,66 Дж параметры слоя составили соответственно 240 мкм, 90 % и 49 HRC.
В результате упрочнения блока цилиндров электроискровым методом электродом из оловянистой бронзы был получен слой металлопокрытия твердостью 23 HRC, его толщина составила 28 мкм, а сплошность 93-100 %, тогда как в прототипе параметры слоя составили соответственно 21 HRC, 20 мкм и 90-100 %.
В результате замеров времени восстановления по хронометражу при шлифовке семи поршней (по количеству отверстий в блоке цилиндров) на бесцентрошлифовальном станке затраты составляют 0,58 ч¸ тогда как при ручной доводке (прототип) затраченное время составляет 1,99 ч. Таким образом прирост производительности предлагаемого метода составляет 71 %.
В дальнейшем часть восстановленных нерегулируемых аксиально-поршневых гидромашин была поставлена на эксплуатационные испытания, итогом данных испытаний стало получение значения среднего межремонтного ресурса восстановленных агрегатов – 3642 мото-ч, что на 3,5 % выше гидромашин восстановленных по известному способу (прототип).
Изобретение позволяет улучшить физико-механические свойства металлопокрытий за счет использования более широкого диапазона режимов установок для электроискрового метода обработки, снизить трудоемкость работ за счет применения бесцентрошлифовального станка для обработки восстановленных поршней вместо ручного притира, повысить точность геометрических параметров отверстий за счет применения глухих алмазных разверток в процессе ремонта блока цилиндров по сравнению с ручным разворачиванием, упростить технологию ремонта, так как отсутствует необходимость постоянного контроля размеров поршней доводимых ручным притиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта объемного гидропривода | 2024 |
|
RU2840822C1 |
| Способ ремонта объемного гидропривода | 2021 |
|
RU2771398C1 |
| Способ ремонта объемного гидропривода Sauer Danfoss серии 90 | 2022 |
|
RU2794352C1 |
| Способ ремонта объемного гидропривода Eaton серии 6423-618/6433-113 | 2023 |
|
RU2805739C1 |
| СПОСОБ РЕМОНТА ГИДРОЦИЛИНДРОВ | 2011 |
|
RU2476299C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИНТЕГРАЛЬНЫХ РУЛЕВЫХ МЕХАНИЗМОВ С ГИДРОУСИЛИТЕЛЕМ РУЛЯ | 2010 |
|
RU2476300C2 |
| СПОСОБ РЕМОНТА ТУРБОКОМПРЕССОРОВ | 2006 |
|
RU2311276C2 |
| СПОСОБ РЕМОНТА ГИДРОРАСПРЕДЕЛИТЕЛЕЙ | 2008 |
|
RU2398668C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА "ЗОЛОТНИКОВАЯ ПАРА" | 2005 |
|
RU2293641C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛОСКИХ ЗОЛОТНИКОВЫХ ПАР | 2002 |
|
RU2230645C2 |
Изобретение относится к областям машиностроения и ремонта деталей машин и может быть использовано на машиностроительных и ремонтно-технических предприятиях. Способ включает восстановление отверстий блока цилиндров глухой алмазной разверткой на станке, наплавку поршней электродом из легированной стали в механизированном режиме на электроискровых установках с энергией разряда 0,9-1,8 Дж, подачей электрода 0,16-0,19 мм/об и частотой вращения поршня 8-12 об/мин, последующую шлифовку поршней на бесцентрошлифовальном станке до достижения зазора в паре поршень-блок цилиндров 40-45 мкм, а также электроискровое упрочнение сферической поверхности блока цилиндров электродом из оловянистой бронзы в ручном режиме на установках с энергией разряда 0,11-0,22 Дж и временем обработки 5,0-6,0 мин/см2 с последующей притиркой и полировкой совместно с распределителем. Изобретение позволяет улучшить физико-механические свойства металлопокрытий, упростить технологии ремонта нерегулируемых аксиально-поршневых гидромашин за счет использования более широкого диапазона режимов установок для электроискрового метода обработки без необходимости постоянного контроля размеров поршней. 1 табл.
Способ ремонта нерегулируемых аксиально-поршневых гидромашин, включающий восстановление отверстий блока цилиндров ручной разверткой, наплавку поршней электродом из легированной стали в механизированном режиме, упрочнение сферической поверхности блока цилиндров электродом из оловянистой бронзы в ручном режиме с последующей притиркой и полировкой совместно с распределителем, отличающийся тем, что отверстия блока цилиндров восстанавливают глухой алмазной разверткой на станке, поршни наплавляют электродом из легированной стали на электроискровых установках с энергией разряда 0,9-1,8 Дж, подачей электрода 0,16-0,19 мм/об и частотой вращения поршня 8-12 об/мин, с последующей шлифовкой поршней на бесцентрошлифовальном станке до достижения зазора в паре поршень-блок цилиндров 40-45 мкм и электроискровым упрочнением сферической поверхности блока цилиндров электродом из оловянистой бронзы в ручном режиме на электроискровых установках с энергией разряда 0,11-0,22 Дж и временем обработки 5,0-6,0 мин/см2.
| Бурумкулов Ф.Х | |||
| и др | |||
| Новая технология ремонта аксиально-поршневых гидромашин | |||
| М., Тракторы и сельхозмашины, N9, 2012, с.50-53 | |||
| Способ восстановления работоспособности аксиально-поршневой гидромашины | 1990 |
|
SU1756604A1 |
| Способ восстановления блока цилиндров аксиально-поршневой гидромашины | 1976 |
|
SU769072A1 |
| Наборные пунктирные реглеты | 1928 |
|
SU18770A1 |
| US 20140326059 A1, 06.11.2014 | |||
| US 5189908 A, 02.03.1993. | |||

