Область техники, к которой относится изобретение
Настоящее изобретение относится к капсуле, предназначенной для заполнения веществом с целью приготовления напитка, когда капсулу помещают в ячейку машины кофеварочной машины или машины для приготовления настоев, где ее удерживает поршень во время прохождения экстрагирующей жидкости через капсулу и содержащееся в ней вещество после прокалывания дна иглами поршня, при этом капсула из пластического материала, выполненная посредством литья под давлением, имеет дно и боковую стенку, в основном вписанные в усеченный конус, а также бортик, закрываемый заглушкой после загрузки вещества в капсулу.
Предшествующий уровень техники
Существует множество вариантов выполнения капсул для кофеварочных машин или машин для приготовления настоев. Все они предназначены для приготовления качественного напитка.
Однако качество получаемого напитка зависит не только от качества и типа продукта, используемого для его приготовления (кофе, настой), но также во многом от хранения продукта в капсуле и от его защиты от окружающего воздуха.
Действительно, как правило, капсулы изготовлены из пластического материала, который по своей природе является более или менее пористым. Разумеется, существуют пластические материалы, которые являются непроницаемыми для газов и позволяют хорошо защищать содержимое капсулы, но они являются относительно дорогими и с трудом поддаются литью под давлением.
Другим решением для защиты содержимого капсулы является ее закрывание непроницаемой для кислорода упаковкой. Однако это решение приводит к увеличению количества отходов, то есть упаковки, капсулы и ее различных компонентов, при этом ее изготовление является относительно дорогим даже при автоматизированном процессе упаковки. Кроме того, существует проблема загрязнения окружающей среды количеством компонентов, выбрасываемых в мусорные баки.
Применение такой капсулы в упаковке является не очень практичным, так как сначала необходимо открыть упаковку, которая, будучи герметичной, с трудом поддается разрыванию. Кроме того, упакованный таким образом продукт занимает относительно большой унитарный объем, что приводит к повышению расходов по транспортировке и к увеличению загрязнения окружающей среды.
Задача изобретения
Настоящее изобретение призвано устранить недостатки известных капсул и предложить герметичную капсулу, выполненную при помощи простых и экономичных средств, легкую в изготовлении и в применении и позволяющую продавать ее поштучно, уменьшив при этом объем упакованного продукта и объем отходов после использования продукта.
Сущность и преимущества изобретения
В связи с вышеизложенным, объектом изобретения является охарактеризованная выше капсула, отличающаяся тем, что боковая стенка образована единым усеченным конусом между бортиком и дном, дно является плоским и образовано внутренним кольцом, соединенным с боковой стенкой и окружающим центральный проем, боковая стенка закрыта герметичной этикеткой, и открытое дно, включая его внутреннее кольцо, закрыто герметичной заглушкой.
Согласно предпочтительному отличительному признаку, герметичная заглушка является внутренней заглушкой.
Заявленная капсула, проем которой закрыт заглушкой из алюминия, является герметичной, даже если пластический материал капсулы не отличается хорошей герметичностью. Герметичная этикетка полностью закрывает боковую стенку капсулы, и герметичная заглушка полностью закрывает дно, включая кольцо, соединяясь с этикеткой, закрывающей боковую стенку.
Поскольку верх капсулы закрыт заглушкой из алюминия, вся окруженная таким образом капсула является идеально герметичной, что обеспечивает хорошую сохранность продукта внутри капсулы.
Упаковка имеет габарит, сведенный только к объему капсулы. Капсула является исключительно практичной в использовании, так как не требует удаления упаковки или дополнительной упаковки, и ее можно поместить непосредственно в кофеварку. Получаемые отходы ограничиваются только самой капсулой.
Капсулу можно сделать очень эстетичной за счет печати на этикетке, закрывающей всю боковую стенку и заглушку дна. Укладка этикетки является очень простой, так как боковая стенка является усеченной конусной поверхностью, простирающейся между низом бортика и краем дна, поэтому этикетка закрывает всю боковую поверхность. Предпочтительно на фольгу наносят декоративные элементы и/или данные, такие как товарный знак, логотип, артикул продукта, дата изготовления и другие полезные указания.
Декорирование боковой стенки и дна позволяет персонализировать серии капсул, улучшить эстетичный вид, и его можно менять в зависимости от различных критериев. Наконец, поскольку капсула сама по себе является герметичной, ее можно продавать поштучно, что позволяет производить набор капсул во время покупки в зависимости от ассортимента кофе и настоев по выбору потребителя.
Согласно другому отличительному признаку, герметичные этикетку и заглушку интегрируют посредством литья под давлением в стенку и дно капсулы.
Согласно еще одному отличительному признаку, капсула содержит крестовину, образованную ступицей, соединенной с кольцом спицами, заходящими в объем капсулы и не соприкасающимися с иглами.
Согласно еще одному отличительному признаку, кольцо имеет форму уплощенного усеченного конуса.
Согласно еще одному отличительному признаку, этикетка и заглушка выполнены из алюминиевой фольги, и заглушка является, в частности, гофрированной.
Согласно еще одному отличительному признаку, этикетка и заглушка выполнены в виде комплекса, состоящего из алюминиевой фольги (AL) или из (EVOH), обе стороны которого покрыты пленкой пластического материала, выбранного из группы, в которую входят ПП, ПЛА.
Согласно еще одному отличительному признаку, этикетка имеет высоту, превышающую высоту боковой стенки, чтобы верхний край этикетки по длине был интегрирован в бортик капсулы во время литья под давлением пластического материала при изготовлении капсулы.
Согласно другому предпочтительному отличительному признаку, герметичные этикетка и заглушка выполнены из алюминиевой фольги. На этой фольге можно легко производить печать для нанесения декоративного элемента и/или технических данных. На ней можно также производить надписи, такие как крайний срок потребления или другие идентификационные указания, меняющиеся от одной капсулы к другой или от одной партии капсул к другой.
Согласно предпочтительному отличительному признаку, если капсула имеет форму тела вращения, предпочтительно центральный проем дна является круглым.
Согласно другому отличительному признаку, дно содержит внутренний периферический край, образующий опору при укладке пустых капсул в стопу на консольные элементы внутри капсул. Эти консольные элементы, ориентированные в направлении образующей поверхности усеченного конуса, образуют также усиления, которые передают усилия, действующие на заглушку, закрепленную на венце дна, в сторону боковой стенки, чтобы избегать сплющивания капсулы и ее деформации в случае ненормального сопротивления заглушки прокалыванию иглой или иглами машины.
Предпочтительно внутреннее кольцо, ограничивающее проем дна, имеет плоскую наружную поверхность и усеченную конусную внутреннюю поверхность, чтобы край заглушки можно было закрепить на усеченной конусной внутренней поверхности, соединив его с плоской поверхностью проема, в котором находится заглушка, не прибегая к выполнению радиальных перемычек или усилений, которые могли бы помешать прохождению иглы или игл машины.
Объектом изобретения является также способ изготовления вышеупомянутой капсулы, при этом способ отличается тем, что
- выполняют пресс-форму для капсулы, имеющей боковую стенку в виде усеченного конуса, которая оснащена бортиком на большом основании усеченного конуса, при этом плоскую вершину дна капсулы выполняют в виде внутреннего кольца, ограничивающего центральный проем,
- пресс-форма состоит из части, имеющей полость в виде усеченной конусной боковой стенки капсулы, при этом дно полости, соответствующее дну капсулы, оснащено рельефной поверхностью для образования проема дна капсулы, а другая часть пресс-формы является стержнем, образующим внутреннюю поверхность капсулы,
- в полость пресс-формы помещают этикетку, форма которой соответствует развертке усеченной конусной боковой стенки, затем пресс-форму закрывают и нагнетают пластический материал.
Согласно отличительному признаку способа, на стержень укладывают заглушку, затем пресс-форму закрывают и нагнетают пластический материал.
Этот способ является исключительно простым и позволяет получить капсулу, которая не только является идеально герметичной, будучи выполненной в ходе одной операции, но которую можно легко использовать без риска заклинивания капсулы в машине во время приготовления напитка.
Поскольку заглушку, закрывающую дно, помещают в пресс-форму до литья под давлением, эта заглушка оказывается интегрированной в дно капсулы в горячем состоянии таким образом, что при охлаждении заглушка будет не только закреплена на внутренней поверхности кольца дна, но также будет натянута, что способствует ее прокалыванию иголками поршня машины.
Согласно предпочтительному отличительному признаку, внутренняя поверхность конусной стенки содержит консольные элементы, ограничивающие глубину посадки капсулы. Это позволяет объединить капсулы в партии, сажая их друг в друга после изготовления с целью их поставки торговцам обжаренным кофе, который заполняют капсулы порошком кофе или порошком для настоя.
Таким образом, заявленная капсула позволяет уменьшить загрязнение окружающей среды отходами, повысить качество продукта хранения в капсуле и предоставляет возможность улучшить эстетику и разнообразить внешний вид капсулы благодаря печати на фольге-этикетке, закрывающей боковую стенку капсул.
Чертежи
В дальнейшем изобретение поясняется описанием вариантов осуществления капсул, приводимого со ссылками на прилагаемые чертежи, на которых:
Фиг. 1А изображает вид в изометрии первого варианта выполнения заявленной капсулы в перевернутом положении.
Фиг. 1В - вид в изометрии внутреннего пространства капсулы перед ее заполнением и ее закрыванием.
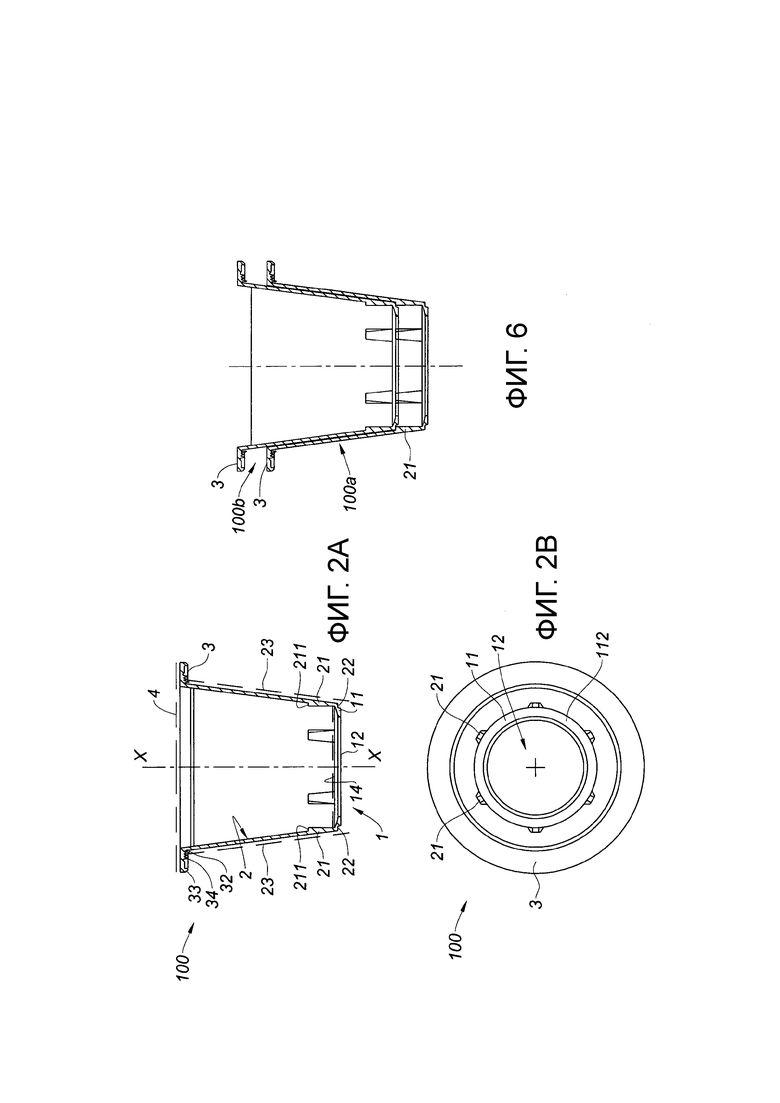
Фиг. 2А - вид в осевом разрезе капсулы, показанной на фиг.1.
Фиг. 2В - вид сверху капсулы, показанной на фиг. 1.
Фиг. 3 - развертка этикетки, закрывающей усеченную конусную стенку капсулы.
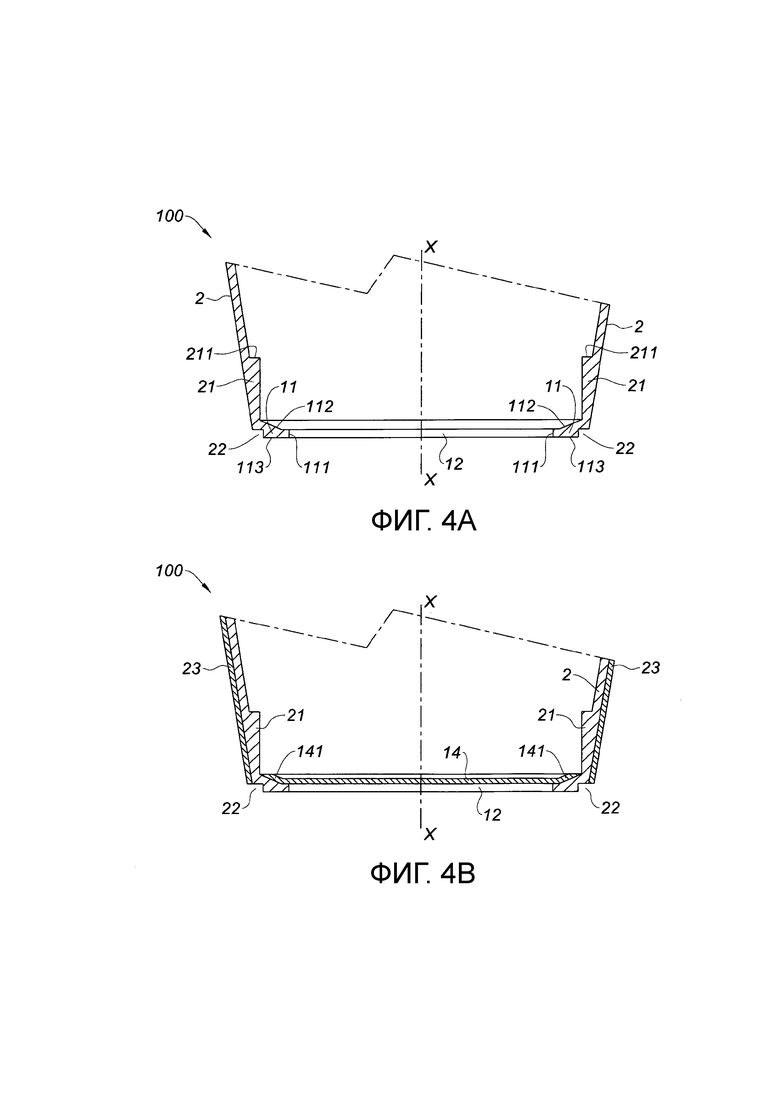
Фиг. 4А - вид в разрезе части дна капсулы без заглушки и без этикетки.
Фиг. 4В - вид, аналогичный фиг. 4А, с этикеткой и с заглушкой.
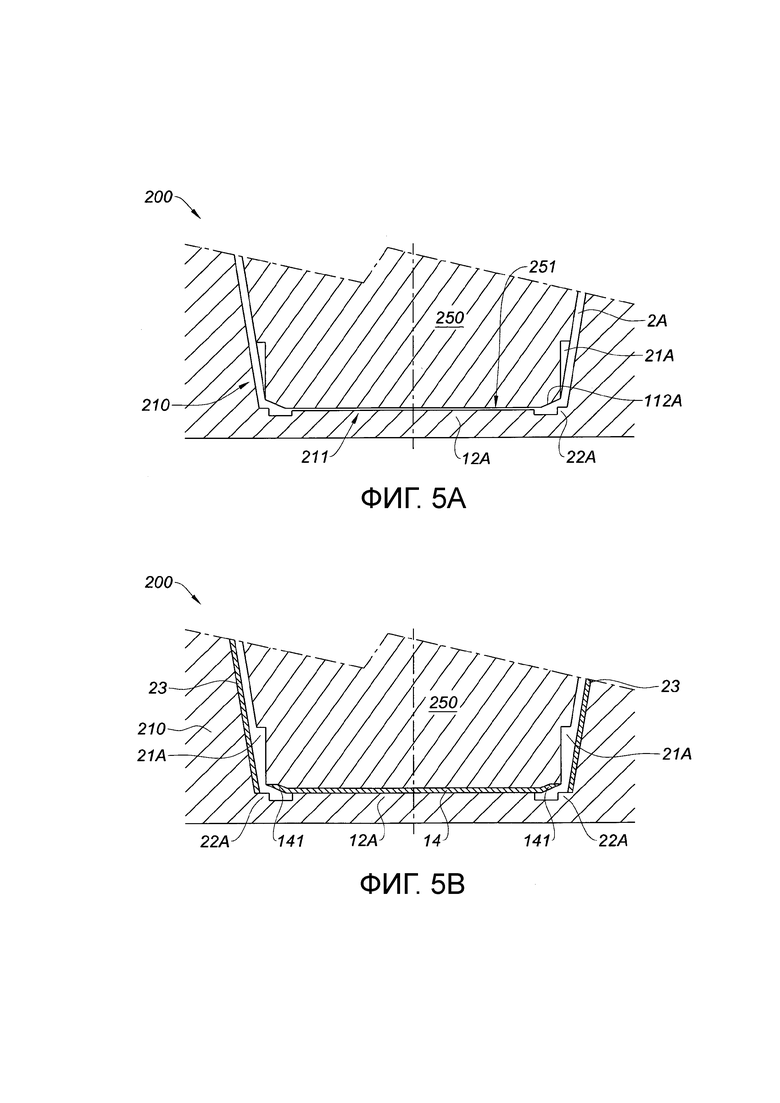
Фиг. 5А - вид в разрезе внутренней части закрытой, но пустой пресс-формы для литья под давлением.
Фиг. 5В - вид в разрезе, аналогичный фиг. 5А, с установленными на место этикеткой и заглушкой перед литьем.
Фиг. 6 - вид в осевом разрезе двух посаженных друг в друга пустых капсул.
Фиг. 7 - вид в изометрии снизу второго варианта выполнения заявленной капсулы.
Фиг. 8 - вид в осевом разрезе капсулы, показанной на фиг.7.
Фиг. 9 - вид сверху капсулы, представленной на фиг. 7, с показом внутренней конструкции.
Фиг. 10 - развертка фольги-этикетки, закрывающей усеченную конусную стенку капсулы.
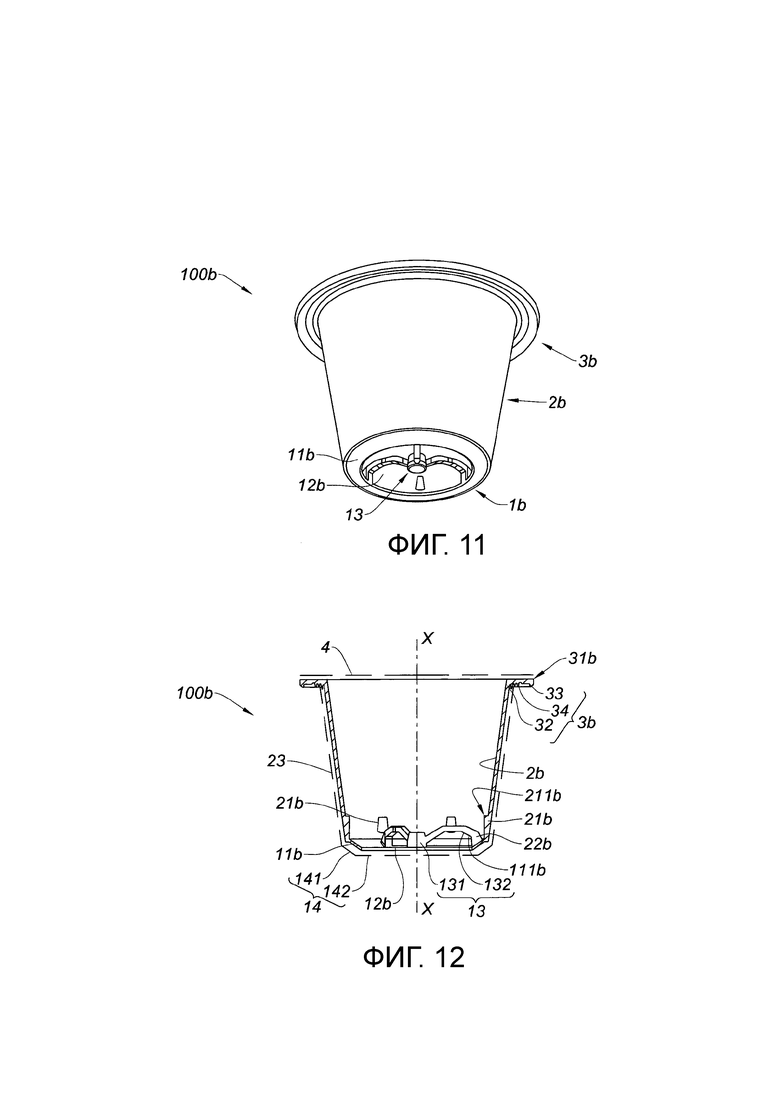
Фиг. 11 - вид в изометрии снизу третьего варианта выполнения заявленной капсулы.
Фиг. 12 - вид в осевом разрезе капсулы, показанной на фиг.11.
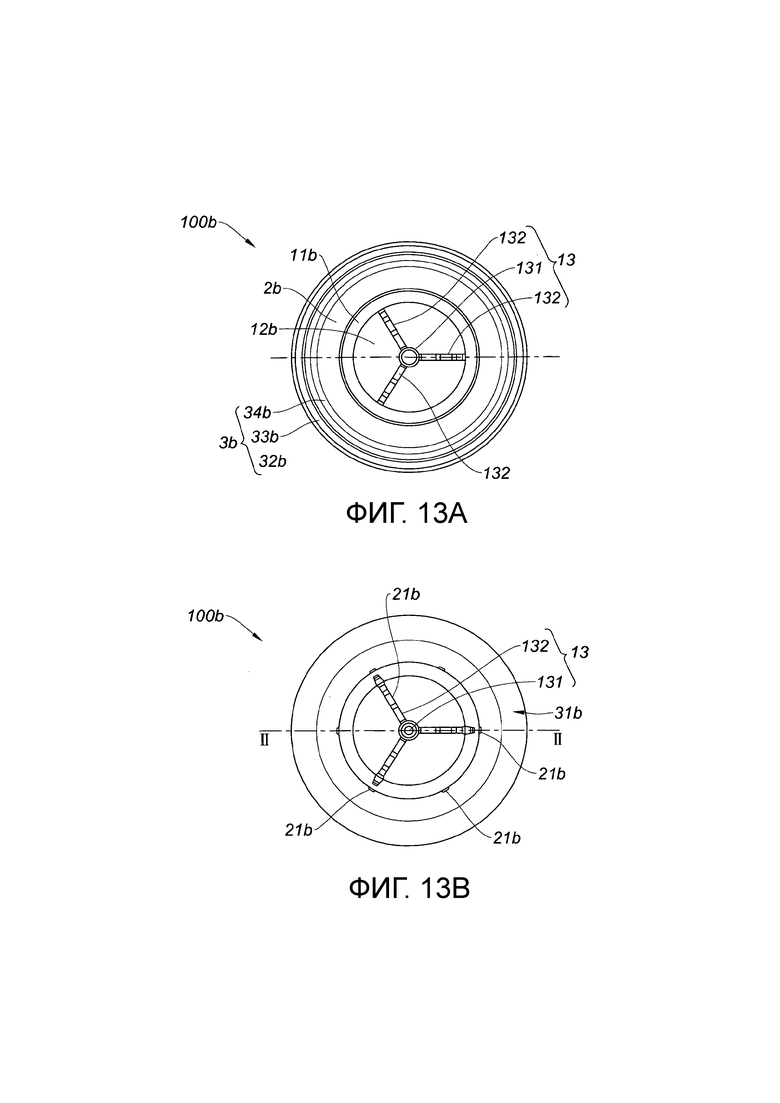
Фиг. 13А - вид снизу капсулы, показанной на фиг. 11.
Фиг. 13В - вид сверху капсулы, показанной на фиг. 11.
Фиг. 14 - вид в осевом разрезе двух посаженных друг в друга пустых капсул, показанных на фиг. 11.
Фиг. 15 - схематичный вид в осевом разрезе капсулы, показанной на фиг. 11, в поршне кофеварочной машины или машины для приготовления настоев.
Описание варианта осуществления изобретения
Как показано на фиг. 1А и 1В, объектом изобретения является капсула 100, предназначенная для заполнения веществом, таким как порошок кофе или чая, для приготовления напитка. Эту капсулу 100 помещают в ячейку кофеварочной машины или машины для приготовления настоев. Она удерживается поршнем, оснащенным иглами для прокалывания дна капсулы 100. Через другую сторону капсулы, закрытую заглушкой, проходит(ят) трубка или трубки, нагнетающая(ие) воду для пропитки порошка. Сама по себе известная машина не показана.
Капсула 100 в основном имеет форму тела вращения или в целом является симметричной во вращении относительно своей оси ХХ. Хотя в этом примере представлена капсула, имеющая форму тела вращения, то есть имеющая круглое сечение, эта форма может быть также симметричной во вращении с многоугольным сечением.
Ориентация, выбранная условно на различных фигурах, не соответствует задаваемой ориентации или ориентации при размещении капсулы 100 в машине. Условно, малое основание или вершина формы усеченного конуса является дном 1, а большое основание, обрамленное бортиком 3, называется верхом. Таким образом, на фиг. 1А капсула показана в перевернутом положении относительно положения капсулы на других фигурах.
Капсула 100 представляет собой усеченный конусный объем, ограниченный дном 1 и усеченной конусной стенкой 2, образованной единым усеченным конусом с прямой образующей между дном 1 и бортиком 3, окружающим верхний проем капсулы.
Плоское дно 1 образовано внутренним кольцом 11, соединенным с боковой стенкой 2 и окружающим центральный проем 12, ограниченный внутренним краем 111 кольца 11. Проем 12, оставленный свободным внутри центрального кольца 111, соответствует поверхности, при которой иглы прокалывают дно капсулы 100, независимо от ее ориентации вокруг оси ХХ, когда она находится в полости машины.
Дно 1 закрыто заглушкой 14, которая закреплена на кольце 11 с внутренней стороны капсулы и которую будут прокалывать иглы.
Верхний край усеченной конусной боковой стенки 2 соединен с бортиком 3, верхняя сторона 31 которого является гладкой (фиг.1В). Нижняя сторона (фиг. 1А) окружена кольцом 32 жесткости и наружным кольцом 33, которое, в свою очередь, окружает уплотнительные кромки 34, взаимодействующие со средствами уплотнения поршня машины (фиг. 2А).
Как показано на фиг. 1В, 2А, 2В, внутренняя поверхность усеченной конусной стенки 2 содержит вблизи дна консольные элементы 21, верх которых является опорной поверхностью 211 в плоскости, перпендикулярной к оси ХХ, для опоры нижнего края 22 усеченной конусной стенки 2 сажаемой внутрь капсулы.
На фиг. 2А схематично штриховой линией показаны этикетка 23, окружающая усеченную конусную боковую стенку 2, а также заглушка 4, закрывающая верх капсулы, и внутренняя заглушка 14 закрывающая кольцо 11 и центральный проем 12 дна 1. Эти различные герметичные закрывающие элементы показаны на расстоянии от закрываемых ими поверхностей. В действительности они прилегают к этим поверхностям. Предпочтительно герметичные этикетка 23 и заглушка 14 являются элементами, выполненными из алюминиевой фольги, возможно, с нанесенной на ней печатной информацией.
Этикетка 23, закрывающая боковую стенку 2, предпочтительно несет на себе декоративную, возможно, персонализированную печатную информацию, такую как место изготовления, номер изготовления, дату и другие данные, относящиеся к содержимому капсулы.
На фиг. 2В представлен вид сверху капсулы 100, где показаны внутреннее пространство капсулы без заглушки 14 и консольные элементы 21. На этой фигуре показаны капсула 100, внутреннее кольцо 11, наклонная форма усеченного конусного кольца 112 внутреннего края 11 и центральное отверстие 12.
На фиг. 3 в плане показана развертка этикетки 23, которая является сектором кольца. Этикетка 23 содержит напечатанную или декорированную поверхность 231. Развернутая форма этикетки 23 точно соответствует развертке усеченной конусной поверхности стенки 2, поэтому противоположные, например, «радиальные» края 232а,b соединяются точно по образующей боковой стенки 2 усеченного конуса для обеспечения герметичности. Края 232а,b не обязательно являются радиальными и могут иметь другой вид, главное, чтобы противоположные края имели взаимодополняющую форму для соединения на стенке 2 без промежутка, который мог бы образовать не герметичную зону. Предпочтительно декоративный рисунок 231 является таким, чтобы обеспечивать непрерывность на периферии стенки 2.
Внутренняя заглушка 14, закрывающая дно 1, представляет собой алюминиевую фольгу, которая может содержать надписи и/или информацию, или она может образовать поверхность для рекламы или для декорирования. Заглушку 14 помещают в пресс-форму перед литьем под давлением капсулы.
Плоская внутренняя заглушка 14 прилегает к кольцу 11, соединяясь внутри капсулы с линией нижнего края (наружная сторона) этикетки 23, закрывающей боковую стенку 2.
Заглушку 4, закрывающую верх капсулы, укладывают и крепят на бортике 3 после заполнения капсулы продуктом.
На фиг. 4 в увеличенном виде в осевом разрезе показана нижняя часть капсулы 100 без этикетки 23 и без заглушки 14, чтобы наглядно показать конструкцию дна 1 с его внутренним кольцом 11 и с его внутренним краем 111, который соединяется с боковой стенкой 112 через усеченное конусное кольцо 112 с большим углом расширения. Под этим кольцом 112 находится нижний край 22 боковой стенки 2. Низ 113 кольца 11 является плоским. Нижний край 22 в виде уступа обеспечивает точную укладку в стопу пустых капсул 100а, 100b, как показано на фиг. 6, и позволяет избегать соскальзывания дна капсулы сверху консольного элемента, чтобы не заблокировать эту капсулу в капсуле, в которую ее сажают. На этом виде в разрезе наглядно показаны также усиления, образованные консольными элементами 21 в сочетании с внутренним кольцом 11, чтобы боковая стенка 2 выдерживала толкающее усилие игл, прокалывающих заглушку 14, и чтобы боковая стенка 2 не деформировалась, что могло бы привести к заклинивании капсулы в машине.
На фиг. 4В, где представлен вид в разрезе, аналогичный фиг.4А, показаны этикетка 23, закрывающая боковую стенку 2 до нижнего края 22, а также внутренняя заглушка 14, закрепленная на усеченном конусном кольце 112 до края 111 и закрывающая центральный проем 12.
Заглушка 14, нагретая до температуры литейной пресс-формы, усаживается при охлаждении, когда отлитую капсулу отделяют от пресс-формы, поэтому часть заглушки, закрывающая центральный проем 12, натягивается, что обеспечивает надлежащий внешний вид, а также облегчает ее прокалывание иглами машины.
На фиг. 5А, 5В показана закрытая и пустая литейная пресс-форма 200 (фиг. 5А) и эта же закрытая и пустая пресс-форма, но с этикеткой 23 и заглушкой 13, установленными на место перед нагнетанием материала (фиг. 5В). Пустая часть литейной пресс-формы 200 имеет те же обозначения, что и соответствующие части капсулы, с добавлением буквенного индекса А.
Литейная форма 200 согласно этому примеру содержит часть с полостью 210, соответствующей форме наружной поверхности капсулы, и рельефную часть, образующую литейный стержень 250, который соответствует форме внутренней поверхности капсулы. Средства крепления этикетки 23 и заглушки 14 в пресс-форме, например, за счет разрежения, не показаны.
Полость 210 содержит дно 211, центральная часть 12А которой выполнена рельефной для получения центрального отверстия 12, поскольку заглушка 14 будет находиться внутри, а не снаружи капсулы. Край дна 211 содержит периферический рельефный элемент 22А для выполнения края 22 капсулы. Этот рельефный элемент с острым углом наружу образует заплечик для точного позиционирования нижнего края этикетки 23 (фиг. 5В).
Стержень 250 имеет периферическую стенку, отступающую на величину толщины стенки 2 формуемой капсулы, образуя промежуток 2А. Низ 251 сердечника отступает от верха рельефного элемента 12А полости 250, чтобы учитывать толщину заглушки. Кроме того, стержень 250 имеет выемки 21А для выполнения консольных элементов 21.
Низ 251 окружен усеченной конусной формой 112А для получения толщины усеченного конусного кольца 112 на уровне нижнего края 22 и периферического рельефного элемента 22А.
На фиг. 5В показана закрытая пресс-форма 200 после укладки этикетки 23 и заглушки 14. Этикетка 23 опирается своим нижним краем на рельефный элемент 22а, и заглушка 14 оказывается зажатой между дном 251 стержня и верхом рельефной части 12А полости, поэтому достаточно закрепить наружный край 141 заглушки 14 на усеченной конусной поверхности 212А стержня 250, чтобы материал не проходил между краем 141 заглушки 14 и усеченной конусной поверхностью 12А стержня 250.
На фиг. 5В видно, что вся поверхность капсулы оказывается закрытой этикеткой 23 и заглушкой 14, что обеспечивает герметичность капсулы.
Следует также отметить, что заглушка 14 зажата между стержнем 250 и дном 12А полости 210 таким образом, чтобы она эффективно нагревалась до температуры пресс-формы и чтобы затем получить усадку заглушки 14 и ее натяжение при охлаждении капсулы, извлеченной из пресс-формы.
Описанный ниже способ изготовления капсулы 100 состоит в выполнении пресс-формы для литья под давлением капсулы.
Перед литьем под давлением капсулы в полости пресс-формы крепят этикетку 23 и на стержне крепят внутреннюю заглушку 14 каждый раз в положении, соответствующем положению этикетки 23 и заглушки 14 на готовой капсуле.
Удержание на месте обоих элементов 23, 14 обеспечивают, например, при помощи разрежения, чтобы избегать локального отслаивания одного или другого из элементов и прохождения нагнетаемого материала под фольгой этикетки или заглушки.
После закрывания пресс-формы 200 нагнетают пластический материал.
Обычно пресс-форма 200 содержит несколько описанных выше комплексов, то есть несколько полостей и столько же соответствующих литейных стержней.
На фиг. 6 в разрезе показана посадка друг в друга двух капсул 100а,b. Капсулы сажают друг в друга после их изготовления и перед заполнением.
В описании второго и третьего вариантов выполнения используют одинаковые цифровые обозначения для идентичных элементов с добавлением индекса (а) для первого варианта выполнения и индекса (b) для второго варианта выполнения.
На фиг. 7 и 8 представлен второй вариант выполнения капсулы 100а, предназначенной для заполнения веществом, таким как порошок кофе или чая, для приготовления напитка. Эту капсулу 100а помещают в ячейку кофеварочной машины или машины для приготовления настоев. Она удерживается поршнем 200 (фиг. 9), оснащенным иглами 210 для прокалывания дна капсулы 100а. Через другую сторону капсулы, закрытую заглушкой, проходит(ят) трубка или трубки, нагнетающая(ие) воду для пропитки порошка. Сама по себе известная машина не показана.
Ориентация, выбранная условно на различных фигурах, не соответствует задаваемой ориентации или ориентации при размещении капсулы в машине. Согласно ориентации, показанной на фигурах, нижняя часть является дном, и верхняя часть является верхом.
На фиг. 7 показана капсула 100а, которая в целом имеет форму тела вращения относительно своей оси ХХ.
Капсула 100а представляет собой усеченный конусный объем, ограниченный дном 1а и усеченной конусной стенкой 2а, образованной единым усеченным конусом с прямой образующей между дном 1а и бортиком 3а, окружающим верхний проем капсулы.
Открытое дно 1а образовано усеченным конусным кольцом 11а, соединенным с боковой стенкой 2а и окружающим круглый центральный проем 12а. Нижний край 111а усеченного конусного кольца 11а, который является также внутренним краем, ограничивающим проем 12а, частично образует плоскость.
Верхний край усеченной конусной боковой стенки 2а соединен с бортиком 3а, верхняя сторона 31а которого является гладкой. Нижняя сторона окружена кольцом 32а жесткости за пределами наружного кольца 33а, которое, в свою очередь, окружает уплотнительные кромки 34а, взаимодействующие со средствами уплотнения поршня машины.
Внутренняя поверхность усеченной конусной стенки 2а содержит вблизи дна консольные элементы 21а треугольного сечения, верх которых является опорной поверхностью 211а. Опорная поверхность 211а образует плоскость, перпендикулярную к оси ХХ, для размещения нижнего края 22а усеченной конусной стенки 2а сажаемой внутрь капсулы.
На фиг. 8 схематично показаны фольга-этикетка 23а, окружающая усеченную конусную боковую стенку 2а, а также заглушка 4а, закрывающая верх капсулы, и заглушка 14а, закрывающая низ капсулы, в том числе усеченное конусное кольцо 11а и центральный проем 12а дна 1а. Эти различные закрывающие элементы показаны на расстоянии от закрываемых ими поверхностей. В действительности они прилегают к этим поверхностям.
Фольга-этикетка 23а, закрывающая боковую стенку 2а, является алюминиевой фольгой, которая предпочтительно несет на себе декоративную, возможно, персонализированную печатную информацию, включающую в себя место изготовления, номер изготовления, дату и другие данные, относящиеся к содержимому капсулы.
На фиг. 10 в плане показана развертка фольги-этикетки 23, которая является сектором кольца. Фольга-этикетка 23 содержит напечатанную или декорированную поверхность 231. Развернутая форма фольги-этикетки 23 точно соответствует развертке усеченной конусной поверхности стенки 2а, поэтому «радиальные» края 232 соединяются точно по образующей усеченного конуса. Предпочтительно декоративный рисунок 231а выполнен таким образом, чтобы обеспечивать непрерывность по периферии стенки 2а.
Фольгу-этикетку 23 интегрируют в усеченную конусную стенку 2а в момент литья под давлением. Для этого ее помещают в полость литейной пресс-формы, затем нагнетают пластический материал для формования капсулы и для соединения фольги-этикетки с усеченной конусной стенкой капсулы.
Заглушку 14, закрывающую дно 1 и установленную после литья под давлением капсулы, закрепляют посредством термосварки.
Плоскую и предпочтительно гофрированную заглушку 14 загибают вокруг ее центрального диска 141, и ее кольцевой край 142 прижимают к усеченному конусному кольцу 11а для соединения с фольгой-этикеткой 23, закрывающей боковую стенку 2а. Круглый диск 141 закрывает проем 12а дна.
Закрывающую верх заглушку 4 устанавливают на место и крепят на бортике 3а после заполнения капсулы продуктом.
На фиг. 9 представлен вид снизу капсулы 100а с показом уплощенного усеченного конусного кольца 11а, ограничивающего проем 12а дна, боковой стенки 2а и низа бортика 3а с его кольцом 32а жесткости, его наружным кольцом 33а и с его уплотнительными кромками 34а.
На фиг. 8 показано внутреннее пространство капсулы с консольными элементами 21а на внутренней поверхности усеченной конусной стенки 2а.
На фиг. 11 и 12 представлен третий вариант выполнения капсулы 100b без заглушки, которая обычно закрывает ее дно. Капсула в целом имеет форму тела вращения относительно ее оси ХХ.
Части капсулы 100b этого третьего варианта выполнения, которые соответствуют частям второго варианта выполнения, имеют такие же цифровые обозначения, в которых индекс (а) заменен индексом (b). Другие части имеют цифровые обозначения без индекса. Это же относится и к фольге-этикетке 23 и к заглушке 4, закрывающей верх, а также к заглушке 14, закрывающей дно 1а.
Капсула 100b представляет собой усеченный конусный объем, ограниченный дном 1b и усеченной конусной стенкой 2b, образованной единым усеченным конусом с прямой образующей между дном 1b и бортиком 3b, окружающим верхний проем капсулы.
Открытое дно 1b образовано усеченным конусным кольцом 11b, соединенным с боковой стенкой 2b и окружающим круглый центральный проем 12b дна. Этот проем внутри кольца 11b занят крестовиной 13, состоящей из ступицы 131 и соединенных с ней спиц 132, которые соединяют ее с усеченным конусным кольцом 11b. Нижний край 111b усеченного конусного кольца 11b, который является также внутренним краем, ограничивающим проем 12b, и крестовина 13b частично образуют плоскость.
Изогнутые спицы 132, соединенные с задней частью усеченного конусного кольца 11b, равномерно распределены в угловом направлении вокруг оси ХХ капсулы. Предпочтительно спицы 132b являются радиальными.
Спицы 132b ступицы изогнуты таким образом, что заходят в объем капсулы и отстоят от плоскости дна на расстояние, достаточное, чтобы избегать соприкосновения игл 210 поршня 200 машины с одной или другой из спиц 132 при любой случайной ориентации капсулы в машине (см. фиг. 15).
Верхний край усеченной конусной боковой стенки 2b соединен с бортиком 3b, верхняя сторона 31b которого является гладкой. Нижняя сторона окружена кольцом 32b жесткости за пределами наружного кольца 33b, которое, в свою очередь, окружает уплотнительные кромки 34b, взаимодействующие со средствами уплотнения поршня 210 машины.
Крестовина 13 служит для нагнетания пластического материала в пресс-форму для литья капсулы; ступица 131 соответствует входу пластического материала в пресс-форму, который затем распределяется по спицам 132 к усеченному конусному кольцу 11b и боковой стенке 2b до бортика 3b. Спицы 132 ориентированы равномерно вокруг оси вращения ХХ, и их сечение предусмотрено таким образом, чтобы обеспечивать прохождение пластического материала под давлением и чтобы он легко доходил до мест, самых удаленных от точки нагнетания, в уплотнительных кромках низа бортика 3b капсулы.
Внутренняя поверхность усеченной конусной стенки 2b содержит вблизи дна консольные элементы 21b треугольного сечения, верх которых является опорной поверхностью 211b. Опорная поверхность 211b образует плоскость, перпендикулярную к оси ХХ, для размещения нижнего края 22b усеченной конусной стенки 2b сажаемой внутрь капсулы, таким образом, чтобы ее дно 1b находилось над изогнутыми спицами 132 капсулы, в которую ее сажают, и так далее.
На фиг. 12 схематично показаны фольга-этикетка 23, окружающая усеченную конусную боковую стенку 2b, а также заглушка 4, закрывающая верх капсулы, и заглушка 14, закрывающая низ капсулы, в том числе усеченное конусное кольцо 11b и центральный проем 12b дна 1b. Эти различные закрывающие элементы показаны на расстоянии от закрываемых ими поверхностей. В действительности они прилегают к этим поверхностям.
Фольга-этикетка 23, закрывающая боковую стенку 2b, является, как было указано выше, алюминиевой фольгой, которая предпочтительно несет на себе декоративную, возможно, персонализированную печатную информацию, включающую в себя место изготовления, номер изготовления, дату и другие данные, относящиеся к содержимому капсулы.
Фольгу-этикетку 23 интегрируют в усеченную конусную стенку 2 в момент литья под давлением. Для этого ее помещают в полость литейной пресс-формы, затем нагнетают пластический материал для формования капсулы и для соединения фольги-этикетки с усеченной конусной стенкой капсулы.
Заглушку 14, закрывающую дно 1b, устанавливают после литья под давлением капсулы, так как проем 12b дна позволяет устанавливать на место подвижные элементы не показанной литейной пресс-формы. Заглушку 14 закрепляют посредством термосварки на усеченном конусном кольце 11b.
Плоскую и предпочтительно гофрированную заглушку 14 загибают вокруг ее центрального диска 141, и ее кольцевой край 142 прижимают к усеченному конусному кольцу 11b для соединения с фольгой-этикеткой 23, закрывающей боковую стенку 2b. Круглый диск 141 закрывает проем 12b дна и прилегает к нижней поверхности ступицы 131.
Закрывающую верх заглушку 4b устанавливают на место и крепят на бортике 3b после заполнения капсулы продуктом.
На фиг. 13А представлен вид снизу капсулы 100b с показом крестовины 13, содержащей три спицы 132, равномерно распределенные в угловом направлении, уплощенного усеченного конусного кольца 11b, ограничивающего проем 12b дна, боковой стенки 2b и низа бортика 3b с его кольцом 32b жесткости, его наружным кольцом 33b и с его уплотнительными кромками 34b.
На фиг. 13В представлен вид сверху капсулы 100b, на котором видно внутреннее пространство капсулы с крестовиной 13, ее ступицей 131 и ее тремя спицами 132, а также показаны консольные элементы 21b. Предпочтительно некоторые консольные элементы 21b предусмотрены на внутренней поверхности усеченной конусной стенки 2b в той же радиальной плоскости, что и спицы 132 крестовины. Другие консольные элементы 21b находятся в промежуточном положении таким образом, чтобы получить шесть консольных элементов 21b, образующих равномерную опорную поверхность внутри капсулы 100b.
На фиг. 14 представлен вид в разрезе, показывающий посадку друг в друга двух капсул 100b (или 100а). Капсулы сажают друг в друга после их изготовления и до их заполнения. В этот момент дно капсул уже оснащено заглушкой 14. Опорная поверхность 211b консольных элементов 21b находится на достаточной высоте, чтобы для посаженной капсулы 100b, которая опирается нижним краем 22b своей усеченной конусной стенки 2b на опорную поверхность 211b консольных элементов 21b стенки 2b, поверхность заглушки 14, закрывающей проем 12b дна, находилась на уровне и предпочтительно над самой высокой частью спиц 132 крестовины 13, чтобы избегать повреждения и даже разрыва заглушки 14 спицей 132 крестовины 13 капсулы 100, в которую ее сажают.
На фиг. 15 представлен схематичный вид в разрезе поршня 200 машины с его выступающими иглами 210 в момент закрывания камеры, в которой помещена капсула 100. Иглы 210 прокалывают заглушку 14 для обеспечения прохождения жидкости, но они не соприкасаются со спицами 132 крестовины и не могут деформировать капсулу и заклинить ее в поршне 200.
Обозначения, использованные в описании, будут упрощены в формуле изобретения и сведены только к цифровой части.
НОМЕНКЛАТУРА ОСНОВНЫХ ЭЛЕМЕНТОВ
(без буквенных обозначений)
100 Капсула
1 Дно капсулы
11 Внутреннее кольцо/усеченное конусное кольцо
111 Внутренний край/нижний край
112 Усеченное конусное кольцо
113 Плоская наружная поверхность
12 Центральный проем
13 Крестовина
131 Ступица
132 Спица
14 Внутренняя заглушка дна
141 Край заглушки
142 Центральный диск
2 Усеченная конусная боковая стенка
21 Консольный элемент
211 Опорная поверхность
22 Нижний край
23 Этикетка/фольга-этикетка
231 Печатная поверхность
232а,b Края этикетки
3 Бортик капсулы
31 Верхняя поверхность
32 Кольцо жесткости
33 Наружное кольцо
34 Уплотнительные кромки
4 Заглушка верха капсулы
200 Литейная пресс-форма
210 Полость
211 Дно
212А Усеченная конусная поверхность
250 Стержень
251 Низ стержня
2А Промежуток
12А Рельефный элемент дна полости
21А Выемка
300 Поршень
310 Игла
22А Периферический рельефный элемент
112А Усеченная конусная поверхность




Капсула, предназначенная для заполнения веществом с целью приготовления напитка при помощи кофеварочной машины или машины для приготовления настоев, где ее удерживает поршень во время прохождения экстрагирующей жидкости через капсулу и содержащееся в ней вещество после прокалывания дна иглами поршня. Капсула из пластического материала, выполненная посредством литья под давлением, имеет дно (1) и боковую стенку (3), в основном вписанные в усеченный конус, а также бортик (4), закрываемый заглушкой (5) после загрузки вещества в капсулу. Боковая стенка (2) образована единым усеченным конусом между бортиком (3) и открытым (12) дном (1), образованным уплощенным кольцом (11), соединенным с боковой стенкой (2). Боковая стенка (2) закрыта этикеткой (23), и открытое дно (1), включая его внутреннее кольцо (11), закрыто герметичной заглушкой (14) внутри дна. 2 н. и 14 з.п. ф-лы, 20 ил.
1. Капсула, предназначенная для заполнения веществом при приготовлении напитка, когда капсулу помещают в ячейку машины типа кофеварочной машины или машины для приготовления настоев, где ее удерживает поршень во время прохождения экстрагирующей жидкости через капсулу и содержащееся в ней вещество после прокалывания дна иглами поршня, при этом капсула из пластического материала, выполненная посредством литья под давлением, имеет дно (1) и боковую стенку (3), в основном вписанные в усеченный конус, а также бортик (4), закрываемый заглушкой (5) после загрузки вещества в капсулу,
отличающаяся тем, что
- боковая стенка (2) образована единым усеченным конусом между бортиком (3) и дном (1),
- дно (1) является плоским и образованно внутренним кольцом (11), соединенным с боковой стенкой (2) и окружающим центральный проем (12),
- боковая стенка (2) закрыта герметичной этикеткой (23) и открытое дно (1), включая его внутреннее кольцо (11), закрыто герметичной заглушкой (14).
2. Капсула по п. 1, отличающаяся тем, что герметичная заглушка (14) является внутренней заглушкой.
3. Капсула по пп. 1 и 2, отличающаяся тем, что этикетку (23) и заглушку (14) интегрируют во время литья под давлением капсулы.
4. Капсула по п. 1, отличающаяся тем, что центральный проем (12) дна (1) является круглым.
5. Капсула по п. 1, отличающаяся тем, что содержит крестовину (13), образованную центральной ступицей (131), соединенной с кольцом (11) спицами (132), заходящими в объем капсулы таким образом, чтобы не соприкасаться с иглами.
6. Капсула по п. 1, отличающаяся тем, что кольцо (11) имеет форму уплощенного усеченного конуса.
7. Капсула по п. 1, отличающаяся тем, что этикетка (23) и заглушка (14) выполнены из алюминиевой фольги и заглушка является, в частности, гофрированной.
8. Капсула по п. 1, отличающаяся тем, что этикетка (23) и заглушка (14) выполнены из комплексного материала, состоящего из алюминиевой фольги (AL) или из (EVOH), обе стороны которого покрыты пленкой пластического материала, выбранного из группы, в которую входят ПП, ПЛА.
9. Капсула по п. 1, отличающаяся тем, что этикетка (23) имеет высоту, превышающую высоту боковой стенки (2), чтобы верхний край этикетки по длине был интегрирован в бортик (3) капсулы во время литья под давлением пластического материала при изготовлении капсулы.
10. Капсула по п. 1, отличающаяся тем, что спицы (137) являются радиальными.
11. Капсула по п. 1, отличающаяся тем, что дно (1) содержит внутренний периферический край (22), образующий опору при укладке пустых капсул в стопу.
12. Капсула по п. 1, отличающаяся тем, что внутреннее кольцо (11) имеет плоскую наружную поверхность (113) и усеченную конусную внутреннюю поверхность (112).
13. Капсула по п. 1, отличающаяся тем, что внутренняя поверхность усеченной конусной стенки (2) содержит консольные элементы (21), ограничивающие глубину посадки капсулы.
14. Капсула по п. 13, отличающаяся тем, что консольные элементы (21) имеют опорную поверхность (211) над крестовиной (13), чтобы заглушка (14), закрывающая дно сажаемой капсулы, не опиралась на спицы (132) крестовины (13) капсулы, в которую сажают эту другую капсулу.
15. Способ изготовления капсулы по пп. 1-14, отличающийся тем, что
- выполняют пресс-форму (200) для капсулы (100), имеющей боковую стенку (2) в виде усеченного конуса, которая оснащена бортиком (3) на большом основании усеченного конуса, при этом плоскую вершину дна (1) капсулы выполняют в виде внутреннего кольца (11), ограничивающего центральный проем (12), причем
- пресс-форма (200) состоит из части, имеющей полость (210) в виде усеченной конусной боковой стенки капсулы, при этом дно полости, соответствующее дну (1) капсулы, оснащено рельефной поверхностью (12А) для образования проема (12) дна капсулы, а другая часть пресс-формы является стержнем (250), образующим внутреннюю поверхность капсулы,
- в полость пресс-формы помещают этикетку (23), форма которой соответствует развертке усеченной конусной боковой стенки (2), на стержень (250) укладывают заглушку (14), затем пресс-форму закрывают и нагнетают пластический материал.
16. Способ изготовления капсулы по п. 15, отличающийся тем, что на стержень (250) укладывают заглушку (14), затем пресс-форму закрывают и нагнетают пластический материал.
| WO 2013026651 A1, 28.02.2013 | |||
| Замок дверей подъемника | 1974 |
|
SU512148A1 |
| ПНЕВМАТИЧЕСКИЙ ПОДЪЕМНИК | 1992 |
|
RU2081327C1 |
| КАПСУЛА И СПОСОБ ПРИГОТОВЛЕНИЯ ПИЩЕВОЙ ЖИДКОСТИ С ПОМОЩЬЮ ЦЕНТРИФУГИРОВАНИЯ | 2008 |
|
RU2474525C2 |

