Настоящее изобретение относится к картриджу, образующему аэрозоль, для использования в электрически управляемой системе, генерирующей аэрозоль. В частности, настоящее изобретение относится к картриджам, образующим аэрозоль, которые содержат по меньшей мере один субстрат, образующий аэрозоль, который содержит источник жидкого никотина. Настоящее изобретение также относится к системам, генерирующим аэрозоль, содержащим картриджи, образующие аэрозоль, и к способам изготовления картриджей, образующих аэрозоль.
Одним типом системы, генерирующей аэрозоль, является электроуправляемая курительная система. Удерживаемые рукой электроуправляемые курительные системы, состоящие из электрического испарителя, устройства, генерирующего аэрозоль, которое содержит батарею и управляющие электронные схемы, и картриджа, образующего аэрозоль, являются известными. Как правило, картриджи, образующие аэрозоль, для использования совместно с устройствами, генерирующими аэрозоль, содержат субстрат, образующий аэрозоль, который собран, часто с другими элементами или компонентами, в форме стержня. Как правило, такой стержень выполнен в форме и с размером, предусматривающими вставку в устройство, генерирующее аэрозоль, которое содержит нагревательный элемент для нагревания субстрата, образующего аэрозоль. Другие известные картриджи, образующие аэрозоль, содержат субстрат, образующий аэрозоль, находящийся в контакте с или в непосредственной близости от электрического нагревателя, образующего часть картриджа. В одном таком примере картридж содержит запас жидкого субстрата, образующего аэрозоль, и катушку проволоки нагревателя, намотанную вокруг удлиненного фитиля, пропитанного жидким субстратом, образующим аэрозоль. Известные картриджи, как правило, содержат часть в виде мундштука, через которую при применении пользователь делает затяжку для втягивания аэрозоля в свой рот.
Тем не менее известные картриджи, образующие аэрозоль, являются относительно дорогими для производства. Это связано с их сложностью и тем фактом, что для их изготовления, как правило, необходимы трудоемкие операции по ручной сборке. Кроме того, данные картриджи зачастую требуют бережного обращения или предоставления защитного наружного корпуса во избежание повреждения во время транспортировки.
В документе US-A-2013/298905 предложена электрически управляемая система, генерирующая аэрозоль, в виде трубчатого курительного изделия, содержащего источник электропитания и нагревательный элемент для нагревания вещества, подлежащего испарению. Устройство может содержать камеру измельчения для измельчения твердого вещества, подлежащего испарению, или полость для вмещения расходуемого картриджа, в который загружено вещество, подлежащее испарению. Нагревательный элемент расположен смежно с картриджем.
В документе US-A-3 320 953 предложен ненагреваемый ингалятор в форме сигареты, сигары или трубки. Ингалятор содержит съемный контейнер, содержащий летучий материал, который высвобождается во время применения.
В документе WO-A1-2014/104078 предложено курительное изделие, содержащее негорючий ароматический источник с табачным изделием. Ароматический источник содержит плоский, прямоугольный блок материала в виде гранулированного табака и ментол, расположенный в связующем, которое размещено между плоскими верхним и нижним слоями. Ароматический источник утилизируют вместе с остальной частью курительного изделия, когда ароматический источник израсходован.
В документе WO-A1-2014/021310 предложено ненагреваемое устройство для вдыхания ароматического вещества, состоящее из внутреннего мешка, содержащего источник, генерирующий аромат, и который расположен в деформируемом внешнем мешке. Как внутренний, так и внешний мешки получены из нетканого материала, свернутого в овальный цилиндр.
Необходимо предоставить картридж, образующий аэрозоль, который является надежным и недорогим для производства.
Согласно первому аспекту настоящего изобретения предлагается картридж, образующий аэрозоль, для применения в электрически управляемой системе, генерирующей аэрозоль, при этом картридж содержит: основной слой; по меньшей мере один субстрат, образующий аэрозоль, который расположен на основном слое и содержит источник жидкого никотина; и электрический нагреватель, содержащий по меньшей мере один нагревательный элемент, предназначенный для нагревания по меньшей мере одного субстрата, образующего аэрозоль, при этом основной слой и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная, при этом контактная поверхность между электрическим нагревателем и по меньшей мере одним субстратом, образующим аэрозоль, по существу планарна и по существу параллельна контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль, и при этом по меньшей мере один нагревательный элемент расположен на противоположной стороне по меньшей мере одного субстрата, образующего аэрозоль, относительно основного слоя.
За счет контакта основного слоя и по меньшей мере одного субстрата, образующего аэрозоль, на контактной поверхности, которая по существу планарная, и за счет контакта электрического нагревателя и по меньшей мере одного субстрата, образующего аэрозоль, на контактной поверхности, которая по существу планарная и по существу параллельная контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль, картридж может быть преимущественно изготовленным с применением лишь вертикальных операций сборки. Это упрощает изготовление картриджа вследствие устранения необходимости в каких-либо более сложных операциях сборки, таких как вращательные или многочисленные поступательные движения картриджа или его компонентов, известные в изготовлении цилиндрических объектов, таких как сигареты. Такие картриджи также могут быть изготовлены с использованием меньшего количества компонентов, чем традиционные сигареты, и в целом являются более надежными.
В данном контексте термин «картридж» относится к расходуемому изделию, которое выполнено с возможностью соединения с и отсоединения от устройства, генерирующего аэрозоль, для образования системы, генерирующей аэрозоль, и которое собирается в виде одного блока, который может быть как единое целое соединен с и отсоединен от устройства, генерирующего аэрозоль, пользователем, когда изделие израсходовано.
В данном контексте термин «картридж, образующий аэрозоль» относится к картриджу, содержащему субстрат, образующий аэрозоль, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Например, картридж, генерирующий аэрозоль, может представлять собой курительное изделие.
В данном контексте термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из образующих аэрозоль субстратов курительных изделий согласно настоящему изобретению, могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы веществ, которые находятся в газообразном состоянии и при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В данном контексте термин «контакт» означает непосредственный контакт между двумя компонентами картриджа, а также косвенный контакт посредством одного или нескольких промежуточных компонентов картриджа, таких как покрытия или слоистые структуры.
В данном контексте термин «по существу планарный» означает расположенный по существу в одной плоскости.
Предпочтительно, картридж, образующий аэрозоль, представляет собой нагреваемое курительное изделие, которое является курительным изделием, содержащим субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль.
Картридж может иметь любую подходящую наружную форму. Картридж может являться удлиненным картриджем, образующим аэрозоль, имеющим расположенный ниже по потоку конец, через который аэрозоль покидает картридж, генерирующий аэрозоль, и доставляется пользователю, и противоположный расположенный выше по потоку конец. В таких вариантах осуществления компоненты или части компонентов субстрата, образующего аэрозоль, могут быть описаны в качестве расположенных выше по потоку или расположенных ниже по потоку относительно друг друга на основе их относительных положений между ближним или расположенным ниже по потоку концом и дальним или расположенным выше по потоку концом. Предпочтительно, картридж является по существу плоским. В определенных вариантах осуществления картридж является по существу плоским и имеет прямоугольное поперечное сечение.
Картридж может иметь любой подходящий размер. Предпочтительно, картридж имеет подходящие размеры для использования совместно с удерживаемой рукой системой, генерирующей аэрозоль. В определенных вариантах осуществления длина картриджа составляет от приблизительно 5 мм до приблизительно 200 мм, предпочтительно от приблизительно 10 мм до приблизительно 100 мм, более предпочтительно от приблизительно 20 мм до приблизительно 35 мм. В определенных вариантах осуществления ширина картриджа составляет от приблизительно 5 мм до приблизительно 12 мм, предпочтительно от приблизительно 7 мм до приблизительно 10 мм. В определенных вариантах осуществления высота картриджа составляет от приблизительно 2 мм до приблизительно 10 мм, предпочтительно от приблизительно 5 мм до приблизительно 8 мм.
Предпочтительно, по меньшей мере один субстрат, образующий аэрозоль, является по существу плоским. В данном контексте термин «по существу плоский» означает имеющий отношение толщины к ширине по меньшей мере 1:2, предпочтительно от 1:2 до приблизительно 1:20. Это включает, без ограничения, наличие по существу планарной формы. Плоские компоненты могут быть легко обработаны во время изготовления и предоставляют надежную конструкцию. Кроме того, было обнаружено, что выделение аэрозоля из субстрата, образующего аэрозоль, происходит лучше, когда он по существу плоский и когда поток воздуха втягивается по ширине или длине субстрата, образующего аэрозоль, или и так и так.
В определенных вариантах осуществления один или оба из основного слоя и по меньшей мере одного субстрата, образующего аэрозоль, имеют неизогнутые поперечные сечения. Это уменьшает количество вращательных движений данных компонентов во время изготовления, улучшая точность сборки и простоту сборки. В определенных вариантах осуществления один или оба из основного слоя и по меньшей мере одного субстрата, образующего аэрозоль, являются по существу планарными.
Термин «основной слой» относится к слою картриджа, который поддерживает субстрат, образующий аэрозоль, и не обязательно к положению слоя внутри картриджа. Основной слой может являться самым нижним слоем картриджа, хотя он не ограничен данным расположением.
Основной слой может иметь любую подходящую форму поперечного сечения. Предпочтительно, основной слой имеет некруглую форму поперечного сечения. В определенных предпочтительных вариантах осуществления основной слой имеет по существу прямоугольную форму поперечного сечения. В определенных вариантах осуществления основной слой имеет удлиненную по существу прямоугольную, параллелепипедную форму. В определенных предпочтительных вариантах осуществления основной слой является по существу плоским.
Субстрат, образующий аэрозоль, может быть расположен непосредственно на основном слое или опосредованно посредством одного или нескольких промежуточных слоев. Основной слой может иметь по существу планарную верхнюю поверхность, на которой расположен субстрат, образующий аэрозоль. В предпочтительных вариантах осуществления основной слой содержит по меньшей мере одну полость, в которой находится по меньшей мере один субстрат, образующий аэрозоль. Это способствует поддержанию правильного положения субстрата, образующего аэрозоль, внутри картриджа и облегчает запечатывание субстрата, образующего аэрозоль, внутри картриджа при необходимости. В определенных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, содержит несколько субстратов, образующих аэрозоль, расположенных по отдельности на основном слое, и основной слой содержит несколько полостей. Тогда два или более субстратов, образующих аэрозоль, могут находиться в различных полостях. Если субстраты, образующие аэрозоль, имеют различные составы, то их хранение по отдельности в отдельных полостях может продлить срок службы картриджа. Еще одним преимуществом является то, что это также обеспечивает возможность хранения в картридже двух или более несовместимых веществ субстрата, образующего аэрозоль. В определенных вариантах осуществления одна или несколько полостей выполнены с возможностью выборочного открытия из закрытого положения.
Основной слой может быть образован из одного компонента. В качестве альтернативы основной слой может быть образован из нескольких слоев или компонентов. Например, основной слой может быть образован из первого слоя, определяющего боковые стенки по меньшей мере одной полости, и второго слоя, определяющего нижнюю стенку по меньшей мере одной полости.
Основной слой может быть образован с использованием любого подходящего способа изготовления. В определенных вариантах осуществления основной слой содержит полимерную пленку. Такой основной слой может содержать одну или несколько полостей, образованных из одной или нескольких выпуклостей в пленке. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP). В качестве альтернативы основной слой может быть образован литьем под давлением полимерного материала, такого как, без ограничения, один или несколько из следующего: полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), полифениленсульфид, такой как полипропилен (PP), полифениленсульфид (PPS) или политрифторхлорэтилен (PCTFE или PTFCE), полиарилсульфон, такой как полисульфон (PSU), полифенилсульфон (PPSF или PPSU), полиэфирсульфон (PES) или полиэтиленимин (PEI), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
По меньшей мере один субстрат, образующий аэрозоль, содержит источник жидкого никотина. Картридж может содержать один или несколько контейнеров для удерживания источника жидкого никотина на основном слое. В предпочтительных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, содержит один или несколько пористых материалов носителя, в которых абсорбирован источник жидкого никотина, как описано в документах WO-A-2007/024130, WO-A-2007/066374, EP-A-1 736 062, WO-A-2007/131449 и WO-A-2007/131450.
В особенно предпочтительном варианте осуществления пористый материал носителя содержит материал с высокой удерживающей способностью, такой как материал, содержащий одно или несколько из волокон из сложного полиэфира, полипропилена или полиэтилентерефталата (PET). В качестве альтернативы или дополнительно пористый материал носителя может содержать один или несколько капиллярных фитилей в виде волокна или ткани, таких как капиллярные фитили, содержащие один или несколько из стекловолокон, PTFE или полиэтилена высокой плотности (HDPE).
Предпочтительно, источник жидкого никотина содержит одно или несколько из никотина, основания никотина, соли никотина, такой как никотин-HCl, никотин-битартрат или никотин-дитартрат, или производной никотина.
Источник никотина может содержать натуральный никотин или синтетический никотин.
Источник никотина может содержать чистый никотин, раствор никотина в водном или неводном растворителе или жидкий экстракт табака.
Источник никотина может дополнительно содержать образующее электролит соединение. Образующее электролит соединение может быть выбрано из группы, состоящей из гидроксидов щелочных металлов, оксидов щелочных металлов, солей щелочных металлов, оксидов щелочноземельных металлов, гидроксидов щелочноземельных металлов и их сочетаний.
Например, источник никотина может содержать образующее электролит соединение, выбранное из группы, состоящей из гидроксида калия, гидроксида натрия, оксида лития, оксида бария, хлорида калия, хлорида натрия, карбоната натрия, цитрата натрия, сульфата аммония и их сочетания.
В определенных вариантах осуществления источник никотина может содержать водный раствор никотина, основание никотина, соль никотина или производное никотина и образующее электролит соединение.
В качестве альтернативы или дополнительно источник никотина может дополнительно содержать другие компоненты, в том числе, помимо прочего, натуральные ароматизаторы, искусственные ароматизаторы и антиоксиданты.
Кроме источника никотина субстрат, образующий аэрозоль, может дополнительно содержать источник летучего соединения, ускоряющего доставку, которое вступает в реакцию с никотином в газовой фазе для способствования доставке никотина пользователю.
Летучее соединение, ускоряющее доставку, может содержать одно соединение. В качестве альтернативы летучее соединение, ускоряющее доставку, может содержать два или более разных соединения.
Предпочтительно, летучее соединение, ускоряющее доставку, является летучей жидкостью.
Летучее соединение, ускоряющее доставку, может содержать водный раствор одного или нескольких соединений. В качестве альтернативы летучее соединение, ускоряющее доставку, может содержать неводный раствор одного или нескольких соединений.
Летучее соединение, ускоряющее доставку, может содержать два или более разных летучих соединений. Например, летучее соединение, ускоряющее доставку, может содержать смесь двух или более разных летучих жидких соединений.
В качестве альтернативы летучее соединение, ускоряющее доставку, может содержать одно или несколько нелетучих соединений и одно или несколько летучих соединений. Например, летучее соединение, ускоряющее доставку, может содержать раствор одного или нескольких нелетучих соединений в летучем растворителе или смесь одного или нескольких нелетучих жидких соединений и одного или нескольких летучих жидких соединений.
В одном варианте осуществления летучее соединение, ускоряющее доставку, содержит кислоту. Летучее соединение, ускоряющее доставку, может содержать органическую кислоту или неорганическую кислоту. Предпочтительно, летучее соединение, ускоряющее доставку, содержит органическую кислоту, более предпочтительно карбоновую кислоту, наиболее предпочтительно альфа-кетокислоту или 2-оксокислоту.
В предпочтительном варианте осуществления летучее соединение, ускоряющее доставку, содержит кислоту, выбранную из группы, состоящей из 3-метил-2-оксопентановой кислоты, пировиноградной кислоты, 2-оксопентановой кислоты, 4-метил-2-оксопентановой кислоты, 3-метил-2-оксобутановой кислоты, 2-оксооктановой кислоты и их сочетаний. В особенно предпочтительном варианте осуществления летучее соединение, ускоряющее доставку, содержит пировиноградную кислоту.
Предпочтительно, по меньшей мере один субстрат, образующий аэрозоль, содержит вещество для образования аэрозоля, то есть вещество, которое генерирует аэрозоль при нагревании. Вещество для образования аэрозоля может быть, например, полиольным веществом для образования аэрозоля или неполиольным веществом для образования аэрозоля. Оно может быть твердым веществом или жидкостью при комнатной температуре, но предпочтительно при комнатной температуре представляет собой жидкость. К подходящим полиолам относятся сорбит, глицерол и гликоли, такие как пропиленгликоль или триэтиленгликоль. Подходящими веществами, которые не относятся к полиолам, являются одноатомные спирты, такие как ментол, углеводороды с высокой точкой кипения, кислоты, такие как молочная кислота, и сложные эфиры, такие как диацетин, триацетин, триэтилцитрат или изопропилмиристат. Сложные эфиры алифатических карбоновых кислот, такие как метилстеарат, диметилдодекандиоат и диметилтетрадекандиоат, также могут применяться в качестве веществ для образования аэрозоля. В равных или одинаковых пропорциях может применяться сочетание веществ для образования аэрозоля. В частности, могут быть предпочтительны полиэтиленгликоль и глицерол, тогда как триацетин сложнее стабилизировать и может также понадобиться инкапсулировать, чтобы исключить его перемещение в изделии. По меньшей мере один субстрат, образующий аэрозоль, может содержать одно или несколько ароматизирующих средств, таких как какао, лакрица, органические кислоты или ментол.
По меньшей мере один субстрат, образующий аэрозоль, может содержать один субстрат, образующий аэрозоль. В качестве альтернативы по меньшей мере один субстрат, образующий аэрозоль, может содержать несколько субстратов, образующих аэрозоль. Несколько субстратов, образующих аэрозоль, могут иметь по существу одинаковый состав. В качестве альтернативы несколько субстратов, образующих аэрозоль, могут содержать два или более субстратов, образующих аэрозоль, которые имеют по существу разные составы. Несколько субстратов, образующих аэрозоль, могут храниться вместе на основном слое. В качестве альтернативы несколько субстратов, образующих аэрозоль, могут храниться отдельно друг от друга. При хранении отдельно друг от друга двух или более разных частей субстрата, образующего аэрозоль, возможно хранение в одном картридже двух веществ, которые не являются полностью совместимыми. Преимущественно, хранение отдельно друг от друга двух или более разных частей субстрата, образующего аэрозоль, может продлить срок службы картриджа. Это также обеспечивает возможность хранения двух несовместимых веществ в одном картридже. Кроме того, это дает возможность аэрозолирования субстратов, образующих аэрозоль, отдельно друг от друга, например, нагреванием каждого субстрата, образующего аэрозоль, отдельно. Таким образом, субстраты, образующие аэрозоль, с разными требованиями относительно профиля нагревания могут нагреваться по-разному для лучшего образования аэрозоля. Это может также обеспечить возможность более эффективного использования энергии, поскольку более летучие вещества могут нагреваться отдельно от менее летучих веществ и в меньшей степени. Отдельные субстраты, образующие аэрозоль, могут также быть аэрозолированы в предварительно определенной последовательности, например, нагреванием не одного и того же субстрата из нескольких субстратов, образующих аэрозоль, для каждого применения, что обеспечивает аэрозолирование «свежего» субстрата, образующего аэрозоль, каждый раз, когда картридж применяется.
Предпочтительно, по меньшей мере один субстрат, образующий аэрозоль, является по существу плоским. По меньшей мере один субстрат, образующий аэрозоль, может иметь любую подходящую форму поперечного сечения. Предпочтительно, по меньшей мере один субстрат, образующий аэрозоль, имеет некруглую форму поперечного сечения. В определенных предпочтительных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, имеет по существу прямоугольную форму поперечного сечения. В предпочтительных вариантах осуществления субстрат, образующий аэрозоль, имеет по существу планарную первую поверхность, которая образует контактную поверхность между субстратом, образующим аэрозоль, и основным слоем, и по существу планарную вторую поверхность, противоположную первой поверхности, из которой при нагревании высвобождается аэрозоль. В определенных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, имеет удлиненную по существу прямоугольную, параллелепипедную форму.
В определенных предпочтительных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, имеет температуру испарения от приблизительно 70 градусов Цельсия до приблизительно 230 градусов Цельсия, предпочтительно от приблизительно 90 градусов Цельсия до приблизительно 180 градусов Цельсия.
В любом из вариантов осуществления картриджа предпочтительный материал или материалы для каждого из различных компонентов картриджа будут зависеть от необходимой температуры испарения субстрата, образующего аэрозоль.
При применении по меньшей мере один субстрат, образующий аэрозоль, испаряется электрическим нагревателем. Электрический нагреватель может быть по существу плоским. В предпочтительных вариантах осуществления электрический нагреватель является по существу планарным.
Электрический нагреватель может быть предназначен для нагревания субстрата, образующего аэрозоль, одним или несколькими из проводимости, конвекции и излучения. Нагреватель может нагревать субстрат, образующий аэрозоль, посредством проводимости и может быть по меньшей мере частично в контакте с субстратом, образующим аэрозоль. В качестве альтернативы или дополнительно тепло от нагревателя может передаваться на субстрат, образующий аэрозоль, посредством промежуточного теплопроводного элемента. В качестве альтернативы или дополнительно нагреватель может во время использования передавать тепло поступающему окружающему воздуху, втягиваемому через или сквозь картридж, который, в свою очередь, посредством конвекции нагревает субстрат, образующий аэрозоль.
Нагреватель является электрическим нагревателем, питаемым от источника электропитания. Термин «электрический нагреватель» относится к одному или нескольким электрическим нагревательным элементам. Электрический нагреватель может содержать внутренний электрический нагревательный элемент по меньшей мере для частичной вставки в субстрат, образующий аэрозоль. «Внутренний нагревательный элемент» представляет собой элемент, который подходит для вставки в материал, образующий аэрозоль. В качестве альтернативы или дополнительно электрический нагреватель может содержать внешний нагревательный элемент. Термин «внешний нагревательный элемент» означает элемент, который по меньшей мере частично окружает субстрат, образующий аэрозоль. Электрический нагреватель может содержать один или несколько внутренних нагревательных элементов и один или несколько внешних нагревательных элементов. Электрический нагреватель может содержать один нагревательный элемент. В качестве альтернативы электрический нагреватель может содержать более одного нагревательного элемента. В определенных вариантах осуществления картридж содержит электрический нагреватель, содержащий один или несколько нагревательных элементов.
Электрический нагреватель может содержать электрически резистивный материал. Подходящие электрически резистивные материалы включают, но без ограничения: полупроводники, такие как легированная керамика, электрически «проводящую» керамику (как, например, дисилицид молибдена), углерод, графит, металлы, сплавы металлов и композиционные материалы, изготовленные из керамического материала и металлического материала. Такие композиционные материалы могут содержать легированную или нелегированную керамику. Примеры подходящей легированной керамики включают в себя легированные карбиды кремния. Примеры подходящих металлов включают титан, цирконий, тантал и металлы из платиновой группы. Примеры подходящих сплавов металлов включают нержавеющую сталь, никель-, кобальт-, хром-, алюминий-, титан-, цирконий-, гафний-, ниобий-, молибден-, тантал-, вольфрам-, олово-, галлий-, марганец- и железосодержащие сплавы, суперсплавы на основе никеля, железа, кобальта, нержавеющей стали, Timetal® и сплавы на основе железа-марганца-алюминия. В композиционных материалах электрически резистивный материал может быть при необходимости встроен в изолирующий материал, инкапсулирован в него или покрыт им, или наоборот, в зависимости от кинетики переноса энергии и требуемых внешних физико-химических свойств. В качестве альтернативы электрический нагреватель может содержать инфракрасный нагревательный элемент, фотонный источник или индукционный нагревательный элемент.
Электрический нагреватель может иметь любую подходящую форму. Например, электрический нагреватель может быть выполнен в виде нагревательного лезвия. В качестве альтернативы электрический нагреватель может иметь форму короба или субстрата, имеющего различные электропроводные части, или форму электрически резистивной металлической трубки. В качестве альтернативы электрический нагреватель может представлять собой дисковый (концевой) нагреватель. Электрический нагреватель может содержать одну или несколько штампованных частей из электрически резистивного материала, такого как нержавеющая сталь. Другие альтернативы включают в себя нагревательную проволоку или нить, например Ni-Cr (хромоникелевую), платиновую, вольфрамовую проволоку или проволоку из сплава или нагревательную пластину.
В определенных предпочтительных вариантах осуществления электрический нагреватель содержит несколько электрически проводящих нитей. Несколько электрически проводящих нитей могут образовывать сетку или матрицу нитей или могут содержать тканый или нетканый материал.
Электрически проводящие нити могут образовывать промежутки между нитями, и промежутки могут иметь ширину от 10 мкм до 100 мкм. Предпочтительно, нити создают капиллярный эффект в промежутках, так что при применении жидкость, подлежащая испарению, втягивается в промежутки, увеличивая площадь контакта между нагревателем в сборе и жидкостью. Электрически проводящие нити могут образовывать сетку размером от 160 до 600 меш по стандарту США (+/- 10 процентов) (т. е. от 160 до 600 нитей на дюйм (+/- 10 процентов)). Ширина промежутков предпочтительно составляет от 25 мкм до 75 мкм. Процентное соотношение открытой площади сетки, которое является отношением площади промежутков к общей площади сетки, предпочтительно составляет от 25 процентов до 56 процентов. Сетка может быть образована с использованием различных типов плетеных или решетчатых структур. Сетка, матрица или материал из электрически проводящих нитей тканый также могут характеризоваться своей способностью удерживать жидкость, как хорошо известно в данной области техники. Электрически проводящие нити могут иметь диаметр от 10 мкм до 100 мкм, предпочтительно от 8 мкм до 50 мкм и более предпочтительно от 8 мкм до 39 мкм. Нити могут иметь круглое поперечное сечение или могут иметь сплющенное поперечное сечение. Нити нагревателя могут быть образованы путем травления листового материала, такого как пленка. Это может быть особенно преимущественным в том случае, если нагреватель в сборе содержит матрицу из параллельных нитей. Если нагреватель в сборе содержит сетку или тканый материал из нитей, нити могут быть получены по отдельности и связаны вместе. Электрически проводящие нити могут быть предоставлены в качестве сетки, матрицы или тканого материала. Площадь сетки, матрицы или материала из электрически проводящих нитей может быть небольшой, предпочтительно меньше чем или равной 25 мм2, позволяя встраивать их в удерживаемую рукой систему. Сетка, матрица или тканый материал из электрически проводящих нитей могут иметь, например, прямоугольную форму и размеры 5 мм на 2 мм. Предпочтительно, сетка или матрица из электрически проводящих нитей занимает площадь от 10 процентов до 50 процентов площади нагревателя в сборе. Более предпочтительно, сетка или матрица из электрически проводящих нитей занимает площадь от 15 процентов до 25 процентов площади нагревателя в сборе.
При необходимости нагревательный элемент может быть внесен в или нанесен на материал носителя. В определенных предпочтительных вариантах осуществления нагревательный элемент наносится на пленку электрически изолирующего субстрата. Пленка субстрата может быть гибкой. Пленка субстрата может быть полимерной. Пленка субстрата может представлять собой многослойную полимерную пленку. Нагревательный элемент или нагревательные элементы могут проходить в одном или нескольких отверстиях в пленке субстрата.
В одном варианте осуществления электрическая энергия подается на электрический нагреватель до тех пор, пока температура нагревательного элемента или элементов электрического нагревателя не достигнет от приблизительно 180 градусов Цельсия до приблизительно 310 градусов Цельсия. Чтобы управлять нагреванием нагревательного элемента или элементов до требуемой температуры, можно использовать любой подходящий датчик температуры и схему управления. Это является отличием от обычных сигарет, в которых сгорание табака и сигаретной обертки может достигать температуры 800 градусов Цельсия.
Предпочтительно, минимальное расстояние между электрическим нагревателем и по меньшей мере одним субстратом, образующим аэрозоль, составляет меньше чем 50 микрометров; предпочтительно, картридж содержит один или несколько слоев капиллярных волокон в пространстве между электрическим нагревателем и субстратом, образующим аэрозоль.
Электрический нагреватель содержит один или несколько нагревательных элементов, расположенных на противоположной стороне по меньшей мере одного субстрата, образующего аэрозоль, относительно основного слоя. При таком расположении нагревание субстрата, образующего аэрозоль, и высвобождение аэрозоля происходят на одной и той же стороне субстрата, образующего аэрозоль. Это оказалось особенно эффективным в случае субстратов, образующих аэрозоль, которые содержат источник жидкого никотина. В определенных вариантах осуществления нагреватель содержит один или несколько нагревательных элементов, расположенных смежно с противоположными сторонами субстрата, образующего аэрозоль. Предпочтительно, электрический нагреватель содержит несколько нагревательных элементов, предназначенных для нагревания разной части субстрата, образующего аэрозоль. В определенных предпочтительных вариантах осуществления по меньшей мере один субстрат, образующий аэрозоль, содержит несколько субстратов, образующих аэрозоль, которые расположены отдельно друг от друга на основном слое, и электрический нагреватель содержит несколько нагревательных элементов, каждый из которых предназначен для нагревания не одного и того же субстрата из нескольких субстратов, образующих аэрозоль.
При применении картридж может быть соединен с отдельной частью в виде мундштука, посредством которой пользователь может втягивать поток воздуха через или смежно с картриджем путем затяжки на расположенном ниже по потоку конце части в виде мундштука. Например, часть в виде мундштука может быть предоставлена в качестве части устройства, генерирующего аэрозоль, с которым объединяется картридж для образования системы, генерирующей аэрозоль. В таких вариантах осуществления картридж может содержать фланец для прикрепления съемной части в виде мундштука. В определенных предпочтительных вариантах осуществления картридж дополнительно содержит неотъемлемую часть в виде мундштука. В таких вариантах осуществления картридж предпочтительно расположен так, что сопротивление втягиванию на расположенном ниже по потоку конце части в виде мундштука составляет от приблизительно 50 мм вод. ст. до приблизительно 130 мм вод. ст., предпочтительно от приблизительно 80 мм вод. ст. до приблизительно 120 мм вод. ст., более предпочтительно от приблизительно 90 мм вод. ст. до приблизительно 110 мм вод. ст., наиболее предпочтительно от приблизительно 95 мм вод. ст. до приблизительно 105 мм вод. ст. В данном контексте термин «сопротивление втягиванию» означает давление, требуемое, чтобы заставить воздух проходить по всей длине испытываемого объекта при скорости 17,5 мл/с, при 22 градусах Цельсия и 101 кПа (760 торр), которое, как правило, выражается в миллиметрах водного столба (мм вод. ст.) и измеряется в соответствии с ISO 6565:2011.
В любых вариантах осуществления, описанных выше, картридж, образующий аэрозоль, может содержать устройство хранения данных, выполненное с возможностью передачи данных на устройство, генерирующее аэрозоль, при соединении картриджа, образующего аэрозоль, с устройством. Данные, сохраненные в картридже, образующем аэрозоль, могут включать в себя по меньшей мере одно из следующего: тип картриджа, образующего аэрозоль, изготовителя, дату и время изготовления, серийный номер партии, профиль нагревания и указание того, был ли ранее использован картридж, образующий аэрозоль.
В дополнение к устройству хранения данных или в качестве альтернативы устройству хранения данных картридж, образующий аэрозоль, может содержать электрическую нагрузку, выполненную с возможностью электрического соединения с устройством, генерирующим аэрозоль, при соединении картриджа, образующего аэрозоль, с устройством. Электрическая нагрузка может содержать по меньшей мере одно из резистивной нагрузки, емкостной нагрузки и индукционной нагрузки. Устройство, генерирующее аэрозоль, может быть выполнено с возможностью управления подачей электрического тока на картридж на основе по меньшей мере частично измеренной электрической нагрузки. Таким образом, электрическая нагрузка может быть использована для идентификации типа картриджа.
В особенно предпочтительном варианте осуществления по меньшей мере одна электрическая нагрузка представляет собой резистивный электрический нагреватель. Использование самого нагревателя в качестве резистивной нагрузки может устранить необходимость в отдельной или специализированной электрической нагрузке, которая в ином случае может быть предоставлена специально с целью проведения различия между различными картриджами. Картридж может содержать электрические контакты для предоставления электрического соединения между картриджем и устройством, генерирующим аэрозоль, с которым картридж может быть соединен.
Электрические контакты могут быть доступны снаружи картриджа. Электрические контакты могут быть расположенными вдоль одной или нескольких кромок картриджа. В определенных вариантах осуществления электрические контакты могут быть расположенными вдоль боковой кромки картриджа. Например, электрические контакты могут быть расположенными вдоль расположенной выше по потоку кромки картриджа. В качестве альтернативы или дополнительно электрические контакты могут быть расположенными вдоль одной продольной кромки картриджа.
Электрические контакты могут содержать силовые контакты для подачи питания на картридж, а также контакты для данных, предназначенные для передачи данных на или от картриджа, или как на, так и от картриджа.
Электрические контакты могут иметь любую подходящую форму. Электрические контакты могут являться по существу плоскими. Преимущественно, было установлено, что по существу плоские электрические контакты являются более надежными для установки электрического соединения и их проще изготовить. Предпочтительно, электрические контакты содержат часть стандартного электрического соединения, включая, без ограничения, соединения типа USB-A, USB-B, USB-mini, USB-micro, SD, miniSD или microSD. Предпочтительно, электрические контакты содержат охватываемую часть стандартного электрического соединения, включая, без ограничения, соединения типа USB-A, USB-B, USB-mini, USB-micro, SD, miniSD или microSD. В данном контексте термин «стандартное электрическое соединение» относится к электрическому соединению, которое определено промышленным стандартом.
Электрические контакты могут быть образованы как единое целое с электрической схемой. В определенных предпочтительных вариантах осуществления картридж содержит электрический нагреватель, к которому подключены электрические контакты. В таких вариантах осуществления электрический нагреватель может содержать пленку электрически изолирующего субстрата, на или в которой расположены электрические контакты и один или несколько нагревательных элементов.
В определенных вариантах осуществления картридж может содержать слой покрытия, прикрепленный к основному слою и проходящий поверх по меньшей мере части по меньшей мере одного субстрата, образующего аэрозоль. Преимущественно, слой покрытия может удерживать по меньшей мере один субстрат, образующий аэрозоль, на месте на основном слое. Слой покрытия может быть прикреплен к основному слою посредством образования вместе с основным слоем. В качестве альтернативы слой покрытия может являться отдельным компонентом, прикрепленным непосредственно к основному слою или опосредованно посредством одного или нескольких промежуточных слоев или компонентов. Аэрозоль, высвобождаемый субстратом, образующим аэрозоль, может проходить через одно или несколько отверстий в слое покрытия, основном слое или обоих слоях. Слой покрытия может иметь по меньшей мере одно газопроницаемое окно, чтобы аэрозоль, высвобождаемый субстратом, образующим аэрозоль, проходил через слой покрытия. Газопроницаемое окно может являться по существу открытым. В качестве альтернативы газопроницаемое окно может содержать перфорированную мембрану или решетку, проходящую поперек отверстия в слое покрытия. Может быть использована решетка любой подходящей формы, например поперечная решетка, продольная решетка или сетчатая решетка. Слой покрытия может образовывать уплотнение с основным слоем. Слой покрытия может образовывать герметичное уплотнение с основным слоем. Слой покрытия может содержать полимерное покрытие, по меньшей мере в котором слой покрытия прикрепляется к основному слою, при этом полимерное покрытие образует уплотнение между слоем покрытия и основным слоем.
Картридж, образующий аэрозоль, может содержать защитную пленку, расположенную поверх по меньшей мере части по меньшей мере одного субстрата, образующего аэрозоль. Защитная пленка может быть газонепроницаемой. Защитная пленка может быть предусмотренной для герметичного запечатывания субстрата, образующего аэрозоль, внутри картриджа. В данном контексте термин «герметичное запечатывание» означает, что вес летучих соединений в субстрате, образующем аэрозоль, изменяется на меньше чем 2 процента за двухнедельный период, предпочтительно за двухмесячный период, более предпочтительно за двухгодичный период.
Если основной слой содержит по меньшей мере одну полость, в которой находится субстрат, образующий аэрозоль, защитная пленка может быть выполнена с возможностью закрытия одной или нескольких полостей. Защитная пленка может быть по меньшей мере частично съемной для распечатывания по меньшей мере одного субстрата, образующего аэрозоль. Предпочтительно, защитная пленка является съемной. Если основной слой содержит несколько полостей, в которых удерживаются несколько субстратов, образующих аэрозоль, то защитная пленка может быть поэтапно съемной для избирательного распечатывания одного или нескольких субстратов, образующих аэрозоль. Например, защитная пленка может содержать одну или несколько съемных частей, каждая из которых предусмотрена для открытия одной или нескольких полостей при ее отделении от оставшейся части защитной пленки. В качестве альтернативы или дополнительно защитная пленка может быть прикрепленной так, что требуемое усилие для ее удаления варьируется на разных этапах удаления в качестве подсказки для пользователя. Например, требуемое усилие для удаления может увеличиваться между смежными этапами, так что пользователь должен специально тянуть сильнее за защитную пленку, чтобы продолжить удаление защитной пленки. Это может обеспечиваться любыми подходящими средствами. Например, необходимое усилие для удаления может варьироваться за счет изменения типа, количества или формы клейкого слоя, или за счет изменения формы или величины линии приваривания, посредством которой защитная пленка прикрепляется.
Защитная пленка может быть с возможностью снятия прикрепленной к основному слою либо непосредственно, либо опосредованно с помощью одного или нескольких промежуточных компонентов. Если картридж содержит слой покрытия, как описано выше, защитная пленка может быть с возможностью снятия прикреплена к слою покрытия. Если слой покрытия имеет одно или несколько газопроницаемых окон, защитная пленка может проходить поперек и закрывать одно или несколько газопроницаемых окон. Защитная пленка может быть с возможностью снятия прикрепленной любым подходящим способом, например с применением клея. Защитная пленка может быть с возможностью снятия прикрепленной ультразвуковой сваркой. Защитная пленка может быть с возможностью снятия прикрепленной ультразвуковой сваркой по линии запечатывания. Линия запечатывания может быть непрерывной. Линия запечатывания может представлять собой две или более непрерывных линий приваривания, расположенных бок о бок. При таком устройстве запечатанное состояние может сохраняться, если по меньшей мере одна из непрерывных линий приваривания остается нетронутой.
Защитная пленка может быть гибкой пленкой. Защитная пленка может содержать любой подходящий материал или материалы. Например, защитная пленка может представлять собой полимерную пленку. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP). Защитная пленка может представлять собой многослойную полимерную пленку.
Картридж, образующий аэрозоль, может содержать впускное отверстие для воздуха и выпускное отверстие для воздуха, соединенные каналом для потока воздуха, который пребывает в жидкостной связи с субстратом, образующим аэрозоль, при применении картриджа. Канал для потока воздуха может иметь поверхность в виде внутренней стенки, на которой выполнен один или несколько элементов для возмущения потока, при этом элементы для возмущения потока расположены так, чтобы создавать турбулентный пограничный слой в потоке воздуха, втягиваемого через канал для потока воздуха. В некоторых вариантах осуществления элементы для возмущения потока представляют собой одну или несколько выемок или неровностей на поверхности в виде внутренней стенки.
Согласно второму аспекту настоящего изобретения предложена электрически управляемая система, образующая аэрозоль, которая содержит устройство, образующее аэрозоль, и картридж, образующий аэрозоль, как описано в любом из вышеизложенных вариантов осуществления, при этом устройство содержит: основную часть, определяющую приемный элемент в виде паза для вмещения с возможностью извлечения картриджа, образующего аэрозоль; и источник электропитания для подачи питания на электрический нагреватель.
Согласно третьему аспекту настоящего изобретения предложен способ изготовления картриджа, образующего аэрозоль, для применения в электрически управляемой системе, генерирующей аэрозоль, при это способ включает следующие этапы: предоставление основного слоя на линию сборки; размещение по меньшей мере одного субстрата, образующего аэрозоль, на основном слое так, что основной слой и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная, при этом субстрат, образующий аэрозоль, содержит источник жидкого никотина; и прикрепление электрического нагревателя к основному слою так, что электрический нагреватель и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная и по существу параллельная контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль.
Основной слой может быть образован из одного компонента. В качестве альтернативы основной слой может содержать несколько слоев или компонентов, которые объединяются для образования основного слоя. Основной слой может иметь по существу планарную верхнюю поверхность, и этап размещения по меньшей мере одного субстрата, образующего аэрозоль, на основном слое может быть выполнен посредством размещения субстрата, образующего аэрозоль, на по существу планарной верхней поверхности.
В определенных предпочтительных вариантах осуществления способ дополнительно включает этап образования по меньшей мере одной полости в основном слое, при этом этап размещения по меньшей мере одного субстрата, образующего аэрозоль, на основном слое выполняют посредством размещения по меньшей мере одного субстрата, образующего аэрозоль, по меньшей мере в одной полости. Полость может быть предварительно образована в основном слое. В определенных вариантах осуществления основной слой содержит один или несколько формованных компонентов, и полость образовывается с использованием формы, посредством которой выполнен один или несколько формованных компонентов. В таких вариантах осуществления основной слой может быть изготовлен литьем под давлением. В качестве альтернативы полость может быть образована в существующем компоненте основного слоя посредством горячего формования или холодного формования. Полость может быть образована в существующем компоненте основного слоя с использованием механического действия или под прилагаемым давлением, под действием вакуума или любого их сочетания. В определенных вариантах осуществления этап предоставления основного слоя включает подачу полотна пленки основного слоя на линию сборки, и этап образования по меньшей мере одной полости в основном слое выполняется посредством горячего формования или холодного формования выпуклости в полотне пленки основного слоя.
Электрический нагреватель может быть прикреплен непосредственно к основному слою или опосредованно посредством одного или нескольких промежуточных компонентов. Электрический нагреватель может быть прикреплен любым подходящим способом, например посредством наслоения, сварки, приклеивания или такого механического крепления, при котором он будет удерживаться на месте другим компонентом картриджа.
Электрический нагреватель может быть предварительно образован и размещен в картридже в качестве отдельного компонента. В определенных вариантах осуществления этап прикрепления электрического нагревателя выполняют посредством подачи полотна пленки электрического нагревателя с бобины на линию сборки и разрезания полотна пленки электрического нагревателя в поперечном направлении для образования отдельных электрических нагревателей. В данном контексте термин «в поперечном направлении» относится к направлению, по существу перпендикулярному направлению потока компонентов на линии сборки. Пленка электрического нагревателя может содержать один или несколько электрически проводящих слоев, таких как алюминиевая пленка, из которых может быть образован нагреватель, например, посредством врезания одного или нескольких нагревательных элементов в пленку. В определенных вариантах осуществления полотно пленки электрического нагревателя представляет собой полотно пленки электрически изолирующего субстрата, к которой прикреплено несколько нагревательных элементов. Пленка электрически изолирующего субстрата может содержать один или несколько электрически изолирующих слоев полимерной пленки. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP). В одном конкретном варианте осуществления пленка электрического нагревателя содержит нагревательный элемент из нержавеющей стали, находящийся между двумя слоями полимерной пленки.
Основной слой может быть образован любым подходящим способом. В определенных вариантах осуществления каждый основной слой образован из полимерного материала, изготовленного литьем под давлением, такого как, без ограничения, один или несколько из следующего: полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), полифениленсульфид, такой как полипропилен (PP), полифениленсульфид (PPS) или политрифторхлорэтилен (PCTFE или PTFCE), полиарилсульфон, такой как полисульфон (PSU), полифенилсульфон (PPSF или PPSU), полиэфирсульфон (PES) или полиэтиленимин (PEI), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
В качестве альтернативы этап предоставления основного слоя включает подачу полотна пленки основного слоя с бобины на линию сборки и разрезание полотна пленки основного слоя в поперечном направлении для образования отдельных основных слоев. В качестве альтернативы или дополнения этап предоставления основного слоя может включать предоставление полотна пленки субстрата и полотна промежуточной пленки, скрепление вместе полотен пленки субстрата и промежуточной пленки для образования полотна пленки основного слоя и разрезание полотна пленки основного слоя в поперечном направлении для образования отдельных основных слоев. Полотно пленки субстрата может содержать часть полотна пленки электрического нагревателя. В таких вариантах осуществления способ может включать этап прикрепления электрического нагревателя к основному слою, при этом полотно пленки субстрата образовано полотном пленки электрически изолирующего субстрата, к которой прикреплено несколько нагревательных элементов. Полотно пленки основного слоя может содержать любой подходящий материал или материалы. Например, полотно пленки основного слоя может содержать один или несколько слоев полимерной пленки. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
Способ может дополнительно включать этап предоставления слоя покрытия поверх по меньшей мере одного субстрата, образующего аэрозоль, и прикрепления слоя покрытия к основному слою. Преимущественно, слой покрытия предусмотрен для удерживания по меньшей мере одного субстрата, образующего аэрозоль, на месте на основном слое. В определенных вариантах осуществления слой покрытия образован из полимера, изготовленного литьем под давлением. В таких вариантах осуществления слой покрытия может содержать любой подходящий материал или материалы. Например, слой покрытия, изготовленный литьем под давлением, может быть получен из полимерного материала, изготовленного литьем под давлением, такого как, без ограничения, один или несколько из следующего: полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), полифениленсульфид, такой как полипропилен (PP), полифениленсульфид (PPS) или политрифторхлорэтилен (PCTFE или PTFCE), полиарилсульфон, такой как полисульфон (PSU), полифенилсульфон (PPSF или PPSU), полиэфирсульфон (PES) или полиэтиленимин (PEI), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
В качестве альтернативы этап предоставления слоя покрытия может включать разматывание полотна пленки слоя покрытия с бобины и прикрепление пленки слоя покрытия к пленке основного слоя. Пленка слоя покрытия может быть прикреплена к пленке основного слоя любым подходящим способом, например посредством сварки. Полотно пленки слоя покрытия может содержать любой подходящий материал или материалы. Например, полотно пленки слоя покрытия может содержать один или несколько слоев полимерной пленки. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
Способ может дополнительно включать этап предоставления защитной пленки поверх по меньшей мере одного субстрата, образующего аэрозоль, для ограничения высвобождения летучих соединений из субстрата, образующего аэрозоль. Защитная пленка может быть предусмотренной для герметичного запечатывания субстрата, образующего аэрозоль, внутри картриджа. Этап предоставления защитной пленки может включать разматывание полотна защитной пленки с бобины и прикрепление защитной пленки к пленке основного слоя либо непосредственно, либо опосредованно посредством одного или нескольких промежуточных слоев. Защитная пленка может быть прикреплена к пленке основного слоя любым подходящим способом, например посредством сварки. Защитная пленка может содержать любой подходящий материал или материалы. Например, защитная пленка может содержать один или несколько слоев полимерной пленки. Полимерная пленка может содержать любой подходящий материал, такой как, без ограничения, один или несколько из следующего: полиимид (PI), полиарилэфиркетон (PAEK), такой как полиэфирэфиркетон (PEEK), полиэфиркетон (PEK) или полиэфиркетонэфиркетонкетон (PEKEKK), или фтористый полимер, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этилен-тетрафторэтилен (ETFE), PVDFELS или фторированный этилен-пропилен (FEP).
Способ может дополнительно включать этап предоставления накрывающего элемента, прикрепленного к основному слою и поверх субстрата, образующего аэрозоль. Накрывающий элемент может содержать впускное отверстие для воздуха и выпускное отверстие для воздуха, соединенные каналом для потока воздуха. Накрывающий элемент может быть образован из одного компонента. В качестве альтернативы накрывающий элемент может содержать несколько слоев или компонентов, которые объединяются для образования накрывающего элемента. Накрывающий элемент может иметь по существу планарную верхнюю поверхность. В определенных предпочтительных вариантах осуществления способ дополнительно включает этап образования по меньшей мере одной полости в накрывающем элементе для по меньшей мере частичного определения канала для потока воздуха. Полость может быть предварительно образована в накрывающем элементе. В определенных вариантах осуществления накрывающий элемент содержит один или несколько формованных компонентов, и полость образовывается с использованием формы, посредством которой выполнен один или несколько формованных компонентов. В таких вариантах осуществления накрывающий элемент может быть изготовлен литьем под давлением. В качестве альтернативы полость может быть образована в существующем компоненте накрывающего элемента посредством горячего формования или холодного формования. Полость может быть образована в существующем компоненте накрывающего элемента с использованием механического действия или под прилагаемым давлением, под действием вакуума или любого их сочетания. В определенных вариантах осуществления этап предоставления накрывающего элемента включает подачу полотна пленки накрывающего элемента на линию сборки, и этап образования по меньшей мере одной полости в накрывающем элементе выполняется посредством горячего формования или холодного формования выпуклости в полотне пленки накрывающего элемента.
Если один или несколько компонентов картриджа образованы из одного или нескольких полотен пленки, то одно или несколько полотен пленки могут иметь одинаковую ширину. Другими словами, каждое полотно может иметь по существу такую же ширину, как и соответствующий компонент картриджа, для образования которого используется полотно. В определенных предпочтительных вариантах осуществления одно или несколько полотен пленки могут иметь ширину, которая от приблизительно 2 раз до приблизительно 50 раз превышает ширину соответствующего компонента, для образования которого используется полотно. Преимущественно, это делает возможным параллельное изготовление нескольких картриджей, образующих аэрозоль.
Если один или несколько компонентов картриджа образованы из двух или более полотен пленки, то два полотна пленки могут быть скреплены вместе любым подходящим способом, например с использованием клея, посредством сварки, посредством плавления или любого их сочетания. В одном конкретном варианте осуществления два или более слоев картриджа наслаиваются друг на друга. В таком примере два слоя прижимаются друг к другу и один или оба частично плавятся, например с использованием тепла или ультразвука, или и того и другого, для объединения слоев вместе.
Способ может включать перемещение компонентов картриджа на конвейере. Конвейер может представлять собой непрерывный конвейер, такой как конвейерная лента. Конвейер может иметь несколько полостей для вмещения одного или нескольких компонентов картриджа во время изготовления для обеспечения правильного размещения таких компонентов на конвейере. Полости могут быть расположены в два или более параллельных рядов. Полости могут быть расположены в виде решетки. Преимущественно, это делает возможным параллельное изготовление нескольких картриджей, образующих аэрозоль. В качестве альтернативы конвейер может содержать одно или несколько полотен пленки, из которых изготавливаются картриджи и которые тянутся вдоль линии сборки приводным колесом или другими приводными средствами. Например, конвейер может содержать полотно пленки основного слоя.
В соответствии с четвертым аспектом изобретения предоставляется способ изготовления картриджа, образующего аэрозоль, в соответствии с любым из вариантов осуществления, описанных выше.
Несмотря на то, что изобретение было описано со ссылкой на различные аспекты, следует понимать, что признаки, описанные относительно одного аспекта изобретения, могут быть применены к другим аспектам изобретения.
Настоящее изобретение будет далее описано исключительно в виде примера со ссылками на сопроводительные графические материалы, в которых:
на фиг. 1A и 1B показаны схематические иллюстрации системы, генерирующей аэрозоль, содержащей картридж, образующий аэрозоль, в соответствии с настоящим изобретением, вставленный в электрически управляемое устройство, генерирующее аэрозоль;
на фиг. 2A и 2B показан первый вариант осуществления картриджа, образующего аэрозоль, в соответствии с настоящим изобретением, при этом на фиг. 2A показан вид в перспективе, а на фиг. 2B показан покомпонентный вид картриджа;
на фиг. 3A и 3B показан второй вариант осуществления картриджа, образующего аэрозоль, в соответствии с настоящим изобретением, при этом на фиг. 3A показан вид в перспективе, а на фиг. 3B показан покомпонентный вид картриджа;
на фиг. 4 показана схематическая иллюстрация процесса изготовления картриджа, образующего аэрозоль, показанного на фиг. 2A и 2B; и
на фиг. 5 показана схематическая иллюстрация процесса изготовления картриджа, образующего аэрозоль, показанного на фиг. 3A и 3B.
На фиг. 1A и 1B показаны устройство 10, генерирующее аэрозоль, и отдельный съемный картридж 20, образующий аэрозоль, которые вместе образуют систему, генерирующую аэрозоль. Устройство 10 является портативным и имеет размер, сопоставимый с размером традиционной сигары или сигареты. Устройство 10 содержит основную часть 5 и съемную часть 12 в виде мундштука. Основная часть 12 содержит батарею 13, такую как литий-железо-фосфатная батарея, электрическую схему 14 и полость 15 в виде паза. Часть 12 в виде мундштука насаживается на картридж и соединяется с основной частью 5 с использованием разъемного соединительного средства (не показано). Часть 12 в виде мундштука может быть снята (как показано на фиг. 1A) для обеспечения вставки и удаления картриджей и соединяется с основной частью 5, когда система должна быть использована для генерирования аэрозоля, как будет описано. Часть 12 в виде мундштука содержит впускное отверстие 16 для воздуха и выпускное отверстие 17 для воздуха, каждое из которых может представлять собой одно или несколько отверстий. При применении пользователь осуществляет втягивание или затяжку со стороны выпускного отверстия 17 для воздуха для втягивания воздуха сквозь впускное отверстие 16 для воздуха через часть 12 в виде мундштука в выпускное отверстие 17 для воздуха, а затем в рот или легкие пользователя. Поток воздуха, втягиваемого через часть 12 в виде мундштука, может втягиваться мимо картриджа 20 (как показано стрелками, обозначенными как «A», на фиг. 1B) или также через один или несколько каналов для потока воздуха в картридже 20 (как указано стрелками, обозначенными как «B», на фиг. 1B). Полость 15 имеет прямоугольное поперечное сечение и такой размер, чтобы вмещать по меньшей мере часть картриджа 20 для разъемного соединения устройства 10 и картриджа 20. В данном контексте термин «разъемно соединять» означает, что устройство и картридж могут быть соединены и отсоединены друг от друга без значительного повреждения обоих. Электрические контакты (не показаны) выполнены внутри полости 15 для обеспечения электрического соединения между электрической схемой устройства и соответствующими электрическими контактами на картридже 20.
На фиг. 2A и 2B показан второй вариант осуществления картриджа 220, образующего аэрозоль. Картридж 220 имеет в целом прямоугольное поперечное сечение, хотя оно может быть любой другой подходящей плоской формы. Картридж содержит основной слой 222, субстрат 224, образующий аэрозоль, расположенный на основном слое 222, нагреватель 226, расположенный поверх субстрата 224, образующего аэрозоль, защитную пленку 230 поверх нагревателя 226 и накрывающий элемент 232, прикрепленный к основному слою 222 и поверх защитной пленки 230. Субстрат 224, образующий аэрозоль, нагреватель 226 и защитная пленка 230 являются по существу плоскими и по существу параллельными друг другу. Контактные поверхности между любыми двумя из основного слоя 222, субстрата 224, образующего аэрозоль, нагревателя 226, защитной пленки 230 и накрывающего элемента 232 являются по существу планарными и по существу параллельными друг другу.
Основной слой 222 образован из по существу планарного листа с направленной вниз выпуклостью, определяющей полость 234 на его верхней поверхности, в которой расположен субстрат 224, образующий аэрозоль. Субстрат 224, образующий аэрозоль, содержит источник жидкого никотина. В этом примере субстрат 224, образующий аэрозоль, содержит источник жидкого никотина, абсорбированный в по существу плоском прямоугольном блоке пористого материала носителя. На верхней поверхности материала носителя предусмотрена капиллярная накладка 225, способствующая втягиванию жидкого субстрата в верхнюю поверхность материала носителя для испарения.
Нагреватель 226 содержит нагревательный элемент 236, соединенный с электрическими контактами 238. В этом примере нагревательный элемент 236 и электрические контакты 238 выполнены за одно целое, и нагреватель 226 получен расположением нагревательного элемента 236 и электрических контактов 238 на пленке 237 электрически изолирующего субстрата так, что нагревательный элемент 236 расположен в отверстии 239, выполненном в пленке 237 электрически изолирующего субстрата. При применении аэрозоль, высвобожденный из субстрата 224, образующего аэрозоль, проходит сквозь отверстие 239 в пленке 237 электрически изолирующего субстрата и сквозь нагревательный элемент 236. Пленка 237 электрически изолирующего субстрата выполнена такого размера, чтобы накладываться на полость 234 в основном слое 222, и способствует удержанию субстрата 224, образующего аэрозоль, на месте на основном слое 222. В этом примере пленка 237 электрически изолирующего субстрата проходит в сторону за пределы полости 234 и имеет по существу такие же ширину и длину, как и основной слой 222, так что кромки слоя 228 покрытия и основного слоя 222 в целом выровнены. Основной слой 222 имеет два контактных отверстия 240 на своем дальнем конце, в которые проходят электрические контакты 238. Доступ к электрическим контактам 238 может быть получен снаружи картриджа через контактные отверстия 240.
Защитная пленка 230 с возможностью снятия прикреплена к верхней части нагревателя 226 и поверх отверстия 239 в пленке 237 электрически изолирующего субстрата для запечатывания субстрата 224, образующего аэрозоль, внутри картриджа 220. Защитная пленка 230 содержит по существу непроницаемый лист, который приваривается к нагревателю 226, но который может быть легко снят. Лист приваривается к нагревателю 226 по непрерывной линии запечатывания, образованной двумя непрерывными линиями приваривания, расположенными бок о бок. Защитная пленка 230 выполняет функцию предотвращения существенной потери летучих соединений из субстрата 224, образующего аэрозоль, до использования картриджа 220. Выступ 248 предоставлен на свободном конце защитной пленки 230 для обеспечения пользователю возможности взяться за защитную пленку 230 для ее удаления с отверстия 239. Выступ 248 образован посредством удлинения защитной пленки 230 и проходит за пределы кромки накрывающего элемента 232. Для упрощения удаления защитная пленка 230 складывается поверх самой себя по поперечной линии 249 сгиба, так что защитная пленка 230 разделяется на первую часть 230A, которая прикреплена к нагревателю 226 непрерывной линией запечатывания, и вторую часть 230B, которая проходит в продольном направлении от линии 249 сгиба до выступа 248. Вторая часть 230B расположена плашмя относительно первой части 230A, так что первая и вторая части 230A, 230B являются по существу копланарными. При таком устройстве защитная пленка 230 может быть снята, если потянуть за выступ 248 в продольном направлении для снятия первой части 230A с нагревателя 226 по линии 249 сгиба.
Специалисту в данной области техники будет понятно, что, хотя сварка и описана в качестве способа закрепления съемной защитной пленки 230 на нагревателе 226, могут также использоваться и другие способы, знакомые специалистам в данной области техники, включая, без ограничения, тепловое запечатывание или приклеивание, при условии, что защитная пленка 230 может быть легко снята потребителем.
Накрывающий элемент 232 образован из по существу планарного листа с направленной вверх выпуклостью 233 на его верхней поверхности. Накрывающий элемент 232 содержит впускное отверстие 250 для воздуха в направлении дальнего конца выпуклости и выпускное отверстие для воздуха (не показано) на его ближнем конце. Впускное отверстие 250 для воздуха и выпускное отверстие для воздуха соединены каналом для потока воздуха, определенным выпуклостью 233.
Во время использования защитная пленка 230 снимается, если потянуть за выступ 248 в продольном направлении и в сторону от картриджа 220. После удаления защитной пленки 230 субстрат 224, образующий аэрозоль, находится в жидкостной связи с каналом для потока воздуха посредством отверстия 239 в электрически изолирующем субстрате 237. Затем картридж 220 вставляется в устройство, генерирующее аэрозоль, как показано на фиг. 1A и 1B, так что электрические контакты 238 соединяются с соответствующими электрическими контактами в полости устройства. Затем электропитание подается устройством на нагреватель 226 картриджа для высвобождения аэрозоля из субстрата, образующего аэрозоль. Когда пользователь делает затяжку через часть в виде мундштука устройства, воздух втягивается из впускных отверстий для воздуха в мундштуке во впускное отверстие 250 для воздуха накрывающего элемента и проходит через канал для потока воздуха в накрывающем элементе 232, где он смешивается с аэрозолем. Затем смесь воздуха и аэрозоля втягивается через выпускное отверстие для воздуха картриджа 220 в выпускное отверстие части в виде мундштука.
После использования пользователем субстрата 224, образующего аэрозоль, картридж удаляется из полости устройства и заменяется.
На фиг. 3A и 3B показан второй вариант осуществления картриджа 320, образующего аэрозоль. Картридж 320 имеет в целом цилиндрическую форму с овальным поперечным сечением, хотя он может быть любой другой подходящей плоской формы, такой как многоугольная форма. Форма картриджа 320 определяется основным слоем 322 и накрывающим элементом 332, прикрепленным к основному слою 322, для завершения внешней формы картриджа 320. Картридж 320 также содержит первый и второй субстраты 324A, 324B, образующие аэрозоль, которые расположены на основном слое 322, нагреватель 326, расположенный поверх субстратов 324A, 324B, образующих аэрозоль, и защитную пленку 330 поверх нагревателя 326. Субстраты, образующие аэрозоль, нагреватель 326 и защитная пленка 330 являются по существу плоскими и по существу параллельными друг другу. Контактные поверхности между любыми двумя из основного слоя 322, субстратов, образующих аэрозоль, нагревателя 326, защитной пленки 330 и накрывающего элемента 332 являются по существу планарными и по существу параллельными.
Основной слой 322 имеет первые и вторые полости 334A, 334B на своей верхней поверхности. Первый субстрат 324A, образующий аэрозоль, расположен в первой полости 334A, а второй субстрат 324B, образующий аэрозоль, расположен во второй полости 334B. Один или оба из субстратов, образующих аэрозоль, содержит источник жидкого никотина. В этом примере каждый из первого и второго субстратов 324A, 324B, образующих аэрозоль, содержит жидкий субстрат, абсорбированный в по существу плоском прямоугольном блоке пористого материала носителя. На верхней поверхности материала носителя предусмотрена капиллярная накладка (не показана), способствующая втягиванию жидкого субстрата в верхнюю поверхность материала носителя для испарения. Поскольку первый и второй субстраты, образующие аэрозоль, расположены отдельно друг от друга, возможно применение в одном картридже несовместимых субстратов, образующих аэрозоль.
Нагреватель 326 содержит первый и второй нагревательные элементы 336A, 336B, соединенные с четырьмя электрическими контактами 338. В этом примере нагревательные элементы 336A, 336B и электрические контакты 338 выполнены за одно целое, и нагреватель 326 получен расположением нагревательных элементов 336A, 336B и электрических контактов 338 на пленке 337 электрически изолирующего субстрата так, что первый нагревательный элемент 336A расположен в первом отверстии 339A, выполненном в пленке 337 электрически изолирующего субстрата, а второй нагревательный элемент 336B расположен во втором отверстии 339B, выполненном в пленке 337 электрически изолирующего субстрата. При применении аэрозоль, высвобожденный первым субстратом 324A, образующим аэрозоль, проходит сквозь первое отверстие 339A и первый нагревательный элемент 336A, тогда как аэрозоль, высвобожденный вторым субстратом 324B, образующим аэрозоль, проходит сквозь второе отверстие 339B и второй нагревательный элемент 336B. Пленка 337 электрически изолирующего субстрата выполнена такого размера, чтобы накладываться на полости 334A, 334B в основном слое 322, и способствует удержанию субстратов, образующих аэрозоль, на месте на основном слое 322. Основной слой 322 имеет четыре контактных отверстия 340 на своем дальнем конце, в которые проходят электрические контакты 338. Доступ к электрическим контактам 338 может быть получен снаружи картриджа через контактные отверстия 340.
Защитная пленка 330 с возможностью снятия прикреплена к верхней части нагревателя 326 и поверх первого и второго отверстий 339A, 339B в пленке 337 электрически изолирующего субстрата для запечатывания субстратов, образующих аэрозоль, внутри картриджа 320. Защитная пленка 330 содержит по существу непроницаемый лист, который приваривается к основному слою 322, но который может быть легко снят. Лист приваривается к нагревателю 326 по непрерывной линии запечатывания, образованной двумя непрерывными линиями приваривания, расположенными бок о бок. Защитная пленка 330 выполняет функцию предотвращения существенной потери летучих соединений из субстратов, образующих аэрозоль, до использования картриджа 320. Выступ 348 предусмотрен на свободном конце защитной пленки 330 для обеспечения пользователю возможности взяться за защитную пленку 330 при ее снятии. Выступ 348 образован посредством удлинения защитной пленки 330 и проходит за пределы кромки накрывающего элемента 332. Для упрощения удаления защитная пленка 330 складывается поверх самой себя по поперечной линии 349 сгиба, так что защитная пленка 330 разделяется на первую часть 330A, которая прикреплена к нагревателю 326 непрерывной линией запечатывания, и вторую часть 330B, которая проходит в продольном направлении от линии 349 сгиба до выступа 348. Вторая часть 330B расположена плашмя относительно первой части 330A, так что первая и вторая части 330A, 330B являются по существу копланарными. При таком устройстве защитная пленка 330 может быть снята, если потянуть за выступ 348 в продольном направлении для снятия первой части 330A с нагревателя 326 по линии 349 сгиба.
Специалисту в данной области техники будет понятно, что, хотя сварка и описана в качестве способа закрепления съемной защитной пленки 330 на нагревателе 326, могут также использоваться и другие способы, знакомые специалистам в данной области техники, включая, без ограничения, тепловое запечатывание или приклеивание, при условии, что защитная пленка 330 может быть легко снята потребителем.
Накрывающий элемент 332 является полым и содержит впускное отверстие 350 для воздуха в направлении своего дальнего конца и выпускное отверстие для воздуха (не показано) на своем ближнем конце. Впускное отверстие 350 для воздуха и выпускное отверстие для воздуха соединены каналом для потока воздуха (не показан), который определен между поверхностью в виде внутренней стенки (не показана) полого накрывающего элемента 332 и нагревателем 326 ниже.
Во время применения защитная пленка 330 снимается с первого отверстия 339A, если потянуть за выступ 348 в продольном направлении и в сторону от картриджа 320. После снятия защитной пленки 330 с первого отверстия 339A первый субстрат 324A, образующий аэрозоль, находится в жидкостной связи с каналом для потока воздуха посредством первого отверстия 339A. Защитная пленка 330 может также быть снята со второго отверстия 339B, если продолжать тянуть за выступ 348 в том же направлении. После снятия защитной пленки 330 со второго отверстия 339B второй субстрат 324B, образующий аэрозоль, находится в жидкостной связи с каналом для потока воздуха посредством первого отверстия 339B. Тянущее усилие, требуемое для удаления защитной пленки 330 в сторону от картриджа 320, может изменяться для указания пользователю, когда первое или второе отверстия 339A, 339B открываются. Например, сила сцепления между нагревателем 326 и защитной пленкой 330 может изменяться между первым и вторым отверстиями 339A, 339B за счет изменения количества состава применяемого клея.
После частичного или полного удаления защитной пленки 330 с картриджа 320 электрические контакты 338 картриджа 320 вставляются в полость устройства, образующего аэрозоль, как показано на фиг. 1A и 1B, так что электрические контакты 338 соединяются с соответствующими электрическими контактами в полости устройства. Затем электропитание подается устройством на нагреватель 326 картриджа для высвобождения аэрозоля из одного или обоих субстратов, образующих аэрозоль. Когда пользователь делает затяжку через часть в виде мундштука устройства, воздух втягивается из впускных отверстий для воздуха в мундштуке во впускное отверстие 350 для воздуха накрывающего элемента и проходит через канал для потока воздуха в накрывающем элементе 332, где он смешивается с аэрозолем. Затем смесь воздуха и аэрозоля втягивается через выпускное отверстие для воздуха картриджа 320 в выпускное отверстие части в виде мундштука.
После использования картриджа пользователем он удаляется из полости устройства и заменяется.
На фиг. 4 и 5 показаны схематические иллюстрации процессов изготовления картриджей, образующих аэрозоль, показанных на фиг. 2A, 2B и 3A, 3B. В обоих описанных процессах картриджи собираются «вертикально» на ряде различных станций вдоль линии сборки по мере перемещения потока компонентов картриджа по линии сборки. Термин «изготовленный вертикально» означает, что компоненты картриджа размещаются друг на друге в вертикальном направлении и последовательно для создания картриджа по мере его перемещения по конвейеру, в целом начиная с самого нижнего элемента, размещая сверху последовательные элементы и заканчивая самым верхним элементом картриджа. Контактные поверхности между смежными компонентами являются по существу планарными и по существу параллельными. С использованием данного подхода необходимы только вертикальные операции сборки. Таким образом, отсутствует необходимость в каких-либо сложных операциях сборки, таких как вращательные или многочисленные поступательные движения, во время образования картриджей.
На фиг. 4 показана схематическая иллюстрация процесса изготовления картриджа 220, образующего аэрозоль, показанного на фиг. 2A и 2B, с использованием линии 400 сборки, содержащей ряд различных станций.
На первой станции 410 полотно пленки 412 основного слоя подается с бобины 414 на линию сборки и вытягивается вдоль длины линии сборки приводным колесом (не показано). Полотно пленки 412 основного слоя может иметь ширину, которая в несколько раз превышает ширину каждого завершенного картриджа, так что одновременно может быть изготовлено несколько картриджей.
На второй станции 420 на полотне пленки 412 основного слоя выполняются выпуклости для образования полостей 234 в каждом основном слое 352. В этом примере на пленке 412 основного слоя выпуклости выполняются посредством машины 422 для вакуумного горячего формования, хотя может применяться любое подходящее устройство для получения выпуклостей. Контактные отверстия 240 в основном слое 222 также получают на второй станции 420 посредством первого режущего устройства 424. В этом примере первое режущее устройство 424 представляет собой инструмент в виде штампа для тиснения, хотя может применяться любое подходящее устройство. Например, первое режущее устройство 424 может вместо этого быть вращающимся режущим инструментом.
На третьей станции 430 пористый материал носителя субстрата 224, образующего аэрозоль, подается на пленку 412 основного слоя и размещается в полости 234, полученной за счет выпуклости в основном слое 222, первым автоматизированным устройством 432 размещения, таким как перегрузочная машина. Жидкий субстрат затем наносится на пористый материал носителя посредством автоматизированного вертикального устройства 434 дозирования и заполнения.
На четвертой станции 440 полотно пленки 442 электрического нагревателя подается с бобины 444 на пленку 412 основного слоя и приваривается к пленке 412 основного слоя первым автоматизированным устройством 446 ультразвуковой сварки. В этом примере полотно пленки 442 электрического нагревателя содержит электрически изолирующий субстрат 237, на котором для каждого картриджа предусмотрен нагревательный элемент 236 и электрические контакты 240. При подаче пленки 442 электрического нагревателя на пленку 412 основного слоя пленка 442 электрического нагревателя располагается так, что электрические контакты 238 находятся на одной линии с контактными отверстиями 240 в пленке 412 основного слоя. После прикрепления пленки 442 нагревателя к пленке 412 основного слоя оба слоя разрезаются вторым режущим устройством 448 для получения окна между идущими друг за другом картриджами. Каждое окно имеет ширину, которая меньше, чем ширина отдельного картриджа, так что пленка 412 основного слоя и пленка 442 нагревателя остаются удерживаемыми вместе посредством секций пленки с одной стороны каждого окна. Окна вырезаются для получения форм расположенного ниже по потоку и расположенного выше по потоку концов основного слоя 222 каждого картриджа. Каждое окно имеет ширину, которая больше, чем ширина защитной пленки, так что оставшийся материал между смежными окнами может быть разрезан после наложения защитной пленки без повреждения защитной пленки. Если окна были вырезаны до наложения защитной пленки, то будет трудно разрезать его между смежными картриджами без повреждения защитной пленки. В вариантах осуществления картриджа, в которых не предусмотрена защитная пленка, вырезание такого окна не требуется. В этом примере второе режущее устройство 448 представляет собой инструмент в виде штампа для тиснения, хотя может применяться любое подходящее устройство. Например, второе режущее устройство 448 может вместо этого быть вращающимся режущим инструментом.
На пятой станции 450 полотно защитной пленки 452 подается с бобины 454 на третье режущее устройство 456. Посредством третьего режущего устройства 456 на полотне защитной пленки 452 прорезаются линии, так что отдельные защитные пленки 230 могут быть отделены от полотна защитной пленки 452. Отдельная защитная пленка 230 наносится поверх пленки 442 нагревателя, так что выступ 248 проходит в противоположном направлении относительно направления собранного картриджа, то есть в направлении конца картриджа 220, на котором расположены электрические контакты 240. Защитная пленка с возможностью снятия прикреплена к слою покрытия ультразвуковой сваркой для получения непрерывной линии 231 запечатывания вокруг отверстия 236 в электрически изолирующем субстрате 237 нагревателя 226, а затем защитная пленка складывается в обратную сторону на себя по поперечной линии сгиба 249, так что выступ проходит за пределы нагревателя 226 в направлении, показанном на фиг. 2A. Этапы резки, сварки и складывания могут быть выполнены одной машиной 458 или двумя или более отдельными устройствами.
На шестой станции 460 полотно пленки 462 накрывающего элемента подается с бобины 464 на линию сборки и вытягивается вдоль длины линии сборки приводным колесом (не показано). Полотно пленки 462 накрывающего элемента может иметь ширину, которая в несколько раз превышает ширину каждого завершенного картриджа, так что одновременно может быть изготовлено несколько картриджей.
На седьмой станции 470 на полотне пленки 462 накрывающего элемента выполняются выпуклости для получения канала для потока воздуха в каждом картридже 220. В этом примере на пленке 462 накрывающего элемента выпуклости выполняются посредством машины 472 для вакуумного горячего формования, хотя может применяться любое подходящее устройство для получения выпуклостей. Подобно этапу резки на четвертой станции 440 пленка 462 накрывающего элемента разрезается третьим режущим устройством 474 для получения окна в пленке 462 накрывающего элемента между идущими друг за другом картриджами. Каждое окно имеет ширину, которая меньше, чем ширина отдельного картриджа, так что пленка 462 накрывающего элемента остается удерживаемой вместе посредством секций пленки с одной стороны каждого окна. Размеры окна в пленке 462 накрывающего элемента в целом такие же, как и размеры окна, вырезанного в пленке основного слоя на четвертой станции 440. Окна вырезаются для получения форм расположенного ниже по потоку и расположенного выше по потоку концов слоев 232 накрывающего элемента каждого картриджа. В этом примере третье режущее устройство 474 представляет собой инструмент в виде штампа для тиснения, хотя может применяться любое подходящее устройство. Например, третье режущее устройство 474 может вместо этого быть вращающимся режущим инструментом.
На восьмой станции 480 пленка 462 накрывающего элемента приваривается к пленке основного слоя с использованием второго автоматизированного устройства 482 ультразвуковой сварки.
На девятой станции 490 отдельные собранные картриджи вырезанием приводятся к их конечной форме и размеру из оставшейся пленки четвертым режущим устройством 492 для завершения процесса сборки.
Затем завершенный картридж 220 передается на упаковщик 494, где он объединяется с другими завершенными картриджами и упаковывается для продажи.
На фиг. 5 показана схематическая иллюстрация процесса изготовления картриджа 320, образующего аэрозоль, показанного на фиг. 3A и 3B, с использованием линии 500 сборки, содержащей ряд различных станций.
На первой станции 510 отдельные основные слои 322, изготовленные литьем под давлением, подаются на конвейер 512 первым автоматизированным устройством 514 размещения, таким как перегрузочная машина, как показано стрелкой. Конвейер 512 представляет собой непрерывную ленту с несколькими полостями (не показано) на своей верхней поверхности для вмещения основных слоев и обеспечения правильного размещения основных слоев на конвейере 512. Полости могут быть расположены в виде решетки, и первое автоматизированное устройство 514 размещения может быть выполнено с возможностью поднятия и размещения нескольких основных слоев в полостях одним движением, так что одновременно может быть произведено несколько картриджей. Следующее описание процесса относится к изготовлению отдельного картриджа, хотя он может быть применен ко множеству картриджей.
На второй станции 520 первый и второй субстраты 324A, 324B, образующие аэрозоль, подаются на конвейер 512 и размещаются в первой и второй полостях 334A, 334B на верхней поверхности основного слоя 322 вторым автоматизированным устройством 522 размещения, таким как перегрузочная машина. В этом примере каждый из субстратов, образующих аэрозоль, представляет собой твердый субстрат. В примерах, в которых один или оба из субстратов, образующих аэрозоль, представляют собой жидкий субстрат, абсорбированный в пористом материале носителя, пористый материал носителя сначала размещается в полости вторым автоматизированным устройством 522 размещения, и жидкий субстрат затем наносится на пористый материал носителя посредством автоматизированного вертикального устройства дозирования и заполнения (не показано).
На третьей станции 530 полотно пленки 532 электрического нагревателя подается с бобины 534 на конвейер 512, и отдельный электрический нагреватель 326 вырезается из полотна пленки режущим устройством 536 и размещается в полости 334 на верхней поверхности основного слоя третьим автоматизированным устройством 538 размещения. В этом примере полотно пленки электрического нагревателя 532 содержит электрически изолирующий субстрат 337, на котором для каждого картриджа предусмотрены первый и второй нагревательные элементы 336A, 336B и электрические контакты 340. На данном этапе электрический нагреватель размещается таким образом, что его электрические контакты 338 находятся на одной линии с контактными отверстиями 340 в основном слое.
На четвертой станции 540 полотно защитной пленки 542 подается с бобины 544 на конвейер 512, и отдельная защитная пленка 330 вырезается из полотна защитной пленки 542. Защитная пленка 330 наносится поверх нагревателя 326, так что выступ 348 проходит в противоположном направлении относительно направления собранного картриджа, то есть в направлении конца картриджа 320, на котором расположены электрические контакты 340. Защитная пленка с возможностью снятия прикреплена к нагревателю 326 ультразвуковой сваркой для получения непрерывной линии 331 запечатывания вокруг первого и второго отверстий 339A, 339B в электрически изолирующем субстрате 337, а затем защитная пленка складывается в обратную сторону на себя по поперечной линии сгиба 349, так что выступ проходит за пределы слоя покрытия в направлении, показанном на фиг. 3B. Этапы резки, сварки и складывания могут быть выполнены одной машиной 546 или двумя или более отдельными устройствами.
На пятой станции 550 накрывающий элемент 332, изготовленный литьем под давлением, подается, как показано стрелкой, на конвейер 512 пятым автоматизированным устройством 552 размещения, таким как перегрузочная машина.
На шестой станции 560 накрывающий элемент 332 приваривается к основному слою 322 вторым автоматизированным устройством 562 ультразвуковой сварки для завершения сборки картриджа. Затем завершенный картридж передается на упаковщик 564, где он объединяется с другими завершенными картриджами и упаковывается для продажи. При необходимости перед перемещением завершенного картриджа к упаковщику 564 картридж может быть обернут бумагой, многослойной бумагой или наружной оберткой из многослойной полимерной пленки посредством стандартного устройства для обертывания.
В каждом из вышеописанных процессов любые два или более полотен пленки могут быть пронумерованы для обеспечения точного относительного положения различных компонентов каждого картриджа. Например, полотна пленки могут иметь перфорированные кромки, посредством которых они нумеруются.
Вышеописанные приведенные в качестве примера варианты осуществления являются иллюстративными, а не ограничительными. Учитывая рассмотренные выше, приведенные в качестве примера варианты осуществления, специалисту в данной области техники также будут понятны другие варианты осуществления, соответствующие вышеописанным приведенным в качестве примера вариантам осуществления.
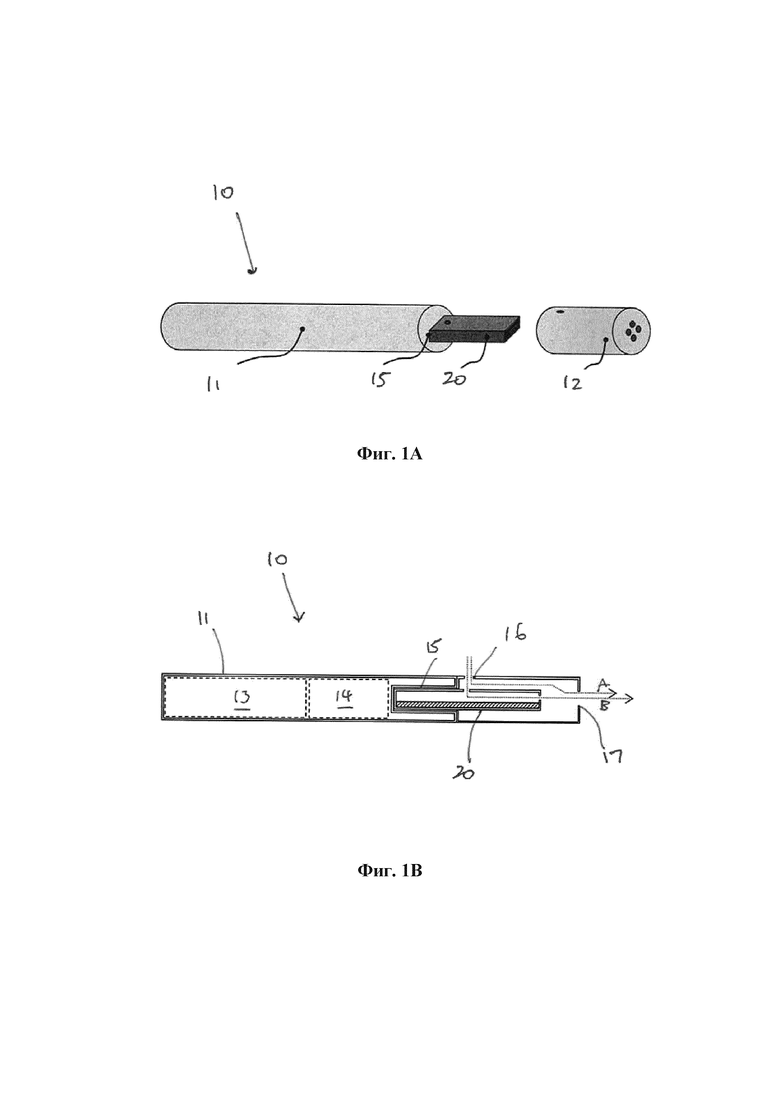
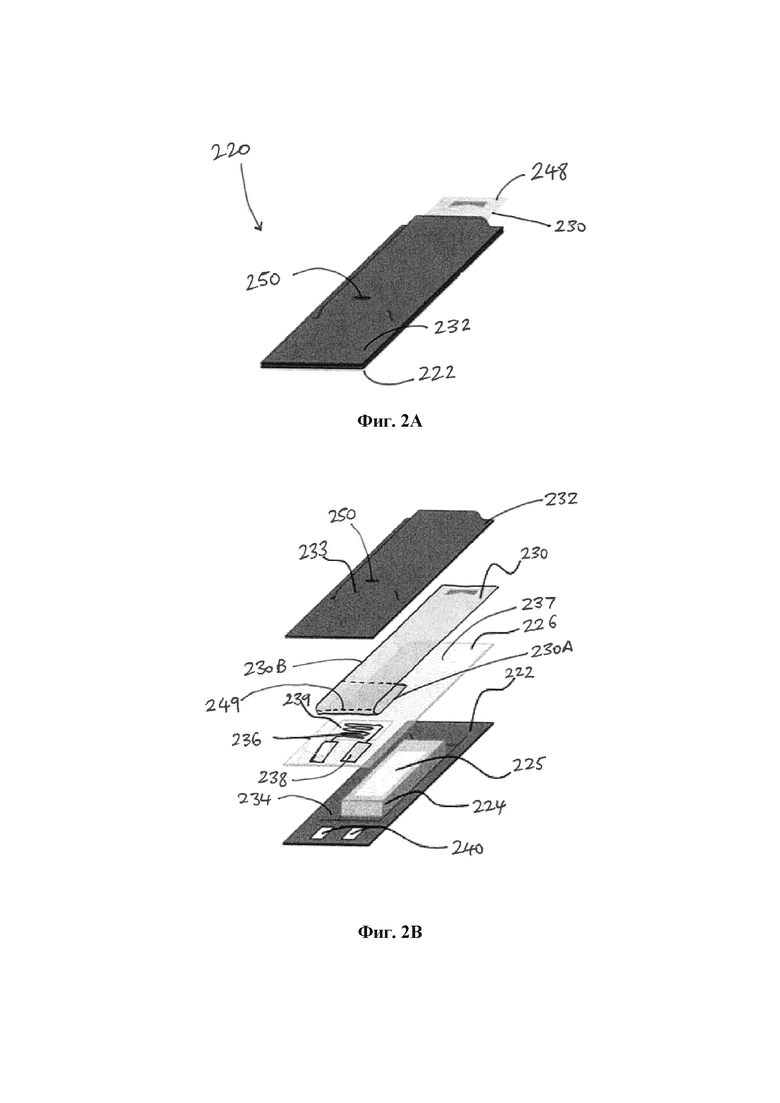
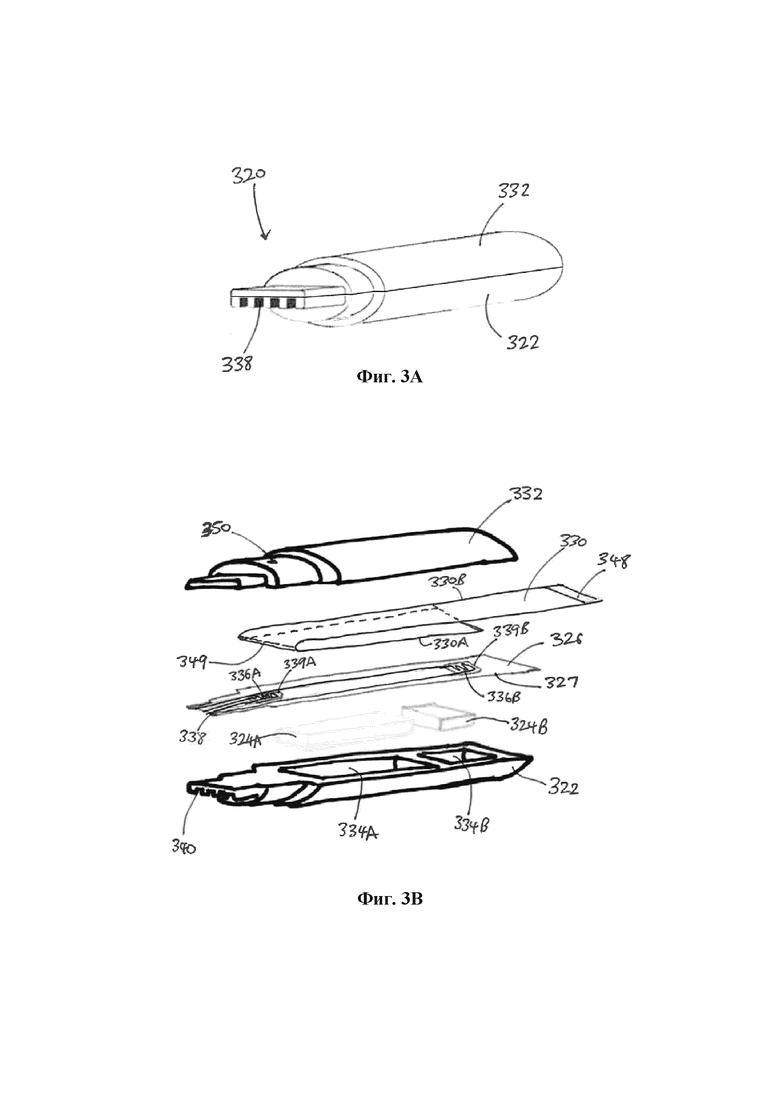
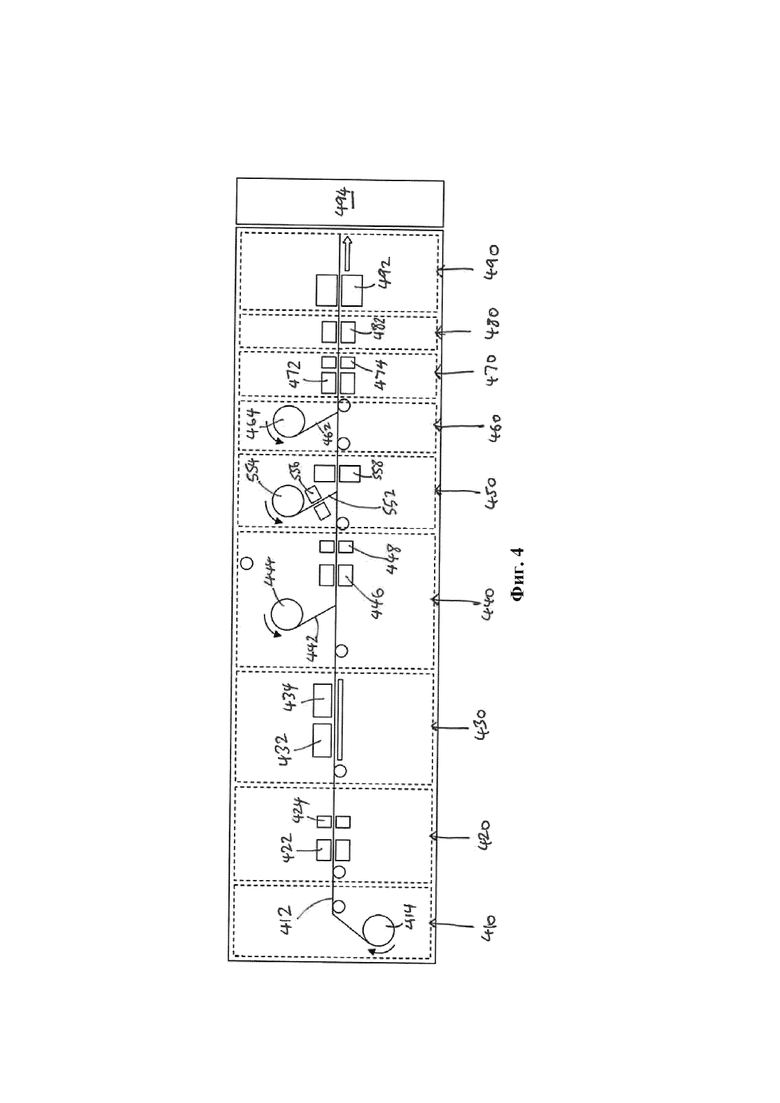
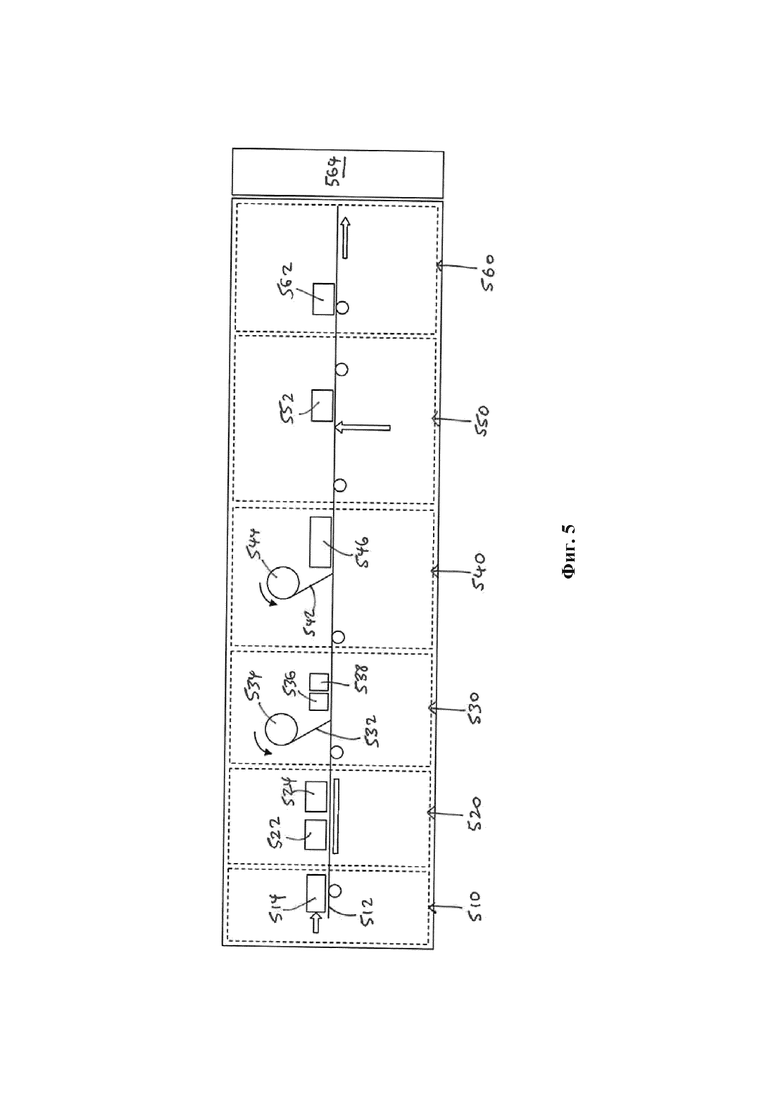
Изобретение относится к картриджу, образующему аэрозоль, для использования в электрически управляемой системе, генерирующей аэрозоль. Картридж, образующий аэрозоль, для применения в электрически управляемой системе, генерирующей аэрозоль, при этом картридж содержит основной слой; по меньшей мере один субстрат, образующий аэрозоль, который расположен на основном слое и содержит источник жидкого никотина; и электрический нагреватель, содержащий по меньшей мере один нагревательный элемент, предназначенный для нагревания по меньшей мере одного субстрата, образующего аэрозоль, при этом основной слой и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная, при этом контактная поверхность между электрическим нагревателем и по меньшей мере одним субстратом, образующим аэрозоль, по существу планарна и по существу параллельна контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль, и при этом по меньшей мере один нагревательный элемент расположен на противоположной стороне по меньшей мере одного субстрата, образующего аэрозоль, относительно основного слоя. Техническим результатом изобретения является создание картриджа, образующего аэрозоль, который является надежным и недорогим для производства. 3 н. и 13 з.п. ф-лы, 5 ил. 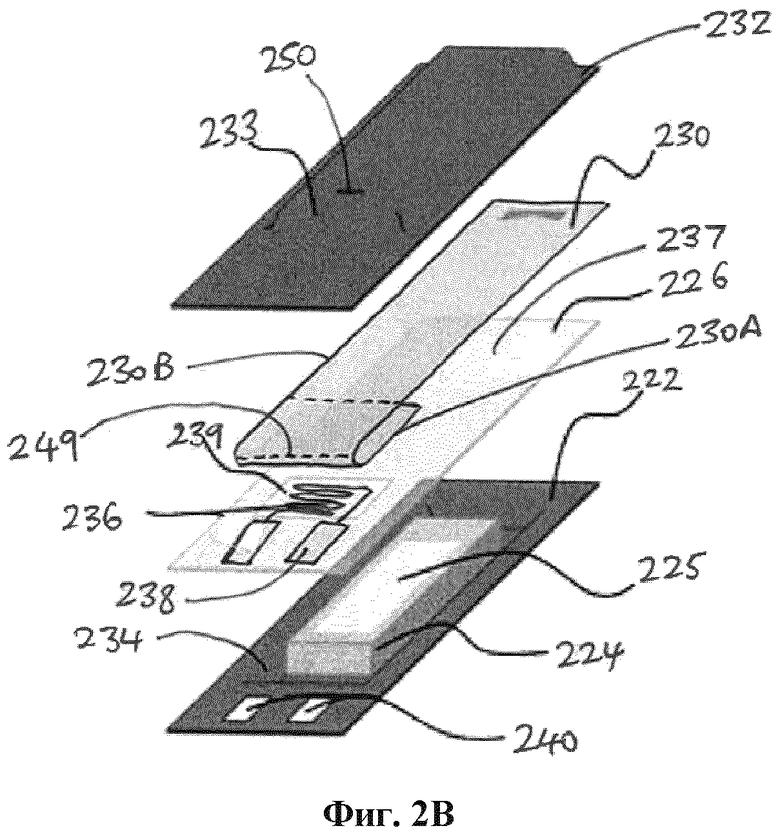
1. Картридж, образующий аэрозоль, для применения в электрически управляемой системе, генерирующей аэрозоль, при этом картридж содержит:
основной слой;
по меньшей мере один субстрат, образующий аэрозоль, который расположен на основном слое и содержит источник жидкого никотина; и
электрический нагреватель, содержащий по меньшей мере один нагревательный элемент, предназначенный для нагревания по меньшей мере одного субстрата, образующего аэрозоль, при этом основной слой и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная, при этом контактная поверхность между электрическим нагревателем и по меньшей мере одним субстратом, образующим аэрозоль, по существу планарна и по существу параллельна контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль, и при этом по меньшей мере один нагревательный элемент расположен на противоположной стороне по меньшей мере одного субстрата, образующего аэрозоль, относительно основного слоя.
2. Картридж, образующий аэрозоль, по п. 1, отличающийся тем, что один или оба из основного слоя и по меньшей мере одного субстрата, образующего аэрозоль, являются по существу плоскими.
3. Картридж, образующий аэрозоль, по п. 1 или 2, отличающийся тем, что основной слой содержит по меньшей мере одну полость, и при этом по меньшей мере один субстрат, образующий аэрозоль, расположен по меньшей мере в одной полости.
4. Картридж, образующий аэрозоль, по любому предыдущему пункту, отличающийся тем, что по меньшей мере один субстрат, образующий аэрозоль, содержит несколько субстратов, образующих аэрозоль, расположенных по отдельности на основном слое.
5. Картридж, образующий аэрозоль, по п. 4, отличающийся тем, что основной слой содержит несколько полостей, и при этом каждый из нескольких субстратов, образующих аэрозоль, расположен в одной из нескольких полостей.
6. Картридж, образующий аэрозоль, по любому предыдущему пункту, отличающийся тем, что по меньшей мере один субстрат, образующий аэрозоль, содержит несколько субстратов, образующих аэрозоль, расположенных по отдельности на основном слое, и при этом электрический нагреватель содержит несколько нагревательных элементов, каждый из которых предназначен для нагревания не одного и того же субстрата из нескольких субстратов, образующих аэрозоль.
7. Картридж, образующий аэрозоль, по любому предыдущему пункту, отличающийся тем, что картридж дополнительно содержит неотъемлемую часть в виде мундштука.
8. Картридж, образующий аэрозоль, по п. 7, отличающийся тем, что картридж расположен так, что сопротивление втягиванию на расположенном ниже по потоку конце части в виде мундштука составляет от приблизительно 50 мм вод. ст. до приблизительно 130 мм вод. ст., предпочтительно от приблизительно 80 мм вод. ст. до приблизительно 120 мм вод. ст., более предпочтительно от приблизительно 90 мм вод. ст. до приблизительно 110 мм вод. ст., наиболее предпочтительно от приблизительно 95 мм вод. ст. до приблизительно 105 мм вод. ст.
9. Электрически управляемая система, образующая аэрозоль, содержащая устройство, генерирующее аэрозоль, и картридж, образующий аэрозоль, по любому из пп. 1-8, при этом устройство содержит:
основную часть, определяющую приемный элемент в виде паза для приема картриджа, образующего аэрозоль, с возможностью извлечения; и
источник электропитания для подачи питания на электрический нагреватель.
10. Способ изготовления картриджа, образующего аэрозоль, для применения в электрически управляемой системе, генерирующей аэрозоль, при этом способ включает этапы:
предоставления основного слоя;
размещения по меньшей мере одного субстрата, образующего аэрозоль, на основном слое так, что основной слой и по меньшей мере один субстрат, образующий аэрозоль, соединены на контактной поверхности, которая по существу планарная, при этом субстрат, образующий аэрозоль, содержит источник жидкого никотина; и
прикрепления электрического нагревателя, содержащего по меньшей мере один нагревательный элемент, к основному слою так, что электрический нагреватель и по меньшей мере один субстрат, образующий аэрозоль, находятся в контакте на контактной поверхности, которая по существу планарная и по существу параллельная контактной поверхности между основным слоем и по меньшей мере одним субстратом, образующим аэрозоль, и так, что по меньшей мере один нагревательный элемент расположен на противоположной стороне по меньшей мере одного субстрата, образующего аэрозоль, относительно основного слоя.
11. Способ по п. 10, отличающийся тем, что дополнительно включает этап образования по меньшей мере одной полости в основном слое, при этом этап размещения по меньшей мере одного субстрата, образующего аэрозоль, на основном слое выполняют посредством размещения по меньшей мере одного субстрата, образующего аэрозоль, по меньшей мере в одной полости.
12. Способ по пп. 10 или 11, отличающийся тем, что этап прикрепления электрического нагревателя выполняют посредством подачи полотна пленки электрического нагревателя с бобины на линию сборки и разрезания полотна пленки электрического нагревателя в поперечном направлении для образования отдельных электрических нагревателей.
13. Способ по п. 12, отличающийся тем, что полотно пленки электрического нагревателя представляет собой полотно пленки электрически изолирующего субстрата, к которой прикреплено несколько нагревательных элементов.
14. Способ по любому из пп. 10-13, отличающийся тем, что этап предоставления основного слоя включает подачу полотна пленки основного слоя с бобины на линию сборки и разрезание полотна пленки основного слоя в поперечном направлении для образования отдельных основных слоев.
15. Способ по любому из пп. 12-14, отличающийся тем, что полотно пленки электрического нагревателя, или полотно пленки основного слоя, или как полотно пленки электрического нагревателя, так и полотно пленки основного слоя имеют ширину, которая превышает ширину каждого картриджа, предпочтительно от приблизительно 2 раз до приблизительно 50 раз превышает ширину каждого картриджа, и несколько картриджей, образующих аэрозоль, изготавливают параллельно.
16. Способ по любому из пп. 12-15, отличающийся тем, что два или более полотна пленки, из которой изготовлен картридж, наслаивают друг на друга.
| US 2014060554 A1, 06.03.2014 | |||
| US 2013298905 A1, 14.11.2013 | |||
| WO 2014021310 A1, 06.02.2014. |

