Изобретение относится к машиностроительной гидравлике, конкретно - к способам изготовления электронасосных агрегатов (ЭНА) для систем терморегулирования (СТР) самолетов и космических аппаратов (КА).
Известен способ изготовления многоступенчатого ЭНА (Малюшенко В.В. Динамические насосы. Москва, Машиностроение, 1984, лист 49, рис. 124) и ЭНА (патент КЛ №2042053), включающий изготовление электродвигателя, алюминиевого корпуса насоса с входным и выходным патрубками, и с обоймой в нем, в расточке которой устанавливают втулку; на вал электродвигателя последовательно устанавливают рабочие колеса в своих полостях, разделенных диафрагмой, сопряженной по наружному периметру с обоймой. Во время работы ЭНА жидкость под напором, создаваемым вращением рабочих колес, поступает на входной патрубок, затем на первое по ходу движения жидкости рабочее колесо в его полости, в первый переводной канал, на второе рабочее колесо в его полости, во второй переводной канал, на выходной патрубок насоса; герметичное соединение корпуса электродвигателя с корпусом насоса с применением уплотнений.
Недостатки указанного способа изготовления ЭНА в том, что разделительная диафрагма выполнена по ее наружному периметру негерметично соединенной с обоймой; большая протяженность переводных каналов составлена двумя различными продольно сопряженными участками конструкций, что не обеспечивает их герметичность. Это приводит к значительным непроизводительным перетеканиям жидкости внутри насоса, циркулирующей под напором и, тем самым, снижается КПД ЭНА. Конструкция насоса значительно усложнена уплотнителями для обеспечения герметичности ЭНА, в том числе при соединении корпуса электродвигателя с корпусом насоса, что приводит к увеличению его массы, а применение уплотнителей не обеспечивает абсолютной герметичности ЭНА, что снижает его надежность. Подшипники ротора электродвигателя не обеспечиваются циркуляцией через них жидкости, что снижает надежность их работы. В виду негерметичности исполнения ЭНА, его применение возможно только в СТР КА с жидкостным теплоносителем. Таким образом, недостатками указанного способа изготовления являются пониженные надежность и КПД работы ЭНА, наличие ограничений к условиям применения.
В качестве прототипа выбран способ изготовления многоступенчатого электронасосного агрегата (патент RU №2369777), включающий изготовление электродвигателя, алюминиевого корпуса насоса с входным и выходным патрубками, и с обоймой в нем, в расточке которой устанавливают втулку; рабочие колеса на валу электродвигателя в своих полостях, разделенных диафрагмой, сопряженной по наружному периметру с обоймой.
Недостатки указанного способа изготовления ЭНА, как прототипа, аналогичны недостаткам выше указанного аналога, а именно в том, что разделительная диафрагма выполнена по наружному периметру негерметично с обоймой; большая протяженность переводных каналов составлена двумя различными продольно сопряженными отдельными деталями конструкции насоса, что не обеспечивает их герметичность. Это приводит к значительным непроизводительным перетеканиям жидкости внутри насоса, что снижает его КПД. Конструкция насоса значительно усложнена уплотнителями для обеспечения герметичности ЭНА, в том числе при соединении корпуса электродвигателя с корпусом насоса, что приводит к увеличению его массы, а применение уплотнителей не обеспечивает абсолютной герметичности ЭНА, снижает его надежность. Подшипники ротора электродвигателя не обеспечиваются циркуляцией через них жидкости, что снижает надежность их работы. В виду негерметичности исполнения ЭНА, его применение возможно только в СТР КА с жидкостным теплоносителем. Таким образом, недостатками указанного способа изготовления являются пониженные надежность и КПД работы ЭНА, наличие ограничений к условиям применения.
Задачи предложенного способа изготовления ЭНА: повышение надежности и КПД работы ЭНА, расширение условий применения.
Поставленные задачи для предложенного способа изготовления ЭНА решены за за счет использования электродвигателя с герметично разделенными корпусами ротора и статора из титана; входного и выходного патрубков, выполненных в корпусе ЭНА; обоймы, в расточке которой слева направо последовательно устанавливают втулку, левое и правое рабочие колеса, закрепленные на валу ротора электродвигателя и в своих рабочих полостях, разделенных диафрагмой; нижнего и верхнего жидкостных переводных каналов, изготовленных путем сосной стыковкой каналов отдельных деталей конструкции насоса - обоймы, втулки и корпуса ЭНА, при этом нижний переводной канал соединяет выход рабочей полости правого рабочего колеса со входом рабочей полости левого рабочего колеса, а верхний переводной канал соединяет выход рабочей полости левого рабочего колеса с выходным патрубком; диафрагму изготавливают заодно с обоймой герметично по ее внешнему периметру; сборку осуществляют в следующем порядке: к корпусу статора электродвигателя герметично по всему периметру приваривают сварочным швом монолитное переходное биметаллическое кольцо его титановой стороной; на вал ротора электродвигателя устанавливают последовательно: втулку со штифтом, левое рабочее колесо, обойму с диафрагмой и со штифтом, правое рабочее колесо; после этого данную сборку соединяют с корпусом ЭНА и герметично соединяют его сварочным швом с алюминиевой стороной монолитного переходного биметаллического кольца по всему периметру; после изготовления основного ЭНА его соединяют с дополнительным ЭНА, конструктивно аналогичным основному, при этом применяют шарообразный обратный клапан, который устанавливают в месте стыковки верхних переводных каналов основного и дополнительного ЭНА с выходным каналом патрубка, выполненным общим для корпусов обоих ЭНА, как и входной патрубок; при установке обратного клапана предварительно к нему крепят нижний конец пружины; клапан, с закрепленной на нем пружиной, продвигают снаружи через канал выходного патрубка до места стыковки его с верхними переводными каналами, при этом пружину располагают внутри выходного патрубка и верхний ее конец закрепляют в выемке, выполненной на его внутренней боковой цилиндрической поверхности. Сварку предпочтительно осуществлять с применением охлаждения свариваемых элементов посредством сопряжения поверхностей непосредственно возле сварочного шва охлаждаемыми поверхностями, например, из меди и циркуляцией через них охлаждаемой жидкости.
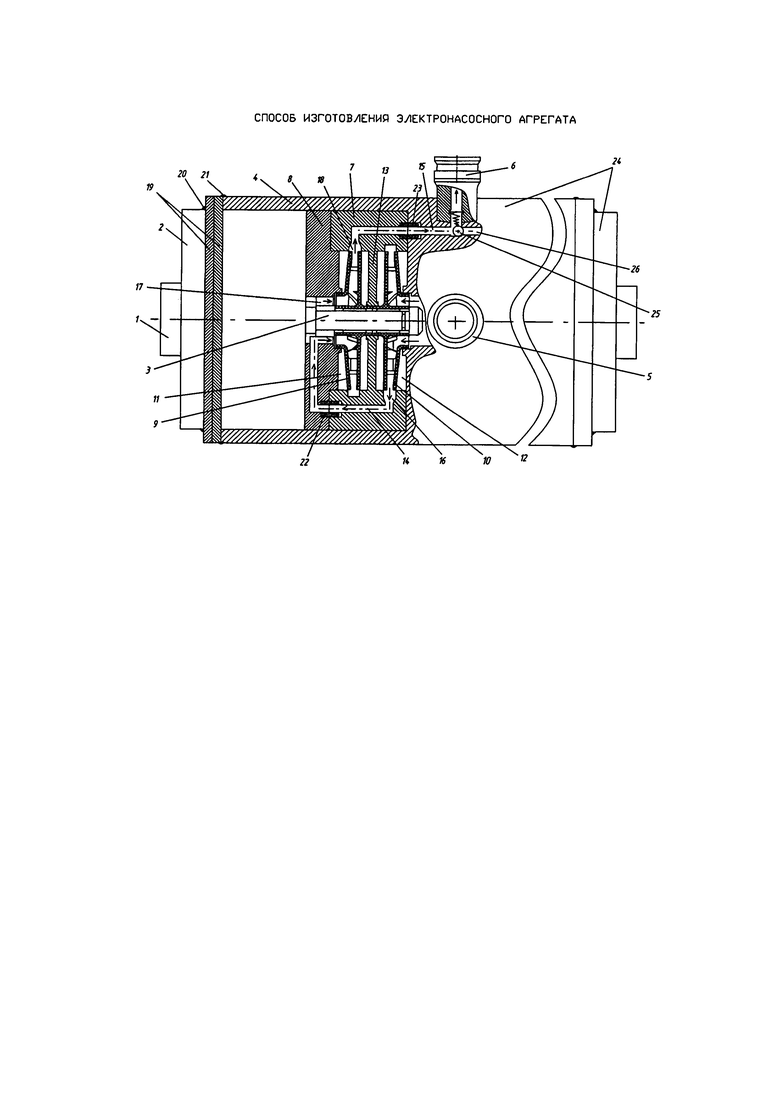
Предложенный способ изготовления ЭНА поясняется чертежом, на котором показан ЭНА, для изготовления которого предназначен указанный способ изготовления (Фиг. 1 - общий вид ЭНА в разрезе).
Предложенный способ изготовления электронасосного агрегата, включает: изготовление электродвигателя с герметично разделенными корпусами 1, 2 из титана, соответственно, для ротора и статора. Корпус 2 статора соединяют с алюминиевым корпусом 4 насоса по периметру его левого торца. На корпусе 4 ЭНА изготавливают входной и выходной патрубки 5, 6. В левой части корпуса 4 насоса устанавливают обойму 7, в расточке которой слева направо последовательно устанавливают втулку 8; левое и правое рабочие колеса 9, 10, закрепленные на валу 3 ротора электродвигателя и в своих рабочих полостях 11, 12, разделенных вертикальной диафрагмой 13. Изготавливают нижний и верхний жидкостные переводные каналы 14, 15, соответственно. Изготовление каждого из указанных каналов 14, 15 в целом осуществляют сосной стыковкой каналов отдельных деталей конструкции насоса: обоймы 7, втулки 8 и корпуса 4 насоса соответствующим сопряжением их поверхностей. При этом нижний канал 14 соединяет выход 16 рабочей полости 12 со входом 17 рабочей полости 11. Верхний канал 15 соединяет выход 18 полости 11 левого рабочего колеса 9 с выходным патрубком 6.
Электронасосный агрегат выполняют с зеркально зарезервированным дополнительным электронасосным агрегатом 24, конструктивно аналогичным основному ЭНА с применением вновь введенного шарообразного обратного клапана 25, который устанавливают в месте стыковки верхних переводных каналов 15, 26 (основного и дополнительного агрегатов) с выходным каналом патрубка 6, который выполняют общим для корпусов обоих электронасосных агрегатов, как и входной патрубок 5. Сами корпуса 4 ЭНА выполняют в виде единой конструкции, это позволяет конструктивно упростить устройство при решении задачи функциональной автономности работы того или иного ЭНА по обеспечению требуемой циркуляции жидкости в замкнутом контуре СТР КА, повысить его надежность, уменьшить массу агрегата.
При установке обратного клапана предварительно к нему крепят нижний конец пружины. Клапан 25, с закрепленной на нем пружиной, продвигают снаружи через канал выходного патрубка 6 до места стыковки его с верхними переводными каналами 15, 26. При этом пружину располагают внутри патрубка 6 и верхний ее конец закрепляют в выемке, выполненной на внутренней боковой цилиндрической поверхности выходного патрубка 6.
После изготовления всех составных деталей сборку ЭНА осуществляют в следующем порядке:
- к корпусу 2 статора электродвигателя герметично по всему периметру приваривают сварочным швом 20 монолитное переходное биметаллическое кольцо 19 его титановой стороной;
- завершают изготовление электродвигателя;
- на вал 3 ротора электродвигателя справа налево последовательно устанавливают: втулку 8 со штифтом 22; рабочее колесо 9; обойму 7, выполненную заодно с диафрагмой 13 по ее внешнему периметру и со штифтом 23; рабочее колесо 10. После этого данную сборку соединяют с корпусом 4 насоса и герметично соединяют его сварочным швом 21 с алюминиевой стороной монолитного переходного биметаллического кольца 19 по всему периметру.
Сварку осуществляют с применением охлаждения свариваемых элементов посредством сопряжения поверхностей непосредственно возле сварочного шва с охлаждаемыми поверхностями, например, из меди и циркуляцией через них охлаждаемой жидкости. Этим повышают надежность изготовления ЭНА за счет исключения чрезмерного перегрева статора, снижения остаточной деформации свариваемых элементов и, тем самым, обеспечивают повышения качества герметичности.
После завершения сборки основного ЭНА выполняют сборку дополнительного ЭНА 24 аналогично сборке основного.
Поставленные задачи для предложенного способа изготовления ЭНА решены за счет того, что:
1. Диафрагму 13 изготавливают заодно с обоймой 7 герметично по ее внешнему периметру. Это позволяет снизить непроизводительные перетекания жидкости внутри насоса из полости 11 рабочего колеса 9 в полость 12 рабочего колеса 10; повысить КПД ЭНА.
2. Нижний и верхний жидкостные переводные каналы 14, 15 изготовляют в виде герметичных каналов соответственно в обойме 7 и втулке 8. За счет этого обеспечено снижение непроизводительных перетеканий жидкости внутри насоса и тем самым повышение его КПД.
3. Посредством монолитного переходного биметаллического кольца 19 с титановой и алюминиевой сторонами соответственно осуществляют герметичное соединение корпуса 2 статора электродвигателя и корпуса 4 насоса по замкнутым периметрам сварочными швами 20, 21 по титану и алюминию. Это обеспечивает повышение герметичности ЭНА, его надежности, и кроме того, упрощение конструкции и снижение массы.
4. Полость корпуса 1 ротора электродвигателя выполняют сообщающейся с полостью 11 рабочего колеса 9 по жидкости через подшипники ротора. Это позволяет повысить надежность работы подшипников за счет вращения их в жидкости, и, следовательно, надежность изготовления и работы ЭНА.
5. Соосную стыковку нижнего и верхнего жидкостных переводных каналов 14, 15 из отдельных каналов соответствующих деталей осуществляют посредством штифтов 22, 23, которые предпочтительно изготавливать с большим диаметром по сравнению с диаметром указанных каналов и с их продольными осями, соосными соответствующим осям стыкуемых каналов. Это позволяет обеспечить более плотные торцевые сопряжения жидкостных переводных каналов 14, 15, снижение непроизводительных перетеканий жидкости внутри насоса. Кроме того, позволяет обеспечить фиксацию углового положения втулки 8 относительно обоймы 7 и обоймы 7 относительно корпуса 4 насоса, повышая надежность ЭНА и его КПД.
С учетом полученных улучшенных характеристик ЭНА, стало возможным расширение его применения в СТР КА, как с жидкостным теплоносителем, так и с двухфазным (газожидкостным), решая таким образом одну из поставленных задач.
Предложенный способ изготовления ЭНА в настоящее время отражен в конструкторской документации на изготовление действующего опытного образца с перспективой внедрения в производство насосов для СТР КА собственной разработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2015 |
|
RU2618777C2 |
| СПОСОБ РАБОТЫ ДВУХСТУПЕНЧАТОГО ЭЛЕКТРОНАСОСНОГО АГРЕГАТА | 2015 |
|
RU2618804C2 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2014 |
|
RU2574782C2 |
| МНОГОСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2008 |
|
RU2369777C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2013 |
|
RU2548698C2 |
| МНОГОСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1992 |
|
RU2042053C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1996 |
|
RU2103556C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2005 |
|
RU2290540C1 |
| ГЕРМЕТИЧНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1999 |
|
RU2167341C1 |
| ГЕРМЕТИЧНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ ЕГО СБОРКИ | 1997 |
|
RU2119099C1 |
Изобретение относится к машиностроительной гидравлике, конкретно к способам изготовления электронасосных агрегатов (ЭНА) для систем терморегулирования самолетов и космических аппаратов. В способе изготовления ЭНА диафрагму, разделяющую рабочие колеса, изготавливают заодно с обоймой герметично по ее внешнему периметру. Нижний и верхний жидкостные переводные каналы изготавливают путем соосной стыковки каналов отдельных деталей конструкции насоса - обоймы, втулки и корпуса ЭНА. К корпусу статора электродвигателя герметично по всему периметру приваривают сварочным швом монолитное переходное биметаллическое кольцо его титановой стороной, алюминиевой стороной кольцо герметично соединяют с корпусом ЭНА сварочным швом. После изготовления основного ЭНА его соединяют с дополнительным ЭНА, конструктивно аналогичным основному, при этом применяют шарообразный обратный клапан, который устанавливают в месте стыковки верхних переводных каналов основного и дополнительного ЭНА с выходным каналом патрубка, выполненным общим для корпусов обоих ЭНА. Изобретение направлено на повышение надежности и КПД работы ЭНА, расширение условий применения. 1 з.п. ф-лы, 1 ил.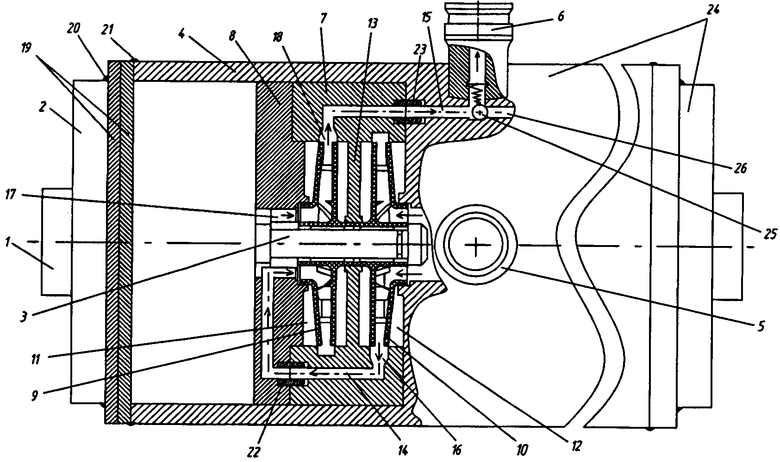
1. Способ изготовления электронасосного агрегата (ЭНА), включающий использование электродвигателя с герметично разделенными корпусами ротора и статора из титана; входного и выходного патрубков, выполненных в корпусе ЭНА; обоймы, в расточке которой слева направо последовательно устанавливают втулку, левое и правое рабочие колеса, закрепленные на валу ротора электродвигателя и в своих рабочих полостях разделенные диафрагмой; нижнего и верхнего жидкостных переводных каналов, отличающийся тем, что нижний и верхний переводные каналы изготавливают путем соосной стыковкой каналов отдельных деталей конструкции насоса-обоймы, втулки и корпуса ЭНА, при этом нижним переводным каналом соединяют выход рабочей полости правого рабочего колеса с входом рабочей полости левого рабочего колеса, а верхним переводным каналом соединяют выход рабочей полости левого рабочего колеса с выходным патрубком; диафрагму изготавливают заодно с обоймой герметично по ее внешнему периметру; сборку осуществляют в следующем порядке: к корпусу статора электродвигателя герметично по всему периметру приваривают сварочным швом монолитное переходное биметаллическое кольцо его титановой стороной; на вал ротора электродвигателя устанавливают последовательно втулку со штифтом, левое рабочее колесо, обойму с диафрагмой и со штифтом, правое рабочее колесо; после этого данную сборку герметично соединяют с корпусом ЭНА сварочным швом с алюминиевой стороной монолитного переходного биметаллического кольца по всему периметру; после изготовления основного ЭНА его соединяют с дополнительным ЭНА, конструктивно аналогичным основному, при этом применяют шарообразный обратный клапан, который устанавливают в месте стыковки верхних переводных каналов основного и дополнительного ЭНА с выходным каналом патрубка, выполненным общим для корпусов обоих ЭНА, как и входной патрубок; при установке обратного клапана предварительно к нему крепят нижний конец пружины; клапан с закрепленной на нем пружиной продвигают снаружи через канал выходного патрубка до места стыковки его с верхними переводными каналами, при этом пружину располагают внутри выходного патрубка и верхний ее конец закрепляют в выемке, выполненной на его внутренней боковой цилиндрической поверхности.
2. Способ по п. 1, отличающийся тем, что сварку осуществляют с применением охлаждения свариваемых элементов посредством сопряжения поверхностей непосредственно возле сварочного шва охлаждаемыми поверхностями, например, из меди и циркуляцией через них охлаждаемой жидкости.
| МНОГОСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2008 |
|
RU2369777C1 |
| МНОГОСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 1992 |
|
RU2042053C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2001 |
|
RU2208183C2 |
| US 9702366 B2, 11.07.2017 | |||
| US 6386844 B1, 14.05.2002. | |||

