Изобретение относится к области авиационной и ракетной техники, преимущественно к неразъемным соединениям узлов, деталей летательных аппаратов, которое используется для стыковки обтекателя с металлическим шпангоутом, стыковки отсеков и каких-либо узлов, изготовленных из материалов с различными коэффициентами теплового расширения (далее КТР).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ соединения керамической оболочки со шпангоутом, см. учебное пособие «Проектирование головных обтекателей ракет из керамических и композиционных материалов» М.Ю. Русин, издательство МГТУ им. Н.Э. Баумана 2005, глава 3.3.2, стр. 55, рис. 3.11., включающий изготовление оболочки, стыкового шпангоута с элементами крепления к стыкуемой части, переходного шпангоута, расположение переходного шпангоута под оболочкой и стыковым шпангоутом, и соединение с ними, при этом поперечное сечение деталей выполняют круглым, соединение переходного шпангоута с оболочкой выполняют неразъемным, а соединение переходного шпангоута со стыковым шпангоутом выполняют с использованием штифтов, для чего в стыковом шпангоуте выполняют отверстия для запрессовки штифтов, а в переходном шпангоуте выполняют отверстия обеспечивающие зазоры для перемещения штифтов в направлении осей и в радиальных направлениях, после их запрессовки в отверстия стыкового шпангоута через отверстия переходного шпангоута, и обеспечивают запрессовку штифтов. Известный способ может быть использован для деталей некруглого поперечного сечения имеющих продольную плоскость симметрии.
Общими существенными признаками прототипа, совпадающими с существенными признаками предлагаемого способа являются следующие: способ соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения, включающий изготовление оболочки, стыкового шпангоута с элементами крепления к стыкуемой части конструкции, переходного шпангоута, с некруглыми поперечными сечениями, имеющими продольную плоскость симметрии, расположение переходного шпангоута под оболочкой и стыковым шпангоутом, и соединение с ними, при этом оболочку и переходной шпангоут изготавливают из материалов с близкими коэффициентами теплового расширения, их соединение выполняют неразъемным, а соединение переходного шпангоута со стыковым шпангоутом выполняют с использованием штифтов, для чего в стыковом шпангоуте выполняют отверстия для запрессовки штифтов, а в переходном шпангоуте выполняют отверстия, обеспечивающие зазоры для перемещения штифтов в направлении их осей и в радиальных относительно осей направлениях, после их запрессовки в отверстия стыкового шпангоута, и запрессовку штифтов в отверстия стыкового шпангоута через отверстия переходного шпангоута
Недостатком известного способа является то, что его использование для соединения деталей некруглого поперечного сечения приводит к уменьшению диапазона рабочих температур соединения потому, что в широком диапазоне рабочих температур к изменению длины и диаметра штифтов добавляется их смещение в боковом направлении, при этом простое увеличение радиального зазора вокруг штифтов не решает задачи, поскольку приводит к подвижности деталей соединения в продольном направлении.
Предлагаемое изобретение позволяет стыковать элементы, соединение которых в поперечном сечении образует замкнутый контур произвольной формы, при этом рабочая температура стыка ограничивается только рабочими температурами материалов, из которых изготовлены его элементы.
Для достижения названного технического результата в способе соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения, включающем изготовление оболочки, стыкового шпангоута с элементами крепления к стыкуемой части конструкции, переходного шпангоута, с некруглыми поперечными сечениями, имеющими продольную плоскость симметрии, расположение переходного шпангоута под оболочкой и стыковым шпангоутом, и соединение с ними, при этом оболочку и переходной шпангоут изготавливают из материалов с близкими коэффициентами теплового расширения, их соединение выполняют неразъемным, а соединение переходного шпангоута со стыковым шпангоутом выполняют с использованием штифтов, для чего в стыковом шпангоуте выполняют отверстия для запрессовки штифтов, а в переходном шпангоуте выполняют отверстия, обеспечивающие зазоры для перемещения штифтов в направлении их осей и в радиальных относительно осей направлениях, после их запрессовки в отверстия стыкового шпангоута, и запрессовку штифтов в отверстия стыкового шпангоута через отверстия переходного шпангоута, зазоры отверстий в переходном шпангоуте, находящиеся справа и слева от продольной плоскости симметрии выполняют увеличенными в направлениях, перпендикулярных оси штифта, при этом параллельных плоскости перпендикулярной к продольной плоскости симметрии деталей.
Отличительным признаком предлагаемого способа является то, что зазоры отверстий в переходном шпангоуте, находящиеся справа и слева от продольной плоскости симметрии выполняют увеличенными в направлениях, перпендикулярных оси штифта, при этом параллельных плоскости перпендикулярной к продольной плоскости симметрии деталей.
Благодаря наличию данных отличительных признаков в совокупности с известными достигается следующее: рабочие температуры стыка ограничиваются только рабочими температурами материалов, из которых изготовлены его элементы. Также появляется возможность соединять узлы, которые в поперечном сечении образуют контур произвольной формы.
Данный способ может найти применение в качестве узла стыковки обтекателя с металлическим шпангоутом, отсеков с различными агрегатами или между собой, которые в свою очередь имеют отличающиеся КТР.
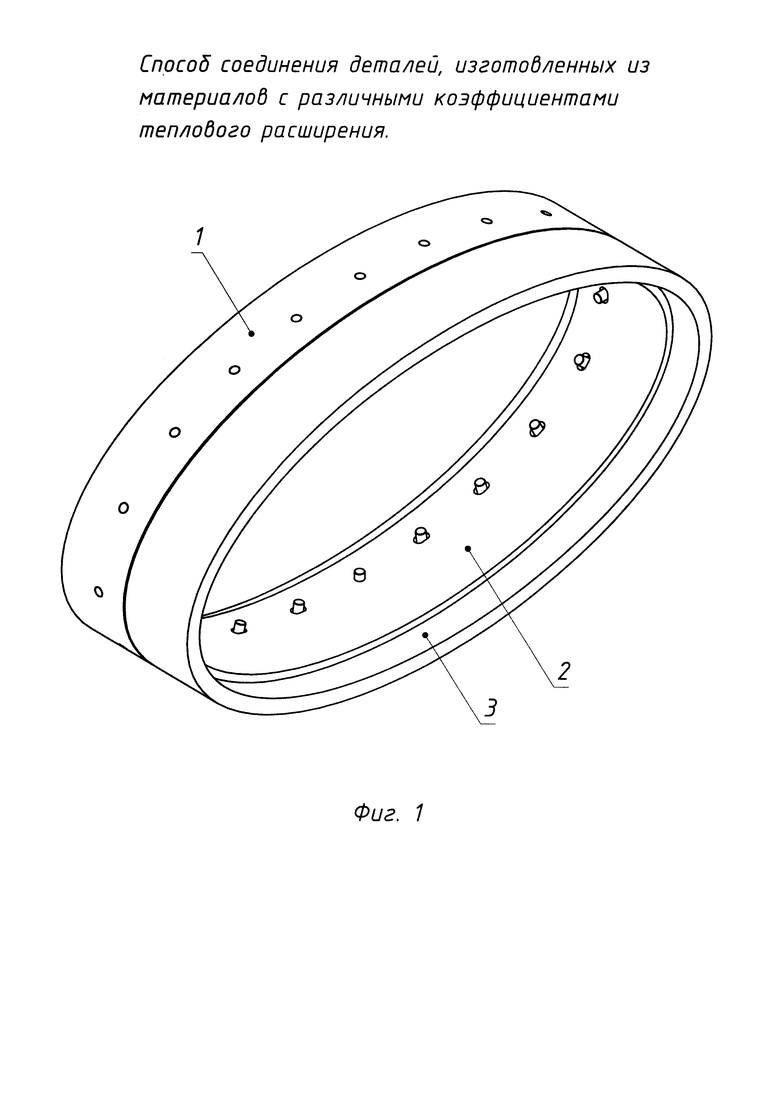
Изобретение поясняется фиг. 1…4.
На фиг. 1 представлено соединение деталей, изготовленных из материалов с различным КТР в изометрии. Изображенное соединение состоит из стыкового шпангоута 1, переходного шпангоута 2, оболочки 3.
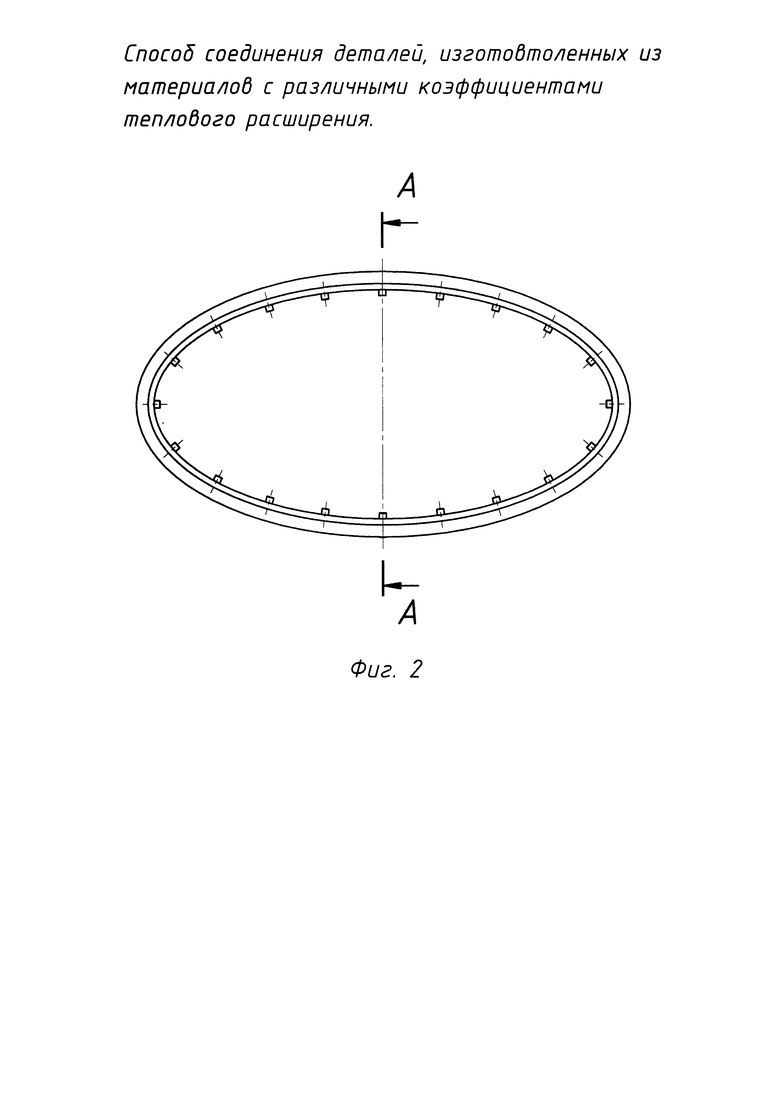
На фиг. 2 показана форма сечения соединения элементов, с осью, расположенной в продольной плоскости симметрии узла.
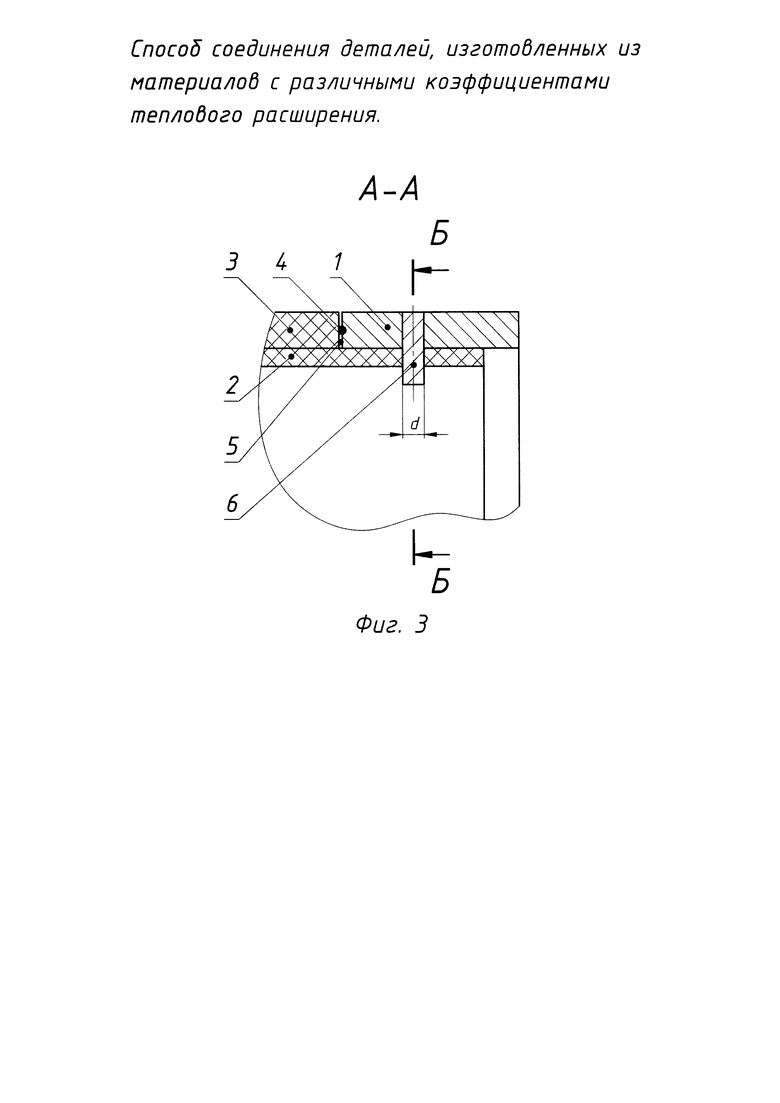
На фиг. 3, представлено сечение А-А фиг. 2 по продольной плоскости симметрии узла. На сечении А-А показаны стыковой шпангоут 1, переходной шпангоут 2, оболочку 3, уплотнение 4, зазор между оболочкой и стыковым шпангоутом 5, штифт 6.
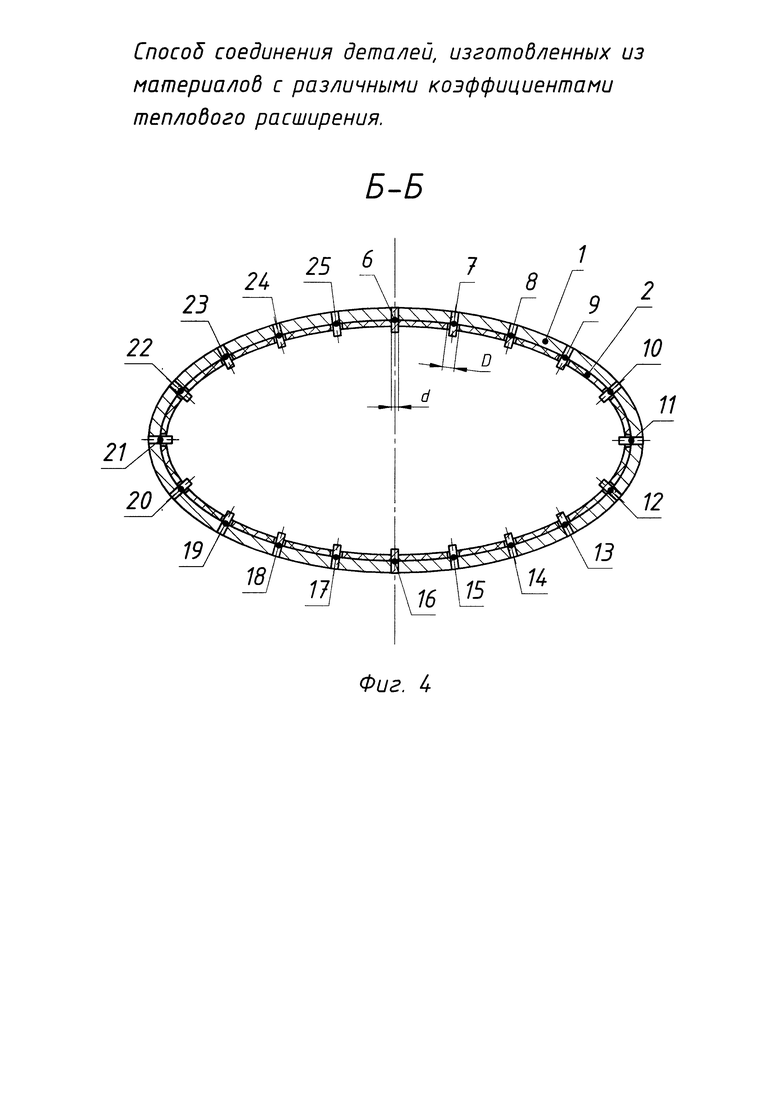
На фиг. 4 изображено сеч. Б-Б фигуры 3, поясняющее соединение деталей с различным КТР при помощи штифтов 6-25, запрессованных в стыковой шпангоут 1. Штифты 6 и 16 находятся в плоскости симметрии узла и устанавливаются в переходной шпангоут 2, в отверстия с диаметром d, с минимальным радиальным зазором, с обеспечением свободы перемещения штифтов 6 и 16 вдоль оси. Штифты 7-15 и 17-25 устанавливаются в переходной шпангоут в овальные отверстия, минимальная ширина которых равна диаметру d отверстий для штифтов 6 и 16, а максимальная длина D выбирается для максимального увеличения конструкции в местах установки штифтов и находится в плоскости сечения Б-Б, которая перпендикулярна к продольной плоскости симметрии узла (сечение А-А). Для оптимизации изготовления переходного шпангоута 2 допускается принять длину всех овальных отверстий одинаковой, и равной длине отверстия, в области которого будут реализовываться наибольшие перемещения конструкции.
Соединение элементов, изображенное на фиг. 1…4 работает следующим образом:
Стыковой шпангоут 1 соединяется с переходным шпангоутом 2 посредством штифтов 6-25, запрессованных в стыковой шпангоут 1. Переходной шпангоут 2 и оболочка 3 имеют одинаковый или близкий КТР и скрепляются любым неразъемным соединением, обеспечивающим необходимую прочность и жесткость исходя из условий эксплуатации. Количество штифтов 6-25 является расчетным и выбирается исходя из необходимых прочностных характеристик стыка. Овальные отверстия в переходном шпангоуте обеспечивают свободу перемещения штифтов 7-15 и 17-25 при увеличении периметра стыкового шпангоута 1. Уплотнение 4 обеспечивает герметичность стыка по контуру. Овальная форма отверстий для штифтов 7-15 и 17-25 в переходном шпангоуте 2 с максимальной длиной D, расположенной в плоскости поперечного сечения шпангоута 2 перпендикулярно к оси штифта, соответственно 7-15 и 17-25, обеспечивает выполнение увеличенных зазоров отверстий между переходным и шпангоутом 2 и штифтом, соответственно 7-15 и 17-25, в направлениях, перпендикулярных оси каждого штифта, при этом параллельных плоскости перпендикулярной к продольной плоскости симметрии деталей 1, 2, 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определенного соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения | 2020 |
|
RU2751100C1 |
| Узел соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения | 2018 |
|
RU2702382C1 |
| Определенный узел соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения | 2020 |
|
RU2751099C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ | 1994 |
|
RU2090956C1 |
| Обтекатель | 2017 |
|
RU2654953C1 |
| Антенный обтекатель | 2022 |
|
RU2793304C1 |
| Головной антенный обтекатель | 2016 |
|
RU2631917C1 |
| Антенный обтекатель | 2020 |
|
RU2735381C1 |
| ОБТЕКАТЕЛЬ | 2002 |
|
RU2225664C2 |
| ГОЛОВНОЙ ОБТЕКАТЕЛЬ РАКЕТЫ | 2010 |
|
RU2459325C1 |
Изобретение относится к области авиационной и ракетной техники, преимущественно к неразъемным соединениям узлов, деталей летательных аппаратов. Может быть использовано как способ стыковки обтекателя с металлическим шпангоутом, стыковки отсеков и каких-либо узлов, изготовленных из материалов с различным коэффициентом теплового расширения. Предлагаемое изобретение позволяет стыковать элементы, соединение которых в поперечном сечении образует контур произвольной формы, а также рабочая температура стыка ограничивается только рабочими температурами материалов, из которых изготовлены его элементы. Данное техническое решение может найти применение в качестве способа стыковки обтекателя с металлическим шпангоутом, отсеков с различными агрегатами или между собой, которые, в свою очередь, имеют отличающиеся коэффициенты теплового расширения. 4 ил.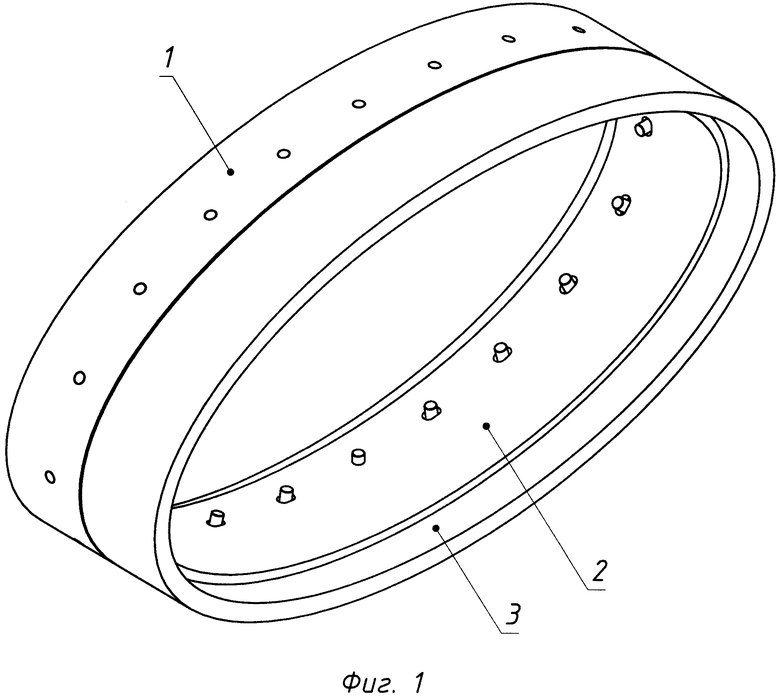
Способ соединения деталей, изготовленных из материалов с различными коэффициентами теплового расширения, включающий изготовление оболочки, стыкового шпангоута с элементами крепления к стыкуемой части конструкции, переходного шпангоута с некруглыми поперечными сечениями, имеющими продольную плоскость симметрии, расположение переходного шпангоута под оболочкой и стыковым шпангоутом и соединение с ними, при этом оболочку и переходной шпангоут изготавливают из материалов с близкими коэффициентами теплового расширения, их соединение выполняют неразъемным, а соединение переходного шпангоута со стыковым шпангоутом выполняют с использованием штифтов, для чего в стыковом шпангоуте выполняют отверстия для запрессовки штифтов, а в переходном шпангоуте выполняют отверстия, обеспечивающие зазоры для перемещения штифтов в направлении их осей и в радиальных относительно осей направлениях, после их запрессовки в отверстия стыкового шпангоута, и запрессовку штифтов в отверстия стыкового шпангоута через отверстия переходного шпангоута, отличающийся тем, что зазоры отверстий в переходном шпангоуте, находящиеся справа и слева от продольной плоскости симметрии, выполняют увеличенными в направлениях, перпендикулярных оси штифта, при этом параллельных плоскости, перпендикулярной к продольной плоскости симметрии деталей.
| WO 2018019651 A1, 01.02.2018 | |||
| DE 102012112867 A1, 26.06.2014 | |||
| СКЛАДНОЙ КАРКАС ЗЕРКАЛА АНТЕННЫ | 0 |
|
SU364998A1 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ВЫДЕЛЕНИЯ СТИРОЛА ИЗ СТИРОЛСОДЕРЖАЩЕГО СЫРЬЯ | 2010 |
|
RU2546124C2 |

