Изобретение относится к трубопроводному пневмотранспорту сыпучих материалов и может быть использовано в строительной индустрии, химической промышленности, металлургии, энергетике и смежных отраслях.
Известно устройство для пневмоимпульсного транспорта порошкообразных и зернистых материалов из бункеров, содержащее бункер, снабженный в нижней части запирающим устройством, корпус блока загрузки с седлом и поворотной заслонкой и нижней полостью, соединенной с транспортным трубопроводом, а к заслонке и в транспортный трубопровод подводится воздух из ресивера через электромагнитный клапан с генератором управляющих импульсов (RU 2534667 С2, (ООО «Пневмотранспорт») 10.12.2014).
Недостатком данного устройства являются завышенные капитальные и эксплуатационные затраты при необходимости транспортирования материала из нескольких бункеров или технологических емкостей, т.к. в этом случае требуется установка указанного устройства под каждым бункером, т.е. требуемое количество устройств соответствует количеству бункеров.
Наиболее близким техническим решением к заявляемой системе является система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов, содержащее приемный бункер и расходный бункер с пневмоуправляемым запирающим устройством, расположенным в нижней части бункера, блок загрузки, выполненный в виде герметичной емкости, нижняя полость которой подключена к транспортному трубопроводу, источник сжатого воздуха, сообщенный с блоком загрузки линией подачи, в которой установлен электромагнитный клапан, подключенный электрической линией к шкафу автоматики, и датчик уровня (US 8113745 В2 (Yukinori Aoki) 14.02.2012).
Известная система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов имеет аналогичные недостатки.
Технической проблемой заявляемого изобретения является создание системы для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов, позволяющей транспортировать различные сыпучие, зернистые и порошкообразные материалы из нескольких бункеров или технологических емкостей в различные приемные бункеры.
Техническим результатом заявляемого изобретения является расширение арсенала технических средств для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов.
Поставленная проблема решается и технический результат достигается за счет того, что система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов содержит приемный бункер и расходный бункер с расположенным в нижней части каждого бункера пневмоуправляемым запирающим устройством, блок загрузки, выполненный в виде емкости, нижняя полость которой подключена к транспортному трубопроводу, источник сжатого воздуха, сообщенный с блоком загрузки линией подачи, в которой установлен электромагнитный клапан, подключенный электрической линией к шкафу автоматики, и датчик уровня, при этом новым является то, что система снабжена по меньшей мере двумя дополнительными приемными и расходными бункерами с запирающими устройствами, генератором управляющих импульсов, подающим узлом с входными патрубками, подключенными к запирающим устройствам, и седлом, установленным на выходе подающего узла, который расположен в блоке загрузки, причем в верхней части емкости блока загрузки расположена заслонка, выполненная с возможностью контакта с седлом, а источник сжатого воздуха выполнен в виде ресивера, при этом полости пневмоуправления запирающих устройств подключены к ресиверу линиями подачи, в которых установлены электромагнитные клапаны, выход транспортного трубопровода подключен к двум последовательно установленным переключателям потока, соединенным своими выходами с осадителями приемных бункеров.
Подающий узел может быть выполнен в виде аэрожелоба, к торцу которого подключен ресивер через электромагнитный клапан, установленный в линии нагнетания, или в виде шнека с приводом от электродвигателя, или в виде водоохлаждаемого скребкового конвейера.
Благодаря снабжению системы несколькими расходными бункерами и введению подающего узла, связанного с несколькими расходными бункерами, стало возможным подавать материал из различных бункеров поочередно или одновременно из нескольких бункеров и в различных количествах по заданному алгоритму для предварительного приготовления, например, смесей и дальнейшей транспортировки их в приемные бункеры.
В зависимости от физико-механических свойств транспортируемого материала могут быть использованы различные типы подающих узлов.
Для дисперсных хорошо сыпучих материалов используются аэрожелоба.
Для малоабразивных зернистых материалов используются шнеки.
Для высокотемпературных материалов используются водоохлаждаемые скребковые конвейеры.
Предлагаемая система может быть успешно использована в химических технологиях, работающих с различными по свойствам материалами, т.к. материалы, находящиеся в разных расходных бункерах подаются в транспортный трубопровод поочередно по заданному алгоритму в любой из заданных приемных бункеров.
На чертеже показана принципиальная схема системы для автоматизированной пневмоимпульсной транспортировки порошкообразных материалов с аэрожелобом.
Система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов содержит приемный бункер 1 и расходный бункер 2 с пневмоуправляемым запирающим устройством 3, расположенным в нижней части бункера 2, блок загрузки, выполненный в виде емкости 4, нижняя полость 5 которой подключена к транспортному трубопроводу 6, источник сжатого воздуха, выполненный в виде ресивера 7, сообщенного с блоком загрузки линией 8 подачи, в которой установлен электромагнитный клапан 9, подключенный электрической линией 10 к шкафу 11 автоматики, и датчик 12 уровня. Система снабжена по меньшей мере двумя дополнительными приемными бункерами 1 и двумя дополнительными расходными бункерами 2 с запирающими устройствами 3, подающим узлом 13 с входными патрубками 14, подключенными к запирающим устройствам 3, и седлом 15, установленным на выходе подающего узла 13, расположенном в емкости 4, причем в верхней части емкости 4 расположена заслонка 16, выполненная с возможностью контакта с седлом 15. Полости (на чертеже не показаны) пневмоуправления запирающих устройств 3 подключены к ресиверу 7 линиями 17 подачи воздуха, в которых также установлены электромагнитные клапаны 18, подключенные электрическими линиями 19 к шкафу 11 автоматики, к которому также подключены датчики 12 уровня, установленные на всех бункерах 1 и 2 и блоке загрузки. Выход транспортного трубопровода 6 подключен к двум последовательно установленным переключателям 20 потока, соединенным своими выходами с осадителями 21 приемных бункеров 1. Генератор 22 управляющих импульсов также подключен к шкафу 11 автоматики, образуя электрическую цепь. В качестве генератора 22 управляющих импульсов используется реле времени, которое задает время загрузки материала в емкость 4 и нижнюю полость 5 блока загрузки и время его транспортировки по трубопроводу.
Генератор 22 управляет работой электромагнитного клапана 9 для подачи сжатого воздуха. Генератор 22 управляет системой автономно, соединяясь со шкафом 11 автоматики при работе в автоматическом режиме.
Шкаф 11 автоматики состоит из высококачественного корпуса с защитой от влаги и пыли IP65, имеющего необходимые входы для подключения датчиков 12 уровня (с запасом) и выходы для подключения запирающих устройств 3, электромагнитных клапанов 9, 18 и 23 и переключателей потока 20. Для управления системой предусмотрен сенсорный цветной дисплей с высоким разрешением диагональю 7 дюймов, на котором изображается схема всей системы. Шкаф 11 автоматики управляет системой по заданному алгоритму при работе в автоматическом режиме.
Подающий узел 13 может быть выполнен в виде аэрожелоба, к торцу которого подключен ресивер 7 через электромагнитный клапан 23, установленный в линии 24 нагнетания.
Подающий узел 13 может быть выполнен в виде шнека с приводом от электродвигателя, или в виде водоохлаждаемого скребкового конвейера (на чертеже не показаны).
Система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов работает следующим образом.
Материал из любого расходного бункера 2 при открытии запирающего устройства 3 самотеком через входной патрубок 14 поступает в подающий узел 13. Далее материал поступает в емкость 4 и в нижнюю полость 5. После заполнения нижней полости 5, которое контролируется датчиком уровня 12, подается сигнал от генератора 22 управляющих импульсов на открытие электромагнитного клапана 9. Сжатый воздух при этом от ресивера 7 поступает в емкость 4 и в транспортный трубопровод 6. Под действием давления сжатого воздуха закрывается заслонка 16, герметизируя емкость 4, а материал из нижней полости 5 в виде сформированного поршня транспортируется в заданный приемный бункер 1. После прохождения материала в виде поршня по трубопроводу 6 давление в нем понижается до минимального значения, при этом подается сигнал от генератора 22 управляющих импульсов на закрытие электромагнитного клапана 9. Цикл повторяется. Последовательность выбора расходного и приемного бункеров производится шкафом 11 автоматики по заданному алгоритму. Алгоритм работы системы составляется индивидуально исходя из количества расходных и приемных бункеров, а также технологических потребностей процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНЫХ И ЗЕРНИСТЫХ МАТЕРИАЛОВ ИЗ БУНКЕРОВ | 2012 |
|
RU2534667C2 |
| СПОСОБ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНОЙ СРЕДЫ | 2009 |
|
RU2393983C1 |
| СПОСОБ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНОЙ СРЕДЫ ИЗ БУНКЕРОВ ЗОЛОУЛОВИТЕЛЕЙ | 2006 |
|
RU2319652C1 |
| СПОСОБ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНОЙ СРЕДЫ | 2011 |
|
RU2465188C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГРУНТОВ ВЯЖУЩИМИ МАТЕРИАЛАМИ | 2011 |
|
RU2467125C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОЗОНОВОЙ СТЕРИЛИЗАЦИИ МЕЛКИХ ПРЕДМЕТОВ | 2004 |
|
RU2296586C2 |
| УСТАНОВКА ДЛЯ ПРИЕМА И СОДЕРЖАНИЯ ЖИВОЙ РЫБЫ НА РЫБОЛОВНОМ СУДНЕ | 1992 |
|
RU2027358C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОФИЛЬТРОМ | 2009 |
|
RU2398634C1 |
| МОБИЛЬНЫЙ КОМПЛЕКТ ЗАПРАВКИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2022 |
|
RU2792456C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНОЙ СРЕДЫ ИЗ БУНКЕРОВ ЗОЛОУЛОВИТЕЛЕЙ | 2008 |
|
RU2376232C1 |

Изобретение относится к трубопроводному пневмотранспорту сыпучих материалов и может быть использовано в строительной индустрии, химической промышленности, металлургии, энергетике и смежных отраслях. Система содержит приемные бункеры и расходные бункеры с пневмоуправляемыми запирающими устройствами, расположенными в нижней части бункеров, блок загрузки, выполненный в виде емкости, нижняя полость которой подключена к транспортному трубопроводу, источник сжатого воздуха, сообщенный с блоком загрузки линией подачи, в которой установлен электромагнитный клапан, подключенный электрической линией к шкафу автоматики, и датчик уровня. Система снабжена генератором управляющих импульсов, подающим узлом с входными патрубками, подключенными к запирающим устройствам, и седлом, установленным на выходе подающего узла, расположенном в блоке загрузки. В верхней части емкости блока загрузки расположена заслонка, выполненная с возможностью контакта с седлом. Источник сжатого воздуха выполнен в виде ресивера, при этом полости пневмоуправления запирающих устройств подключены к ресиверу линиями подачи, в которых установлены электромагнитные клапаны. Выход транспортного трубопровода подключен к двум последовательно установленным переключателям потока, соединенным своими выходами с осадителями приемных бункеров. Технический результат - расширение арсенала технических средств для пневмоимпульсной транспортировки порошкообразных и зернистых материалов. 3 з.п. ф-лы, 1 ил.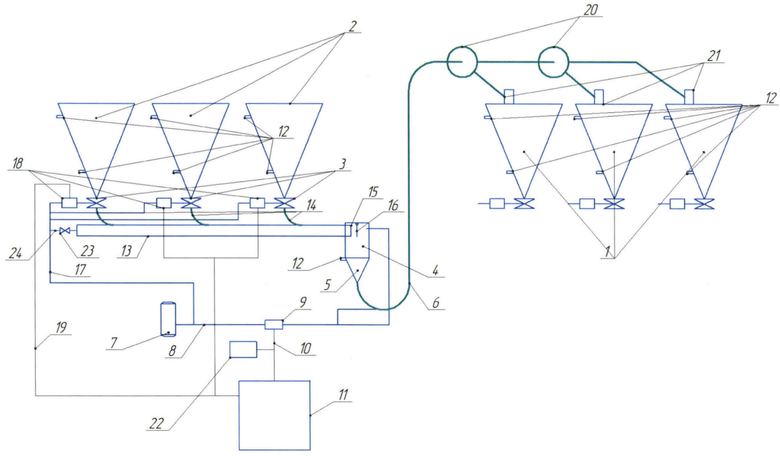
1. Система для автоматизированной пневмоимпульсной транспортировки порошкообразных и зернистых материалов, содержащая приемный бункер и расходный бункер с расположенным в нижней части каждого бункера пневмоуправляемым запирающим устройством, блок загрузки, выполненный в виде емкости, нижняя полость которой подключена к транспортному трубопроводу, источник сжатого воздуха, сообщенный с блоком загрузки линией подачи, в которой установлен электромагнитный клапан, подключенный электрической линией к шкафу автоматики, и датчик уровня, отличающаяся тем, что она снабжена по меньшей мере двумя дополнительными приемными и расходными бункерами с запирающими устройствами, генератором управляющих импульсов, подающим узлом с входными патрубками, подключенными к запирающим устройствам, и седлом, установленным на выходе подающего узла, который расположен в блоке загрузки, причем в верхней части емкости блока загрузки расположена заслонка, выполненная с возможностью контакта с седлом, а источник сжатого воздуха выполнен в виде ресивера, при этом полости пневмоуправления запирающих устройств подключены к ресиверу линиями подачи, в которых установлены электромагнитные клапаны, выход транспортного трубопровода подключен к двум последовательно установленным переключателям потока, соединенным своими выходами с осадителями приемных бункеров.
2. Система по п. 1, отличающаяся тем, что подающий узел выполнен в виде аэрожелоба, к торцу которого подключен ресивер через электромагнитный клапан, установленный в линии нагнетания.
3. Система по п. 1, отличающаяся тем, что подающий узел выполнен в виде шнека с приводом от электродвигателя.
4. Система по п. 1, отличающаяся тем, что подающий узел выполнен в виде водоохлаждаемого скребкового конвейера.
| KR 1020070119778 A, 21.12.2007 | |||
| УСТРОЙСТВО ДЛЯ ПНЕВМОТРАНСПОРТА ПОРОШКООБРАЗНЫХ И ЗЕРНИСТЫХ МАТЕРИАЛОВ ИЗ БУНКЕРОВ | 2012 |
|
RU2534667C2 |
| US 8113745 B2, 14.02.2012 | |||
| US 4861200 A, 29.08.1989. | |||

