Для настоящей заявки испрашивается приоритет по заявке на патент Германии № DE 10 2015 225 775.4, содержание которой включается в настоящую заявку по ссылке.
Предлагаемое изобретение относится к способу изготовления дужки для очков. Кроме того, предлагаемое изобретение относится к дужке для очков.
Дужки для очков как таковые общеизвестны. Это части очков, которые обеспечивают плотное закрепление очков на голове носящего эти очки.
Известны также дужки для очков с регулированием угла наклона между направлением взгляда носителя очков и поверхностью линз этих очков. Дужки для очков этого типа обычно трудоемки в изготовлении. Кроме того, они часто не способны выдерживать высокие механические нагрузки.
Из US 7,543,932 В1 известны дужки для очков с первым соединительным элементом, который может быть установлен с возможностью поворота на оправе и содержит первое выступающее кольцо. Кроме того, эти дужки для очков содержат также заднее плечо, которое с наклоном соединено с упомянутым соединительным элементом и имеют два вторых выступающих кольца, расположенных друг напротив друга. Эти вторые выступающие кольца поставлены в соответствие первому выступающему кольцу.
В US 9,188,795 В1 раскрываются очки с двумя дужками, каждая из которых содержит переднее поворотное плечо и заднее зажимающее плечо, выполненное как единое целое с упомянутым поворотным плечом. Поворотное плечо и зажимающее плечо могут быть изготовлены, например, с помощью формования двукратной инжекцией.
В US 2011/0157542 А1 раскрываются очки, имеющие поворотные соединительные средства, которые расположены сбоку от дискового узла, при этом упомянутые поворотные соединительные средства являются опорными элементами для дужек. В каждой дужке выполнено отверстие, в которое, когда дужка находится установленном состоянии, введена вставочная часть соответствующего поворотного соединительного средства, образуя наклонный шарнир. Вблизи каждого из этих отверстий предусмотрено углубление.
Шарнир для соединения прямого участка дужки с шарнирным узлом рамки оправы очков и способ изготовления шарнира этого типа известны из DE 37 27 861 C1. Дужка присоединена с возможностью поворота относительно оси шарнира. Она является практически жесткой. Очки с такими дужками не являются приспособляемыми к их носителю оптимальным образом, в результате чего часто невозможно достичь требуемого или желаемого визуального комфорта.
В DE 698 15 241 T2 раскрывается способ изготовления шарнирного узла для солнечных для очков.
Из US 7,175,270 В2 известен основанный на многократном инжекционном формовании способ изготовления шарнирных соединений для очков. Очки с шарнирными соединениями этого типа тоже не приспособлены к носителю оптимальным образом, так что и при таком решении часто невозможно достичь визуального комфорта.
Поэтому целью предлагаемого изобретения является создание способа изготовления дужки для очков, который соответствовал бы критерию стоимость - эффективность и был бы удобен в осуществлении. Еще одна цель предлагаемого изобретение состоит в создании соответствующей дужки для очков.
Указанные цели предлагаемого изобретения достигаются с помощью его признаков, изложенных в независимых пунктах 1 и 12 формулы изобретения. Сущность предлагаемого изобретения состоит в том, что изготовление дужки для очков, которая имеет главную часть и настроечную часть, осуществляют в точно одной пресс-форме для инжекционного формования, при этом упомянутые части дужки уже соединены друг с другом, в частности, шарнирно, в частности, неразъемным образом, с обеспечением преимущества - непосредственно по завершении процесса инжекционного формования. При таком решении удается обойтись без сложных сборочных операций по соединению главной части дужки для очков с ее настроечной частью.
Эта дужка для очков обеспечивает возможность настройки наклона путем настройки угла между направлением взгляда носителя очков и поверхностью линз этих для очков. Обеспечивающим преимущество представляется такое решение, при котором опорный элемент наклона является частью шарнира наклона дужки для очков.
Путем поворотного движении главной части дужки для очков и ее настроечной части друг относительно друга рабочее положение дужки достижимо из положения инжекционного формования дужки. В своем рабочем положении дужка для очков полностью завершена изготовлением и готова к использованию в качестве компонента очков. Поэтому можно обойтись без операций прикручивания, заглушивания или фиксации, обычно выполняемых при соединении главной части дужки для очков и ее настроечной части друг с другом. Поворотное движение главной части дужки для очков и ее настроечной части друг относительно друга для достижения рабочего положения дужки для очков осуществляется предпочтительно вручную, или же с помощью автоматики.
Обеспечивающим преимущество представляется такое решение, при котором угловое расстояние вокруг оси опорного элемента наклона составляет по меньшей мере 20°, предпочтительно - по меньшей мере 30° между рабочим положением дужки для очков и ее положением инжекционного формования. Обеспечивающим преимущество представляется такое решение, при котором угловой диапазон меньше 90°, предпочтительно - меньше 70°.
Когда дужка для очков находится в рабочем положении, для ее главной и настроечной частей обеспечена возможность поворота друг относительно друга вокруг опорного элемента наклона на угол по меньшей мере 2°, предпочтительно - на угол по меньшей мере 5°. Их относительный поворот возможен между двумя предельными положениями наклона.
Дужка для очков, снабженная узлом поворота и фиксации положения, обеспечивающим возможность поворота главной и настроечной частей дужки для очков друг относительно друга вокруг опорного мальчика [sic! - boy] наклона с возможностью фиксации, особо удобна в использовании. При таком решении обеспечена чрезвычайно хорошая настраиваемость наклона по меньшей мере одной линзы для очков. Обеспечивающим преимущество представляется такое решение, при котором узел поворота и фиксации положения дужки для очков обеспечивает некоторую совокупность положений устойчивой фиксации.
Обеспечивающим преимущество представляется такое решение, при котором первое средство фиксации по зависимому пункту 5 формулы изобретения снабжено по меньшей мере одним первым фиксирующим зубцом. Если предусмотрено большее количество первых фиксирующих зубцов, то обеспечивающим преимущество представляется такое решение, при котором эти фиксирующие зубцы расположены последовательно.
Обеспечивающим преимущество представляется такое решение, при котором второе средство фиксации снабжено по меньшей мере одним вторым фиксирующим зубцом. Если предусмотрено большее количество вторых фиксирующих зубцов, то обеспечивающим преимущество представляется такое решение, при котором эти фиксирующие зубцы расположены последовательно.
Когда дужка для очков находится в своем положении инжекционного формования, упомянутые первое средство фиксации и второе средство фиксации не соединены друг с другом. При этом узел поворота и фиксации положения дужки для очков не находится в рабочем состоянии, иначе говоря, он не функционирует. Обеспечивающим преимущество представляется такое решение, при котором средства фиксации повернуты друг относительно друга, иначе говоря, они расположены последовательно относительно первого и второго фиксирующих зубцов.
Обеспечивающим преимущество представляется такое решение, при котором два материала, используемые для изготовления дужки для очков, вводят путем инжекции в пресс-форму последовательно.
Представляется целесообразным, чтобы перед введением в пресс-форму второго материала главная часть дужки для очков была стабильной по размерам хотя бы частично. Обеспечивающим преимущество представляется такое решение, при котором первый материал в это время находится в стадии твердения или полностью отвердел.
Обеспечивающим преимущество представляется такое решение, при котором настроечная часть дужки для очков перед извлечением из пресс-формы является стабильной по размерам хотя бы частично. Обеспечивающим преимущество представляется такое решение, при котором второй материал в это время уже полностью отвердел.
Представляется предпочтительным такое решение, при котором извлечение дужки для очков, имеющей главную часть и соединенную с нею настроечную часть, из пресс-формы осуществляют вручную или с помощью автоматики.
Обеспечивающим преимущество представляется такое решение, при котором способ изготовления дужки для очков представляет собой процесс инжекционного формования двухкомпонентного узла. Обеспечивающим преимущество представляется такое решение, при котором не происходит адгезионного сцепления между первым материалом и вторым материалом ни при нахождении их в пресс-форме, ни после извлечения из нее.
Обеспечивающим преимущество представляется такое решение, при котором главная и настроечная части дужки для очков сформованы таким образом, что они могут быть шарнирно соединены друг с другом сразу после изготовления.
Обеспечивающим преимущество представляется такое решение, при котором опорный элемент наклона выполнен в виде шпильки или в виде цапфы. Представляется целесообразным, чтобы опорный элемент наклона хотя бы в области наклона имел цилиндрическую форму. Обеспечивающим преимущество представляется такое решение, при котором настроечная часть дужки для очков окружает опорный элемент наклона по периметру, или же полностью окружает область наклона. Обеспечивающим преимущество представляется такое решение, при котором опорный элемент наклона задает ось поворота для поворота настроечной части дужки для очков относительно ее главной части.
Представляется целесообразным, чтобы пресс-форма для инжекционного формования имела по меньшей мере две части. Обеспечивающим преимущество представляется такое решение, при котором эти части пресс-формы являются перемещаемыми друг относительно друга. Обеспечивающим преимущество представляется такое решение, при котором каждая часть пресс-формы является нагреваемой хотя бы в некоторых своих областях. Обеспечивающим преимущество представляется такое решение, при котором пресс-форма имеет по меньшей мере один первый инжекционный канал для введения первого материала в полость пресс-формы, предназначенную для формования главной части дужки для очков и по меньшей мере один второй инжекционный канал для введения второго материала в полость пресс-формы, предназначенную для формования настроечной части дужки для очков.
Представляется целесообразным, чтобы дужка для очков состояла из главной части и настроечной части. Поэтому обеспечивающим преимущество представляется такое решение, при котором дужка для очков состоит из двух главных частей. Представляется предпочтительным такое решение, при котором главная часть дужки для очков сформована как одно целое. Главная часть дужки для очков может также содержать, например, по меньшей мере один компонент, в частности, другой компонент, соединенный с нею путем инжекционного формования. Представляется предпочтительным такое решение, при котором настроечная часть дужки для очков сформована как одно целое. Настроечная часть дужки для очков может также содержать, например, по меньшей мере один компонент, в частности, мягкий компонент, соединенный с нею путем инжекционного формования.
Обеспечивающим преимущество представляется такое решение, при котором настроечная часть дужки для очков прижата к наружной поверхности соответствующей главной части дужки для очков.
Представляется предпочтительным такое решение, при котором главная часть дужки для очков имеет по меньшей мере один шарнирный опорный элемент для обеспечения шарнирного соединения с линзой, рамкой оправы очков и (или) с частью оправы очков.
Другие обеспечивающие преимущество варианты осуществления предлагаемого изобретения изложены в зависимых пунктах формулы изобретения.
Вариант, изложенный в зависимом пункте 2 формулы изобретения, чрезвычайно легок в осуществлении и обеспечивает экономичное изготовление дужки для очков. Обеспечивающим преимущество представляется такое решение, при котором полость в пресс-форме для инжекционного формования, предназначенная для формования настроечной части дужки для очков, может быть создана с помощью по меньшей мере одного ротационного стола пресс-формы для инжекционного формования и (или) передвижных салазок пресс-формы для инжекционного формования.
Согласно зависимому пункту 3 формулы изобретения, первый материал и второй материал являются разными материалами, в частности, разными пластическими материалами. Обеспечивающим преимущество представляется такое решение, при котором эти два материала выбраны из следующей группы: полибутилентерефталат (ПБТ), полиоксиметилен (ПОМ), полиамид (ПА) и акрилонитрилбутадиенстирол (АБС).
Обеспечивающим преимущество представляется такое решение, при котором температура плавления первого материала выше, чем температура плавления второго материала. Этим решением эффективно предотвращено такое состояние, когда первый материал, вводимый в пресс-форму первым, хотя бы частично плавится при введении за ним второго материала. Обеспечивающим преимущество представляется такое решение, при котором температура плавления первого материала значительно (предпочтительно, по меньшей мере на 10°С) выше, чем температура плавления второго материала.
Согласно зависимому пункту 7 формулы изобретения, первое фиксирующее средство и второе фиксирующее средство приводят в зацепление друг с другом, иначе говоря, их приводят в фиксированное соединение в рабочем положении дужки для очков. При этом полностью готов к работе узел поворота и фиксации положения.
Главная и настроечная части дужки для очков, изготовляемые способом по зависимому пункту 5 формулы изобретения, соединены друг с другом неразъемным соединением и таким образом, что предотвращено их разъединение. Обеспечивающим преимущество представляется такое решение, при котором удерживающий элемент выполнен в виде диска, преимущественно, таким образом, чтобы перекрывалась кольцеобразная область настроечной части дужки для очков, прилегающая к опорному элементу наклона. Обеспечивающим преимущество представляется такое решение, при котором упомянутый по меньшей мере один удерживающий элемент образует удерживающую головку. Поэтому главная часть дужки для очков в области опорного элемента наклона имеет подрез.
Два предельных положения наклона согласно зависимому пункту 6 формулы изобретения обеспечивают возможность устанавливать различной степени наклон по меньшей мере одной линзы очков.
Согласно зависимому пункту 7 формулы изобретения, ось опорного элемента наклона практически перпендикулярна оси опорного элемента шарнира. Представляется предпочтительным такое решение, при котором она при ношении очков практически горизонтальна. Ось опорного элемента шарнира при ношении очков практически вертикальна.
Согласно зависимому пункту 9 формулы изобретения, между опорным элементом наклона и настроечной частью дужки для очков существует соединение практически без люфта или зазора. Кольцеобразная соединительная линия между опорным элементом наклона и настроечной частью дужки очков предпочтительно имеет ширину от 0,1 мм до 0,3 мм. Обеспечивающим преимущество представляется такое решение, при котором упомянутый по меньшей мере один удерживающий элемент покрывает или перекрывает упомянутую соединительную линию по меньшей мере частично.
Зависимые пункты 2-7 образуют также предмет пункта 8 формулы изобретения. Зависимые пункты 9 и 10 образуют также предмет пункта 1 формулы изобретения.
Далее на примере со ссылками на прилагаемые графические материалы будет описан один из предпочтительных вариантов осуществления предлагаемого изобретения.
На фиг. 1 в аксонометрии изображены очки с двумя дужками согласно предлагаемому изобретению.
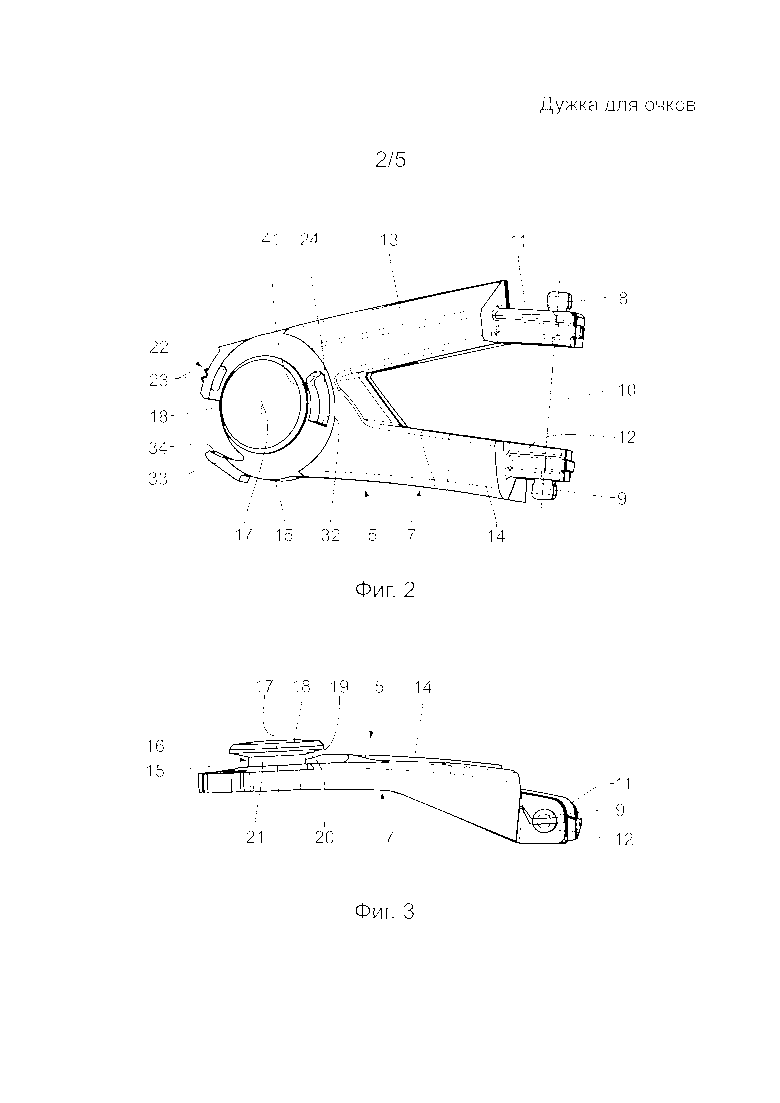
На фиг. 2 на виде сбоку изображена главная часть дужки для очков, изображенных на фиг. 1.
На фиг. 3 главная часть дужки для очков, изображенная на фиг. 2, изображена на виде сбоку с поворотом на 90°.
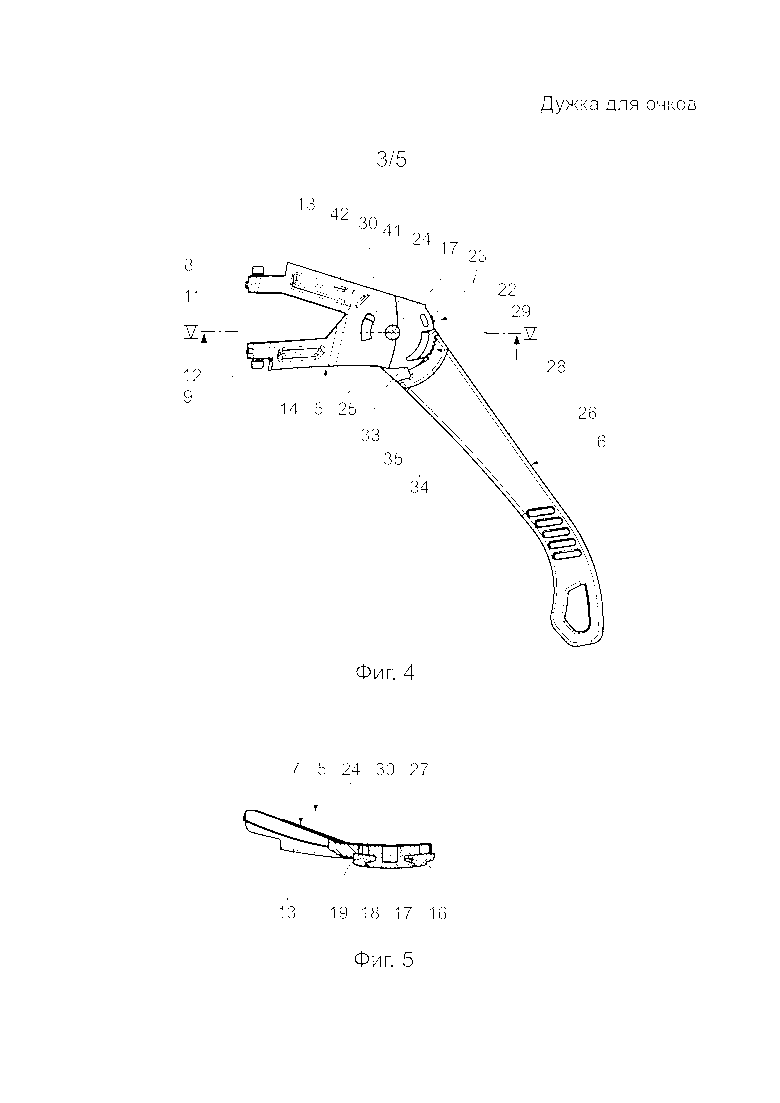
На фиг. 4 на виде сбоку изображена дужка для очков, изображенная на фиг. 1, при этом дужка для очков находится в ее положении инжекционного формования.
На фиг. 5 изображено поперечное сечение по V-V (обозначено на фиг. 4).
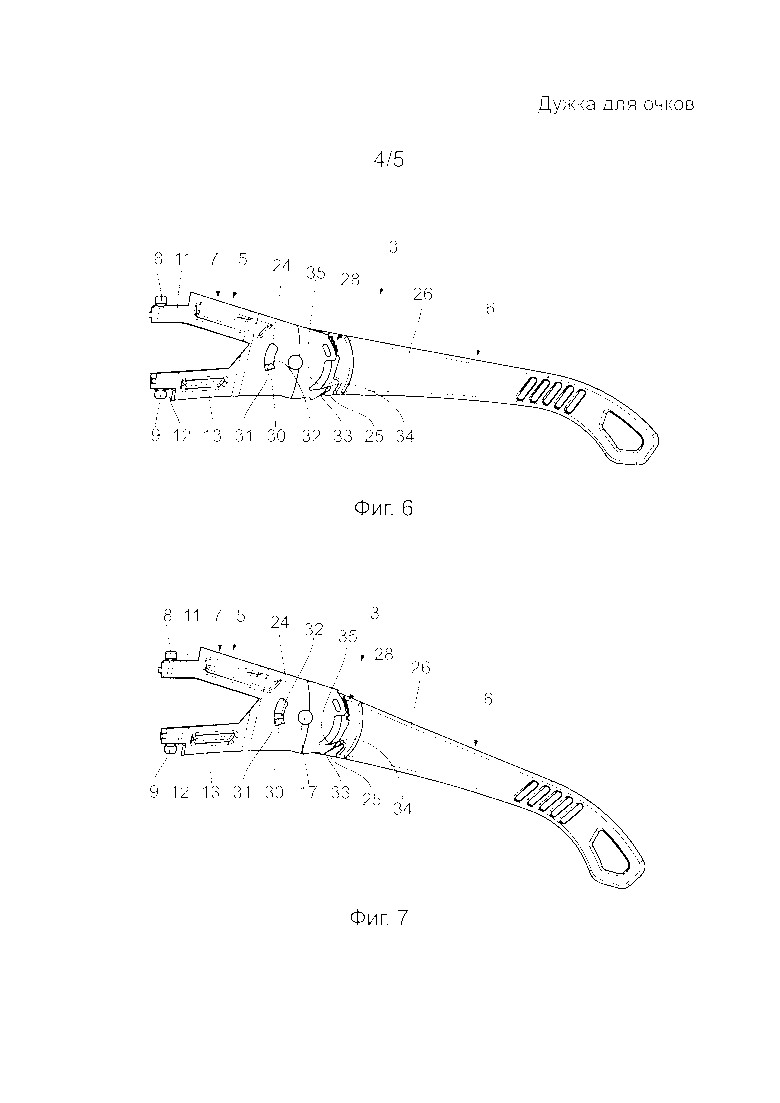
На фиг. 6 на виде сбоку изображена дужка для очков, изображенная на фиг. 1, при этом дужка для очков находится в ее рабочем положении, при этом настроечная часть дужки для очков находится в ее нижнем предельном положении наклона.
На фиг. 7 на виде сбоку изображена дужка для очков, изображенная на фиг. 6, при этом настроечная часть этой дужки для очков находится в ее верхнем предельном положении наклона.
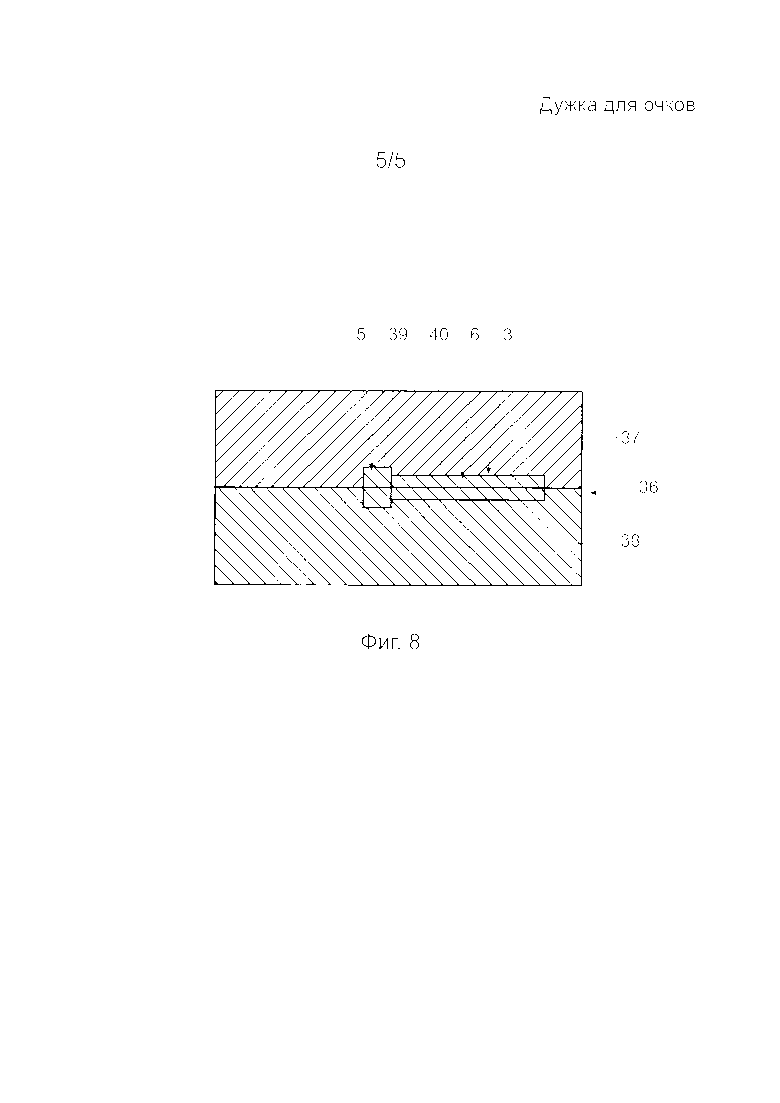
На фиг. 8 в очень сильном упрощении изображено сечение пресс-формы для инжекционного формования, использованной для изготовления дужки для очков согласно предлагаемому изобретению, при этом сечение не отражает реальных пропорций, а служит только целям иллюстрации.
На прилагаемых чертежах с фиг. 1 по фиг. 8 сходные компоненты имеют одинаковые ссылочные обозначения. Части описываемого в дальнейшем изложении настоящей заявки иллюстративного варианта осуществления предлагаемого изобретения могут также сами по себе составлять предмет изобретения.
Как можно видеть на фиг. 1, очки 1 имеют две линзы 2 и две дужки 3. Между линзами 2 находится «мост» 4 оправы, при ношении очков располагающийся на носу носящего (не показан). Упомянутые две линзы 2 расположены рядом друг с другом. Возможны также такие варианты, в которых очки имеют единую цельную линзу 2. В любом варианте каждая линза 2 на своем внешнем крае шарнирно соединена с соответствующей дужкой 3. Таким образом, каждая дужка 3 очков соединена с соответствующей линзой 2 с возможностью поворота. Возможны также такие варианты, в которых дужки 3 шарнирно соединены с элементами оправы очков 1. Очки 1 зеркально симметричны относительно плоскости симметрии, проходящей через «мост» оправы.
Таким образом, дужки 3 очков зеркально симметричны и имеют одинаковую конструкцию. Поэтому далее будет описываться только одна дужка 3 для очков.
Каждая дужка 3 имеет главную часть 5 и настроечную часть 6, которая находится на главной части 5 и поэтому находится в непосредственном контакте с последней. Главная часть 5 дужки очков и ее настроечная часть 6 соединены друг с другом с возможностью поворота друг относительно друга.
Главная часть 5 дужки очков имеет главный корпус 7. Этот главный корпус 7 имеет на своих концах по опорному элементу шарнира (опорные элементы 8 и 9 шарнира), каждый из которых выполнен в виде цапфы, при этом они задают общую ось 10 опоры шарнира. Опорный элемент 8 шарнира установлен на монтажном выступе 11, а опорный элемент 9 шарнира установлен на монтажном выступе 12, при этом упомянутые монтажные выступы 11 и 12 простираются соответственно от опорных консолей 13 и 14 главного корпуса 7 дужки очков. Опорные элементы 8 и 9 шарнира установлены на монтажных поверхностях монтажных выступов 11 и 12, соответственно и обращены в противоположные стороны и выступают в противоположные стороны. Опорные элементы 8 и 9 шарнира обеспечивают для главной части 5 дужки очков возможность шарнирного соединения с соответствующей линзой 2 или с соответствующей частью оправы очков 1.
Упомянутые опорные консоли 13 и 14 ориентированы под углом друг к другу и прочно соединены друг с другом посредством базового элемента 15 главного корпуса 7 дужки очков. Возможны также такие варианты, в которых главный корпус 7 дужки очков имеет только точно одну опорную консоль 13, 14. Возможны также такие варианты, в которых главный корпус 7 дужки очков имеет только точно один опорный элемент 8, 9 шарнира.
Предусмотрен опорный элемент 16 наклона, который выступает вовне от упоминавшегося выше базового элемента 15 и имеет ось 17 и периферийную область 21 опоры наклона. Опорный элемент 16 наклона выступает от базового элемента 15 практически перпендикулярно и является жестким. Он является несжимаемым. Ось 17 опорного элемента наклона проходит практически перпендикулярно соответствующей оси 10 опоры шарнира.
На конце опорного элемента 16 наклона, противоположном базовому элементу 15, установлена дискообразная удерживающая головка 18. Эта удерживающая головка 18 выступает вовне от опорного элемента 16 наклона в радиальном относительно оси 17 опорного элемента наклона направлении и является жесткой. Она находится на расстоянии от базового элемента 15 и является несжимаемой.
Удерживающая головка 18 имеет удерживающую поверхность 19, которая обращена к базовому элементу 15, при этом удерживающая поверхность 19 является конической. Удерживающая поверхность 19 простирается от опорного элемента 16 наклона кверху вовне.
Между базовым элементом 15 и удерживающей поверхностью 19 имеется поднутренная область 20.
На базовом элементе 15 на стороне, противоположной верхней опорной консоли 13, установлено первое фиксирующее средство 22, содержащее два первых фиксирующих зубца 23. Возможны варианты с другим количеством первых фиксирующих зубцов. Эти первые фиксирующие зубцы 23 находятся на расстоянии от оси 17 опорного элемента наклона. Первое фиксирующее средство 22 относительно оси 17 опорного элемента наклона простирается по дуге в диапазоне некоторого угла. Первые фиксирующие зубцы 23 простираются прочь от оси 17 опорного элемента наклона.
Сквозь базовый элемент 15 проходит насквозь стопорный вырез 24. Этот стопорный вырез 24 находится на расстоянии от оси 17 опорного элемента наклона и простирается относительно последней по дуге в некотором угловом диапазоне. Ось опорного элемента наклона упомянутые первое фиксирующее средство 22 и стопорный вырез 24 [sic! - несвязная фраза в оригинале].
Главная часть 5 дужки очков выполнена как цельная деталь. В частности, главный корпус 7, опорный элемент 16 наклона, удерживающая головка 18 и первое фиксирующее средство 22 соединены друг с другом таким образом, что образуют цельную деталь.
Выполненная в виде цельной детали настроечная часть 6 дужки очков имеет соединительную область 25 и дужечную область 26, которая примыкает к упомянутой соединительной области 25.
Соединительная область 25 примыкает к базовому элементу 15 и находится в непосредственном контакте с последним. Она имеет шарнирное соединение с базовым элементом 15.
В соединительной области 25 выполнено отверстие 27 для прохождения опоры наклона. Это отверстие 27 является круговым в поперечном сечении и полностью замкнутым по периферии. Диаметр этого отверстия 27 соответствует наружному диаметру опорного элемента 16 наклона. В частности, диаметр отверстия 27 равен или практически равен наружному диаметру опорного элемента 16 наклона. Соединительная область 25 или настроечная часть 6 дужки очков окружает область 25 [sic!] опоры наклона практически без люфтов и зазоров.
Соединительная область 25 содержит второе фиксирующее средство 28, выполненное по типу защелки и имеющее совокупность вторых фиксирующих зубцов 29, расположенных последовательно. Эти вторые фиксирующие зубцы 29 соответствуют первым фиксирующим зубцам 23. Они находятся на расстоянии от оси 17 опорного элемента наклона. Второе фиксирующее средство 29 простирается относительно оси 17 опорного элемента наклона по дуге в некотором угловом диапазоне.
Соединительная область 25 содержит также стопорный выступ 30, выполненный с возможностью взаимодействовать со стопорным вырезом 24 извне. Этот стопорный выступ 30 находится на расстоянии от опорного элемента 16 наклона и ориентирован параллельно последнему. Он имеет обращенную книзу стопорную поверхность 31 для упора в стопорную поверхность 32 главной части 5 дужки для очков, ограничивающую там стопорный вырез 24 в застопоренном положении.
Главная часть 5 дужки для очков имеет стопорный выступ 33, имеющий переднюю стопорную поверхность 33 для упора в обращенную книзу стопорную поверхность 35 на настроечной части 6 дужки очков в другом застопоренном положении.
Соединительная область 25 упирается снаружи в базовый элемент 15, в частности, с образованием площадки упора. Удерживающая головка 18 равномерно перекрывает отверстие 27 для прохождения опоры наклона и закрывает кольцеобразную соединительную линию между опорным элементом 16 наклона и соединительной областью 26 [sic!] и настроечной частью 6 дужки для очков, соответственно. Удерживающая головка 18 перекрывает упомянутую соединительную линию везде одинаково по меньшей мере на 2 мм. Удерживающая поверхность 19 упирается в соединительную область 25, в частности, с образованием площадки упора. В кольцеобразной области, примыкающей к отверстию 27 для прохождения опоры наклона, соединительная область 25 является практически конической.
Настроечная часть 6 дужки очков полностью окружает соответствующую область 21 опоры наклона и взаимодействует с соответствующей поднутренной областью 20 таким образом, что имеет место геометрическое замыкание.
Настроечная часть 6 дужки очков упирается в соответствующий главный корпус 7 и удерживающую поверхность 19, а также в область 21 опоры наклона по меньшей мере частично, предпочтительно - полностью.
Когда соответствующая дужка 3 очков находится в рабочем положении, фиксирующие средства 22 и 28 находятся в зацеплении друг с другом. Когда к соответствующей настроечной части 6 дужки очков прилагают силу смещения, имеет место поворот этой настроечной части 6 дужки очков вокруг оси 17 опорного элемента наклона относительно главной части 5 дужки очков с преодолением силы фиксации между фиксирующими средствами 22 и 28 с обеспечением таким образом изменения наклона очков 1.
Перемещение возможно на ограниченном участке. В первом предельном положении главной части 5 дужки очков и настроечной части 6 дужки очков друг относительно друга стопорный выступ 30 своей нижней упорной поверхностью 31 упирается во внутреннюю стопорную поверхность 32 и <несуществующее слово gests> в виде дальнейшего поворотного движения блокирующим образом (фиг. 6). Стопорная поверхность 32 выполнена на дне стопорного выреза 24 и обращена кверху. В целом дужка 3 очков является практически прямой. Это положение является предельным нижним положением наклона. Стопорный выступ 33 не выполняет никаких функций. Фиксирующие средства 22 и 28 находятся в зацеплении друг с другом.
Во втором предельном положении главной части 5 дужки очков и настроечной части 6 дужки очков друг относительно друга стопорный выступ 33 своей стопорной поверхностью 34 упирается в стопорную поверхность 35 и <несуществующее слово gests> в виде дальнейшего поворотного движения блокирующим образом вокруг оси 17 опорного элемента наклона (фиг. 7). Дужка 3 очков наклонена на шарнире. Настроечная часть 6 дужки очков повернута книзу относительно нижнего предельного положения наклона. Стопорный выступ 30 выполнен в стопорном вырезе 24 таким образом, что он находится на расстоянии от стопорных поверхностей 32 и 42. Фиксирующие средства 22 и 28 находятся в зацеплении друг с другом.
Когда очки 1 находятся в собранном состоянии, опорные элементы 8 и 9 шарнира введены в соответствующие выемки шарнира (не показаны), выполненные в соответствующих частях оправы очков или в соответствующих линзах 2 таким образом, что для дужек 3 очков обеспечена возможность поворота вокруг соответствующих осей 10 опоры шарнира.
Далее будет описан способ изготовления дужки 3 для очков. Дужку 3 для очков изготовляют в пресс-форме 36 для инжекционного формования (см. фиг. 8), которая содержит первую часть 37 и вторую часть 38. Эти первая часть 37 и вторая часть 38 пресс-формы выполнены смещаемыми друг относительно друга. В частности, они смещаемы друг относительно друга таким образом, что обеспечена возможность перевода пресс-формы из открытого состояния в закрытое и наоборот.
Для изготовления главной части 5 дужки для очков в предназначенную для формования главной части дужки для очков полость 39 пресс-формы, ограниченную упомянутыми первой частью 37 пресс-формы и ее второй частью 38, вводят путем инжекции первый пластический материал, при этом пресс-форма 36 находится в закрытом состоянии. Для этого упомянутой полости 39 пресс-формы приданы форма и размеры, соответствующие таковым главной части 5 дужки для очков.
Пресс-форму 36 открывают после того, как первый пластический материал в полости 39 пресс-формы отвердел или когда он находится в процессе отвердения. Пресс-форму 36 настраивают на изготовление настроечной части дужки для очков с использованием полости 40.
Затем пресс-форму 36 приводят в закрытое состояние, в котором в ней обеспечено наличие предназначенной для формования настроечной части дужки для очков полости 40. Эта полость 40 непосредственно примыкает к предназначенной для формования главной части дужки для очков полости 39 и, соответственно, к главной части 5 дужки для очков, которая на тот момент сформована в этой полости и доступ к которой открыт.
Затем для изготовления настроечной части 6 дужки для очков в упомянутую полость 40 вводят путем инжекции второй пластический материал. Полость 40 соответствует настроечной части 6 дужки для очков в отношении формы и размеров. Полость 40, предназначенная для формования настроечной части дужки для очков, расположена относительно полости 39, предназначенной для формования главной части дужки для очков таким образом, что настроечная часть 6 дужки для очков расположена относительно главной части 5 дужки для очков так, как описывалось выше.
Когда дужку 3 для очков вынимают из пресс-формы 36, она находится в положении формования дужки для очков (см. фиг. 4 и фиг. 5). Главная часть 5 дужки для очков и настроечная часть 6 дужки для очков соединены друг с другом шарнирно неразъемным образом и под наклоном друг к другу. Стопорный выступ 30 своей стопорной поверхностью 41 упирается в стопорную поверхность 42 главной части 5 дужки для очков, устанавливающую верхнюю границу стопорного выреза 24, и предотвращает поворот настроечной части 6 дужки для очков книзу относительно главной части 5 дужки для очков. Стопорный выступ 33 не выполняет никаких функций.
После извлечения из пресс-формы 36 получают готовый к использованию шарнир между главной частью 5 дужки для очков и настроечной частью 6 дужки для очков. Фиксирующие средства 22 и 28 находятся на расстоянии друг от друга и не находятся в зацеплении друг с другом. Фиксирующие средства 22 и 28 отделены друг от друга осью 17 опорного элемента наклона.
Для перевода дужки 3 для очков из положения инжекционного формования в ее рабочее положение прилагают соответствующую силу между главной частью 5 дужки для очков и настроечной частью 6 дужки для очков. Главная часть 5 дужки для очков и настроечная часть 6 дужки для очков имеют возможность поворота друг относительно друга вокруг оси 17 опорного элемента наклона таким образом, что обеспечена возможность зацепления фиксирующих средств 22 и 28 друг с другом.
В это время главная часть 5 дужки для очков и настроечная часть 6 дужки для очков находятся в растянутом положении. Недопущение избыточного поворотного движения главной части 5 дужки для очков и настроечной части 6 дужки для очков обеспечено с помощью стопорного выступа 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧКИ | 2012 |
|
RU2571443C2 |
| ЗАЩИТНЫЕ ОЧКИ, ПРЕДПОЧТИТЕЛЬНО, РАБОЧИЕ ЗАЩИТНЫЕ ОЧКИ | 1998 |
|
RU2207832C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ОПРАВЫ ОЧКОВ ДЛЯ ПАРЫ ЛИНЗ | 2013 |
|
RU2635347C2 |
| ОЧКИ С ГИБКИМ ЭЛЕМЕНТОМ | 2013 |
|
RU2578021C1 |
| ОЧКИ | 2018 |
|
RU2744031C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2365502C2 |
| ПОВОРОТНЫЕ ОЧКИ (ВАРИАНТЫ) | 2017 |
|
RU2655613C1 |
| ОЧКИ, СОДЕРЖАЩИЕ ДУГООБРАЗНЫЙ ГИБКИЙ ЭЛЕМЕНТ | 2013 |
|
RU2590939C2 |
| ОПРАВА ДЛЯ ОЧКОВ С ДУЖКАМИ, ИМЕЮЩИМИ ДВЕ ОРТОГОНАЛЬНЫЕ ОСИ ВРАЩЕНИЯ И ОБРАЗУЮЩИМИ ФУТЛЯР ПРИ ИХ СКЛАДЫВАНИИ | 2005 |
|
RU2353962C2 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ЖИДКОГО НАПИТКА ИЗ КАРТРИДЖА | 2008 |
|
RU2460451C2 |

Изобретение относится к очкам. Способ изготовления дужки (3) для очков, включающий: в пресс-форму (36) для инжекционного формования путем инжекции вводят первый материал для формования главной части (5) дужки для очков, содержащей главный корпус (7) и опорный элемент (16) наклона, после отвердения первого материала в полость (40) пресс-формы (36) для инжекционного формования путем инжекции вводят второй материал с обеспечением накладного формования относительно опорного элемента (16) наклона с целью формования настроечной части (6) дужки для очков, которая пронизана упомянутым опорным элементом (16) наклона и установлена с возможностью поворота относительно него, и после отвердения первого материала и второго материала вынимают дужку (3) для очков, которая находится в положении инжекционного формования, из пресс-формы (36) для инжекционного формования. При этом в рабочем положении дужки для очков главная часть (5) дужки для очков и настроечная часть (6) дужки для очков выполнены с возможностью поворота вокруг опорного элемента (16) наклона на угол по меньшей мере 2°. Устанавливают узел поворота и фиксации положения дужки очков, обеспечивающий настроечной части (6) дужки очков и главной части (5) дужки очков возможность поворота относительно друг друга вокруг опорного элемента (16) наклона с фиксацией положения. Узел поворота и фиксации положения дужки очков содержит первое фиксирующее средство (22) на главной части (5) дужки очков, выполненное простирающимся вокруг оси (17) опорного элемента (16) наклона, и второе фиксирующее средство (28) на настроечной части (6) дужки очков. При этом главную часть (5) дужки очков и настроечную часть (6) дужки очков соединяют друг с другом неразъемным образом. Для перевода дужки (3) для очков из положения инжекционного формования в рабочее положение поворачивают главную часть (5) дужки для очков и настроечную часть (6) дужки для очков относительно друг друга вокруг опорного элемента (16) наклона. В положении инжекционного формования дужки для очков упомянутые первое фиксирующее средство (22) и второе фиксирующее средство (28) не находятся в зацеплении друг с другом. 2 н. и 8 з.п. ф-лы, 8 ил.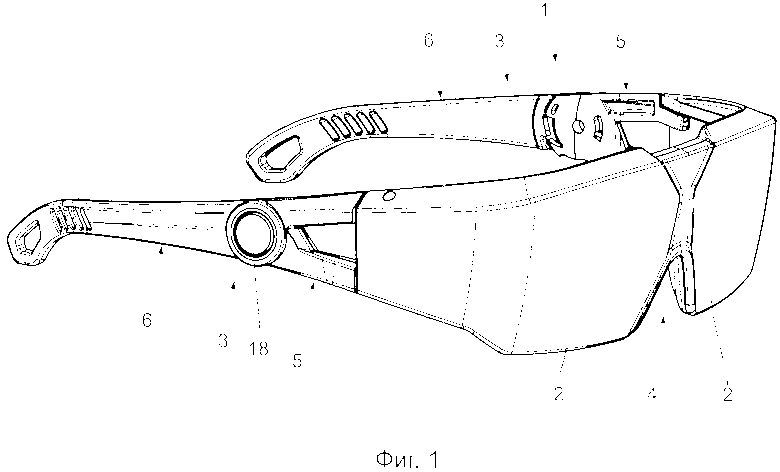
1. Способ изготовления дужки (3) для очков, содержащий следующие стадии:
- в пресс-форму (36) для инжекционного формования путем инжекции вводят первый материал для формования главной части (5) дужки для очков, содержащей главный корпус (7) и опорный элемент (16) наклона,
- после по меньшей мере частичного отвердения первого материала в полость (40) пресс-формы (36) для инжекционного формования путем инжекции вводят второй материал с обеспечением по меньшей мере частичного накладного формования относительно опорного элемента (16) наклона с целью формования настроечной части (6) дужки для очков, которая пронизана упомянутым опорным элементом (16) наклона и установлена с возможностью поворота относительно него, и
- после по меньшей мере частичного отвердения первого материала и второго материала вынимают дужку (3) для очков, которая находится в положении инжекционного формования, из пресс-формы (36) для инжекционного формования,
- при этом в рабочем положении дужки для очков упомянутые главная часть (5) дужки для очков и настроечная часть (6) дужки для очков выполнены с возможностью поворота вокруг опорного элемента (16) наклона на угол по меньшей мере 2°,
- при этом устанавливают узел поворота и фиксации положения дужки очков, обеспечивающий настроечной части (6) дужки очков и главной части (5) дужки очков возможность поворота относительно друг друга вокруг опорного элемента (16) наклона с фиксацией положения,
- при этом упомянутый узел поворота и фиксации положения дужки очков содержит первое фиксирующее средство (22) на главной части (5) дужки очков, выполненное по меньшей мере частично простирающимся вокруг оси (17) опорного элемента (16) наклона,
- и второе фиксирующее средство (28) на настроечной части (6) дужки очков,
- при этом главную часть (5) дужки очков и настроечную часть (6) дужки очков соединяют друг с другом неразъемным образом,
характеризующийся тем, что
- для перевода дужки (3) для очков из положения инжекционного формования в рабочее положение поворачивают главную часть (5) дужки для очков и настроечную часть (6) дужки для очков относительно друг друга вокруг опорного элемента (16) наклона,
- при этом в положении инжекционного формования дужки для очков упомянутые первое фиксирующее средство (22) и второе фиксирующее средство (28) не находятся в зацеплении друг с другом.
2. Способ по п. 1, характеризующийся тем, что после введения путем инжекции в пресс-форму (36) для инжекционного формования первого материала и до введения путем инжекции в нее второго материала в пресс-форме (36) создают полость (40), предназначенную для формования настроечной части дужки для очков.
3. Способ по любому из пп. 1 или 2, характеризующийся тем, что упомянутые первый материал и второй материал являются разными материалами, в частности пластическими материалами.
4. Способ по любому из пп. 1-3, характеризующийся тем, что упомянутые первое фиксирующее средство (22) и второе фиксирующее средство (28) находятся в зацеплении, когда дужка очков находится в рабочем положении.
5. Способ по любому из пп. 1-4, характеризующийся тем, что упомянутая главная часть (5) дужки для очков содержит по меньшей мере одну удерживающую головку (18), расположенную на опорном элементе (16) наклона, при этом упомянутая удерживающая головка (18) по меньшей мере частично перекрывает настроечную часть (6) дужки для очков и соединяет главную часть (5) дужки для очков и настроечную часть (6) дужки для очков неразъемным образом.
6. Способ по любому из пп. 1-5, характеризующийся тем, что упомянутые главную часть (5) дужки для очков и настроечную часть (6) дужки для очков выполняют с возможностью поворота относительно друг друга между двумя предельными положениями наклона.
7. Способ по любому из пп. 1-6, характеризующийся тем, что главная часть (5) дужки для очков содержит по меньшей мере один опорный элемент (8, 9) шарнира для получения шарнирного соединения с линзой (2) и (или) частью оправы очков, при этом ось (17) опорного элемента (16) наклона выполняют простирающейся практически перпендикулярно оси (10) опоры шарнира.
8. Дужка для очков, в частности, полученная способом по любому из пп. 1-7, включающая
(а) главную часть (5) дужки для очков, содержащую опорный элемент (16) наклона,
(б) настроечную часть (6) дужки для очков,
(i) при этом упомянутые главная часть (5) дужки для очков и настроечная часть (6) дужки для очков выполнены с возможностью поворота относительно друг друга
(ii) и соединены друг с другом неразъемным образом,
(iii) при этом в рабочем положении дужки для очков упомянутые главная часть (5) дужки для очков и настроечная часть (6) дужки для очков выполнены с возможностью поворота вокруг опорного элемента (16) наклона на угол по меньшей мере 2°, и
(в) узел поворота и фиксации положения дужки для очков, обеспечивающий возможность поворота настроечной части (6) дужки для очков и главной части (5) дужки для очков относительно друга друг вокруг опорного элемента (16) наклона с фиксацией положения,
(i) при этом упомянутый узел поворота и фиксации положения дужки очков имеет первое фиксирующее средство (22) на главной части (5) дужки очков, по меньшей мере частично простирающееся вокруг оси (17) опорного элемента (16) наклона,
(ii) при этом упомянутый узел поворота и фиксации положения дужки очков имеет второе фиксирующее средство (28) на настроечной части (6) дужки очков,
(iii) при этом главная часть (5) дужки очков и настроечная часть (6) дужки очков соединены друг с другом неразъемным образом.
9. Дужка для очков по п. 8, характеризующаяся тем, что упомянутые опорный элемент (16) наклона и настроечная часть (6) дужки для очков соединены практически без люфтов.
10. Дужка для очков по любому из пп. 8 или 9, характеризующаяся тем, что она снабжена по меньшей мере одним стопорным элементом между упомянутыми настроечной частью (6) дужки для очков и главной частью (5) дужки для очков с целью ограничения поворотного движения главной части (5) дужки для очков и настроечной частью (6) дужки для очков вокруг опорного элемента (16) наклона.
| US 7543932 B1, 09.06.2009 | |||
| US 9188795 B1, 17.11.2015 | |||
| US 2011157542 A1, 30.06.2011 | |||
| DE 3727861 C1, 16.06.1988 | |||
| DE 69815241 T2, 08.04.2004 | |||
| US 2005270476 A1, 08.12.2005. |

