Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления батареи взаимосвязанных солнечных элементов, в частности, к межсоединениям между тонкопленочными полимерными или органическими солнечными элементами. В дополнительном аспекте настоящее изобретение относится к батарее тонкопленочных полимерных или органических солнечных элементов.
Предшествующий уровень техники
В патентной заявке США 2008/0314439 (MISRA) раскрыт способ формирования батареи твердотельных тонкопленочных фотоэлектрических элементов из пакета тонкопленочных слоев, образованных на изолирующей подложке, который включает в себя следующие этапы. В пакете тонкопленочных слоев образуют по меньшей мере один скрайб (одну риску) для разделения элементов. В каждом случае упомянутый по меньшей мере один скрайб для разделения элементов сегментирует пакет тонкопленочных слоев на множество фотоэлектрических элементов, и в каждом случае упомянутый по меньшей мере один скрайб для разделения элементов простирается от верхней поверхности пакета тонкопленочных слоев до подложки.
В каждом случае из упомянутого по меньшей мере одного скрайба для разделения элементов образуют второй скрайб для изоляции электроконтактного слоя. Второй скрайб для изоляции электроконтактного слоя образуется в пакете тонкопленочных слоев смежно соответствующему скрайбу для разделения элементов и простирается по меньшей мере через второй электроконтактный слой пакета тонкопленочных слоев.
В пакете тонкопленочных слоев между каждым скрайбом для разделения элементов и соответствующим ему вторым скрайбом для изоляции электроконтактного слоя образуют сквозной скрайб. Каждый сквозной скрайб простирается по меньшей мере от верхней поверхности пакета тонкопленочных слоев до первого электроконтактного слоя пакета тонкопленочных слоев. В каждый скрайб для разделения элементов наносят изолирующие чернила, и в каждый сквозной скрайб наносят проводящие чернила для образования перемычки. Проводящие чернила также наносят вдоль верхней поверхности пакета тонкопленочных слоев для образования по меньшей мере одной проводящей сетки, где в каждом случае упомянутая по меньшей мере одна проводящая сетка соединяет соответствующую перемычку со вторым электроконтактным слоем смежного фотоэлектрического элемента.
Сущность изобретения
Настоящее изобретение ставит своей целью обеспечение усовершенствованного способа изготовления батареи (массивов) взаимосвязанных солнечных элементов (фотоэлементов), в частности, батареи полимерных и/или органических солнечных элементов, причем способ налагает меньше ограничений на требования к совмещению различных производственных этапов и уменьшает перекрестное загрязнение элементов, а также загрязнение рабочей зоны. Способ дополнительно оптимизирует геометрический фактор заполнения и обеспечивает большую гибкость в определении геометрической конфигурации взаимосвязанных солнечных элементов, а также достижение возможных выходных напряжений батареи солнечных элементов.
Способ по настоящему изобретению подходит для его осуществления в качестве процесса с рулона-на-рулон (R2R) в условиях окружающей среды с использованием безопасных растворителей, которые экологически безопасны, позволяя обеспечить существенное увеличение производственного выхода крупномасштабных, низкозатратных, стабильных батарей солнечных элементов и их модулей. Практически осуществимы уровни производства вплоть до 1 гигаватт мощности в год.
Согласно настоящему изобретению, для решения, по меньшей мере частично, вышеуказанных целей обеспечивают способ такого типа, который охарактеризован выше в вводной части. Способ содержит этапы.
Способ изготовления батареи взаимосвязанных солнечных элементов, содержащий этапы:
a) обеспечения на подложке пакета непрерывных слоев заданной толщины, причем пакет слоев содержит верхний и нижний проводящие слои с расположенными между ними фотоактивным слоем и полупроводящим слоем с электронной проводимостью;
b) селективного удаления верхнего проводящего слоя и фотоактивного слоя для получения контактного канала, открывающего полупроводящий слой с электронной проводимостью;
c) селективного нагрева пакета слоев на первую глубину для получения первой подвергнутой нагреву зоны на первом межцентровом расстоянии от контактного канала, при этом первая зона теплового воздействия (подвергнутая нагреву зона) преобразуется в по существу изолирующую область с по существу первой глубиной в пакете слоев, обеспечивая тем самым пакет слоев локально повышенным удельным электрическим сопротивлением.
Согласно настоящему изобретению и его преимуществам способ позволяет обеспечить пакет непрерывных слоев, удобно секционируемый на множество солнечных элементов, в котором отдельные солнечные элементы как геометрически ограничиваются, так и электрически разделяются с помощью несложного этапа селективного нагрева. В частности, общий геометрический фактор заполнения, заполнение элементов и зазор между элементами батареи солнечных элементов, а также конфигурация отдельных солнечных элементов определяются рисунком, применяемым для селективного нагрева пакета непрерывных слоев.
Принимая во внимание предшествующий уровень техники, способ по изобретению минимизирует удаление материала из пакета слоев для получения множества областей, представляющих отдельные солнечные элементы. Также можно избежать активного нанесения электроизолирующего барьера в положения, из которых был удален материал пакета слоев. В результате способ по настоящему изобретению уменьшает требования к совмещению при нанесении и различные проблемы загрязнения рабочей зоны и пакета слоев. Способ дополнительно обеспечивает крупномасштабный, низкозатратный и стабильно масштабируемый непрерывный процесс производства с рулона-на-рулон (R2R) в условиях окружающей среды, который особенно желателен для крупномасштабного производства батарей тонкопленочных полимерных и/или органических солнечных элементов и их модулей.
В одном варианте осуществления способ может дополнительно содержать этап d) селективного нагрева пакета слоев на вторую глубину, которая меньше заданной толщины, для получения второй подвергнутой нагреву зоны на втором межцентровом расстоянии от контактного канала, при этом вторая подвергнутая нагреву зона пакета слоев преобразуется в по существу изолирующую область со второй глубиной пакета слоев, предоставляя тем самым локально повышенное удельное электрическое сопротивление пакету слоев вплоть до второй глубины. Обычно вторая глубина может быть равна суммарной толщине верхнего проводящего слоя и фотоактивного слоя. Этот вариант осуществления обеспечивает частичную электроизоляцию между двумя солнечными элементами, при этом нижний проводящий слой может оставаться нетронутым и проходить ниже второй подвергнутой нагреву зоны для облегчения последовательного соединения между двумя солнечными элементами.
В одном варианте осуществления этап d) селективного нагрева может включать в себя нагрев в непрерывном режиме пакета слоев на вторую глубину в течение второго заданного периода для предотвращения абляции пакета слоев.
Чтобы получить сплошной электроизолирующий периметр или барьер, в варианте осуществления первая глубина может быть равна заданной толщине для того, чтобы пакет слоев подвергался преобразованию в электроизолирующий барьер по (всей) заданной толщине для сегментирования отдельных солнечных элементов.
В одном варианте осуществления этап c) способа, то есть этап селективного нагрева, может содержать нагрев в непрерывном режиме пакета слоев на первую глубину в течение первого заданного периода для того, чтобы материал пакета слоев и его структура слоев подвергались локальному преобразованию и приводились в электрически неактивное состояние, такое как электроизолирующий барьер. Этапы c), d) селективного нагрева на первую и/или вторую глубину могут содержать неаблятивное скрайбирование лазером в непрерывном режиме. Неаблятивное скрайбирование лазером в непрерывном режиме обычно обеспечивает возможность строгого контроля во время процесса преобразования для предотвращения абляции материала пакета слоев.
В дополнительном варианте осуществления этап b) селективного удаления верхнего проводящего слоя и фотоактивного слоя содержит нагрев упомянутых слоев в импульсном режиме в течение заданного периода пульсации, при этом в предпочтительных вариантах осуществления нагрев в импульсном режиме можно совершать с помощью абляции лазером в импульсном режиме. Нагрев в импульсном режиме обеспечивает возможность строгого контроля высокоинтенсивной абляции лазером.
В другом варианте осуществления после этапов a), b) и c) способ по настоящему изобретению может дополнительно содержать этап e) нанесения электросоединительного элемента, по меньшей мере частично сплошным образом закрывающего контактный канал, первую подвергнутую нагреву зону и верхний проводящий слой, наиболее отдаленный от контактного канала. Этот этап способа позволяет обеспечить электрическое соединение между двумя солнечными элементами, такое как последовательное электрическое соединение между ними.
В предпочтительных вариантах осуществления нанесение электросоединительного элемента может содержать нанесение печатью проводящего электросоединительного элемента с использованием печатной композиции, содержащей серебро, углерод, медь, алюминий и/или углеродные нанотрубки. Такие материалы можно печатать с помощью методов струйной печати или трафаретной печати.
Согласно настоящему изобретению, способ подходит для крупномасштабного, стабильного производства солнечных элементов по технологии с рулона-на-рулон (R2R). В предпочтительном варианте осуществления серийное производство солнечных элементов, в частности, батареи взаимосвязанных солнечных элементов, можно дополнительно увеличивать и упрощать путем одновременного осуществления этапов селективного удаления b) и селективного нагрева c), d) на первую и вторую глубину.
В дополнительном аспекте настоящее изобретение относится к батарее тонкопленочных органических солнечных элементов. Батарея тонкопленочных органических солнечных элементов содержит
пакет слоев заданной толщины, расположенный на гибкой подложке, причем пакет слоев содержит верхний и нижний полимерные проводящие слои с расположенными между ними органическим фотоактивным слоем и полупроводящим слоем с электронной проводимостью;
по меньшей мере один контактный канал в пакете слоев, полностью простирающийся через верхний проводящий слой и органический фотоактивный слой, при этом контактный канал имеет глубину меньше заданной толщины;
по меньшей мере одну первую подвергнутую нагреву зону, расположенную на первом межцентровом расстоянии от упомянутого по меньшей мере одного контактного канала и имеющую глубину, равную заданной толщине пакета слоев, и по меньшей мере одну вторую подвергнутую нагреву зону, расположенную на втором межцентровом расстоянии от упомянутого по меньшей мере одного контактного канала и имеющую глубину, равную суммарной толщине верхнего проводящего слоя и фотоактивного слоя, при этом
каждая из первой и второй подвергнутых нагреву зон обеспечивает пакет слоев повышенным удельным электрическим сопротивлением, и
по меньшей мере один электросоединительный элемент по меньшей мере частично сплошным образом закрывает упомянутый по меньшей мере один контактный канал, упомянутую по меньшей мере одну первую подвергнутую нагреву зону и верхний проводящий слой, наиболее отдаленный от упомянутого по меньшей мере одного контактного канала.
В одном варианте осуществления ширина второй подвергнутой нагреву зоны превышает ширину контактного канала, а контактный канал расположен в пределах второй подвергнутой нагреву зоны или прилегает к ней, при этом второе межцентровое расстояние близко к нулю или по существу равно нулю. Этот вариант осуществления обеспечивает компактную конфигурацию контактного канала и второй подвергнутой нагреву зоны.
Краткое описание чертежей
Здесь далее настоящее изобретение будет описано более подробно на основе ряда типичных вариантов осуществления со ссылкой на чертежи, на которых:
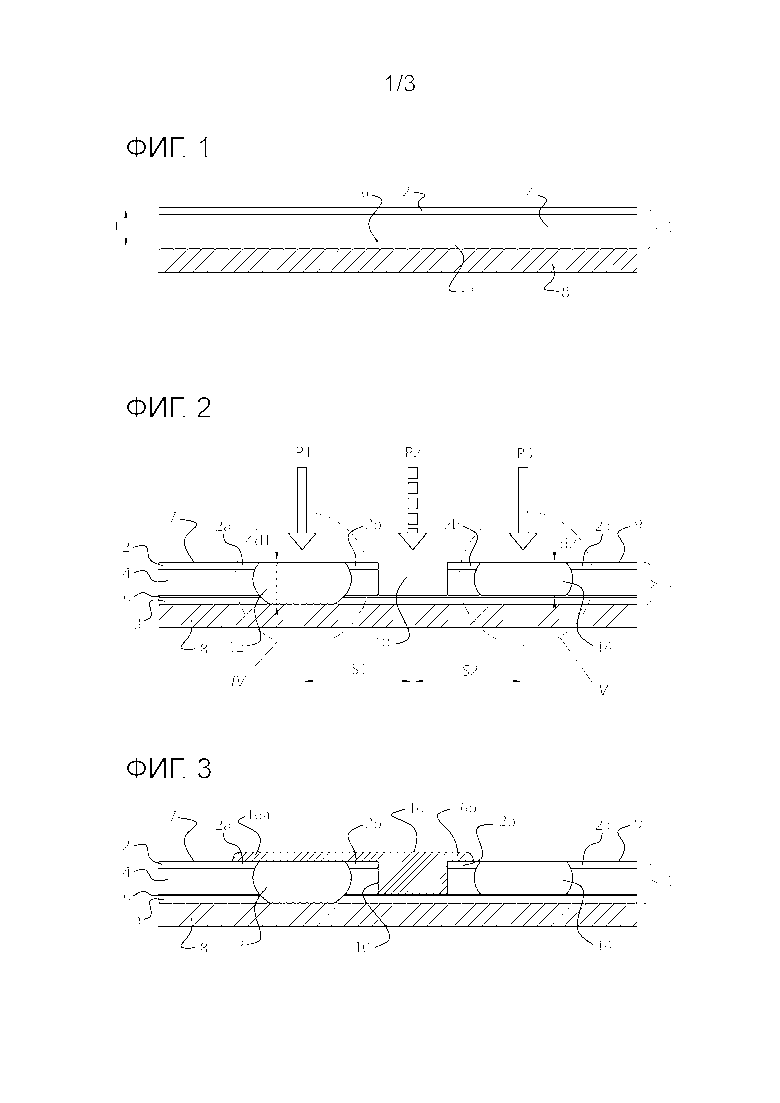
Фигуре 1 показывает вариант осуществления пакета непрерывных слоев по настоящему изобретению;
Фигуре 2 показывает вариант осуществления контактного канала и подвергнутой нагреву зоны по настоящему изобретению;
Фигуре 3 показывает вариант осуществления электросоединительного элемента по настоящему изобретению;
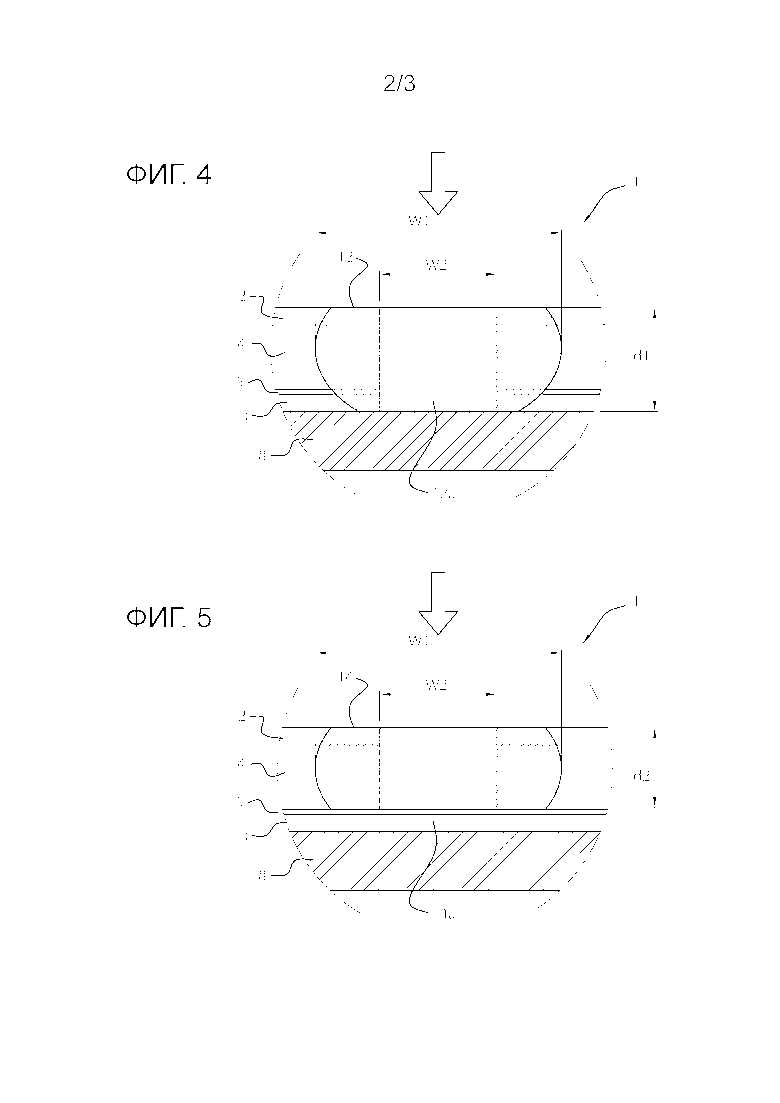
Фигуре 4 показывает вариант осуществления подвергнутой нагреву зоны по настоящему изобретению;
Фигуре 5 показывает другой вариант осуществления подвергнутой нагреву зоны по настоящему изобретению;
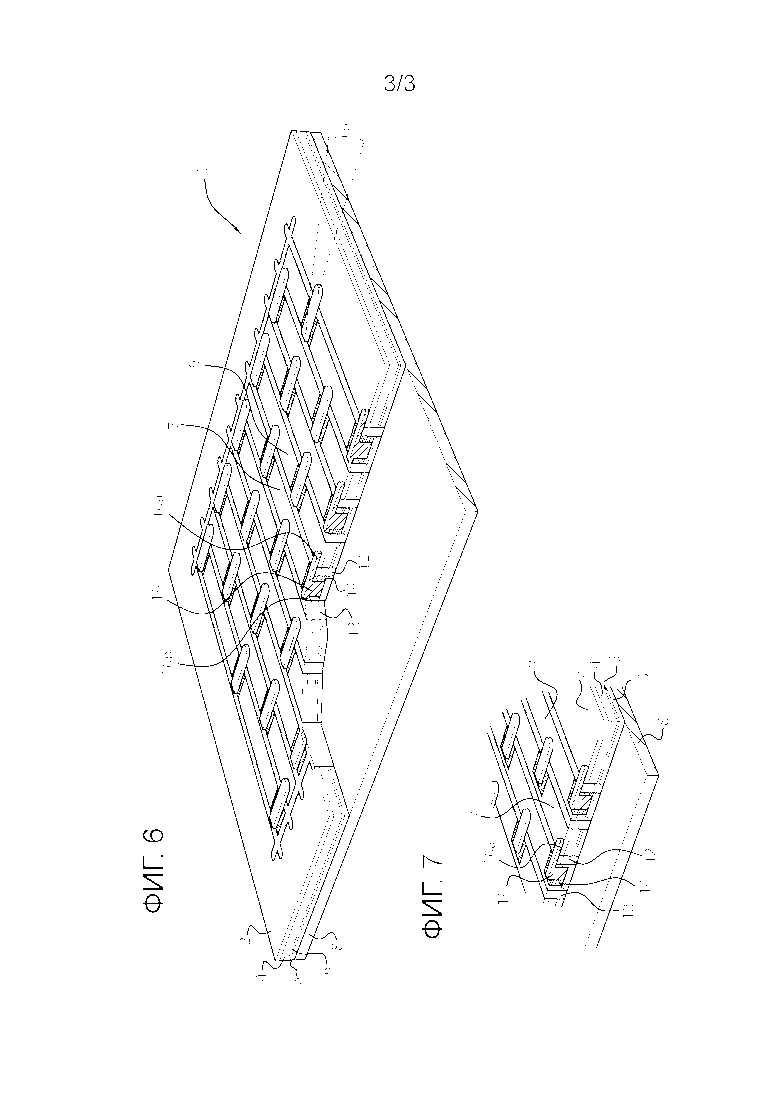
Фигуре 6 показывает вариант осуществления батареи взаимосвязанных солнечных элементов по настоящему изобретению; и
Фигуре 7 отображает альтернативный вариант осуществления батареи взаимосвязанных солнечных элементов по настоящему изобретению.
Подробное описание типичных вариантов осуществления
Фигура 1 показывает вариант осуществления пакета 1 непрерывных слоев по настоящему изобретению. Батарея взаимосвязанных солнечных элементов должна производиться из пакета 1 непрерывных слоев, в идеальном варианте с использованием непрерывного масштабируемого способа с рулона-на-рулон, который позволяет обеспечить быстрое, крупномасштабное и низкозатратное серийное производство, например, до 1 гигаватта мощности или более в год.
Пакет 1 непрерывных слоев имеет заданную толщину t и содержит верхний 2 и нижний 3 проводящие слои с относительно ровной поверхностью с расположенными между ними фотоактивным слоем 4 и полупроводящим слоем 6 с электронной проводимостью. В типичных вариантах осуществления пакет 1 слоев расположен на верху подложки 8, которая может представлять собой или нет легко гнущуюся подложку 8. Верхний 2 и нижний 3 проводящие слои пакета 1 слоев могут рассматриваться в качестве переднего и заднего электродов соответственно.
В варианте осуществления каждый из верхнего 2 и нижнего 3 проводящих слоев содержит полимерный материал, такой как PEDOT (поли(3,4-этилендиокситиофен). В дополнительных вариантах осуществления фотоактивный слой 4 может содержать органический материал, и полупроводящий слой 6 с электронной проводимостью может содержать оксид цинка (ZnO). Чтобы обеспечить крупномасштабный, низкозатратный способ производства солнечных элементов по технологии с рулона-на-рулон, подложка 8 может содержать гибкую или легко гнущуюся пленку, которая в конкретных вариантах осуществления может быть прозрачной, например, в условиях двустороннего освещения солнечного элемента. В типичном варианте осуществления подложка 8 может содержать тонкую фольгу или пленку из ПЭТФ.
Чтобы изготовить батарею взаимосвязанных солнечных элементов того типа, который указан в вводной части заявки, способ по настоящему изобретению содержит этап a) обеспечения на подложке 8 пакета 1 непрерывных слоев заданной толщины t, причем пакет 1 слоев содержит верхний 2 и нижний 3 проводящие слои с расположенными между ними фотоактивным слоем 4 и полупроводящим слоем 6 с электронной проводимостью. В типичных вариантах осуществления каждый из верхнего 2 и нижнего 3 слоя может содержать полимерный материал, например, PEDOT, тогда как фотоактивный слой 4 может содержать, например, органический материал, и полупроводящий слой с электронной проводимостью может содержать, например, оксид цинка (ZnO).
Вначале подложку 8 можно подавать на валик в виде тонкой, легко гнущейся и возможно прозрачной пленки. Затем подложку 8 можно подвергать высокоскоростному производственному процессу нанесения на подложку 8 пакета 1 непрерывных слоев. Такой производственный процесс может осуществляться в атмосферных условиях и не требует применения вакуума. Конечный продукт в конце первого этапа представляет собой пакет 1 непрерывных слоев, сечение которого показано на фигуре 1. На этой стадии сам по себе пакет 1 непрерывных слоев еще не содержит взаимосвязанных солнечных элементов как таковых, однако может рассматриваться в качестве бесконечного, прямоугольного тонкого пакета 1 слоев c относительно ровной поверхностью, расположенного на легко гнущейся фольге (пленке) 8.
Согласно изобретению, обеспечение батареи расположенных вплотную друг к другу солнечных элементов в пакете 1 непрерывных слоев с высоким геометрическим фактором заполнения можно кратко объяснить с помощью фигуры 2.
Фигура 2 показывает вариант осуществления пакета 1 слоев, снабженного электроизолирующими областями 12, 14 и контактным каналом 10, открывающим полупроводящий слой 6 с электронной проводимостью. В варианте осуществления пакет 1 непрерывных слоев, показанный на фигуре 1, подвергался обработке на последующем этапе способа, содержащего этап b) селективного удаления верхнего проводящего слоя 2 и фотоактивного слоя 4 для получения контактного канала 10, открывающего полупроводящий слой 6 с электронной проводимостью. В варианте осуществления также можно селективно удалять слой 6 с электронной проводимостью, чтобы открыть нижний проводящий слой 3. То есть контактный канал 10 по настоящему изобретению может иметь глубину до слоя 6 с электронной проводимостью или он может иметь глубину до нижнего проводящего слоя 3. В многочисленных вариантах осуществления глубина контактного канала 10 обычно меньше заданной толщины t. В некоторых вариантах осуществления контактный канал 10 в пакете 1 слоев может иметь по существу круглую, овальную, квадратную, прямоугольную или полигональную форму.
В варианте осуществления изображенная пунктиром стрелка "P2" обозначает этап b) способа, на котором селективное удаление верхнего проводящего слоя 2 и фотоактивного слоя 4 может содержать нагрев упомянутых слоев 2, 4 в импульсном режиме в течение заданного периода пульсации. Заданный период пульсации выбирают для получения требуемой глубины относительно определенной интенсивности нагрева единичным импульсом. В конкретном варианте осуществления этап b) селективного удаления содержит абляцию лазером в импульсном режиме, которая позволяет обеспечить точно контролируемый прерывистый термонагрев с использованием лазерных импульсов высокой интенсивности, которые могут вызывать возникновение локальной сублимации материала пакета слоев.
Способ дополнительно содержит этап c) селективного нагрева пакета 1 слоев на первую глубину d1 для получения при этом первой подвергнутой нагреву зоны 12 на первом межцентровом расстоянии s1 от контактного канала 10 так, что первая подвергнутая нагреву зона 12 преобразуется в по существу изолирующую область с по существу первой глубиной d1, обеспечивая тем самым пакет 1 слоев с локальным повышенным электрическим удельным сопротивлением. Термин "преобразовать" в соответствии с изобретением можно рассматривать как локальное преобразование одной композиции материала в другую композицию материала. То есть это преобразование можно рассматривать как процесс, в котором пакет 1 слоев подвергается локальному разрушению настолько, что характеристики удельной электрической проводимости в значительной степени уменьшаются. Таким образом преобразование на этапе c) селективного нагрева пакета 1 слоев относится к способу, при котором первая подвергнутая нагреву зона 12 становится электрическим изолятором.
Согласно настоящему изобретению и в отличие от способов известного уровня техники вместо удаления материала из пакета 1 слоев для ограничения и изоляции областей, которые должны представлять собой отдельные солнечные элементы в пакете 1 слоев, на этапе c) селективного нагрева пакета 1 слоев на первую глубину d1 первая подвергаемая нагреву зона 12 эффективно преобразуется и приводится в электрически неактивное состояние, то есть первая подвергнутая нагреву зона 12 электрически разделяет одну область пакета 1 слоев и другую область пакета 1 слоев вдоль первой подвергнутой нагреву зоны 12. В большинстве вариантов осуществления первую подвергнутую нагреву зону 12 можно рассматривать в качестве электроизолирующего периметра или барьера, простирающегося через пакет 1 слоев. Изолирующий периметр или барьер, образованный первой подвергнутой нагреву зоной 12, может окаймлять прямоугольную, квадратную, треугольную или даже полигональную (в общем случае) область в пределах пакета 1 слоев, то есть представлять отдельный солнечный элемент. Этап c) селективного нагрева можно выполнять таким образом, чтобы первая подвергнутая нагреву зона 12 имела минимальную ширину для получения достаточного удельного электрического сопротивления между одной областью пакета 1 слоев и другой областью пакета 1 слоев, разделенными первой подвергнутой нагреву зоной 12.
В типичном варианте осуществления первая глубина d1 равна заданной толщине t пакета 1 слоев так, что создается электроизолирующий периметр, который обеспечивает достаточное удельное электрическое сопротивление вдоль первой подвергнутой нагреву зоны 12, на протяжении всей толщины пакета 1 слоев.
Селективный или локальный нагрев пакета 1 слоев согласно изобретения имеет много преимуществ по сравнению со способами известного уровня техники, которые полагаются на фактическое удаление материала пакета слоев для создания электроизолирующего периметра, при этом удаление материала пакета слоев обычно осуществляют путем процессов травления или абляции. Одно из преимуществ настоящего изобретения состоит в том, что можно избежать загрязнения рабочей зоны, вызываемого процессом удаления материала согласно известному уровню техники. Селективный или локальный нагрев по изобретению не удаляет материал каким-либо образом, а локально преобразует композицию материала пакета 1 слоев в другую композицию материала, имеющую существенно меньшую удельную электрическую проводимость. Как упомянуто ранее, селективный нагрев пакета 1 слоев по существу "разрушает" его слоистую структуру и удельную электрическую проводимость. Например, этап c) селективного нагрева можно рассматривать в качестве процесса, при котором локально сплавляются или смешиваются вместе различные слои пакета 1 слоев, в значительной степени уменьшая при этом его удельную электрическую проводимость и повышая удельное электрическое сопротивление пакета 1 слоев на всем протяжении первой подвергнутой нагреву зоны 12.
В многочисленных вариантах осуществления этап c) селективного нагрева, который описан выше, может содержать нагрев пакета 1 слоев в непрерывном режиме на первую глубину d1 в течение первого заданного периода. Нагрев пакета 1 слоев в непрерывном режиме позволяет обеспечить умеренные степени нагрева для того, чтобы пакет 1 слоев в первой подвергнутой нагреву зоне 12 был способен к контролируемому преобразованию пакета 1 слоев для предотвращения абляции, обеспечивая тем самым необходимые электроизолирующие характеристики между солнечными элементами. В предпочтительных вариантах осуществления этап c) селективного нагрева пакета 1 слоев на первую глубину d1 может содержать нагрев лазером в непрерывном режиме.
Сплошная стрелка "P1", изображенная на фигуре 2, обозначает этап c) селективного нагрева пакета 1 слоев в первой подвергаемой нагреву зоне 12 непрерывном образом.
Таким образом, согласно изобретению, пакет 1 непрерывных слоев можно снабжать множеством близко расположенных друг к другу солнечных элементов с помощью простого процесса селективного или локального нагрева, при котором между солнечными элементами создается электроизолирующий периметр или барьер. При применении лазерного устройства, например, в первой подвергаемой нагреву зоне 12, можно изготавливать очень тонкий пакет 1 слоев для максимизации геометрического фактора заполнения пакета 1 слоев, при этом геометрический фактор заполнения может рассматриваться как число солнечных элементов на единицу площади пакета 1 слоев. Кроме того, лазерное устройство можно легко применять в моторизированном и автоматизированном процессе, чтобы обеспечить пакет 1 слоев большой площади с множеством расположенных вплотную друг к другу солнечных элементов. Например, в практическом варианте осуществления пакет 1 непрерывных слоев из тонких пленок можно обеспечивать на тонкой, легко гнущейся подложке 8 и перемещать вдоль лазерного устройства, выполненного с возможностью скрайбирования первой подвергнутой нагреву зоны 12 в пакете 1 слоев. Обычно лазерное устройство может быть выполнено для скрайбирования прямоугольных или квадратных изолирующих периметров или барьеров в пределах пакета 1 слоев для электрического разделения областей пакета 1 слоев, которые должны представлять собой солнечные элементы.
В дополнительном варианте осуществления способ по настоящему изобретению может дополнительно содержать этап d) селективного нагрева пакета 1 слоев на вторую глубину d2, меньшую заданной толщины t, для получения второй подвергнутой нагреву зоны 14 на втором межцентровом расстоянии s2 от контактного канала 10. Вторая подвергаемая нагреву зона 14 в пакете 1 слоев преобразуется в по существу электроизолирующую область на вторую глубину d2, предоставляя тем самым локально повышенное удельное электрическое сопротивление (например, электроизоляцию) пакету 1 слоев вплоть до второй глубины d2.
В типичном варианте осуществления вторая глубина d2 равна суммарной толщине верхнего проводящего слоя 2 и фотоактивного слоя 4. В этом варианте осуществления верхний проводящий слой 2 и фотоактивный слой 4 подвергаются локальному преобразованию таким образом, что удельное электрическое сопротивление верхнего проводящего слоя 2 и фотоактивного слоя 4 в значительной степени повышается вплоть до второй глубины d2. Следует отметить, что полупроводящий слой 6 с электронной проводимостью и нижний проводящий слой 3 остаются в значительной степени незатронутыми и сохраняют свою удельную электрическую проводимость. Как показано на фигуре 2, этот вариант осуществления позволяет обеспечить токопровод ниже второй подвергнутой нагреву зоны 14.
В альтернативном варианте осуществления вторая глубина d2 может быть равна суммарной толщине верхнего проводящего слоя 2, фотоактивного слоя 4 и полупроводящего слоя 6 с электронной проводимостью. В этом варианте осуществления только нижний проводящий слой 3 сохраняет свою удельную электрическую проводимость и не преобразуется за счет второй подвергаемой нагреву зоны 14, расположенной выше него.
Что касается этапа селективного нагрева, указанного стрелкой "P3" на фигуре 2, в варианте осуществления этап d) селективного нагрева пакета 1 слоев на вторую глубину d2 может содержать нагрев пакета 1 слоев в непрерывном режиме на вторую глубину d2 в течение второго заданного периода. Нагрев пакета 1 слоев в непрерывном режиме позволяет обеспечить умеренные степени нагрева в течение второго заданного периода для предотвращения абляции, при этом позволяет подвергнуть пакет 1 слоев локальному преобразованию с получением электроизолирующего периметра без удаления материала пакета слоев.
Согласно варианту осуществления, каждый из этапов способа, то есть этап c) селективного нагрева пакета 1 слоев на первую глубину d1 и d) селективного нагрева пакета 1 слоев на вторую глубину d2 может содержать неаблятивное скрайбирование лазером или, более конкретно, неаблятивное скрайбирование лазером в непрерывном режиме. Такие варианты осуществления обеспечивают электроизолирующий периметр или барьер в пределах пакета 1 слоев вплоть до первой и/или второй глубины (d1, d2) путем локального преобразования пакета 1 слоев. Неаблятивное скрайбирование лазером в непрерывном режиме также можно применять для строгого регулирования процесса преобразования и предотвращения абляции. Поскольку скрайбирование лазером легко автоматизируется и моторизируется, крупномасштабное, низкозатратное и стабильное производство солнечных элементов теперь доступно, предлагая технически осуществимый производственный процесс с рулона-на-рулон. В альтернативных вариантах осуществления этапы c), d) селективного нагрева на первую и/или вторую глубину (d1, d2) могут содержать неаблятивное скрайбирование лазером в импульсном режиме, при котором интенсивности лазерных импульсов остаются ниже порога абляции.
В качестве общего замечания, для всех вариантов осуществления и областей применения, в которых для селективного удаления или селективного нагрева пакета 1 слоев применяется лазер, генерирующий в импульсном или непрерывном режиме, интенсивности волн лазера и длины волн лазера, конечно, могут выбираться для удовлетворения различных требований.
В варианте осуществления, показанном на фигуре 2, после завершения этапов c), d) способа, то есть этапов селективного нагревa, первая и вторая подвергнутые нагреву зоны 12, 14 располагаются на первом s1 и втором s2 межцентровом расстоянии соответственно от контактного канала 10. Между каждым электроизолирующим периметром или барьером 12, 14, то есть между первой и второй подвергнутыми нагреву зонами 12, 14, верхний проводящий слой 2 содержит проксимальную верхнюю часть 2b, примыкающую к подвергнутым нагреву зонам 12, 14 со стороны контактного канала 10. Верхний проводящий слой 2 дополнительно содержит дистальную верхнюю часть 2a, примыкающую к первой и второй подвергнутым нагреву зонам 12 14 со стороны, наиболее отдаленной от контактного канала 10. Проксимальные и дистальные верхние части 2a, 2b могут олицетворять переходные зоны, где процесс преобразования во время этапов c), d) селективного нагрева осуществляется частично. То есть проксимальные и дистальные верхние части 2a, 2b верхнего проводящего слоя 2 все еще могут быть в большой степени электропроводящими и могут не обладать уровнем удельного электрического сопротивления, сопоставимым с уровнем первой и второй подвергнутых нагреву зон 12, 14.
В итоге после осуществления этапов c), d) способа, то есть этапов селективного нагрева, верхний проводящий слой 2 содержит электрически разделенные области 7, 9 пакета слоев, каждая из которых представляет собой солнечный элемент согласно изобретению, при этом первая подвергнутая нагреву зона 12 обеспечивает сплошной электроизолирующий периметр, расположенный между первым 7 и вторым 9 солнечным элементом.
Фигура 3 показывает вариант осуществления солнечных элементов, взаимосвязанных через электросоединительный элемент согласно настоящему изобретению. В приведенном варианте осуществления сразу после обеспечения первой и второй подвергнутых нагреву зон 12, 14 между первым и вторым солнечными элементами 7, 9 можно обеспечивать электросоединительный элемент, чтобы обеспечить последовательное соединение между ними. С этой целью обеспечивают вариант осуществления способа, в котором способ после этапов a), b) и c) способа может дополнительно содержать этап e) нанесения электросоединительного элемента 16 по меньшей мере частично сплошным образом закрывающего контактный канал 10, первую подвергнутую нагреву зону 12 и верхний проводящий слой 2 со стороны, наиболее отдаленной от контактного канала 10. Электросоединительный элемент 16 содержит первую перекрывающую область 16a для соединения с непреобразованной частью верхнего проводящего слоя 2 первого солнечного элемента 7, причем первая перекрывающая область 16a простирается далеко за пределами первой подвергнутой нагреву зоны 12, то есть за пределами дистальной верхней части 2a для гарантии того, что удельная электрическая проводимость непреобразованного верхнего проводящего слоя 2 будет использоваться в полной мере. Электросоединительный элемент 16 необязательно может дополнительно содержать вторую перекрывающую область 16b, закрывающую проксимальную верхнюю часть 2b второго солнечного элемента 9. В таком случае вторая подвергнутая нагреву зона 14 представляет собой переходную зону для гарантии того, что вторая перекрывающая область 16b электросоединительного элемента 16 не будет контактировать с верхним проводящим слоем 2 второго солнечного элемента 9, что могло бы привести к короткому замыканию между полупроводящим слоем 6 с электронной проводимостью и/или нижним проводящим слоем 3 и верхним проводящим слоем 2 второго солнечного элемента 9.
В варианте осуществления этап e) способа, то есть этап нанесения электросоединительного элемента 16, содержит нанесение печатью проводящего электросоединительного элемента 16 с использованием печатной композиции, содержащей серебро, углерод, медь, алюминий и/или углеродные нанотрубки. В дополнительном варианте осуществления наносимая печатью композиция для печати электросоединительного элемента 16 содержит PEDOT и/или другие прозрачные электропроводящие материалы. Предпочтительно нанесение печатью электросоединительного элемента 16 можно осуществлять быстро и с достаточной точностью, изготавливая его подходящим для крупномасштабного, низкозатратного и стабильного производства батарей взаимосвязанных солнечных элементов, например, в процессе с рулона-на-рулон (R2R). В типичных вариантах осуществления нанесение печатью можно осуществлять с помощью струйной печати.
Согласно настоящему изобретению в раскрытом выше способе аблятивная обработка применяется исключительно для обеспечения контактного канала 10, и неаблятивный нагрев электрически разделенных отдельных солнечных элементов используется, в частности, с применением процесса неаблятивного селективного нагрева. Это минимизирует загрязнение рабочей зоны и пакета 1 слоев во время производства, поскольку позволяет избежать удаления материала пакета 1 слоев для обеспечения электроизолирующих периметров, то есть первой подвергнутой нагреву зоны 12. Предпочтительно можно максимизировать геометрический фактор заполнения пакета 1 слоев путем применения процесса скрайбирования лазером для селективного нагрева и обеспечения чрезвычайно тонких электроизолирующих барьеров между отдельными солнечными элементами. Например, в предпочтительных вариантах осуществления этапы c) и d) способа, то есть этапы селективного нагрева на первую и вторую глубину d1, d2 могут приводить к образованию первой и второй подвергнутых нагреву зон 12, 14, каждая из которых имеет ширину менее 100 нм.
С точки зрения серийного производства взаимосвязанных солнечных элементов, такого как мегаваттное или даже гигаваттное производство в ежедневном режиме, способ по настоящему изобретению позволяет обеспечить параллельное или одновременное осуществление этапов способа. С этой целью в предпочтительном варианте осуществления этапы b) селективного удаления и селективного нагрева c), d) на первую и вторую глубину d1, d2 можно осуществлять одновременно.
Одновременное осуществление этапов b) селективного удаления и этапов c), d) селективного нагрева можно осуществлять с помощью механического компонента, содержащего, например, три источника тепла, причем первый источник тепла обеспечивает этап b) способа, то есть этап селективного удаления материала пакета 1 слоев для получения контактного канала 10, а второй и третий источники тепла обеспечивают этапы c), d) способа, то есть этапы селективного нагрева на первую и вторую глубину d1, d2, соответственно, чтобы получить первую и вторую подвергнутые нагреву зоны 12, 14. Моторизированные и автоматизированные лазерные головки для скрайбирования, генерирующие в импульсном и непрерывном режиме, являются типичными примерами источников тепла, которые можно применять одновременно или, разумеется, неодновременно.
На каждой из фигур 4 и 5 показан вариант осуществления первой и второй подвергнутых нагреву зон 12, 14 согласно настоящему изобретению. На фигуре 4 первая подвергнутая нагреву зона 12 простирается на первую глубину d1, при этом первая глубина d1 равна заданной толщине t пакета 1 слоев, обеспечивая тем самым сплошной электроизолирующий периметр для сегментирования солнечных элементов. Согласно изобретению, для первой подвергнутой нагреву зоны 12 можно задавать ширину w1 зоны, в которой материал пакета 1 слоев подвергается воздействию на этапе c) способа, то есть подвергается этапу селективного нагрева на первую глубину d1. При практических воплощениях, когда применяется, например, лазерный источник тепла, первая подвергнутая нагреву зона 12 обычно может содержать зону 12a рабочего пятна (зону сфокусированного лазерного излучения), в которой все слои пакета 1 слоев сплавляются или смешиваются вместе и в которой материал пакета слоев преобразуется таким образом, что первая подвергнутая нагреву зона 12 демонстрирует значительно повышенное электрическое сопротивление. Разность между шириной w1 зоны и шириной w2 пятна приходится на переходную зону, в которой наблюдается частичное преобразование пакета 1 слоев, проявляющую промежуточную удельную электрическую проводимость по сравнению с непреобразованным пакетом 1 слоев и зоной 12a рабочего пятна.
В варианте осуществления по фигуре 5 вторая подвергнутая нагреву зона 14 простирается на вторую глубину d2, которая меньше заданной толщины t. В некоторых вариантах осуществления вторая глубина d2 равна суммарной толщине верхнего проводящего слоя 2 и фотоактивного слоя 4, как показано на фигуре 5. В альтернативном варианте осуществления вторая глубина d2 равна суммарной толщине верхнего проводящего слоя 2, фотоактивного слоя 4 и полупроводящего слоя 6 с электронной проводимостью. Для второй подвергнутой нагреву зоны 14 также можно задавать ширину w1 зоны и зону 14a рабочего пятна с шириной w2 пятна, причем по ширине w2 пятна содержится полностью преобразованный, сплавленный или смешанный пакет 1 слоев, обладающий значительно повышенным удельным электрическим сопротивлением, распространяющимся на вторую глубину d2. Также как на фигуре 4, разность между шириной w1 зоны и шириной w2 пятна приходится на переходную зону, в которой наблюдается частичное преобразование пакета 1 слоев, проявляющую промежуточную удельную электрическую проводимость по сравнению с пакетом 1 слоев, который не подвергался селективному или локальному нагреву.
С учетом настоящего изобретения несложно понять, что конкретный источник тепла, применяемый на этапах c), d) способа, то есть этапах селективного нагрева на первую и вторую глубину (d1, d2), будет влиять на ширину w1 зоны, ширину w2 пятна и разность между ними.
Если вернуться к варианту осуществления, показанному на фигуре 2, контактный канал 10 и вторая подвергнутая нагреву зона 14 расположены на достаточно большом межцентровом расстоянии s2 таким образом, что контактный канал 10 не наносит ущерб второй подвергнутой нагреву зоне 14.
Согласно изобретению, может быть предпочтительно иметь более компактную схему размещения контактного канала 10 и второй подвергнутой нагреву зоны 14. Например, в варианте осуществления ширина второй подвергнутой нагреву зоны 14 превышает ширину контактного канала 10, при этом контактный канал 10 расположен в пределах второй подвергнутой нагреву зоны 14. При таком компактном варианте осуществления второе межцентровое расстояние s2 приближается к нулю или по существу равно нулю, при этом контактный канал 10 может иметь общую ширину, меньшую ширины зоны w1 или ширины w2 пятна второй подвергнутой нагреву зоны.
На каждой из фигур 6 и 7 показан вариант осуществления батареи взаимосвязанных солнечных элементов, производимой согласно способу по настоящему изобретению.
В варианте осуществления по фигуре 6 приведено трехмерное изображение батареи взаимосвязанных солнечных элементов, а также ее вид в разрезе. Как можно видеть, согласно этапу c) способа, то есть этапу селективного нагрева на первую глубину d1, первый 7 и второй 9 солнечные элементы батареи электрически разъединены с помощью первой подвергнутой нагреву зоны 12, определяющей электроизолирующий периметр, при этом первый и второй солнечные элементы 7, 9 имеют прямоугольную форму. Согласно этапу d) способа, то есть этапу селективного нагрева на вторую глубину d2, вторая подвергнутая нагреву зона 14 простирается между двумя первыми подвергнутыми нагреву зонами 12 и по существу перпендикулярна им. Видно, что вторая подвергнутая нагреву зона 14 имеет вторую глубину d2, которая равна суммарной толщине верхнего проводящего слоя 2 и фотоактивного слоя 4. В этом конкретном варианте осуществления контактный канал 10 расположен в пределах второй подвергнутой нагреву зоны 14, хотя в альтернативном варианте осуществления контактный канал 10 также может быть размещен между двумя параллельными вторыми подвергнутыми нагреву зонами 14, простирающимися между двумя первыми подвергнутыми нагреву зонами 12.
Как легко заметить из фигуры 6, первая перекрывающая область 16a электросоединительного элемента 16 соединяет верхний проводящий слой 2 второго солнечного элемента 9 и полупроводящий слой 6 с электронной проводимостью первого солнечного элемента 7, при этом вторая подвергнутая нагреву зона 14 предотвращает электрическую проводимость между электросоединительным элементом 16 и верхним проводящим слоем 2 первого солнечного элемента 7. Таким образом, эта конкретная конфигурация позволяет обеспечивать последовательное соединение множества солнечных элементов, при этом в таком варианте осуществления солнечные элементы образованы в виде протяженных прямоугольных лент, электрически разъединенных с помощью первой подвергнутой нагреву зоны 14. Вторая перекрывающая область 16b электросоединительного элемента 16 может контактировать с первой подвергнутой нагреву зоной 14, однако не допускается контакта с верхним проводящим слоем 2.
Поскольку показанная батарея взаимосвязанных солнечных элементов должна обеспечиваться в виде пакета 1 непрерывных слоев в быстром, крупномасштабном производственном процессе с рулона-на-рулон (R2R), способ по настоящему изобретению должен допускать возможное несовпадение электросоединительного элемента 16, такое как несовпадение во время высокоскоростной печати, которая может неизбежно налагать ограничение по точности.
Например, в типичном сценарии электросоединительный элемент 16 можно наносить более асимметричным образом, как указано с помощью косого угла α. Поскольку следует избегать любой электропроводности между электросоединительным элементом 16 и верхним проводящим слоем 2 солнечного элемента со связанным контактным каналом 10, вторую подвергнутую нагреву зону 14 можно обеспечивать в виде достаточно большого электроизолирующего периметра вокруг электросоединительного элемента 16, чтобы избежать обсуждаемого короткого замыкания солнечного элемента.
Фигуре 7 показывает альтернативный вариант осуществления батареи взаимосвязанных солнечных элементов согласно настоящему изобретению. В данном конкретном варианте осуществления вторая подвергнутая нагреву зона 14 связана только с одной первой подвергнутой нагреву зоной 12, вместо двух первых подвергнутых нагреву зон 14, как показано на фигуре 6. В показанном варианте осуществления контактный канал 10, например, можно обеспечивать после того, как создана вторая подвергнутая нагреву зона 14. Затем этап b) способа, то есть этап селективного удаления верхнего проводящего слоя 2 и фотоактивного слоя 4 для получения контактного канала 10 может фактически включать удаление верхней части второй подвергнутой нагреву зоны 14, в которой верхний проводящий слой 2 и фотоактивный слой 4 подверглись преобразованию, сплавлению или смешиванию. В другом варианте осуществления вторую подвергнутую нагреву зону 14 также можно обеспечивать в виде U-образного электроизолирующего периметра вокруг электросоединительного элемента 16. В вариантах осуществления по фигуре 7 верхние проводящие слои 2 первого и второго солнечных элементов 7, 9 больше, в то время как все другие размеры равны размерам согласно варианту осуществления на фигуре 6. В результате вариант осуществления по фигуре 7 может давать более высокий коэффициент преобразования световой энергии.
В дополнительном аспекте настоящее изобретение относится к батарее тонкопленочных полимерных или органических солнечных элементов. Тонкопленочный полимерный или органический солнечный элемент по настоящему изобретению подходит для производства с помощью способа по настоящему изобретению. Ссылка выполнена на все фигуры 1-7. Батарея тонкопленочных органических солнечных элементов по настоящему изобретению содержит пакет 1 слоев заданной толщины t, расположенный на гибкой подложке 8, причем пакет слоев содержит верхний и нижний полимерные проводящие слои 2, 3 с расположенными между ними органическим фотоактивным слоем 4 и полупроводящим слоем 6 с электронной проводимостью. В пакете 1 слоев батарея дополнительно содержит по меньшей мере один контактный канал 10, полностью простирающийся через верхний проводящий слой 2 и органический фотоактивный слой 4, причем контактный канал 10 имеет глубину меньше заданной толщины t. По меньшей мере одну первую подвергнутую нагреву зону 12 обеспечивают на первом межцентровом расстояни s1 по меньшей мере от одного контактного канала 10, имеющего глубину, равную заданной толщине t пакета 1 слоев. Батарея дополнительно содержит по меньшей мере одну вторую подвергнутую нагреву зону 14, расположенную на втором межцентровом расстоянии s2 от упомянутого по меньшей мере одного контактного канала 10 и имеющую глубину, равную суммарной толщине верхнего проводящего слоя 2 и фотоактивного слоя 4, при этом каждая из первой и второй подвергнутых нагреву зон 12, 14 обеспечивают пакету 1 слоев повышенное удельное электрическое сопротивление. Батарея дополнительно содержит по меньшей мере один электросоединительный элемент 16, по меньшей мере частично сплошным образом закрывающий по меньшей мере один контактный канал 10, упомянутую по меньшей мере одну первую подвергнутую нагреву зону 12 и верхний проводящий слой 2 со стороны, наиболее отдаленной от упомянутого по меньшей мере одного контактного канала 10.
В предпочтительном варианте осуществления ширина второй подвергнутой нагреву зоны 14 превышает ширину контактного канала 10, при этом контактный канал 10 расположен в пределах второй подвергнутой нагреву зоны 14. Этот вариант осуществления можно рассматривать как вариант "P2 в P3" и показан, например, на фигурах 6 и 7.
Настоящее изобретение можно обобщить с помощью следующих вариантов осуществления.
Вариант 1 осуществления. Способ изготовления батареи взаимосвязанных солнечных элементов, содержащий этапы:
a) обеспечения на подложке (8) пакета (1) непрерывных слоев заданной толщины (t), причем пакет (1) слоев содержит верхний (2) и нижний (3) проводящие слои с расположенными между ними фотоактивным слоем (4) и полупроводящим слоем (6) с электронной проводимостью;
b) селективного удаления верхнего проводящего слоя (2) и фотоактивного слоя (4) для получения контактного канала (10), открывающего полупроводящий слой (6) с электронной проводимостью;
c) селективного нагрева пакета (1) слоев на первую глубину (d1) для получения первой подвергнутой нагреву зоны (12) на первом межцентровом расстоянии (s1) от контактного канала (10), при этом первая подвергнутая нагреву зона (12) преобразуется в по существу изолирующую область на по существу первую глубину (d1) в пакете слоев, предоставляя тем самым локально повышенное удельное электрическое сопротивление пакету (1) слоев.
Вариант 2 осуществления. Способ по варианту 1 осуществления, дополнительно содержащий:
d) селективный нагрев пакета (1) слоев на вторую глубину (d2), меньшую заданной толщины (t), для получения второй подвергнутой нагреву зоны (14) на втором межцентровом расстоянии (s2) от контактного канала (10);
при этом вторая подвергнутая нагреву зона (14) преобразуется в по существу изолирующую область на вторую глубину (d2) пакета (1) слоев, предоставляя тем самым локально повышенное удельное электрическое сопротивление пакету 1 слоев вплоть до второй глубины (d2).
Вариант 3 осуществления. Способ по варианту 2 осуществления, в котором вторая глубина (d2) равна суммарной толщине верхнего проводящего слоя (2) и фотоактивного слоя (4).
Вариант 4 осуществления. Способ по любому из вариантов 1-3 осуществления, в котором этап (c) селективного нагрева содержит непрерывный нагрев пакета (1) слоев на первую глубину (d1) в течение первого заданного периода.
Вариант 5 осуществления. Способ по любому из вариантов 1-4 осуществления, в котором первая глубина (d1) равна заданной толщине (t).
Вариант 6 осуществления. Способ по варианту 2 или 3 осуществления, в котором этап (d) селективного нагрева содержит непрерывный нагрев пакета (1) слоев на вторую глубину (d2) в течение второго заданного периода.
Вариант 7 осуществления. Способ по варианту 2, 3 или 6 осуществления, в котором этапы (c, d) селективного нагрева на первую и/или вторую глубину (d1, d2) содержат неаблятивное скрайбирование лазером в непрерывном режиме.
Вариант 8 осуществления. Способ по любому из вариантов 1-7 осуществления, в котором этап (b) селективного удаления верхнего проводящего слоя (2) и фотоактивного слоя (4) содержит нагрев упомянутых слоев в импульсном режиме в течение заданного периода пульсации.
Вариант 9 осуществления. Способ по любому из вариантов 1-8 осуществления, в котором этап (b) селективного удаления содержит абляцию лазером в импульсном режиме.
Вариант 10 осуществления. Способ по любому из вариантов 1-9 осуществления, дополнительно содержащий после этапов a), b) и c) этап e)
нанесения электросоединительного элемента (16), по меньшей мере частично сплошным образом закрывающего контактный канал (10), первую подвергнутую нагреву зону (12) и верхний проводящий слой (2) со стороны, наиболее отдаленной от контактного канала (10).
Вариант 11 осуществления. Способ по варианту 10 осуществления, в котором нанесение электросоединительного элемента (e) содержит нанесение печатью проводящего электросоединительного элемента с использованием печатной композиции, содержащей серебро, углерод, медь, алюминий и/или углеродные нанотрубки.
Вариант 12 осуществления. Способ по любому из вариантов 2, 3, 6 или 7 осуществления, в котором этапы селективного удаления (b) и селективного нагрева (c, d) на первую и вторую глубину (d1, d2) осуществляют одновременно.
Вариант 13 осуществления. Способ по любому из вариантов 2, 3, 6, 7 или 12 осуществления, в котором ширина второй подвергнутой нагреву зоны (14) превышает ширину контактного канала (10), причем контактный канал (10) расположен в пределах второй подвергнутой нагреву зоны (14).
Вариант 14 осуществления. Способ по любому из вариантов 1-13 осуществления, в котором каждый из двух проводящих слоев (2, 3) представляет собой полимерный слой, при этом фотоактивный слой (4) содержит органический материал.
Вариант 15 осуществления. Способ по любому из вариантов 1-14 осуществления, в котором подложка (8) представляет собой гибкую подложку, содержащую полимерную пленку.
Вариант 16 осуществления. Способ по любому из вариантов 1-15 осуществления, в котором каждая из первой и второй подвергнутых нагреву зон (12, 14) имеет ширину менее 100 нм.
Вариант 17 осуществления. Батарея тонкопленочных органических солнечных элементов, содержащая пакет (1) слоев заданной толщины (t), расположенный на гибкой подложке (8), причем пакет (1) слоев содержит верхний (2) и нижний (3) полимерные проводящие слои с расположенными между ними органическим фотоактивным слоем (4) и полупроводящим слоем (6) с электронной проводимостью;
по меньшей мере один контактный канал (10) в пакете слоев (1), полностью простирающийся через верхний проводящий слой (2) и органический фотоактивный слой (4), причем контактный канал (10) имеет глубину, меньшую заданной толщины (t);
по меньшей мере одну первую подвергнутую нагреву зону (12), расположенную на первом межцентровом расстоянии (s1) от упомянутого по меньшей мере одного контактного канала (10) и имеющую глубину, равную заданной толщине (t) пакета (1) слоев; и,
по меньшей мере одну вторую подвергнутую нагреву зону (14), расположенную на втором межцентровом расстоянии (s2) от упомянутого по меньшей мере одного контактного канала (10) и имеющую глубину, равную суммарной толщине верхнего проводящего слоя (2) и фотоактивного слоя (4), при этом
каждая из первой и второй подвергнутых нагреву зон (12, 14) обеспечивает пакету (1) слоев повышенное удельное электрическое сопротивление, и
по меньшей мере один электросоединительный элемент (16), по меньшей мере частично сплошным образом закрывающий упомянутый по меньшей мере один контактный канал (10), упомянутую по меньшей мере одну первую подвергнутую нагреву зону (12) и верхний проводящий слой (2) со стороны, наиболее отдаленной от упомянутого по меньшей мере одного контактного канала (10).
Вариант 18 осуществления. Батарея тонкопленочных органических солнечных элементов по варианту 17 осуществления, в которой ширина второй подвергнутой нагреву зоны (14) превышает ширину контактного канала (10), и контактный канал (10) расположен в пределах второй подвергнутой нагреву зоны (14) или прилегает к ней.
Варианты осуществления настоящего изобретения описаны выше со ссылкой на ряд типичных вариантов осуществления, которые показаны на чертежах и описаны со ссылкой на них. Возможны модификации и альтернативные воплощения некоторых частей или элементов, которые включены в объем защиты, который определен в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО СОЛНЕЧНОГО МОДУЛЯ С СКРАЙБИРОВАНИЕМ СЛОЕВ | 2019 |
|
RU2715088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ТОНКОПЛЕНОЧНЫХ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ И ТАКОЕ УСТРОЙСТВО ТОНКОПЛЕНОЧНЫХ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2697573C2 |
| ЭКРАН РЕГУЛИРУЕМОЙ ДЛИНЫ, СОДЕРЖАЩАЯ ЕГО СИСТЕМА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2720562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДЯЩЕЙ СЕТКИ ДЛЯ ФОТОЭЛЕМЕНТОВ | 2015 |
|
RU2709421C2 |
| ДАТЧИК ИЗЛУЧЕНИЯ С ЗАЩИТОЙ ОТ ЗАСВЕТКИ | 2018 |
|
RU2760103C2 |
| ИНТЕГРАЛЬНАЯ СХЕМА С НАНОПРОВОДНИКОВЫМИ ДАТЧИКАМИ, ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО, СПОСОБ ИЗМЕРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2638125C2 |
| ДВУХКОМПОНЕНТНЫЙ ЭЛЕКТРОН-СЕЛЕКТИВНЫЙ БУФЕРНЫЙ СЛОЙ И ФОТОВОЛЬТАИЧЕСКИЕ ЯЧЕЙКИ НА ЕГО ОСНОВЕ | 2012 |
|
RU2595342C2 |
| Многопереходный солнечный элемент в форме стопки с контактирующей с задней стороной передней стороной | 2020 |
|
RU2747982C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ С ПОЛУПРОВОДЯЩИМ ВЕРХНИМ СЛОЕМ, ОТЛИЧИМЫМ ОТ ОБОЛОЧКИ | 2010 |
|
RU2540268C2 |
| СИСТЕМА СОЛНЕЧНЫХ ЭЛЕМЕНТОВ, А ТАКЖЕ СПОСОБ СОЕДИНЕНИЯ ЦЕПОЧКИ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2360325C2 |
Использование: для изготовления батареи взаимосвязанных солнечных элементов. Сущность изобретения заключается в том, что способ изготовления батареи взаимосвязанных солнечных элементов включает: обеспечение на подложке пакета непрерывных слоев заданной толщины, причем пакет слоев включает верхний и нижний проводящие слои с расположенными между ними фотоактивным слоем и полупроводящим слоем с электронной проводимостью; селективное удаление верхнего проводящего слоя и фотоактивного слоя для получения контактного канала, открывающего полупроводящий слой с электронной проводимостью; селективный нагрев пакета слоев на первую глубину (d1) для получения первой подвергнутой нагреву зоны на первом межцентровом расстоянии (s1) от контактного канала, при этом первая подвергнутая нагреву зона преобразуется в по существу изолирующую область с по существу первой глубиной (d1) в пакете слоев, предоставляя тем самым локально повышенное удельное электрическое сопротивление пакету слоев. Технический результат: обеспечение возможности уменьшения перекрестного загрязнения элементов и загрязнения рабочей зоны, а также дополнительная оптимизация геометрического фактора заполнения и обеспечение большей гибкости в определении геометрической конфигурации взаимосвязанных солнечных элементов. 2 н. и 16 з.п. ф-лы, 7 ил.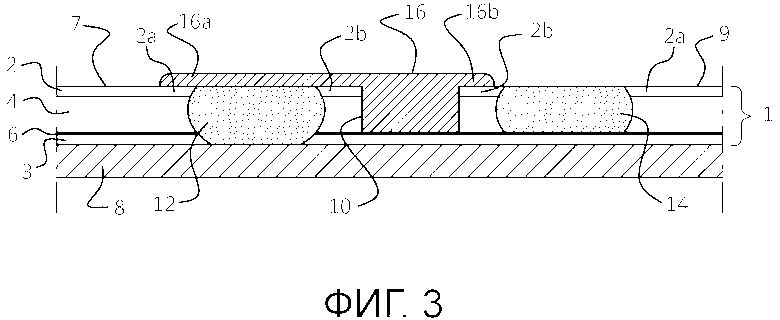
1. Способ изготовления батареи взаимосвязанных солнечных элементов, содержащий этапы:
a) обеспечения на подложке (8) пакета (1) непрерывных слоев заданной толщины (t), причем пакет (1) слоев содержит верхний (2) и нижний (3) проводящие слои с расположенными между ними фотоактивным слоем (4) и полупроводящим слоем (6) с электронной проводимостью;
b) селективного удаления верхнего проводящего слоя (2) и фотоактивного слоя (4) для получения контактного канала (10), открывающего полупроводящий слой (6) с электронной проводимостью;
c) селективного нагрева пакета (1) слоев на первую глубину (d1) для получения первой подвергнутой нагреву зоны (12) на первом межцентровом расстоянии (s1) от контактного канала (10), при этом первая подвергнутая нагреву зона (12) преобразуется в по существу изолирующую область с по существу первой глубиной (d1) в пакете слоев, придавая тем самым пакету (1) слоев локально повышенное удельное электрическое сопротивление.
2. Способ по п. 1, дополнительно содержащий:
d) селективный нагрев пакета (1) слоев на вторую глубину (d2), меньшую заданной толщины (t), для получения второй подвергнутой нагреву зоны (14) на втором межцентровом расстоянии (s2) от контактного канала (10),
при этом вторая подвергнутая нагреву зона (14) преобразуется в по существу изолирующую область со второй глубиной (d2) пакета (1) слоев, придавая тем самым пакету (1) слоев локально повышенное удельное электрическое сопротивление вплоть до второй глубины (d2).
3. Способ по п. 2, при этом вторая глубина (d2) равна суммарной толщине верхнего проводящего слоя (2) и фотоактивного слоя (4).
4. Способ по п. 1 или 2, в котором этап (c) селективного нагрева содержит нагрев пакета (1) слоев в непрерывном режиме на первую глубину (d1) в течение первого заданного периода.
5. Способ по п. 1 или 2, при этом первая глубина (d1) равна заданной толщине (t).
6. Способ по п. 2 или 3, в котором этап (d) селективного нагрева содержит нагрев пакета (1) слоев на вторую глубину (d2) в непрерывном режиме в течение второго заданного периода.
7. Способ по п. 2 или 3, в котором этапы (c, d) селективного нагрева на первую и/или вторую глубину (d1, d2) содержат неаблятивное скрайбирование лазером в непрерывном режиме.
8. Способ по любому из пп. 1-3, в котором этап (b) селективного удаления верхнего проводящего слоя (2) и фотоактивного слоя (4) содержит нагрев упомянутых слоев в импульсном режиме в течение заданного периода пульсации.
9. Способ по любому из пп. 1-3, в котором этап (b) селективного удаления содержит абляцию лазером в импульсном режиме.
10. Способ по любому из пп. 1-3, дополнительно содержащий после этапов a), b) и c) этап e) нанесения электросоединительного элемента (16), по меньшей мере частично сплошным образом закрывающего контактный канал (10), первую подвергнутую нагреву зону (12) и верхний проводящий слой (2), наиболее отдаленный от контактного канала (10).
11. Способ по п. 10, в котором нанесение электросоединительного элемента (e) содержит нанесение печатью проводящего электросоединительного элемента с использованием печатной композиции, содержащей серебро, углерод, медь, алюминий и/или углеродные нанотрубки.
12. Способ по п. 2 или 3, в котором этапы селективного удаления (b) и селективного нагрева (c, d) на первую и вторую глубину (d1, d2) осуществляют одновременно.
13. Способ по п. 2 или 3, при этом ширина второй подвергнутой нагреву зоны (14) превышает ширину контактного канала (10), расположенного в пределах второй подвергнутой нагреву зоны (14).
14. Способ по любому из пп. 1-3, при этом каждый из двух проводящих слоев (2, 3) представляет собой полимерный слой, при этом фотоактивный слой (4) содержит органический материал.
15. Способ по любому из пп. 1-3, в котором подложка (8) представляет собой гибкую подложку, содержащую полимерную пленку.
16. Способ по любому из пп. 1-3, при этом каждая из первой и второй подвергнутых нагреву зон (12, 14) имеет ширину менее 100 нм.
17. Батарея тонкопленочных органических солнечных элементов, содержащая пакет (1) слоев заданной толщины (t), расположенный на гибкой подложке (8), причем пакет (1) слоев содержит верхний (2) и нижний (3) полимерные проводящие слои с расположенными между ними органическим фотоактивным слоем (4) и полупроводящим слоем (6) с электронной проводимостью;
по меньшей мере один контактный канал (10) в пакете (1) слоев, полностью простирающийся через верхний проводящий слой (2) и органический фотоактивный слой (4), причем контактный канал (10) имеет глубину меньше заданной толщины (t);
по меньшей мере одну первую подвергнутую нагреву зону (12), функционирующую как электроизолирующий барьер, расположенную на первом межцентровом расстоянии (s1) от упомянутого по меньшей мере одного контактного канала (10) и имеющую глубину, равную заданной толщине (t) пакета (1) слоев, и
по меньшей мере одну вторую подвергнутую нагреву зону (14), функционирующую как электроизолирующий барьер, расположенную на втором межцентровом расстоянии (s2) от упомянутого по меньшей мере одного контактного канала (10) и имеющую глубину, равную суммарной толщине верхнего проводящего слоя (2) и фотоактивного слоя (4), при этом:
каждая из первой и второй подвергнутых нагреву зон (12, 14) придает пакету (1) слоев повышенное удельное электрическое сопротивление, и
по меньшей мере один электросоединительный элемент (16), по меньшей мере частично сплошным образом закрывающий упомянутый по меньшей мере один контактный канал (10), упомянутую по меньшей мере одну первую подвергнутую нагреву зону (12) и упомянутый верхний проводящий слой (2), наиболее отдаленный от упомянутого по меньшей мере одного контактного канала (10).
18. Батарея тонкопленочных органических солнечных элементов по п. 17, в которой ширина второй подвергнутой нагреву зоны (14) превышает ширину контактного канала (10), и контактный канал (10) расположен в пределах второй подвергнутой нагреву зоны (14) или прилегает к ней.
| ПАНЕЛЬ СОЛНЕЧНОЙ БАТАРЕИ | 2007 |
|
RU2332750C1 |
| МНОГОСЛОЙНЫЙ ФОТОПРЕОБРАЗОВАТЕЛЬ | 2008 |
|
RU2364007C1 |
| WO 2011112765 A2, 15.09.2011 | |||
| WO 2014045021 A1, 27.03.2014 | |||
| WO 2012072271 A1, 07.06.2012 | |||
| СПОСОБЫ И СОСТАВЫ ДЛЯ ЛЕЧЕНИЯ СУБАРАХНОИДАЛЬНОГО КРОВОИЗЛИЯНИЯ КОРОНАРНОЙ И АРТЕРИАЛЬНОЙ АНЕВРИЗМЫ | 2009 |
|
RU2528097C2 |

