ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к новому армирующему шинному корду, изготовленному из ультравысокомодульного углеродного волокна, имеющего биэластичные свойства растяжения. Такой новый биэластичный шинный корд улучшает высокоскоростную долговечность и устраняет проседание при его использовании в качестве армирующего слоя брекера в пневматических радиальных шинах.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
При высоких скоростях наружный диаметр шины увеличивается благодаря центробежным силам, создаваемым пакетом брекера со стальным кордом и протектором. Такое увеличение диаметра или увеличение размера шины увеличивает пантографические перемещения кордов края брекера, что приводит к зарождению трещин, развитию трещин, и в конце концов к отделению края брекера.
Армирующий слой брекера, намотанный на пакет брекера по окружности, препятствует чрезмерному увеличению размера шины при высоких скоростях путем прикладывания сжимающих усилий (ограничивающей силы) к тяжелому пакету брекера, изготовленному из пересекающихся слоев стального корда.
В настоящее время наиболее широко используемыми материалами для армирующего слоя брекера являются многонитевые слои из нейлона 6,6 или однослойные гибридные корды, которые спирально наматываются на пакет брекера под углом от 0 до 5 градусов к экваториальной плоскости шины.
Нейлоновые корды имеют превосходную усталостную прочность при изгибе и осевом сжатии, а также биэластичную характеристику растяжения, обеспечивающую легкую обработку во время сборки шины. Дополнительно к этому, образование силы усадки при увеличении рабочей температуры на высоких скоростях улучшает устойчивость к отделению края брекера и высокоскоростную долговечность. Однако низкая температура стеклования нейлона создает проблемы проседания в шине во время стоянки после высокоскоростной езды. Другим потенциальным недостатком многослойной сборки нейлонового армирующего слоя брекера является высокое содержание в ней резины, которое вызывает увеличение сопротивления качению шины за счет гистерезиса (нагрева).
Известно, что гибридные корды, содержащие высокомодульные и низкомодульные нити, имеющие биэластичное поведение при растяжении, также широко используются в качестве армирующего слоя брекера в высокоскоростных шинах. Низкомодульный компонент гибридного корда обеспечивает легкий подъем пакета брекера без формирования плотного корда благодаря его высокой растяжимости, а высокомодульный компонент становится эффективным в условиях эксплуатации. При использовании гибридных кордов в качестве армирующего слоя брекера могут быть уменьшены полная толщина армирующего слоя брекера и содержание резины, а высокомодульный компонент гибридного корда увеличивает ограничивающую силу и высокоскоростную долговечность. Однако присутствие нейлона вызывает также некоторое проседание.
С другой стороны, корды, изготовленные из ультравысокомодульных нитей с высокой круткой, также использовались в качестве армирования шины для устранения проседания и улучшения характеристик при больших скоростях, но высокий уровень крутки корда приводит к резкому падению значения модуля и к потере предела прочности при разрыве.
Патент США № 4893665 описывает гибридный корд, содержащий по меньшей мере две нити, каждая из которых состоит только из арамидных непрерывных элементарных волокон, а также нить с одиночным стержнем, которая состоит только из непрерывных элементарных волокон, выбираемых из группы, состоящей из полиамидов, имеющих структуру, которая по меньшей мере частично ориентирована, и полиэстера, имеющего структуру, которая по меньшей мере частично ориентирована.
Патент США № 5558144 описывает гибридный корд, имеющий высокомодульную арамидную нить и низкомодульную нейлоновую нить, спирально и непрерывно наматываемый на пакет брекера в направлении окружности шины под углом от 0 до 3 градусов относительно экваториальной плоскости.
Патент США № 6799618 описывает текстильную структуру армирующего слоя брекера, которая наносится радиально снаружи на пакет брекера и армирована кордами, изготовленными из материалов, включающих в себя нейлон и арамид. При начальном удлинении этих кордов основными нитями, принимающими на себя нагрузку, являются нейлоновые нити, а после заметного удлинения основными нитями, принимающими на себя нагрузку, становятся нити из арамида.
Патентная публикация США № 2013/0025758 описывает высококачественную пневматическую радиальную шину для легковых автомобилей, которая использует гибридный корд, состоящий из крученой арамидной нити в два сложения и одиночной нейлоновой нити, имеющих различные значения для первой крутки, и различные значения для второй крутки, в качестве армирующего слоя брекера, и тем самым имеет улучшенную высокоскоростную долговечность и стабильность управления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает двух- или многонитевый армирующий корд, изготовленный из углеродной нити, имеющей биэластичные свойства растяжения. Более конкретно, эта нить имеет низкое начальное значение модуля и высокое значение модуля после начального удлинения. Для того, чтобы предотвратить чрезмерное увеличение модуля и потерю предела прочности при разрыве, следует избегать высокого уровня крутки корда.
Производственный принцип трансформации линейного поведения при растяжении корда из углеродного волокна в биэластичную характеристику основан на открывании нитей корда и введении в эти отверстия адгезива RFL. Корд из углеродного волокна, имеющий RFL между его открытыми нитями, демонстрирует биэластичное поведение при растяжении.
Определения:
Корд: продукт, формируемый путем скручивания вместе двух или более крученых нитей
Нить (стренга) корда: Сложенные вместе одиночные нити внутри корда.
Децитекс: вес в граммах нити, имеющей длину 10000 м.
Проседание: Корды в шине, имеющие низкое значение Tg и высокую силу термоусадки, подвергаются усадке в пятне контакта. При охлаждении в этом положении корд сохраняет проседание до тех пор, пока он снова не достигнет своей температуры стеклования Tg при использовании.
Суровый корд: Скрученный корд перед пропиткой и термофиксацией
Термофиксация: Процесс придания стабильности размеров и термостойкости нитям, кордам или тканям посредством влаги или тепла.
Термофиксированный корд: Корд, подвергнутый воздействию высокой температуры (например 120°C - 260°C при растяжении)
Линейная плотность: Вес на единицу длины в г/децитекс или в г/д (денье)
Интервал (интервалы): Взаимное расстояние от нити до нити внутри многонитевого скрученного корда
TASE при удлинении на 2%: Напряжение при удлинении на 2% в сН/децитекс
Tg: Температура стеклования полимера
Полная номинальная толщина корда в децитексах: Сумма номинальных линейных плотностей нитей (3340 децитекс для конструкции корда 1670×2)
Крутка: Количество оборотов вокруг своей оси на метр нити или корда (t/m или tpm)
Ультравысокомодульная нить: Нить, модуль растяжения которой превышает 100 ГПа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
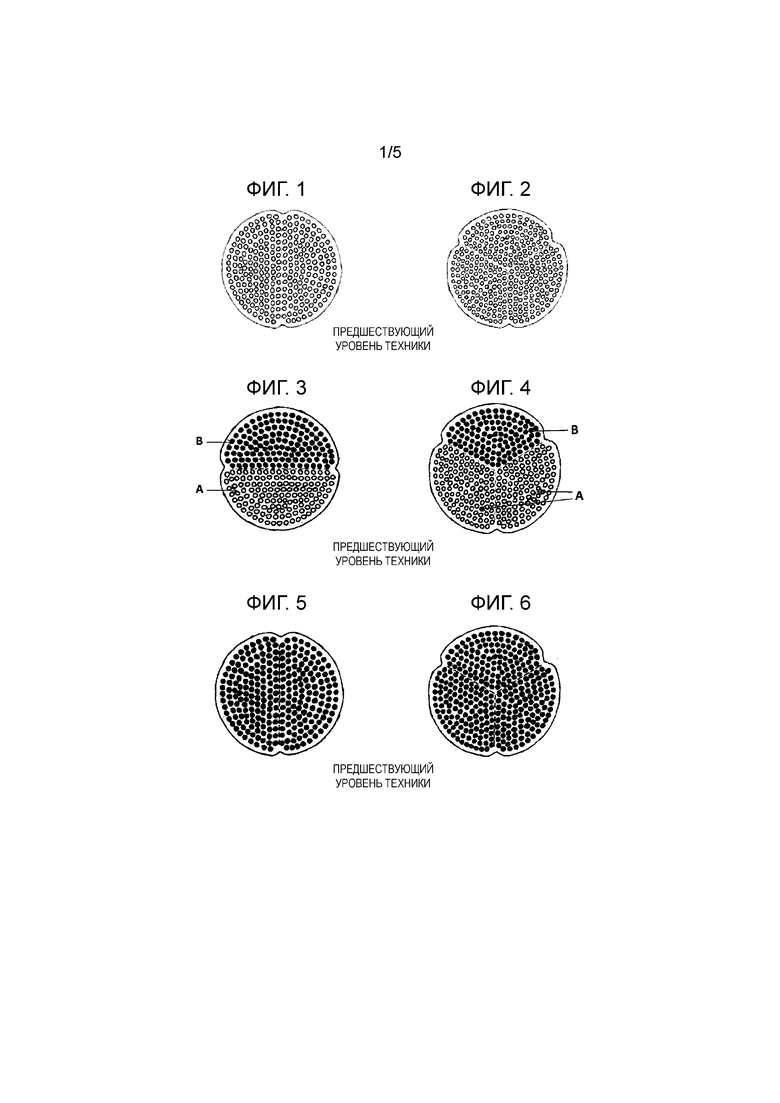
Фиг.1 и 2 представляют собой поперечные сечения обычных (предшествующего уровня техники) двух- и трехнитевых кордов из углеродного волокна соответственно.
Фиг.3 представляет собой поперечное сечение обычного (предшествующего уровня техники) двухнитевого гибридного корда, в котором
A означает арамидную нить или нить из углеродного волокна, B означает нейлоновую нить.
Фиг.4 представляет собой поперечное сечение обычного (предшествующего уровня техники) трехнитевого гибридного корда, в котором
A означает арамидную нить, а B означает нейлоновую нить.
Фиг.5 и 6 представляют собой поперечные сечения обычных (предшествующего уровня техники) двух- и трехнитевых кордов из нейлона соответственно.
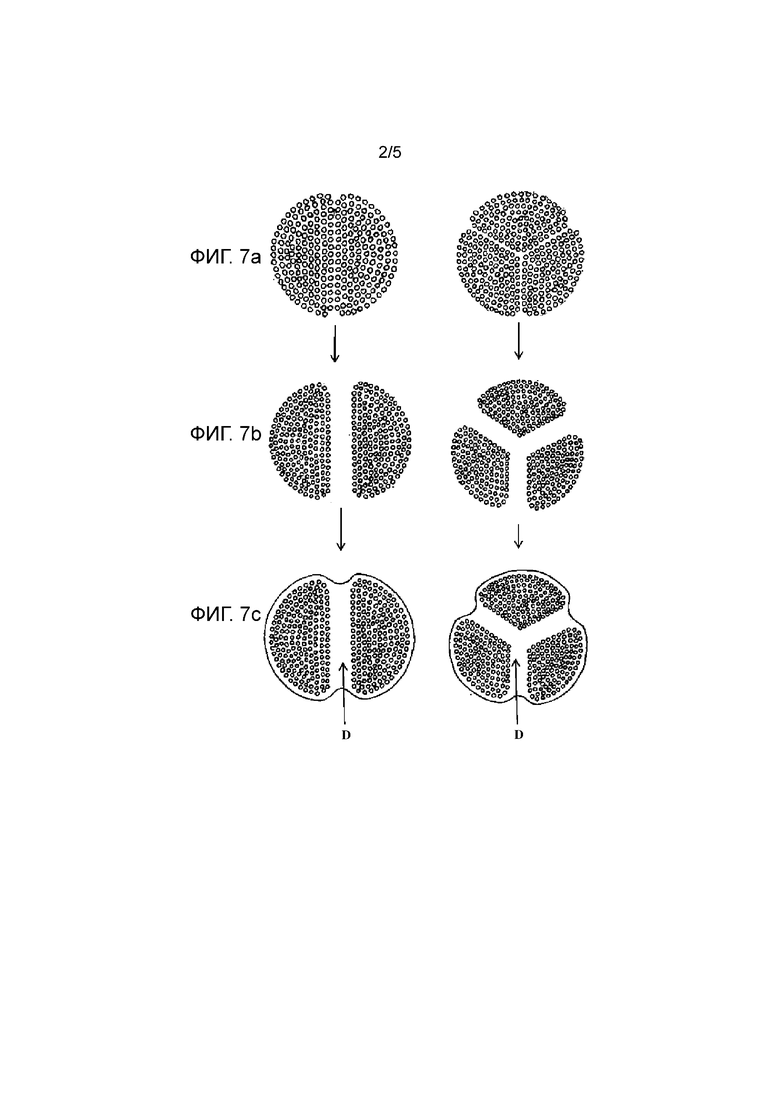
Фиг.7 описывают открытие поперечных сечений корда и последующее проникновение пропитки между нитями корда для двух- и трехнитевых кордов из углеродного волокна, в которых
A показывает поперечное сечение двух- и трехнитевых кордов из углеродного волокна в закрытой форме,
В показывает поперечное сечение двух- и трехнитевых кордов из углеродного волокна в открытой форме,
C показывает поперечное сечение двух- и трехнитевых кордов из углеродного волокна в пропитанной форме в соответствии с настоящим изобретением.
D означает адгезивную пропитку (RFL), заполняющую отверстия между нитями и покрывающую поверхность корда.
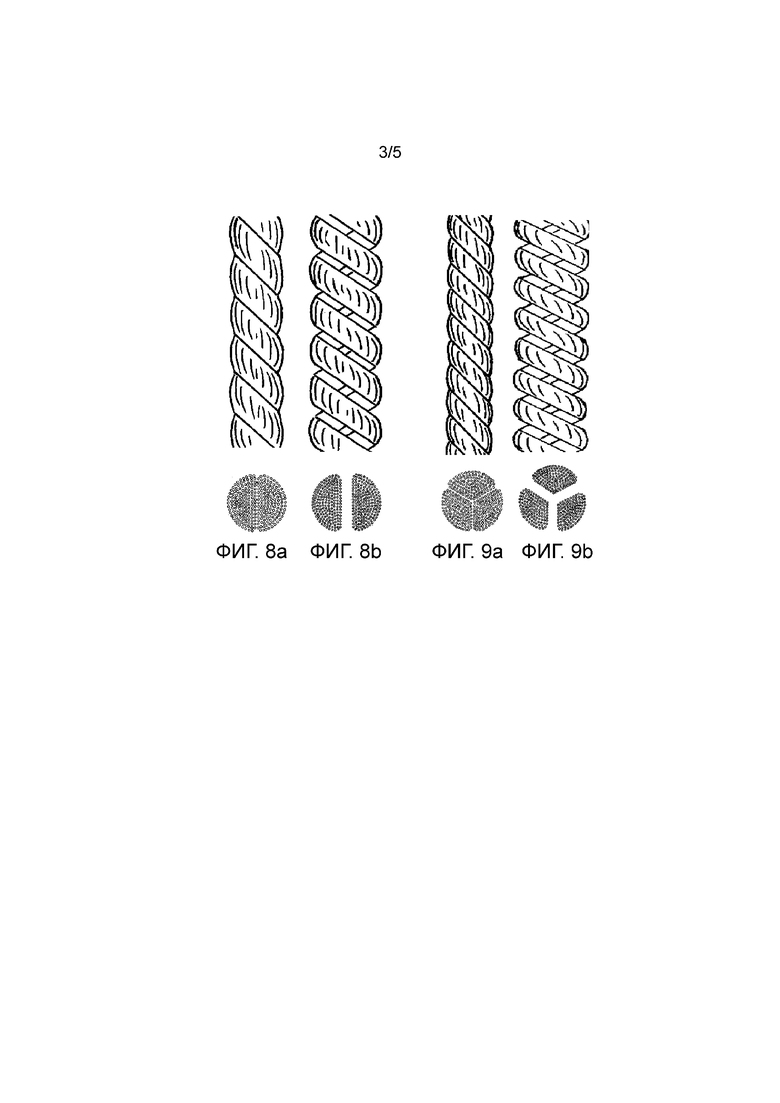
Фиг.8a показывает вид сбоку и поперечное сечение обычного двухнитевого корда из углеродного волокна.
Фиг.8b показывает вид сбоку и поперечное сечение двухнитевого корда из углеродного волокна в открытой форме в соответствии с настоящим изобретением (перед стадией пропитки).
Фиг.9a показывает вид сбоку и поперечное сечение обычного трехнитевого корда из углеродного волокна.
Фиг.9b показывает вид сбоку и поперечное сечение трехнитевого корда из углеродного волокна в открытой форме в соответствии с настоящим изобретением (перед стадией пропитки).
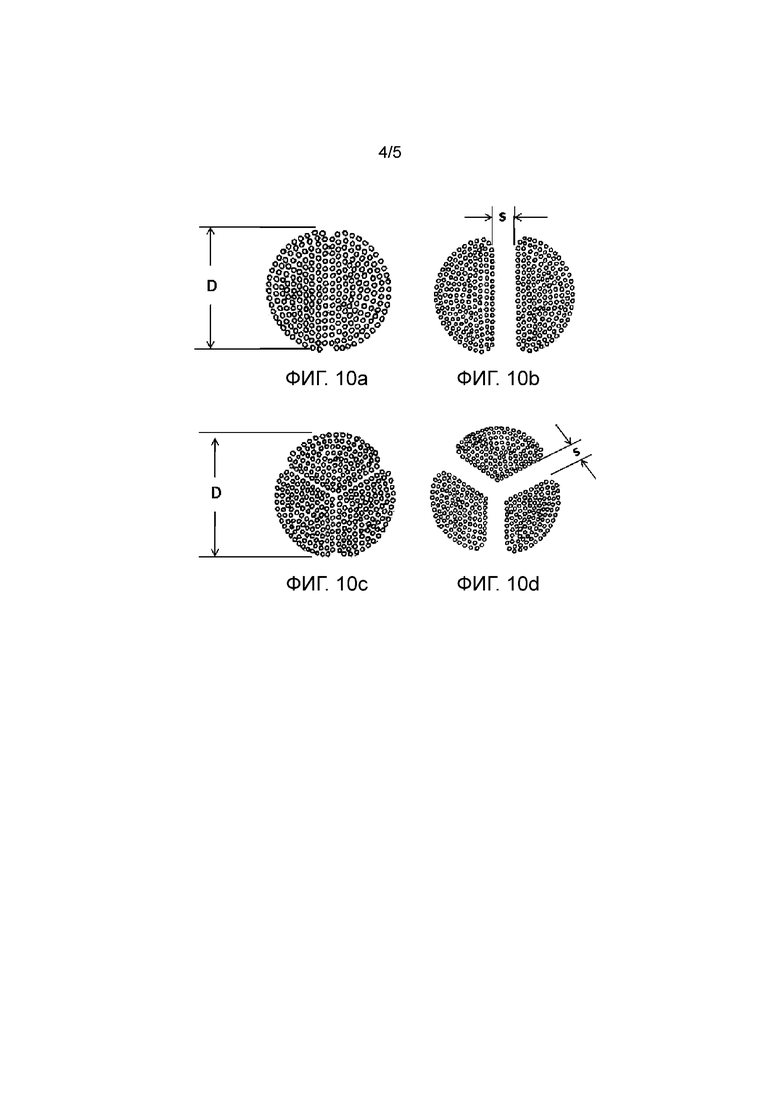
Фиг.10a, 10b, 10c и 10d показывают поперечные сечения закрытых и открытых форм нитей корда. D означает диаметр корда, а s означает интервал (отверстие) между нитями корда.
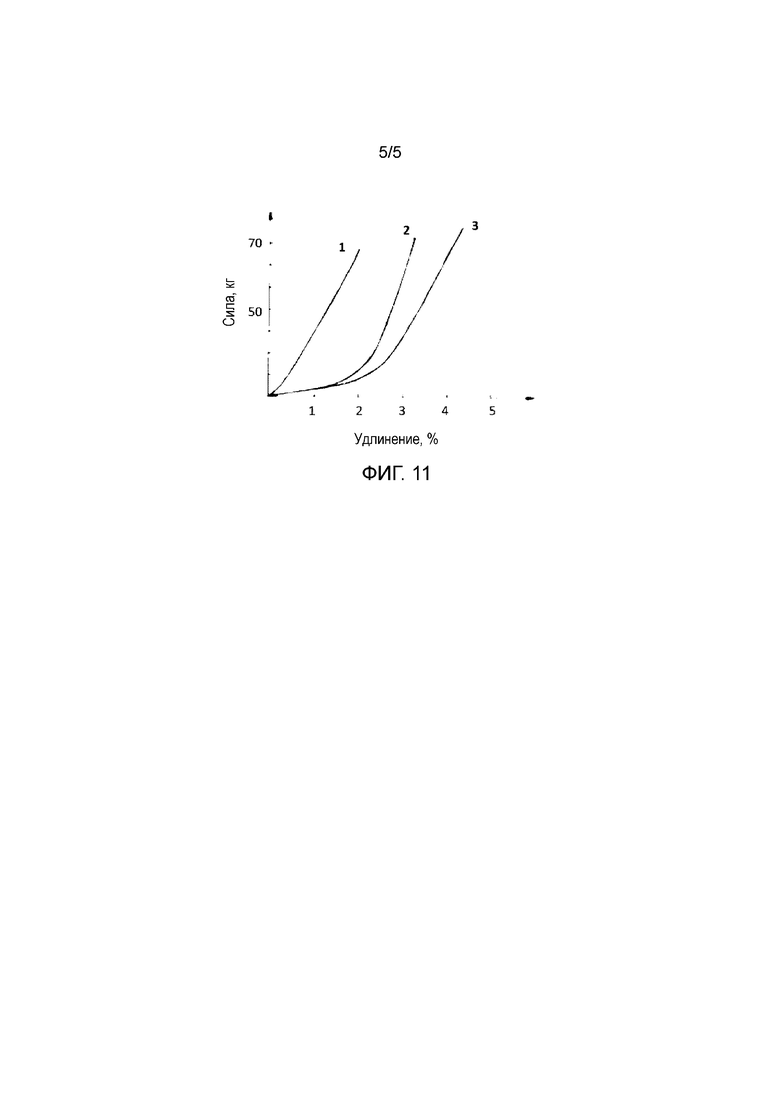
Фиг.11 показывает кривые соотношения нагрузка-удлинение для кордов из углеродного волокна, в которых
1 означает пропитанный корд из углеродного волокна конструкции 2000 децитекс/2, имеющий крутку Z/S величиной 200/200 tpm (предшествующий уровень техники), имеющий линейную характеристику растяжения,
2 означает пропитанный корд из углеродного волокна конструкции 2000 децитекс/2, имеющий крутку Z/S величиной 200/160 tpm (40 tpm обратной крутки в направлении Z), имеющий биэластичную характеристику растяжения в соответствии с настоящим изобретением.
3 означает корд из углеродного волокна конструкции 2000 децитекс/2, имеющий крутку Z/S величиной 200/200 tpm, который сжимается в осевом направлении и в котором нити корда открываются во время процесса пропитки, имеющий биэластичную характеристику растяжения в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Углеродное волокно с его ультравысоким значением модуля и высокой прочностью является очень размерно устойчивым материалом. Благодаря его высококристаллической микроструктуре он не проявляет значительной термоусадки под воздействием высокой температуры. В скрученной форме в виде двух- или трехнитевого корда он может использоваться в качестве армирования в шинах и резинотехнических изделиях, таких как клиновидные ремни (Фиг.1 и 2). В приложениях клиновидных ремней для предотвращения трения волокон друг о друга и улучшения усталостной стойкости при изгибе волокна полностью пропитываются (до полного проникновения) адгезивными эластомерами.
Скручивание корда улучшает усталостную стойкость углеродного волокна к изгибу и сжатию, но в то же самое время уменьшает значение модуля и прочность.
При нанесении армирующего слоя брекера под углом ноль градусов в пневматических радиальных шинах высокое значение модуля является необходимым для создания ограничивающей силы, предотвращающей отделение края брекера при высоких скоростях, но начальная растяжимость при низких усилиях (низкое начальное значение модуля) также является необходимым для обеспечения способности к обработке во время вспучивания пакета брекера в процессах сборки шины и вулканизации для того, чтобы избежать разрезания кордом резины в брекере.
Гибридные корды из арамида/нейлона могут решать эту проблему, но присутствие нейлона создает проблему проседания и асимметричной структуры корда (см. Фиг.3 и 4).
Двух- или трехнитевые корды из нейлона 6 и нейлона 6,6 (см. Фиг.5 и 6) известны в качестве армирующего слоя брекера в радиальных шинах для легковых и грузовых автомобилей, но проседание и низкий уровень модуля являются их главными недостатками.
В соответствии с настоящим изобретением корды с двумя или более нитями из углеродного волокна, не содержащие какого-либо низкомодульного компонента, такого как нейлон, и имеющие более высокое значение модуля растяжения, чем арамид, могут быть произведены с биэластичными свойствами растяжения (Фиг.7). Такие новые биэластичные корды из углеродного волокна могут использоваться в качестве армирующего слоя брекера, наматываемого под углом ноль градусов в радиальных шинах для того, чтобы улучшить высокоскоростную долговечность, и не дают проседания.
В соответствии с настоящим изобретением основной принцип производства биэластичного корда из углеродного волокна заключается в открывании нитей корда и введении в отверстие между ними адгезивной пропитки. Корд из углеродного волокна, содержащий высокий процент адгезивной пропитки, такой как RFL, между его нитями, становится растягиваемым с низкими усилиями, и во время этого растяжения нити корда из углеродного волокна прикладывают сжимающие усилия к адгезивному материалу (RFL) и сжимают его. Во время этого процесса сжатия корд удлиняется с низкими усилиями. После того, как нити корда из углеродного волокна приблизятся друг к другу, корд из углеродного волокна начинает сопротивляться удлинению, и он снова становится ультравысокомодульным кордом (см. Фиг.11).
Для того, чтобы получить биэластичные характеристики растяжения, нити корда из углеродного волокна могут быть открыты с помощью различных способов:
a) Суровые корды из двух или более нитей из углеродного волокна термофиксируются при температуре от 120°C до 260°C, и после охлаждения они частично скручиваются в направлении, противоположном направлению крутки корда. Во время этого процесса обратного скручивания нити корда открываются (см. Фиг.8a, 8b, 9a, 9b, 10a, 10b, 10c и 10d). Корды из углеродного волокна с открытыми нитями пропитываются и снова термофиксируются, и во время этого процесса пустоты между нитями корда заполняются пропиточным раствором, и внешняя поверхность слоев корда также покрывается пропиточным раствором.
b) Суровые корды из двух или более нитей из углеродного волокна пропитываются и термофиксируются при температуре от 120°C до 260°C, и после охлаждения они частично скручиваются в направлении, противоположном направлению крутки корда. Во время этого процесса обратного скручивания нити корда открываются. Корды из углеродного волокна с открытыми нитями пропитываются и снова термофиксируются, и во время этого процесса пустоты между нитями корда заполняются пропиточным раствором, и внешняя поверхность слоев корда также покрывается дополнительным пропиточным раствором.
c) Корды из двух или более нитей из углеродного волокна подвергаются осевому сжатию во время процесса пропитки, и корд с открытыми нитями в состоянии сжатия впитывает пропиточный раствор между открытыми нитями корда. После процесса пропитки корд из углеродного волокна с проникшим между его нитями пропиточным раствором сушится и термофиксируется при температуре от 120°C до 260°C.
Биэластичная характеристика растяжения корда из углеродного волокна может изменяться в зависимости от степени (степеней) открытия нитей (см. Фиг.10b и 10d), типа пропитки, содержания пропитки между нитями и степени термофиксации пропитки при высокой температуре (твердости пропитки).
В соответствии с настоящим изобретением корд из двух или более нитей из углеродного волокна имеет значение TASE при 2%-ом удлинении, определяемое в соответствии со стандартом ASTM D885-16, менее 2,0 сН/децитекс и интервал (интервалы) между нитями корда, заполняемые адгезивной пропиткой, больше чем 0,15xD и меньше чем 0,8xD.
Значение TASE при 2%-ом удлинении выше чем 2,0 сН/децитекс приводит к тугим кордам армирующего слоя брекера во время процесса вспучивания шины.
Предпочтительно значение s составляет больше чем 0,2xD и меньше чем 0,5xD.
В соответствии с настоящим изобретением привес при пропитке (DPU) пропитанного корда составляет больше чем 20 мас.% и меньше чем 50 мас.%, предпочтительно больше чем 25 мас.% и меньше чем 35 мас.%.
DPU меньше чем 10 мас.% не может полностью заполнить отверстия между нитями корда, а DPU больше чем 50 мас.% приводит к слишком толстым диаметрам корда.
В соответствии с настоящим изобретением коэффициент крутки корда составляет больше чем 12000 и меньше чем 20000, и определяется на основе следующей формулы:
Коэффициент крутки=крутка корда (tpm) × квадратный корень из полной номинальной толщины корда в децитексах (1)
Корды с коэффициентом крутки ниже чем 12000 имеют недостаточную усталостную прочность при изгибе, а корды с коэффициентом крутки выше чем 20000 имеют значительно пониженное значение модуля.
В соответствии с настоящим изобретением полная номинальная линейная плотность корда составляет больше чем 200 децитекс и меньше чем 5000 децитекс.
Корды, имеющие плотность меньше чем 200 децитекс, являются недостаточно эффективными, а корды, имеющие плотность больше чем 5000 децитекс, являются слишком толстыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОВЫЙ ШИННЫЙ КОРД ИЗ БИЭЛАСТИЧНОГО АРАМИДА В КАЧЕСТВЕ АРМИРУЮЩЕГО СЛОЯ БРЕКЕРА | 2016 |
|
RU2711836C2 |
| НОВЫЙ БИЭЛАСТИЧНЫЙ ШИННЫЙ КОРД ИЗ ПОЛИЭСТЕРА В КАЧЕСТВЕ АРМИРУЮЩЕГО СЛОЯ БРЕКЕРА | 2016 |
|
RU2711856C2 |
| НОВЫЙ ШИННЫЙ КОРД ИЗ БИЭЛАСТИЧНОГО АРАМИДА В КАЧЕСТВЕ АРМИРОВАНИЯ КАРКАСА | 2016 |
|
RU2715710C2 |
| ВЫСОКОМОДУЛЬНЫЕ КОРДЫ ИЗ НЕЙЛОНА 6,6 | 2016 |
|
RU2716687C2 |
| ВЫСОКОМОДУЛЬНЫЕ ОДИНОЧНЫЕ КРУЧЕНЫЕ НИТИ ИЗ НЕЙЛОНА 6,6 | 2016 |
|
RU2719962C2 |
| АРМИРУЮЩИЙ КОРД СЛОЯ БРЕКЕРА | 2016 |
|
RU2721108C2 |
| Кордная гибридная ткань для каркаса многослойных шин | 2020 |
|
RU2729526C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2527878C1 |
| Полиамидная кордная ткань для каркаса многослойных шин | 2020 |
|
RU2731702C1 |
| РИСУНЧАТОЕ ПОКРЫТИЕ С ПРИДАЮЩИМ КЛЕЙКОСТЬ МАТЕРИАЛОМ | 2011 |
|
RU2505419C1 |
Настоящее изобретение относится к новому армирующему шинному корду, изготовленному из ультравысокомодульного углеродного волокна, имеющего биэластичные свойства растяжения. Такой новый биэластичный шинный корд улучшает высокоскоростную долговечность и устраняет проседание при его использовании в качестве армирующего слоя брекера в пневматических радиальных шинах. 7 з.п. ф-лы, 11 ил.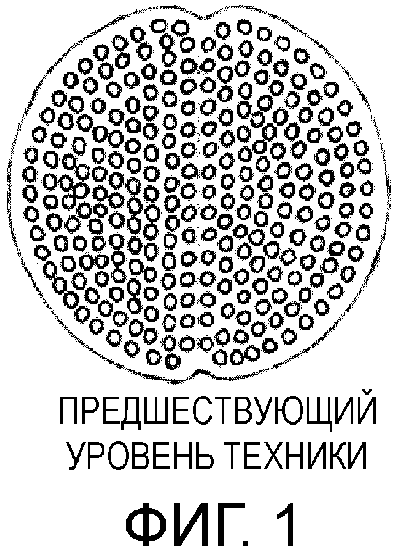
1. Пропитанный и термофиксированный корд из углеродного волокна, имеющий по меньшей мере две нити и имеющий интервал (интервалы) между упомянутыми нитями корда, причем он имеет значение напряжения (TASE) при удлинении на 2,0% менее чем 2,0 сН/децитекс, отличающийся тем, что интервал (интервалы) между нитями упомянутого корда составляет более 15% и менее 80% от диаметра (D) корда.
2. Пропитанный и термофиксированный корд из углеродного волокна по п.1, в котором интервал (интервалы) между нитями упомянутого корда предпочтительно составляет более 20% и менее 50% от диаметра (D) корда.
3. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который имеет привес при пропитке (DPU) адгезивом более 20 мас.% и менее 50 мас.%.
4. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который имеет привес при пропитке (DPU) адгезивом предпочтительно более 25 мас.% и менее 35 мас.%.
5. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который имеет коэффициент крутки от 12000 до 20000, вычисляемый в соответствии с формулой (1).
6. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который имеет полную номинальную линейную плотность от 200 до 5000 децитекс.
7. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который используется в пневматических радиальных шинах в качестве наматываемого по окружности на пакет брекера армирующего слоя брекера.
8. Пропитанный и термофиксированный корд из углеродного волокна по п.1, который используется для армирования резинотехнических изделий.
| US 6955200 B2, 18.10.2005 | |||
| US 4749016 A1, 07.06.1988 | |||
| WO 2014057374 A2, 17.04.2014 | |||
| US 6267165 B1, 31.07.2001. |

