Изобретение относится к металлургии, а именно к литейному производству, в частности к ковшовому или внутриформенному модифицированию чугуна, сталей и цветного литья и может быть использовано для повышения прочностных, износостойких и пластических свойств литых изделий.
Известен способ введения модификаторов и лигирующих добавок при литье по газифицируемым моделям в виде краски, согласно которому к окрашенным гранулам пенополистирола Добавляют неокрашенные, предварительно вспененные гранулы пенополистирола в количестве от 2 до 94% по объему. Гранулы сушат, засыпают в пресс-форму для окончательного вспенивания и получения модели.
(см. патент РФ №2 427 442 МПК В22С 7/02, В22С 9/04, 2011 г. ).
Реализация данного способа обеспечивает повышение качества отливок, их структуры и свойств путем равномерного распределения модификаторов или легирующих добавок в отливках или в их отдельных частях.
Недостатком известного способа является невозможность использования вспененных гранул пенополистирола для модифицирования высоколегированных сталей и жаропрочных сплавов так как их удельный вес значительно меньше удельного веса расплав, что не позволяет гранулам занимать промежуточный уровень расплава, а это приводит к его выжиманию на зеркало расплава и образованию вспениной структуры, которая с поверхностирасплава удаляется вместе со шлаком.
Известен способ модифицирования жаропрочных сплавов, включающий получение расплава в плавильном агрегате, выпуск его в ковш, ввод в расплав модификаторов, в качестве которых используют нанопорошки карбонитрида титана и карбида вольфрама в равных долях диапазоне 5-10 вес. %, которые смешивают с никелевым порошком. Смесь компактируют и вводят в расплав перед окончанием плавки или в струю расплава при его выпуске в количестве 0,03-0,45% от массы расплава.
(см. патент РФ №2 454 466, МПК С21С 5/52, 2012) - наиболее близкий аналог.
Недостатком данного способа является неравномерное распределение мелких зерен по объему расплава, что приводит к анизотропии свойств центральных и переферийных участков отливки. Это объясняется тем, что в расплав вводят брикеты (таблетки), которые не были отсортированы по пористости (плотности). Использование вакуумного спекания не улучшает структуру отливок, так как оно приводит к уплотнению таблеток за счет закрытия сквозных поровых каналов, усадки изолированных пор и их коалесценции, поэтому между таблетками сохраняются ранее сформированные отношений плотностей, полученных при компактировании.
Таблетки с одинаковой плотностью распределяются в расплаве на одном уровне по высоте и, таким образом, концентрируются очаги формирования зерен этой зоны, в то время как на других зонах (уровнях) формирование зерен определяется формой дендридов.
Плотность таблеток зависит от формуемости порошкового материала которая, как правило, составляет 36 - 40% пористости (0,6 теоретической плотности), что не позволяет таблеткам опускаться на значительную глубину расплава, плотность которого от солидуса до ликвидуса меняется от 0,75 до 1,5%.
Если исходить из того, что нагрев тиглей осуществляется по боковой стенке, то здесь существует температурный градиент не только по высоте, но и по ширине расплава. Тогда таблетки одной пористости концентрируются в центре отливки на определенном уровне, что приводит к анизотропии свойств материала отливки, что не способствует в полной мере измельчению структуры отливок из жаропрочных сплавов, а различные способы перемешивания расплава провоцируют образование внутри расплава пузырей.
Технический результат заявленного изобретения заключается в повышении качества отливок за счет использования в расплаве дифференцированных по плотности брикетов модификаторов, включающих величины плотности от солидуса до ликвидуса. Это приводит к равномерному распределению наночастиц модификаторов по объему жидкого металла в расплаве, созданию мелкодисперсной структуры материала отливок и, как следствие, к повышению эксплуатационных характеристик отливок.
Указанный технический результат обеспечивается тем, что способ модифицирования жаропрочных сплавов и высоколегированных сталей включает получение расплава металла в тигле и его модифицирование введением в расплав порошковых модификаторов в виде предварительно скомпактированных брикетов с различной плотностью, верхний предел которых больше плотности жидкости составляющей расплав, ограниченной окончанием его кристаллизации - солидусом, нижний предел плотности брикета - меньше начала кристаллизации жидкой составляющей расплава - ликвидуса, промежуточные значения плотностей брикетов распределены, по меньшей мере, на две группы, одна из которых соответствует плотности средне арифметическому значени. Солидуса, вторая - ликвидусу расплава, при этом плотность брикетов выполнена по нарастающей пористости с шагом от 5 до 10%, плотностью брикетов от 0,4 до 0,99 теоретической плотности химического состава, кроме того, брикеты минимально допустимой плотности содержат наномодификаторы, удельный вес которых превышает удельный вес расплава, а брикеты, плотностью, приближенной к теоретической, содержат наномодификаторы, удельный вес которых меньше удельного веса расплава.
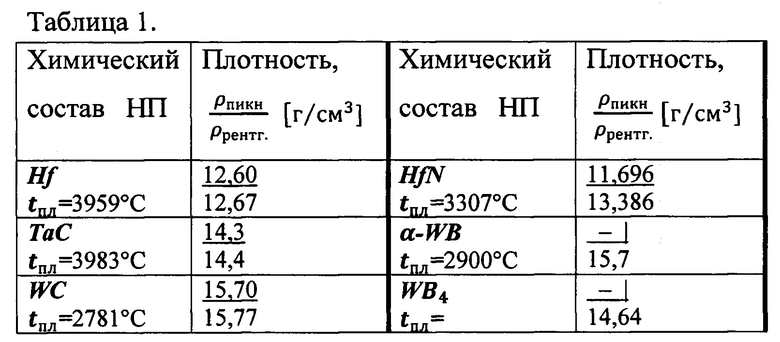
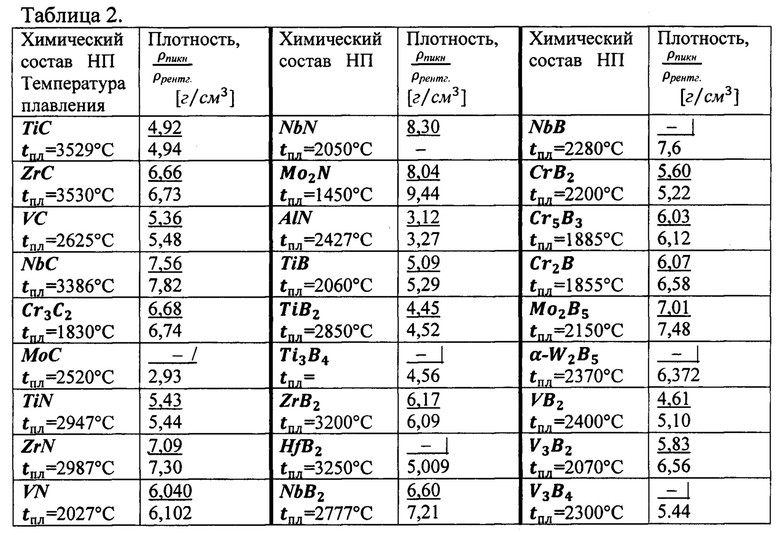
Известно, что у большинства металлов при нагреве от комнатной температуры до температуры плавления плотность уменьшается на 3-5%, а в процессе плавления плотность большинства металлов снижается еще на несколько %, например, у железа плотность в зоне солидуса составляет 7,02 г/см. Плотности наноразмерных порошков, используемых в качестве модификаторов (нитридов, боридов, карбидов), могут в разы отличатся от плотности жидкого металла, например, плотность WC составляет 15,7 г/см3, Mo2N - 9,44 г/см3, NbN- 8,3 г/см3. При этом, для всех металлов, с повышением температуры нагрева уменьшается вязкость. Так, вязкость стали при 1600°С составляет от 0,0050 до 0,0085 [Па с], что на порядок больше, чем у воды при температуре 25°С (0,00089 [Па с]). Поэтому таблетки различной плотностью распределяются в расплаве на разных уровнях, как по высоте, так и по ширине объема и таким образом рассредотачиваются очаги формирования зерен, создается равновесная мелкозернистая структура слитка.
Сущность изобретения иллюстрируется табличными материалами, а именно:
- Таблица 1. Плотность и температура плавления наномодификаторов первого рода, первой группы,  ;
;
- Таблица 2. Плотность и температура плавления наномодификаторов первого рода, второй группы,  ;
;
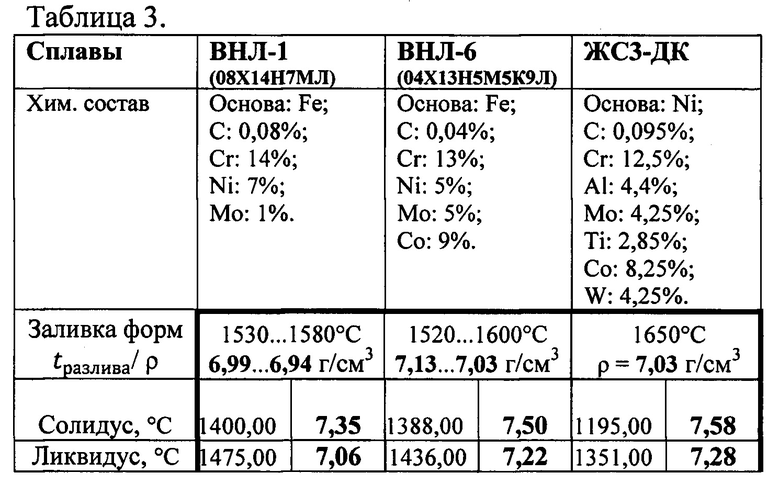
- Таблица 3. Плотность расплавов ВНЛ-1, ВНЛ-6, ЖС3-ДК при температурах ликвидуса и солидуса;
- Таблица 4. Масса, плотность и весовая доля наноразмерного WC в одной таблетке в зависимости от пористости, при содержании в 1 ед. слитка ЖСЗ-ДК 0,1% вес. Ед. WC;
- Таблица 5. Суммарное количество таблеток различной плотности на 10 кг. слитка ЖСЗ-ДК при содержании в 1 ед. слитка ЖСЗ-ДК 0,1% вес. Ед. WC;
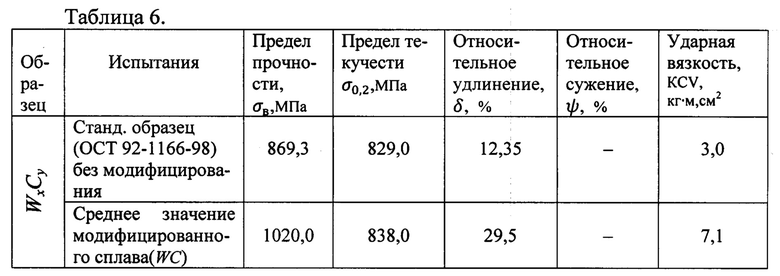
- Таблица 6. Механические свойства образцов из сплава ЖСЗ-ДК при температуре испытаний 20°С;
- Таблица 7 Механические свойства образцов из сплава ЖСЗ-ДК при температуре испытаний 550°С;
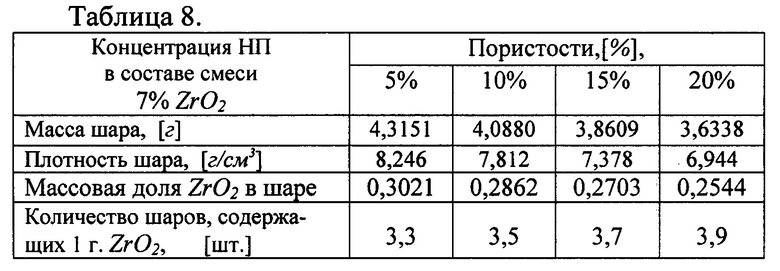
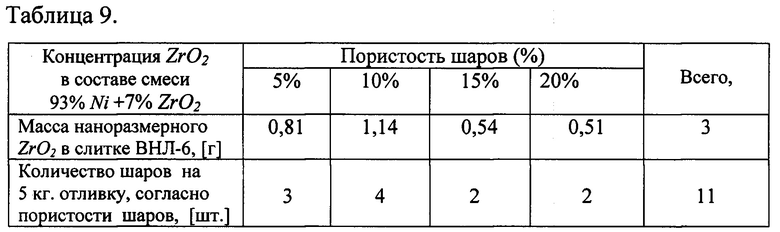
- Таблица 8. Масса, плотность и весовая доля наноразмерного ZrO2 в одном шаре, в зависимости от пористости шара при содержании в 1 ед. слитка ВНЛ-6 0,06% вес. Ед. ZrO2;
- Таблица 9. Суммарное количество шаров различной пористости на 5 кг. отливки, при содержании в 1 ед. слитка ВНЛ-6 0,06% вес. Ед. ZrO2;
- Таблица 10. Механические свойства образцов из сплавов ВНЛ-6 при температуре испытаний 20°С;
- Таблица 11. Механические свойства образцов из сплавов ВНЛ-6 при температуре испытаний 550°С;
- Таблица 12. Масса, плотность и весовая доля наноразмерного Tix (CyNz) в одной таблетке в зависимости от пористости таблетки при содержании в 1 ед. слиткаВНЛ-1 0,03% вес. ед. Tix(CyNz);
- Таблица 13. Количество таблеток заданной пористости на 10 кг. отливки ВНЛ-1 при содержании в 1 ед. слитка 0,03% вес. Ед. Tix (CyNz);
- Таблица 14. Механические свойства образцов из сплавов ВНЛ-1 при температуре испытаний 20°С;
- Таблица 15. Механические свойства образцов из сплавов ВНЛ-1 при температуре испытаний 550°С.
- на фиг.1 - Прессованные образцы брикетов наномодификаторов в виде таблеток состава 90%Ni+10%ZrO2 диаметром 10,4 мм, высотой 5,4 мм, массой 2,46 г., пористостью равной 36,66% и в виде шара той же пористости, диамером 7 мм;
- на фиг. 2 - №1 Наномодификаторы состава 90%Ni+10% WC в виде шаров, диаметрами 10, 12, 22 мм, пористостью 10,85% и №2 - состава 90% Ni+10% Tix (CyNz) в виде шаров, диаметрами 10, 12, 22 мм, пористостью 12,10%;
-на фиг. 3 - Комплекты прессованных образцов - наномодификаторов состава 90%Ni+10% WC в виде таблеток диаметром 10,4 мм, высотой от 5,05 до 5,65 мм, массой 3,11 г. с пористостью от 15,78% до 24,09%;
- на фиг. 4 - Расположение брикетов-таблеток в тигле перед заливкой металла, где  - таблетки 40%) пористости,
- таблетки 40%) пористости,  - таблетки 15% пористости;
- таблетки 15% пористости;
 - таблетки 10% пористости;
- таблетки 10% пористости;
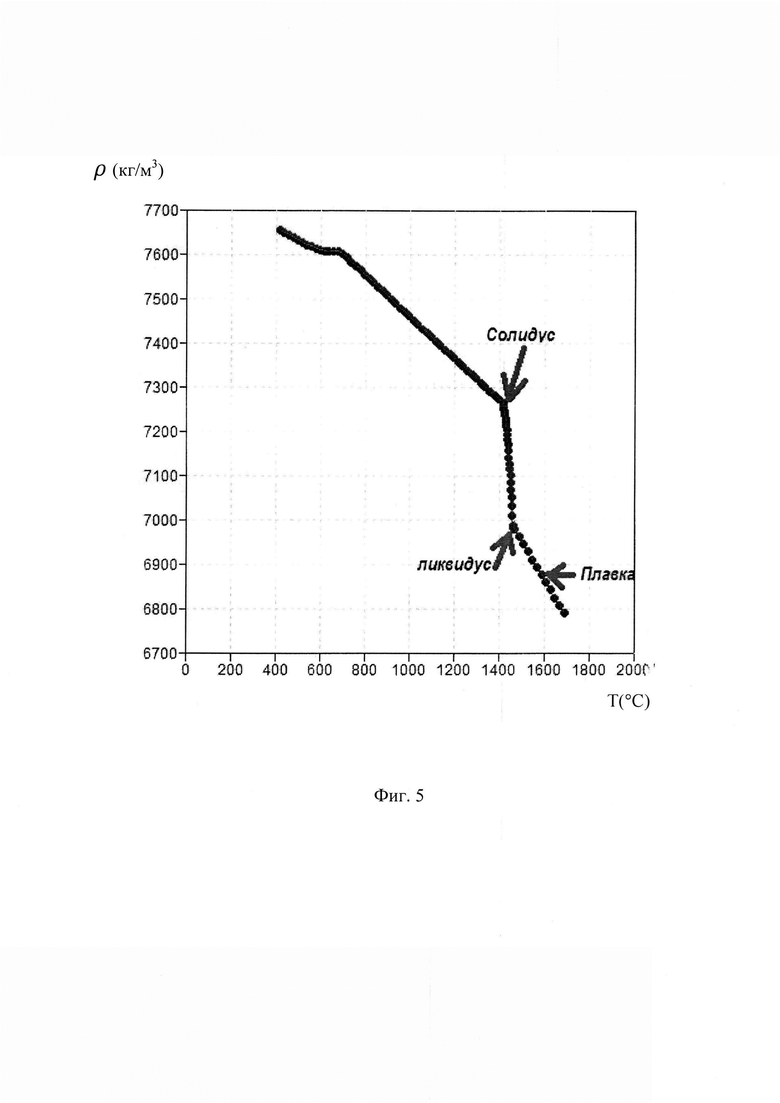
- на фиг. 5 - График плотности сплава ВНЛ-1 от температуры;
Заявленный способ осуществляют следующим образом
Ультрадисперсный порошок состава основного метериала расплава, например, никель, железо, титан и тд. перемешивают с наноразмерным порошком (НП), например корбидом вольфрама, оксидом циркония, карбонитридом титана в известном процентном соотношении масс (вес.%):
- (10±1)% карбида вольфрама, остальное никель (90%Ni+10%WC);
- (10±1)% оксида циркония, остальное никель (90%Ni+10%ZrO2);
- (10±1)% карбонитрида титана, остальное никель (90%Ni+10%TiCN).
Таблетки наномодификаторов предназначены для модифицирования НП высоколегированных сталей (например, ВНЛ-1, ВНЛ-1 М, ВНЛ-6) и жаропрочных сплавов (например, ЖС3-ДК, ВЖЛ-14) путем введения их в расплавы при отливке в вакуумной печи литых заготовок корпусных высоконагруженных деталей, например для жидкостных ракетных двигателей.
Полученную порошковую смесь НП либо расфасовывают на порции, либо загружают в дозатор прессового оборудования, на котором проводят ее компактирование в брикет (в форме таблетки или шара), фиг. 1 способами прессования до упора или по заданному давлению, холодным или горячим методами, в вакууме и без него, но обязательно по группам, придавая каждой группе свою, заданную пористость (например от 5 до 45%) в привязке к граничным условиям диаграммы состояния расплава солидуса - ликвидуса.
Прессование порошковой смеси производят различными способами, в зависимости от задач, решаемых в каждом конкретном случае:
- прессование порошковой смеси по заданному объему (фиг. 2) проводят в том случае если необходимо иметь брикеты равного объема, но с разной пористостью (плотностью), здесь пористость регулируется массой смеси;
- прессование порошковой смеси по заданному давлению (фиг. 3) проводят в том случае если необходимо иметь брикеты одинаковами по массе, но разными по плотности. Этот случай применяют когда состав модификаторов имеет удельный вес меньше удельного веса расплава.
Для равномерного распределения брикетов по высоте слоев расплава оптимальным шагом является шаг равный от 5 до 10% пористости брикета.
Величена шага менее 5% пористости брикета приводит к существенному увеличению количества брикетов и материальных затрат на их прессование, но не к существенному (на порядок) повышению качества брикетов.
Величина шага более 10% пористости может привести к тому, что диапазон шагов будет вылезать из диапазона плотностей ограниченных ликвидусом и солидусом, например для расплава ЖСК-ДК данный диапазон составляет порядка 0,3 г/см3.
Разумным пределом плотности брикетов является величина от 0,4 до 0,99 теоретической плотности. Это связано с формуемостью и прессуемостью материала, - брикеты плотностью меньшей 0,4 теоретической не держат форму и разваливаются до внесение их в расплав. Достичь плотности брикета более 0,99 теоретической можно применяя суперсовременные технологии спекания и отжига в вакуумных установках, методами многоэтапного деформирования. Но это не рентабельно, не оправдывает материальные затраты на прессование. С другой стороны, чем выше плотность, тем больше требуется времени на растворение наномодификатора в расплаве, что может не совпадать со временем остывания расплава.
Выбор способа прессования модификаторов
Для сплава ЖС3-ДК (таблица 3) плотность расплава вблизи ликвидуса (1351°С), составляет ρл=7,28 г/см3, солидуса (1195°С) - ρс=7,58 г/см3. Таким образом, рабочий диапазон расплава ЖС3-ДК варьируется от 7,28 до 7,58 г/см3, и является ориентиром для подбора соответствующих плотностей смеси модификатора состава 90%М+10% WxCy.
Рассмотрим два способа прессования на примере смеси модификатора составом 90%Ni+10% WxCy в виде брикета (таблетки) диаметром 10 мм. (фиг. 2, 3).
При прессовании модификатора по заданному объему, высота таблетки остается постоянна и равна 5,0 мм, при этом минимальная плотность таблетки составляет ρ(min)=5,59 г/см3, пористостью 40% и массе 2,19 г., а максимальная (теоретическая) плотность - ρ(max)=8,84 г/см3, при пористости 5% и массе 3,47 г.
При прессовании модификатора по давлению, высота таблетки меняется при сохранении ее массы равной 3,47 г., при этом плотность таблетки варьировалась от ρ(min)=5,59 г/см3, при пористости 40%, высоте таблетки 8,2 мм до ρ (max)=8,84 г/см3, при пористости 5% и высоте таблетки равной 5,0 мм.
Для предлагаемого способа модифицирования приемлемым являются оба способа прессования, однако способ прессования по давлению более перспективен так как имеет более широкий диапазон отношений массы таблетки к ее объему и более удобен к применению, так как таблетки разной пористостью визуально различимы по высоте.
Расчет выбора величины плотности модификаторов.
Рассмотрим отливку сплава ВНЛ-1.
Известно, что плотность расплава ВНЛ-1 вблизи ликвидуса (1475°С) составляет ρл=7,06 г/см3, солидуса (1400°С) - ρс - 7,35 г/см3. (таблица 3). Таким образом, рабочий диапазон значений плотностей расплава ЖС3-ДК варьируется от 7,06 до 7,35 г/см3, что является ориентиром для подбора соответствующих плотностей смеси модификатора состава 90%Ni+10%Tix (CyNz).
В допустимых вариантах рабочая плотность модификаторов находится в пределах граничных значений расплава ВНЛ-1 ликвидуса - солидуса. Таким образом, диапазон рабочей зоны значений плотности модификаторов  находится в пределах:
находится в пределах:

Аналогичное рассуждение позволяет определить рабочий диапазан плотностей для расплава ЖС3-ДК (таблица 3):

Отмеченные значения разбиваем на отдельные части, кратные целому числу, например равную четырем.
Прессуют первую группу таблеток с плотностью, близкой к плотности солидуса сплава ВНЛ-1, (ρл), ρ1=6,7 г/см3, что соответствует 20% пористости модификатора.
Вторую группу таблеток с поритостью 15%, ρ2=7,1 г/см3;
Третью группу таблеток с поритостью 10%, ρ3=7,5 г/см3, что больше плотности солидуса расплава ВНЛ-1 (ρc=7,35 г/см3).
Четвертую группу таблеток с пористостью 5%, ρ4=7,9 г/см3.
Основа расчета количества груп таблеток - соотношение содержания % вес. ед. модификаторов к массе расплава. Для слитков сплава ВНЛ-1 оно составляет 0,03%. Таким образом, для 10 кг. сплава ВНЛ-1 необходимо иметь 3 г. наноразмерного порошка (НП) Tix (CyNz), запрессованного в таблетки с никелевым наполнитлем состава 90% Ni+10% Tix (CyNz). Весовое соотношение Tix (CyNz) в расплаве ВНЛ-1 устанавливается опытным экспериментальным путем. С учетом заданного соотношения, на 10 кг. отливки ВНЛ-1, приходится 3 г. НП - Tix (CyNz). Результаты расчета приведены в таблице 12, где представлены три варианта выбора количества таблеток, для каждого варианта в отдельности.
Может быть использован вариант, когда используются таблетки одной, какой-либо плотностью - таблица 13.
В настоящем техническом решении компактированные брикеты (таблетки или шары), состоят из смеси ультрадисперсного порошка, например, никеля и наноразмерных порошков (НП) - карбидов металлов, выбранных из группы кобальт, железо, никель, наноразмерных композиционных частиц кобальта, лантана, вольфрама, церия, железа, никеля, а также нитридов, силицидов, боридов, оксидов и карбонитридов металлов.
При модифицировании сталей типа ВНЛ-1, ВНЛ-1 М, ВНЛ-6 т.д. или жаропрочных сплавов, например ЖСЗ-ДК, ВЖЛ-1,4 ЖС6К, ЭП-539ЛМ-У в качестве основного наполнителя для модифицирующей смеси выбирают никель ультрадисперсного размера.
Равномерность распределения НП в отливке зависит от многих параметров: химического состава основного металла наполнителя, концентрации НП; соотношения плотности (пористости) таблетки и расплава металла; скорости растворения таблетки в расплаве металла; скорости погружения таблетки в расплав металла; количественного соотношения таблеток с различной пористостью. Скорость растворения таблетки в большей части зависит от ее пористости, от размера поверхности теплообмена, который регулируется условим обжатия порошковой смеси на стадии ее прессования.
НП предлагается разделить на две группы, в зависимости от отношения их плотности к удельному весу расплавов (например, ВНЛ-1, ВНЛ-6, ЖС3-ДК).
К первой группе относятся наноразмерные частицы, удельный вес которых превышает удельный вес расплава,  , ко второй группе - наноразмерные частицы, удельный вес которых меньше удельного веса расплава,
, ко второй группе - наноразмерные частицы, удельный вес которых меньше удельного веса расплава,  , (таблицы 1, 2 и 3).
, (таблицы 1, 2 и 3).
При компактировании смеси НП обращают внимание на специфические свойства нанопорошков, в том числе: значительную удельную поверхность (м2/г); агломерирование и высокую сорбционную активность; повышенное межчастичное и пристенное трение.
Примеры реализации способа.
ПРИМЕР №1
Получение блока образцов-свидетелей и отливки детали «Корпус» общей массой 10 кг. из жаропрочного сплава ЖСЗ-ДК, модифицированного карбидом вольфрама.
Последовательность технологических операций:
Этап №1. Перемешиваем ультрадисперсный никелевый порошок (НПЭ) с размером частиц от 0,1 до 0,15 мкм с наноразмерными добавками карбида вольфрама (WC) дисперсностью от 1 до 100 нм,. составом 90% никеля и 10% карбида вольфрама. Смешение проводим в вакууме в центробежной планетарной шаровой мельнице с центростремительным ускорением не менее 28 g.
Этап №2. Прессуем порошковую смесь в виде таблетки диаметром 10 мм, высотой 5 мм (Vтaбл=0,3927 см3).
Таблетки прессуют с минимальной плотностью (ρmin), давлением, характеризующим формуемость смеси порошков никеля и карбида вольфрама, затем таблетки прессуют до плотности не превышающей плотность солидуса расплава ЖСЗ-ДК (7,58 г/см3) с шагом 5% пористости (таблица 4).
Пример расчета пористости брикетов состава 90%Ni+10% WxCy,
Для определения пористости прессовки воспользуемся моделью элементарной ячейки. Связующим компонентом смеси является никель.
Поместим в элементарный объем одну частицу никеля и рассчитаем количество других компонентов карбида вольфрама.
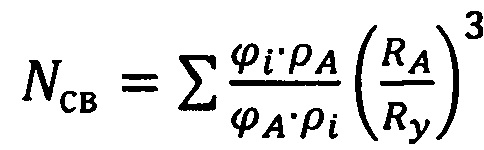
где Nсв - суммарное количество i-ых компонентов смеси, приходящихся на одну частицу никеля (Ni), ϕi; ϕA весовые доли i-го компонента и никеля, Rt, RA - размер частиц i-го компонента и никеля, ρt, ρА - плотность i-го компонента и никеля.
Расчет проведем для порошковой смеси:
-карбид вольфрама WxCy, размер частиц 50 … 100 nm
Химический состав (мас. %)
Ni=90%, кристаллическая решетка гранецентрированная ГЦК, кубическая
Размер частиц Ni >100 nm
WxCy =10%.
Размер частиц WxCy - 80 nm, гексагональная кристаллическая решетка Количество компонентов, приходящихся на одну частицу никеля:

Теоретическую плотность брикета заданного состава можно определить из известного выражения:

Однако с учетом наличия металлических примесей (< 0,5%) в составе наноразмерных порошков, которые разряжают объем прессовок, данные расчеты принимаются в качестве ориентировочных и уточняются по насыпной плотности, определяемой экспериментально.
Весовое соотношение WC в расплаве ЖСЗ-ДК устанавливается опытным экспериментальным путем (таблица 4).
Проводится расчет количества таблеток и равномерного распределения наноразмерных WC в объеме слитка. Данные расчета переносятся в таблицу 5:
Этап №3.
- проводим плавку сплава ЖСЗ-ДК согласно технологической инструкции.
- вносим в расплав таблетки в количестве 41 шт. различной плотности согласно таблице 5;
- заливаем расплав в формы;
- охлаждаем отливку;
- проводим термообработку отливки.
Технология построена на положении, что удельный вес наноразмерного WC (15,7 г/см3) больше удельного веса расплава жаропрочного сплава ЖСЗ-ДК (солидус ~ 7,58 г/см3).
Наполнитель (никель) удерживает наноразмерный карбид вольфрама на поверхности зеркала расплава. Время растворения таблетки регулируется плотностью таблетки: чем плотней таблетка, тем дольше ее растворение в расплаве. По мере растворения никелевой основы таблетки наноразмерный WC под действием сил тяжести опускается вниз.
После термообработки блока образцы-свидетели отделяются от детали "Корпус" и исследуются на механические свойства, представленью в таблицах 6 и 7.
Из таблиц 6 и 7 видно, что введение модификаторов WxCy в расплав ЖСЗ-ДК приводит к увеличению прочностных свойств: предел прочности и текучести увеличивается незначительно на 17,3%, однако, относительное удлинение возрастает на 23,9% при испытаниях при комнатной температуре и на 14,5% при температуре испытаний 550°С. Значения ударной вязкости возрастает на 23,7% при комнатной температуре испытаний.
ПРИМЕР №2
Получение блока образцов-свидетелей и отливки детали «Вилка» общей массой 5 кг из стали ВНЛ-6 модифицированной наночастицами двуокиси циркония (ZrO2).
Краткая последовательность технологических операций:
Этап №1. Смешивают исходные порошки.
Этап №2. Прессуют брикеты, состоящие из порошковой смеси ультрадисперсного никеля (НПЭ) с размером частиц от 1 до 5 мкм и наноразмерного (ZrO2) с размером частиц от 1 до 100 нм в виде шаров, радиусом сферы Rсф5 мм, (Vшap=0,5233 см3)
Химический состав шара 93% Ni+7% ZrO2.
Первую партию шаров (фиг. 2-3) прессуют максимальной плотностью (ρmax) другие шары - прессуют до плотности не ниже плотности жидкого металла (соответствующей температуре заливки формы расплава ВНЛ-6 (7.03 … 7,13 г/см3)) с шагом 5% пористости (таблица 8).
Пример расчета количества порций порошковой смеси ультрадисперсного порошка Ni и наноразмерного порошка ZrO2 в дозаторе для прессовки таблетки с оксидом циркония пористостью 30%.
1. Теоретическая плотность прессовки, с учетом металлических примесей (< 0,5%), составляет

2. Плотность таблетки модификатора при заданной пористости, ПZrO2=30%, составляет:

3. Масса таблетки модификатора при пористости П ZrO2=30% составит:

4. Перед прессованием в шихтовую смесь в качестве пластификатора добавляем технический спирт ректификат  расчета 12% от весового состава шихтовой массы NiZrO2. Массовая доля технического спирта определена опытным путем с учетом выпаривания спиртового состава из шихтовой смеси при смешивании, транспортировки, хранения и времени технологического цикла получения брикетов: сборки пресс-формы, дозирования шихты и прессования брикетов.
расчета 12% от весового состава шихтовой массы NiZrO2. Массовая доля технического спирта определена опытным путем с учетом выпаривания спиртового состава из шихтовой смеси при смешивании, транспортировки, хранения и времени технологического цикла получения брикетов: сборки пресс-формы, дозирования шихты и прессования брикетов.
Таким образом, масса одной таблетки модификатора в шихтовой пульпе составит:

5. Объем контейнера составляет

6. Одним из основных технологических параметров прессования является насыпная плотность - масса единицы объема порошка при свободном заполнении объема. Насыпная плотность шихтовой пульпы определялась экспериментально для дисперсносных порошков 50÷400 нм, и составила порядка:

С учетом уравнений (5) и (6) определяем массу шихтовой пульпы, вмещаемой в контейнер загрузочного устройства:

Объем дозы модификатора насыпной плотности в матрице ротора-дозатора, определяем из уравнения (8) с использованием (3) и (6):

С учетом уравнений (5) и (8) определяется количество доз, содержащихся в контейнере загрузочного устройства дозатора:

Таким образом, в дозаторе контейнера объемом 40 см может содержаться смесь порошков для прессовки 39 таблеток.
Весовое соотношение ZrO2 в расплаве ВНЛ-6 устанавливается опытным экспериментальным путем (таблица 8, 9).
Этап №3. Реализуют технологию плавки:
- проводят плавку ВНЛ-6 согласно технологической инструкции;
- вводят в расплав 11 шаров, различной плотности согласно таблицы 9;
- заливают форму;
- охладают отливку;
- проводят термообработку отливки.
При контакте расплава с шарами, последние погружаются в расплав до уровня, соответствующего отношению плотности таблетки к удельному весу расплава, при этом шары по мере погружения расплавляются и освобождают наноразмерный ZrO2.
Шары загружают наноразмерный двуокись циркония в расплав металла как можно глубже, желательно на дно литейной формы. По мере погружения шары растворяются в расплаве ВНЛ-6 и НП, освобождается от никеля и стремятся подняться наверх расплава. Скорость растворения спрессованного шара в расплаве регулируется его плотностью.
Отливки образцы-свидетели ВНЛ-6 прошли термическую обработку по режиму: закалка 1130°С (выдержка 5 час), обработка холодом (-60°С)/ 4 час + 1050°С/ 2 часа + (-60°С)/ 4 час + 490°С/ 1,5 час по технологической инструкции.
Механические свойства образцов из деталей и образцов-свидетелей из сталей и ВНЛ-6 с модифицированием и без модифицирования приведены в таблицах 10 и 11.
Методами рентгеноструктурного и рентгенофазового анализа изучены структура и фазовый состав образцов-свидетелей, модифицированных ZrO2.
Введение модификатора ZrO2 в сплав ВНЛ-6 приводит к увеличению прочностных характеристик на 10 … 15% относительного удлинения на 50%, ударной вязкости на 350 … 400%. При испытаниях при 550°С прочность возрастает на 14%), относительное удлинение на 35 … 40%, относительное сужение на 40 … 50%, ударная вязкость возрастает на 70%.
ПРИМЕР №3
Получение блока образцов-свидетелей и двух отливок детали «Вилка» из стали ВНЛ-1. Каждая отливка с образцами-свидетелями массой 10 кг., общая масса блока с образцами-свидетелями20 кг. модифицированных НП -Tix(CyNz).
По предложенной классификации Tix(CyNz) можно отнести ко второй группе (таблица 2), так как его удельный вес меньше удельного веса основного расплава ВНЛ-1 (таблица 3).
Модифицирование отливок производится двумя способами на стадии разлива металла по формам:
3.1. Вариант №1
Наноразмерный Tix(CyNz) укладывают на дно литейной формы перед заливкой в нее жидкого металла (фиг. 4).
Краткая последовательность технологических операций:
а) прессуют брикет химического состава 90% Ni+10% Tix(CyNz), состоящий из порошковой смеси ультрадисперсного никеля (НПЭ) с размером частиц от 1 до 5 мкм и НП (Tix(CyN2)) с размером частиц от 1 до 100 нм в виде в таблетки диаметром 10 мм, высотой 5 мм.
Таблетки прессуют минимальной плотностью (ρmin), затем таблетки прессуют максимальной плотностью (ρmах) с шагом 5% пористости.
Весовое соотношение Tix(CyNz) в расплаве ВНЛ-1 устанавливается опытным экспериментальным путем.
С учетом заданного соотношения (3), на 10 кг. отливки ВНЛ-1 приходится 3 г. НП - Tix (CyNz) (таблица 12);
б) укладывают на дно тигиля 12 таблеток (таблица 12, вариант №1) в шахматном порядке, с возрастающей плотностью от центра к периферии, фиг. 1
в) проводят плавку ВНЛ-1 согласно технологической инструкции;
г) заливают жидкий металл в форму;
д) отливки термообрабатывают.
При контакте расплава ВНЛ-1 с таблетками, последние, нагреваясь растворяются и наномодификаторы Tix(СyNz). Скорость растворения спрессованного шара в расплаве регулируется его плотностью.
3.2. Вариант №2
Наноразмерный Tix (CyNz) вводят в струю металла во время слива расплава из печи в литейную форму.
Краткая последовательность технологических операций:
а) прессуют брикет химического состава 90% Ni+10% Tix(CyNz), состоящий из порошковой смеси ультрадисперсного никеля (НПЭ) с размером частиц от 1 до 5 мкм и НП (Tix (СyNz)) с размером частиц от 1 до 100 нм в виде в таблетки диаметром 10 мм, высотой 5 мм.
Таблетки прессуют одной плотностью (ρср).
Весовое соотношение Tix (CyNz) в расплаве ВНЛ-1 устанавливается опытным экспериментальным путем.
С учетом заданного соотношения на 10 кг. отливки ВНЛ-1, приходится 3 г. НП- Tix (CyNz) (таблица 13);
б) проводят плавку ВНЛ-1 согласно технологической инструкции;
в) заливают жидкий металл в форму и одновременно вводят таблетки в струю металла, заранее расчетной пористости, например 15 таблеток пористостью 40% (или 13 таблеток пористостью 30%), не исключается размещение таблеток различной пористости, количеством, исходя из заданного весового содержания (0,03%).
Наноразмерный Tix (CyNz) закрепляется в механизме ввода лигатуры и подается под струю металла с заранее установленной скоростью.
Получение блока образцов-свидетелей и двух отливок детали «Вилка» из стали ВНЛ-1 составом модификаторов: 90% Ni+10% Tix (CyNz).
Наноразмерный Tix (CyNz), по предлагаемой классификации, можно отнести ко второй группе (таблица 2), так как его в удельный вес меньше удельного веса основного расплава ВНЛ-1 (таблица 3).
Отливки образцы-свидетели ВНЛ-1 прошли термическую обработку по режиму: закалка 1130°С (выдержка 5 час), обработка холодом (-60°С)/ 4 час + 1050°С/ 2 часа + (-60°С)/ 4 час + 330°С/ 3 час по технологической инструкции.
Механические свойства образцов из деталей и образцов-свидетелей из сталей ВНЛ-1 с модифицированием и без модифицирования приведены в таблицах 14 и 15.
Методами рентгеноструктурного и рентгенофазового анализа изучены структура и фазовый состав образцов-свидетелей, модифицированных Tix(CyNz).
Как видно из представленных в таблицах 14 и 15 данных, введение модификаторов TixCyNz в расплав ВНЛ-1 приводит к увеличению прочностных свойств сплава: предел прочности и текучести увеличивается незначительно на 2 … 4%, однако, относительное удлинение возрастает на 40% при испытаниях при комнатной температуре и на 18,2% при температуре испытаний 550°С. Значения ударной вязкости возрастают на 300% при комнатной температуре испытаний.
На основании выше изложенного разработаны методики построения технологий модифицирования высоколегированных сталей и жаропрочных сплавов для создания условий равномерного распределения порошков наноразмерных тугоплавких химических соединений в расплаве.
Фигура 5, график плотности сплава ВНЛ-1 от температуры разогрева, совместно с таблицей 3 наглядно иллюстрируют суть предложенного технического решения. Очевидно, что в расплаве, в котором плотность составляет порядка 6,8 г/см3 брикеты, имеющие более высокую плотность, пористостью от 5 до 15% (таблица 12, 13) будут стремиться опуститься на дно тигля и располагаться в нижних слоях расплава, а брикеты меньшей плотностью, пористостью от 20 до 35% располагаться на верхних слоях расплава









| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2323991C1 |
| Способ получения электродов из сплавов на основе алюминида никеля | 2015 |
|
RU2607857C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2454466C1 |
| Способ получения электродов из сплавов на основе алюминида титана | 2016 |
|
RU2630157C2 |
| НАНОМОДИФИКАТОР СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2482082C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СПЛАВА АЛЮМИНИЙ-МАГНИЙ С СОДЕРЖАНИЕМ НАНОДИСПЕРСНОГО ОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2499849C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2492261C1 |
| Способ модифицирования жаропрочных никельхромовых сплавов | 2021 |
|
RU2762442C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2457270C1 |
| Способ получения электродов из сплавов на основе алюминида никеля | 2017 |
|
RU2644702C1 |




Изобретение относится к металлургии и литейному производству и может быть использовано в машиностроении, автомобиле- и тракторостроении при производстве отливок повышенного качества из высоколегированных сталей и жаропрочных сплавов. Смесь наноразмерных порошковых модификаторов предварительно компактируют в группы брикетов с различной плотностью и различной пористостью, при этом первую группу брикетов прессуют с плотностью больше удельного веса жидкой составляющей расплава, соответствующей температуре окончания его кристаллизации - солидуса, вторую группу - с плотностью меньше удельного веса жидкой составляющей расплава, соответствующей температуре начала кристаллизации - ликвидуса, а промежуточные между ними группы брикетов прессуют с пористостью, изменяющейся в каждой группе с шагом от 5 до 10%, после чего в расплав водят расчетное количество брикетов упомянутых групп, для равномерного распределения наноразмерных порошковых модификаторов. Изобретение повышает эксплуатационные характеристики отливок за счет использования дифференцированных по плотности брикетов с наночастицами модификаторов, что приводит к созданию мелкодисперсной структуры материала отливки. 5 ил., 15 табл., 3 пр.
Способ модифицирования жаропрочных никелевых сплавов и высоколегированных сталей, включающий получение расплава металла в тигле и введение в расплав смеси наноразмерных порошковых модификаторов в виде компактированных брикетов, отличающийся тем, что смесь наноразмерных порошковых модификаторов предварительно компактируют в группы брикетов с различной плотностью и различной пористостью, при этом первую группу брикетов прессуют с плотностью больше удельного веса жидкой составляющей расплава, соответствующей температуре окончания его кристаллизации - солидуса, вторую группу - с плотностью меньше удельного веса жидкой составляющей расплава, соответствующей температуре начала кристаллизации - ликвидуса, а промежуточные между ними группы брикетов прессуют с пористостью, изменяющейся в каждой группе с шагом от 5 до 10%, после чего в расплав водят расчетное количество брикетов упомянутых групп, для равномерного распределения наноразмерных порошковых модификаторов.
| СПОСОБ МОДИФИЦИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2454466C1 |
| НАНОМОДИФИКАТОР НОВОГО ПОКОЛЕНИЯ (НМНП) | 2011 |
|
RU2468110C2 |
| Аппарат для счета газет | 1929 |
|
SU30868A1 |
| CN 101638712 А, 03.02.2010 | |||
| Датчик измерения скорости детонации | 2023 |
|
RU2823913C1 |

