Предпосылки создания изобретения
[1] 1. Область техники
[2] Изобретение относится к противодействию контрафакции средствами печати, а конкретнее оно относится к способу противодействия контрафакции использующему край печатной краски (а именно использующему край печатной краски) и подключенной к сети системе для проверки наличия факта контрафакции по краю печатной краски. Способ выявления контрафакции и система для подтверждения этого факта основаны на том, что на краях печатной краски и/или логотипах создаются случайные микродеформации, для того, чтобы сформировать случайные характерные особенности на краях печатной краски такие, как уникальные пилообразные края, которые трудно скопировать.
[3] 2. Описание уровня техники
[4] В промышленности средств противодействия, контрафакции три международно признанных критерия оценки технологии противодействия контрафакции включают: 1. Сложность осуществления контрафакции, 2. Простота выявления, 3. Долгосрочная эффективность. В течение сотен лет тысячи людей, занятых в технологиях противодействия контрафакции исследовали, разрабатывали, создавали и продвигали многочисленные технические продукты для противодействия контрафакции, основанные на этих трех критериях. Эти три критерия, а именно сложность контрафакции, простота выявления и долгосрочная эффективность стали международно согласованными критериями для проверки качества технического продукта, предназначенного для противодействия контрафакции в промышленности средств противодействия контрафакции.
[5] В китайской полезной модели CN 202563817 U предложена "противодействующая контрафакции этикетка с динамически окрашенным кодом", в которой от 10 до 21 препятствующих контрафакции десятичных арабских цифр были разработаны в виде цветных символов, которые изменяются случайным образом для того, чтобы увеличить сложность при копировании и подделке. Сделать вывод о том, что этикетка является подлинной можно только тогда, когда во время поиска и проверки данные, которые являются идентичными, и цвет каждого символа будет совпадать с цветами соответствующих символов, которые были записаны и зарегистрированы в базе данных подключенной к сети системы проверки наличия факта контрафакции.
[6] В китайской полезной модели CN 2476070 Y предложена "противодействующая контрафакции этикетка с графическим паролем", в ней препятствующая контрафакции этикетка была напечатана с некоторыми случайными узорами для увеличения сложности при копировании и подделке. Сделать вывод о том, что этикетка является подлинной можно только в случае, когда во время поиска и проверки данные окажутся идентичными и каждый рисунок будет совместим с соответствующим отличительным рисунком, который записан и зарегистрирован в базе данных подключенной к сети системы проверки наличия факта контрафакции.
[7] Издание "China Youth News" посвятило целую страницу статье "National Code Anti-Counterfeiting Promotion Action Ended Silently" ("Акция по поддержке мер противодействия контрафакции с использованием национального кода тихо закончилась") в Экономическом выпуске от 4 июня 2009 г. В статье указаны четыре главные лазейки, возникающие при противодействии контрафакции с помощью кода, из которых третья представляет собой подделку партий посредством фальсифицированных кодов: "пароли можно получить различными способами, например, возможно, что занимающиеся подделкой группы меняют деньги на коды у рабочих компании, или они нанимают талантливых хакеров, которые взламывают базу данных подключенной к сети системы проверки наличия факта контрафакции и копируют большой объем данных, используемых для противодействия контрафакции, (информацию об используемых для противодействия контрафакции характерных признаков), для того, изготовить большое количество контрафактной продукции. Здесь следует подчеркнуть, что абсолютная защита базы данных в подключенной к сети для проверки наличия факта контрафакции, является предварительным условием цифрового противодействия контрафакции, и как только начнутся утечки данных, разработка системы для противодействия контрафакции окончится полной неудачей. Известно, что защита данных в Интернете становится все более важной проблемой. Халатность управляющего звена компании, сканирование паролей с использованием высокотехнологичных инструментов для преодоления защиты и т.п. также могут быть возможными способами получения кодов". В заключение, третья лазейка в существующей технологии кодирования с целью противодействия контрафакции становится доступной для лиц, совершающих кражу с использованием своего служебного положения. Как только кто-либо у персонала компании скопирует информацию об используемых для противодействия контрафакции характерных признаках, которая записана в базе данных, и продаст скопированную информацию контрафакторам, те смогут изготовить партию контрафактной продукции и успешно пройти проверку на контрафакцию.
[8] Короче говоря, существующие цифровые технологии противодействия контрафакции имеют общую лазейку, состоящую в невозможности противодействовать лицам, совершающим кражу с использованием своего служебного положения. Причина состоит в том, что информация об используемых для противодействия контрафакции характерных признаков таких, как случайные цифровые коды, характерные цвета символов и случайные рисунки на существующих кодовых препятствующих контрафакции этикетках получаются путем печати на компьютере документов с информацией об использовании для противодействия контрафакции характерных признаках, с последующей печатью и выдачей характеристик распределения печатной краски при предварительном использовании цифрового принтера. В этом случае служащие компании или Интернет-хакеры смогут распечатать и выдать такие же характеристики распределения печатной краски, скопировав и украв информацию о подлинных используемых для противодействия контрафакции характерных признаках таких, как случайные цифровые коды, характерные цвета, символы и случайные рисунки.
[9] Другими словами, все используемые для противодействия контрафакции характерные признаки существующих кодовых противоконтрафактных этикеток берутся из информации о ранее разработанных оригинальных признаках, использующихся для противодействия контрафакции, печатаются и выдают результаты об информации об оригинальных препятствующих контрафакции характерных признаках, и могут копироваться и подделываться, пока информация об оригинальных препятствующих контрафакции характерных признаках будет похищаться и копироваться. Однако, для того, чтобы напечатать и произвести, а также для того, чтобы осуществить поиск и проверку отсутствия контрафакции, информация об оригинальных препятствующих контрафакции характерных признаках, относящаяся к таким признакам, как случайные цифровые коды, цвета символов и случайные рисунки, неминуемо будет обрабатываться соответствующими сотрудниками и полностью помещена на хранение в базу данных подключенной к сети системы проверки наличия факта контрафакции. Таким образом, сотрудники компании или хакеры несомненно получают возможность скопировать и похитить информацию об оригинальных препятствующих контрафакции отличительных признаках. Следовательно, существующие технологии противодействия контрафакции, основанные на кодировании, несомненно имеют третью лазейку - "невозможность противодействия лицам, совершающим кражу с использованием своего служебного положения».
Краткое изложение сущности изобретения
[10] Техническая проблема, которую должны решить варианты выполнения данного изобретения, состоит в создании способа противодействия контрафакции с использованием края печатной краски, а также подключенной к сети системы проверки наличия факта контрафакции с использованием края печатной краски, способных преодолеть недостаток существующих технологий противодействия контрафакции, которые позволяют ворам изготавливать контрафактную продукцию путем хищения информации о препятствующих контрафакции отличительных признаках, а также легко и просто ставить заслон в лазейке "невозможности противодействовать лицам, совершающим кражу с использованием своего служебного положения" в существующих технологиях противодействия контрафакции.
[11] Для того, чтобы решить указанные выше проблемы, в изобретении предлагается способ противодействия контрафакции, основанной на использовании края печатной краски, включающий следующие шаги:
[12] (а) печать предназначенного для противодействия контрафакции участка, имеющего созданный случайным образом пилообразный край (6) на используемом для печати материале (2), который необходимо защитить от подделки, при этом предназначенный для противодействия контрафакции участок включает установленный заранее код (4) и/или логотип (5);
[13] (b) ограничение размеров нескольких отдельных зубчиков (не требуется ограничивать все отдельные зубчики) на пилообразном крае (6) в пределах определенных заранее установленных границ [таким образом, чтобы край печатной краски (а именно крошечные зубчики, невидимые невооруженным глазом) выглядел неповрежденным, если этот пилообразный край (6) рассматривать невооруженным глазом], фотографирование зубчиков с оптическим увеличением, не меньшим, чем заранее определенное оптическое увеличение, при этом некоторые отдельные зубчики на пилообразном крае (6) на фотоснимке пользователь может видеть невооруженным глазом;
[14] (с) при этом в заранее установленных границах размеров некоторых отдельных зубчиков (не требуется ограничивать все отдельные зубчики) их максимальная высота составляет 0,3 мм (наилучшая ширина W находится в диапазоне 0,03-1 мм), а минимальная высота составляет 0,03 мм (наилучшая ширина W находится в диапазоне 0,03-1 мм);
[15] (d) фотографирование зубчиков с оптическим увеличением, не меньшим, чем заранее заданное оптическое увеличение, получение (путем фотографирования) информации о характерных признаках зубчиков на пилообразном крае (6), сохранение файла с полученной информацией о характерных признаках зубчиков в базе данных подключенной к сети системы проверки наличия факта контрафакции с использованием края печатной краски так, чтобы она соответствовала каким-то образом информации о коде (4); или сохранение созданного электронного файла (13), содержащего уникальный пилообразный край (6) и/или метку, в качестве информации о характерных особенностях зубчиков в базе данных подключенной к сети системы проверки наличия факта контрафакции с использованием края печатной краски;
[16] (е) получение информации о подлежащем проверке коде (4) и/или информации о подлежащих выявлению характерных особенностях зубчиков на надлежащем проверке материале (2), используемого для печати, которая пересылается от имеющего камеру телефона пользователя, сравнение информации о подлежащих выявлению характерных признаках зубчиков с соответствующей информацией файла с характерными признаками зубчиков и сличение информации о подлежащих выявлению характерных особенностей зубчиков на терминале сервера базы данных или терминале имеющего камеру телефона, и отображение информации с заключением о сличении (в отношении подлинности используемого для печати материала (2)) на экране имеющего камеру телефона;
[17] или вхождение на сайт базы данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски посредством компьютера, который имеет доступ в Интернет, введение кода (4), просмотр информации (а именно извлечение) и отыскание соответствующего фотоснимка (8) характерных особенностей зубчиков, увеличение этого изображения и выявление при рассматривании, соответствуют ли характерные особенности зубчиков в найденном изображении (8) характерных признаков зубчиков (увеличивая и рассматривая особенности с использованием снабженного камерой телефона или лупы или другого увеличителя), а затем проверка подлинности используемого для печати материала (2), (а именно самостоятельный, визуальный контроль для сличения и вынесения суждения).
[18] В изобретении также предлагается подключенная к сети система проверки наличия факта контрафакции, основанная на использовании края печатной краски и включающая:
[19] базу данных, при этом в базе данных хранится файл с информацией о характерных особенностях зубчиков на используемом для печати материале (2) и файл связи между файлом с информацией о характерных особенностях зубчиков и информацией о коде (4); печать на использованном для печати материале (2) выполняется с включением участка, предназначенного для противодействия контрафакции, с образованным случайным образом пилообразным краем (6); участок предназначенный для противодействия контрафакции, включает заранее определенный код (4) и/или логотип (5); при этом некоторые отдельные зубчики на пилообразном крае (6) находятся в пределах заранее установленного диапазона размеров, и после фотографирования с оптическим увеличением, не меньшим, чем предварительно заданное увеличение, пользователи могут их рассматривать на фотографии невооруженным глазом; файл с информацией о характерных особенностях зубчиков получается путем фотографирования участка, предназначенного для противодействия контрафакции с оптическим увеличением, не меньшим, чем предварительно заданное увеличение, при этом некоторые отдельные зубчики находятся в пределах заранее заданного диапазона размеров, в котором максимальная высота не превышает 0,3 мм, а ширина предпочтительно не превышает 1 мм, минимальная высота составляет не менее 0,03 мм, а ширина - предпочтительно не менее 1 мм;
[20] устройство для связи, предназначенное для приема информации о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2) и/или файла с информацией о характерных особенностях зубчиков, который пересылается из снабженного камерой телефона пользователя;
[21] выполняющий проверку процессор, предназначенный для поиска файла с информацией о характерных особенностях зубчиков, который связан с информацией о подлежащем проверке коде (4), в базе данных в соответствии с информацией о подлежащем проверке коде (4) и выполнения проверки наличия факта контрафакции по предназначенному для противодействия контрафакции участку используемого для печати материала (2) в соответствии с найденным файлом с информацией о характерных особенностях зубчиков.
[22] По сравнению с известными техническими решениями, изобретение имеет по крайней мере следующие положительные эффекты:
[23] 1) Огромные сложности при копировании: каждый отдельный пилообразный край (6) кода (4) и/или логотипа (5) представляет собой уникальную характерную особенность края печатной краски, сформированного после того, как печатная краска (3) нанесена на используемый для печати материал (2), а затем созданы случайным образом микроповреждения. Путем исследования изобретатель обнаружил, что когда код (4) и/или логотип (5), напечатанные посредством различных способов печати, например, краскоструйной печати, рассматривались при помощи лупы, край печатной краски оказывался не гладким и прямым, но всегда в результате диффузии печатной краски и подобных явлений образовывалось несколько зубчиков неправильной формы. Другими словами, каждый отдельный пилообразный край (6) образуется в результате пропуска или диффузии или деформации или соскабливания печатной краски, и каждый отдельный пилообразный край (6) не существует на печатной форме (включая напечатанные материалы) и является уникальной отличительной особенностью края печатной краски, которая появляется только после печати. Даже если лицо, замышляющее кражу с использованием своего служебного положения, скопирует подлинный код, предназначенный для противодействия контрафакции, скопирует информацию о предназначенных для противодействия контрафакции характерных особенностях, и даже скопирует выполненные с высоким разрешением изображения отдельного пилообразного края (6), края печатной краски в кодах (4) и/или в логотипах (5), напечатанных на контрафактных изделиях, создают случайным образом микродеформации, которые отличаются от информации о предназначенных для противодействия контрафакции характерных особенностях, хранящейся в базе данных.
[24] Изобретатель провел следующие эксперименты: самая простая цифра "1" была напечатана 100 раз на непроклеенной бумаге для накладных (бумаге с чрезвычайно высокой диффузией) с использованием струйного принтера и краски на водной основе, шрифта №3 и гарнитуры Song. Затем снабженный камерой телефон использовался в качестве лупы для того, чтобы рассмотреть цифру "1", и было обнаружено что края печатной краски на всех ста экземплярах цифры " 1" отличались друг от друга крошечными зубчиками. Другими словами, согласно результатам наблюдений, полученных с использованием в качестве лупы мобильного телефона, было невозможно повторить цифру "1" так, чтобы крошечные зубчики были полностью идентичны. Таким образом, в основе изобретения для противодействия контрафакции лежит использование увеличенных изображений, образованных случайным образом отдельных пилообразных краев (6). Образованный случайным образом уникальный пилообразный край (6) имеет отличительные особенности, которые сложно повторить и подделать. Следовательно, в изобретении используется более простой и легкий способ поставить заслон в лазейке в защите от контрафакции "в уязвимости со стороны лиц, использующих свое служебное положение для совершения кражи", которая присутствует в существующих цифровых технологиях, использующихся при противодействии контрафакции. Этот положительный эффект полностью удовлетворяет первому критерию, а именно - сложности подделки, из трех критериев для оценки противодействия контрафакции.
[25] 2) Простота выявления: любое программное обеспечение для сканирования QR - кода такое, как We Chat Scan, QQ Scan, Wochacha Scan, Baidu Scan, Taobao Scan и т.д. в существующих снабженных камерами телефонах может загрузить изображения (8) характерных особенностей зубчиков на коде (4) и/или логотипе (5). Пользователи могут воспользоваться функцией лупы в снабженном камерой телефоне для того, чтобы сличить микроскопические зубчики края печатной краски на используемом для печати материале (2) и проверить подлинность используемого для печати материала (2). Этот положительный эффект полностью удовлетворяет второму критерию из трех критериев оценки противодействия контрафакции, а именно легкости идентификации.
[26] 3) После загрузки специального справочного приложения о противодействии контрафакции, разработанного с использованием этого изобретения, пользователи могут воспользоваться снабженными камерой телефонами для того, чтобы отсканировать код (4) и/или логотип (5) и в автоматическом режиме проверить, является ли пилообразный край (6) совместимым, что облегчает проверку подлинности.
[27] 4) Очень простое осуществление: например, если существующие коды (4) лекарств, предназначенные для текущего контроля с помощью электронных устройств, напечатаны с использованием предназначенной для противодействия контрафакции технологии, предложенной в этом изобретении, то для проверки качества лекарств с помощью контрольно-измерительного прибора необходимо иметь только увеличенные (с высокой четкостью) изображения кодов (4), предназначенных для мониторирования с помощью электронных устройств, и их уникальных пилообразных краев (6) и сохранять эти изображения в базе данных подключенной к сети системы наличия факта контрафакции по краю печатной краски. Другими словами, без увеличения вложений в оборудование и затрат, дополнительных процедур и снижения качества печати кода (4) и/или логотипа (5), данное изобретение наделяет такие средства, как коды (4), предназначенные для мониторирования лекарств с помощью электронных устройств, функцией противодействия контрафакции и ставит заслон в лазейке "уязвимости со стороны лиц, использующих свое служебное положение для совершения кражи", присутствующей в существующих технологиях противодействия контрафакции таких, как коды.
[28] 5) Простота увеличения и идентификации, высокая степень применимости: пользователи могут использовать такую функцию мобильного телефона, как фотокамера, для того, чтобы сделать фотоснимок кода (4) и/или логотипа (5) на куске используемого для печати материала (2) в режиме микрорасстояния, затем увеличить фотоснимок, визуально проверить совпадает ли уникальный пилообразный край (6) с извлеченным (при просмотре информации) изображением (8) характерных особенностей зубчиков для того, чтобы проверить подлинность используемого для печати материала (2) не используя при этом специальной лупы. Другими словами, согласно изобретению, лупа, при помощи которой уникальный пилообразный край (6) можно хорошо рассмотреть, имеется в существующих снабженных камерами телефонах, и пользователям не нужно покупать специальную лупу. Другими словами, пользователи легко могут выполнить проверку наличия факта контрафакции, пользуясь результатом изобретения, и технология изобретения является очень практичной.
[29] 6) Уровень изобретательского творчества данного изобретения проявляется в особенности при выборе технических параметров-размеров одного зубчика: 0,3 мм (высота Н) × 0,3 мм (ширина W)≥S≥0,03 мм (высота Н) × 0,3 мм (ширина W). Зубчик с такими размерами S является объектом минимального размера, с которым современные мобильные телефоны массового производства (с разрешающей способностью объекта не менее 8 миллионов пикселей) могут оперировать. Это размер был выбран как стандарт зубчика для уникального пилообразного края (6) для удовлетворения неотложных потребностей пользователей проверить, является ли данный продукт подлинным. Другими словами, выбранный размер, 0,3 мм (Н)≥S≥0,03 мм (Н) одного зубчика является техническим условием, благодаря которому пользователи могут использовать свои снабженные камерами телефоны для проверки подлинности продукта. С другой стороны, если размер S одного зубчика будет меньше, чем 0,03 мм (Н), пользователю будет трудно проверить подлинность продукта, используя снабженный камерой телефон, поэтому будет невозможно достичь цели изображения. Изображение отвечает запросам пользователей убедиться в подлинности продукта, поэтому это изобретение относится к общедоступному, а не экспертному способу противодействия контрафакции.
[30] 7) Долговременная эффективность: в заключении в данном изобретении предлагается долговременная эффективная технология противодействия контрафакции, поскольку каждый отдельный пилообразный край (6) очень трудно и едва ли возможно повторить и легко идентифицировать. Этот положительный эффект полностью соответствует третьему критерию из трех критериев оценки противодействия контрафакции, а именно долговременной эффективности.
Краткое описание нескольких видов на чертежах
[31] Фиг. 1 - частично увеличенное схематическое изображение предназначенного для мониторирования с помощью электронных устройств кода лекарственного препарата в одном из вариантов выполнения изобретения.
[32] Фиг. 2 - вид структуры поперечного сечения по линии А-В на Фиг. 1.
[33] Фиг. 3 - схематическое изображение существующего предназначенного для мониторирования с помощью электронных устройств кода лекарственного препарата (без пилообразного края).
[34] Фиг. 4 - схематическое изображение последовательности технологических операций нанесения кода или логотипа (с пилообразным краем и переводным слоем) в одном варианте выполнения изобретения.
[35] Фиг. 5 - схематическое изображение последовательности технологических операций при нанесении кода или логотипа (с пилообразным краем) в одном варианте изобретения.
[36] Фиг. 6 - схематическое изображение QR-кода (с пилообразным краем) в одном из вариантов выполнения изобретения.
[37] Фиг. 7 - схематическое изображение другого QR-кода (частично с пилообразным краем) в одном из вариантов выполнения изобретения.
[38] Фиг. 8 - схематическое изображение другого кода для мониторирования с помощью электронный устройств (частично с пилообразным краем) в одном из вариантов выполнения изобретения.
[39] Фиг. 9 - увеличенное схематическое изображение пилообразного края с постепенно изменяющимся цветом и нечетким контуром в одном из вариантов выполнения изобретения.
[40] Фиг. 10 - увеличенное схематическое изображение пилообразного края с переводным слоем и четким контуром в одном из вариантов выполнения изобретения.
[41] Фиг. 11 - схематическое изображение QR-кода и его корректировки в одном из вариантов выполнения изобретения.
[42] Фиг. 12 - схематическое изображение другого QR-кода и его корректировки в одном из вариантов выполнения изобретения.
[43] Фиг. 13 - схематическое изображение QR-кода и его символов в одном из вариантов выполнения изобретения.
[44] Фиг. 14 - схематическое изображение QR-кода, напечатанного на неровной поверхности в одном из вариантов выполнения изобретения.
[45] Фиг. 15 - схематическое изображение электронного файла с кодом и логотипом с заранее определенным пилообразным краем в одном из вариантов выполнения изобретения.
[46] Фиг. 16 - схематическое изображение имитирующего фотоснимка, полученного после того, как в электронный файл Фиг. 15 были добавлены создающие помехи полосы.
[47] Фиг. 17 - схематическое изображение неровной предназначенной для печати упаковки для лекарственного аппарата в виде поверхности блистера из пластика и алюминия в одном из вариантов выполнения изобретения.
[48] Фиг. 18 - схематическое изображение экрана мобильного телефона на котором отражено вызванное пользователем при помощи своего мобильного телефона из базы данных занесенное в нее изображение пилообразного края (сверху) и подлежащий распознаванию фотоснимок пилообразного края (снизу), сделанный пользователем при помощи своего мобильного телефона.
[49] Фиг. 19 - схематическое изображение напечатанной на упаковочном материале в виде точечной матрицы даты изготовления в одном из вариантов выполнения изобретения.
[50] Фиг. 20 - увеличенное схематическое изображение двух отдельных точек печатной краски, показанных на Фиг. 19 (дата изготовления).
[51] на Фиг. 21 показаны различные схематические изображения пилообразного края, представленные на Фиг. 9
[52] Фиг. 22 - схематическое изображение другого QR-код с дефектами качества такими, как метки в одном из вариантов выполнения изобретения.
[53] Фиг. 23 - схематическое изображение другого QR-кода (с несколькими символами китайского языка в центре) в одном из вариантов выполнения изобретения; и
[54] Фиг. 24 - увеличенное схематическое изображение логотипа с двоичным кодом в одном из вариантов выполнения изобретения.
[55] Описание обозначений на чертежах:
1 - принтер; 2 - материал, используемый для печати; 3 - печатная краска; 4 - код, 5 -логотип; 6 - (уникальный) пилообразный край; 7 - переводной слой; 8 - изображение характерных особенностей зубчиков; 9 - прижимной валик; 10 - пленка для (холодной или горячей) печати; 11 - сильная струя воздуха; 12 - цифровая камера; 13 - электронный файл; 14 - создающая помехи полоса; 15 - имитирующее изображение; 16 - след микроповреждения; 17 - таблетка лекарственного препарата; 18 - предназначенное для распознавания изображение; 19 - лампа для просушивания; 20 - углубление; 21 - точка решетки, или один элемент печатной краски; 22 - белое пятно (дефекты); 23 - код.
Подробное описание изобретения
[56] Для того, чтобы разъяснить технические задачи, которые предстоит решить, техническое решение и преимущество изобретения, изобретение будет далее описано подробно вместе с прилагаемыми чертежами на примере конкретных вариантов выполнения.
[57] В этом варианте выполнения в изобретении предлагается способ противодействия контрафакции с использованием края печатной краски, включающий следующие шаги: во-первых, печать предназначенного для противодействия контрафакции участка с образованным случайным образом пилообразным краем (6) на используемом для печати материале (2), который требуется защитить от подделки, при этом предназначенный для противодействия контрафакции участок включает определенные заранее код (4) и/или логотип (5), и несколько отдельных зубчиков на пилообразном крае (6) находятся в пределах заранее заданного диапазона размеров, и после фотографирования с оптическим увеличением, не меньшим, чем заранее заданное оптическое увеличение, их можно рассмотреть невооруженным глазом;
[58] во-вторых, фотографирование зубчиков с оптическим увеличением, не меньшим чем заранее заданное увеличение, получение информации о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке и информации о коде (4), маркирующем исключительным образом используемый для печати материал (2), создание файла с информацией о характерных особенностях зубчиков и файла связей между информацией о характерных особенностях зубчиков и информацией о коде (4), и помещение этих файлов на хранение в базу данных подключенной к сети системы проверки наличия факта контрафакции;
[59] в-третьих, наличие информации о подлежащем проверке коде (4) и/или информации о подлежащих распознаванию характерных особенностях зубчиков на подлежащем проверке материале (2), используемом для печати, которая пересылается из снабженного камерой телефона пользователя;
[60] в-четвертых, в соответствии с информацией о подлежащем проверке коде (4), поиск в базе данных файла с информацией о характерных особенностях зубчиков, который связан с информацией о подлежащем проверке коде (4), и проверка наличия факта контрафакции на основе информации о подлежащих выявлению характерных особенностях зубчиков в соответствии с найденным файлом с характерными особенностями зубчиков на терминале сервера базы данных, или загрузка найденного файла с информацией о характерных особенностях зубчиков на снабженный камерой телефон и выполнение проверки наличия факта контрафакции на основе информации о подлежащих выявлению характерных особенностях зубчиков в соответствии с найденным файлом с информацией о характерных особенностях зубчиков.
[61] При этом размеры некоторых (а именно части зубчиков, а не всех зубчиков) отдельных зубчиков находятся в заранее определенном диапазоне, в котором максимальная высота не превышает 0,3 мм, и лучше чтобы ширина не превышала 1 мм, минимальная высота была не менее 0,03 мм, а ширина желательно не превышала 1 мм.
[62] в этом варианте выполнения терминал пользователя может быть соединен через сети с базой данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски для проверки подлинности. Например, для того, чтобы выполнить проверку подлинности терминал пользователя может быть соединен с базой данных через какую-либо мобильную сеть (3G/4G/LTE сеть, сеть WLAN) или кабельную сеть (такую как ADSL, локальную сеть и т.п.) и скачивать информацию о подлежащем проверке коде (4) и/или информацию о подлежащих распознаванию характерных особенностях зубчиков, которые фотографируются с оптическим увеличением при помощи терминала (например, снабженного камерой телефона) пользователя.
[63] Из описанных выше примеров видно, что согласно способу противодействия контрафакции с использованием края печатной краски, который представлен этим вариантом выполнения изобретения, зубчики на краях печатной краски на коде и логотипе изделия (5) фотографируются с оптическим увеличением и информация о характерных особенностях сфотографированных зубчиков хранится в базе данных системы проверки наличия факта контрафакции по краю печатной краски как информация об использующихся для противодействия контрафакции характерных особенностях для последующего сравнения и проверки информации о подлежащих распознаванию характерных особенностях зубчиков, которая была получена с помощью снабженного камерой телефона. Преимущество этого варианта выполнения изобретения состоит в простоте и легкости его осуществления, не увеличивает вложений в оборудование, оказывает слабое влияние на процедуры и стоимость существующего процесса печати, может наделить изделия функцией эффективно противодействия контрафакции и может избежать проблемы с "возможностью противодействия лицам, совершающим кражу с использованием своего служебного положения", присущим таким цифровым технологиям противодействия контрафакции, как коды. В то же самое время пользователи могут очень удобно получить информацию о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2) и/или информацию о подлежащих распознаванию характерных особенностях зубчиков, пользуясь широко распространенными телефонами с фотокамерами, поэтому этот способ проверки является очень простым в использовании, легко осуществляемым и отвечает требованиям, представляемым к проверке обычными пользователями.
[64] С учетом обычного зрения пользователей в этом варианте выполнения изобретения размер нескольких отдельных зубчиков находится в пределах заранее заданного диапазона, в котором максимальная высота не превышает 0,3 мм, ширина составляет от 0,3 до 1 мм, минимальная высота не менее 0,03 мм, а ширина составляет от 0,03 до 1 мм. Даже если пилообразный край (6) включат более мелкие невидимые зубчики, это не повлияет на вывод, сделанный при проверке.
[65] В заключении, невидимые зубчики можно исключить из использования в качестве основания при проверке наличия факта контрафакции, а более крупные видимые зубчики могут существовать до тех пор, пока эти более крупные видимые зубчики не влияют на внешний вид и качество.
[66] В вариантах выполнения изобретения участок, предназначенный для противодействия подделке с образованным случайным образом пилообразным краем (6) можно напечатать, используя один из следующих способов печати или комбинацию этих способов, для того, чтобы образовать требуемый уникальный пилообразный край (6).
[67] Способ печати 1, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2), выдавливание, например, путем прокатки прижимным валиком (9), или продувка воздухом или соскабливание невысохшей печатной краски (3), которая образует код (4) и/или логотип (5), в течение временного интервала от окончания печати до начала сушки, используя внешнюю силу для того, чтобы вызвать возникновение случайных диффузий и микродеформации на краю печатной краски на коде (4) и/или логотипе (5) с тем, чтобы создать пилообразный край с уникальными особенностями.
[68] Способ печати 2, включающий следующие шаги: усиление свойства печатной краски (3) равномерно распределяться по поверхности и/или сушка непросохшей печатной краски (3) с запаздыванием (например, сушка с запаздыванием по времени от 0,1 до 10 с) после печати с тем, чтобы увеличить диффузию и амплитуду деформации на краю печатной краски на коде (4) и/или на логотипе (5) и тем самым сформировать уникальный пилообразный край (6).
[69] Здесь запаздывание сушки предполагает удлинение интервала времени от окончания печати до начала сушки насколько возможно (например, путем увеличения насколько возможно расстояния от сопла до сушильной лампы) таким образом, чтобы у печатной краски (3) имелось достаточно времени, чтобы полностью расплыться (просочиться и растечься), создавая тем самым явные микродеформации.
[70] В этом варианте выполнения изобретения способа печати, при котором используется задержка сушки по времени, приводящая к расплыванию и изменению формы непросохшей печатной краски (3), и тем самым к образованию пилообразного края (6) с уникальными особенностями, не соответствует существующему техническому стандарту для процесса струйной печати. Согласно существующему процессу струйной печати, требуется немедленная сушка после выпуска струи чернил для того, чтобы не допустить расплывания и изменения формы у читаемой электронными устройствами печатной краски (3). Поэтому требуется, чтобы расстояние от сопла до сушильной лампы было как можно меньше, а именно, не более 150 мм, согласно существующему техническому стандарту для процесса струйной печати. Проведя исследование, изобретатель установил, что имеющие уникальные особенности пилообразного края (6), с которыми могут работать камеры типичных телефонов, можно образовать только тогда, когда расстояние от сопла до сушильной лампы (19) превышает 170 мм (например, устанавливается расстояние 500 или 800 мм). Или время сушки превышает 0,1 с (например, устанавливается время сушки 1 с, 60 с, 3 часа или 8 часов) в пределах интервала времени от момента нанесения печатной краски (3) до момента полного отверждения печатной краски. Таким образом читаемая электронными устройствами печатная краска может полностью расплыться, просочиться и растечься в процессе медленного высыхания и в результате этого образовать требуемый пилообразный край (6) с уникальными особенностями.
[71] Способ печати 3, включающий следующие шаги: предварительное нанесение покрытия из диффузанта на используемый для печати материал (2) в месте размещения кода (4) и/или логотипа (5), затем печать код (4) и/или логотипа (5) на покрытии из диффузанта, чтобы ускорить расплывание или усадку печатной краски (3) и сформировать пилообразный край (6) с уникальными способностями. В этом случае, когда поверхностное натяжение покрытия из диффузанта больше, чем поверхностное натяжение печатной краски (3), печатная краска (3) проявляет свойство прямой диффузии и, следовательно, диффундирует наружу; когда поверхностное натяжение покрытия их диффузанта меньше, чем поверхностное натяжение печатной краски (3), печатная краска (3) проявляет свойство обратной диффузии и, следовательно, сжимается внутрь.
[72] Способ печати 4, включающий следующие шаги: печать кода (4) и/или логотипа (5) на неровном используемом для печати материале (2), приводящая к образованию случайных микродеформаций на отдельных участках, вызванных особенностями неровностей и неоднородностью адгезии поверхности печатной формы, и к формированию пилообразного края (6) с уникальными особенностями.
[73] В этом случае для печати кода (4) и/или логотипа (5) на используемом для печати материале (2) с неровной лицевой поверхностью с формированием пилообразного края (6) с уникальными особенностями можно использовать принтер (1) с формной пластиной или цифровой принтер (1) для печати с использованием прорезиненной ткани.
[74] Способ печати 5, включающий следующие шаги: струйная печать кода (4) и/или логотипа (5) на используемом для печати материале (2), наложение пленки (10) холодной печати на читаемую электронными устройствами печатную краску (3) (а именно, на воспринимаемый электронными устройствами клей), которая образует код (4) и/или логотип (5) в течение временного интервала между концом печати и началом сушки, и прижатие пленки прижимным валиком (9); сушка кода (4) и/или логотипа (5) и отрыв пленки (10) холодной печати для того, чтобы перенести часть переводного слоя (7) с пленки (10) холодной печати на код (4) и/или логотип (5) таким образом, что код (4) и/или логотип (5) образуют уникальный пилообразный край (6) с четким контуром.
[75] Здесь, кода для печати предназначенного для противодействия контрафакции участка с образованием случайным образом пилообразным краем (6) используется способ печати 1 или способ печати 2, прижимной валик (9) имеет неровную рабочую поверхность для того, чтобы образовать край (6) с более заметными зубчиками.
[76] Способ печати 6, включающий следующие шаги: термопечать кода (4) и/или логотипа (5) на (например, неровном) используемом для печати материале (2) с использованием пленки (10) горячей печати таким образом, что на коде (4) и/или логотипе (5) формируется пилообразный край (6) с уникальными особенностями и четким контуром.
[77] Способ печати 7, включающий следующие шаги: создание электронного файла (13) с пилообразным краем (6) с уникальными особенностями и/или метками [относящимися к коду (4) и/или логотипу (5)], печать электронного файла (13) на используемом для печати материале (2), и печать, таким образом, пилообразного края (6) с уникальными отличиями и/или метки.
[78] При этом достигается следующее: многочисленные отдельные зубчики на пилообразном крае (6) с уникальными отличиями, которые печатаются с использованием способа печати 7, располагаются в определенном порядке и образуют (двоичный) код (23), который несет в себе определенный смысл, например, код изделия для представления защищенного от подделки объекта, штрих-код изделия, код предприятия и т.п.
[79] Здесь, прежде чем электронный файл (13) будет удален, в электронный файл можно добавить создающие помехи полосы, образованные на предназначенном для противодействия контрафакции участке для получения имитирующего изображения (15), предназначенного для противодействия контрафакции участка, при этом имитирующее изображение представляет собой изображение (8) характерных особенностей зубчиков.
[80] Способ печати 8, включающий следующие шаги: когда используемый для печати материал (2) представляет собой упаковочный материал в виде блистера из пластика и алюминия, струйная печать кода (4) на упаковочном материале в виде блистера из пластика и алюминия, горячее прессование и запаивание упаковочного материала в виде блистера из пластика и алюминия таким образом, что логотип (5) повреждается случайным образом, образуя пилообразный край (6) с уникальными особенностями. Здесь, когда используемый для печати материал (2) представляет собой упаковочный материал такой, как упаковочный материал в виде блистера из пластика и алюминия, информация о препятствующих подделке характерных особенностях представляет собой информацию о следах (16) микроповреждений на коде (4) и/или на логотипе (5), нанесенных на упаковочный материал в виде блистера из пластика и алюминия.
[81] Способ печати 9, включающий следующие шаги: нанесение печатной краски при помощи струйного принтера (1) одного или более, чем одного, элемента (21) на используемый для печати материал (2), при этом элементы печатной краски разбрызгиваются и деформируются и элементы (21) печатной краски располагаются в определенном порядке, образуя код (4) и тем самым формируя пилообразный край (6) с уникальными особенностями.
[82] В описанном выше способе печати, когда печатается участок, предназначенный для противодействия контрафакции и имеющий образованный случайным образом пилообразный край (6), читаемая электронными устройствами печатная краска (3), в которую добавлен матирующий агент, используется далее в струйном принтере для печати кода (4) и/или логотипа (5) на используемом для печати материале (2), или далее на переводной слой (7) на коде (4) и/или на логотипе (5) накладывается прозрачный матирующий защитный слой.
[83] Способ печати 10, включающий следующие шаги: сушка непросохшей печатной краски (3) с задержкой по времени 0,01-10 с (а именно, сушка и отверждение печатной краски после ожидания 0,01-10 с) после печати для увеличения растекания и амплитуды деформации края печатной краски на коде (4) и/или логотипе (5) с тем, чтобы сформировать пилообразный край (6) с уникальными особенностями.
[84] Способ печати 11, включающий следующие шаги: добавление в печатную краску (3) 0,5-5% замедлителя с тем, чтобы увеличить растекание и амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и тем самым сформировать пилообразный край (6) с уникальными особенностями. Замедлитель представляет собой химический продукт, который может ограничивать и замедлять сушку печатной краски. Этот химический продукт может не допустить высыхания печатной краски на печатной форме и/или на валике и уменьшить такие дефекты печати, как забивание и загрязнение пробелов печатной формы.
[85] Способ печати 12, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемый для печати материале (2), наложение пленки на используемый для печати материал (2) и на непросохнувшую печатную краску (3), сперва прокатка пленки, а затем сушка печатной краски с тем, чтобы край печатной краски на коде (4) и/или логотипе (5) образовал пилообразный край (6) с уникальными особенностями вдоль траектории прокатки.
[86] Способ печати 13, включающий следующие шаги: выбор слабо проклеенной бумаги со степенью проклеивания 0,25-0,75 мм или непроклеенной бумаги (такой, как впитывающая бумага) в качестве используемого для печати материала (2), печать кода (4) и/или логотипа (5) на используемом для печати материале (2) для того, чтобы увеличить расплывание и/или амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и сформировать пилообразный край (6) с индивидуальными особенностями. Чертежная бумага и бумага для машинописных работ является слабо проклеенной бумагой со степенью проклеивания 0,25-0,75 мм, в то время как газетная бумага, папиросная бумага, фильтровальная бумага и впитывающая бумага являются непроклеенными видами бумаги без какой-либо степени проклеивания. Описанные выше 13 способов печати всего лишь иллюстрируют способы печати, которые можно использовать в вариантах выполнения этого изобретения, но изобретение не ограничивается описанными выше 13 способами печати.
[87] Из изображения объема памяти базы данных и степени четкости изображения (8) характеристических зубчиков следует что, если оптическое увеличение n (а именно заранее заданное оптическое увеличение), используемое при фотографировании, слишком мало, пользователям очень трудно четко рассмотреть на своем терминале (например, телефоне с фотокамерой) пилообразный край (6) с уникальными особенностями, если увеличение n слишком велико, объем памяти базы данных и трафик данных мобильного телефона будет тратиться напрасно, что приведет к ненужным потерям. Проведя исследование ситуаций с дисплеями обычных терминалов пользователей, изобретатель обнаружил необходимость установить такой стандарт, чтобы некоторый отдельные зубчики размера S, находящегося внутри указанного выше диапазона, можно было четко увидеть на изображении (8) характерных особенностей зубчиков, которое было получено путем фотографирования с оптическим увеличением n (заранее заданным увеличением), загружено посредством телефона с камерой (например, iPhone 5 s) и воспроизведено на дисплее с размером экрана не менее 4 дюймов и разрешением экрана ≥ 1136×640 пикселей. Дальнейшие исследования показали, что при соответствии этому стандарту, после того, как изображение (8) характеристических особенностей зубчиков было получено путем фотографирования с оптическим увеличением n, загружено посредством телефона с камерой и воспроизведено на его дисплее с размером экрана не менее 4 дюймов и разрешение экрана не менее 1136×640 пикселей, волокна целлюлозы используемой для печати материала (2) типа бумаги нельзя увидеть четко, поскольку увеличение n не достаточно велико, поэтому невозможно выполнить проверку подлинности на основании особенностей распределения волокон целлюлозы в бумаге.
[88] После создания базы данных для противодействия контрафакции, в этом варианте выполнения изобретения, изображение (8) характерных особенностей зубчиков, хранящееся в базе данных, предназначенной для противодействия контрафакции, можно использовать для выполнения проверки наличия факта контрафакции. В этом случае описанный выше способ также может включать получение информации о предназначенных для распознавания характерных особенностях зубчиков такой, как информация о подлежащем проверке коде (4) и/или о подлежащем проверке используемом для печати материале (2) или подлежащем распознаванию изображении (18), которое пересылается со снабженного камерой телефона пользователя. Здесь, на подлежащем распознаванию изображении (18) записана подлежащая распознаванию информация о характерных особенностях зубчиков. Подлежащее распознаванию изображение (18) создается путем фотографирования с использованием камеры (например, снабженного камерой телефона) с разрешающей способностью объектива не менее 8 миллионов пикселей с расстояния, меньшего 290 мм до фотографируемого объекта; в соответствии с информацией о подлежащем проверке коде (4), в базе данных, предназначенной для противодействия контрафакции, находятся файлы с информацией о характерных особенностях зубчиков такой, как изображение (8) характерных особенностей зубчиков, связанные с информацией о подлежащем проверке коде (4), и информация о подлежащих распознаванию характерных особенностях зубчиков, такая, как подлежащее распознаванию изображение (18), может быть проверена в соответствии с найденными файлами с информацией о характерных особенностях зубчиков.
[89] В вариантах выполнения изобретения можно использовать один или более, чем один из способов проверки для того, чтобы выполнить проверку наличия факта контрафакции в отношении проверяемого объекта.
[90] Способ проверки 1, включающий следующие шаги: сканирование кода (4) на используемом для печати материале (2) при помощи снабженного камерой телефона, вызов из базы данных изображения (8) характерных особенностей зубчиков, согласно информации о коде (4), при этом это изображение содержится в файле; выбор телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей в качестве лупы, перемещение объектива мобильного телефона в положение на расстоянии менее 290 мм от кода (4) и/или логотипа (5), увеличение уникального пилообразного края (6) на используемом для печати материале (2), визуальное определение, является ли уникальный увеличенный пилообразный край (6) идентичным уникальному пилообразному краю (6) на изображении из файла, затем вынесение суждения о подлинности. Здесь, визуальное определение с использование увеличения может представлять собой случай, когда пилообразный край (6) на используемом для печати материале (2) рассматривается непосредственно с помощью камеры мобильного телефона, или случай, когда пилообразный край (6) на используемом для печати материале (2) фотографируется, а затем пилообразный край (6) на фотоснимке используемого для печати материала (2) увеличивается и рассматривается.
[91] Способ проверки 2, включающий следующие шаги: фотографирование кода (4) и/или логотипа (5) на материале (2) для печати при помощи телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, для получения информации о коде (4) и подлежащем распознаванию изображения (18) уникального пилообразного края (6); затем вызов из базы данных изображения (8) характерных особенностей зубчиков, согласно полученной информации о коде (4), при этом это изображение представляет собой изображение файла; отображение подлежащего распознаванию изображения (18) и изображения файла на экране мобильного телефона; далее визуально определяют невооруженным глазом, является ли уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) идентичным пилообразному краю (6) на изображении из файла, и выносят суждение о подлинности.
[92] Способ проверки 3, включающий следующие шаги: фотографирование кода (4) и/или логотипа (5) на используемом для печати материале (2) при помощи телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, для получения информации о коде (4) и подлежащем распознаванию изображения (18) уникального пилообразного края (6), затем загрузка подлежащего распознаванию изображения (18) в подключенному к сети систему проверки наличия факта контрафакции по краю печатной краски для того, чтобы сличить эти изображения; если код (4) соответствует, то передача обратно на снабженный камерой телефон пользователя информации о заключении о предварительной проверке и окончание сеанса связи проверки; в течение времени, предшествующего окончанию сеанса связи проверки, точный анализ и сличение подлежащего распознаванию изображения (18) и изображения файла, вынесение окончательного суждения о результате проверки при помощи подключенной к сети системы проверки наличия факта контрафакции, ожидание, пока пользователь не откроет сеанс связи и не получит окончательное заключение; и если код (4) не соответствует, то передача обратно на снабженный камерой телефон пользователя заключения о результате проверки, подтверждающего, что данный продукт является контрафактным.
[93] Способ проверки 4: В этом варианте выполнения изобретения дополнительную информацию, подтверждающую наличие факта контрафакции, можно использовать для дополнительного подтверждения наличия факта контрафакции, при этом в частности:
[94] в этом варианте выполнения изобретения, когда путем фотографирования создается изображение (8) характерных особенностей зубчиков, можно, кроме того, получить файл с информацией о дополнительных служащих для противодействия контрафакции характерных особенностях, используя некоторые дефекты качества такие, как пыль, пятна, белые пятна, нарушение целостности, рваный край, размытие, загрязнение пробелов печатной формы и т.п.), включая (крошечные) метки на коде (4) и/или логотипе (5), и этот файл с информацией об используемых для противодействия контрафакции дополнительных характерных особенностях и файл с информацией о характерных особенностях зубчиков хранятся в базе данных таким образом, чтобы они соотносились с информацией о коде (4); и во время проверки наличия факта контрафакции информацию о подлежащих распознаванию дополнительных используемых для противодействия контрафакции характерных отличий и информацию о подлежащих распознаванию характерных особенностях зубчиков сравнивают при проверке с файлом с информацией о дополнительных препятствующих контрафакции характерных особенностях и файлом с информацией о характерных особенностях зубчиков.
[95] Способ проверки 5, включающий следующие шаги: выбор телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей для того, чтобы сфотографировать код (4) и/или логотипа (5) на используемом для печати материале (2) с оптически увеличенным на расстоянии, меньшем 290 мм от кода и/или логотипа, загрузка полученная путем фотографирования информации о подлежащих распознаванию характерных особенностях зубчиков на пилообразном крае (6) вместе с информацией о коде (4) в базу данных, сравнение полученной путем фотографирования о подлежащих распознаванию характерных особенностях зубчиков на пилообразном крае (6) с информацией о характерных особенностях зубчиков, взятой из файла, и проверка информации о подлежащих распознаванию характерных особенностях зубчиков подключенной к сети системой проверки наличия факта контрафакции по краю печатной краски и передача обратно на снабженный камерой телефон заключения о проверке.
[96] В этом варианте выполнения изобретения, когда для печати препятствующего контрафакции участка с образованным случайным образом пилообразным краем (6) используется способ печати (5), переводной слой (7) на пленке (10) холодной печати содержит информацию, о случайном распределении особенностей; информация о случайном распределении особенностей включает информацию о по крайней мере одной из следующих особенностей: на переводном слое (7) был предварительно сформован с помощью лазера логотип, на переводном слое (7) был предварительно напечатан цветной логотип; к переводному слою (7) был предварительно случайным образом добавлен мелкий порошок. В этом случае в этом варианте выполнения изобретения информацию о случайно распределенных особенностях можно использовать в качестве дополнительной информации при подтверждении факта контрафакции, чтобы облегчить подтверждение наличия факта контрафакции. Детали будут описаны ниже.
[97] В этом варианте выполнения изобретения, когда путем фотографирования создается изображение (8) характерных особенностей зубчиков, можно, кроме того, получить информацию о случайном распределении особенностей на переводном слое (7) на коде (4) и/или на логотипе (5) и хранить в базе данных как информацию об основных дополнительных препятствующих контрафакции особенностях, файл с информацией о главных дополнительных препятствующих контрафакции особенностях и файл со связями между файлом с информацией о главных дополнительных препятствующих контрафакции особенностях и информации о коде (4) создаются и хранятся в базе данных.
[98] Во время проверки наличия факта контрафакции в соответствии с информацией о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2), поиск файла с информацией о характерных особенностях зубчиков и файла с информацией о главных дополнительных препятствующих контрафакции особенностях, которые связаны с информацией о подлежащем проверке коде (4) и поиск которых ведется в базе данных, и проверка наличия факта контрафакции производится на основе найденного файла с информацией о характерных особенностях зубчиков и файла с информацией о главных дополнительных препятствующих контрафакции особенностях.
[99] В этом варианте выполнения изобретения соответствующую дополнительную информацию для подтверждения наличия факта контрафакции можно добавить к участку, предназначенному для противодействия контрафакции, путем следующих процедур: например, для печати кода (4) и/или логотипа (5) на используемом для печати материале (2) используется печатная краска, в которую добавлен мелкий порошок, или некоторое количество случайно распределенного мелкого порошка накладывается на используемый для печати материал (2), при этом мелкий порошок состоит из элементов шириной в диапазоне от 0,01 до 0,05 мм и длиной в интервале от 0,2 до 0,6 мм; далее получают информацию об особенностях случайного распределения мелкого порошка на коде (4) и/или логотипе (5) и хранят как в базе данных как информацию о второстепенных дополнительных препятствующих контрафакции особенностях, файл с информацией о второстепенных дополнительных препятствующих контрафакции особенностях и файл соотношений между файлом с информацией о второстепенных дополнительных противодействующих контрафакции особенностях и информацией о коде (4) создаются и хранятся в базе данных. Мелкий порошок представляет собой ворс (для статического флокирования 1-3D) предпочтительно с шириной в интервале от 0,01 до 0,05 мм и с длиной предпочтительно в диапазоне от 0,2 до 0,6 мм. Таким образом, во время проверки наличия факта контрафакции в соответствии с информацией о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2) выполняют поиск в базе данных файла с информацией о второстепенных дополнительных противодействующих контрафакции особенностях, связанный с информацией о подлежащем проверке коде (4), и проверка наличия факта контрафакции выполняется с использованием информации о подлежащих распознаванию второстепенных дополнительных противодействующих контрафакции особенностях на основе найденного файла с информацией о второстепенных дополнительных противодействующих контрафакции особенностях.
[100] В этом случае проверка факта наличия контрафакции с использованием информации о подлежащих распознаванию второстепенных дополнительных противодействующих контрафакции особенностях на основе найденного файла с информацией о второстепенных дополнительных противодействующих контрафакции особенностях включает конкретно следующее: поиск в базе данных файла с информацией о второстепенных дополнительных противодействующих контрафакции особенностях, который связан с информацией о подлежащем проверке коде (4) в соответствии с информацией о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2) и выполнение проверки наличия факта контрафакции по отношению длина/толщина в порошке, записанному как информация о подлежащих распознаванию вторичных дополнительных противодействующих контрафакции особенностях на основе отношения длина/толщина в порошке, записанном в найденном файле с информацией о вторичных дополнительных противодействующих контрафакции особенностях.
[101] В этом варианте выполнения изобретения во время получения информации о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке, предназначенный для противодействия контрафакции участок используемого для печати материала (2) можно, кроме того, сфотографировать с оптическим увеличением, не меньшим, чем установленное заранее увеличение, для того, чтобы получить фрагмент изображения (8) характерных особенностей зубчиков, и этот фрагмент изображения (8) характерных особенностей зубчиков включает информацию о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке. Таким образом при последующей проверке наличия факта контрафакции телефоном с фотокамерой необходим только для того, чтобы сфотографировать предназначенный для противодействия контрафакции участок подлежащего проверке используемого для печати материала (2) с оптическим увеличением для того, чтобы уменьшить размер изображения и сократить объем трафика данных, необходимый для загрузки изображения в Интернет.
[102] В этом варианте выполнения изобретения предпочтительно, чтобы оптическое увеличение устанавливалось (рассчитывалась) на основании разрешающей способности составляющей 125, 250, 500, 1000, 2500, 5000, 10000, 25000, 50000 или самое большое 150000 пикселей на квадратный миллиметр предназначенного для противодействия контрафакции участка. Другими словами, один квадратный миллиметр предназначенного для противодействия контрафакции участка записывается с разрешением 125, 250, 500, 1000, 2500, 5000, 10000, 25000, 50000 или самое большое 150000 пикселей, например, в качестве записи используется изображение, полученное путем фотографирования особым образом. Разрешающая способность предназначенного для противодействия участка называется в этом изобретении разрешающей способностью записи (предназначенного для противодействия контрафакции участка).
[103] Например, если какое-либо изображение, загруженное из базы данных подключенной к сети системы проверки наличия факта контрафакции имеет 12500 пикселей и объект, записанный на этом изображении, представляет собой полный QR-код размера 1 см2 тогда разрешающая способность QR-кода составляет 125 пикселей на квадратный миллиметр, что означает, что разрешающая способность записи QR-кода составляет 12500 пикселей на квадратный сантиметр или разрешающая способность записи QR-кода составляет 80654 пикселей на квадратный дюйм.
[104] Эксперименты показывают, что на изображении (8) характерных особенностей зубчиков, которое было получено путем фотографирования с низкой разрешающей сдобностью, меньшей 125 пикселей на квадратный миллиметр, предназначенного для противодействия контрафакции участка, очень трудно увидеть невооруженным глазом крошечные зубчики с фактической высотой, близкой к 0,3 мм, и фактической шириной, близкой к 0,3 мм.
[105] Эксперименты также показали, что на изображении (8) характерных особенностей зубчиков, которое было получено путем фотографирования с (низкой) разрешающей способностью, меньшей, чем 1000 пикселей на квадратный миллиметр предназначенного для противодействия контрафакции участка, очень трудно рассмотреть невооруженным глазом крошечные зубчики с фактической высотой, близкой к 0,3 мм, и фактической шириной, близкой к 0,3 мм.
[106] В отличие от этого, более десятилетия изображения, полученные в соответствии со "способом противодействия контрафакции, основанной на текстуре (патент № CN 1074563С)" всегда имели низкую разрешающую способность и являлись "отображениями текстуры" (а именно изображениями) с 40-80 пикселями на квадратный миллиметр. Практика доказала, что предназначенные для противодействия контрафакции изображения с низкой разрешающей способностью могут полностью удовлетворить требованиям пользователей в отношении идентификации невооруженным глазом распределения текстуры, угла наклона символов, случайных рисунков и цветов символов, но они не могут удовлетворить требованиям, касающихся идентификации крошечных зубчиков, как в данном изобретении.
[107] Эксперименты также показали, что даже если бумага, используемая для печати, в используемом для печати материале (2) будет сфотографирована с высокой разрешающей способностью, равной 150000 пикселей на квадратный миллиметр предназначенного для противодействия контрафакции участка, волокна целлюлозы на бумаге все еще останутся невидимыми на этом фотоснимке.
[108] Таким образом, можно видеть, что определенные в изобретении оптическое увеличение и диаметр размеров зубчиков должны определенным образом соответствовать друг другу.
[109] Как говорилось выше, в этом варианте выполнения изобретения проверка наличия факта контрафакции может проводиться на стороне используемой для проверки наличия факта контрафакции базы данных, а затем заключение о проверке передается обратно на терминал пользователя. В этом случае принимается запрос на проверку, посылаемый со снабженного фотокамерой телефона пользователя и передающий предназначенное для распознавания изображения (18) предназначенного для проверки используемого для печати материала (2) и информацию о коде (4), при этом предназначенное для распознавания изображение (18) получается путем фотографирования предназначенного для противодействия контрафакции участка предназначенного для проверки используемого для печати материала (2) с использованием объектива с разрешающей способностью, большей, чем заранее установленное пороговое количество пикселей, с оптическим увеличением, не меньшим, чем заранее установленное увеличение, на расстоянии, меньшем, чем заранее установленное расстояние до фотографируемого объекта; в базе данных производится поиск изображения (8) характерных особенностей зубчиков которое связано с информацией о коде (4) проверяемого используемого для печати материала (2) и производится проверка пилообразного края (6) на подлежащем распознаванию изображении (18) на соответствие изображению (8) характерных особенностей зубчиков с тем, чтобы сделать заключение о проверке, и это заключение о проверке пересылается на снабженный камерой телефон пользователя. Здесь, если качество полученного путем фотографирования подлежащего распознаванию изображения (18) отвечает установленным требованиям, изображение (8) характерных особенностей зубчиков и подлежащее распознаванию изображение (18) сравниваются друг с другом с использованием заданного алгоритма совмещения с тем, чтобы получить заключение о проверке, и, если качество полученного путем фотографирования подлежащего распознаванию изображения (18) не отвечает установленным требованиям, подлежащее распознаванию изображение (18) и изображение (8) характерных особенностей зубчиков пересылаются по адресу выполнения проверки с помощью оператора в реальном времени, и затем заключение о проверке после получения результатов визуальной проверки оператором пересылается обратно.
[110] В этом варианте выполнения изобретения изображения (8) характерных особенностей зубчиков также может пересылаться обратно на терминал пользователя таким образом, чтобы проверка наличия факта контрафакции могла быть лишь выполнена на стороне терминала пользователя. В этом случае получают запрос на проверку, который пересылается со снабженного камерой телефона пользователя и передает информацию о коде (4) на проверяемом используемом для печати материале (2); в предназначенной для противодействия контрафакции базе данных производится поиск изображения (8) характерных особенностей зубчиков, которое связано с информацией о коде (4) проверяемого используемого для печати материала (2) и найденное изображение (8) характерных особенностей зубчиков пересылается на снабженный камерой телефон пользователя таким образом, что изображение (8) характерных особенностей зубчиков и подлежащее распознаванию изображение (18) проверяемого используемого для печати материала (2) можно использовать для выполнения проверки наличия факта контрафакции на стороне снабженного камерой телефона пользователя, при этом подлежащее распознаванию изображение (18) получают путем фотографирования предназначенного для противодействия контрафакции участка проверяемого используемого для печати материала (2) с использованием объектива с разрешающей способностью, большей, чем заданное пороговое количество пикселей, и с увеличением, не меньшим, чем заданное оптическое увеличение, с расстояния, меньшего, чем заданное расстояние до фотографируемого объекта.
[111] Например, снабженный камерой телефон с разрешаемой способностью объектива, не меньшей 8 миллионов пикселей, можно использовать для фотографирования (сканирования) кода (4) и/или логотипа (5) на используемом для печати материале (2) с оптическим увеличением с расстояния, меньшего, чем 290 мм от коа и/или логотипа, и полученное путем фотографирования изображение (8) характерных особенностей зубчиков вместе с информацией о коде (4) загружается в подключенную к сети системы проверки наличия факта контрафакции по краю печатной краски, и подключенная у сети система проверит наличия факта контрафакции по краю печатной краски, сравнивает и сличает полученное путем фотографирования изображение (8) характерных особенностей зубчиков и информацию о коде (4) с информацией о препятствующих контрафакции особенностях, которая хранится в предназначенной для противодействия контрафакции базе данных, и заключение о проверке пересылается обратно на снабженный камерой телефон.
[112] Или, телефон с фотокамерой используется для сканирования кода (4) на используемом для печати материале (2), скачивает изображение (8) характерных особенностей зубчиков из базы данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в соответствии с информацией о коде (4), причем это изображение представляет собой воспроизведение файла; телефон с камерой (тот же телефон или другой телефон) с разрешающей способностью объектива не менее 8 миллионов пикселей, выбирается в качестве лупы, и объектив мобильного телефона располагается на расстоянии не более 290 мм от кода (4) и/или логотипа (5) (или сделать фотоснимок), чтобы увеличить (изображение) уникальный пилообразный край (6) на используемом для печати материале (2); если увеличенный уникальный пилообразный край (6) идентичен уникальному пилообразному краю (6) на изображении файла, что можно рассмотреть невооруженным глазом, то тогда можно вынести суждение о подлинности.
[113] Или телефон с фотокамерой, имеющий разрешающую способность объектива не менее 8 миллионов пикселей, используется для сканирования кода (4) и/или логотипа (5), напечатанном на используемом для печати материале (2), для того, чтобы получить информацию о коде (4) и подлежащем распознаванию изображению (18) уникального пилообразного края (6), а затем скачать изображение (8) характерных особенностей зубчиков из базы данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в соответствии с отсканированной информацией о коде (4), причем это изображение представляет собой воспроизведение файла, затем подлежащее распознаванию изображение (18) и воспроизведение файла одновременно отображаются на экране мобильного телефона; далее, если уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) идентичен уникальному пилообразному краю (6) на изображении из файла, что можно рассмотреть невооруженным глазом, то тогда можно вынести суждение о подлинности.
[114] Или телефон с камерой, имеющий разрешающую способность объектива не менее 8 миллионов пикселей, используется для сканирования кода (4) и/или логотипа (5), напечатанных на используемом для печати материале (2), загрузки информации о коде (4) в подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски, скачать соответствующую информацию о препятствующих контрафакции особенностях (изображение из файла), сравнить и сличить подлежащее распознаванию изображение (18) с уникальными особенностями пилообразного края (6) на изображении файла посредством соответствующих прикладных программ для смартфона и получить заключение о проверке.
[115] В качестве опции в этом варианте выполнения изобретения код (4) и/или логотип (5) имеют уникальный пилообразный край (6) на части площади, это значит, что пилообразный край (6) формируется на участке области кода (4) и/или логотипа (5); или уникальный пилообразный край (6) на участке области кода (4) и/или логотипа (5) фотографируется с оптическим увеличением, и изображения (8) характерных особенностей зубчиков на этом участке используется в качестве информации о препятствующих контрафакции особенностях с учетом того, что во время получения информации о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке, в этом варианте выполнения изобретения участок области кода (4) и/или логотипа (5), кроме того, фотографируется с оптическим увеличением, не меньшим, чем заданное увеличение, для того, чтобы получить часть изображения (8) характерных особенностей зубчиков, при этом часть изображения (8) характерных особенностей зубчиков включает информацию о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке. Другими словами, для того, чтобы снизить интенсивность использования памяти базы данных, сэкономить на трафике данных и повысить скорость поиска, фотографирование и хранение части увеличенного изображения уникального пилообразного края (6) является очень выгодным.
[116] В этом варианте выполнения изобретения установленное заранее оптическое увеличение определяется в соответствии со стандартом, требующим, чтобы узлы решетки или отдельные элементы (21) печатной краски на напечатанных коде (4) и/или логотипе (5) на полученном путем фотографирования изображения (8) характерных особенностей зубчиков можно было рассматривать невооруженным глазом. Этот стандарт можно установить путем статистической обработки предварительно собранных заключений от множества пользователей о рассматривании и идентификации узлов решетки или отдельных точек печатной краски, которые были сфотографированы с различным оптическим увеличением, а затем, согласно этим заключениям, определить оптическое увеличение, которое обеспечит возможность заранее заданной доле пользователей рассмотреть узлы решетки или отдельные элементы печатной краски.
[117] Путем прикладных исследований изобретатель обнаружил, что печатная масляная краска на уникальном пилообразном крае (6) печатной краски, который образован в результате коробления или диффузии и микродеформации, постепенно уплощается, что приводит к появлению нечеткого контура у уникального пилообразного края (6), а затем, кроме того, приводит к ошибкам при идентификации, в особенности к ошибкам при идентификации посредством предназначенного для противодействия контрафакции справочного приложения. Для того, чтобы разрешить обозначенные выше проблемы и обеспечить четкость контура пилообразного края (6) и легкость идентификации, в этом варианте выполнения изобретения способ печати 5 включает шаг наложения пленки (10) холодной печати на читаемую электронными устройствами печатную краску (3), которая образует код (4) и/или логотип (5), в течении временного интервала от конца печати до начала сушки и прижатия этой пленки прижимным валиком (9), сушки кода (4) и/или логотипа (5) с использованием сушильной лампы (19) и снятие пленки (10) холодной печати для того, чтобы перенести часть переводного слоя (7) с пленки (10) холодной печати на код (4) и/или логотип (5) таким образом, чтобы на коде (4) и/или логотипе (5) образовался уникальный пилообразный край (6) с четким контуром. Таким образом размытый уникальный пилообразный край (6) печатной краски превращается в уникальный пилообразный край (6) с четким и видимым переводным слоем (7). Другими словами, переводной слой (7), соответствующий коду (4) и/или логотипу (5), переносится и покрывает код (4) и/или логотип (5). В этом случае читаемая электронными устройствами печатная краска (3) играет роль клея холодного отверждения. Изобретатель с самого начала принял этот вариант наложения, поэтому читаемую электронными устройствами печатную краску также можно назвать читаемым электронными устройствами клеем, который используется, чтобы приклеить переводной слой (7) и перенести переводной слой (7) на код (4) и/или логотип (5).
[118] Несомненно, для того, чтобы выполнить термопечать логотипа (5) на неровном используемом для печати материале (2), можно использовать блестящую пленку (10) с тем, чтобы логотип (5) имел блестящий уникальный пилообразный край (6). Этот способ также является осуществимым.
[119] Для того, чтобы увеличить сложность подделки, индивидуальные отличия переводного слоя (7) на коде (4) и/или логотипе (5) можно усилить, например, тем, что переводной слой (7) на пленке (10) холодной печати формируется с некоторыми выполненными лазером узорами или полосами, или на переводном слое (7) пленки (10) холодной печати предварительно печатаются какие-то цветные полосы или рисунки. Таким образом, информация об индивидуальных особенностях, а именно, участок выбранных случайным образом образованных с помощью лазера рисунков или полос или цветных полос или цветных рисунков переводного слоя (7) на коде (4) и/или логотипе (5) также можно сфотографировать и поместить как информацию о препятствующих контрафакции особенностях в память базы данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски, и информация о препятствующих контрафакции особенностях как еще одна информация о дополнительных уникальных препятствующий контрафакции особенностях может в дальнейшем использоваться для проверки наличия факта контрафакции.
[120] Другими словами, участок выбранных случайным образом образованных с помощью лазера рисунков или полос или цветных полос или цветных рисунков напереводном слое (7) на коде (4) и/или логотипе (5) можно сфотографировать и хранить фотографию в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и зарегистрировать ее как еще один вид информации о дополнительных уникальных препятствующих контрафакции особенностях для дальнейшего использования при проверке наличия факта контрафакции.
[121] В заключении, когда для создания характерных зубчиков используется способ печати 5, способ обнаружения факта контрафакции по краю печатной краски в этом варианте выполнения изобретения можно манипулировать с зубчиками, по крайней мере одним из следующих способов (1)-(5) для того, чтобы добавить информацию о препятствующих контрафакции особенностях или сделать информацию о препятствующих контрафакции особенностях более очевидной.
[122] (1) На переводном слое (7) формируются и штампуются какие-то выполненные лазером рисунки или полосы.
[123] (2) На переводном слое (7) печатаются цветные полосы или рисунки.
[124] (3) В переводной слой (7) добавляется некоторое количество мелкого порошка, причем этот мелкий порошок переносится на код (4) и/или логотип (5), и характерные особенности случайного распределения мелкого порошка фиксируются и заносят в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в качестве информации о дополнительных препятствующих контрафакции особенностях.
[125] (4) Переводной слой (7) на коде (4) и/или логотипе (5) также покрывают прозрачным матирующим защищенным слоем, или в читаемую электронными устройствами печатную краску (3) добавляют матирующий агент (например, 3%-4%). Таким образом можно устранить недостаток, заключающийся в том, что читаемая электронными устройствами напечатанная краска (3) отражает свет и ухудшает качество полученного путем фотографирования изображения (8) характерных особенностей зубчиков. Например, белый отражающий элемент выглядит как пробел. Пробел, образованный отражением света, имеет два выступающих края, которые похожи на зубчик. Другими словами, необходимо устранить отражение для того, чтобы обеспечить соответствие между реальным объектом и его фотографией.
[126] (5) Прижимной валик (9) с неровной рабочей поверхностью валика используется для выдавливания. Для того, чтобы увеличить трудность при подделке и обеспечить идентификацию, характерные особенности уникального пилообразного края (6) переводного слоя (7) можно усилить, например, делая рабочую поверхность прижимного валика (9) для пленки (10) холодной печали неровной. Таким образом прижимной валик (9) с неровной рабочей поверхностью может прикладывать неодинаковое давление к непросохшей читаемой электронными устройствами печатной краски (3) ниже, переводного слоя (7), при этом на читаемой электронными устройствами краске (3) будут образовываться видимые случайные микродеформации, усиливающие характерные особенности уникального пилообразного края (6) переводного слоя (7).
[127] В этом варианте выполнения изображения участок выбранных случайным образом образованных с помощью лазера рисунков или полос или цветных полос или цветных рисунков на переводном слое (7) на коде (4) и/или на логотипе (5) можно сфотографировать и хранить фотографию в базе данных подключенной к сети системы проверке наличия факта контрафакции по краю печатной краски и зарегистрировать ее как еще одну информацию о дополнительных уникальных препятствующих контрафакции особенностях для дальнейшего использования при проверке наличия факта контрафакции.
[128] Для того чтобы не допустить случайного повреждения уникального пилообразного края (6) переводного слоя (7) после его фотографирования и тем самым создать несоответствие между фотографией и реальным объектом, приводящее к неправильной оценке, переводной слой (7) на коде (4) и/или логотипе (5) можно покрыть прозрачным защитным слоем. При этом сперва можно наложить прозрачный защитный слой, а затем можно сделать фотографию (8) характерных особенностей зубчиков, что позволит избегать несоответствия между фотографией и реальным объектом.
[129] Кроме того, для того чтобы, обеспечить качество кода (4), в этом варианте выполнения изобретения можно использовать способ повторной струйной печати для печати части предназначенного для противодействия контрафакции участка [а именно, кода (4) и/или логотипа (5)]: сперва таким образом, чтобы в область этой части не создавая пилообразный край (6), а затем печатается остальная часть кода (4) таким образом, чтобы в области этой остальной части образовывался уникальный пилообразный край (6).
[130] Другими словами, уникальный пилообразный край (6) существует на части области кода (4) и/или логотипа (5). Например, код (4) может не иметь уникального пилообразного края (6), в то время, как соответствующий логотип (5) имеет уникальный пилообразный край (6), что облегчает считывание информации о коде (4).
[131] Для того, чтобы разрешить скрытые проблемы качества, (такие, как отсутствие зубчиков) нескольких уникальных пилообразных краев (6), которые возникают в процессе производства, можно принять следующие меры. Как один из вариантов, в этом варианте выполнения изобретения логотипа (5) и/или кода (4) печатаются с использованием печатной краски, в которую добавлен мелкий порошок, или в используемом для печати материале (2) имеется распределенный случайным образом мелкий порошок, особенности случайного распределения этого мелкого порошка также фотографируются с оптическим увеличением, и информация об особенностях распределения хранится в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски как еще одна информация о дополнительных характерных препятствующих контрафакции особенностях. В этом случае мелкий порошок имеет различную форму, например, круглую, квадратную, треугольную, шестиугольную, длинных полосок, коротких волокон различных цветов и т.п. таким образом, когда особенности уникального пилообразного края (6) не очевидны, можно сличить особенности распределения мелкого порошка для того, чтобы определить, является ли проверяемый продукт подлинным.
[132] В качестве еще одной возможности при использовании способа печати 5 в этом варианте выполнения изобретения в переводной слой (7) можно добавить некоторое количество порошка, при этом мелкий порошок переносится на код (4) и/или логотип (5), и особенности случайного распределения этого мелкого порошка можно зафиксировать и занести в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски как информацию о дополнительных препятствующих контрафакции особенностях.
[133] В этом случае размер частиц мелкого порошка составляет не менее 0,01 мм. Форма частиц порошка не является определяющей, поэтому термин "размер частиц порошка" относится здесь к значению максимальной длины, измеренной в любом направлении.
[134] Проведя исследования изобретатель обнаружил, что коды (4) и/или логотипы (5), напечатанные с помощью струйного принтера при использовании отверждаемой ультрафиолетовым излучением краски, краски на водной основе, растворимой в масле краски и т.п., имеют сами заметные уникальные пилообразные края (6), и эти краски особенно подходят для использования в этом изобретении, и в этом варианте выполнения изобретения использование этих печатных красок является предпочтительным. Это происходит вследствие того, что объем краски одновременно выбрасываемой струйным принтером составляет 3-30 пиколитров, а именно - один элемент (21) краски. Любой из напечатанных с помощью струйного принтера кодов (4) и логотипов (5) образуется в результате определенного расположения и комбинации отдельных образованных краской точек (21), и каждый элемент (21) образуется краской, которая падает на используемый для печати материал (2) с очень высокой скоростью, поэтому каждая их образованных краской точек (21) разбрызгивается на используемом для печати материале (2), и затем образуются из отдельных точек (21) краски края (6) с уникальными зубчиками различной формы. Другими словами, код (4) и/или логотип (5) с уникальным пилообразным краем (6) печатаются предпочтительно с помощью струйного принтера (1). Исследования также показали, что уникальные пилообразные края (6) кодов (4) и/или логотипов (5) напечатанные струйным принтером на бумаге или на покрытиях, имеющих высокую смачиваемость, являются различными. Например, когда коды (4) и/или логотипы (5) печатаются с помощью струйного принтера на непроклеенной бумаге и гидрофильных или лиофильных покрытиях, уникальные пилообразные края (6) заметны без использования дополнительной обработки такой, как экструзионное прессование и обдувание воздухом. Следовательно, в этом варианте выполнения изобретения в качестве материала (2) для печати можно использовать бумагу и покрытия, имеющие высокую смачиваемость.
[135] Терминалы (например, снабженные камерой телефоны) обычных пользователей различаются брендами, моделями, функциями, качеством фотографирования и с их помощью можно добиться различных результатов фотографирования при различном освещении окружающей среды, поэтому подлежащие распознаванию изображения (18) уникальных пилообразных краев (6), которые получены путем фотографирования для проверки подлинности продукта, также различаются по своему качеству. Возможен случай, когда некоторые подлежащие распознаванию изображения (18) не отвечают требованиям по качеству и не могут быть идентифицированы автоматически подключенной к сети системой проверки наличия факта контрафакции по краю печатной краски. Для того, чтобы решить эту проблему в этом варианте изобретения разработано следующее техническое решение.
[136] После того, как подключенная к сети система проверки наличия факта контрафакции получит подлежащее распознаванию изобретение (18) и его код (4) с терминала пользователя, то если программное обеспечение системы не сможет выполнить автоматическую идентификацию и сравнение, тогда в соответствии с кодом (4), из базы данных вызывается соответствующее изображение (8) характерных особенностей зубчиков при этом изображение (8) характерных особенностей зубчиков представляет собой изображение файла, подлежащее распознаванию изображение (18) и изображение файла отображаются вместе на экране дисплея рабочего компьютера оператора, выполняющего дополнительную проверку; затем оператор, выполняющий дополнительную проверку, смотрит совместим ли уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) с уникальным пилообразным краем (6) на изображении из файла, и затем вручную делает заключение о подлинности и передает информацию о заключении относительно подлинности на терминал пользователя посредством подключенной к сети системы проверки факта контрафакции по краю печатной краски.
[137] Код (4) в этом изобретении используется для того, чтобы исключительным образом пометить используемый для печати материал (2), на котором печатается код (4). Коды (4) особым образом включают один или более, чем один из следующих кодов, например, последовательность чисел, одномерные штрих-коды, QR-коды, дату изготовления, номер партии продукта, код, препятствующий контрафакции, препятствующий контрафакции цифровой код, код стимулирующий скидки, код госзаказа, код для противодействия торговли через регион, код условий возврата товара и т.п.
[138] Термин "логотип (5)" в этом изобретении относится в общем случае к различным рисункам, символам, знакам препинания, штрихи, точки, линии и т.п.
[139] Термин "используемый для печати материал (2)" в этом изобретении относится ко всем изделиям, на которых можно напечатать код (4) и/или логотип (5). Эти изделия могут быть различными изделиями, которые могут воспринимать печатную краску или поглощать пигменты или на которых можно образовать с помощью лазера, и на которых можно визуально представить код (4) и/или логотип (5), например, все виды продуктов, включая различные упаковочные материалы для продуктов широкого потребления, различные билеты и накладные, различные этикетки, различные книги, различные детали и аксессуары, различные компоненты, различные трубы, различные изделия из пластика, различные металлические изделия, различные изделия из дерева, различные изделия из стекла, различные изделия из керамики, различные изделия из кожи, различные текстильные изделия, различные фрукты и различные яйца и их поверхности.
[140] В соответствии с международными конвенциями, размер зубчиков (а именно, площадь зубчика) в этом изобретении обозначен буквой S, высота зубчика обозначена буквой Н, а ширина зубчика обозначена буквой W.
[141] Уникальный пилообразный край (6) в этом изобретении можно рассмотреть непосредственно невооруженным глазом; крошечные зубчики могут быть размытыми или нечеткими, но при рассматривании с помощью снабженного камерой телефона при оптическом увеличении (опосредованно) можно ясно рассмотреть крошечные зубчики на уникальных пилообразных краях (6). Как показано на Фиг. 21, когда высоты (Н) отдельных зубчиков на пилообразном крае (6) идентичны, а их ширина увеличивается, контуры пилообразных краев (6) представляют собой кривые линии, при этом (а), (b), (с), (d) и (е) соответствуют контурам пяти пилообразных краев (6), у которых высоты Н зубчиков одинаковы, а ширина зубчиков W увеличивается. На Фиг. 21 такие можно видеть, что когда высоты Н зубчиков очень малы, а ширина W зубчиков очень велика, контуры пилообразных краев (6) похожи на кривые, изогнутые случайным образом. Другими словами, край печатной краски на коде (4) и/или на логотипе (5) представляет собой случайную кривую, образованную случайными деформациями, а именно пилообразный край (6) лежит в основе этого изобретения.
[142] Зубчики, рассматриваемые в этом изобретении, включают выступающие зубчики на краях печатной краски на кодах (4) и/или логотипах (5), впадины между зубчиками (обычно называемые просветами/разрывами), и также включают зубчики обрезанных лазером краев и зубчики выполненных лазером кодов (краев символов/линий).
[143] Информация о характерных особенностях зубчиков в этом изобретении включает изображение (8) характерных особенностей зубчиков, и имитирующее изображение (15) участка, предназначенного для противодействия контрафакции, включает различные данные, коды, градации серых тонов, цвета, графы, кривые, векторные диаграммы и т.д., все, что может отразить особенности уникального пилообразного края (6), а также включает электронный файл (13) пилообразных краев (6) с уникальными особенностями и/или меток. Для того, чтобы сэкономить область памяти в базе данных и сэкономить на трафике данных, предпочтительно, чтобы в предназначенной для противодействия контрафакции базе данных хранились различные данные, коды, градации серых тонов, цвета, графы, кривые, векторные диаграммы и т.п., которые извлекаются из изображения (8) характерных особенностей зубчиков и могут отражать особенности уникальных краев (6), и электронные файлы (13) уникальных пилообразных краев (6) и/или меток, которые создаются до печати, вместо непосредственного хранения изображения (8) характерных особенностей зубчиков, которое занимает относительно больший объем.
[144] Первоначально предлагалось и с огромными усилиями было получено техническое решение, при котором размер отдельного зубчика больше или равен 0,03 мм (Н) и меньше или равен 0,3 мм (Н). Проводя исследования, изобретатель обнаружил, что объективы камер большинства обычных и самых популярных у пользователей телефонов имеют разрешение от 5 до 13 миллионов пикселей, поэтому когда эти телефоны используются для фотографирования кода (4) и/или логотипа (5), которые напечатаны на используемом для печати материале (2), а затем эти фотоснимки увеличиваются и рассматриваются, пользователь может четко видеть зубчики, напечатанные на кодах (4) и/или логотипах (5) при минимальном размере отдельных зубчиков на напечатанном коде (4) и/или логотипе (5), составляющем 0,03 мм (Н) × 0,03 мм (W), и максимальном размере, составляющем 0,3 мм (Н) × 0,3 мм (W). Для того, чтобы обеспечить в данном изобретении возможность сфотографировать уникальный пилообразный край (6) при помощи мобильного телефона, а затем идентифицировать его пользователем этого мобильного телефона, необходимо, чтобы изобретение отвечало второму критерию из трех критериев оценки технологий противодействия контрафакции, а именно - простоте выявления. В этом варианте выполнения изобретения выбранный размер одного зубчика составляет не менее 0,03 мм (Н). Результатом установки такого значения будет то, что при рассматривании кода (4) и/или логотипа (5) невооруженным глазом в нормальных условиях, край печатной краски будет выглядеть аккуратным, не будет ухудшать внешнего вида, что позволит не допустить жалоб на качество, но когда код (4) и/или логотип (5) будет сфотографирован, и его будут рассматривать с оптическим увеличением, можно будет четко увидеть уникальный пилообразный край (6), и таким образом, пользователи смогут проверить, является ли данный продукт подлинным. Несомненно, параллельно развитию технологии также непрерывно повышается разрешающая способность камер мобильных телефонов. Со временем размер отдельного зубчика можно будет уменьшить еще больше, и тогда печатная краска символов будет еще в лучшем состоянии и более привлекательной для невооруженного глаза. Следовательно, размер зубчиков можно установить в соответствии с возможностью их идентификации с помощью современных терминалов обычных пользователей.
[145] Край печатной краски на коде (4) и/или логотипе (5) в этом изобретении выглядит для невооруженного глаза в полном порядке. Эти коды (4) и/или логотипы (5) обычно относятся к элементам, которые в основном согласуются с национальными стандартами, стандартами предприятия, стандартами пользователя или приемлемыми для пользователя стандартами для качества печати при рассматривании их невооруженным глазом, например, одномерные штрих-коды и QR-коды соответствуют уровню С стандартов печати. Другими словами, аккуратные края печатной краски в общем случае подразумевают наличие крошечных зубчиков на краях печатной краски на кодах (4) и/или на логотипах (5), которые может рассмотреть непосредственно невооруженным глазом человек с обыкновенным зрением. Таким образом, общий положительный технический эффект состоит в том, что код (4) и/или логотип (5) могут не подвергаться деформации или обработке, но только край печатной краски такой, как засечки на коде (4) и/или на логотипе (5), образует невидимые микродеформации такие, как крошечные зубчики, поэтому можно сохранить существующие конструкции и привычный печатный набор, без ухудшения качества и внешнего вида изделий с печатью.
[146] Под создающими помехи полосами (14) в этом варианте выполнения изобретения понимаются в общем случае различные узоры, символы, значки, линии, неупорядоченные точки изображения переднего плана и изображение заднего плана (например, изображение заднего плана имитирующее используемую для печати лицевую поверхность), образованные теми же элементами. Лучше, чтобы создающие помехи полосы (14) на каждом участке имитирующего изображения (15) были различными. Таким образом сложности подделки и затраты контрафакторов на ее выполнение существенно возрастают для сжатия имитирующего изображения (15) в исходный электронный файл (13), а затем выполнение повторной печати с использованием цифрового принтера (1). Другими словами, после печати электронный файл (13), (автоматически созданный) программным обеспечением, с кодом (4) и/или логотипом (5), обладающими уникальным пилообразным краем (6), преобразуется в имитирующее изображение (15) с создающим помехи полосами (14); имитирующее изображение (15) с дополнительными создающими помехи полосами (14) невозможно непосредственно напечатать и использовать, и печать и подделка могут быть выполнены только после того, как создающие помехи полосы будут удалены вручную, что значительно повысит затраты на подделку и, следовательно, улучшит порог контрафакции.
[147] Покрытие, содержащее диффузант, в этом варианте выполнения изобретения было в первые предложено изобретателем. Покрытие, содержащее диффузант, образуется путем нанесения покрытия, в которое добавляется диффузант. Благодаря добавлению существующего доступного на рынке химического диффузанта (который требуется для такого изделия, электрический утюг) в такие покрытия, как печатная краска, можно получить требуемое со свойством диффузанта печатное покрытие. Покрытие со свойством диффузанта может создавать условия, при которых капли воды или капли печатной краски, которые падают на покрытие, будут быстро расплываться или сжиматься на поверхности покрытия.
[148] В этом варианте выполнения изобретения используемые для печати материалы (2) с неровными используемыми для печати лицевыми поверхностями могут представлять собой плотную высокосортную бумагу, тисненую бумагу, тканый материал (тарная ткань из пластика), пластинки для лекарств из алюминия с выступами и углублениями, сморщенная поверхность для печати печатной краской, вспененная поверхность для печати печатной краской, растрескавшаяся поверхность для печати печатной краской, поверхность для печати печатной краской, имеющая морозные узоры, поверхность с многоцветным напыленным покрытием, с шероховатыми лицевыми поверхностями для печати.
[149] На основании описанного выше способа противодействия контрафакции, в этом варианте выполнения изобретения также предлагается подключенная к сети система проверки наличия факта контрафакции по краю печатной краски. Эта система включает:
[150] базу данных, при этом в базе данных хранится файл с информацией о характерных особенностях зубчиков на используемом для печати материале (2) и файл со связями между файлами с информацией о характерных особенностях зубчиков и информацией о коде (4); на используемом для печати материале (2) напечатан участок, предназначенный для противодействия контрафакции и имеющий образованный случайным образом пилообразный край (6); участок, предназначенный для противодействия контрафакции включает определенные заранее код (4) и/или логотип (5); при этом размеры нескольких отдельных зубчиков на пилообразном крае (6) находятся внутри заданного интервала размеров [такого, чтобы край печатной краски на пилообразном крае (6) выглядел аккуратным (невооруженным глазом нельзя увидеть ни один крошечный зубчик) при рассматривании его невооруженным глазом], но после их фотографирования с оптическим увеличением, не меньшим, чем заранее установленное увеличение, пользователь может рассматривать их на фотографиях невооруженным глазом; файл с информацией о характерных особенностях зубчиков получают путем фотографирования предназначенного для противодействия участка с увеличением, не меньшим, чем заранее заданное увеличение, при этом размер отдельных зубчиков находится внутри заранее заданного интервала, в котором максимальная высота не превышает 0,3 мм, а минимальная высота больше или равна 0,03 мм;
[151] устройство связи, предназначенное для приема информации о подлежащем проверке коде (4) на подлежащем проверке используемом для печати материале (2) и/или файла с информацией о характерных особенностях зубчиков, которая пересылается со снабженного камерой телефона пользователя;
[152] процессор, выполняющий проверку и предназначенный для поиска в базе данных файла с информацией о характерных особенностях зубчиков, который связан с информацией о подлежащем проверке коде (4), в соответствии с информацией о подлежащем проверке коде (4), и для выполнения проверки наличия факта контрафакции по предназначенному для противодействия контрафакции участку использованного для печати материала (2) в соответствии с найденным файлом с информацией о характерных особенностях зубчиков.
[153] Для того, чтобы получать изображения и файлы и сохранять предназначенную для противодействия контрафакции базу данных, система также включает:
[154] печатающее устройство, служащее для печати предназначенного для противодействия контрафакции участка на подлежащем защите от контрафакции используемом для печати материале (2);
[155] устройство для получения и сохранении информации, предназначенной для получения файла с информацией о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке, который фотографируется с оптическим увеличением, не меньшим, чем заранее определенное увеличение, и информации о коде (4) для уникальной маркировки используемого для печати материала (2), и сохранения полученной информации в базе данных.
[156] Здесь, печатающее устройство может, кроме того, использовать один или более, чем один из способов печати для того, чтобы напечатать предназначенный для предотвращения контрафакции участок с образованным случайным образом пилообразным краем (6).
[157] Способ печати 1, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2) печатной краской с помощью принтера, выдавливание или обдувание воздухом или царапание непросохшей печатной краски (3), которая образует код (4) и/или логотип (5), в промежуток времени от конца печати до начала сушки с использованием внешней силы для того, чтобы вызвать образование случайных микродеформаций, создающих уникальный пилообразный край (6).
[158] Способ печати 2, включающий следующие шаги: повышение выравнивающей способности печатной краски (3) и/или сушка непросохшей печатной краски (3) с временной задержкой после струйной печати для того, чтобы увеличить диффузию и амплитуду деформации печатной краски на коде (4) и/или на логотипе (5) и тем самым образовать уникальный пилообразный край (6).
[156] Способ печати 3, включающий следующие шаги: предварительная печать содержащего диффузант покрытия на используемом для печати материале (2) на месте расположения кода (4) и/или логотипа (5), затем печать кода (4) и/или логотипа (5) на содержащем диффузант покрытии, при этом происходит ускорение диффузии непросохшей печатной краски (3) и образование пилообразного края (6).
[160] Способ печати 4, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2) с неровной лицевой используемой для печати поверхностью, при этом происходит образование случайных фрагментарных микродеформаций на коде (4) и/или логотипе (5) за счет особенностей неровности и, соответственно, неоднородности адгезии и формирование уникального пилообразного края (6).
[161] Способ печати 5, включающий следующие шаги: струйная печать кода (4) и/или логотипа (5) на используемом для печати материале (2), наложение пленки (10) холодной печати на читаемую электронными устройствами печатную краску (3) (а именно читаемый электронными устройствами клей), которая образует код (4) и/или логотип (5), в промежуток времени от конца печати до начала сушки, и прижатие пленки прижимным валиком (9), сушка кода (4) и/или логотипа (5) и пленки (10) холодной печати для того, чтобы перевести часть переводного слоя (7), находящегося на пленке (10) холодной печати, на код (4) и/или логотип (5) таким образом, чтобы на коде (4) и/или логотипе (5) сформировался пилообразный край (6) с четким контуром.
[162] Способ печати 6, включающий следующие шаги: термопечать кода (4) и/или логотипа (5) на используемом для печати материале (2) с неровной используемой для печати лицевой поверхностью с использованием пленки (10) горячей печати таким образом, чтобы на коде (4) и/или логотипе (5) сформировался уникальный пилообразный край (6) с четким контуром.
[163] Способ печати 7, включающий следующие шаги: создание электронного файла (13), содержащего уникальный пилообразный край (6) и/или метки [кода (4) и/или логотипа (5)], печать электронного файла (13) на используемом для печати материале (2), при этом происходит печать уникальных пилообразных краев (6) и/или меток; затем лучше всего удалить электронный файл (13) без сохранения какой-либо оригинальной копии.
[164] Способ печати 8, включающий следующие шаги: если используемый для печати материал (2) представляет собой упаковочный материал в виде блистера из алюминия и пластика, то выполняется струйная печать кода (4) на упаковочном материале в виде блистера из алюминия и пластика, горячая запрессовка и герметизация упаковочного материала в виде блистера из алюминия и пластика таким образом, чтобы логотип (5) получал случайные повреждения с формированием уникального пилообразного края (6).
[165] Способ печати 9, включающий следующие шаги: нанесение струйным методом одного или более, чем одного элемента (21) печатной краской на используемый для печати материал (2) с помощью краскоструйного принтера (1), при этом элемент (21) печатной краски располагается таким образом, что образует код (4), и после высыхания точек краски формируется уникальный пилообразный край (6).
[166] Возможен вариант, когда для печати предназначенного для противодействия контрафакции участка со сформированным случайным образом пилообразным краем (6) используется способ печати 5, переводной слой (7) на коде (4) и/или на логотипе (5) содержит информацию о случайном распределении особенностей; эта информация о случайном распределении особенностей включает по крайней мере информацию об одной из следующих особенностей: на переводном слое (7) с помощью лазера предварительно сформирован логотип; на переводном слое (7) предварительно напечатан цветной логотип; и в переводной слой (7) случайным образом подмешан мелкий порошок;
[167] устройство для сбора и сохранения информации получает информацию о случайном распределении особенностей на переводном слое (7) на коде (4) и/или логотипе (5), хранит полученную информацию в базе данных как информацию об основных дополнительных препятствующих контрафакции особенностях, создает файл со связями между информацией об основных дополнительных препятствующих контрафакции особенностях и информацией о коде (4), и сохраняет этот файл в базе данных;
[168] в соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке использованного для печати материала (2), выполняющий проверку процессор далее осуществляет поиск в базе данных информации о характерных особенностях зубчиков и информации об основных дополнительных, препятствующих контрафакции особенностях, которые связаны с информацией о подлежащем проверке коде (4) и выполняет проверку наличия факта контрафакции на основании найденной информации о характерных особенностях зубчиков и информации об основных дополнительных препятствующих контрафакции особенностях.
[169] Возможен вариант, когда способ печати 5 используется для печати предназначенного для противодействия контрафакции участка со сформированными случайным образом пилообразными краями (6), в печатающем устройстве, кроме того используется читаемая электронными устройствами печатная краска (3) с добавлением матирующего агента для того, чтобы выполнить струйную печать кода (4) и/или логотипа (5) на используемом для печати материале (2), или кроме того, накладывается матирующий прозрачный защитный слой на переводной слой (7) кода (4) и/или логотипа (5).
[170] Возможен вариант, когда в печатающем устройстве используется, кроме того, печатная краска с добавленным в нее порошком для печати кода (4) и/или логотипа (5) на используемого для печати материале (2) или наложение некоторого количества распределенного случайным образом мелкого порошка на используемый для печати материал (2), при этом размер мелкого порошка находится в диапазоне 0,05≥W≥0,01 мм.
[171] Устройство получения и сохранения информации, кроме того, получает информацию об особенностях случайного распределения мелкого порошка на коде (4) и/или на логотипе (5), сохраняет полученную информацию в базе данных как информацию о второстепенных дополнительных препятствующих контрафакции особенностях, создает файл со связями между информацией о второстепенных дополнительных препятствующих контрафакции особенностях и информацией о коде (4) и сохраняет этот файл в базе данных.
[172] В соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2), выполняющий проверку процессор производит поиск в базе данных файла с информацией о характерных особенностях зубчиков и информацию о второстепенных дополнительных препятствующих контрафакции особенностях, которые связны с информацией о подлинности проверке кода (4), и осуществляет проверку наличия факта контрафакции на основании найденной информации о характерных особенностях зубчиков и информации о второстепенных дополнительных препятствующих контрафакции особенностях.
[173] В качестве варианта, выполняющий проверку процессор получает особый запрос на проверку, посланный со снабженного камерой телефона пользователя и содержащий подлежащее распознаванию изображение (18) подлежащего проверке используемого для печати материала (2) и информацию о коде (4), при этом подлежащее распознаванию изображение (18) получают путем фотографирования предназначенного для противодействия контрафакции участка подлежащего проверке используемого для печати материала (2) с использованием объектива с разрешением, большим, чем заранее определенное пороговое количество пикселей, и с оптическим увеличением, не меньшим, чем заранее определенное увеличение, с расстояния, меньшего, чем заранее определенное расстояние до фотографируемого объекта.
[174] Выполняющий проверку процессор целенаправленно осуществляет поиск в базе данных изображения (8) характерных особенностей зубчиков, которое связано с информацией о коде (4) подлежащего проверке предназначенного для печати материала (2), сравнивает пилообразные края (6) на изображении (8) характерных особенностей зубчиков и на подлежащем распознаванию изображении (18), сличает подлежащее распознаванию изображение (18), вырабатывает заключение о проверке и посылает заключение о проверке на телефон пользователя.
[175] В качестве варианта, когда качество полученного путем фотографирования подлежащего распознаванию изобретения (18) отвечает установленным требованиям, выполняющий проверку процессор, кроме того, сравнивает изображение (8) характерных особенностей зубчиков и подлежащее распознаванию изображение (18), использует заданный алгоритм совмещения, с тем, чтобы получить заключение о проверке; а когда качество полученного путем фотографирования подлежащего распознаванию изображения (18) не отвечает установленным требованиям, выполняющий проверку процессор пересылает подлежащее распознаванию изображение (18) и изображение (8) характерных особенностей зубчиков по адресу оперативного выполнения проверки оператором и получает заключение о проверке, которое было послано обратно после проверки оператором.
[176] Возможен вариант, когда выполняющий проверку процессор, кроме того, получает запрос о проверке, который послан со снабженного камерой телефона пользователя и содержит информацию о коде (4) подлежащего проверке используемого для печати материала (2); тогда выполняющий проверку процессор выполняет поиск в базе данных изображения (8) характерных особенностей зубчиков, которое связано с информацией о коде (4) подлежащего проверке используемого для печати материала (2), и пересылает найденное изображение (8) характерных особенностей зубчиков на снабженный камерой телефон пользователя для того, чтобы пользователь мог использовать изображение (8) характерных особенностей зубчиков и подлежащее распознаванию изображение (18) подлежащего проверке используемого для печати материала (2) и выполнить проверку наличия факта контрафакции на стороне снабженной камерой телефона пользователя, при этом подлежащее распознаванию изображение (18) получают путем фотографирования предпочтительного для противодействия контрафакции участка подлежащего проверке используемого для печати материала (2) с использованием объектива с разрешающей способностью превышающей установленное пороговое значение количества пикселей, и оптическим увеличением, не меньшим, чем установленное увеличение, с расстояния до фотографируемого объекта, меньшего, чем установленное расстояние.
[177] Далее будет описана конкретная реализация изобретения на примере нескольких конкретных вариантов выполнения.
[178] Вариант выполнения 1
[179] В этом варианте выполнения способ противодействия контрафакции по краю печатной краски, предложенный в этом изобретении, используется для создания кода - код (4), предназначенного для электронного мониторирования лекарственных аппаратов.
[180] Как показано на Фиг. 1, Фиг. 5 и Фиг. 9, в производственной линии печатающее устройство, например, печатающее устройство для печати отверждаемой УФ излучением краской используется для струйной печати кодов на поступающем используемом для печати материале (2), например, на коробках с лекарственными препаратами, с целью образовать коды (4) для электронного мониторирования лекарственных препаратов, имеющих уникальные пилообразные края (6), при этом по виду коды (4) должны иметь аккуратные края печатной краски и достигать стандарта печати уровня С.
[181] Для того, чтобы вызвать образование микродеформаций на штрих-кодах и символах в кодах, используемых для мониторирования лекарственных препаратов с помощью электронных средств, и тем самым образование более выраженных уникальных пилообразных краев (6) с размерами S отдельного зубчика S≥0,03 мм (Н) × 0,03 мм (W), можно принять следующие меры. Между краскоструйной печатающей машиной (1) и УФ сушильной лампой (19) можно установить воздушную пушку, и поток воздуха под высоким давлением, например, сильная струя (11) воздуха, будет обдувать непросохшую нанесенную читаемую электронными устройствами печатную краску (3), с тем, чтобы давление ветра ускорило диффузию и деформацию штрих-кодов и символов в кодах для электронного мониторирования лекарственных препаратов. Несомненно, во время конкретной реализации процесса, можно использовать снижающий вязкость прижимной ролик (9) для того, чтобы прокатывать непросохшую читаемую электронными устройствами печатную краску (3) (нанесенную различными способами печати) и принудительно вызвать образование микродеформаций на напечатанных узлах решетки, элементах печатной краски и на краях символов, создавая тем самым зубчики размера 0,3 мм (Н)≥S≥0,03 мм (Н), который соответствует требованиям замысла. Уникальные пилообразные края (6) кодов для электронного мониторирования лекарственных препаратов, созданные подобным образом, могут иметь следующие дефекты: постепенное изменение цвета и нечеткий контур (см. Фиг. 9).
[182] Для того, чтобы сфотографировать с оптическим увеличением коды для электронного мониторирования лекарственных препаратов, на которых после просушивания образуются уникальные пилообразные края (6), требуется цифровая фотокамера (12) промышленного уровня с микрообъективом, при этом оптическое увеличение n устанавливается в соответствии со стандартом, по которому уникальные пилообразные края (6) на полученном путем фотографирования изображении (8) характерных особенностей зубчиков можно хорошо рассмотреть невооруженным глазом, при этом n≥1 или 2, или 4, или 8, или 16, или 32, или 48; информация об особенностях уникальных пилообразных краев (6) вместе с информацией о коде (4) хранится в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в качестве информации о препятствующих контрафакции особенностях (а именно, в качестве основы при проверке наличия факта контрафакции) с тем, чтобы пользователи могли выполнить проверку подлинности. Далее приводятся конкретные способы проверки наличия факта контрафакции.
[183] Пользователь использует смартфон с размером экрана не меньше 4 дюймов и разрешающей способностью объектива не менее 8 миллионов пикселей, чтобы следовать общедоступному ресурсу противодействия контрафакции в WeChat или загрузить специально разработанное справочное приложение противодействия контрафакции, а затем использует смартфон (в качестве средства увеличения) для того, чтобы с малого расстояния (например, меньшего, чем 65 мм) с оптическим увеличением сделать фотоснимок - изображение (8) характерных особенностей зубчиков на коде (4) и/или логотипе (5) на участке используемого для печати материала (2) и передает информацию о препятствующих контрафакции особенностях такую, как изображение (8) характерных особенностей зубчиков, и информацию о коде (4) в подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски (путем включения передачи текстовых сообщений или мультимедийных сообщений), а затем подключенная к сети система проверки наличия факта контрафакции по краю печатной краски сравнивает характерные особенности подлежащего распознаванию пилообразного края (6) с соответствующей информацией о препятствующих контрафакции особенностях (файлом с характерными особенностями пилообразного края (6) и передает обратно на смартфон информацию о заключении в пользу подлинности, если эти характерные особенности совпадают, или передает обратно на смартфон информацию о заключении в пользу подделки, если характерные особенности не совпадают.
[184] Для кодов для электронного мониторирования лекарственных препаратов или QR-кодов, которые образуются, согласно описанному выше способу через последовательность операций, включающих печать, деформацию, фотографирование и запись, клиент имеющий снабженный камерой телефон с программным обеспечением WeChat, Baidu, Taobao и/или Wochacha может войти в подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски и загрузить себе из базы данных изображение (8) характерных особенностей зубчиков (или посредством PC), а затем воспользоваться другим (или тем же самым) смартфоном (в качестве увеличительной камеры) с размером экрана не менее 4 дюймов и с разрешающей силой объектива не менее 8 миллионов пикселей для того, чтобы сфотографировать с малого расстояния (например, с расстояния, меньшего 65 мм) участок кода и получить подлежащее распознаванию изображение (18) отличительных особенностей уникального пилообразного (края) кода для электронного мониторирования лекарственных препаратов, увеличить подлежащее распознаванию изображение (18) на экране телефона, внимательно рассмотреть его и проверить, идентичны ли характерные особенности уникальных пилообразных краев (6) на этих двух изображениях, а затем самостоятельно вынести суждение о подлинности. Для того, чтобы обеспечить проверку наличия факта контрафакции, покупатели могут загрузить справочное приложение о проверке наличия факта контрафакции и самостоятельно вынести суждение о подлинности.
[185] Пользователь также может воспользоваться телефоном с камерой, имеющей разрешаемую способность объектива не менее 8 миллионов пикселей, для того, чтобы отсканировать код (4) и/или логотип (5) такие, как QR-код на используемом для печати материале (2), для того чтобы получить информацию о коде (4) и подлежащем распознаванию изображению (18) уникального пилообразного края (6), затем загрузить себе изображение (8) характерных особенностей зубчиков уникального пилообразного края (6) из базы данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в соответствии с отсканированной информацией о коде (4), при этом это изображение представляет собой изображение из файла, затем воспользоваться телефоном с камерой (в качестве увеличительной камеры), имеющей разрешающую способность объектива не менее 8 миллионов пикселей для того, чтобы сделать фотоснимок с оптическим увеличением и с малого расстояния (например с расстояния, меньшего 65 мм) и получить изображение (18) уникального пилообразного края (6), которое подлежит распознаванию, одновременно воспроизвести на экране мобильного телефона подлежащее распознаванию изображение (18) и изображение из файла, а затем рассмотреть их невооруженным глазом и проверить, идентичны ли уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) и уникальный пилообразный край (6) на изображении из файла, и, наконец вынести суждение о подлинности.
[186] После загрузки специально разработанного справочного приложения о проверке наличия факта контрафакции на снабженном камерой телефон с размером экрана не меньше 4 дюймов и разрешающей способностью объектива не менее 8 миллионов пикселей, пользователь также может воспользоваться камерой, чтобы отсканировать код (4) и/или логотип (5), находящийся на участке используемого для печати материала (2), загрузить информацию о коде (4) в базу данных подключенной к сети системе проверки наличия факта контрафакции по краю печатной краски и загрузить себе соответствующий файл с информацией о препятствующих контрафакции особенностях; затем с помощью снабженного камерой телефона сравнить информацию о препятствующих контрафакции особенностях из файла с информацией об особенностях подлежащего распознаванию уникального пилообразного края (6); и на экране воспроизводится информация о том, что получено заключение о подлинности, если информация об обнаруженных особенностях совпадает, или воспроизводится информация о том, что получено заключение о подделке, если информация об обнаруженных особенностях не совпадает.
[187] Пользователь также может воспользоваться снабженным камерой телефоном с размером экрана не менее 4 дюймов и разрешающей способностью объектива не менее 8 миллионов пикселей для того, чтобы сделать фотоснимок кода (4) и/или логотипа (5), находящихся на участке используемого для печати материала (2), с малого расстояния (например, 55 мм) и с увеличением, послать этот фотоснимок в базу данных подключенной к сети системе проверки факта контрафакции по краю печатной краски в форме текстового сообщения, мультимедийного сообщения или сообщения We Chat официального аккаунта We Chat и ждать, когда подключенная к сети система проверки наличия факта контрафакции по краю печатной краски проверит характерные особенности зубчиков и сделает заключение о подлинности.
[188] Снабженные камерами телефоны обычных пользователей различаются в различных аспектах, включая уровни фотографирования, и позволяют достичь различных результатов фотографирования при различной освещенности окружающей среды, поэтому подлежащее распознаванию изображения (18) уникальных пилообразных краев (6), которые фотографируются с целью проверки подлинности продукта, также отличаются своим качеством. Некоторые подлежащие распознаванию изображения (18) не отвечают требованиям по качеству и не могут быть автоматически идентифицированы подключенной к сети системой проверки наличия факта контрафакции по краю печатной краски. Для того, чтобы решить эту проблему, в этом варианте выполнения изобретения предлагается следующее техническое решение: после того, как подключенная к сети система проверки наличия факта контрафакции по краю печатной краски получит подлежащее распознаванию изображение (18) и его код (4), которые были посланы со снабженного камерой телефона (от пользователя) (если программное обеспечение системы не сможет выполнить автоматическую идентификацию), изображение (8) характерных особенностей зубчиков, (хранящееся) в базе данных можно загрузить себе в соответствии с кодом (4), при этом это изображение является изображением из файла; затем подлежащее распознаванию изображение (18) и изображение из файла вместе воспроизводятся на экране рабочего компьютера дополнительного контролера; затем оператор выполняющий дополнительную проверку, рассматривает их и проверяет, соответствует ли уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) и уникальный пилообразный край (6) на изображении из файла, затем делает заключение о подлинности, и передает обратно информацию с заключением о проверке на телефон (пользователя) через подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски.
[189] Для того, чтобы увеличить трудности при копировании и при подделке и помешать лицам, использующий свое служебное положение, копировать информацию о препятствующих контрафакции особенностях, а затем изготавливать контрафактную продукцию, в этом варианте выполнения изобретения перед снабженным камерой телефоном можно дополнительно поместить сетку, которая создает образующие помехи полосу (14) на изображении. Таким образом, даже если сотрудник предприятия скопирует и украдет изображение, на подделанном коде (4), который напечатан в соответствии с изображением, будет виден рисунок в виде сетки, поэтому на контрафактных изделиях будет видно несоответствие подлинным изделиям. Несомненно, создающие помехи полосы (14), подобно сетке, можно поместить на изображение путем имитационного моделирования при помощи программного обеспечения во время создания изображения, а не размещать сетку перед камерой.
[190] Вариант изобретения 2.
[191] В этом варианте выполнения изобретения создается код (4) - код для электронного мониторирования лекарственных препаратов.
[192] Как показано на Фиг. 1, Фиг. 2, Фиг. 4 и Фиг. 10, на печатной производственной линии краскоструйная печатная машина (1), например, краскоструйная печатная машина для печати отверждаемой УФ-излучением краской, используется для струйной печати кодов на некотором поступающем используемом для печати материале (2). Нанесенная читаемая электронными устройствами печатная краска (3) служит читаемым электронными устройствами клеем. Блестящая пленка (10) холодной печати накладывается на используемый для печати материал (2), прокатывается прижимным валиком (9), а затем снимается таким образом, чтобы блестящий переводной слой (7) переносился на читаемую электронными устройствами печатную краску (3), создавая тем самым код для электронного мониторирования лекарственных препаратов, имеющий уникальный пилообразный край (6) с четким контуром (при отсутствии постепенного изменения цвета) и с размером отдельных зубчиков S≥0,03 мм (Н). Изготовленный таким образом код для мониторирования лекарственных препаратов имеет преимущество, состоящее в том, что уникальный пилообразный край (6) имеет четкий контур и не имеет постепенного изменения цвета, его просто идентифицировать автоматически путем запроса к справочному приложению о проверке отсутствия факта контрафакции, и преимущество, состоящее в том, что код (4) имеет металлический блеск и даже уникальные лазерные узоры на поверхности. Эти уникальные лазерные узоры выделены с пленки (10) случайным образом, поэтому очень сложно выделить, записать, скопировать и подделать эти узоры во второй раз. Кроме того, уникальные лазерные узоры фотографируются и хранятся в базе данных подключенной к сети системы проверки наличия факта подделки по краю печатной краски вместе с уникальным пилообразным краем (6) для того, чтобы пользователи могли их разыскать, проверить и вынести суждение о подлинности.
[193] Для более успешного противодействия контрафакции участок выделенных случайным образом образованных лазером узоров или полос или цветных полос или цветных рисунков на переводном слое (7) на коде (4) и/или логотипе (5) можно сфотографировать и поместить в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и зарегистрировать в качестве еще одного вида информации о дополнительных препятствующих контрафакции особенностях, предназначенной для дальнейшего использования при проверке наличия факта контрафакции.
[194] В переводной слой (7) также добавляют некоторое количество распределенного случайным образом мелкого порошка, при этом этот мелкий порошок переносится на код (4) и/или на логотип (5), и получают информацию о случайном распределении особенностей распределенного случайным образом мелкого порошка в качестве еще одного вида информации о препятствующих контрафакции особенностях и регистрируют ее в базе данных подключенной к сети системы наличия факта контрафакции по краю печатной краски.
[195] Для того, чтобы вызвать диффузию и образование микродеформации на штрих-коде или символах кода для электронного мониторирования лекарственных препаратов и создать случайным образом уникальный пилообразный край (6), можно принять следующие меры. Между краскоструйной печатной машиной (1) и УФ сушильной лампой (19) можно поместить прижимной валик (9). Желательно, чтобы рабочая поверхность валика была спроектирована, как неровная рабочая поверхность для того, чтобы прокатывать штрих-код и символы кода для электронного мониторирования лекарственных препаратов таким образом, чтобы вызвать диффузию и микродеформацию.
[196] Еще одна цифровая камера (12) необходима для того, чтобы сфотографировать код для электронного мониторирования лекарственных препаратов, на котором после просушки и затвердения образован уникальный край (6), полученное изображение помещается в базу данных подключений к сети системы проверки наличия факта контрафакции по краю печатной краски и регистрируется в ней.
[197] Вариант выполнения изобретения 3.
[198] В этом варианте выполнения создаются QR-коды вебсайта и порядкового номера базы данных подключенной к сети системы проверки наличия контрафакции по краю печатной краски, например, QR-код с содержанием http://t.ppk365.com/y3655j77BB56 (как показано на Фиг. 6)
[199] Как показано на Фиг. 5, Фиг. 6 и Фиг. 9, на печатной производственной линии краткоструйная печатная машина (1), например, краскоструйная печатная машина предназначенная для печати отверждаемой УФ-излучением краской, используется для печати кодов на поступающем используемом для печати материале (2), например, на коробках с медикаментами для создания QR-кодов - кодов (4) с уникальными пилообразными краями (6).
[200] Для того, чтобы вызвать диффузию и микродеформацию QR-кодов и образовать уникальные пилообразные края (6), можно принять следующие меры. Между краскоструйной печатной машиной (1) и УФ сушильной машиной (19) можно установить воздуходувку и сильным потоком (11) воздуха обдувать непросохшую читаемую электронными устройствами печатную краску (3), таким образом, чтобы ветровое давление вызывало образование микродеформации на QR-кодах под действием внешней силы, создавая тем самым улучшенные различимые пилообразные края (6) с размером отдельных зубчиков S≥0,03 мм (Н) × 0,03 мм (W).
[201] Для того, чтобы усилить диффузию и вызвать на QR-кодах образование микродеформаций с большей амплитудой, сушильную лампу (19) можно разместить на расстоянии от сопла каскоструйной печатной машины с тем, чтобы насколько возможно задержать сушку и дать печатной краске (3) достаточно времени, чтобы растечься или сжаться. Согласно стандартной установке, расстояние, на котором сушильная лампа (19) находится от сопла, составляет не более 80 мм. Для того, чтобы задержать высыхание, в этом варианте выполнения изобретения сушильную лампу (19) можно установить на расстоянии, большем, чем 160 мм или 200 мм от сопла краскоструйной машины.
[202] Для того, чтобы усилить диффузию и вызвать на QR-кодах образование микродеформаций с большей амплитудой на используемый для печати материал (2) на месте расположения кода (4) и/или логотипа (5) можно заранее нанести способом печати покрытие со свойством диффузанта, а именно печатное покрытие, в которое добавлен диффузант, затем на покрытии с диффузантом печатают код (4) и/или логотип (5); далее, происходит ускорение диффузии или сжатия непросохшей печатной краски (3) с образованием уникального пилообразного края (6). Диффузант представляет собой коммерчески доступный химический диффузант (употребляемый в таких изделиях, как электрические утюги), и если диффузант наложить на такие покрытия, как печатная краска, то можно получить требуемое печатной покрытие со свойством диффузанта.
[203] Для того, чтобы усилить диффузию и вызвать на QR-кодах образование микродеформаций с большей амплитудой, можно повысить выравнивающую способность (подвижность) печатной краски (3) и тем самым ускорить диффуфию (деформацию при растекании) печатной краски (3).
[204] Для того, чтобы сфотографировать QR-код, на котором после высыхания образован уникальный пилообразный край (6), требуется еще одна цифровая камера (12), с помощью которой полученное изображение помещается в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и регистрируется в ней.
[205] Что касается QR-кодов, которые образованы описанным выше способом, как последовательность links, включающих печать, деформирование, фотографирование и запись, покупатель, имеющий снабженный камерой телефон с программным обеспечением We Chat, Baidu, Taobao и/или Wochacha, может отсканировать QR-коды; затем с помощью телефона он может автоматически войти в подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски, используя программное обеспечение, и скачать изображение (8) характерных особенностей зубчиков из базы данных, затем пользователь может воспользоваться еще одним (или тем же самым) снабженным камерой телефоном (в качестве увеличительной камеры) с размером экрана не менее 4 дюймов и с разделяющей способностью объектива не менее 8 миллионов для того, чтобы получить путем фотографирования с малого расстояния (например, с расстояния, меньшего 65 мм) изображение участка - подлежащее распознаванию изображения (18) характерных особенностей уникального пилообразного края QR-кода, увеличить на экране телефона подлежащее распознаванию изображение (18), внимательно рассмотреть его, чтобы определить, идентичны ли друг другу характерные особенности пилообразных краев (6) на этих двух изображениях; и тогда он может самостоятельно вынести суждение о подлинности.
[206] Несомненно, пользователь может воспользоваться телефоном с камерой с разрешающей способностью объектива не менее 8 миллионов пикселей в качестве лупы, поместить телефон с камерой на расстоянии, меньшем 65 мм от кода (4) и/или от логотипа (5), включить программное обеспечение камеры или программное обеспечение лупы, увеличить уникальный пилообразный край (6) на использованном для печати материале (2), рассмотреть его и определить, будет ли этот уникальный пилообразный край (6) идентичен уникальному пилообразному краю (6) на изображении из файла, и затем вынести суждение о подлинности.
[207] Вариант выполнения изобретения 4.
[208] При использовании этого изобретения создается код для электронного мониторирования лекарственных препаратов или QR-код, имеющий уникальный пилообразный край (6) на части области.
[209] Как показано на Фиг. 7, Фиг. 8 и Фиг. 9, на печатной производственной линии краткоструйная печатная машина (1), например, краскоструйная печатная машина, предназначенная для печати отверждаемой УФ-излучением краской используемая для печати кодов струей печатной краски на используемом для печати материале (2) и для образования кодов для электронного мониторирования лекарственных препаратов или QR-кодов, а именно кодов (4) с уникальными пилообразными краями (6).
[210] Для того, чтобы вызвать ускорение образования микродеформаций на части области кода (4) с тем, чтобы создать случайным образом уникальный пилообразный край (6), можно принять следующие меры. Для струйной печати части кода (4) можно применить способ повторной струйной печати сперва без выдавливания и обдувания воздухом таким образом, чтобы на этом участке не возникал пилообразный край (6), а затем остальная часть кода (4) печатается с помощью струйного принтера таким образом, что на этой части образуется уникальный пилообразный край (6). В качестве варианта возможно между краскоструйной печатной машиной (1) и УФ сушильной машиной (19) установить воздушную пушку, и сжатый воздух, например, сильный поток воздуха (11), обдувает непросохший участок вторично нанесенной краски (например, дозировочное устройство для клея используется для того, чтобы нанести каплю красного отверждаемого УФ-излучением клея в центральную область QR-кода), и тогда давление ветра вызывает образование микродеформаций на этом участке под действием внешней силы, и тем самым образует более заметный уникальный пилообразный край (6) с размером отдельных зубчиков S≥0,03 мм (Н) × 0,03 мм (W).
[211] Также, как показано на Фиг. 8, логотип (5) в виде штрих-кода из вертикальных полос можно напечатать рядом с кодом для электронного мониторирования лекарственных препаратов, и тогда уникальный пилообразный край (6) должен быть образован на штрих коде. Также, как показано на Фиг. 11 и Фиг. 12, с четырех сторон QR-кода можно напечатать логотип (5), имеющий вид тесьмы и тогда уникальный пилообразный край образуется только на этой тесьме. Также, как показано на Фиг. 13, пояснительный логотип (5) "отсканируй, чтобы проверить подлинность" напечатан рядом с QR-кодом, и уникальный пилообразный край (6) образован только на логотипе.
[212] Для того чтобы сфотографировать просохший код (4), на части которого образован уникальный пилообразный край (6), необходимо еще одна цифровая камера (12), с помощью которой полученное изображение помещается в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски.
[213] Таким образом, пользователь может использовать камеру телефона, чтобы отсканировать код (4) и/или логотип (5) на используемом для печати материале (2), загрузить информацию о характерных особенностях пилообразного края (6) на некоторых участках кода (4) или логотипа (5) и информацию о коде (4) в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски; затем система компьютерного поиска для противодействия контрафакции сравнивает загруженную в нее информацию с соответствующим файлом с информацией о препятствующих контрафакции особенностях и передает обратно на снабженный камерой телефон информацию о том, что получено заключение о подлинности, если информация о характерных особенностях совпадает, или передает обратно информацию о том, что получено значение о подделке, если информация о характерных особенностях не совпадает.
[214] Вариант выполнения изобретения 5.
[215] При использовании этого изобретения создается QR-код - код(4) с уникальным пилообразным краем (6).
[216] Как показано на Фиг. 14, для печати на таких поступающих используемых для печати материалах (2), как плотная высокосортная бумага или тисненая бумага, можно использовать цифровой принтер (1) HP Indigo и случайные фрагментарные микродеформации на кодах (4) и/или логотипах (5) образуются за счет особенности, при которой углубления не соприкасаются с печатной формой и, следовательно, к ним не пристает печатная краска (3), что приводит к образованию QR-кода с более заметным уникальным пилообразным краем (6) с размерами отдельного зубчика S≥0,03 мм (Н) × 0,03 мм (W).
[217] Для того, чтобы сфотографировать просохший код (4), на части которого образован уникальный пилообразный край (6), необходима еще одна цифровая камера (12), с помощью которой получено изображение помещается в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски.
[218] Что касается кодов (4), которые образованы описанным выше способом, как последовательность Links, включая печать, фотографирование и запись, то покупатель, имеющий снабженный камерой телефон с программным обеспечением We Chat, Baidu, Taobao и/или Wochacha, может отсканировать коды, затем с помощью телефона он может быстро войти в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и загрузить себе соответствующее изображение. Затем покупатель может использовать телефон с камерой в качестве лупы для того, чтобы внимательно рассмотреть характерные особенности на участках уникальных пилообразных краев (6) и определить, соответствуют ли они характерным особенностям на загруженном изображении, и затем самостоятельно вынести суждение о подлинности. Для того, чтобы упростить проверку подлинности, пользователь может загрузить себе специально разработанный справочное приложение о противодействии контрафакции и выполнить автоматическое сравнение и проверку подлинности.
[219] Вариант выполнения изобретения 6.
[220] При использовании этого изобретения создается QR-код, а именно код (4) с уникальным пилообразным краем (6).
[221] Как показано на Фиг. 15 и Фиг. 16., для печати на поступающем используемом для печати материале (2) можно использовать цифровой принтер (1) HP Indigo.
[222] До начала печати несколько пилообразных краев (6) создаются посредством программного обеспечения, затем случайным образом присоединяются к кодам (4) и/или к логотипам (5), которые первоначально не имеют уникальных пилообразных краев (6) и создаются оператором и, тем самым, образуется электронный файл (13), в который добавлены уникальные пилообразные края (6). Затем этот файл распечатывается и выводится цифровым принтером (1) HP Indigo. Далее электронный файл (13) с уникальными пилообразными краями (6) бесследно стирается, чтобы помешать сотрудникам предприятия совершить кражу, и затем уникальные пилообразные края (6) с размерами отдельных зубчиков S≥0,03 мм (Н) × 0,03 мм (W) печатаются.
[223] Как показано на Фиг. 24, используя описанный выше способ печати, можно получить следующий результат: несколько уникальных пилообразных краев (6) можно создать автоматически с помощью зашифрованного программного обеспечения, а затем подкачать к литере Н таким образом, что множество отдельных зубчиков организуются в виде (двоичного) кода (23), который представляет собой определенный смысл. Как показано на Фиг. 24, выступающие зубчики на литере Н представляют цифру 1, а впадины представляют собой 0. Таким образом, код (23), размещенный в определенном порядке сверху на левой стороне литеры Н, представляет собой двоичное число 010101101101011010 (а именно, десятичное число 88922), а код (23), размещенный в определенном порядке сверху вниз на правой стороне литеры Н, представляет собой двоичное число 010110101101101010 (а именно, десятичное число 93034).
[224] Программное обеспечение, имитирующее процесс фотографирования, разрабатывается и загружается в цифровой принтер (1) HP Indigo. Цифровой принтер (1) HP Indigo печатает и выводит электронный файл (13) кодов (4) и/или логотипов (5) с уникальными краями (6), преобразует электронный файл в имитирующее изображение (15), на которое накладывается создающее помехи полосы (14), а затем передает это изображение оператору. Оператор загружает имитирующее изображение (15) в сочетании с информацией о кодах (4) в качестве информации о характерных особенностях зубчиков в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски таким образом, чтобы пользователи могли сличить и выполнить проверку подлинности.
[225] Несомненно, для того, чтобы упростить этот процесс, электронный файл (13) с уникальными пилообразными краями (6) и/или метками, которые создаются до начала печати, можно поместить в качестве информации о характерных особенностях зубчиков в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски, вместо использования программного обеспечения, имитирующего процесс фотографирования, и фотографирование с оптическим увеличением для получения изображения. Однако, подобные упрощенные способы уменьшают сложности подделки и снизят эффективность противодействия контрафакции.
[226] Для кодов (4), которые образованы описанным выше способом, как последовательность шагов, включающих печать и запись, покупатель имеющий снабженный камерой телефон с программным обеспечением WeChat, Baidu, Taobao и/или Wochacha, может отсканировать коды, затем с помощью телефона он может быстро войти в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и загрузить себе соответствующее изображение. Затем покупатель может использовать телефон с камерой в качестве лупы для того, чтобы внимательно рассмотреть характерные особенности на участках уникальных пилообразных краев (6) и определить, соответствуют ли они характерным особенностям на загруженном изображении, и затем самостоятельно вынести суждение о подлинности. Для того, чтобы сделать проверку подлинности более удобной, пользователь может загрузить себе специально разработанное справочное приложение для противодействии контрафакции, визуально сравнить характерные особенности уникальных пилообразных краев (6) или расшифровать (двоичные) коды (23) и вынести суждение о подлинности.
[227] В этом изобретении также загружается имитирующее изображение (15) с создающими помехи полосами (14), и тогда разрешающую способность можно установить очень низкой такой, чтобы информацию о характерных особенностях можно было получить, не прибегая к оптическим приборам, но не четко, и если информация о характерных особенностях печатается с целью контрафакции, то тогда напечатанное изображение будет серьезно искажено и содержать создающие помехи полосы (14), и пользователи смогут это увидеть и узнать контрафактные продукты.
[228] Вариант выполнения изобретения 7.
[229] При использовании этого изобретения используемым для печати материалом (2) являются упаковки для лекарств в виде блистера из алюминия и пластика.
[230] Как показано на Фиг. 17, краскоструйная печатная машина (1) печатает коды на поступающем используемом для печати материале (2), а именно упаковках в виде блистеров из алюминия и пластика, таким образом, что на каждой упаковке в виде блистера из алюминия и пластика имеется уникальный код (4).
[231] Затем, машина для упаковки лекарств в блистеры из алюминия и пластика используется для горячей штамповки и запечатывания таблеток (17), и на штампе для горячей штамповки имеется несколько выпуклостей и выпуклых точек, поэтому блистеры из алюминия и пластика штампуются с соответствующими углублениями (20). В результате тщательных наблюдений было замечено, что углубления (20) создают хаотичные микроповреждения (включая хаотичные трещины, хаотичные выемки, хаотичные выступы, хаотичные скручивания) различной степени на кодах (4) и логотипах (5) таких, как названия лекарств, сертификаты и названия производителей, поэтому на кодах (4) и/или логотипах (5) образуются следы (16) микроповреждений с размером S≥0,03 мм (Н) × 0,03 мм (W), например, уникальные пилообразные края 6).
[232] Следы (16) микродеформаций на кодах (4) и/или логотипах (5) фотографируются, и фотоснимки следов (16) микроповреждений вместе с информацией о кодах (4) сохраняются в качестве информации о препятствующих контрафакции особенностях (а именно, основы для проверки подлинности) в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски с тем, чтобы пользователи могли сличать и выполнять проверку подлинности. Другими словами, когда используемый для печати материал (2) представляет собой упаковочный материал такой, как упаковочный материал в виде блистера из алюминия и пластика, информация о препятствующих контрафакции особенностях представляет собой информацию о следе (16) микроповреждения на коде (4) и/или логотипе (5) на упаковочном материале в виде блистера из алюминия и пластика.
[233] Покупатель у которого имеется телефон с камерой с программным обеспечением Wechat, Baidu, Taobao и/или Wochacha, может отсканировать коды, затем с помощью телефона он может быстро войти в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и скачать себе соответствующее изображение. Затем покупатель может использовать телефон с камерой в качестве лупы для того, чтобы внимательно рассмотреть характерные особенности следов повреждений и определить, соответствуют ли они характерным особенностям на скаченном изображении, и затем самостоятельно вынести суждение о подлинности. Для того, чтобы облегчить проверку наличия факта контрафакции, покупатели могут загрузить себе справочное приложение о противодействии контрафакции и осуществить автоматическое сравнение и вынести самостоятельно суждение о подлинности.
[234] Вариант выполнения изобретения 8.
[235] При использовании этого изобретения создается QR-код с уникальным пилообразным краем (6) на части площади.
[236] Как показано на Фиг. 5 и Фиг. 7, на линии производства разлитых в банки напитков используют краскоструйную печатную машину (1), например, краскоструйные печатные машины с отверждаемой УФ-излучением краской, для печати кодов на поступающем используемом для печати материале (2), например, на банках с легковскрывающейся крышкой, и созданию последовательности цифр - кодов (4).
[237] Дозатор для клея используют, чтобы нанести каплю прозрачного красного отверждаемого УФ-излучением клея на центральную область кода (4), а именно, QR-кода, обдувание сильной струей (11) воздуха происходит таким образом, что капля прозрачного красного отверждаемого УФ-излучением клея сдавливается струей воздуха, что вызывает ее диффузию и микродеформацию, а после высыхания - имеющего неправильную форму логотипа (5) из прозрачного красного отверждаемого УФ-излучением клея, как показано на Фиг. 7, при этом в прозрачный красный отверждаемый УФ-излучением клей добавляют 3% мелкого черного порошка (например, тонких полиэтиленовых пластинок с диаметром пластинки 0,05 мм и толщиной 12 мкм).
[238] Для того, чтобы сфотографировать с оптическим увеличением просохший код (4) и прозрачный красный отверждаемый УФ-излучением клей, образующий логотип (5), необходима цифровая камера (12) с микрообъективом, с помощью которой полученное при фотографировании характерных особенностей зубчиков изображение (8) помещается на хранение в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и регистрируется в ней.
[239] Что касается кода (4) и его логотипа (5), которые образованы описанным выше способом, в виде последовательности шагов, включающих струйную печать, деформирование фотографирование и регистрацию, покупатель, имеющий снабженный камерой телефон с программным обеспечением We Chat, Baidu, Taobao и/или Wochacha, может отсканировать код (4) и логотип (5), а затем с помощью телефона быстро войти в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски и скачать изображение (8) характерных особенностей зубчиков, имеющее высокую четкость.
[240] Затем покупатель может воспользоваться другим или тем же самым снабженной камерой телефоном для того, чтобы сделать фотоснимок - подлежащее распознаванию изображение (18) характерных особенностей увеличенного пилообразного края на каждом коде (4) и на каждом логотипе (5), выполненным прозрачным красным отверждаемым УФ-излучением клеем, на легковскрывающейся банке, а затем рассмотреть эти два изображения невооруженным глазом в телефоне с камерой и проверить, совпадают ли уникальные пилообразные края (6) на этих двух изображениях и соответствуют ли особенности распределения мелкого черного порошка (дополнительная препятствующая контрафакции особенность) на этих двух изображениях, для того, чтобы вынести суждение о подлинности.
[241] Вариант выполнения изобретения 9.
[242] Как показано на Фиг. 19 и Фиг. 20, краскоструйная печатная машина модели Videojet 1610HD, способная печатать мелкими цветными элементами, выбрана для струйной печати кодов (4) таких, как семиточечные даты изготовления типа символов на упаковочном материале продуктов таком, как боковые поверхности донных заглушек бутылок для минеральной воды, донца металлических банок с легковскрывающейся крышкой, верхняя часть молочных тетрапаков или донца металлических банок с напитками типа колы на производственной линии розлива продукта по банкам.
[243] Для того, чтобы деформировать нанесенные с помощью краскоструйного принтера отдельные элементы (21) краски и образовать уникальные пилообразные края (6), производственную линию можно оборудовать воздушной пушкой высокого давления, чтобы обдувать напечатанные струйным принтером коды (4) такие, как даты изготовления, и вызывать тем самым образование уникальных пилообразных краев (6) на некоторых отдельных элементах (21) краски.
[244] Затем, производственная линия разлива продукта по металлическим банкам оборудуется промышленной цифровой камерой (12) с микрообъективом, предназначенной для фотографирования просохших кодов (4) (таких как даты изготовления) с оптическим увеличением при этом увеличение n устанавливается в соответствии со стандартом, требующим, чтобы форму отдельных точек (21) краски на кодах (4) можно было хорошо рассмотреть невооруженным глазом на полученном путем фотографирования изображений (8) характерных особенностей зубчиков.
[245] Фотоснимок (8) характерных особенностей зубчиков и соответствующий код (4) даты изготовления и порядковым номером хранятся в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски.
[246] Для того, чтобы узнать, является ли продукт подлинным, покупатель также может воспользоваться снабженным камерой телефоном с размером экрана не менее 4 дюймов и разрешающей способностью объектива не менее 8 миллионов пикселей для того, чтобы сделать фотоснимок (8) характерных особенностей зубчиков на коде (4) таком, как дата изготовления, с малого расстояния (например, 55 мм) с оптическим увеличением, послать это изображение в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в форме текстового сообщения, мультимедийного сообщения или сообщения WeChat и ждать, когда подключенная к сети система проверки наличия факта контрафакции по краю печатной краски сличит характерные особенности зубчиков и выдаст заключение о подлинности.
[247] Вариант выполнения изобретения 10.
[248] Сошлемся на вариант выполнения 1. Это самый простой способ реализовать изобретение.
[249] Способ противодействия контрафакции по краю печатной краски, предложенный в изобретении, используется для создания кода для электронного мониторирования лекарственных препаратов - кода (4). На вид коды (4) имеют аккуратные края печатной краски и достигают уровня С стандарта печати.
[250] Снабженная микрообъективом цифровая камера (12) промышленного уровня необходима для того, чтобы сфотографировать с оптическим увеличением коды для электронного мониторирования лекарственных препаратов, на которых после высыхания образуются уникальные пилообразные края (6), причем оптическое увеличение n устанавливается в соответствии со стандартом, который требует, чтобы уникальные пилообразные края (6) на фотоснимке (8) характерных особенностей зубчиков можно было четко увидеть невооруженным глазом; изображения (8) характерных особенностей зубчиков, информация о дополнительных препятствующих контрафакции особенностях и информация о кодах (4) хранятся вместе как информация о препятствующих контрафакции характерных особенностях в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски с тем, чтобы пользователи могли выполнить проверку подлинности.
[251] Таким образом, пользователь может использовать компьютер (например, PC, IPAD)/смартфон), который имеет доступ в Интернет, чтобы войти в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски, ввести код для электронного мониторирования лекарственных препаратов - код (4) на лекарственном препарате, отыскать (а именно извлечь) соответствующее изображение (8) характерных особенностей зубчиков, увеличить это изображение и рассмотреть его, чтобы определить, соответствуют ли подлежащие распознаванию характерные особенности зубчиков и особенности дефектов качества такие, как метки, на материале упаковки лекарственного препарата всем препятствующим контрафакции особенностям в найденном файле, например, изображению (8) характерных особенностей зубчиков (увеличить и рассмотреть особенности, используя телефон с камерой или лупу или другое увеличительное приспособление), и затем проверить, является ли лекарственный препарат подлинным (а именно, самостоятельно рассмотреть, сличить и вынести суждение).
[252] Этот вариант является простым и легко осуществимым. Однако, для покупателей процесс проверки наличия факта контрафакции кажется немного слишком длительным и хлопотным. В терминах, характеризующих противодействие контрафакции, способ, предложенный в этом варианте выполнения изобретения, является простым, надежным и глобально применимым способом проверки наличия факта контрафакции. Для покупателей, которым необходимо узнать, являются ли продукты подлинными, этот способ является простым и надежным средством для проверки наличия факта контрафакции.
[253] Вариант выполнения изобретения 11.
[254] При использовании этого изобретения создается QR-код с уникальным пилообразным краем (6) на части его площади.
[255] Как показано, на Фиг. 23, краскоструйная печатная машина (1), например, краскоструйная печатная машина с отверждаемой УФ-излучением краской, используется для печати кодов на используемом для печати материале (2) и создает QR-код с логотипом (5) в виде множества символов китайского языка "hui  » в центре напечатанного кода - код (4).
» в центре напечатанного кода - код (4).
[256] Цифровая камера (12) с микрообъективом необходима для того, чтобы сфотографировать с оптическим увеличением логотип (5) в виде множества символов китайского языка "hui " в центре просохшего кода (4), с ее помощью информация о характерных особенностях зубчиков на фотоснимке (8) характерных особенностей зубчиков на логотипе (5), имеющем вид множества символов китайского языка "hui ", размещается и регистрируется в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски.
[257] Поскольку имеются коды (4) и логотипы (5), размещенные на них в виде множества символов китайского языка "hui ", которые образованы описанным выше способом, как последовательность операций, включающих струйную печать, деформирование, фотографирование и регистрацию, то покупатель, у которого имеется снабженный камерой телефон с программным обеспечением WeChat, Baidu, Taobao и/или Wochacha, может отсканировать код (4) и логотип (5), имеющий вид множества символов китайского языка "hui ", и затем с помощью телефона быстро войти в базу данных подключенной к сети проверки наличия факта контрафакции по краю печатной краски и скачать изображение (8) характерных особенностей зубчиков, выполненное с высокой четкостью.
[258] Пользователь может воспользоваться еще одним телефоном с камерой, чтобы сделать фотоснимок увеличенного логотипа (5), имеющего вид множества символов китайского языка "hui " - подлежащее распознаванию изображение (18), сличить эти два изображения, рассматривая их невооруженным глазом, и определить, являются ли идентичными характерные особенности зубчиков на логотипах (5), имеющих вид множества символов китайского языка "hui ", на этих двух изображениях, и затем вынести суждение о подлинности. Для того, чтобы облегчить проверку наличия факта контрафакции, покупатель также может загрузить специальное справочное приложение о противодействии контрафакции, воспользоваться телефоном с камерой, чтобы отсканировать логотип (5), имеющий вид множества символов китайского языка "hui ", на использованном для печати материале (2), сравнить полученную информацию о подлежащих распознаванию характерных особенностях зубчиков, например, логотип (5) в виде множества символов китайского языка "hui ", с соответствующим файлом с информацией о характерных особенностях зубчиков, проверить информацию, послать заключение о проверке на телефон, и таким образом осуществить автоматическое сравнение и автоматическую проверку наличия факта контрафакции.
[259] В этом варианте выполнения изобретения линия, которая образует логотип (5) в виде множества символов китайского языка "hui ", имеет значительную общую длину, поэтому вероятность случайного образования пилообразного края (6) очень высока. Таким образом, во время изготовления легко получить пилообразный край (6) со случайными характеристиками на используемом для печати материале (2), и его качество будет лучше обеспечено. Во время идентификации его легко идентифицировать и проверить, является ли продукт подлинным. Более того, изображение (8) характерных особенностей зубчиков занимает очень маленький объем памяти, что экономит объем.
[260] Описанные выше варианты выполнения являются просто предпочтительными вариантами выполнения изобретения. Следует отметить, что для специалистов среднего уровня, основываясь на принципе этого изобретения, можно выполнить различные усовершенствования. Эти усовершенствования также будут попадать в объем защиты изобретения. В частности, во время проверки наличия факта контрафакции варианты способа, а именно, подход, при котором проверяются только дополнительные препятствующие контрафакции характерные особенности (эти особенности очень трудно создать, записать и идентифицировать, и эти особенности представляют собой дефекты качества, которые не существуют), и подход, при котором характерные особенности зубчиков (эти особенности легко создать, записать и идентифицировать) преднамеренно не проверяются, также будут попадать в объем защиты изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПРЕДЕЛЕНИЕ, КОМПОНОВКА ПИКСЕЛЕЙ И ФОРМИРОВАНИЕ ИЗОБРАЖЕНИЯ ПРИМЕНИТЕЛЬНО К МАТРИЦАМ МИКРОЛИНЗ С КРУГЛЫМИ И КВАДРАТНЫМИ ОСНОВАНИЯМИ ДЛЯ ДОСТИЖЕНИЯ В ПОЛНОМ ОБЪЕМЕ ТРЕХМЕРНОСТИ И МНОГОНАПРАВЛЕННОГО ДВИЖЕНИЯ | 2013 |
|
RU2621173C2 |
| ЭЛЕМЕНТ БЕЗОПАСНОСТИ | 2009 |
|
RU2493968C2 |
| СПОСОБ ПРОВЕРКИ ПОДЛИННОСТИ ПЕЧАТНОГО ИЗДЕЛИЯ И ТЕРМИНАЛ ОБРАБОТКИ ДАННЫХ | 2016 |
|
RU2746027C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПЕЧАТНОЙ ФОРМЫ ДОКУМЕНТА И УСТРОЙСТВО ДЛЯ ЭТОЙ ЦЕЛИ | 2009 |
|
RU2511616C2 |
| СПОСОБ РАСПОЗНАВАНИЯ ПОДДЕЛКИ | 1999 |
|
RU2202127C2 |
| СПОСОБ УНИКАЛЬНОЙ МАРКИРОВКИ МАТЕРИАЛОВ И КРАСКА ДЛЯ ЕЕ ВЫПОЛНЕНИЯ | 2007 |
|
RU2433919C2 |
| ЦЕННЫЙ ДОКУМЕНТ, ЗАЩИЩЕННЫЙ ОТ ПОДДЕЛКИ, И СПОСОБ ОПРЕДЕЛЕНИЯ ЕГО ПОДЛИННОСТИ | 2014 |
|
RU2597374C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ | 2009 |
|
RU2558627C2 |
| ПЕЧАТНЫЙ МАТЕРИАЛ С ЗАЩИТОЙ ОТ ПОДДЕЛКИ С ТЕРМОПЕРЕВОДНЫМ УЗОРОМ, СПЕЦИАЛЬНАЯ ФОЛЬГА ДЛЯ ТЕРМОПЕРЕНОСА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТЕРИАЛА | 2011 |
|
RU2539342C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ЗАЩИТЫ ДОКУМЕНТОВ | 2008 |
|
RU2452014C2 |



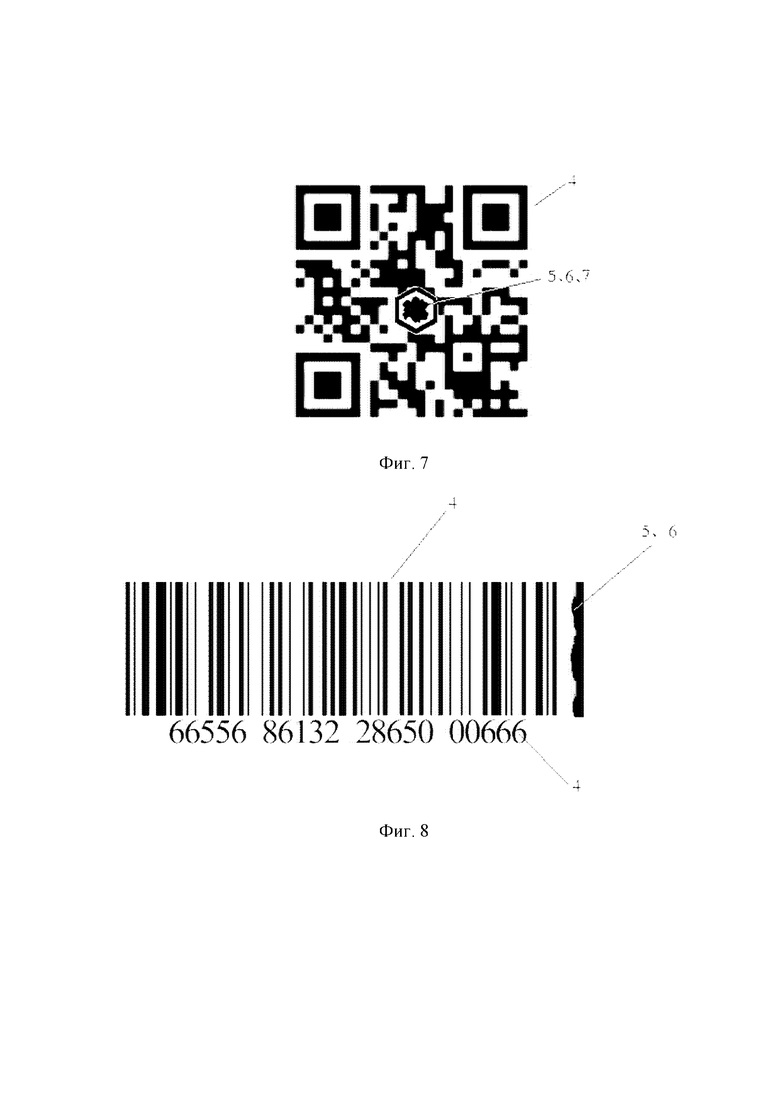
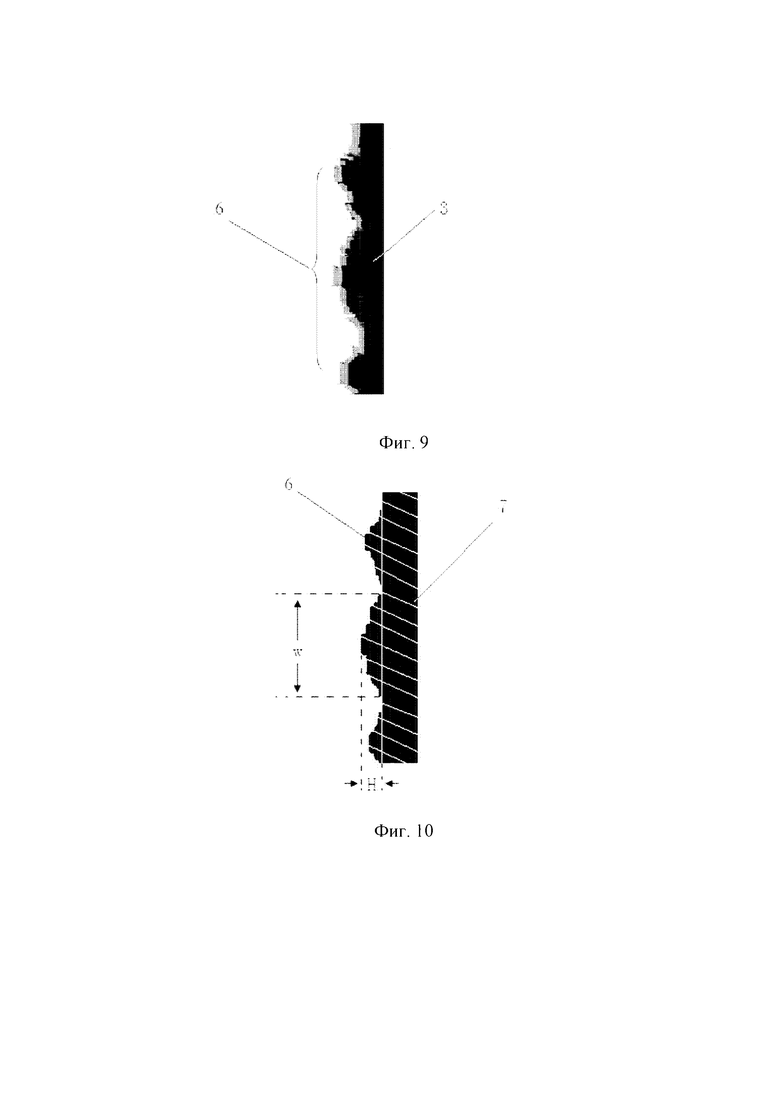







Изобретение относится к способам и устройствам защиты от контрафакции посредством печатной краски. На краях печатной краски на коде (4) и/или логотипе (5) продукта создаются случайным образом крошечные зубчики (6) и эти зубчики (6) фотографируются крупным планом при максимальном приближении объектива. Информация о характерных особенностях зубчиков (6) на краях печатной краски, полученная путем фотографирования, помещается на хранение в базу данных подключенной к сети системы распознавания, предназначенной для противодействия контрафакции. Подлежащая сличению информация о характерных особенностях зубчиков, полученная посредством камеры телефона пользователя, сравнивается с информацией о характерных особенностях зубчиков в базе данных с целью установления подлинности. Технический результат – повышение эффективности противодействия контрафакции. 2 н. и 22 з.п. ф-лы, 24 ил. 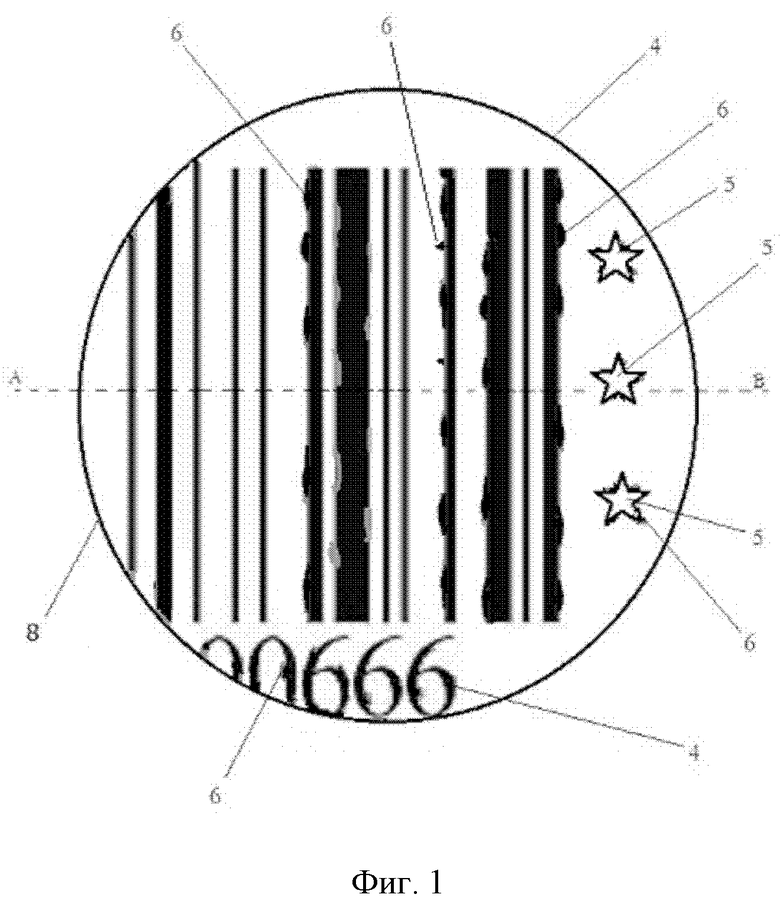
1. Способ противодействия контрафакции, использующий край печатной краски, отличающийся тем, что он включает:
(а) печать предназначенного для противодействия контрафакции участка, имеющего образованный случайным образом пилообразный край (6), на подлежащем защите от подделки используемом для печати материале (2), при этом предназначенный для противодействия контрафакции участок включает определенный заранее код (4) и/или логотип (5);
(в) ограничение размеров нескольких отдельных зубчиков на пилообразном крае (6) в пределах определенных заранее установленных границ, фотографирование зубчиков с оптическим увеличением, не меньшим, чем заранее установленное оптическое увеличение, при этом пользователь может рассмотреть невооруженным глазом на фотоснимке некоторые отдельные зубчики на пилообразном крае (6);
(c) при этом границы размеров некоторых отдельных зубчиков заранее устанавливают таким образом, что их максимальная высота составляет 0,3 мм, а минимальная высота составляет 0,03 мм;
(d) фотографирование зубчиков с оптическим увеличением, не меньшим, чем заранее установленное оптическое увеличение, получение информации о характерных особенностях зубчиков на пилообразном крае (6), сохранение файла с полученной информацией о характерных особенностях зубчиков в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски в соответствии с информацией о коде (4); или сохранение электронного файла (13) с уникальным пилообразным краем (6) и/или меткой в качестве информации о характерных особенностях зубчиков в базе данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски;
(e) получение информации о подлежащем проверке коде (4) и/или информации о подлежащих распознаванию характерных особенностях зубчиков на подлежащем проверке используемом для печати материале (2), которая пересылается на снабженный камерой телефон пользователя, сравнение информации о подлежащих распознаванию характерных особенностях зубчиков с соответствующим файлом с информацией о характерных особенностях зубчиков, проверка этой информации и воспроизведение на экране снабженного камерой телефона информации с заключением о результатах проверки; или вхождение в базу данных подключенной к сети системы проверки наличия факта контрафакции по краю печатной краски посредством компьютера пользователя, который имеет доступ в Интернет, ввод кода (4), поиск соответствующего изображения (8) характерных особенностей зубчиков, увеличение изображения и его визуальный контроль с целью определить соответствуют ли подлежащее распознаванию характерные особенности зубчиков характерным особенностям зубчиков на найденном изображении (8) характерных особенностей зубчиков, и последующая проверка подлинности используемого для печати материала (2).
2. Способ по п. 1, отличающийся тем, что предназначенный для противодействия контрафакции участок с образованным случайным образом пилообразным краем (6) печатают одним или более чем одним из следующих способов печати:
способ 1 печати, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2), выдавливание, или обдувание воздухом, или соскабливание непросохшей печатной краски (3), которая образует код (4) и/или логотип (5), в промежуток времени от конца печати до начала сушки с использованием внешней силы с тем, чтобы вызвать диффузию и микродеформацию края печатной краски на коде (4) и/или в логотипе (5), приводящие к образованию уникального пилообразного края (6);
способ 2 печати, включающий следующие шаги: повышение выравнивающей способности печатной краски (3) и/или сушка непросохшей печатной краски (3) с временной задержкой после печати с тем, чтобы усилить диффузию и увеличить амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и тем самым сформировать уникальный пилообразный край (6);
способ 3 печати, включающий следующие шаги: предварительная печать содержащего диффузант покрытия на используемом для печати материале (2) на месте размещения кода (4) и/или логотипа (5), последующая печать кода (4) и/или логотипа (5) на содержащем диффузант покрытии, приводящая к ускорению диффузии или сжатия непросохшей печатной краски (3) и тем самым к формированию уникального пилообразного края (6);
способ 4 печати, включающий следующие шаги: печать кода (4) и/или логотипа (5) на неровном используемом для печати материале (2), приводящая к образованию случайной фрагментарной микродеформации кода (4) или логотипа (5) за счет особенностей неровностей на предназначенной для печати поверхности и тем самым к формированию уникального пилообразного края (6);
способ 5 печати, включающий следующие шаги: струйная печать кода (4) и/или логотипа (5) на используемым для печати материале (2), наложение пленки (10) холодной печати на читаемую электронными устройствами печатную краску (3), которая образует код (4) и/или логотип (5), в промежуток времени от конца печати до начала сушки, прижатие пленки посредством прижимного валика (9); сушка кода (4) и/или логотипа (5) и снятие пленки (10) холодной печати с тем, чтобы перенести часть переводного слоя (7) с пленки (10) холодной печати на код (4) и/или логотип (5) таким образом, чтобы на коде (4) и/или логотипе (5) образовался уникальный пилообразной край (6) с четким контуром;
способ 6 печати, включающий следующие шаги: термопечать кода (4) и/или логотипа (5) на используемом для печати материале (2) с помощью пленки (10) горячей печати таким образом, чтобы на коде (4) и/или логотипе (5) образовался уникальный пилообразный край (6) с четким контуром;
способ 7 печати, включающий следующие шаги: создание электронного файла (13), содержащего изображение уникального пилообразного края (6) и/или метки, печать электронного файла (13) на используемом для печати материале (2) и, таким образом, печать пилообразного края (6) и/или метки;
способ 8 печати, включающий следующие шаги: если используемый для печати материал (2) представляет собой упаковочный материал в виде блистера из алюминия и пластика, выполнение струйной печати кода (4) на упаковочном материале в виде блистера из алюминия и пластика, выполнение горячей штамповки и герметизации упаковочного материала в виде блистера из алюминия и пластика таким образом, чтобы логотип (5) получил случайные повреждения и образовал при этом уникальный пилообразный край (6);
способ 9 печати, включающий следующие шаги: нанесение одного или более чем одного элемента (21) краской на используемом для печати материале (2) при помощи краскоструйной печатной машины (1), при этом элементы (21) краски разбрызгиваются, образуя уникальный пилообразный край (6);
способ 10 печати, включающий следующие шаги: сушка непросохшей печатной краски (3) с временной задержкой, составляющей 0,01-10 с после печати с тем, чтобы усилить диффузию и увеличить амплитуду деформации края печатной краски на коде (4) и/или на логотипе (5) и тем самым сформировать уникальный пилообразный край (6);
способ 11 печати, включающий следующие шаги: добавление в печатную краску (3) 0,5-5% ингибитора с тем, чтобы усилить диффузию и увеличить амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и тем самым сформировать уникальный пилообразный край (6);
способ 12 печати, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2), наложение пленки на используемый для печати материал (2) и на непросохшую печатную краску (3), сперва прокатывание пленки и затем сушка печатной краски таким образом, чтобы на краю печатной краски на коде (4) и/или на логотипе (5) образовался уникальный пилообразный край (6) вдоль траектории прокатывания;
способ 13 печати, включающий следующие шаги: выбор слабо проклеенной бумаги со степенью проклейки, составляющей 0,25-0,75 мм, или непроклеенной бумаги в качестве используемого для печати материала (2), печать кода (4) и/или логотипа (5) на используемом для печати материале (2) с тем, чтобы усилить диффузию и увеличить амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и тем самым создать уникальный пилообразный край (6).
3. Способ по п. 1 или 2, отличающийся тем, что проверку наличия факта контрафакции выполняют, кроме того, путем использования одного или более чем одного из следующих способов проверки:
способ 1 проверки, включающий следующие шаги: сканирование кода (4) на используемом для печати материале (2) с помощью снабженного камерой телефона, вызов из базы данных изображения (8) характерных особенностей зубчиков, согласно информации о коде (4), при этом изображение представляет собой воспроизведение файла; выбор телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, в качестве лупы, размещение камеры телефона на расстоянии меньше 290 мм от кода (4) и/или логотипа (5), увеличение уникального пилообразного края (6) на используемом для печати материале (2), рассматривание невооруженным глазом и определение, идентичен ли увеличенный уникальный пилообразный край уникальному пилообразному краю (6) на изображении из файла, и затем вынесение суждения о подлинности;
способ 2 проверки, включающий следующие шаги: фотографирование кода (4) и/или логотипа (5) на используемом для печати материале (2) с помощью телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, для того, чтобы получить информацию о коде (4) и подлежащем распознаванию изображении (18) уникального пилообразного края (6); далее вызов из базы данных изображения (8) характерных особенностей зубчиков, согласно полученной информации о коде (4), при этом это изображение представляет собой воспроизведение файла; отображение подлежащего распознаванию изображения (18) и воспроизведение файла на экране мобильного телефона; далее рассматривание невооруженным глазом и определение, идентичен ли уникальный пилообразный край (6) на подлежащем распознаванию изображении (18) уникальному пилообразному краю (6) на воспроизведении из файла, и вынесение суждения о подлинности;
способ 3 проверки, включающий следующие шаги: фотографирование кода (4) и/или логотипа (5) на используемом для печати материале (2) с помощью телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, для того, чтобы получить информацию о коде (4) и подлежащем распознаванию изображении (18) уникального пилообразного края (6), затем загрузка подлежащего распознаванию изображения (18) в подключенную к сети систему проверки наличия факта контрафакции по краю печатной краски для того, чтобы проверить это изображение; в случае совпадения кода (4) передача обратно на снабженный камерой телефон пользователя информации с заключением о первичной проверке и проведение сеанса связи об окончательной проверке или с информацией с указанием об обратном отсчете времени ожидания; в промежуток времени до открытия пользователем сеанса связи на заключение об окончательной проверке или в течение времени ожидания тщательный анализ и сличение подлежащего распознаванию изображения (18) и воспроизведения из файла, вынесение заключения об окончательной проверке подключенной к сети системой проверки наличия факта контрафакции по краю печатной краски, ожидание, пока пользователь не откроет сеанс связи, или ожидание до конца отпущенного времени, получение окончательного заключения; в случае несовпадения кода (4) передача обратно на снабженный камерой телефон пользователя информации с заключением о проверке, утверждением, что данный продукт является контрафактным продуктом;
способ 4 проверки: получение информации о маркирующих признаках на коде (4) и/или логотипе (5), образование из полученной информации файла с информацией о дополнительных препятствующих контрафакции характерных особенностях, сохранение файла с информацией о дополнительных препятствующих контрафакции характерных особенностях вместе с файлом с информацией о характерных особенностях зубчиков в базе данных так, чтобы они соответствовали информации о коде (4), во время проверки наличия факта контрафакции сравнение информации о подлежащих распознаванию дополнительных препятствующих контрафакции характерных особенностях и информации о подлежащих распознаванию характерных особенностях зубчиков с файлом с информацией о дополнительных препятствующих контрафакции характерных особенностях и с файлом с информацией о характерных особенностях зубчиков и выполнение проверки;
способ 5 проверки: включающий следующие шаги: выбор телефона с камерой, имеющей разрешающую способность объектива не менее 8 миллионов пикселей, для того, чтобы сфотографировать код (4) и/или логотип (5), находящийся на используемом для печати материале (2), с оптическим увеличением с микрорасстояния, меньшего 290 мм, от кода и/или логотипа, загрузка информации о сфотографированных подлежащих распознаванию характерных особенностях зубчиков на пилообразном крае (6) вместе с информацией о коде (4) в базу данных, сравнение информации о сфотографированных подлежащих распознаванию характерных особенностей зубчиков на пилообразном крае (6) с файлом с информацией о характерных особенностях зубчиков и проверка информации о подлежащих распознаванию характерных особенностях зубчиков подключенной к сети системой проверки наличия факта контрафакции по краю печатной краски и передача обратно на снабженный камерой телефон заключения о проверке.
4. Способ по п. 2 или 3, отличающийся тем, что в случае использования способа 5 печати для печати предназначенного для противодействия контрафакции участка с образованным случайным образом пилообразным краем (6) переводной слой (7) на пленке (10) холодной печати содержит информацию о случайном распределении особенностей, информация о случайном распределении особенностей включает по крайней мере информацию об одной из следующих особенностей: на переводном слое (7) предварительно формируют с помощью лазера логотип; на переводном слое (7) предварительно печатают цветной логотип; и к переводному слою (7) случайным образом предварительно примешивают мелкий порошок;
кроме того, информацию о случайном распределении об особенностях на переводном слое (7) на коде (4) и/или логотипе (5) получают и хранят в базе данных в качестве информации о главных дополнительных препятствующих контрафакции особенностях, и в базе данных создается и хранится файл со связями между файлом с информацией о главных дополнительных препятствующих контрафакции особенностях и информацией о коде (4); в соответствии с информацией о подлежащем проверке коде (4) производится поиск в базе данных файла с информацией о характерных особенностях зубчиков, соотнесенного с информацией о подлежащем проверке коде (4), и шаг выполнения проверки наличия факта контрафакции по информации о подлежащих распознаванию характерных особенностях зубчиков в соответствии с найденным файлом с информацией о характерных особенностях зубчиков включает следующие подшаги: поиск в базе данных файла с информацией о характерных особенностях зубчиков и файла с информацией о главных дополнительных препятствующих контрафакции особенностях, которые соотносятся с информацией о подлежащем проверке коде (4), в соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2), и выполнение проверки наличия факта контрафакции на основе найденного файла с информацией о характерных особенностях зубчиков и файла с информацией о главных дополнительных препятствующих контрафакции особенностях.
5. Способ по п. 1 или 2, отличающийся тем, что при печати предназначенного для противодействия контрафакции участка с образованным случайным образом пилообразными краями (6) для краскоструйной печати кода (4) и/или логотипа (5) на используемом для печати материале (2) в предназначенную для чтения электронными устройствами печатную краску (3) добавляют матирующий агент или переводной слой (7) на коде (4) и/или логотипе (5) или покрывают прозрачным матирующим защитным слоем.
6. Способ по п. 1 или 2, отличающийся тем, что для печати кода (4) и/или логотипа (5) на используемом для печати материале (2) используют печатную краску, в которую добавлен мелкий порошок, или в используемом для печати материале (2) имеется некоторое количество распределенного случайным образом мелкого порошка, причем частицы этого мелкого порошка имеют ширину в интервале от 0,01 до 005 мм и длину в интервале от 0,2 до 0,6 мм;
также информацию о характерных особенностях случайного распределения мелкого порошка в коде (4) и/или в логотипе (5) получают и хранят в базе данных в качестве информации о второстепенных дополнительных препятствующих контрафакции особенностях, и в базе данных создается и хранится файл со связями между файлом с информацией о второстепенных дополнительных препятствующих контрафакции особенностях и информацией о коде (4);
в соответствии с информацией о подлежащем проверке коде (4) производится поиск в базе данных файла с информацией о второстепенных дополнительных препятствующих контрафакции особенностях, который связан с подлежащим проверке кодом (4), и проверка наличия факта контрафакции выполняется в отношении подлежащего проверке используемого для печати материала (2) в соответствии с найденным файлом с информацией о второстепенных дополнительных препятствующих контрафакции особенностях.
7. Способ по п. 1, отличающийся тем, что предназначенный для противодействия контрафакции участок на используемом для печати материале (2) также фотографируют с оптическим увеличением, не меньшим, чем предварительно заданное оптическое увеличение, для того, чтобы получить фрагмент изображения (8) характерных особенностей зубчиков.
8. Способ по п. 2, отличающийся тем, что множество отдельных зубчиков на уникальном пилообразном крае (6), который печатают при использовании способа 7 печати, расположено в виде кода (23), который несет заданную смысловую нагрузку.
9. Способ по п. 1 или 3, отличающийся тем, что предварительно заданное оптическое увеличение устанавливают исходя из того, чтобы на предназначенном для противодействия контрафакции участке разрешающая способность составляла не менее 125, или 250, или 500, или 1000, или 2500, или 5000, или 10000, или 25000, или 50000 пикселей и не более 150000 пикселей на квадратный миллиметр; или предварительно установленное оптическое увеличение записывают исходя из того, чтобы на предназначенном для противодействия контрафакции участке разрешающая способность составляла не менее 125, или 250, или 500, или 1000, или 2500, или 5000, или 10000, или 25000, или 50000 пикселей и не более 150000 пикселей на квадратный миллиметр.
10. Способ по п. 3, отличающийся тем, что шаг сравнения изображения (8) характерных особенностей зубчиков, содержащего информацию о характерных особенностях зубчиков, с подлежащим распознаванию изображением (18), содержащим информацию о подлежащих распознаванию характерных особенностях зубчиков, и проверка подлежащего распознаванию изображения (18), содержащего информацию о подлежащих распознаванию характерных особенностях зубчиков, с целью получения заключения о проверке включает: если качество подлежащего распознаванию фотоснимка (18) отвечает предварительно установленным требованиям, то производят сравнение изображения (8) характерных особенностей зубчиков и подлежащего распознаванию изображения (18) с целью получить заключение о выполнении проверки с использованием предварительно заданного алгоритма совмещения; а если качество подлежащего распознаванию фотоснимка (18) не отвечает предварительно установленным требованиям, то подлежащее распознаванию изображение (18) и изображение (8) характерных особенностей зубчиков посылают по адресу выполнения проверки оператором в режиме on-line и получают после проверки оператором посланное обратно заключение о проверке.
11. Способ по п. 1 или 2, отличающийся тем, что пилообразный край (6) создают на части площади кода (4) и/или логотипа (5).
12. Способ по п. 1 или 3, отличающийся тем, что код (4) и/или логотип (5) также фотографируют с оптическим увеличением, не меньшим, чем предварительно заданное оптическое увеличение, с целью получить фрагмент изображения (8) характерных особенностей зубчиков.
13. Способ по п. 2, отличающийся тем, что в случае, когда для печати предназначенного для противодействия контрафакции участка с образованным случайным образом пилообразным краем (6) используют способ 1 печати или способ 2 печати, прижимной валик (9) имеет неровную рабочую поверхность.
14. Способ по п. 6, отличающийся тем, что шаг выполнения проверки наличия факта контрафакции в отношении подлежащего проверке используемого для печати материала (2) в соответствии с найденным файлом с информацией о второстепенных дополнительных препятствующих контрафакции особенностях включает подшаги: поиск файла с информацией о второстепенных дополнительных препятствующих контрафакции особенностях, который связан с информацией о подлежащем проверке коде (4), в базе данных в соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2), и выполнение проверки наличия факта контрафакции по отношению длины к ширине мелкого порошка, записанного как информация о подлежащих распознаванию второстепенных дополнительных препятствующих контрафакции особенностях на основании отношения длины к ширине в мелком порошке, которое записано в файле с информацией о второстепенных дополнительных препятствующих контрафакции особенностях.
15. Способ по п. 14, отличающийся тем, что мелкий порошок представляет собой ворс с шириной в интервале 0,01-0,05 мм и длиной в интервале 0,2-0,6 мм.
16. Подключенная к сети система проверки наличия факта контрафакции по краю печатной краски, отличающаяся тем, что она включает:
базу данных, при этом в базе данных хранятся файл с информацией о характерных особенностях зубчиков на использованном для печати материале (2) и файл связей между файлом с информацией о характерных особенностях зубчиков и информацией о коде (4); на используемом для печати материале (2) печатается предназначенный для противодействия контрафакции участок с образованным случайным образом пилообразным краем (6); предназначенный для противодействия участок включает определенный заранее код (4) и/или логотип (5); размеры некоторых отдельных зубчиков на пилообразном крае (6) находятся в пределах заранее установленного интервала и после их фотографирования с оптическим увеличением, не меньшим, чем заранее установленное увеличение, пользователи могут рассмотреть их на фотоснимке невооруженным глазом; файл с информацией о характерных особенностях зубчиков получают путем фотографирования предназначенного для противодействия контрафакции участка с оптическим увеличением, не меньшим, чем заранее установленное увеличение, при этом размеры некоторых отдельных зубчиков находятся в пределах заранее установленного интервала, в котором максимальная высота не превышает 0,3 мм, а минимальная высота составляет не менее 0,03 мм;
устройство для связи, предназначенное для приема информации о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2) и/или файла с информацией о характерных особенностях зубчиков, который посылается со снабженного камерой телефона пользователя;
выполняющий проверку процессор, предназначенный для поиска файла с информацией о характерных особенностях зубчиков, который связан с информацией о подлежащем проверке коде (4), в базе данных в соответствии с информацией о подлежащем проверке коде (4), и выполнения проверки наличия факта контрафакции на предназначенном для противодействия контрафакции участке используемого для печати материала (2) в соответствии с найденным файлом с информацией о характерных особенностях зубчиков.
17. Система по п. 16, отличающаяся тем, что она включает:
печатающее устройство, предназначенное для печати предназначенного для противодействия контрафакции участка на подлежащем защите от контрафакции используемом для печати материале (2);
и устройство для получения и сохранения информации, предназначенное для получения файла с информацией о характерных особенностях зубчиков на предназначенном для противодействия контрафакции участке, который фотографируется с оптическим увеличением, не меньшим, чем заранее установленное увеличение, и информации о коде (4), который уникальным образом маркирует используемый для печати материал (2), и сохранения полученных материалов в базе данных.
18. Система по п. 16, отличающаяся тем, что она также включает печатающее устройство, при этом печатающее устройство также печатает предназначенный для противодействия контрафакции участок с образованным случайным образом пилообразным краем (6) одним из следующих способов печати:
способ 1 печати, включающий следующие шаги: печать кода (4) и/или логотипа (5) на используемом для печати материале (2) методом краскоструйной печати, выдавливание, или обдувание воздухом, или соскабливание непросохшей печатной краски (3), которая образует код (4) и/или логотип (5), в промежуток времени от конца печати до начала сушки, использование внешней силы, приводящей к возникновению случайной микродеформации края печатной краски на коде (4) и/или логотипе (5) и тем самым создающей уникальный пилообразный край (6);
способ 2 печати, включающий следующие шаги: повышение выравнивающей способности печатной краски (3) и/или сушка непросохшей печатной краски (3) с задержкой по времени после выполнения краскоструйной печати с тем, чтобы увеличить амплитуду деформации края печатной краски на коде (4) и/или логотипе (5) и тем самым сформировать уникальный пилообразный край (6);
способ 3 печати, включающий следующие шаги: предварительная печать содержащего диффузант покрытия в месте расположения кода (4) и/или логотипа (5) на используемом для печати материале (2), затем печать кода (4) и/или логотипа (5) на содержащем диффузант покрытии, чтобы ускорить диффузию или сокращение непросохшей печатной краски (3) и тем самым сформировать уникальный пилообразный край (6);
способ 4 печати, включающий следующие шаги: печать кода (4) и/или логотипа (5) на неровном используемом для печати материале (2), при этом неровности предназначенной для печати лицевой стороны вызывают образование случайной фрагментарной микродеформации на коде (4) и/или логотипе (5) и приводят к формированию уникального пилообразного края (6);
способ 5 печати, включающий следующие шаги: струйная печать кода (4) и/или логотипа (5) на используемом для печати материале (2), наложение пленки (10) холодной печати на читаемую с помощью электронных устройств печатную краску (3), которая образует код (4) и/или логотип (5), в промежуток времени между концом печати и началом сушки, и прижатие пленки прижимным валиком (9); сушка кода (4) и/или логотипа (5) и снятие пленки (10) холодной печати для того, чтобы перенести часть переводного слоя (7) с пленки (10) на код (4) и/или логотип (5) таким образом, что на коде (4) и/или логотипе (5) образуется уникальный пилообразный край (6) с четким контуром;
способ 6 печати, включающий следующие шаги: термопечать кода (4) и/или логотипа (5) на используемом для печати материале (2) с использованием пленки (10) горячей печати таким образом, что на коде (4) и/или логотипе (5) образуется уникальный пилообразный край (6) с четким контуром;
способ 7 печати, включающий следующие шаги: создание электронного файла (13) с уникальным пилообразным краем (6) кода 4 и/или логотипа (5), печать содержимого электронного файла (13) на используемом для печати материале (2) для того, чтобы напечатать уникальный пилообразный край (6);
способ 8 печати, включающий следующие шаги: когда используемый для печати материал представляет собой упаковку в виде блистера из алюминия и пластика, используется горячая штамповка и герметизация упаковки в виде блистера из алюминия и пластика таким образом, что логотип (5) получает случайные повреждения и на нем формируется уникальный пилообразный край (6);
способ 9 печати, включающий следующие шаги: нанесение краскоструйной печатной машиной (1) одного или более чем одного элемента (21) печатной краской на используемом для печати материале (2), сушка и отверждение точек печатной краски с фотографированием уникального пилообразного края (6).
19. Система по п. 18, отличающаяся тем, что в случае, когда для печати предназначенного для противодействия контрафакции участка с пилообразным краем (6) используют способ 5 печати, переводной слой (7) на коде (4) и/или логотипе (5) содержит информацию о случайном распределении особенностей; информация о случайном распределении особенностей включает информацию о следующих особенностях: на переводном слое (7) предварительно наносится выполненный лазером логотип; на переводном слое (7) предварительно печатается цветной логотип; и к переводному слою (7) предварительно примешивается случайным образом мелкий порошок;
устройство для получения и сохранения информации, кроме того, получает информацию о случайном распределении особенностей в переводном слое (7) на коде (4) и/или логотипе (5), сохраняет полученную информацию в базе данных как информацию о главных дополнительных препятствующих контрафакции особенностях; создает файл со связями между информацией о главных дополнительных препятствующих контрафакции особенностях и информацией о коде (4) и сохраняет этот файл в базе данных; в соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2), выполняющий проверку процессор, кроме того, выполняет поиск в базе данных информации о характерных особенностях зубчиков и информации о главных дополнительных препятствующих контрафакции особенностях, которая связана с информацией о подлежащем проверке коде (4), и выполняет проверку наличия факта контрафакции на основании найденной информации о характерных особенностях зубчиков и информации о главных дополнительных препятствующих контрафакции особенностях.
20. Система по п. 18, отличающаяся тем, что в случае применения способа 5 печати для печати предназначенного для противодействия контрафакции участка с образованными случайным образом пилообразными краями (6), в процессе печати также используют считываемую электронными устройствами печатную краску (3), в которую добавляют матирующий агент для того, чтобы напечатать краскоструйной печатной машиной код (4) и/или логотип (5) на используемом для печати материале (2), или накладывают прозрачный матирующий защитный слой на переводной слой (7) на коде (4) и/или логотипе (5).
21. Система по п. 18, отличающаяся тем, что в печатающем устройстве, кроме того, используют печатную краску, в которую вводят добавку в виде мелкого порошка, для печати кода (4) и/или логотипа (5) на используемом для печати материале (2) или некоторое количество распределенного случайным образом мелкого порошка накладывают на используемый для печати материал (2), при этом мелкий порошок имеет размер частиц в интервале 0,05 мм≥W≥0,01 мм;
устройство для получения и сохранения информации, кроме того, получает информацию об особенностях случайного распределения мелкого порошка в коде (4) и/или логотипе (5), сохраняет полученную информацию в базе данных как информацию о второстепенных дополнительных препятствующих контрафакции особенностях, создает файл со связями между информацией о второстепенных дополнительных препятствующих контрафакции особенностях и информацией о коде (4) и сохраняет этот файл в базе данных; в соответствии с информацией о подлежащем проверке коде (4) подлежащего проверке используемого для печати материала (2) выполняющий проверку процессор, кроме того, выполняет поиск в базе данных файла с информацией о характерных особенностях зубчиков и информацией о второстепенных дополнительных препятствующих контрафакции особенностях, которая связана с информацией о подлежащем проверке коде (4), и выполняет проверку наличия факта контрафакции на основании найденной информации о характерных особенностях зубчиков и информации о второстепенных дополнительных препятствующих контрафакции особенностях.
22. Система по п. 18, отличающаяся тем, что выполняющий проверку процессор в этом случае получает запрос о проверке, который посылается со снабженного камерой телефона пользователя и содержит подлежащее распознаванию изображение (18) подлежащего проверке материала (2) и информацию о коде (4), при этом подлежащее распознаванию изображение (18) получают путем фотографирования предназначенного для противодействия контрафакции участка подлежащего проверке используемого для печати материала (2) с использованием объектива с разрешающей способностью, превосходящей предварительно установленный порог пикселей, с оптическим увеличением, не меньшим, чем предварительно установленное оптическое увеличение, и с расстояния, меньшего, чем предварительно установленное расстояние до фотографируемого объекта; выполняющий проверку процессор в этом случае выполняет поиск в базе данных изображения (8) характерных особенностей зубчиков, которое связано с информацией о коде (4) подлежащего проверке используемого для печати материала (2), сравнивает зубчики на изображении (8) характерных особенностей зубчиков и подлежащее распознаванию изображение (18), проверяет подлежащее распознаванию изображение (18), получает заключение о проверке и посылает заключение о проверке на снабженный камерой телефон пользователя.
23. Систем по п. 18, отличающаяся тем, что в том случае, когда качество подлежащего распознаванию фотоснимка (18) отвечает предварительно установленным требованиям, выполняющий проверку процессор, кроме того, сравнивает изображение (8) характерных особенностей зубчиков с подлежащим распознаванию изображением (18), используя предварительно заданный алгоритм совмещения, и проверяет подлежащее распознаванию изображение (18), чтобы получить заключение о проверке; а если качество подлежащего проверке распознаванию фотоснимка (18) не отвечает предварительно установленным требованиям, выполняющий проверку процессор посылает подлежащее распознаванию изображение (18) и изображение (8) характерных особенностей зубчиков по адресу выполнения проверки оператором в режиме on-line и получает заключение о проверке, посланное обратно после проверки оператором.
24. Система по п. 18, отличающаяся тем, что выполняющий проверку процессор, кроме того, получает запрос о проверке, посланный со снабженного камерой телефона пользователя; выполняющий проверку процессор выполняет поиск в базе данных изображения (8) характерных особенностей зубчиков, которое связано с информацией о коде (4) подлежащего проверке используемого для печати материала (2), и посылает найденное изображение (8) характерных особенностей зубчиков на снабженный камерой телефон пользователя для того, чтобы пользователь мог воспользоваться изображением (8) характерных особенностей зубчиков и подлежащим распознаванию изображением (18) подлежащего проверке используемого для печати материала (2) и выполнить проверку наличия факта контрафакции на стороне снабженного камерой телефона пользователя, при этом подлежащее проверке изображение (18) получают путем фотографирования предназначенного для противодействия контрафакции участка подлежащего проверке используемого для печати материала (2) с расстояния, меньшего, чем предварительно заданное расстояние до фотографируемого объекта, с оптическим увеличением, не меньшим, чем предварительно установленное увеличение, и с использованием объектива, имеющего разрешающую способность, превышающую предварительно установленное пороговое количество пикселей.
| Поддерживающая опора | 1986 |
|
SU1384467A2 |
| CN 1794303 A, 28.06.2006 | |||
| US 2015014983 A1, 15.01.2015 | |||
| US 2015076807 A1, 19.03.2015 | |||
| СПОСОБ ЗАЩИТЫ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ ОТ ФАЛЬСИФИКАЦИИ | 2010 |
|
RU2448366C2 |
| СПОСОБ СКРЫТОЙ МАРКИРОВКИ МАТЕРИАЛЬНЫХ ОБЪЕКТОВ ДЛЯ ЗАЩИТЫ ОТ КРАЖИ (ВАРИАНТЫ) | 1996 |
|
RU2107945C1 |

