Изобретение относится к волоконной оптике и может быть использовано в производстве устройств ввода-вывода для многосердцевинного оптического волокна.
Создание нескольких сердцевин в поперечном сечении оптического волокна позволяет увеличить скорость передачи сигнала по сравнению с односердцевинными оптическими волокнами в число раз, соответствующее количеству сердцевин [1].
На сегодняшний день предложено множество конструкций многосердцевинных оптических волокон с различным количеством и геометрическим расположением сердцевин в поперечном сечении оптического волокна [2, 3, 4]. В работах [5, 6] предложена конструкция оптического волокна с девятнадцатью (19) сердцевинами, семь (7) внутренних сердцевин расположены гексагонально, центры двенадцати (12) внешних сердцевин расположены на окружности.
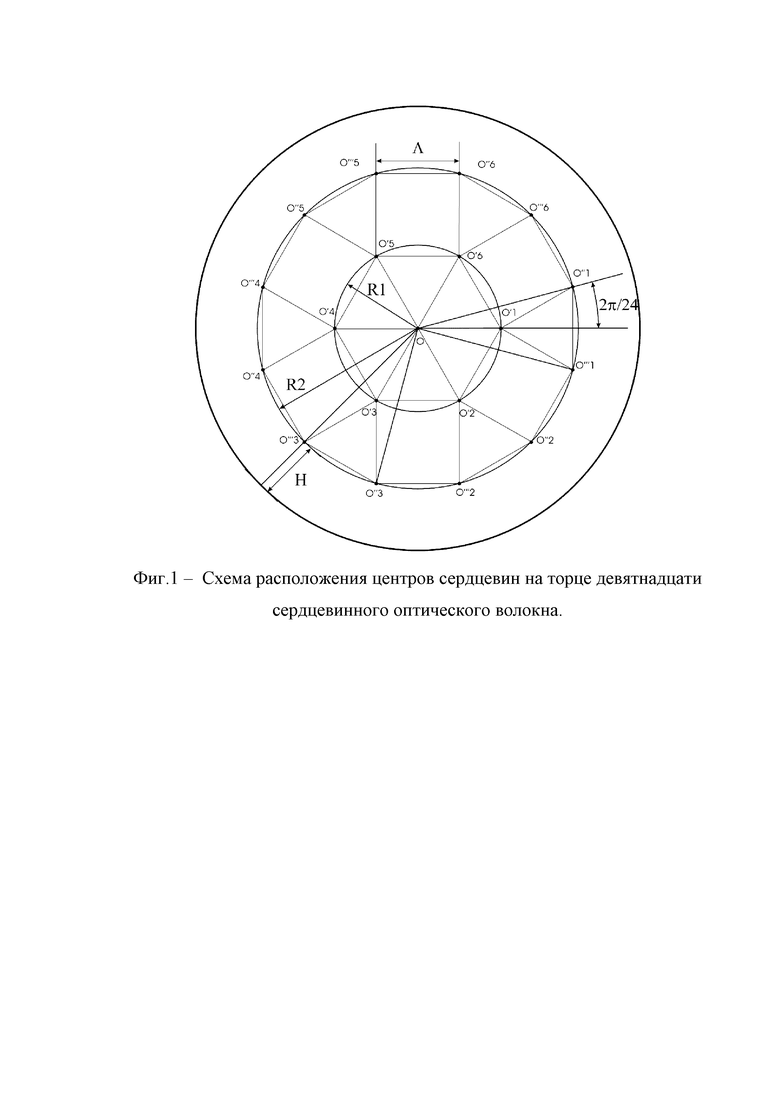
На фиг.1 показано расположение центров сердцевин в вышеуказанной конструкции оптического волокна. Центральная сердцевина имеет центр в точке O, вокруг нее расположены шесть сердцевин внутреннего ряда с центрами в точках O'1-O'6, центры сердцевин расположены на окружности с радиусом R1, равным также минимальному расстоянию между центрами соседних сердцевин Λ. Центры двенадцати сердцевин внешнего ряда расположены в точках O''1-O''6 и O'''1-O'''6, которые лежат на окружности с радиусом R2, равным R2=2Λsin(5π/12). Угол между прямыми, проведенными через точки O'N - O и O'''N - O, а также O'N - O и O''N - O, равны 2π/24 (например угол O''1-O-O'1 на фиг.1). Угол между двумя прямыми, проведенными через точку O и центры соседних сердцевин внешнего ряда, составляет 2π/12 (например угол O'''3-O-O''3 на фиг.1). Центры сердцевин, расположенные на расстоянии Λ, соответствующем минимальному расстоянию между сердцевинами, соединены отрезками на фиг.1.
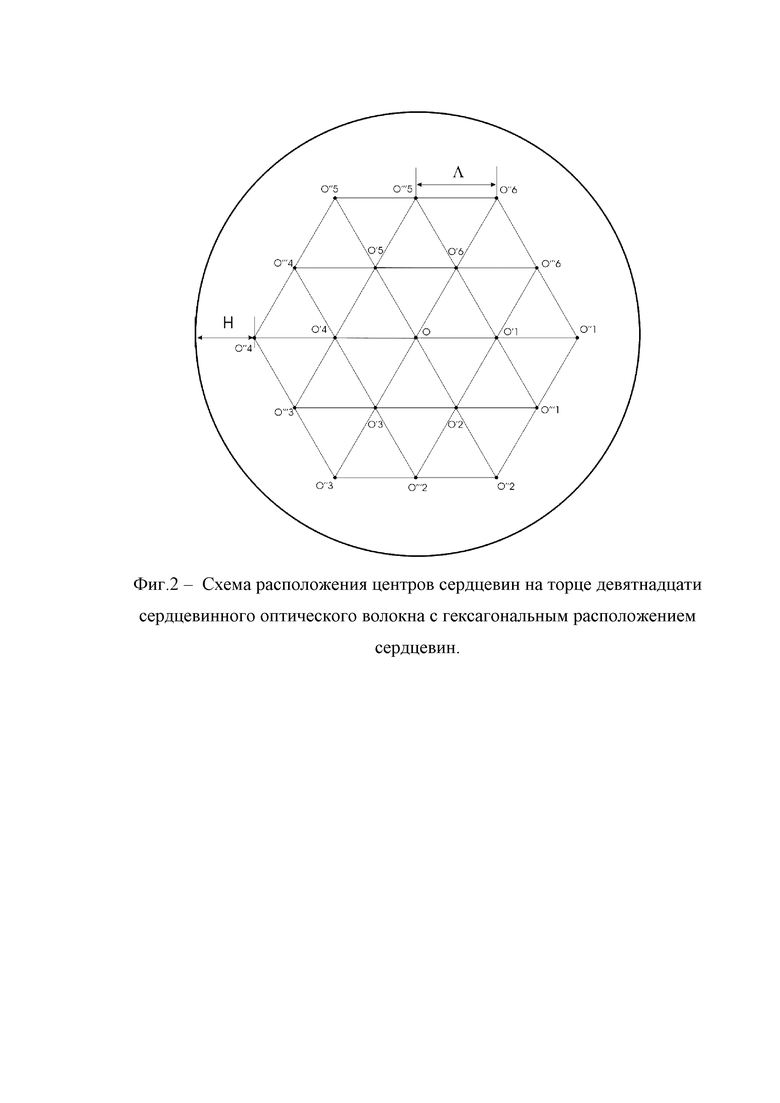
Данная конструкция оптического волокна позволяет снизить величину перекрестных помех для некоторых сердцевин по сравнению, например, с оптическим волокном с гексагональным расположением сердцевин и таким же расстоянием между центрами соседних сердцевин Λ (фиг.2). Это происходит за счет сокращения количества соседних сердцевин, расположенных на минимальном расстоянии Λ от данной сердцевины. Так, для сердцевин внутреннего ряда с центрами в точках О'N количество соседних сердцевин составляет пять, а для сердцевин внешнего ряда с центрами в точках O''N и O'''N – три (фиг.1). В случае гексагонального расположения сердцевин, количество соседних сердцевин, расположенных на расстоянии Λ, для сердцевин внутреннего ряда с центрами в точках О'N равно шести, для сердцевин внешнего ряда с центрами в точках O''N – трем, для сердцевин внешнего ряда с центрами в точках O'''N – четырем (фиг.1). Таким образом, в конструкции, представленной на фиг.1, перекрестные помехи для сердцевин внутреннего ряда и внешнего ряда с центрами в точках O'''N уменьшатся за счет снижения количества боковых сердцевин, расположенных на минимальном расстоянии Λ.
Кроме того, конструкция оптического волокна, изображенная на фиг.1, позволяет уменьшить диаметр поперечного сечения оптического волокна, что важно с точки зрения повышения механической надежности. Для предотвращения роста оптических потерь в сердцевинах, наиболее близко расположенных к краю оболочки из кварцевого стекла, минимальный внешний диаметр оптического волокна ограничен расстоянием от центра этих сердцевины до края оболочки из кварцевого стекла H. С помощью несложных геометрических построений, можно показать, что в конструкции оптического волокна, представленной на фиг.1, внешний диаметр оптического волокна может быть уменьшен по сравнению, например, с конструкцией с гексагональным расположением сердцевин (фиг.2), при одинаковом расстоянии от центра крайних сердцевин до края оболочки из кварцевого стекла H и одинаковом минимальном расстоянии между центрами соседних сердцевин Λ.
Перечисленные особенности делают структуру оптического волокна, представленную на фиг.1, более технологичной и предпочтительной для использования, по сравнению со структурой с гексагональным расположением сердцевин.
Вместе с тем, для обеспечения возможности практического применения многосердцевинных оптических волокон, выполненных вышеуказанным образом, необходимо создание устройств ввода-вывода, предназначенных для ввода или вывода излучения из каждой сердцевины многосердцевинного оптического волокна в отдельные односердцевинные волокна.
В настоящее время предложено несколько решений для конструкции устройств ввода-вывода для многосердцевинных оптических волокон.
Одним из них является устройство ввода-вывода на объемных оптических элементах [7, 8, 9]. В таких устройствах излучение, выходящее из многосердцевинного оптического волокна, преобразуется с помощью линзы в несколько пучков, которые распространяются под разными углами. Затем каждый из пучков фокусируется на торец соответствующего односердцевинного оптического волокна. Недостатками устройств на объемных элементах являются сложная конструкция, состоящая из большого количества элементов, а также высокие массогабаритные показатели.
Другой тип устройств ввода-вывода основан на использовании интегрально-оптических технологий [10, 11, 12, 13]. Недостатком этого типа устройств является то, что для их создания требуется специальные, достаточно сложные, оборудование и технологические процессы.
К третьему типу относятся волоконно-оптические устройства ввода-вывода [14, 15]. Такие устройства состоят из нескольких односердцевинных оптических волокон, объединенных в единую сборку. Геометрия расположения сердцевин на торце устройства ввода-вывода соответствует геометрии расположения сердцевин в многосердцевинном оптическом волокне. Волоконно-оптические устройства ввода-вывода имеют простую конструкцию и, как правило, более просты в изготовлении, чем другие виды устройств ввода-вывода.
Технология, описанная в документе [15], основана на сборке и склеивании отрезков односердцевинных оптических волокон. Для придания им нужного геометрического расположения используются специальные направляющие. Для правильной фиксации выбранной геометрии расположения сердцевин необходим точный подбор параметров клеев, используемых для предварительной и финальной фиксации сборки оптических волокон. Неправильный выбор параметра клея может приводить к неточной геометрии расположения сердцевин, что приведет к высоким оптическим потерям на стыковку, а также механическому повреждению устройства ввода-вывода.
Данная технология создания устройств ввода вывода обеспечивает изготовление устройств ввода-вывода с различным расположением сердцевин на торце. Известная технология позволяет, в том числе, изготавливать устройства ввода вывода для волокна с девятнадцатью сердцевинами.
Недостатком решения, раскрытого в документе [15], является наличие подготовительных операций, таких как подготовка специальных направляющих, прецизионный выбор параметров клеев. Наличие данных подготовительных операций существенно усложняет процесс изготовления устройств ввода-вывода и снижает его технологичность.
Указанных недостатков лишена технология изготовления устройства ввода-вывода для многосердцевинного волокна, раскрытая в документе [16] и выбранная в качестве ближайшего аналога заявленного решения.
Для изготовления устройства ввода-вывода использовался корпус, представляющий собой капилляр из кварцевого стекла с воронкой. Воронка изготавливалась при помощи раздутия участка капилляра на стеклодувном станке и последующего скалывания. Участки длиной 5-7 см односердцевинных оптических волокон помещались в плавиковую кислоту, где производилось их травление до достижения диаметра, равного расстоянию между центрами соседних сердцевин многосердцевинного волокна. Затем в воронку корпуса устройства ввода-вывода вводился клей, а, затем, помещались семь участков односердцевинных оптических волокон уменьшенного в результате травления диаметра, сложенных в гексагональном порядке.
Концы участков волокон уменьшенного диаметра выступали из корпуса устройства ввода-вывода. Производилось связывание этих концов с помощью тонкой эластичной нити для получения необходимой структуры поперечного сечения устройства ввода-вывода. Затем производилось отверждение клея с помощью ультрафиолетового излучения. После этого производилась полировка торца полученного устройства ввода-вывода. При этом геометрия положения сердцевин односердцевинных оптических волокон на торце устройства ввода вывода являлась гексагональной и соответствовала расположению сердцевин в многосердцевинном волокне.
Ближайший аналог позволяет исключить из процесса создания устройств ввода-вывода подготовительные операции (подготовка специальных направляющих, прецизионный выбор параметров клеев), но не обеспечивает возможности создания устройства ввода-вывода для многосердцевинного оптического волокна с девятнадцатью сердцевинами.
Техническим результатом заявленного изобретения является возможность реализации технологического процесса создания устройства ввода-вывода для многосердцевинного оптического волокна с девятнадцатью сердцевинами без использования таких подготовительных операций, как подготовка специальных направляющих и прецизионный выбор параметров используемых клеев.
Решение поставленной задачи и достижение указанного технического результата обеспечивается тем, что в способе изготовления устройства ввода-вывода для многосердцевинного волокна, включающем: использование корпуса, представляющего собой капилляр из стекла с воронкой; использование отрезков односердцевинных оптических волокон, содержащих концевые участки протяжённостью L с диаметром D, соответствующим расстоянию Λ между центрами соседних сердцевин многосердцевинного волокна; ввод клея в воронку корпуса устройства ввода-вывода; размещение в корпусе устройства ввода-вывода отрезков односердцевинных волокон; связывание указанных концевых участков волокон с помощью нити для получения заданной структуры поперечного сечения устройства ввода-вывода; полировку торца устройства ввода-вывода; в отличие от прототипа, перед размещением в корпусе устройства ввода-вывода осуществляют связывание нитью девятнадцати сложенных параллельно отрезков односердцевинных волокон в области полимерного покрытия; при этом размещение в корпусе устройства ввода-вывода вышеуказанных связанных девятнадцати отрезков односердцевинных волокон осуществляют таким образом, чтобы их концевые участки, имеющие диаметр D, выступали из капилляра; затем осуществляют ввод в петлю из нити концов девятнадцати отрезков односердцевинных волокон, имеющих диаметр D и выступающих из капилляра, после чего петля затягивается и держится в натяжении до момента отверждения клея.
Указанная совокупность операций позволяет достичь необходимого расположения волокон в корпусе устройства ввода-вывода для многосердцевинного волокна, содержащего девятнадцать сердцевин, без проведения подготовительных операций, таких как подготовка специальных направляющих и прецизионный выбор параметров клеев.
Устройство ввода-вывода для многосердцевинного оптического волокна, изготовленное вышеописанным способом, состоит из корпуса и нескольких односердцевинных оптических волокон. Диаметр оболочки каждого односердцевинного оптического волокна должен быть равен минимальному расстоянию между центрами соседних сердцевин в многосердцевинном оптическом волокне. При этом предполагается, что для каждой сердцевины это минимальное расстояние одинаково.
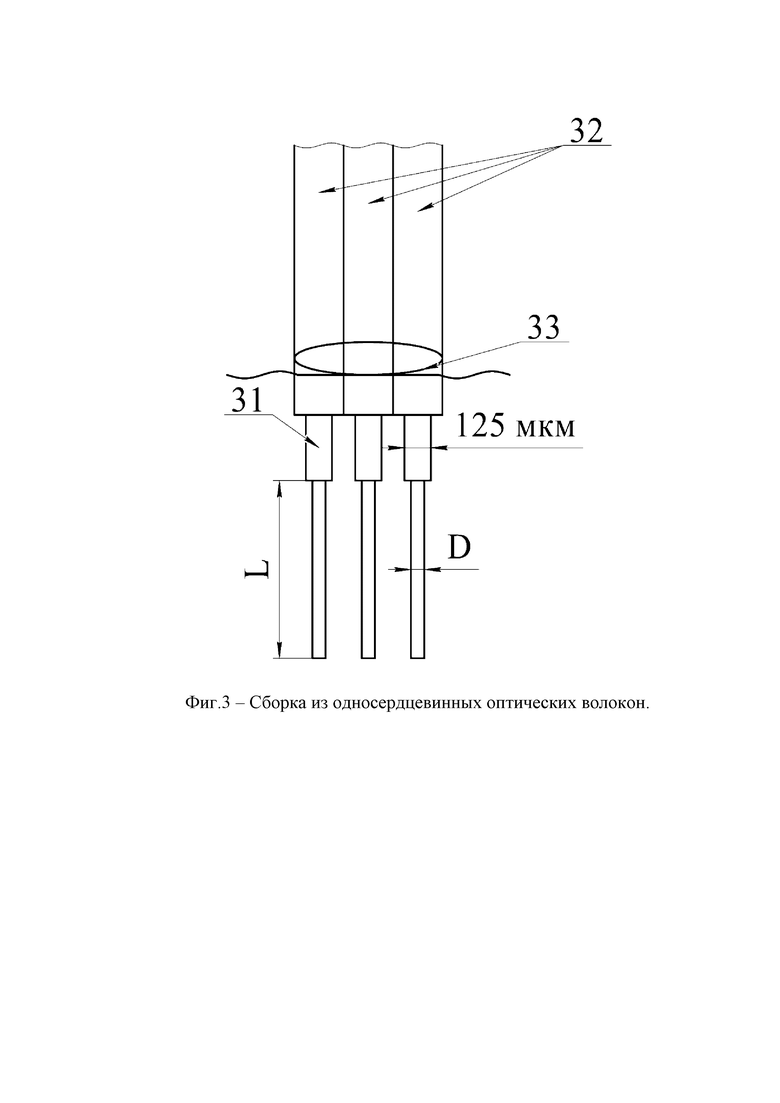
В одном из возможных вариантов осуществления изобретения по независимому пункту формулы могут быть использованы стандартные телекоммуникационные световоды, диаметр оболочки из кварцевого стекла которых составляет 125 мкм. Совпадение диаметров концевых участков отрезков односердцевинных волокон D (фиг.3) с минимальным расстоянием между центрами соседних сердцевин в многосердцевинном волокне в этом случае достигается путем стравливания части оболочки из кварцевого стекла в плавиковой кислоте. Перед травлением производится очистка полимерного покрытия на длине, немного превышающей длину L. Затем производится травление до диаметра D на длине L. Между участком с диаметром D и полимерным покрытием может оставаться участок с диаметром 125 мкм ((31) фиг.3). Длина участка оптического волокна L, на котором производится травление, может составлять несколько, преимущественно 5 – 7 сантиметров, при этом длина всего отрезка волокна может составлять 1 – 3 метра.
В другом возможном варианте осуществления изобретения по независимому пункту формулы для изготовления устройства ввода-вывода изготавливаются односердцевинные волокна с диаметром оболочки D из кварцевого стекла, равным минимальному расстоянию между центрами соседних сердцевин в многосердцевинном оптическом волокне. Указанные волокна также покрыты защитным полимерным покрытием. Для того, чтобы подготовить такие волокна к размещению в корпусе устройства ввода-вывода достаточно провести очистку полимерного покрытия на длине L.
Несколько отрезков односердцевинных волокон ((32) фиг.3), подготовленных одним из описанных выше способов, складываются параллельно друг другу и связываются в области полимерной оболочки (2) с помощью нити (33) так, как показано на фиг.3.
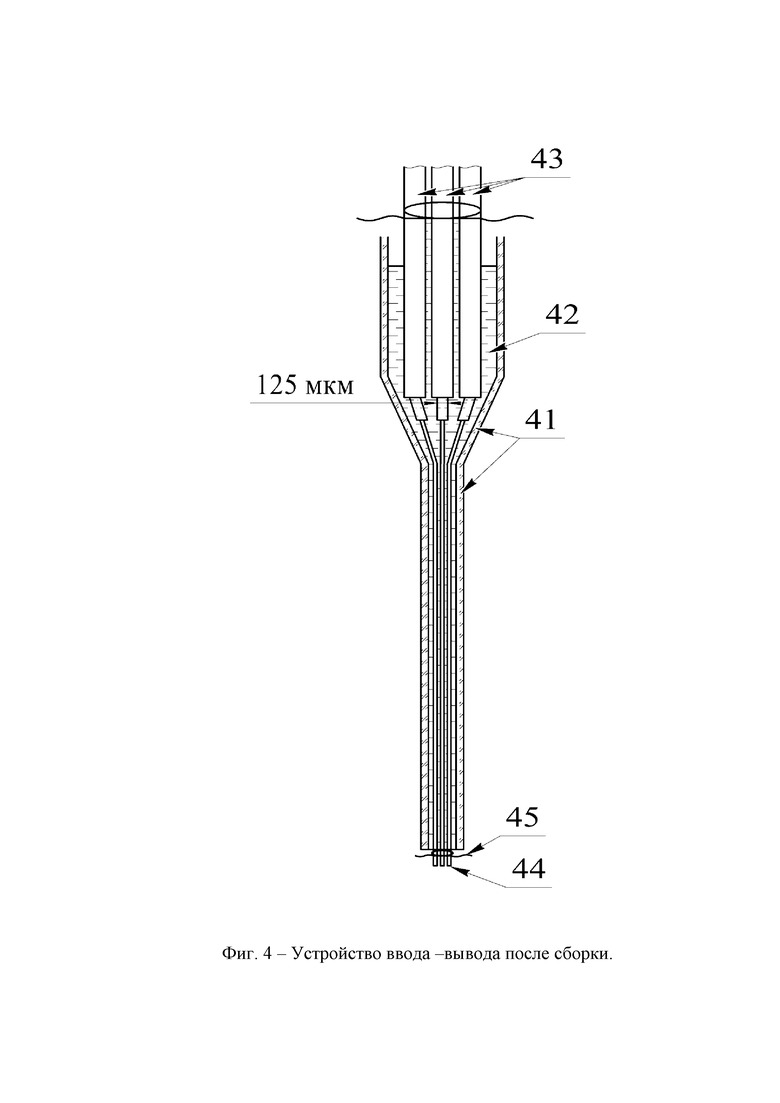
Корпусом устройства ввода-вывода является капилляр из стекла с воронкой (41) (фиг. 4). Внутренний диаметр капилляра должен быть таким, чтобы сборка из односердцевинных волокон могла быть позиционирована внутри капилляра. С одной стороны капилляра изготавливается воронка. Воронка изготавливается, например, при помощи раздувки участка капилляра на стеклодувном станке при подаче повышенного давления внутрь капилляра и последующего скалывания раздутого участка.
В корпус устройства ввода-вывода (41), установленный вертикально, вводится клей (42), который заполняет весь объем капилляра. Клей необходим для фиксации оптических волокон внутри капилляра и для снижения трения при вводе сборки односердцевинных оптических волокон в капилляр. Далее в корпус (41) вставляется сборка односердцевинных оптических волокон (43). Длина участков односердцевинных волокон уменьшенного диаметра должна незначительно превышать длину капилляра, чтобы небольшой участок (44) пучка односердцевинных оптических волокон выступал из капилляра.
Для достижения необходимого расположения односердцевинных оптических волокон на торце устройства ввода-вывода, производится связывания сборки волокон (44), выступающих за корпус устройства ввода вывода, нитью (45). Девятнадцать односердцевинных оптических волокон, выступающий из капилляра, продевается в петлю из тонкой нити (45), после чего петля затягивается и держится в натяжении до момента отверждения клея. Для увеличения скорости отверждения может применяться клей, отверждаемый УФ-излучением.
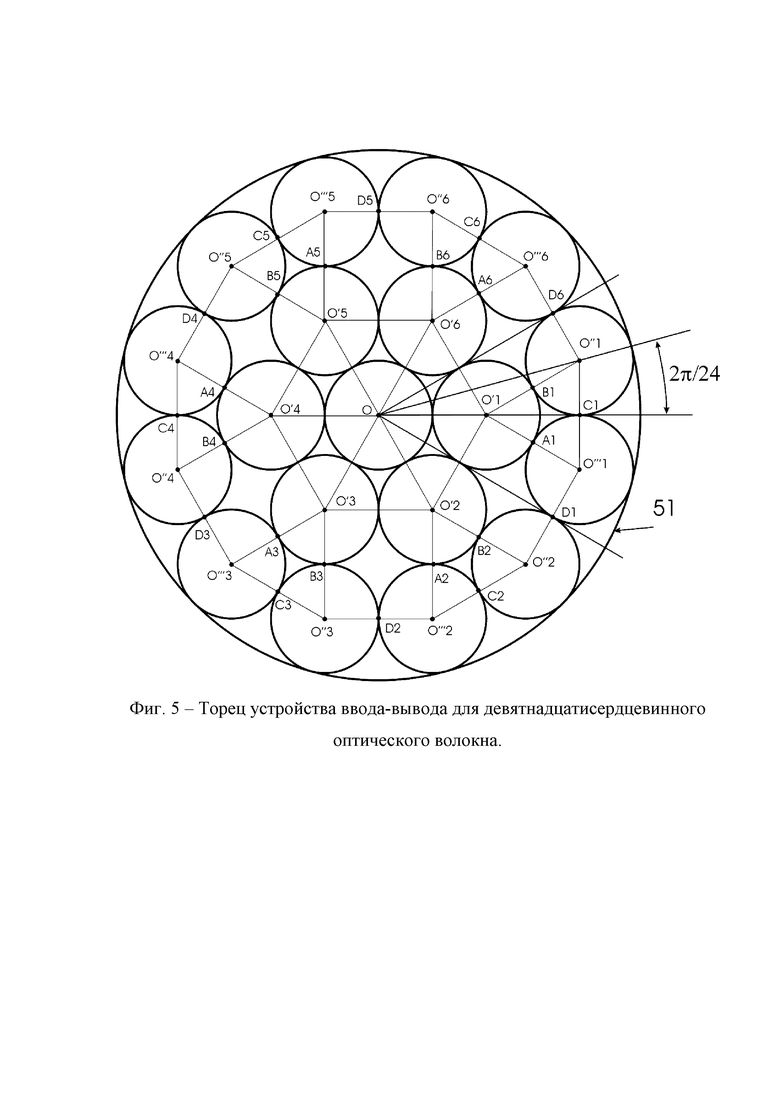
При связывании сборки, состоящей из девятнадцати волокон с одинаковым диаметром, расположение волокон приобретает структуру, показанную на фиг. 5. Диаметры всех волокон одинаковые и равны D. Центральное волокно, показанное на фиг. 5 окружностью с центром в точке O, и шесть волокон внутреннего ряда, показанные на рисунке 5 окружностями с центрами в точках O'N, имеют гексагональное расположение, расстояние между центрами внутренних волокон равно диаметру волокон D. Волокна внешнего ряда показаны окружностями с центрами в точках O''N и O'''N. Если окружности внутреннего ряда касаются окружностей внешнего ряда в точках AN и BN, окружности внешнего ряда с центрами в точках O''N и O'''N касаются друг друга в точке CN, а прямая, проведенная через точки O и CN проходит также через точку O'N, то нетрудно показать, что углы между касательными к окружностям с центрами в точках O''N и O'''N, проведенными через точку O и точки DM, составляют 2π/6, откуда следует, что окружности внешнего ряда также касаются друг друга в точках DM. Длины отрезков, показанные на фиг. 5, соединяющих центры соседних сердцевин, равны диаметру волокон D.
Расположение волокон, показанное на фиг. 5, соответствует состоянию устойчивого равновесия, поскольку отклонение от данной структуры приводит к возникновению сил, действующих со стороны нити (51), стремящихся вернуть систему к исходной конфигурации.
После отверждения клея (42) торец полученного устройства ввода-вывода полируется. Расположение центров сердцевин на торце устройства ввода-вывода соответствует расположению центров сердцевин в многосердцевинном волокне, показанном на фиг.1.
Для соединения с устройством ввода-вывода многосердцевинное оптическое волокно помещается в корпус из стекла, такой же, как и для устройства ввода-вывода ((41) фиг.4) и заклеивается в нем. Затем проводится полировка торца оптического волокна, заклеенного в корпус из кварцевого стекла. Затем торец многосердцевинного оптического волокна стыкуется с торцом устройства ввода-вывода, производится юстировка и соединение торцов с помощью клея.
Список источников информации
1. D. J. Richardson, J. M. Fini and L. E. Nelson, “Space-division multiplexing in optical fibres,” Nature Photonics, Vol. 7, pp. 354-562 (2013).
2. S. Inao, T. Sato, S. Sentsui, T. Kuroha, Y. Nishimura, “Multicore optical fiber,” in Proc. of Optical Fiber Communication Conference, p. WB1. (1979).
3. H. Takara, A. Sano, T. Kobayashi, H. Kubota, H. Kawakami, A. Matsuura, Y. Miyamoto, Y. Abe, H. Ono, K. Shikama, Y. Goto, K. Tsujikawa, Y. Sasaki, I. Ishida, K. Takenaga, K. Matsuo, K. Saitoh, M. Koshiba, T. Morioka, “1.01-Pb/s (12 SDM/222 WDM/456 Gb/s) crosstalk-managed transmission with 91.4-b/s/Hz aggregate spectral efficiency,” in Proc. of European Conference of Optical Communications, Paper Th.3.C.1. (2012).
4. S. Matsuo, K. Takenaga, K. Saitoh, K. Nakajima, Y. Miyamoto, T. Morioka, «High-Spatial-Multiplicity Multi-Core Fibres for Future Dense Space-Division-Multiplexing System», J. of Lightwave Technology, Vol. 34, No. 6, pp. 1464-1475 (2016).
5. K. Imamura, T. Gonda and R. Sugizaki, “19-core fiber with new core arrangement to realize low crosstalk,” in Proc. of OptoElectronics and Communications Conference / Australian Conference on Optical Fibre Technology, pp. 311-312 (2014).
6. J. Sakaguchi, W. Klaus, B.J. Puttnam, J-M. D. Mendinueta, Y. Awaji, N. Wada, Y. Tsuchida, K. Maeda, M. Tadakuma, K. Imamura, R. Sugizaki, T. Kobayashi, Y. Tottori, M. Watanabe, R. V. Jensen, “19-core MCF Transmission System using EDFA with Shared Core Pumping Coupled in Free-space Optics,” in Proc. of European Conference of Optical Communications, Paper Th.1.C.6 (2013).
7. WO2014038514 (A1), Optical fiber connector between multicore fiber and single mode fiber; Изобретатели: K. Tetsuya [JP]; T. Yusaku [JP] Заявитель: Optoquest CO LTD [JP], Дата приоритета: 06.09.2012; дата публикации: 08.08.2016.
8. W. Klaus, J. Sakaguchi, B. J. Puttnam, Y. Awaji, N. Wada, T. Kobayashi, M. Watanabe, “Free-space coupling optics for multi-core fibers,” IEEE Photon. Tech. Lett., Vol. 24, pp. 1902–1905 (2012).
9. Y. Tottori, T. Kobayashi, and M. Watanabe, “Low Loss Optical Connection Module for Seven-Core Multicore Fiber and Seven Single-Mode Fibers,” IEEE Photonics Technology Letters, Vol. 24, No. 21, pp. 1926-1928, (2012).
10. JP6013953 (B2), Fan-in/Fan-out device for multiple core fiber connection, optical connection device, and optical connection method; Изобретатели: H. Takeyuki; S. Toshiki; Заявитель: Hitachi LTD [JP]; дата приоритета: 15.03.201; дата публикации: 25.09.2014.
11. T. Watanabe, M. Hikita, Y. Kokubun, “Laminated polymer waveguide fan-out device for uncoupled multi-core fibers,” Optics Express, Vol. 20, pp. 26317-26325 (2012).
12. D. Suganuma, T. Ishigure, “Fan-in/out polymer optical waveguide for a multicore fiber fabricated using the Mosquito method,” Optics Express, Vol. 23, No. 2, pp. 1585-1593 (2015).
13. R. R. Thomson, H. T. Bookey, N. D. Psaila, A. Fender, S. Campbell, W. N. MacPherson, J. S. Barton, D. T. Reid, and A. K. Kar, “Ultrafast-laser inscription of a three dimensional fan-out device for multicore fiber coupling applications”, Optics Express, Vol. 15, No. 18 , pp. 11691-11696 (2007).
14. US9069116 (B2), Fan-in/Fan-out device for multicore fiber; Изобретатели: U. Hitoshi [JP]; O. Koji [JP]; T. Katsuhiro [JP]; S. Kunimasa [JP]; Заявители: Fujicura LTD [JP]; Univ Hokkaido Nat Univ Corp [JP]; дата приоритета: 17.06.2013; дата публикации: 18.12.2014.
15. US9158064 (B2), Method for producing bundle structure including a plurality of optical fibers, method for connecting optical fibers, bundle terminal structure comprising capillary and optical fibers, and fiber connection structure comprising bundle terminal structure comprising capillary and optical fibers; изобретатели: S. Tsunetoshi [JP], W. Kengo [JP]; заявитель: Furukawa Electric CO LTD [JP]; дата приоритета: 09.03.201; дата публикации: 09.01.2014.
16. O. N. Egorova, M. E. Belkin, D. A. Klushnik, S. G. Zhuravlev, M. S. Astapovich, and S. L. Semojnov, “Microwave signal delay line based on multicore optical fiber”, Physics of Wave Phenomena, Vol. 25, No. 4, pp. 289–292 (2017).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИИ ЗАДЕРЖКИ НА МНОГОСЕРДЦЕВИННОМ ОПТИЧЕСКОМ ВОЛОКНЕ | 2016 |
|
RU2626045C1 |
| Способ регулирования задержки СВЧ-сигнала и реализующая его линия задержки | 2019 |
|
RU2716283C2 |
| МНОГОСЕРДЦЕВИННЫЙ ВОЛОКОННЫЙ СВЕТОВОД (ВАРИАНТЫ) | 2011 |
|
RU2489741C2 |
| Устройство для перестройки длины волны генерации волоконного лазера | 2019 |
|
RU2730879C1 |
| СИСТЕМА ДЛЯ АДРЕСНОГО КОНТРОЛЯ НЕЙРОНОВ МОЗГА ЖИВЫХ СВОБОДНОПОДВИЖНЫХ ЖИВОТНЫХ НА ОСНОВЕ РАЗМЫКАЕМОГО ВОЛОКОННО-ОПТИЧЕСКОГО ЗОНДА С МНОГОКАНАЛЬНЫМИ ВОЛОКНАМИ | 2016 |
|
RU2639790C1 |
| СПОСОБ ВЖИВЛЕНИЯ ОПТОВОЛОКОННОГО ЗОНДА В МОЗГ ЖИВОТНОГО С КОНТРОЛИРУЕМОЙ ОБРАТНОЙ СВЯЗЬЮ | 2017 |
|
RU2653815C1 |
| Линия задержки СВЧ-сигнала | 2019 |
|
RU2715366C2 |
| Способ пассивной компенсации температурной зависимости оптических параметров волоконной брэгговской решетки | 2022 |
|
RU2793155C1 |
| ОПТИЧЕСКАЯ СИСТЕМА ИЗМЕРЕНИЯ ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И/ИЛИ ФОРМЫ СВЯЗАННОГО ОБЪЕКТА | 2013 |
|
RU2622479C2 |
| Миниатюрный волоконно-оптический датчик ускорения | 2022 |
|
RU2806697C1 |
Изобретение относится к оптоволоконной технике. Способ изготовления устройства ввода-вывода для многосердцевинного волокна включает использование корпуса, представляющего собой капилляр из кварцевого стекла с воронкой, использование отрезков односердцевинных оптических волокон, диаметр D каждого из которых на протяжении, по меньшей мере, части отрезка волокна L соответствует расстоянию Λ между центрами соседних сердцевин многосердцевинного волокна, ввод клея в воронку корпуса устройства ввода-вывода, размещение в корпусе устройства ввода-вывода отрезков односердцевинных волокон, связывание указанных концов волокон с помощью нити для получения заданной структуры поперечного сечения устройства ввода-вывода, полировку торца устройства ввода-вывода. Перед размещением в корпусе устройства ввода-вывода осуществляют связывание нитью девятнадцати сложенных параллельно отрезков односердцевинных волокон. При этом размещение в корпусе устройства ввода-вывода вышеуказанных связанных девятнадцати отрезков односердцевинных волокон осуществляют таким образом, чтобы их концы, имеющие диаметр D, выступали из корпуса устройства ввода-вывода. Затем осуществляют ввод в петлю из нити концов девятнадцати отрезков односердцевинных волокон, имеющих диаметр D, и выступающих из корпуса капилляра, после чего петля затягивается и держится в натяжении до момента отверждения клея. Технический результат - возможность реализации технологического процесса создания устройства ввода-вывода для многосердцевинного оптического волокна с девятнадцатью сердцевинами без использования таких подготовительных операций, как подготовка специальных направляющих и прецизионный выбор параметров используемых клеев. 2 н.п. ф-лы, 5 ил.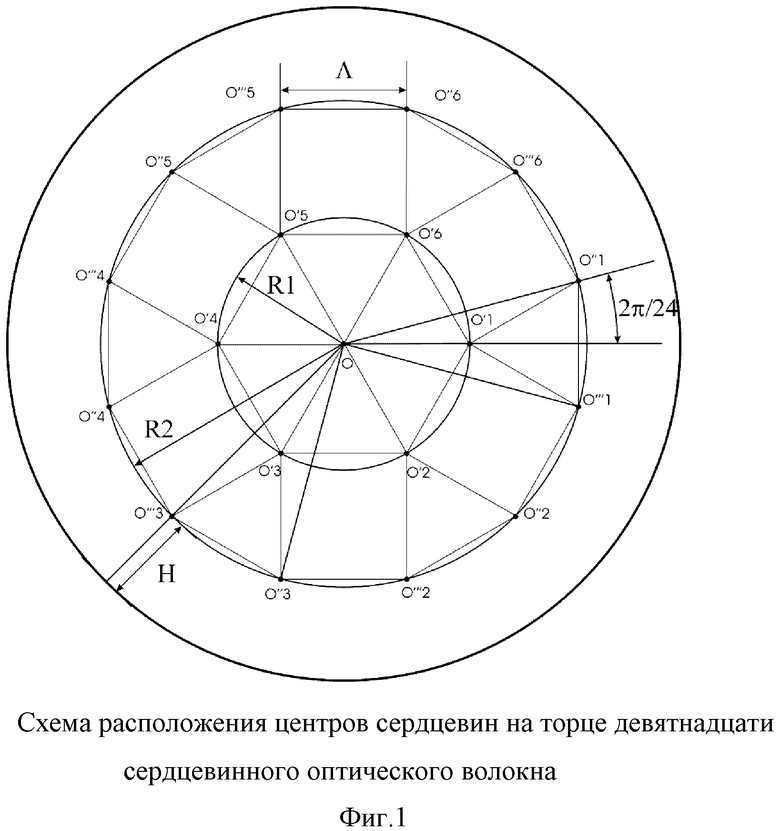
1. Способ изготовления устройства ввода-вывода для многосердцевинного волокна, включающий:
использование корпуса, представляющего собой капилляр из стекла с воронкой,
использование отрезков односердцевинных оптических волокон, содержащих концевые участки протяженностью L с диаметром D, соответствующим расстоянию Λ между центрами соседних сердцевин многосердцевинного волокна,
ввод клея в воронку корпуса устройства ввода-вывода,
размещение в корпусе устройства ввода-вывода отрезков односердцевинных волокон,
связывание указанных концевых участков волокон с помощью нити для получения заданной структуры поперечного сечения устройства ввода-вывода,
полировку торца устройства ввода-вывода,
отличающийся тем, что:
перед размещением в корпусе устройства ввода-вывода осуществляют связывание нитью девятнадцати сложенных параллельно отрезков односердцевинных волокон в области полимерного покрытия,
при этом размещение в корпусе устройства ввода-вывода вышеуказанных связанных девятнадцати отрезков односердцевинных волокон осуществляют таким образом, чтобы их концевые участки, имеющие диаметр D, выступали из капилляра,
затем осуществляют ввод в петлю из нити концевых участков девятнадцати отрезков односердцевинных волокон, имеющих диаметр D и выступающих из капилляра, после чего петля затягивается и держится в натяжении до момента отверждения клея.
2. Устройство ввода-вывода для многосердцевинного волокна, изготовленное способом по п.1 формулы.
| RU 2011101861 A, 27.07.2012 | |||
| АЭРОТЕНК-ОТСТОЙНИК | 0 |
|
SU173143A1 |
| МНОГОСЕРДЦЕВИННОЕ ВОЛОКНО ДЛЯ УСТРОЙСТВА ОПТИЧЕСКОЙ НАКАЧКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, УСТРОЙСТВО ОПТИЧЕСКОЙ НАКАЧКИ, ВОЛОКОННЫЙ ЛАЗЕР И ВОЛОКОННЫЙ УСИЛИТЕЛЬ | 2008 |
|
RU2439627C2 |
| US 4479910 A1, 30.10.1984 | |||
| US 10012803 B2, 03.07.2018 | |||
| US 9658410 B2, 23.05.2017. | |||

