ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к частям, которые обернуты декоративным покрывающим материалом, и, которые выполнены с острыми углами или краями.
УРОВЕНЬ ТЕХНИКИ
Транспортные средства, такие как автомобили, грузовые автомобили, лодки, аэропланы, и тому подобное, могут предлагать внутренние части, которые снабжены поверхностями, которые обернуты покрывающими материалами, такими как кожа или другие материалы высшего качества. Например, внутренние панели, такие как внутренние дверные панели, приборные панели и детали внутренней отделки, могут покрываться обернутыми вручную обшивками из натуральной кожи. Обшивки могут быть вырезанными и сшитыми чехлами, в которые обернуты металлические или пластмассовые внутренние панели базового уровня, которые продаются без кожаного покрытия.
Внутренние панели базового уровня (внутренние панели нижнего уровня отделки, которые имеют меньше элементов и могут предлагаться по более низкой цене) могут быть подготовлены для обертывания посредством удаления области внешней поверхности для приспособления к повышенной толщине законченного обернутого узла. Неровности смежных частей, вызванные кожаным покрытием, могут устраняться посредством фрезеровки критических областей внутренней части базового уровня. Например, поверхность приборной панели базового уровня может фрезероваться в области введения воздушного вентиляционного клапана, который собирается в проеме, образованном обернутой кожей частью, в качестве вставной части.
Обертывание внутренней части базового уровня кожей имеет тенденцию создавать обернутую часть, которая имеет края и углы, которые закруглены в большей степени (имеют больший радиус угла), чем внутренние части базового уровня. Края таких частей должны соответствовать краям других частей, таких как вставные воздушные вентиляционные клапаны, описанные выше, которые могут содержать квадратные края, которые сконструированы для расположения в проемах во внутренних частях базового уровня. Нежелательные широкие щели могут быть образованы между краями и сопряженными деталями (например, между собранными частями и обернутыми кожей частями или между обернутыми кожей частями и дверями или другими панелями ограждения), если края закруглены, когда части оборачиваются вырезанными и сшитыми чехлами.
Настоящее изобретение направлено на решение вышеприведенных проблем и других проблем, как обобщено ниже.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном из аспектов предложен узел, содержащий:
основу, имеющую базовый край;
вкладку, содержащую образующий контур край, имеющий уменьшенный радиус по сравнению с базовым краем, прикрепленную к основе с образующим контур краем, выровненным с базовым краем; и
обшивку, обернутую поверх вкладки и основы.
В одном из вариантов предложен узел, в котором вкладка содержит внутреннюю поверхность, которая выполнена с возможностью прикрепления к основе, внешнюю поверхность, ориентированную для обеспечения облицовки поверх основы.
В одном из вариантов предложен узел, в котором образующий контур край продолжается от внешней поверхности в сторону от внутренней поверхности.
В одном из вариантов предложен узел, в котором вкладка содержит первую часть, которая прикреплена к лицевой стенке основы, и вторую часть, которая прикреплена к стенке основы, образующей углубление, которое продолжается в основу от лицевой стенки, при этом образующий контур край выполнен на пересечении лицевой стенки и образующей углубление стенки.
В одном из вариантов предложен узел, в котором вкладка содержит первую часть, которая прикреплена к лицевой стенке основы, и вторую часть, которая прикреплена к стенке основы, образующей углубление, которое продолжается в основу от лицевой стенки, при этом образующий контур край выполнен на первой части, смежной пересечению лицевой стенки и образующей углубление стенки, и продолжается от внешней поверхности, обращенной в сторону от внутренней поверхности, прикрепленной к основе.
В одном из вариантов предложен узел, в котором вкладка содержит первую часть, которая прикреплена к лицевой стенке основы, и вторую часть, которая прикреплена к стенке основы, образующей углубление, которое продолжается в основу от лицевой стенки, при этом образующий контур край выполнен на первой части, смежной пересечению лицевой стенки и образующей углубление стенки, и продолжается от внешней поверхности, обращенной в сторону от внутренней поверхности, прикрепленной к основе.
В одном из вариантов предложен узел, в котором базовый край продолжается вокруг наружного угла основы, а образующий контур край вкладки проходит параллелен базовому краю для продолжения вокруг наружного угла вкладки.
В одном из вариантов предложен узел, в котором вкладка содержит закругленный конец на пересечении трех поверхностей наружного угла вставки.
В одном из вариантов предложен узел, дополнительно содержащий:
средство для прикрепления вкладки к основе.
В одном из вариантов предложен узел, дополнительно содержащий:
адгезивное вещество, нанесенное между вкладкой и основой для прикрепления вкладки к основе.
В одном из вариантов предложен узел, дополнительно содержащий:
механическое крепежное средство, присоединяющее вкладку к основе.
В другом аспекте предложен способ производства покрытой части транспортного средства, включающий в себя этапы, на которых:
выбирают внутреннюю панель, которая содержит край;
прикрепляют вкладку, содержащую образующий контур край, к внутренней панели с образующим контур краем, расположенным на расстоянии и параллельным краю внутренней панели; и
обертывают вкладку и внутреннюю панель обшивкой, которая образует угол, над образующим контур краем.
В одном из вариантов предложен способ, дополнительно включающий в себя этап, на котором:
собирают дистанцирующий слой на вкладке после того, как вкладка прикреплена к внутренней панели и перед обертыванием обшивкой вкладки и внутренней панели.
В одном из вариантов предложен способ, в котором дистанцирующий элемент располагают на вкладке для продолжения над образующим контур краем.
В одном из вариантов предложен способ, в котором дистанцирующий элемент располагают на вкладке до места, смежного к образующему контур краю.
В одном из вариантов предложен способ, дополнительно включающий в себя этапы, на которых:
механически обрабатывают внутреннюю панель для образования углубленной области, смежной краю для обеспечения зазора между смежной частью относительно покрытой части; и
собирают вкладку в углубленной области.
В одном из вариантов предложен способ, дополнительно включающий в себя этапы, на которых:
отливают углубленную область на внутренней панели в области, смежной краю для обеспечения зазора между смежной частью относительно покрытой части; и
собирают вкладку в углубленной области.
В одном из вариантов предложен способ, дополнительно включающий в себя этапы, на которых:
наносят адгезивное вещество между вкладкой и внутренней панелью; и
прикрепляют вкладку к внутренней панели адгезивным веществом.
В одном из вариантов предложен способ, дополнительно включающий в себя этап, на котором:
прикрепляют вкладку к внутренней панели механическим крепежным средством для присоединения вкладки к внутренней панели.
Вышеприведенные аспекты настоящего изобретения и другие аспекты будут подробнее описаны ниже со ссылкой на приложенные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
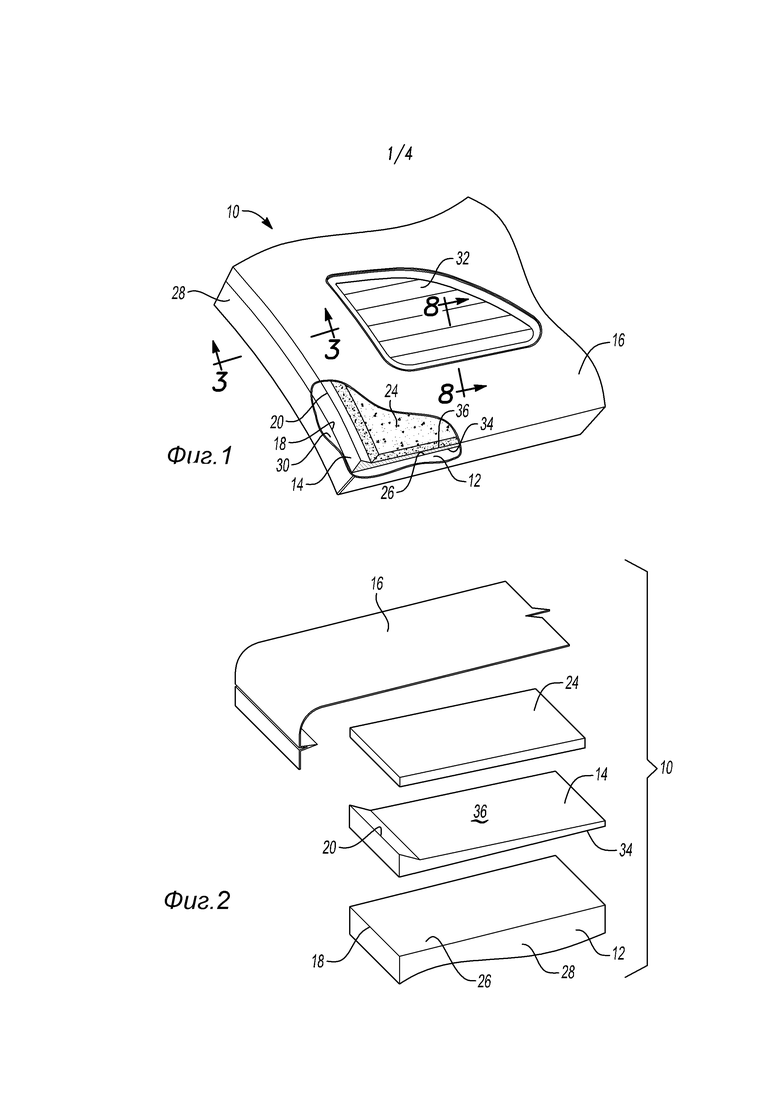
Фиг. 1 - представляет собой местный общий вид части внутренней панели, которая имеет покрывающий материал, обернутый поверх образующей контур вкладки, с частью покрывающего материала, частично удаленного для видимости.
Фиг. 2 - представляет собой подробный общий вид узла, выполненного согласно настоящему изобретению.
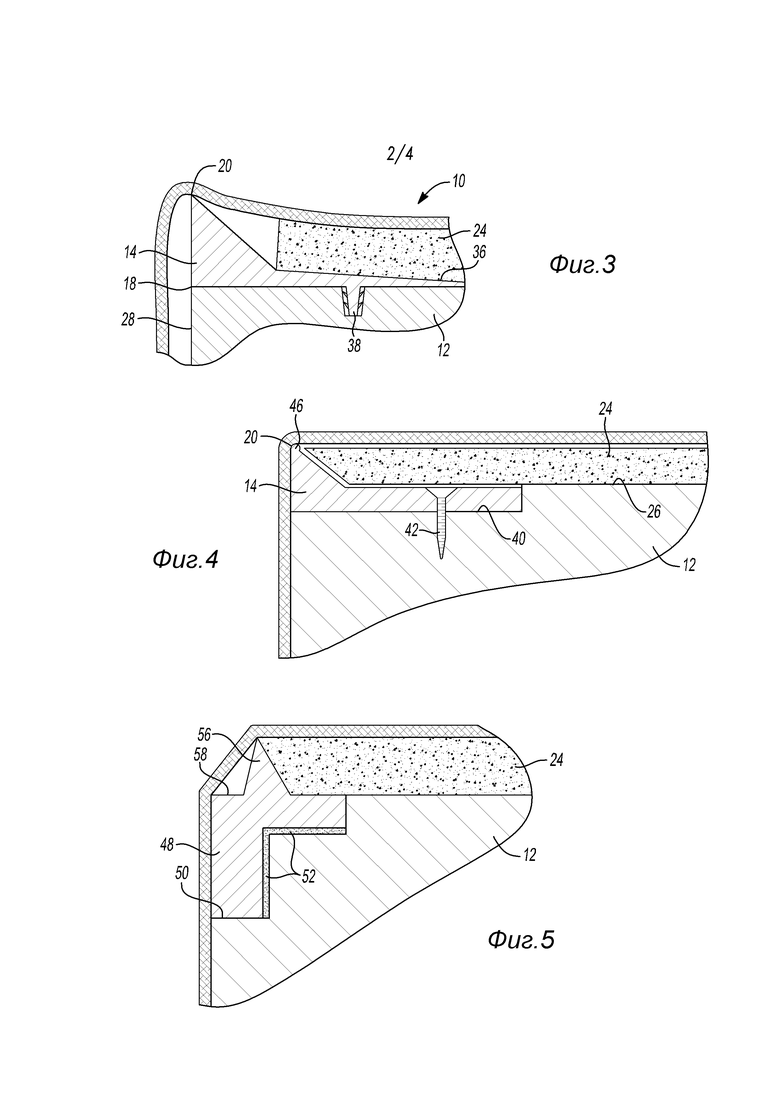
Фиг. 3 - представляет собой местное поперечное сечение, взятое по линии 3-3 на фиг. 1, одного из вариантов осуществления узла, выполненного согласно настоящему изобретению.
Фиг. 4 - представляет собой местное поперечное сечение, подобное фиг. 3, еще одного варианта осуществления узла, выполненного согласно настоящему изобретению.
Фиг. 5 - представляет собой местное поперечное сечение, подобное фиг. 3, еще одного варианта осуществления узла, выполненного согласно настоящему изобретению.
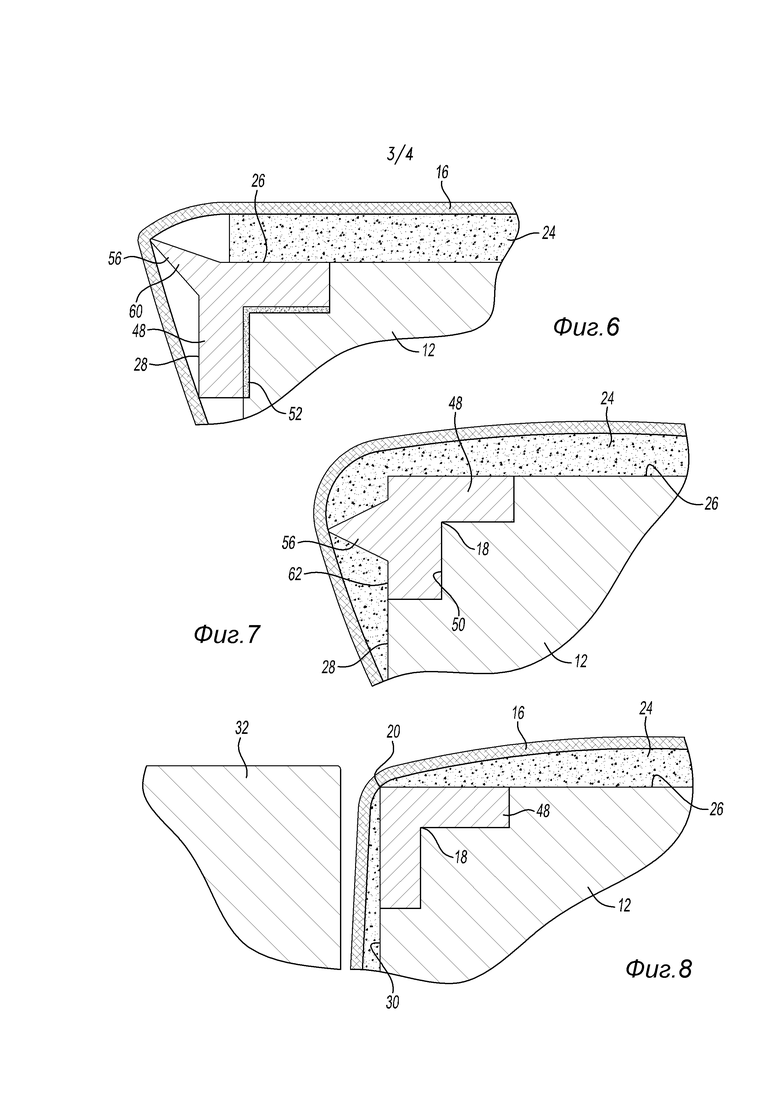
Фиг. 6 - представляет собой местное поперечное сечение, подобное фиг. 3, еще одного варианта осуществления узла, выполненного согласно настоящему изобретению.
Фиг. 7 - представляет собой местное поперечное сечение, подобное фиг. 3, еще одного варианта осуществления узла, выполненного согласно настоящему изобретению.
Фиг. 8 - представляет собой местное поперечное сечение, взятое по линии 8-8 на фиг. 1, еще одного варианта осуществления узла, выполненного настоящему изобретению.
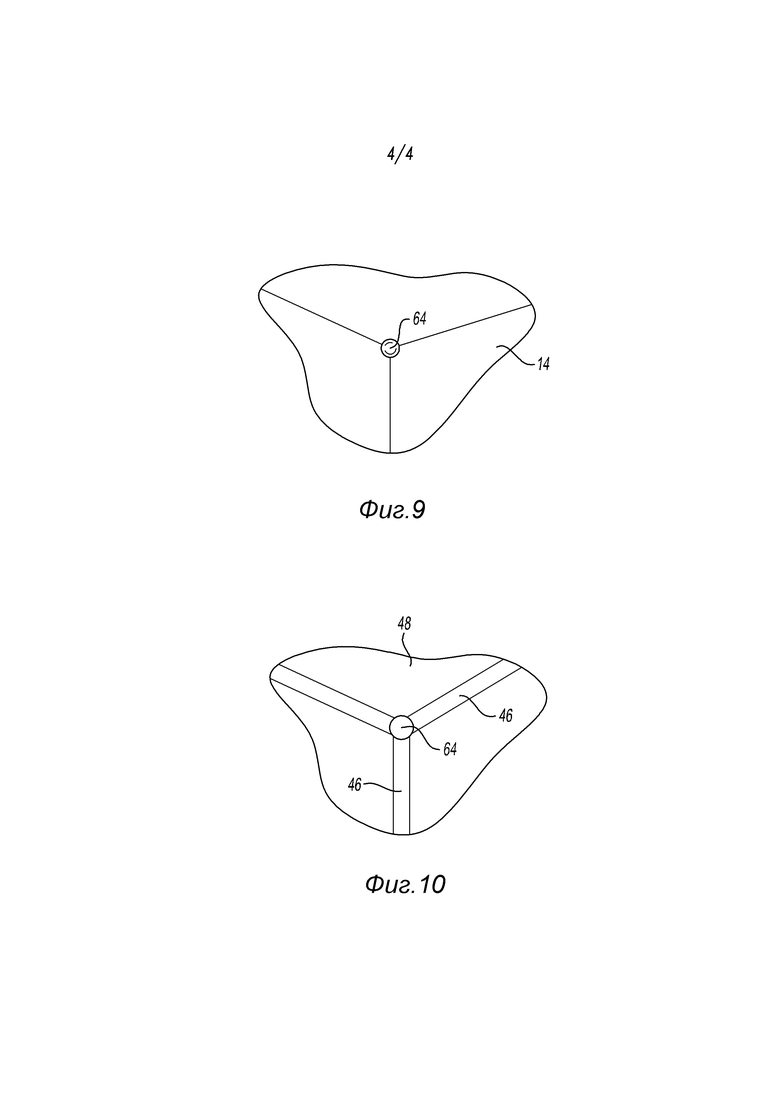
Фиг. 9 - представляет собой местный общий вид вкладки, которая образует закругленный угол на вершине трех поверхностей вкладки.
Фиг. 10 - представляет собой местный общий вид еще одной вкладки, которая образует закругленный угол на вершине трех поверхностей вкладки и цилиндрический край на вкладке по двум из поверхностей.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Проиллюстрированные варианты осуществления описаны со ссылкой на чертежи. Однако, следует понимать, что описанные варианты осуществления подразумеваются только в качестве примеров, которые могут быть осуществлены в различных и альтернативных формах. Фигуры не обязательно должны определять масштаб, и некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать подробности конкретных компонентов. Описанные специфичные конструктивные и функциональные детали должны интерпретироваться не в качестве ограничивающих, а в качестве представляющих основу для обучения специалиста в данной области техники, каким образом осуществить описанные концепции на практике.
Ссылаясь на фиг. 1, проиллюстрирован узел 10 обернутой внутренней части, или «узел», который содержит основную часть 12, на которой покрывающая вкладка 14 собрана перед покрытием узла обшивкой 16. Основная часть 12 может быть внутренней частью для автомобиля, такой как приборный щиток, внутренняя дверная панель, консоль, дверца бардачка, сиденье, или тому подобное.
Вкладка 14 собрана на основной части 12 возле базового края 18 основной части 12. Вкладка 14 содержит образующий контур край 20, который расположен по одной линии с базовым краем 18. Образующий контур край 20 находится снаружи от базового края 18 и обеспечивает линию с острым элементом, когда обшивка 16 обернута поверх узла и вкладки, и основы 12.
Хоть и не обязательно в каждом узле 10, дистанцирующий элемент 24 может быть установлен между основной частью 12 и покрывающей вкладкой 14 для обеспечения смягченного ощущения, которое подчеркивает эластичность кожаной обшивки 16. Дистанцирующий элемент 24 может быть слоем или полотном из пеноматериала. Дистанцирующий элемент 24, как показано на фиг. 1, продолжается от края до края основной части 12 и частично поверх покрывающей вкладки 14, но не продолжается через образующий контур край 20. В нескольких вариантах осуществления, которые будут описаны ниже, дистанцирующий элемент 24 продолжается над образующим контур краем 20.
Основная часть 12 содержит лицевую стенку 26 или внешнюю поверхность основной части 12. Во многих применениях, основная часть может быть виниловой, которая содержит поверхность класса A детали. Внутренняя отделка более высокого уровня обеспечивается обертыванием основной части 12 покрывающим материалом высшего качества, таким как кожа. Несмотря на то, что кожа является самым обычным покрывающим материалом высшего качества, обшивка также может быть выполнена из других тканей или материалов высшего качества. Во многих случаях, основная часть 12 фрезерована или механически обработана для обеспечения зазора для обернутой обшивки 16 в областях, где узел 10 может мешать собранным частям или смежным компонентам транспортного средства. Основная часть 12 также может содержать боковую стенку 28, которая продолжается внутрь от лицевой стенки 26. Боковая стенка 28 также может требовать механической обработки для обеспечения зазора для добавления обшивки 16 в узел 10.
Может быть предусмотрена образующая углубление стенка 30, которая продолжается внутрь относительно лицевой стенки 26. Образующая углубление стенка 30 образует углубление или проем в основной части 12, который может использоваться для вставки крепления 32, такого как воздушный вентиляционный клапан, деталь внутренней отделки, или тому подобное. В качестве альтернативы, стенка 30 может быть приспособлена принимать другую часть или может быть выровнена с другой вставной частью. Крепление 32 может быть самофиксирующейся деталью, адгезивно закрепляемой деталью или прикрепляться иначе к основной части 12 после того, как обшивка 16 прикреплена к узлу 10. Покрывающая вкладка 14 содержит внутреннюю поверхность 34, которая расположена во взаимном расположении торец к торцу на лицевой стенке 26 части 12 подложки. Покрывающая вкладка 14 также содержит внешнюю поверхность 36, которая обращена против внутренней поверхности 34. Внешняя поверхность 36 предпочтительно скошена в направлении лицевой стенки 26 основной части 12 для уменьшения вероятности, что вкладка может быть различимой или обнаружимой после того, как прикреплена обшивка 16.
Ссылаясь на фиг. 2, узел 10 показан подробный общий вид небольшого сегмента узла 10. Узел 10 содержит основную часть 12, которая содержит базовый край 18. Основа 12 содержит лицевую стенку 26 и боковую стенку 28, которые покрыты обшивкой 16, когда она обернута поверх узла 10. Вкладка 14 предусматривает образующий контур край 20, когда она установлена на основу 12, с образующим контур краем 20, в целом придерживающейся базового края 18. Внутренняя поверхность 34 вкладки 14 прикреплена к лицевой стенке 26 основы 12. Внешняя поверхность 36 вкладки 14 обращена как правило в том же направлении, что и лицевая стенка 26 основы 12. Внешняя поверхность 36 сходит на нет в направлении лицевой стенки 26 основной части 12. Дистанцирующий элемент 24 показан расположенным между внешней поверхностью 36 вкладки 14 и обшивкой 16.
Фиг. 3-8 иллюстрируют несколько разных вариантов осуществления узла 10, которые содержат несколько разных типов вкладок. Ссылаясь на фиг. 3, вкладка 14, которая аналогична вкладке, показанной на фиг. 1 и 2, показана установленной на основу 12. Основа 12 образует базовый край 18, наряду с тем, что вкладка 14 содержит образующий контур край 20. Дистанцирующий элемент 24 может продолжаться от края до края внешней поверхности 36 вкладки 14 и над образующим контур краем 20 также для покрытия боковой стенки 28 узла 10. Быстрофиксируемое крепежное средство 38 может быть предусмотрено в качестве выполненной за одно целое части вкладки 14 для прикрепления вкладки 14 к основе 12. В качестве альтернативы, быстрофиксируемое крепежное средство может быть винтом или отдельным быстрофиксируемым средством 38, как показано ниже и описано со ссылкой на фиг. 4.
Ссылаясь на фиг. 4, показана вкладка 14, которая должна собираться в углублении 40 внешней поверхности, которое образовано в лицевой стенке 26 основной части 12. Показан винт 42, который используется для прикрепления вкладки 14 к основной части 12. Дистанцирующий элемент 24 установлен поверх вкладки 14 и лицевой стенки 26 основы 12. Углубление 40 определяет местоположение вкладки на основе 12. Углубление 40 может быть образовано посредством механической обработки или фрезерования поверхности основы 12 для снятия материала с основы 12. В качестве альтернативы, основная часть 12 может быть выполнена с образованием углубления 40. Основа 12 может быть просверлена для образования отверстия или проема для приема винта 42 или быстрофиксирующего крепежного средства 38 (показаны на фиг. 3).
Цилиндрическая область 46 может быть обеспечена на образующем контур крае 20 для обеспечения более долговечного образующего контур края 20, который обеспечивает образующий контур край 20 малого радиуса вместо острого конца, как показано на фиг. 1-3.
Ссылаясь на фиг. 5, показана угловая вкладка 48, которая должна устанавливаться в углублении 50. Угловая вкладка 48 может прикрепляться к основе 12 адгезивным веществом 52. Имеющий форму перевернутый V-образный выступ 56 обеспечен на угловой вкладке 48 в местоположении, которое поперечно углублено относительно боковой стенки 28. Имеющий форму перевернутый V-образный выступ 56 обеспечен на верхней поверхности 58 угловой вкладке 48. Дистанцирующий элемент24 собран поверх верхней поверхности 58 и основы 12 перед тем, как она покрыта обшивкой 16.
Ссылаясь на фиг. 6, показан еще один вариант осуществления угловой вкладки 48, которая прикреплена адгезивным веществом 52 к основе 12. Угловая вкладка 48 содержит имеющий форму перевернутый V-образный выступ 56, который расположен на углу 60 угловой вкладки 48. V-образный выступ 56 продолжается по диагонали относительно лицевой стенки 26 и боковой стенки 28 угловой вставки 48. Дистанцирующий элемент 24 собран поверх угловой вставки 48 и основы 12, но не продолжается поверх V-образного выступа 56. Обшивка 16 собирается поверх вкладки 48, основы 12 и дистанцирующего элемента 24.
Ссылаясь на фиг. 7, проиллюстрирована еще одна угловая вкладка 48, которая собрана поверх базового края 18 основы 12. Имеющий форму перевернутой V-образный выступ 56 продолжается от боковой части 62 вставки 48. Вкладка 48 собирается в углублении 50, которое образовано посредством механической обработки или литья в основе 12, как описано ранее. Ткань дистанцирующего элемента 24 показана собранной поверх лицевой стенки 26 и боковой стенки 28. Дистанцирующий элемент 24 также продолжается поверх выступа 56 и вкладки 48.
Ссылаясь на фиг. 8, этот вид взят в качестве поперечного сечения на фиг. 1, чтобы показывать применение угловой вкладки 48 в образующей углубление стенке 30, которая приспособлена принимать крепление 32, такое как воздушный вентиляционный клапан или деталь внутренней отделки. Угловая вкладка 48 собирается на основе 12 для обеспечения острого угла в области, где крепление 32 является смежным к основе 12. Вкладка 48, показанная на фиг. 8, не содержит выступ, но является Г-образной и продолжается вдоль края основы, с базовым краем 18 и основой 12, находящимися внутри от образующего контур края 20. Обшивка 16 и дистанцирующий элемент 24 из пеноматериала продолжаются через лицевую стенку 26, угловую вкдладку 48 и образующую углубление стенку 30.
Ссылаясь на фиг. 9, проиллюстрирован шарообразный закругленный угол 64, который может быть обеспечен на вкладке 14, показанной на фиг. 1-4, или на угловой вкладке 48, как показано на фиг. 5-8. Шарообразный закругленный угол 64 обеспечивает слегка закругленный конец малого радиуса. Шарообразный закругленный угол 64 уменьшает остроту законченного угла и уменьшает тенденцию прокалывать обшивку 16.
Ссылаясь на фиг. 10, показан еще один альтернативный вариант осуществления угловой вкладки 48, который содержит шарообразный закругленный угол 64, который обеспечен там, где три поверхности пересекаются на вкладке. Цилиндрические края 46 обеспечены на краях, которые ведут к шарообразному закругленному углу 64. Цилиндрические края 46 обеспечивают закругленный линейный край между двумя поверхностями вкладки 48. Закругленный угол 64 или цилиндрический край 46 обеспечивают поверхность меньшего радиуса, поверх которой обернута обшивка 16, как описано выше со ссылкой на фиг. 1-8.
Несмотря на то, что показан вариант осуществления по фиг. 1-4 с треугольным выступом 22, продолжающимся вверх относительно основной части 12, следует понимать, что, треугольный выступ 22 может быть ориентирован в диагональном направлении подобно выступу 56, показанному на фиг. 6, или может продолжаться поверх боковой стенки 28 основы 12 подобно угловой вкладке 48, показанной на фиг. 7.
Конструктивные элементы, показанные и описанные со ссылкой на чертежи, могут быть модифицированы или объединены с другими конструктивными элементами, показанными на других фигурах чертежей. Варианты осуществления, описанные выше, являются специфичными примерами, которые не описывают все возможные формы настоящего изобретения. Элементы проиллюстрированных вариантов осуществления могут комбинироваться для образования дополнительных вариантов осуществления описанных концепций. Слова, использованные в описании изобретения, являются скорее словами описания, нежели ограничения. Объем следующей формулы изобретения является более широким, чем конкретно описанные варианты осуществления, и также включают в себя модификации проиллюстрированных вариантов осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
| УПАКОВКА ДЛЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ НЕЕ | 2008 |
|
RU2418727C1 |
| СИСТЕМА БЕЗОПАСНОСТИ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И УЗЕЛ ПОДУШКИ БЕЗОПАСНОСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2710500C2 |
| СПОСОБ УПАКОВКИ СЪЕДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2401233C2 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
| УПАКОВКА ДЛЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ НЕЕ | 2008 |
|
RU2407687C1 |
| УПАКОВКА ДЛЯ ХРАНЕНИЯ СЪЕДОБНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2006 |
|
RU2415786C2 |
| КОМПЛЕКТ ПЛИНТУСНЫХ ПРОФИЛЕЙ | 2010 |
|
RU2429332C1 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА, ИМЕЮЩАЯ МНОЖЕСТВО МЕСТ СОВМЕЩЕНИЯ | 2005 |
|
RU2444596C2 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА, ИМЕЮЩАЯ МНОЖЕСТВО МЕСТ СОВМЕЩЕНИЯ | 2005 |
|
RU2394136C2 |
Группа изобретений относится к частям, которые обернуты декоративным покрывающим материалом и которые выполнены с острыми углами или краями. Способ производства покрытой внутренней панели транспортного средства включает в себя этапы, на которых выбирают внутреннюю панель, которая содержит край основы, выбирают вкладку, выполненную из жёсткой пластмассы и имеющую край вкладки; прикрепляют вкладку к внутренней панели краем вкладки, расположенным на расстоянии от и параллельным краю основы, и обертывают и вкладку, и внутреннюю панель обшивкой. Обшивку обёртывают непосредственно вокруг края вкладки для образования покрытого угла покрытой части и располагают дистанцирующий элемент на вкладке после прикрепления вкладки к внутренней панели и перед обертыванием обшивкой вкладки и внутренней панели. Дистанцирующий элемент располагают на вкладке для прохождения над краем вкладки. Достигается повышение качества покрытия внутренней панели транспортного средства. 2 н. и 5 з.п. ф-лы, 10 ил.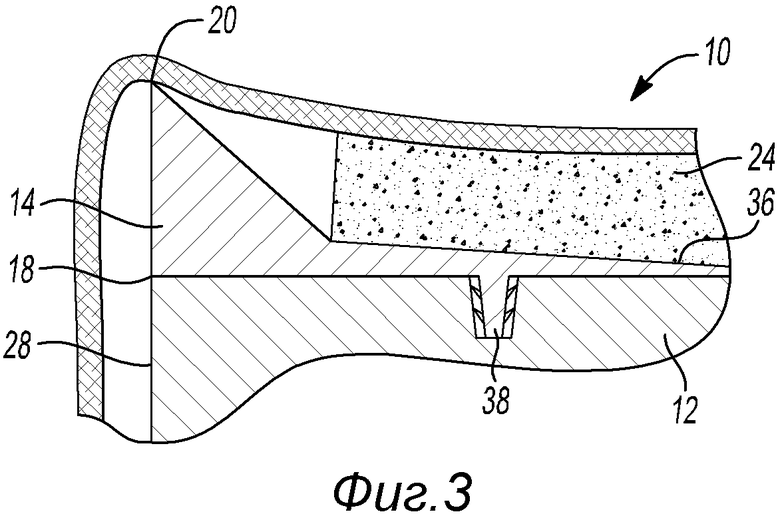
1. Способ производства покрытой внутренней панели транспортного средства, включающий в себя этапы, на которых:
выбирают внутреннюю панель, которая содержит край основы;
выбирают вкладку, выполненную из жёсткой пластмассы и имеющую край вкладки; прикрепляют вкладку к внутренней панели краем вкладки, расположенным на расстоянии от и параллельным краю основы; и
обертывают и вкладку, и внутреннюю панель обшивкой, причём обшивку обёртывают непосредственно вокруг края вкладки для образования покрытого угла покрытой части; и располагают дистанцирующий элемент на вкладке после прикрепления вкладки к внутренней панели и перед обертыванием обшивкой вкладки и внутренней панели,
причём дистанцирующий элемент располагают на вкладке для прохождения над краем вкладки.
2. Способ по п.1, в котором дистанцирующий элемент располагают на вкладке в местоположение, смежное краю вкладки.
3. Способ по п.1, дополнительно включающий в себя этапы, на которых:
механически обрабатывают внутреннюю панель для образования углубленной области, смежной краю вкладки, для обеспечения зазора между смежной частью относительно покрытой части; и
собирают вкладку в углубленной области.
4. Способ по п.1, дополнительно включающий в себя этапы, на которых:
формуют углубленную область на внутренней панели в области, смежной краю вкладки, для обеспечения зазора между смежной частью относительно покрытой части; и
собирают вкладку в углубленной области.
5. Способ по п.1, дополнительно включающий в себя этапы, на которых:
наносят адгезивное вещество между вкладкой и внутренней панелью и
прикрепляют вкладку к внутренней панели адгезивным веществом.
6. Способ по п.1, в котором вкладку выполняют из этилена, пропилена и диенового мономера.
7. Способ производства покрытой внутренней панели транспортного средства, включающий в себя этапы, на которых:
прикрепляют внутреннюю панель, имеющую край основы к вкладке, выполненной из жёсткой пластмассы и имеющей край вкладки, с краем вкладки, расположенным на расстоянии и параллельным краю основы;
располагают дистанцирующий элемент на вкладке, проходящей над краем вкладки; и обёртывают вкладку и внутреннюю панель обшивкой непосредственно вокруг края вкладки для образования покрытого угла.
| US 3520755 A, 14.07.1970 | |||
| US 4970742 A, 20.11.1990 | |||
| US 3333286 A, 01.08.1967 | |||
| US 5272779 A, 28.12.1993 | |||
| US 2006029789 A1, 09.02.2006 | |||
| US 2010272955 A1, 28.10.2010 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 5425567 A, 20.06.1995. | |||

