ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] В данной заявке испрашивается приоритет по предварительной заявке на патент США №62/265,617, поданной 10 декабря 2015 г., которая включена в данный документ в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Данное изобретение в целом относится к емкостям для напитков и способам их производства. Конкретнее, данное изобретение относится к емкостям для напитков с обратными завитками и способу обратного подвивания для производства металлических бутылок и емкостей для напитков с обратными завитками.
УРОВЕНЬ ТЕХНИКИ
[0003] Емкости для напитков, такие как, например, бутылки для напитков, изготовленные из металлов (например, стали или алюминия), могут иметь завиток у отверстия бутылки. Завиток может использоваться в качестве места крепления крышки бутылки или в качестве элемента чистовой обработки для устранения острых краев, которые могут порезать или нанести иное повреждение пользователю. Для получения завитка корпус бутылки обычно формируют с обработанной окружностью по внутреннему диаметру и верхней частью избыточного материала вокруг отверстия бутылки. Верхнюю часть избыточного материала затем свертывают наружу, получая завиток вокруг отверстия бутылки, который также определяет обработанную окружность по внешнему диаметру отверстия бутылки.
[0004] Однако сворачивание верхней части наружу для получения завитка, как описано выше, может представлять ряд проблем при производстве большого количества бутылок для напитков. Например, сворачивание верхней части избыточного материала наружу вокруг отверстия бутылки может создавать дополнительное напряжение растяжения в материале бутылки, что может привести к ее повреждению. Например, на этапе техпроцесса изготовления бутылки, когда верхнюю часть отверстия бутылки сворачивают наружу для формирования завитка вокруг отверстия бутылки, материал бутылки, возможно, уже прошел многие операции формования и может находиться на пределе пригодности к формованию по растяжению или вблизи него (например, на пределе напряжения растяжения, при котором бутылка может испытывать нежелательную деформацию в виде расщепления, растрескивания или другого разрушения материала). В результате завитки наружу у отверстия бутылки могут создавать дополнительное напряжение растяжения в бутылке, что может привести к ее повреждению, например, к расщеплению материала бутылки на участке завитка или вблизи него. Расщепления у завитка могут быть наиболее частыми дефектами при производстве бутылок и могут приводить к высоким показателям брака, что увеличивает себестоимость и снижает эффективность. Завитки наружу также могут оставлять область примыкания между краем материала бутылки и ее внешней поверхностью. Для бутылок с крончатой крышкой, особенно в случае бутылки для напитка, которая закрывается крончатой крышкой, снятие крышки с помощью инструмента рычажного типа может привести к повреждению и/или разворачиванию завитка наружу, обнажая острый край, который может нанести вред пользователю. Любое повреждение или отклонения при формовании в области примыкания может также вызывать проблемы с надлежащим закрыванием бутылки крышкой или может создать пространство, в котором будет скапливаться грязь, мусор или бактерии. Таким образом, в результате сворачивания наружу верхней части бутылки для напитка для получения завитка может повышаться процент брака или возникать загрязнение.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Термин «вариант реализации изобретения» и аналогичные термины относятся в целом ко всему объекту данного изобретения и прилагаемой формулы изобретения. Утверждения, содержащие эти термины, следует понимать не как ограничение описанного здесь объекта изобретения, значения или объема прилагаемой формулы изобретения. Варианты реализации данного изобретения, охватываемые данным документом, определены в прилагаемой формуле изобретения, а не этим описанием сущности изобретения. Данное описание сущности изобретения является общим обзором различных аспектов изобретения и представляет некоторые из концепций, которые будут более подробно описаны в разделе «ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ». Данное описание сущности изобретения не предназначено для определения ключевых или существенных признаков заявленного объекта изобретения, равно как и не предназначено для использования отдельно от других материалов для определения объема заявленного объекта изобретения. Объект изобретения следует рассматривать со ссылкой на соответствующие части полного описания данного изобретения, графические материалы и пункты формулы изобретения.
[0006] Некоторые аспекты данного изобретения относятся к бутылке со свернутым внутрь или обратным завитком у ее отверстия, а также к способам и средствам для изготовления бутылки. В некоторых примерах подвивание внутрь у отверстия бутылки может создать в процессе производства сжимающее напряжение в верхней части бутылки, что может увеличить пороговую величину давления, силы или напряжения, которое может выдержать бутылка, прежде чем ее верхняя часть начнет испытывать нежелательную деформацию (например, путем расщепления, растрескивания или другого разрушения материала), по сравнению с подвиванием наружу у отверстия бутылки. Создаваемое состояние сжимающего напряжения в верхней части может снизить или исключить число случаев расщепления завитков, что может обеспечить повышение эффективности техпроцесса и снизить показатель производственного брака.
[0007] В некоторых примерах неподвитая часть бутылки, включая, например, корпус, горлышко или любые другие компоненты, такие как резьба или иные элементы для закрывания крышкой или запечатывания, может быть изготовлена с использованием обычных способов производства. После формирования неподвитой части бутылки окружность по внешнему диаметру отверстия бутылки может обрабатываться с образованием верхней части избыточного материала, выходящей за пределы очертаний верхней части готовой бутылки. Затем верхнюю часть избыточного материала могут подвивать внутрь, создавая напряжение сжатия в материале верхней части и в завитке внутрь. Завиток внутрь может определять внутренний диаметр отверстия бутылки и может использоваться для удержания других устройств или конструкций в отверстии бутылки (например, крышки бутылки).
[0008] В некоторых примерах один или большее количество роликов могут быть сконструированы таким образом, что ролики могут использоваться для постепенного подвивания верхней части избыточного материала и посадки края верхней части на внутреннюю поверхность горлышка бутылки. Форма, размер или конфигурация одного или большего количества роликов может включать в себя или может определяться входным радиусом, ровной опорной поверхностью, рабочим радиусом и выходным радиусом. В некоторых примерах входной радиус и/или опорная поверхность ролика могут быть выполнены таким образом, чтобы соответствовать внешнему диаметру бутылки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0009] Иллюстративные примеры реализации данного изобретения описаны подробно ниже со ссылками на прилагаемые графические материалы.
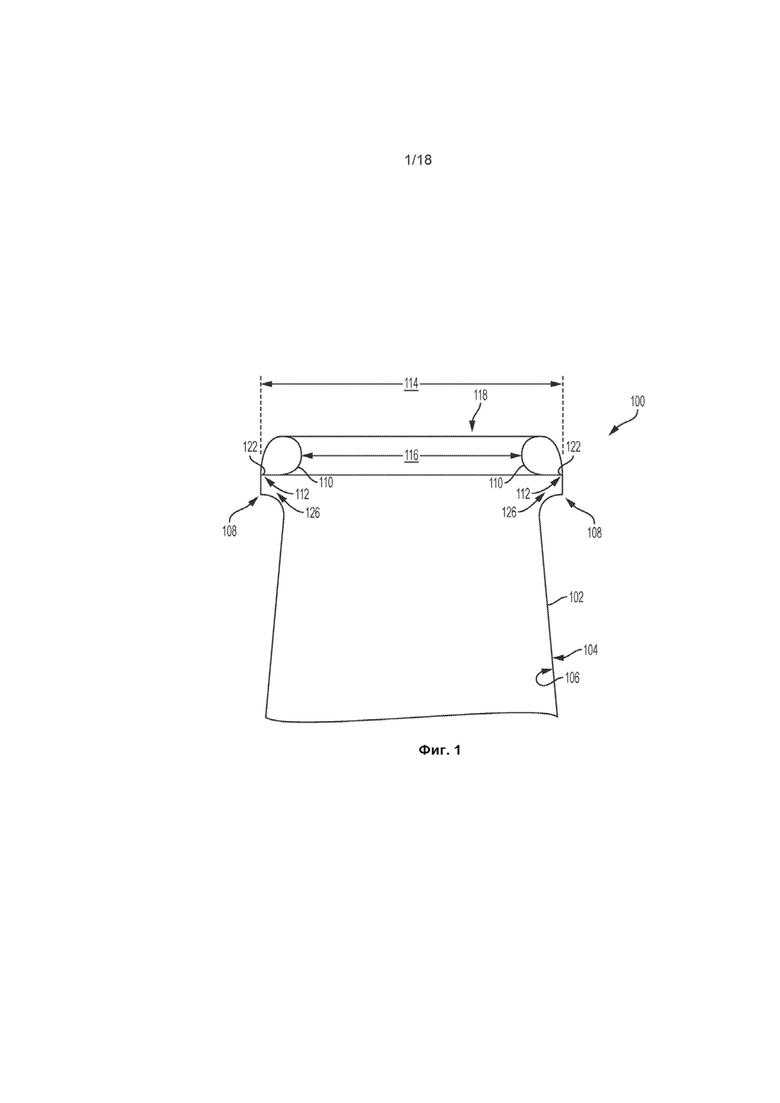
[0010] На ФИГ. 1 приведен схематический вид в разрезе бутылки с завитком внутрь согласно одному примеру данного изобретения.
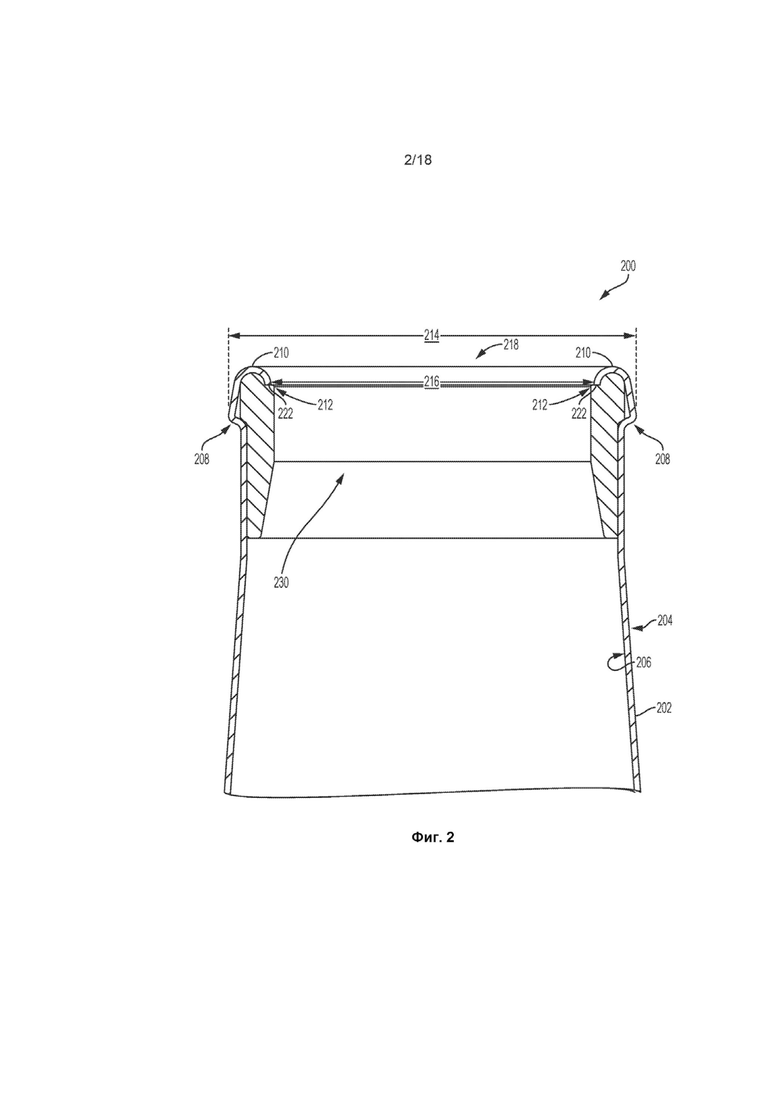
[0011] На ФИГ. 2 приведен схематический вид в разрезе бутылки с завитком внутрь и вставкой согласно одному примеру данного изобретения.
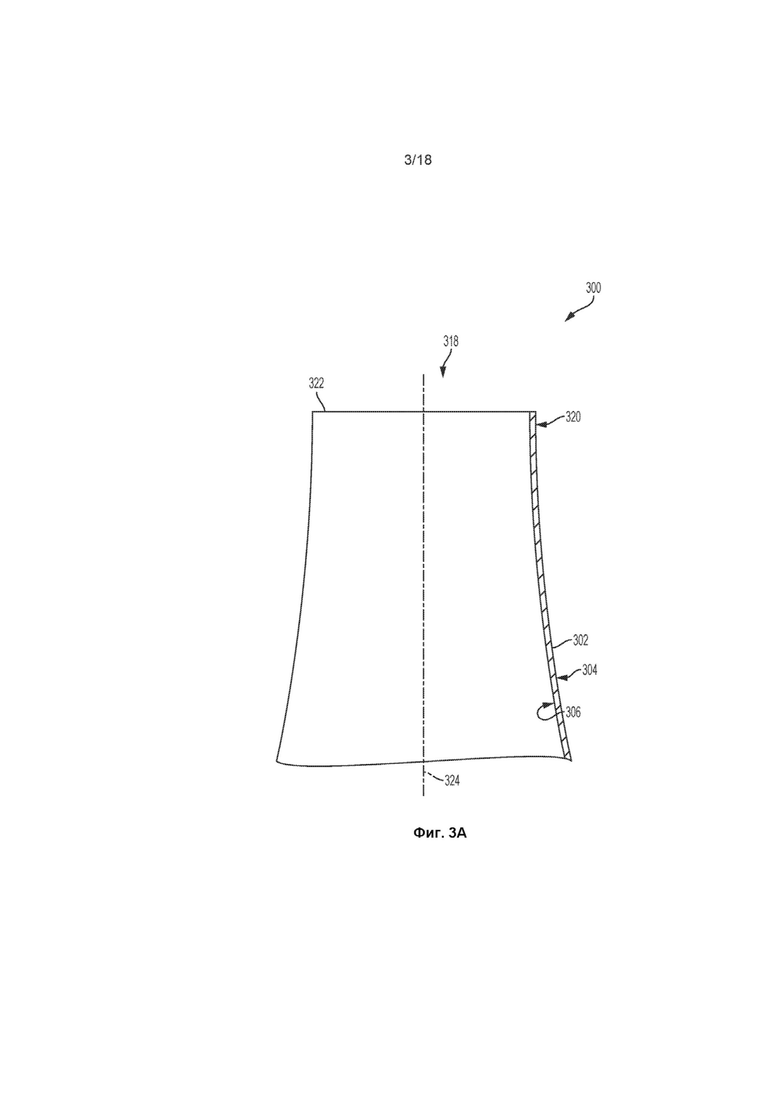
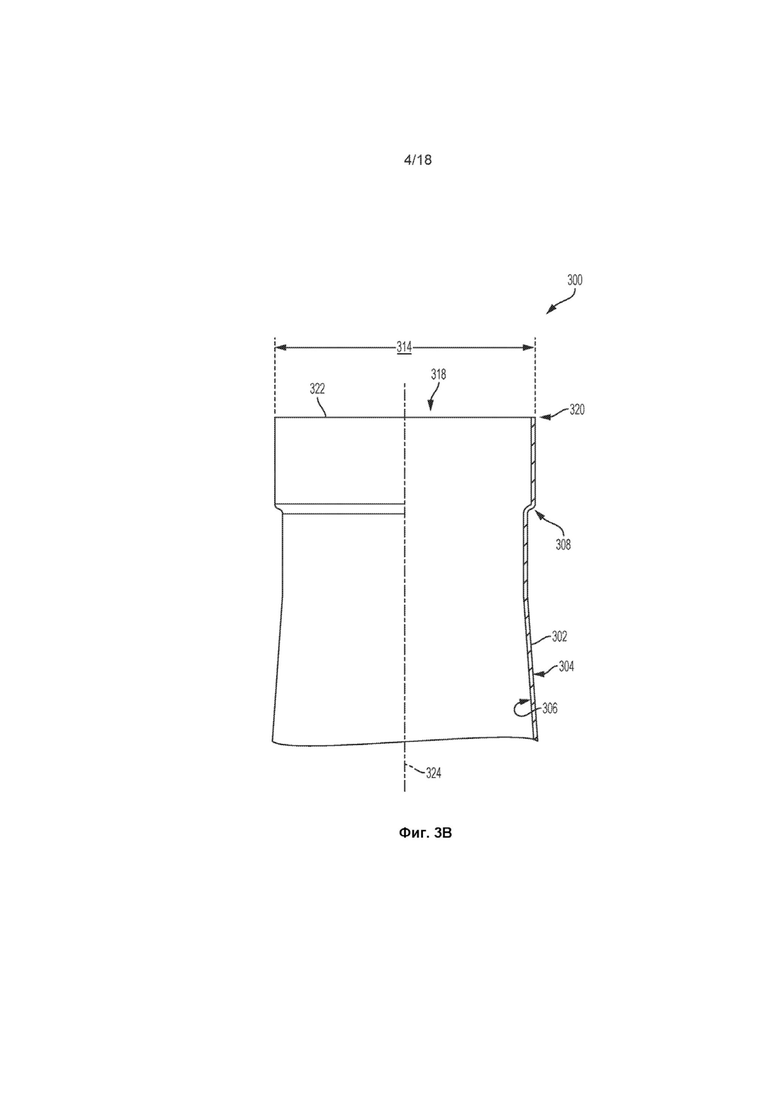
[0012] На ФИГ. 3A-G приведены схематические виды в разрезе бутылки с завитком внутрь на различных этапах производства в соответствии с одним примером данного изобретения.
[0013] На ФИГ. 4A-G приведены схематические виды в разрезе бутылки с завитком внутрь на различных этапах производства в соответствии с другим примером данного изобретения.
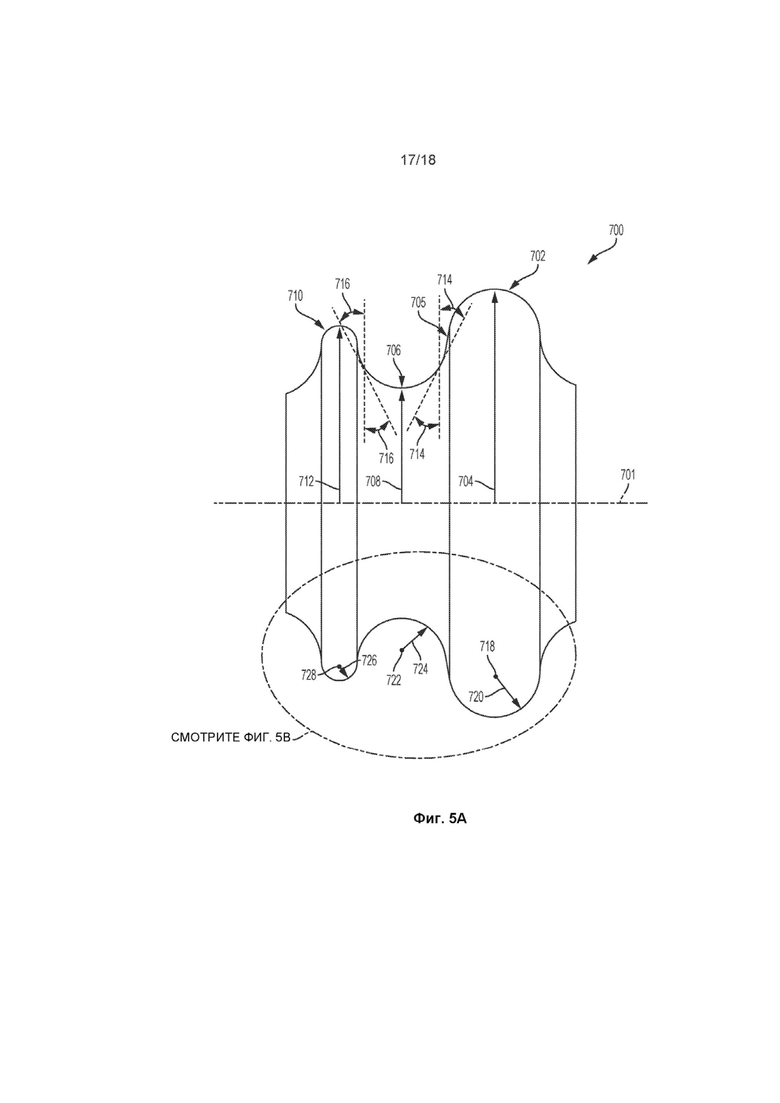
[0014] На ФИГ. 5А приведен схематический вид в разрезе иллюстративного ролика для подвивания внутрь горлышка бутылки согласно одному примеру данного изобретения.
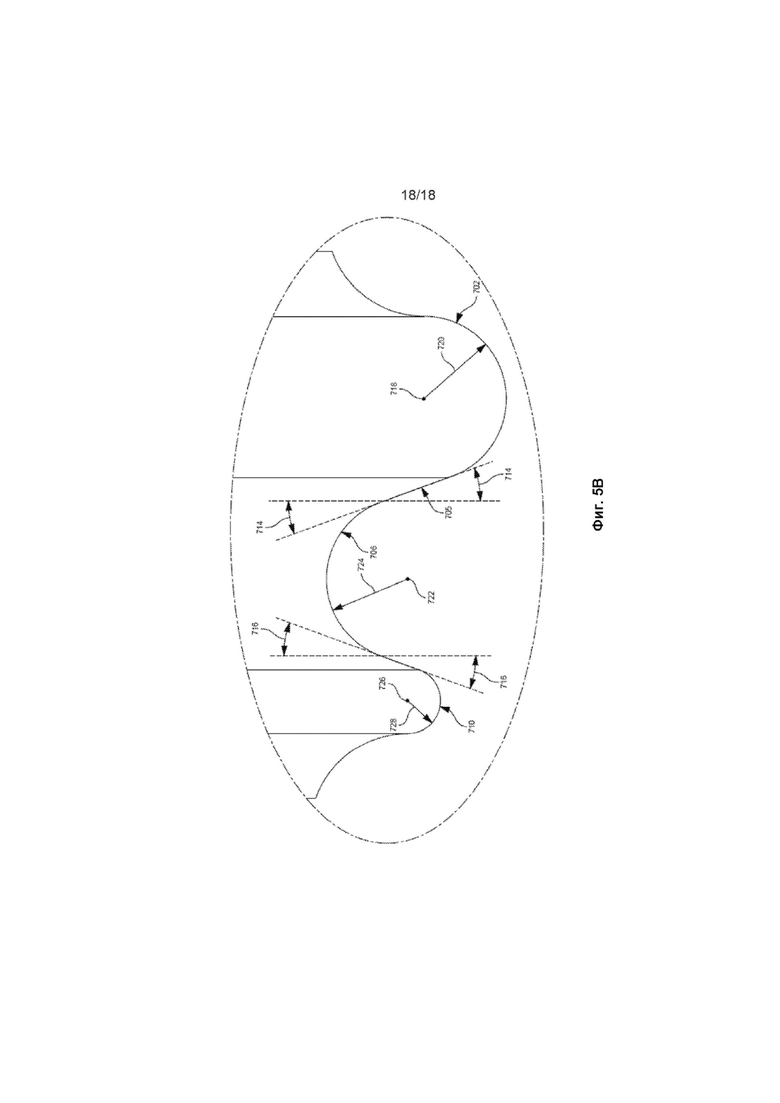
[0015] На ФИГ. 5 В приведен подробный вид ролика согласно ФИГ. 5А в соответствии с одним примером данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0016] Объект вариантов реализации данного изобретения описан в данном документе с учетом специфики, необходимой для соответствия установленным требованиям, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть реализован другими способами, может включать в себя различные элементы или этапы, и может использоваться в сочетании с другими существующими или будущими технологиями. Данное описание не должно интерпретироваться как подразумевающее какой-либо конкретный порядок или соответствие между различными этапами или элементами, кроме случаев, когда порядок выполнения отдельных этапов или расположение элементов явно описывается.
[0017] На ФИГ. 1 приведен схематический вид в разрезе иллюстративной бутылки 100 с обратным или выполненным внутрь завитком 110. Бутылка 100 может быть изготовлена из любого материала. Например, завиток внутрь 110 может использоваться на бутылках из алюминия, стали, любого другого металла или металлического сплава, или любого другого материала, который может быть выбран, исходя из пригодности для конкретного применения. Например, бутылка 100 с завитком внутрь 110 может быть выполнена из алюминиевого сплава 3104 или любых аналогичных или подобных алюминиевых сплавов. Бутылка 100 также содержит горлышко 102, имеющее отверстие 118 на первом конце (например, на верхнем конце) бутылки 100, внешнюю поверхность 104 и внутреннюю поверхность 106. Отверстие 118 бутылки может иметь внешний диаметр 114 и внутренний диаметр 116. Внешний диаметр 114 или внутренний диаметр 116 могут иметь любую длину или размер. В некоторых примерах бутылка 100 может также содержать выступ 108 ниже первого конца бутылки (например, ниже отверстия 118 бутылки).
[0018] Завиток внутрь 110 может иметь любой подходящий размер. Например, завиток внутрь 110 может иметь постоянный радиус по всему завитку. В другом примере завиток внутрь 110 может иметь переменный радиус (например, радиус завитка может изменяться вдоль завитка внутрь 110). В некоторых примерах завиток внутрь 110 может содержать завиток внутрь на 360°. В другом примере завиток внутрь может представлять собой завиток с любым углом (например, 180° или любым другим подходящим углом). В некоторых примерах часть материала бутылки 100 может быть деформирована, согнута или иным образом подвита, чтобы сформировать завиток внутрь 110. В примере, проиллюстрированном на ФИГ. 1, материал бутылки 100 (например, материал верхнего конца бутылки) деформируют, сгибают или иным образом подвивают от внешнего диаметра 114 отверстия 118 бутылки для образования завитка внутрь 110, так что край 122 завитка внутрь 110 смещается к внутренней поверхности 106 бутылки 100. В этом примере край 122 завитка внутрь 110 может приближаться или касаться внутренней поверхности 106 бутылки 100 в точке или области примыкания 112. Область примыкания 112 может быть точкой контакта между краем 122 и внутренней поверхностью 106 бутылки 100. В другом примере областью примыкания 112 может быть участок или область, где край 122 завитка внутрь 110 находится в непосредственной близости от внутренней поверхности 106 бутылки 100. В некоторых примерах завиток внутрь 110 может проходить от внешней поверхности 104 бутылки к внутренней поверхности 106, в отверстие 118 и к области примыкания 112. В некоторых таких примерах завиток внутрь может проходить к внутренней поверхности 106, так что край 122 может быть смежным с внутренней поверхностью 106 или располагаться около нее. В некоторых примерах край 122 может быть приклеен, приварен или иным образом присоединен к внутренней поверхности 106 бутылки 100 в области примыкания 112, хотя это необязательно. В примере, проиллюстрированном на ФИГ. 1 внутренний диаметр 116 отверстия 118 бутылки может быть определен самой внутренней точкой завитка внутрь 110 (например, самой внутренней точкой завитка внутрь 110 относительно внутренней поверхности 106) или может в ином случае соответствовать самой внутренней точке завитка внутрь 110.
[0019] В некоторых примерах любой тип бутылки 100 может содержать завиток внутрь 110. Например, завиток внутрь 110 может использоваться на бутылках с крончатой крышкой (например, на бутылках, содержащих элементы, соответствующие закрытию крышкой крончатого типа, так что такая бутылка может быть запечатан крышкой крончатого типа), винтовой крышкой (например, бутылках, запечатываемых резьбовой крышкой), или на любых бутылках, которые могут иметь любой другой тип крышки, механизма закрытия или запечатывания. Например, в случае винтовой крышки горлышко бутылки 102 может содержать один или большее количество витков резьбы (например, ниже верхнего края бутылки 100 или ниже отверстия 118) или отлитые впадины (не показаны), выполненные с возможностью установки в них винтовой или навинчивающейся крышки с контролем первого вскрытия. В другом примере, в случае крончатой крышки, горловина бутылки 102 может содержать одно или большее количество углублений, выступов или других элементов (например, ниже верхнего края бутылки 100 или ниже отверстия 118), выполненных с возможностью установки в них крончатой крышки для соединения бутылки 100 с крышкой крончатого типа. В некоторых примерах для запечатывания бутылки 100 может использоваться винтовая или крончатая крышка.
[0020] В некоторых примерах бутылка 100 с завитком внутрь 110 у отверстия 118 может иметь ряд преимуществ по сравнению с конфигурациями бутылок, имеющими завиток наружу. Например, способ изготовления бутылки может включать выдувное формование, глубокую вытяжку, вытяжку с утонением, обжим штамповкой, инкрементное формование или любой другой процесс формования материала. В процессе производства материал бутылки может подвергаться значительной степени деформации (например, с изменением формы, размера или объема бутылки), что может привести к нарастанию напряжения и деформации по всей бутылке. В некоторых примерах в процессе осуществления некоторых обычных способов изготовления бутылки, верхняя часть вокруг отверстия бутылки подворачивается наружу, что может расширять и растягивать материал бутылки по окружности и создавать дополнительное напряжение растяжения и деформацию в бутылке. Дополнительное напряжение растяжения и деформация могут вызывать растрескивание или расщепление материала бутылки в завитке наружу и вокруг него.
[0020] Напротив, завиток внутрь 110 бутылки 100 может сжимать материал вокруг отверстия 118 бутылки 100. В некоторых примерах напряжения сжатия, создаваемые завитком внутрь 110, могут уменьшить вероятность растрескивания или расщепления материала бутылки 100, поскольку они не создают дополнительные напряжения растяжения и деформации в бутылке 100. В некоторых примерах, таких как, например, бутылки, полученной выдувным формованием, напряжения сжатия, создаваемые завитком внутрь 110, могут снимать напряжения растяжения, которые могут присутствовать в материале у отверстия 118 бутылки 100 или около него, что может снизить вероятность растрескивания или расщепления внутри завитка внутрь 110 или вокруг него. В некоторых примерах снижение вероятности расщепления или растрескивания может повысить эффективность производства за счет уменьшения количества производственного брака при изготовлении бутылок 100.
[0021] В некоторых примерах завиток внутрь 110 у отверстия 118 бутылки 100 может обеспечить дополнительные преимущества. Например, завиток внутрь 110 может обеспечить преимущества, состоящие в чистоте, улучшенном закупоривании и безопасности пользователя. Например, область примыкания 112 и край 122 завитка внутрь 110 могут быть расположены на внутренней поверхности 106 бутылки 100 или вблизи нее, что может защитить край завитка внутрь 110 от повреждения. Если бутылка ударяется или подвергается другим негативным воздействиям в процессе производства, хранения, заполнения, укупорки, транспортировки или, как в случае потребительских товаров, на витрине или во время использования, самой слабой и наиболее вероятной областью для повреждения является свободный конец завитка. В некоторых примерах наличие области примыкания 112 и края 122 завитка внутрь 110 вблизи внутренней поверхности 106 может препятствовать открытию свободного края бутылки 100 для ударного воздействия или другого повреждения, что может предотвратить повреждение завитка внутрь 110 во время производства, хранения, заполнения, укупорки, транспортировки или при нахождении на витрине или в процессе использования. В другом примере, например, в случае бутылки с крончатой крышкой, открытие бутылки с помощью инструмента рычажного типа может повредить и/или развернуть завиток наружу, подвергая пользователя потенциально опасному воздействию острого края, поскольку свободный конец завитка наружу не имеет опоры и, следовательно, для его изгиба или деформации требуется наименьшее усилие. Напротив, в случае бутылки 100, имеющей завиток внутрь 110, край 122 завитка внутрь 110 расположен внутри отверстия 118 бутылки 100 и с меньшей вероятности будет подвержен прямому удару и/или повреждению во время открытия бутылки. В некоторых примерах завиток внутрь 110 в отверстии 118 может предложить дополнительные преимущества или может обеспечить возможность включения дополнительных элементов в бутылку 100. В некоторых примерах завиток внутрь 110 может быть сформирован в большей или меньшей степени, как описано выше, при условии, что получаемый в результате завиток внутрь 110 обеспечивает достаточную осевую опору для бутылки 100 за счет геометрической формы и/или деформационного упрочнения материала бутылки 100.
[0022] На ФИГ. 2 приведен схематический вид в разрезе бутылки 200 с завитком внутрь 210 и вставкой 230 согласно одному примеру данного изобретения. В примере, проиллюстрированном на ФИГ. 2, бутылка 200 может содержать горлышко 202, имеющее отверстие 218, внешнюю поверхность 204, внутреннюю поверхность 206, выступ 208 ниже отверстия 218, внешний диаметр 214 и внутренний диаметр 216. Горлышко 202, отверстие 218, внешняя поверхность 204, внутренняя поверхность 206, выступ 208, внешний диаметр 214 и внутренний диаметр 216 могут быть выполнены, по существу, таким же образом, как соответствующее горлышко 102, отверстие 118, внешняя поверхность 104, внутренняя поверхность 106, выступ 108, внешний диаметр 114 и внутренний диаметр 116 бутылки 100 согласно ФИГ. 1, хотя это не обязательно. В примере, проиллюстрированном на ФИГ. 2, материал бутылки 200 деформируют, сгибают или иным образом подвивают от внешнего диаметра 114 отверстия 218, так что край 222 завитка внутрь 210 смещается к внутренней поверхности 206. В этом примере вставка 230 может располагаться у отверстия 218 или вблизи него, а край 222 завитка внутрь 210 может приближаться к вставке 230 или контактировать с ней в точке или области примыкания 212. Область примыкания 212 может быть точкой контакта между краем 222 и вставкой 230. В другом примере область примыкания 212 может быть областью, в которой край 222 завитка внутрь 210 находится в непосредственной близости от вставки 230 бутылки 200. В некоторых примерах край 222 может быть приклеен, приварен или иным образом присоединен к вставке 230 в области примыкания 212, хотя это не является обязательным.
[0023] В некоторых примерах вставка 230 может быть модификатором потока жидкости (например, устройством для изменения потока жидкости в бутылке 200). В другом примере вставка 230 может быть частью закрывающего механизма или устройства (например, части устройства для запечатывания содержимого бутылки 200). В некоторых примерах вставка 230 может быть более надежно закреплена у отверстия 218 бутылки 200 или вблизи него, используя преимущества завитка внутрь 210 и выступа 208. Например, в примере, проиллюстрированном на ФИГ. 2, вставка 230 опирается на выступ 208 и фиксируется сверху краем 222 завитка внутрь 210 в области примыкания 212. В этом положении вставка 230 может обеспечивать опору для отверстия 218 и/или горлышка 202 бутылки. В некоторых примерах вставка 230 или часть вставки 230 может быть зафиксирована, обжата или зажата между завитком внутрь 210 и внутренней поверхностью 206 бутылки 200. Например, вставка 230 может быть установлена со щелчком на место между внутренним завитом 210 и внутренней поверхностью 206 бутылки 200. В другом примере вставка 230 или часть вставки 230 может быть зафиксирована, обжата или зажата между завитком внутрь 210 и сужением бутылки 200 (например, узкой внутренней частью бутылки 200). Например, и со ссылкой на ФИГ. 1, в некоторых примерах вставка (например, вставка 230) может быть установлена со щелчком в область примыкания 112. В другом примере бутылка 100 содержит выступ 108, и вставка может быть установлена со щелчком или зафиксирована в пространстве 126 между выступом 108 и нижней границей завитка внутрь 110 ниже области примыкания 112. В любом из приведенных выше примеров вставка может быть установлена до или после образования завитка внутрь 110, 210, выступа 108, 208 и/или любых других элементов бутылки 100, 200.
[0024] Как показано на ФИГ. 1 и 2, в случае повреждения завитка внутрь 110, 210, неправильного размещения или установки края 122, 222 на внутренней поверхности 106 и/или вставке 230 или вокруг нее в ходе процесса производства, может быть уменьшена вероятность повреждения или травмы, скопления грязи, роста бактерий и/или потери эффективности запечатывания. Например, край 122, 222 завитка внутрь 110, 210, который может быть очень острым в связи с особенностями процесса изготовления или вследствие малой толщины материала бутылки, с меньшей вероятностью будет контактировать с пользователем благодаря завитку внутрь 110, 210, препятствующему нанесению порезов и других травм пользователю острым краем 122, 222. В другом примере пространство внутри завитка внутрь 110, 210 может находиться в запечатанной части бутылки 100, 200, благодаря чему в этом пространстве менее вероятно скопление грязи или рост бактерий по сравнению с завитком наружу. В еще одном примере точки запечатывания бутылки, такие как, например, внешний диаметр 114, 214, внутренний диаметр 116, 216, выступ 108, 208 или любая другая точка у отверстия 118, 218 бутылки 100, 200 или вблизи него, могут быть дальше от края 122, 222 завитка внутрь 110, 210 и менее подвержены повреждению или деформации края 122, 222 завитка внутрь 110, 210.
[0025] На ФИГ. 3A-G приведены схематические виды в разрезе бутылки 300 с иллюстративной крончатой крышкой и завитком внутрь 310 на различных этапах производства в соответствии с одним примером данного изобретения. На ФИГ. 3А-G проиллюстрирован пример различных этапов изготовления: от неподвитой бутылки 300 (например, на ФИГ. 3А) до готовой бутылки 300 (например, на ФИГ. 3G). В примере, проиллюстрированном на ФИГ. 3А-G, виды в разрезе приведены таким образом, что правая часть бутылки 300 разделена относительно вертикальной оси 324. В этом примере бутылка 300 содержит горлышко 302, внешнюю поверхность 304 и внутреннюю поверхность 306. Горлышко 302 имеет отверстие 318 в верхней части бутылки 300.
[0026] В этом примере бутылка 300 готова к началу процесса формирования завитка внутрь 310, будучи неподвитой бутылкой 300 (например, на ФИГ. 3А), которая уже был отлита в форме или иным образом сформирована для получения требуемых элементов и геометрической формы корпуса бутылки (не показан) и горлышка 302 ниже отверстия 318. Неподвитая бутылка 300, как показано на ФИГ. 3А, может содержать верхнюю часть 320 у отверстия 318 или около него, а также край 322. Верхняя часть 320 может быть сформирована в завиток внутрь 310 в готовой бутылке 300 (например, на ФИГ. 3G), а в некоторых примерах верхняя часть 320 содержит весь или практически весь материал бутылки 300, который может использоваться для формирования завитка внутрь 310. В некоторых примерах материал верхней части 320 может быть толще, чем, например, другие части неподвитой бутылки 300. Например, материал верхней части 320 может быть материалом, который имеет большую толщину, чем другие части неподвитой бутылки 300. В еще одном примере, изготовление неподвитой бутылки 300 может выполняться таким образом, что верхняя часть 320 имеет большую толщину оставшегося материала, чем другая часть неподвитой бутылки 300. В некоторых примерах более толстая верхняя часть 320 может выдерживать или испытывать определенную величину напряжения сжатия, используемого для формирования завитка внутрь 310, без изгибания, нежелательной деформации (например, путем расщепления, растрескивания или другого разрушения в материале) или других нежелательных эффектов.
[0027] В некоторых примерах неподвитая бутылка 300, изображенная на ФИГ. 3А, может проходить один или большее количество процессов (например, производственных процессов формирования бутылки 300 или завитка внутрь 310). Например, неподвитая бутылка 300 согласно ФИГ. 3А может подвергаться обработке с образованием выступа 308, как показано на ФИГ. 3B. Выступ 308 может быть выполнен на горлышке 302 в месте, расположенном достаточно низко, так что верхняя часть 320 может сохранять достаточно материала для формирования завитка внутрь 310 на последующем этапе процесса изготовления бутылки. В некоторых примерах выступ 308 может быть сформирован в любом месте на горлышке 302, которое находится ниже отверстия 318. В некоторых примерах при формировании выступа 308 внешний диаметр 314 отверстия 318 может быть установлен перед выполнением одной или большего количества операций подвивания при сохранении края 322 в качестве самой верхней оконечности бутылки 300. В некоторых примерах вставка (например, вставка 230 на ФИГ. 2) может быть вставлена в бутылку 300 и расположена таким образом, чтобы опираться на внутреннюю поверхность 306 бутылки 300, на выступ 308 или на любой другой внутренний элемент, как описано выше. Вставка может использоваться как внутренняя форма или структура, так что материал бутылки 300 может быть изогнут вокруг вставки для ее размещения и/или закрепления в бутылке 300 и/или для содействия формированию требуемой геометрической формы выступа 308, завитка внутрь 310 или любого другого элемента бутылки 300.
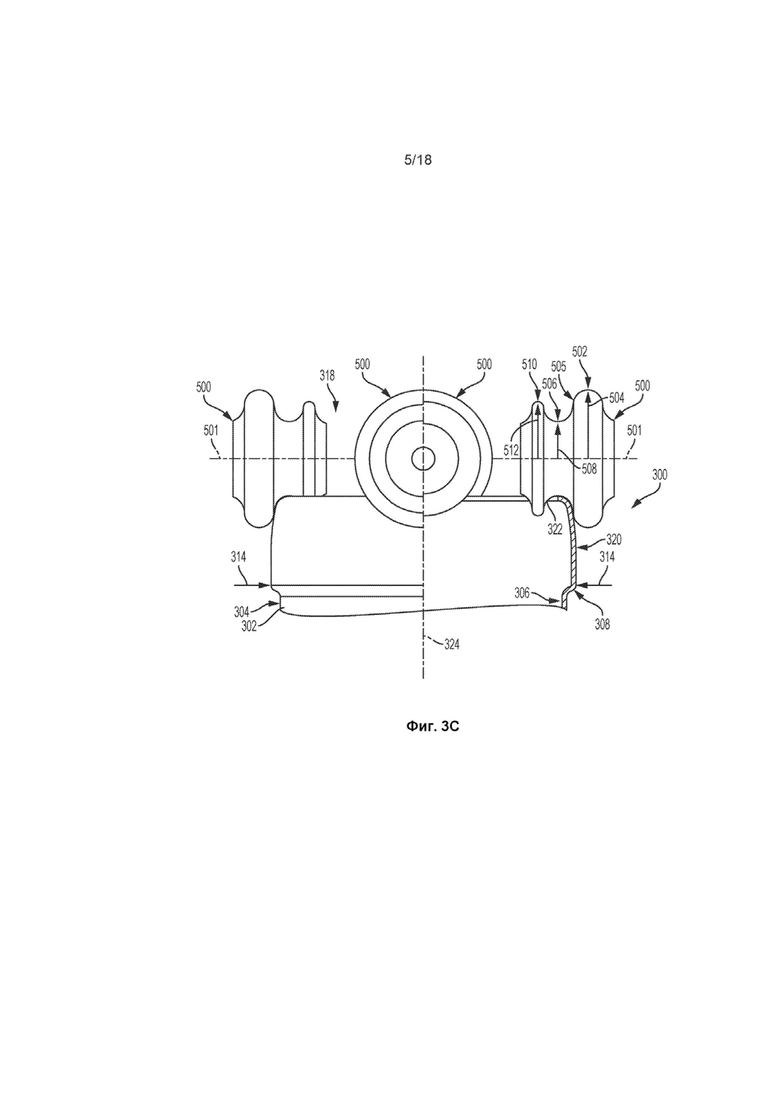
[0028] В этом примере после формирования выступа 308 верхняя часть 320 может быть согнута, деформирована или иным образом подвита с образованием завитка внутрь 310. Например, как показано на ФИГ. 3C-F, завиток внутрь 310 может быть сформирован с использованием роликов 500. Каждый ролик 500 может иметь любую форму или размер, и может быть изготовлен из любого материала, подходящего для обработки материала бутылки 300. Например, каждый ролик 500 может быть стальным роликом или роликом из любого другого подходящего материала. Каждый ролик 500 может содержать входную поверхность 502 на входном радиусе 504, рабочую поверхность 506 на рабочем радиусе 508, опорную поверхность 505 между входной поверхностью 502 и рабочей поверхностью 506 и выходную поверхность 510 на выходном радиусе 512. В примере, проиллюстрированном на ФИГ. 3C-F, рабочая поверхность 506 содержит часть роликов 500, расположенную между входной поверхностью 502 и выходной поверхностью 510. Входная поверхность 502, рабочая поверхность 506 и/или выходная поверхность 510 могут представлять собой выпуклую и/или вогнутую часть ролика 500. Например, входная поверхность 502 может быть выпуклой частью роликов 500, рабочая поверхность 506 может быть вогнутой частью роликов 500, а выходная поверхность 510 может быть еще одной выпуклой частью роликов 500. Ролики 500 могут вращаться вокруг оси 501 ролика при формировании завитка внутрь 310.
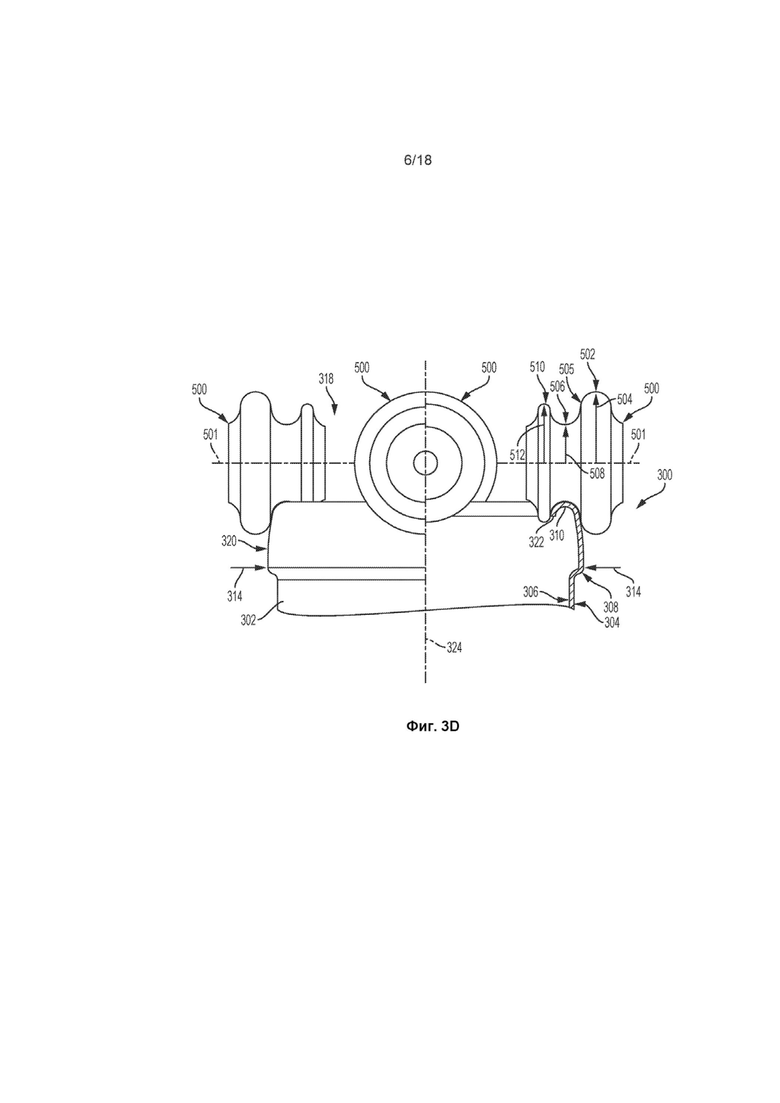
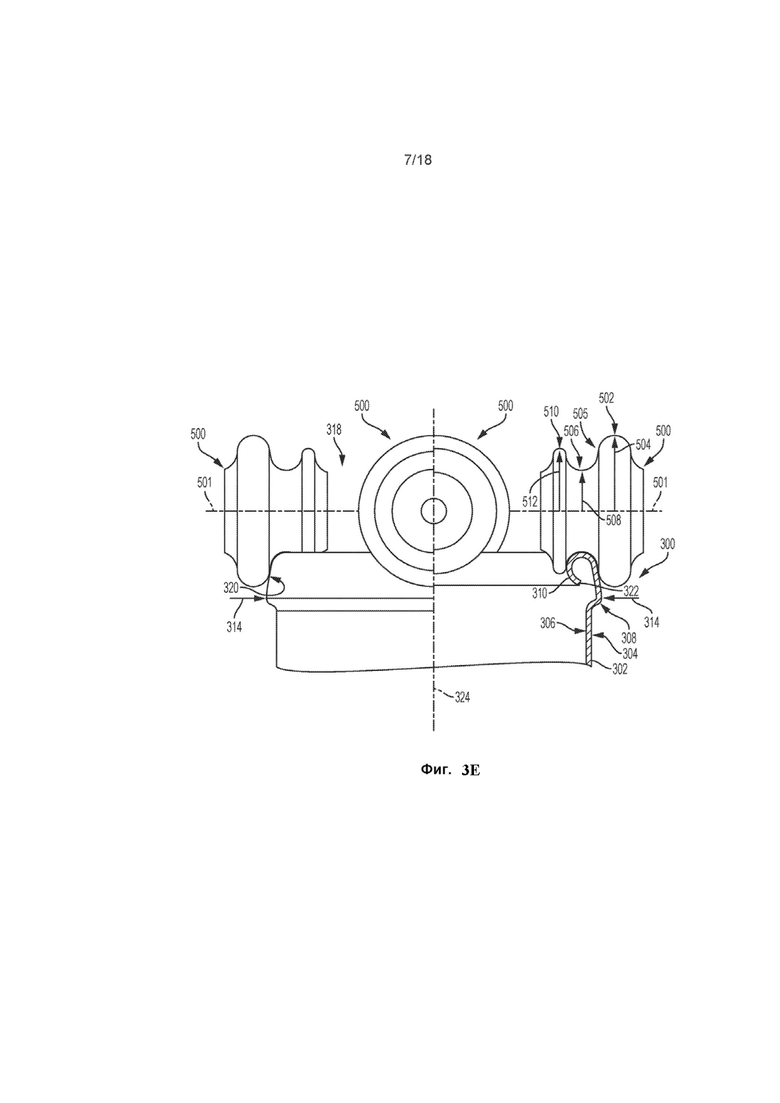
[0029] В некоторых примерах ролики 500 сначала могут быть опущены к бутылке 300, или бутылка 300 может быть поднята к роликам 500 в первое положение, чтобы начать процесс формирования завитка внутрь 310. В примере, проиллюстрированном на ФИГ. 3С, во время первоначального взаимодействия роликов 500 с верхней частью 320 бутылки 300 бутылка 300 и/или ролики 500 могут вращаться вокруг вертикальной оси 324 друг относительно друга, что может обеспечить более плавное взаимодействие роликов 500 с верхнюю часть 320 и снизить вероятность выгибания верхней части 320. В этом примере, когда ролики 500 в осевом направлении входят во взаимодействие с верхней частью 320, а бутылка 300 и/или ролики 500 вращаются вокруг вертикальной оси 324 друг относительно друга, как показано на ФИГ. 3D-3E, край 322 может контактировать со входной поверхностью 502 и следовать кривизне входной поверхности 502 для подачи на опорную поверхность 505 и рабочую поверхность 506. В некоторых примерах верхняя часть 320 и край 322 бутылки 300 затем могут быть подвиты или иным образом деформированы в процессе следования контурам опорной поверхности 505 и/или рабочей поверхности 506 и продвижения к выходной поверхности 510 роликов 500. В некоторых примерах выходная поверхность 510 может затем перемещать или направлять край 322 частично сформированного завитка внутрь 310 к внутренней поверхности 306 бутылки 300. Таким образом, входная поверхность 502 может первоначально контактировать с верхней частью 320 и/или краем 322 для определения или установки внешнего диаметра 314 бутылки 300 и направления верхней части 320 и/или края 322 к рабочей поверхности 506 или на нее. Выходная поверхность 510 может впоследствии принимать верхнюю часть 320 и/или край 322 от рабочей поверхности 506, и выходная поверхность 510 может высвобождать верхнюю часть 320 и/или край 322 и определять внутренний диаметр 316 бутылки 300, как показано на ФИГ. 3F-G.
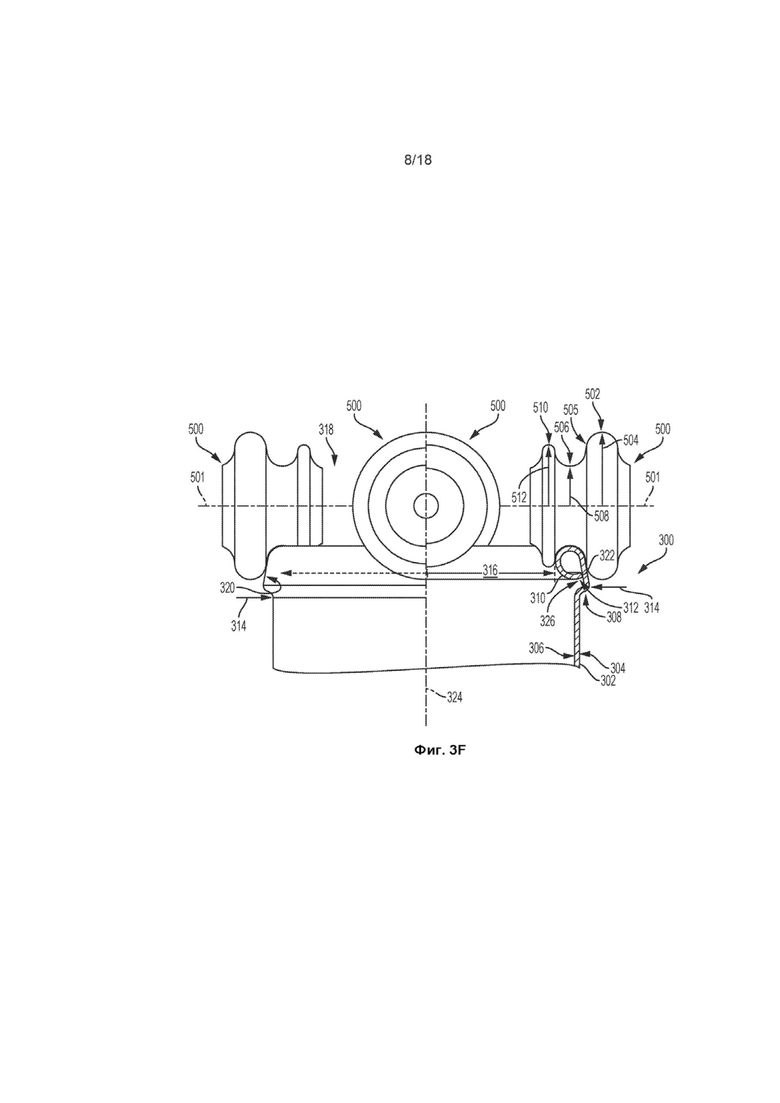
[0030] Ролики 500 могут продолжать взаимодействовать с верхней частью 320 бутылки до достижения положения полного взаимодействия, как, например, показано на ФИГ. 3F-G. В примере, проиллюстрированном на ФИГ. 3F, ось 501 ролика находится в самой нижней точке относительно бутылки 300. Когда ролики 500 продолжают взаимодействовать с верхней частью 320 и вращаться относительно отверстия 318 вокруг вертикальной оси 324, ролики 500 могут постепенно подвивать или деформировать верхнюю часть 320, чтобы сформировать завершенный завиток внутрь 310 с краем 322 в области примыкания 312 бутылки 300. В некоторых примерах, когда завиток внутрь 310 полностью сформирован, он может определять внутренний диаметр 316 бутылки 300 и/или отверстие 318 бутылки. В некоторых примерах ролики 500 могут содержать заостренный край или другую режущую поверхность или элемент, который(ую) можно использовать для обрезки верхней части 320 и/или края 322 (например, при деформировании верхней части 320 с образованием завитка внутрь 310), чтобы обеспечить равномерный край 322 в области примыкания 312. В некоторых примерах в ходе описанного выше процесса подвивания ролики 500 и/или бутылка 300 могут продолжать вращаться друг относительно друга вокруг вертикальной оси 324. Вращение роликов и/или бутылки 300 вокруг вертикальной оси 324 друг относительно друга в сочетании с вращением роликов 500 вокруг оси 501 ролика может позволить роликам 500 плавно сформировать завиток внутрь 310 посредством осевого взаимодействия в ходе непрерывного процесса.
[0031] В некоторых примерах различные модификации или варианты процесса подвивания, описанного выше со ссылкой на ФИГ. 3A-3F, могут использоваться для изменения формы или контура завитка внутрь 310. Например, величина относительного взаимодействия, скорость взаимодействия и/или скорость относительного вращения роликов 500 и верхней части 320 могут регулироваться в зависимости от конкретного материала бутылки 300, его толщины, остаточного напряжения в результате предшествующего процесса формования при изготовлении бутылки 300, или любого другого фактора. Регулировка величины относительного взаимодействия, скорости взаимодействия и/или скорости относительного вращения роликов 500 и верхней части 320 может приводить к изменению формы или контура завитка внутрь 310. В другом примере ось 501 ролика может быть параллельна или смещена под углом относительно недеформированной верхней части 320 и/или края 322 бутылки 300, что может приводить к изменению формы или контура завитка внутрь 310. В некоторых примерах ролики 500 могут быть выполнены с возможностью взаимодействия с верхней частью 320 бутылки 300 в радиальном, а не в осевом направлении, как показано на ФИГ. 3C-F, что также может приводить к изменению формы или контура завитка внутрь 310. В еще одном примере радиальный разнос роликов 500 относительно вертикальной оси 324 может быть изменен с изменением или без изменения разноса входного радиуса 504, рабочего радиуса 508 и/или выходного радиуса 512 для регулировки относительного положения внутреннего диаметра 316 и внешнего диаметра 314, с целью изменения формы или контура завитка внутрь 310.
[0032] В некоторых примерах контур, форма, размер или конфигурация входной поверхности 502, опорной поверхности 505, рабочей поверхности 506 и/или выходной поверхности 510 может быть отрегулирована для изменения формы и/или размера завитка внутрь 310 и степени контакта между краем 322 и внутренней поверхностью 306 в области примыкания 312. Например, входной поверхности 502 и/или опорной поверхности 505 могут быть приданы контуры для получения различных форм верхней части 320 бутылки 300, как описано более подробно ниже.
[0033] Как показано на ФИГ. 3F, входная поверхность 502 и выходная поверхность 510 могут в некоторых примерах в целом совмещаться с внешним диаметром 314 и внутренним диаметром 316 бутылки 300, соответственно. В некоторых примерах кривизна и/или контур входной поверхности 502, опорной поверхности 505, рабочей поверхности 506 и/или выходной поверхности 510 может влиять на конечный внешний диаметр 314 и/или внутренний диаметр 316. Например, окончательное формирование внешнего диаметра 314 может происходить в ходе операции подвивания. Операция подвивания может также выполняться одновременно с другими этапами процесса изготовления бутылки. Например, в случае бутылки 300, содержащей вставку (например, вставку 230 согласно ФИГ. 2), последнюю можно поместить в отверстие 318 бутылки 300 перед выполнением подвивания. Формирование завитка внутрь 310 может затем обжать, зажать или зафиксировать вставку в области примыкания 312. В некоторых случаях вставка может быть ограничена между завитком внутрь 310 и другим элементом, расположенным на внутренней поверхности 306 бутылки 300. В некоторых примерах, как показано на ФИГ. 3F, вставка может быть ограничена между завитком внутрь 310 и выступом 308 в пространстве 326.
[0034] В некоторых примерах в процессе изготовления или формирования завитка внутрь 310 на бутылке 300 можно использовать один, два или любое количество роликов 500, каждый из которых вращается вокруг оси 501 ролика. Каждый ролик 500 может иметь входную поверхность 502 на входном радиусе 504, опорную поверхность 505, рабочую поверхность 506 на рабочем радиусе 508 и выходную поверхность 510 на выходном радиусе 512 и может быть сконфигурирован, как описано выше в отношении роликов 500. Каждый ролик 500 может аксиально взаимодействовать с верхней частью 320 бутылки 300, вращаясь вокруг вертикальной оси 324 относительно бутылки 300, чтобы сформировать завиток внутрь 310. В некоторых примерах использование нескольких роликов 500 может обеспечивать дополнительное управление и/или регулировку при производстве или формировании завитка внутрь 310. Например, несколько роликов 500 могут использоваться для более постепенного деформирования или подвивания верхней части 320 для формирования завитка внутрь 310 или лучшего распределения усилий от осевого взаимодействия роликов 500 среди множества точек контакта с верхней частью 320. Распределение сил от осевого взаимодействия может снизить вероятность выгибания завитка внутрь 310 или может обеспечить более быстрое и эффективное производство бутылки 300.
[0035] В некоторых примерах использование нескольких роликов 500 может позволить адаптировать каждый ролик 500 для конкретной функции или последовательности во время производства или формирования завитка внутрь 310. Например, каждый ролик 500 может управляться по отдельности для последовательного осевого взаимодействия каждого ролика 500 с бутылкой 300, и каждый ролик 500 может выполнять другую задачу или часть общего процесса подвивания для формирования завитка внутрь 310. В некоторых примерах множество роликов 500 могут быть расположены так, чтобы ролики 500 могли взаимодействовать с бутылкой 300 при постепенном увеличении, постепенном уменьшении или изменении величины усилий. Несколько роликов 500 также могут быть размещены на разных радиальных расстояниях от вертикальной оси 324. Например, множество роликов 500 может взаимодействовать с бутылкой 300 последовательно от самого внешнего ролика до самого внутреннего ролика, чтобы более постепенно деформировать завиток внутрь 310. В некоторых примерах каждый ролик может иметь соответствующую ось 501 ролика, ориентированную по-разному относительно бутылки 300. В некоторых примерах множество роликов 500 могут иметь по существу одинаковые профили на входной поверхности 502, опорной поверхности 505, рабочей поверхности 506 и/или выходной поверхности 510 каждого ролика 500. В другом примере каждый из множества роликов 500 может иметь разные профили или контуры на входной поверхности 502, опорной поверхности 505, рабочей поверхности 506 и/или выходной поверхности 510 каждого ролика 500, что может позволить адаптировать, сконфигурировать каждый ролик 500 или управлять ним для выполнения определенной функции или последовательности в процессе подвивания. Таким образом, несколько роликов 500 могут быть организованы или расположены в различных конфигурациях на основе любого количества факторов, включая, например, желаемое расположение ролика, профиль или контур ролика (например, кривизна или форма ролика), требуемая величина силы или давления, которое(ая) должно(а) прилагаться роликом к бутылке 300 и т.д., и множество роликов 500 может взаимодействовать с бутылкой 300, как описано выше.
[0036] Хотя может использоваться любое количество отдельных роликов 500, в некоторых примерах может использоваться от трех до шести отдельных роликов 500. В других примерах может использоваться любое подходящее количество отдельных роликов 500, и количество отдельных роликов 500 может быть выбрано в зависимости от типа материала бутылки 300, толщины бутылки 300 и/или верхней части 320, формы или требуемой формы завитка внутрь 310, скорости производства бутылки 300 и/или любого другого фактора или сочетания факторов. Кроме того, хотя в этом примере завиток внутрь 310 описан как выполняемый с использованием роликов 500, данное изобретение не ограничивается такими конфигурациями. Напротив, в некоторых примерах завиток внутрь 310 может выполняться или формироваться с использованием различных способов и технологий, включая, например, штамповку, прессование или любые другие способы обработки, которые могут обеспечивать деформирование материала верхней части 320 для создания завитка внутрь 310.
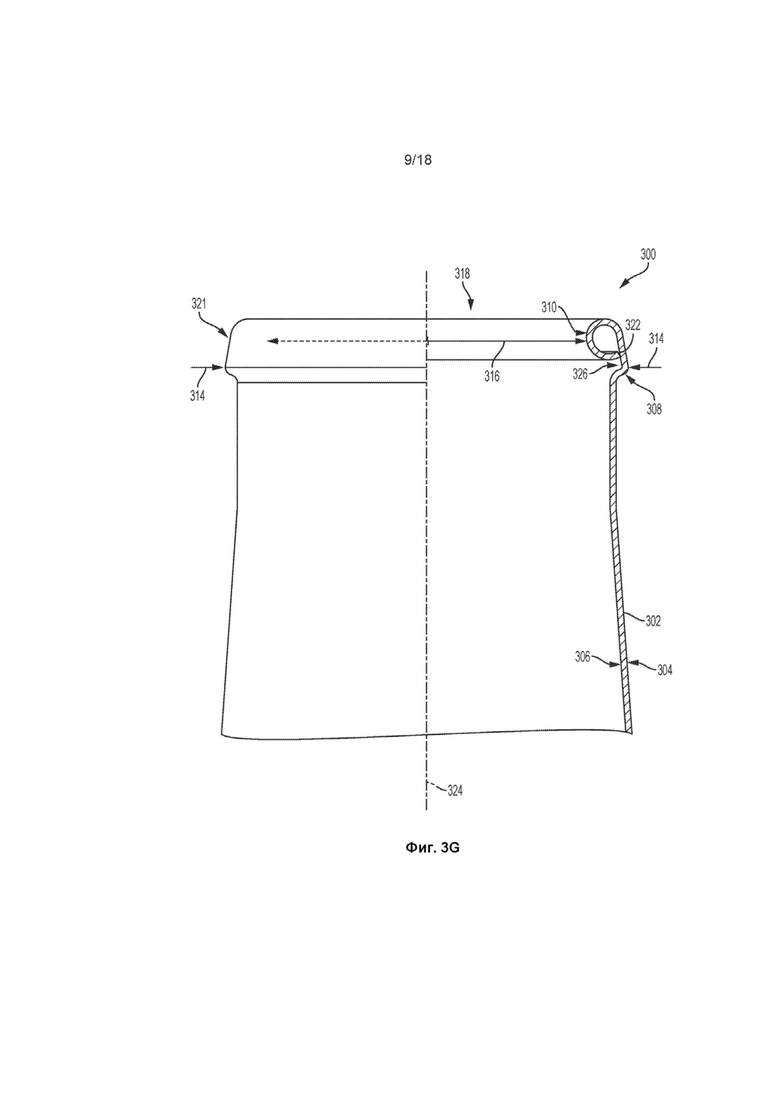
[0037] На ФИГ. 3G проиллюстрирован схематический вид в разрезе бутылки 300 с крончатым типом крышки после завершения процесса подвивания. Завиток внутрь 310, изображенный на ФИГ. 3G, полностью сформирован, а край 322 находится в непосредственной близости и/или контактирует с внутренней поверхностью 306 бутылки 300 (например, в непосредственной близости или в контакте с областью примыкания 312). Отверстие 318 бутылки 300 имеет внешний диаметр 314 и внутренний диаметр 316, которые определяются контурами завитка внутрь 310. В некоторых примерах, как показано на ФИГ. 3G, бутылка 300 может иметь элементы, отлитые или сформированные на горлышке 302, в отверстии 318 и/или завитке внутрь 310. Например, внешняя часть завитка внутрь 310 может быть сформирована таким образом, чтобы включать сужение 321 между выступом 308 и верхней частью завитка внутрь 310. В другом примере край 322 завитка внутрь 310 и область примыкания 312 между краем 322 и внутренней поверхностью 306 может находиться вблизи или над выступом 308 для определения пространства 326. В некоторых примерах получаемая в результате бутылка 300, отверстие 318 бутылки, завиток внутрь 310 и/или любые другие части горлышка 302 могут иметь форму, необходимую для любого конкретного применения, и могут содержать дополнительные элементы или иметь геометрическую форму, подходящие для конкретного использования, типа крышки и/или функции.
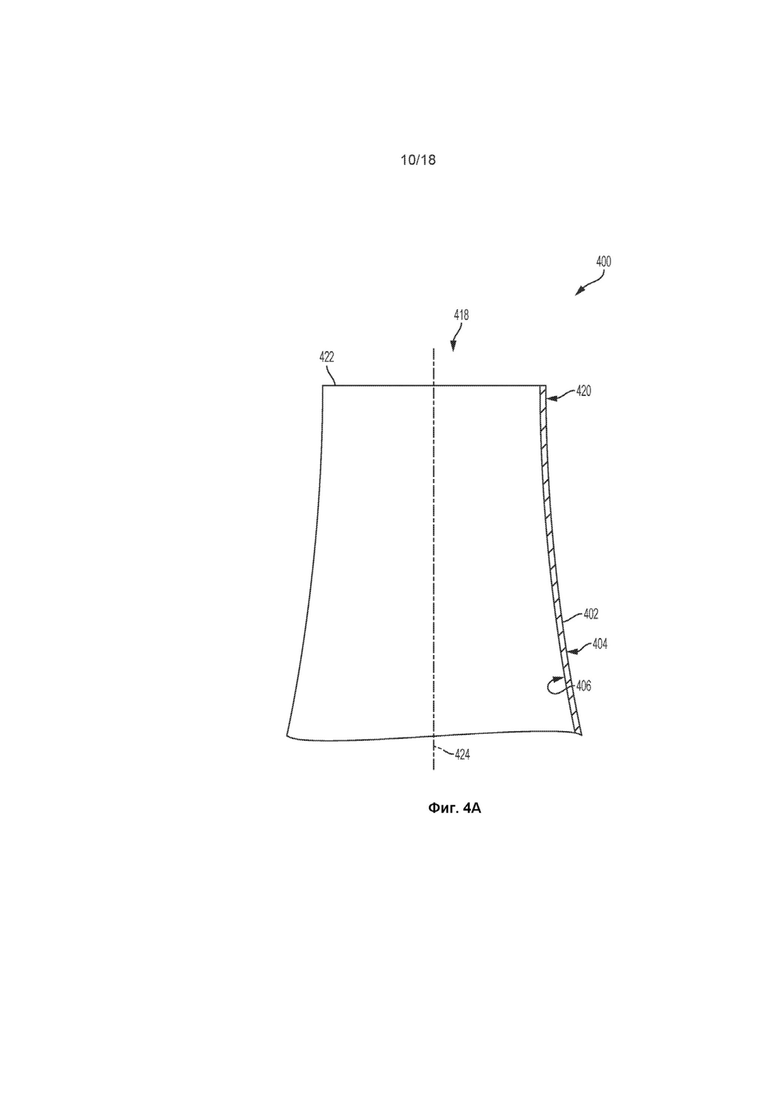
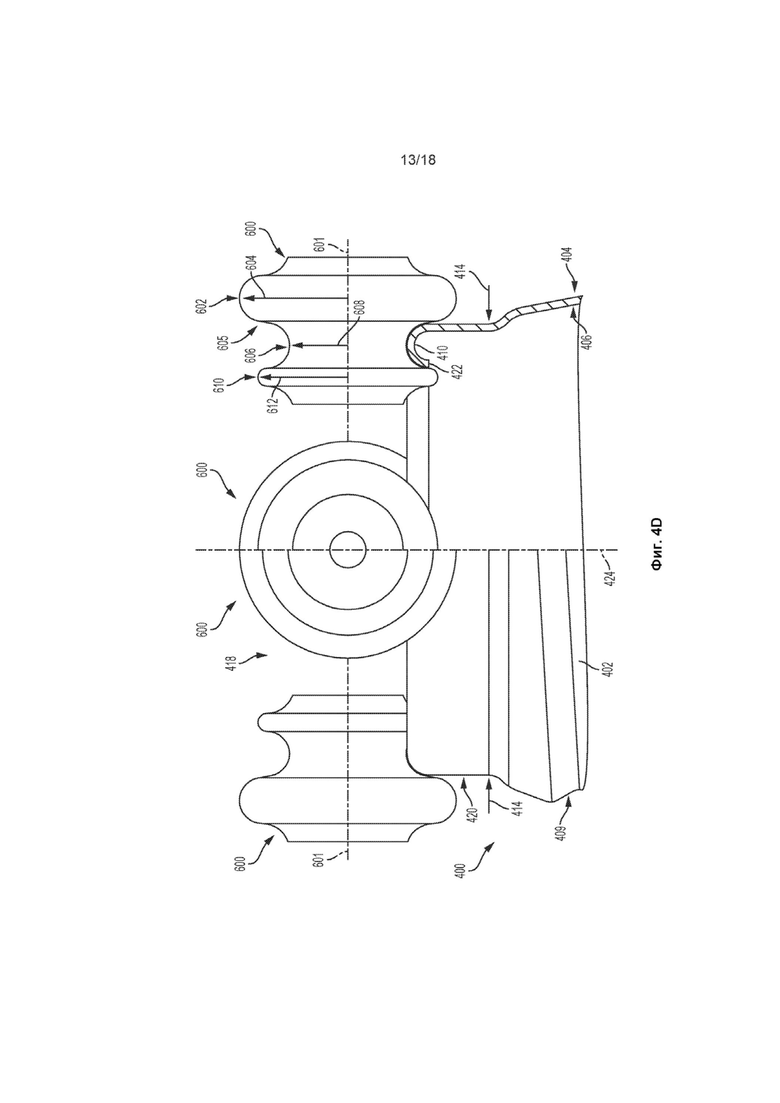
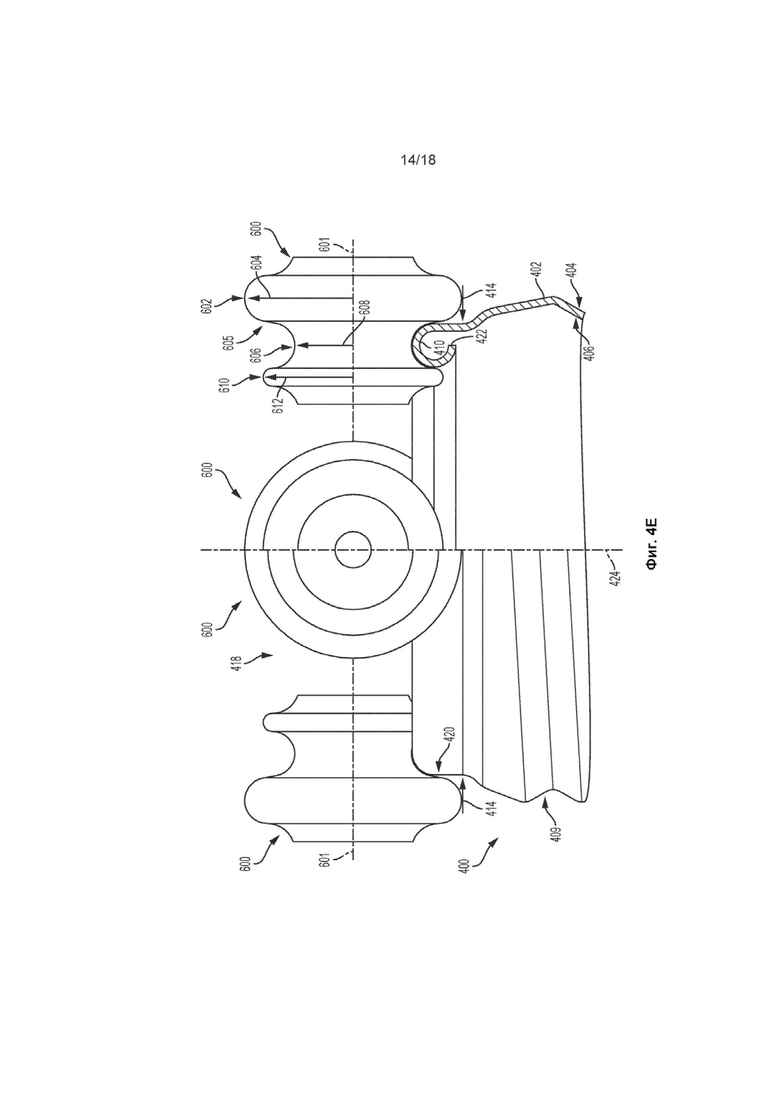
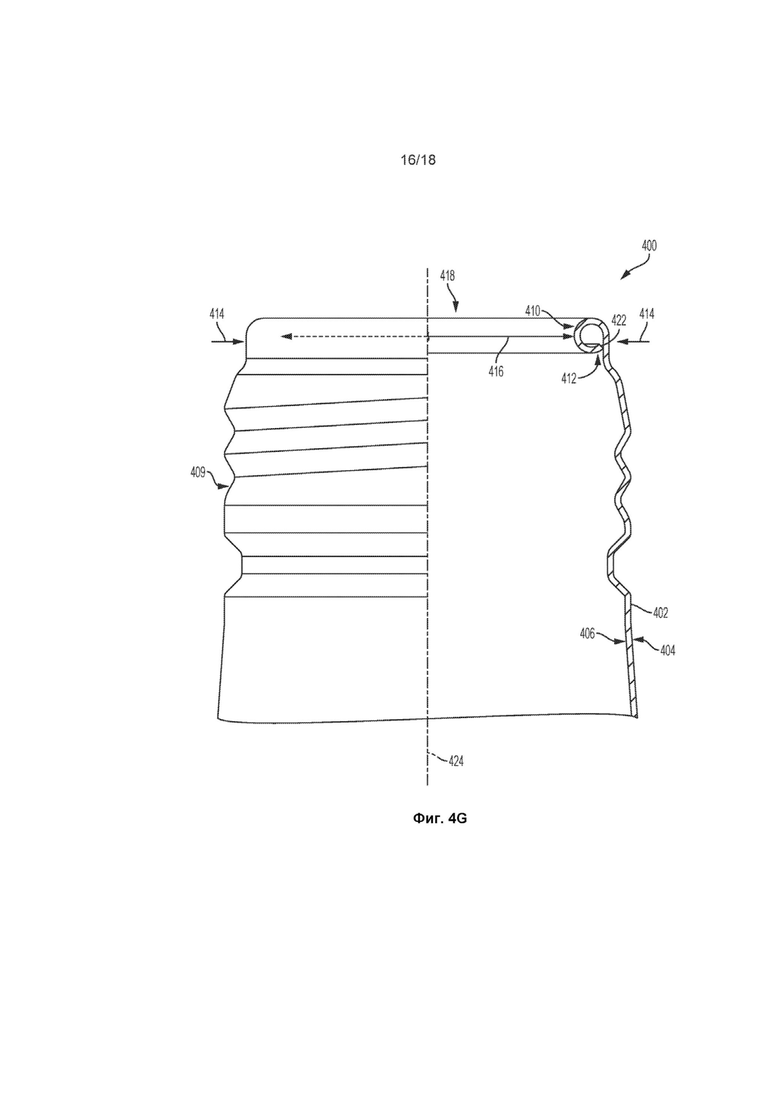
[0038] На ФИГ. 4A-4G приведены схематические виды в разрезе бутылки 400 с иллюстративной винтовой крышкой и завитком внутрь 410 на различных этапах производства. На ФИГ. 4A-G проиллюстрирован пример различных этапов изготовления: от неподвитой бутылки 400 (например, на ФИГ. 4А) до готовой бутылки 400 (например, на ФИГ. 4G). В примере, проиллюстрированном на ФИГ. 4А-G, виды в разрезе приведены таким образом, что правая часть бутылки 400 разделена относительно вертикальной оси 424. В этом примере бутылка 400 содержит горлышко 402, внешнюю поверхность 404 и внутреннюю поверхность 406. Горлышко 402 имеет отверстие 418 в верхней части бутылки 400.
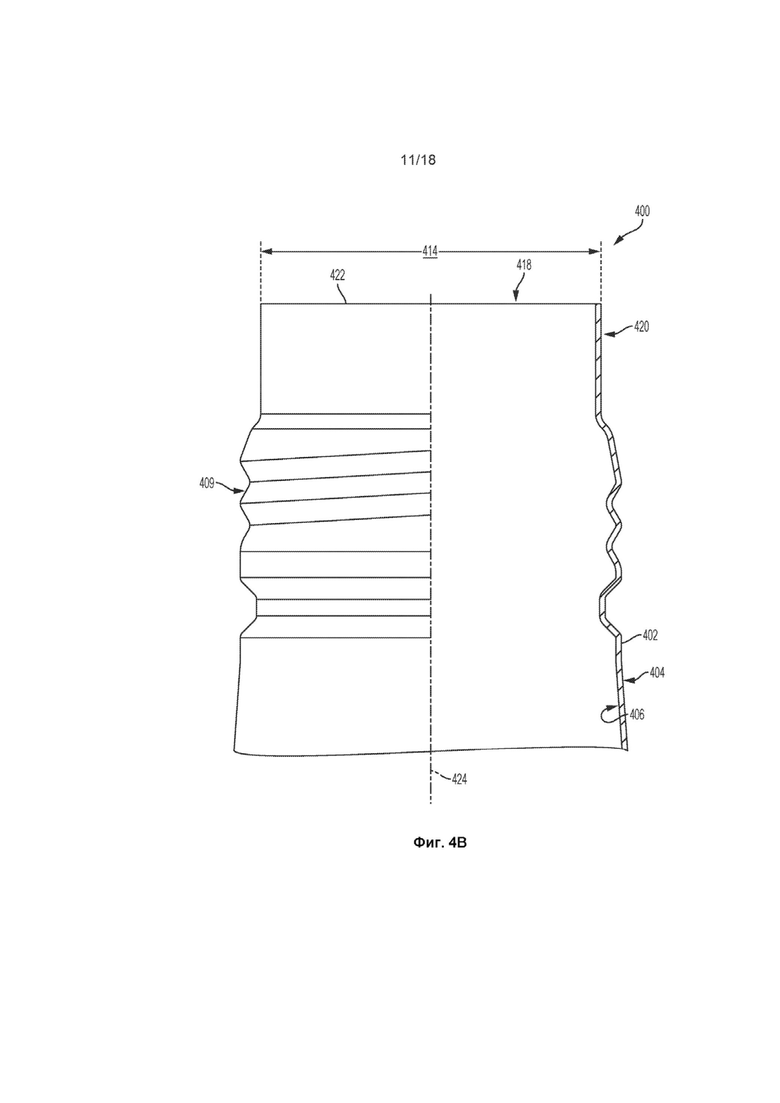
[0039] В этом примере бутылка 400 готова к началу процесса формирования завитка внутрь 410, будучи неподвитой бутылкой 400 (например, на ФИГ. 4А), которая уже был отлита в форме или иным образом сформирована для получения требуемых элементов и геометрической формы корпуса бутылки (не показан) и горлышка 402 ниже отверстия 418. Неподвитая бутылка 400, как показано на ФИГ. 4А, содержит верхнюю часть 420 и край 422, каждый(ая) из которых может быть выполнен(а) по существу таким же образом, как верхняя часть 320 и край 322 на ФИГ. 3A-G, соответственно, хотя это не является обязательным. Неподвитая бутылка 400, проиллюстрированная на ФИГ. 4А, может проходить один или большее количество процессов формирования витков резьбы 409, как показано на ФИГ. 4B. Витки резьбы 409 могут быть выполнены на горлышке 402 бутылки 400 в месте, расположенном достаточно низко, так что верхняя часть 420 содержит достаточно материала для формирования завитка внутрь 410 на более позднем этапе процесса изготовления бутылки. Например, витки резьбы 409 могут быть выполнены ниже отверстия 418. В некоторых примерах при формировании витков резьбы 409 внешний диаметр 414 отверстия 418 может быть установлен перед выполнением одной или большего количества операций подвивания при сохранении края 422 в качестве самой верхней оконечности бутылки 400. В некоторых примерах вставка (например, вставка 230 на ФИГ. 2) может быть вставлена в бутылку 400 и расположена таким образом, чтобы опираться на внутреннюю поверхность 406 бутылки 400, на резьбу 409 или на любой другой внутренний элемент бутылки 400, как описано выше. Вставка может использоваться как внутренняя форма или структура, так что материал бутылки 400 может быть изогнут вокруг вставки для ее размещения и/или закрепления в бутылке 400 и/или для содействия формированию требуемой геометрической формы резьбы 409, завитка внутрь 410 или любого другого элемента бутылки 400.
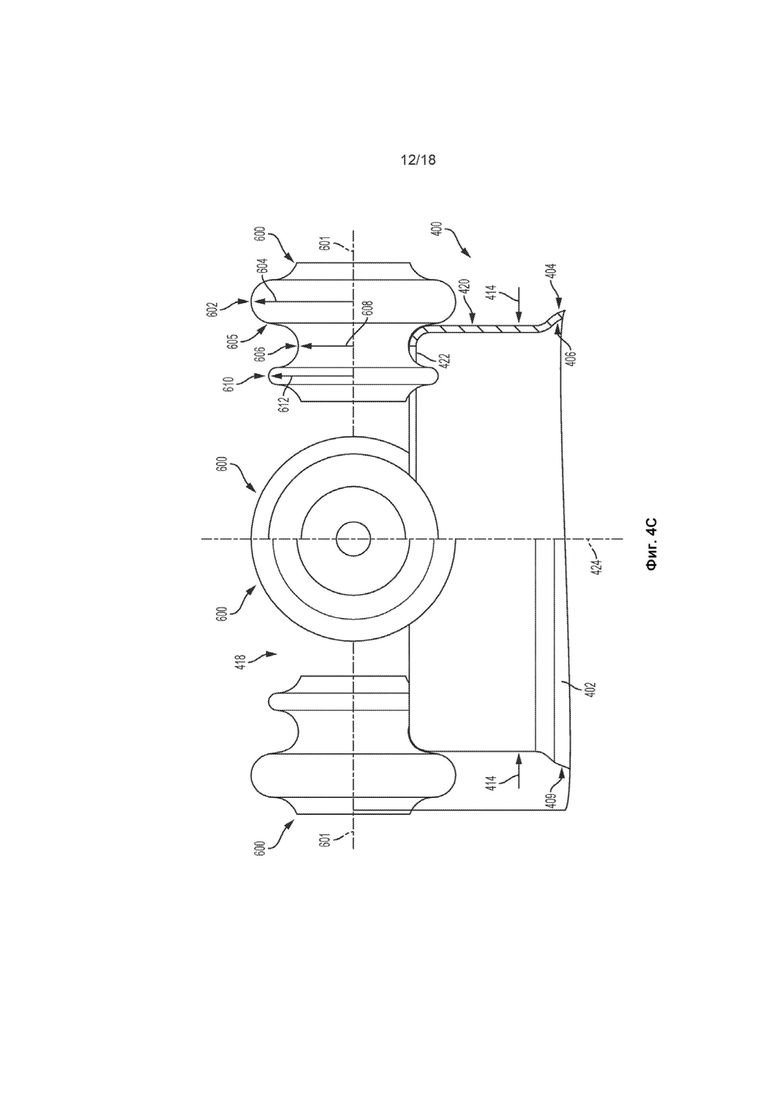
[0040] В некоторых примерах после формирования резьбы 409 верхняя часть 420 может быть согнута, деформирована или иным образом подвита для получения завитка внутрь 410 на готовой бутылке 400 (например, готовой бутылке 400 согласно ФИГ. 4G) по существу таким же образом, как описано выше, относительно верхней части 320 и завитка внутрь 310 на ФИГ. 3C-F. Например, как показано на ФИГ. 4C-F, завиток внутрь 410 может быть сформирован с использованием роликов 600, которые могут быть выполнены, по существу, аналогичными роликам 500 на ФИГ. 3C-F, хотя это не является обязательным. В примере, проиллюстрированном на ФИГ. 4C-F, ролики 600 могут содержать входную поверхность 602 на входном радиусе 604, рабочую поверхность 606 на рабочем радиусе 608, опорную поверхность 605 между входной поверхностью 602 и рабочей поверхностью 606 и выходную поверхность 610 на выходном радиусе 612. Ролики 600 могут вращаться вокруг оси 601 ролика при формировании завитка внутрь 410. Ролики 600 могут использоваться для формирования завитка внутрь 410 из верхней части 420 по существу таким же образом, как описано выше, в отношении роликов 500, завитка внутрь 310 и верхней части 320 согласно ФИГ. 3C-F. Например, ролики 600 могут взаимодействовать с верхней частью 420 бутылки 400, а бутылка 400 и/или ролики 600 могут вращаться вокруг вертикальной оси 424 друг относительно друга. Поскольку ролики 600 входят в осевое взаимодействие с верхней частью 420, а бутылка 400 и/или ролики 600 вращаются вокруг вертикальной оси 424 друг относительно друга, как показано на ФИГ. 4D-4E, край 422 может контактировать с входной поверхностью 602 роликов 600 и следовать кривизне входной поверхности 602 для подачи на опорную поверхность 605 и рабочую поверхность 606. В некоторых примерах верхняя часть 420 и край 422 бутылки 400 затем могут быть подвиты или иным образом деформированы в процессе следования контурам опорной поверхности 605 и/или рабочей поверхность 606 и продвижения к выходной поверхности 610 роликов 600. В некоторых примерах выходная поверхность 610 может затем перемещать или направлять край 422 частично сформированного завитка внутрь 410 к внутренней поверхности 406 бутылки 400.
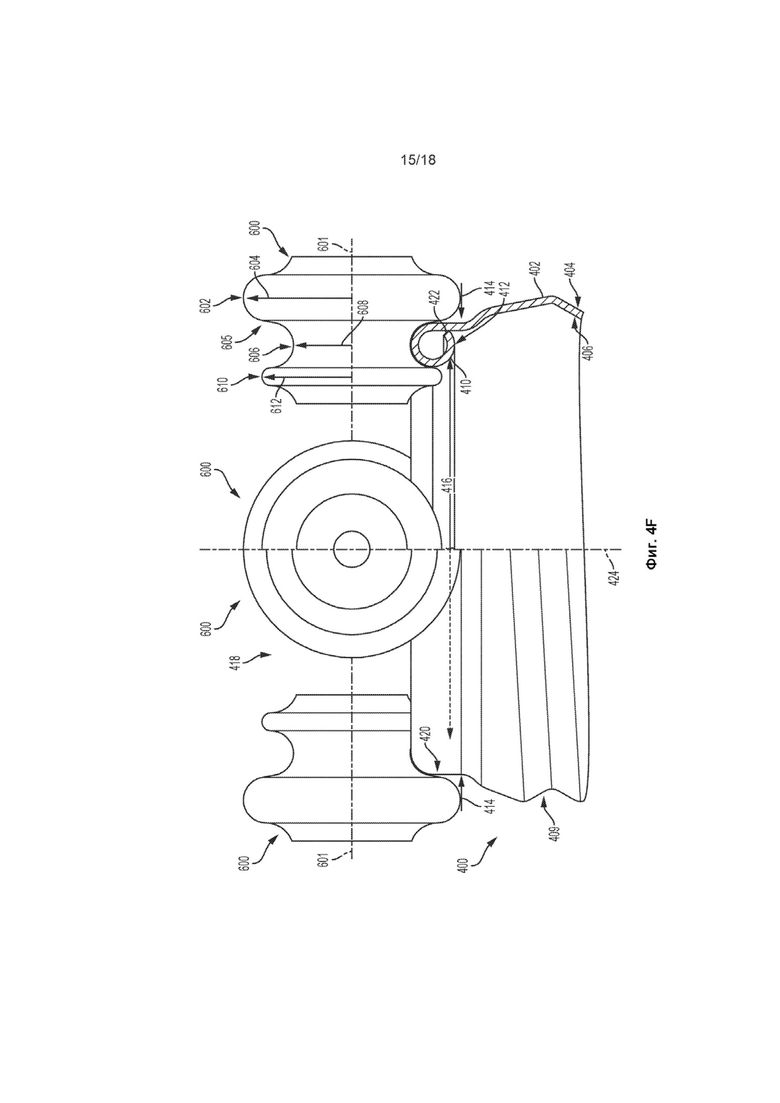
[0041] Ролики 600 могут продолжать взаимодействовать с верхней частью 420 бутылки до достижения положения полного взаимодействия, как, например, показано на ФИГ. 4F, где ось 601 ролика находится в самой нижней точке относительно бутылки 400. Когда ролики 600 продолжают взаимодействовать с верхней частью 420 и вращаться относительно отверстия 418 вокруг вертикальной оси 424, ролики 600 будут постепенно подвивать или деформировать верхнюю часть 420, чтобы сформировать завершенный завиток внутрь 410 с краем 422 в области примыкания 412 бутылки 400. В примере, проиллюстрированном на ФИГ. 4G, внешняя часть завитка внутрь 410 может быть выполнена с прямым профилем без сужения или выступа.
[0042] На ФИГ. 5А и 5 В приведены схематические виды сбоку иллюстративного ролика 700, который может быть выполнен из металла, керамики или другого подходящего материала и может использоваться для формирования завитка внутрь, как описано выше (например, в случае ролика 500, используемого для формирования завитка внутрь 310 на ФИГ. 3C-F). Ролик 700 может быть симметричным относительно оси 701 ролика и вращаться вокруг нее. В некоторых примерах ролик 700 может иметь в целом три части или секции либо может быть разделен на эти части или секции: входной радиус 704, рабочий радиус 708 и выходной радиус 712. Эти радиусы 704, 708, 712 могут соответствовать выпуклым и/или вогнутым частями ролика 700 вдоль оси 701 ролика и на соответствующих поверхностях может быть выполнена шлифовка или иное формирование для получения формы или контуров входной поверхности 702, рабочей поверхности 706 и выходной поверхности 710, соответственно. В некоторых примерах ролик 700 может также содержать опорную поверхность 705 между входной поверхностью 702 и рабочей поверхностью 706. Опорная поверхность 705 может обеспечивать в процессе производства формирование и поддержку внешней части завитка внутрь. Входная поверхность 702, рабочая поверхность 706 и выходная поверхность 710, связанные с отдельными радиусами 704, 708, 712, и/или опорная поверхность 705, могут иметь контур и/или форму, подходящие для конкретного материала (например, конкретного материала бутылки 300 или материала верхней части 320 на ФИГ. 3A-F), толщины материала, производственных параметров (например, требуемой скорости изготовления одной или большего количества бутылок 300), требуемой формы и размеров завитка внутрь и т.д. Форма, разнос и конкретные контуры каждой из: входной поверхности 702, рабочей поверхности 706, выходной поверхности 710, опорной поверхности 705, и/или радиусы 704, 708, 712 могут быть специально приспособлены для кругового, эллиптического завитка, завитка с увеличивающимся радиусом, уменьшающимся радиусом, частично изогнутого, частично прямого, сужающегося завитка и/или завитка прямолинейной формы.
[0043] Ролик 700 может иметь множество разнообразных и сложных геометрических форм, чтобы обеспечить возможность получения различных форм, размеров завитков внутрь и/или соответствия тем или иным способам изготовления. Форма, контур и/или кривизна каждой из: входной поверхности 702, рабочей поверхности 706 и/или выходной поверхности 710 могут быть описаны или определены рядом радиусов, центров и прямых линий. Например, контур входной поверхности 702 может быть описан радиусом 720 входной поверхности, проходящим между поверхностью входной поверхности 702 и центром 718 входной поверхности. Расположение центра 718 входной поверхности может быть произвольным или предварительно определенным, но после его выбора контур и форма входной поверхности 702 могут быть определены длиной радиуса 720 входной поверхности под любым углом вокруг центра 718 входной поверхности. В другом примере рабочая поверхность 706 может иметь центр 722 рабочей поверхности и радиус 724 рабочей поверхности, и рабочая поверхность 706 может быть определена радиусом 724 рабочей поверхности и центром 722 рабочей поверхности. Выходная поверхность 710 может быть описана центром 726 выходной поверхности и радиусом 728 выходной поверхности. Как показано на ФИГ. 5А-В, центры поверхностей 718, 722, 726 могут быть расположены внутри или снаружи границ ролика 700 и могут находиться на вогнутой или выпуклой стороне входной поверхности 702, рабочей поверхности 706 и/или выходной поверхности 710, соответственно.
[0044] В некоторых примерах входная поверхность 702, рабочая поверхность 706 и/или выходная поверхность 710 могут иметь постоянный радиус или радиус кривизны. В другом примере входная поверхность 702, рабочая поверхность 706 и/или выходная поверхность 710 могут иметь переменный радиус или радиус кривизны (например, радиус или радиус кривизны, который может изменяться вдоль входной поверхности 702, рабочей поверхности 706 и/или выходной поверхности 710). В одном неограничивающем примере ролик 700 может иметь радиус 720 входной поверхности около 1,28 мм, опорную поверхность 705 длиной около 0,7 мм, радиус 724 рабочей поверхности около 1,25 мм и радиус 728 выходной поверхности около 0,5 мм. Измерение радиуса 724 рабочей поверхности может в некоторых примерах иметь значение для определения диаметра завитка внутрь 310, 410, как показано на ФИГ. 3 и 4, соответственно, и определения разности между внешним диаметром 314, 414 и внутренним диаметром 316, 416 бутылки 300, 400.
[0045] Как показано на ФИГ. 5А и 5 В, форма ролика 700 также может быть частично определена углом 714 подачи от входной поверхности 702 к рабочей поверхности 706 и углом 716 выдачи от рабочей поверхности 706 к выходной поверхности 710. Угол 714 подачи представляет собой угол поверхности ролика 700 между входной поверхностью 702 и рабочей поверхностью 706, а угол 716 выдачи является углом поверхности ролика 700 между рабочей поверхностью 706 и выходной поверхностью 710. Угол 714 подачи и угол 716 выдачи измеряются от линии, перпендикулярной оси 701 ролика. Величина любого из углов 714, 716 может быть выбрана для обеспечения гладкой поверхности между входной поверхностью 702, рабочей поверхностью 706 и выходной поверхностью 710 и/или для облегчения перехода и формирования материала бутылки роликом 700. В некоторых примерах соотношение между контуром входной поверхности 702, контуром рабочей поверхности 706 и углом 714 подачи может частично или полностью определять контур, размер и расположение опорной поверхности 705. Взаимодействие входной поверхности 702 и рабочей поверхности 706 на опорной поверхности 705 можно регулировать, чтобы обеспечить различные формы и/или сужения к внешней части завитка внутрь. В некоторых примерах углы 714, 716 могут быть выбраны на основе формуемости и толщины конкретного материала (например, материала бутылки 300 или материала верхней части 320 на ФИГ. 3A-F), геометрической формы завитка внутрь (например, геометрии завитка внутрь 310), геометрической формы входной поверхности 702, рабочей поверхности 706 и/или выходной поверхности 710, геометрической формы опорной поверхности 705 и/или относительные размеры завитка внутрь, бутылки и/или ролика 700. В некоторых случаях угол 714 подачи может составлять около 10°, а угол 716 выдачи может составлять около 0°. Однако угол 714 подачи и/или угол 716 выдачи могут иметь любую величину, необходимую для конкретного применения, и могут быть выбраны для плавной работы ролика 700, с учетом свойств материала, толщины материала или любой другой характеристики процесса формования металла, материала и/или конечного продукта.
[0046] Возможны различные расположения компонентов, изображенных на чертежах или описанных выше, а также возможны компоненты и этапы, не проиллюстрированные или не описанные. Аналогично, некоторые функции и подкомбинации могут использоваться безотносительно к другим функциям и подкомбинациям. Варианты реализации изобретения были описаны для иллюстративных, а не ограничительных целей, и ознакомившимися с данным патентом лицам будут очевидны альтернативные варианты реализации данного изобретения. Соответственно, данное изобретение не ограничивается описанными выше или изображенными на чертежах вариантами реализации, и возможны различные варианты реализации и модификации, не выходящие за пределы объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УКУПОРИВАНИЯ ВАКУУМНОЙ БУТЫЛКИ | 2014 |
|
RU2643425C2 |
| КОНТЕЙНЕРЫ ДЛЯ НАПИТКОВ | 2005 |
|
RU2350529C1 |
| МЕТАЛЛИЧЕСКИЙ СОСУД С РЕЗЬБОВЫМ УКУПОРОЧНЫМ СРЕДСТВОМ | 2019 |
|
RU2776053C1 |
| УКУПОРОЧНОЕ СРЕДСТВО ДЛЯ ЕМКОСТИ С ИСПОЛЬЗОВАНИЕМ НАСАДКИ ДЛЯ КОЛПАЧКА | 2016 |
|
RU2729349C2 |
| МЮЗЛЕ ДЛЯ БУТЫЛОЧНЫХ ПРОБОК | 2008 |
|
RU2507138C2 |
| РАЗЛИВНЫЕ КРЫШКИ ДЛЯ КОНТЕЙНЕРОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ НАПИТКОВ | 2007 |
|
RU2420442C2 |
| Крышка для емкости | 2018 |
|
RU2766032C1 |
| ИНТЕЛЛЕКТУАЛЬНАЯ УПАКОВКА ДЛЯ НАПИТКОВ | 2017 |
|
RU2758533C2 |
| КАПСУЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2014 |
|
RU2658789C2 |
| ТАРА ДЛЯ ПЕРЕНОСА С ВЕРХНИМ ЗАХВАТОМ И СО СЦЕПЛЕННЫМИ СТОРОНКАМИ | 2005 |
|
RU2381971C2 |
Бутылки (100) с подвитыми внутрь верхними частями у отверстия бутылки, способы и инструменты для изготовления таких бутылок. Подвитые внутрь верхние части создают напряжения сжатия в материале бутылки и могут уменьшить вероятность расщепления материала, поскольку верхняя часть не может растягиваться до большего внешнего диаметра, как в случае верхних частей с завитками наружу. Подвитые внутрь верхние части могут быть сформированы с использованием роликов (500) с входным радиусом (504), расположенным вблизи внешнего диаметра отверстия бутылки. Завиток внутрь образуется, когда материал бутылки входит в ролики вблизи входной поверхности (502) роликов, переходит через рабочую поверхность (506) роликов и выходит из ролика на выходной поверхности (510) роликов. Полученный в результате завиток внутрь контактирует с краем материала бутылки вблизи внутренней поверхности бутылки. 3 н. и 17 з.п. ф-лы, 5 ил.
1. Бутылка с подвитым краем, содержащая: верхний конец, содержащий край; отверстие на верхнем конце бутылки; внешнюю поверхность; и внутреннюю поверхность, в которой верхний конец бутылки содержит завиток внутрь, проходящий от внешней поверхности бутылки к внутренней поверхности бутылки, так что край примыкает к внутренней поверхности бутылки, а завиток внутрь создает напряжение сжатия на верхнем конце бутылки.
2. Бутылка по п. 1, дополнительно содержащая выступ под верхним концом бутылки.
3. Бутылка по п. 1, дополнительно содержащая резьбовой элемент ниже верхнего конца бутылки.
4. Бутылка по п. 1, дополнительно содержащая элемент закрытия крончатой крышкой, позволяющий запечатывать бутылку крончатой крышкой путем соединения бутылки с крончатой крышкой посредством элемента закрытия крончатого типа.
5. Бутылка по п. 1, отличающаяся тем, что завиток внутрь имеет постоянный радиус.
6. Бутылка по п. 1, отличающаяся тем, что завиток внутрь имеет переменный радиус.
7. Бутылка по п. 1, дополнительно содержащая вставку, расположенную вблизи отверстия бутылки, причем вставка закреплена в бутылке за счет ее фиксации между внутренним завитком и сужением бутылки.
8. Бутылка по п. 7, отличающаяся тем, что вставка представляет собой модификатор потока жидкости.
9. Способ изготовления бутылки по любому из пп. 1-8, включающий:
обеспечение неподвитой бутылки с внешней поверхностью, внутренней поверхностью и отверстием бутылки на верхнем ее конце;
формирование внешнего диаметра с верхней частью и краем; и
деформирование верхней части внутрь, к отверстию бутылки с образованием внутреннего диаметра таким образом, что край прилегает к внутренней поверхности неподвитой бутылки, а в верхней части создается напряжение сжатия.
10. Способ по п. 9, дополнительно включающий обрезку края во время деформации.
11. Способ по любому из пп. 9, 10, дополнительно включающий формирование выступа ниже отверстия бутылки.
12. Способ по любому из пп. 9-11, отличающийся тем, что деформирование верхней части в отверстии бутылки включает подвивание верхней части одним или большим количеством роликов.
13. Способ по п. 12, отличающийся тем, что один или большее количество роликов содержат множество ступенчатых роликов, расположенных вблизи бутылки для подвивания верхней части.
14. Способ по любому из пп. 12, 13, отличающийся тем, что каждый ролик из множества ступенчатых роликов располагается вблизи бутылки в соответствии с требуемым местоположением, кривизной или давлением при контакте одного или большего количества роликов.
15. Способ по любому из пп. 9-14, дополнительно включающий формирование резьбы ниже отверстия бутылки.
16. Способ по любому из пп. 9-15, дополнительно включающий:
формирование сужения ниже верхней части бутылки;
установка вставки в отверстие бутылки над сужением; и
деформирование верхней части в отверстии бутылки таким образом, что верхний конец вставки находится ниже края, а вставка зафиксирована между краем и сужением.
17. Ролик для подвивания отверстия бутылки путем сжатия согласно способу по любому из пп. 9-16, содержащий:
рабочую поверхность, входную поверхность и выходную поверхность, причем рабочая поверхность является вогнутой и расположена между входной поверхностью и выходной поверхностью, а входная поверхность выполнена с возможностью осуществления начального контакта с верхней частью бутылки для определения внешнего диаметра отверстия бутылки и расположена под углом для направления верхней части к рабочей поверхности, причем выходная поверхность выполнена с возможностью приема верхней части от рабочей поверхности и имеет контур, позволяющий высвобождать верхнюю часть, для определения внутреннего диаметра бутылки.
18. Ролик по п. 17, отличающийся тем, что рабочая поверхность имеет постоянный радиус рабочей поверхности.
19. Ролик по любому из пп. 17, 18, отличающийся тем, что рабочая поверхность имеет переменный радиус рабочей поверхности.
20. Ролик по любому из пп. 17-19, дополнительно содержащий элементы обрезки, выполненный с возможностью обрезки верхней части.
| EP 2859966 A1, 15.04.2015 | |||
| US 2008047922 A1, 28.02.2008 | |||
| US 5165267 A, 24.11.1992 | |||
| Способ безгрунтового выращивания растений в водонепроницаемых емкостях и установка для осуществления способа | 1980 |
|
SU897175A1 |

