ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США с серийным номером 62/084,665, поданной 26 ноября 2014 г., и заявки на патент США с серийным номером 14/952,553, поданной 25 ноября 2015 г., все содержание которых включено в настоящую заявку посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область изобретения
[0002] Настоящее изобретение относится к рукавам для защиты деталей удлиненной формы, в частности к нетканым звукопоглощающим рукавам для прокладки деталей удлиненной формы и методу их изготовления.
2. Предшествующий уровень техники
[0003] Известно, что кабели и кабельные жгуты, проложенные в трубчатых рукавах в транспортных средствах, например, автомобилях, самолетах и космических аппаратах, могут быть источником нежелательного шума во время движения транспортного средства. Как правило, шум производят кабели и кабельные жгуты при вибрации относительно соседних элементов, тогда как вибрация возникает из-за вибрирующих элементов конструкции транспортного средства и в случае с автомобилями, при движении транспортного средства по поверхности. Поэтому стандартная практика заключается в спиральной обмотке кабелей и кабельных жгутов звукопоглощающей лентой в целях уменьшения возможного шума. К сожалению, применение звукопоглощающей ленты требует серьезных трудозатрат и, в силу этого, влечет за собой высокие расходы. Далее, внешний вид звукопоглощающей ленты может быть малоэстетичным, особенно с течением времени по мере износа ленты. Кроме того, при техническом обслуживании звукопоглощающая лента может усложнять доступ к кабельным жгутам.
[0004] Помимо звукопоглощающей ленты также используют трубчатые звукопоглощающие материалы в форме тканых, плетеных или вязаных полотняных рукавов, в которые укладывают кабели. Хотя такие полотняные рукава обычно бывают достаточно эффективными, они могут быть относительно дорогими, что связано с процессом их производства и используемыми в прядении материалами.
[0005] Также известно об использовании трубчатой звукоизоляции в форме сборной конструкции в виде жесткой экструдированной ПВХ трубы с дополнительной обмоткой из пенополиуретана после укладки кабелей в ПВХ трубу. ПВХ труба обеспечивает жесткость, и пенополиуретан - звукоизоляцию трубчатой конструкции. Хотя такая конструкция может быть достаточно эффективной в плане удобства кабельной разводки и подавления генерируемого шума, это затратное решение с точки зрения материалов и установки. Далее, установка может оказаться затруднительной, если не невозможной, в тех ситуациях, когда жесткую ПВХ трубу в основе трубчатой конструкции требуется сильно изогнуть. Кроме того, хотя внешнее покрытие из пенополиуретана поглощает звук, твердая внутренняя поверхность ПВХ трубы может сама служить источником шума, нивелируя преимущества звукоизоляции, которые обеспечивает сборная трубчатая конструкция.
[0006] Звукопоглощающий рукав, произведенный в соответствии с методом настоящего изобретения, полностью или в значительной степени лишен всех недостатков, присущих описанной выше технологии, а также обладает большим потенциалом в части подавления шума, генерируемого деталями удлиненной формы, проведенными в рукавах.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0007] Рассматриваемый вариант воплощения изобретения включает гибкий, упругий звукопоглощающий рукав из нетканого материала для прокладки и защиты деталей удлиненной формы и подавление шума, возникающего из-за вибрации или иного движения деталей удлиненной формы. Рукав имеет по всей длине слой нетканого материала и продольный шов, противоположные края которого склеиваются друг с другом, образуя внутренний канал с сечением в виде замкнутой окружности, диаметр которой позволяет проложить в рукаве необходимую деталь удлиненной формы. Чтобы облегчить размещение деталей удлиненной формы в канале рукава без защемления или зацепления детали удлиненной формы за волокнистый материал нетканого слоя, рукав также имеет преимущественно гладкий внутренний слой сетчатого холста, приклеенного к внутренней поверхности нетканого материала, где гладкий внутренний слой сетчатого холста формирует гладкую внутреннюю поверхность рукава с сечением в виде замкнутой окружности, ограничивающей продольный канал рукава.
[0008] Материал, из которого выполнен нетканый слой рукава, представляет собой специализированную пластмассу, предпочтительно сложный полиэфир, например полиэтилентерефталат (ПЭТ) или полипропилен (ПП). Нетканый слой необходимой толщины сформирован из механически переплетенных волокон, выступающих в качестве шумопоглотителя и структурной основы, обеспечивающей сохранение формы нетканого слоя в виде замкнутой окружности в сечении рукава, что помогает размещать детали удлиненной формы в канале рукава.
[0009] В рассматриваемом варианте воплощения изобретения клеевой шов по крайней мере частично формируется со сплавлением материала нетканого слоя.
[0010] В рассматриваемом варианте воплощения изобретения, волокна нетканого слоя содержат термофиксированный материал с целью поддержания формы канала рукава, преимущественно имеющего в сечении замкнутую окружность, что облегчает размещение деталей удлиненной формы в канале рукава.
[0011] Размещению деталей удлиненной формы в канале рукава также способствует наличие внутреннего слоя из сетчатого холста. Внутренний слой из сетчатого холста образует относительно гладкую сплошную внутреннюю поверхность канала, где относительно гладкая поверхность характеризуется в сравнении с поверхностью из нетканого материала, к которой крепится внутренний слой из сетчатого холста. Так как поверхность внутреннего слоя из сетчатого холста относительно гладкая, деталь удлиненной формы не застревает и не цепляется за внутреннюю поверхность из сетчатого холста при размещении детали удлиненной формы в канале рукава.
[0012] Внутренний слой из сетчатого холста выполняется как минимум отчасти из полимерного волокнистого материала, например, полиэтилена. Внутренний слой из сетчатого холста может быть выполнен, например, из нетканого материала фильерного способа производства или ткани из склеенных волокон, причем нетканая структура внутреннего слоя из сетчатого холста, помимо создания относительно гладкой, исключающей зацепление поверхности канала, способствует звукопоглощению путем формирования относительно мягкой, амортизирующей внутренней поверхности, которая может соприкасаться с деталью удлиненной формы при ее перемещении в канале рукава.
[0013] В рассматриваемом варианте воплощения изобретения клеевой шов по крайней мере частично формируется со сплавлением материала нетканого слоя, что повышает прочность соединения клеевого шва.
[0014] Рассматриваемый вариант воплощения изобретения включает метод изготовления упругого звукопоглощающего рукава из нетканого материала для прокладки и защиты деталей удлиненной формы и подавление шума, возникающего из-за вибрации или иного движения деталей удлиненной формы в канале рукава. Метод предусматривает формирование трубчатого рукава с сечением в виде непрерывной окружности, наружным слоем из нетканого материала и внутренним слоем из сетчатого холста, окружающим внутренний канал рукава. Метод предусматривает склеивание некоторых областей нетканого слоя и внутреннего слоя из сетчатого холста для формирования клеевого шва по всей длине рукава. Затем после соединения краев шва и создания замкнутой окружности в сечении рукава метод включает термофиксацию нетканого слоя путем расплавления как минимум части волокнистого материала в нетканом слое, что обеспечивает создание упругой структуры стенки рукава и внутреннего канала с поперечным сечением в основном в виде окружности, в котором размещается деталь удлиненной формы.
[0015] Рассматриваемый вариант воплощения изобретения включает, метод производства рукава предусматривает формирование клеевого шва из противостоящих продольных краев нетканого слоя и внутреннего слоя из сетчатого холста с последующей подрезкой склеенных выступающих краев нетканого слоя и внутреннего слоя из сетчатого холста для формирования рукава преимущественно цилиндрической формы.
[0016] В рассматриваемом варианте воплощения изобретения метод производства рукава предусматривает как минимум частичное формирование клеевого шва со сплавлением материала нетканого слоя.
[0017] В рассматриваемом варианте воплощения изобретения метод производства рукава предусматривает как минимум частичное формирование клеевого шва со сплавлением слоя из сетчатого холста.
[0018] В рассматриваемом варианте воплощения изобретения метод производства рукава может включать непрерывный конвейерный процесс с нарезкой необходимой длины готового рукава после формирования клеевого шва.
[0019] Таким образом, нетканый рукав, производимый в соответствии с предусмотренным настоящим изобретением методом, действует в качестве звукопоглощающего барьера для размещенной в рукаве детали удлиненной формы, препятствуя распространению нежелательных звуковых волн. Рукав может предусматривать размещение в нем кабельного жгута практически любого диаметра, что требует расчета ширины нетканого слоя и внутреннего слоя из сетчатого холста, из которых формируется рукав. Далее, рукав, производимый в соответствии с предусмотренным настоящим изобретением методом, допускает изгибание в любой плоскости без ухудшения защитных свойств и эффективности звукопоглощения, что позволяет трассировать рукав в требуемом направлении в относительно ограниченном пространстве.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Перечисленные выше и прочие характеристики и преимущества настоящего изобретения проще понять, ознакомившись с приведенными далее подробными описаниями и прилагаемыми чертежами, на которых:
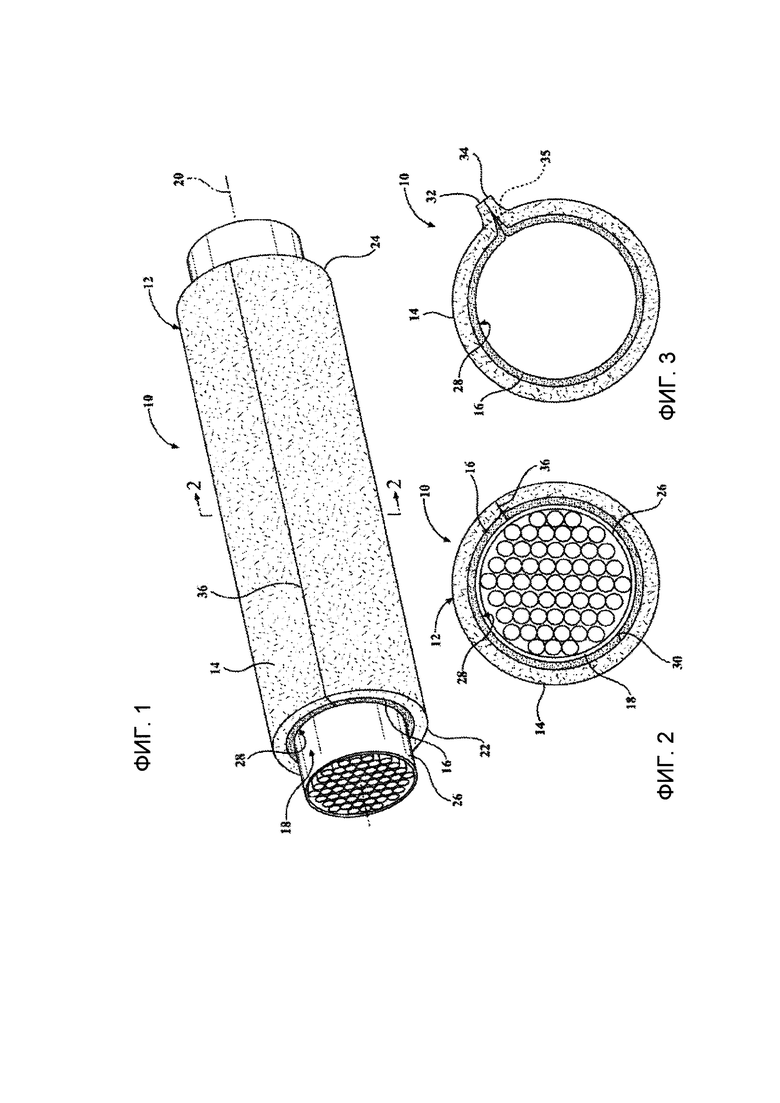
[0021] Фигура 1 - схематический вид в перспективе гибкого упругого звукопоглощающего рукава из нетканого материала, изготовленного в соответствии с предпочтительным вариантом воплощения изобретения с размещенными в рукаве деталями удлиненной формы;
[0022] Фигура 2 - вид в поперечном разрезе рукава, изображенного на Фигуре 1, преимущественно по линии 2-2;
[0023] Фигура 3 - вид крайнего среза рукава, изображенного на Фигуре 1, на промежуточном этапе изготовления, и
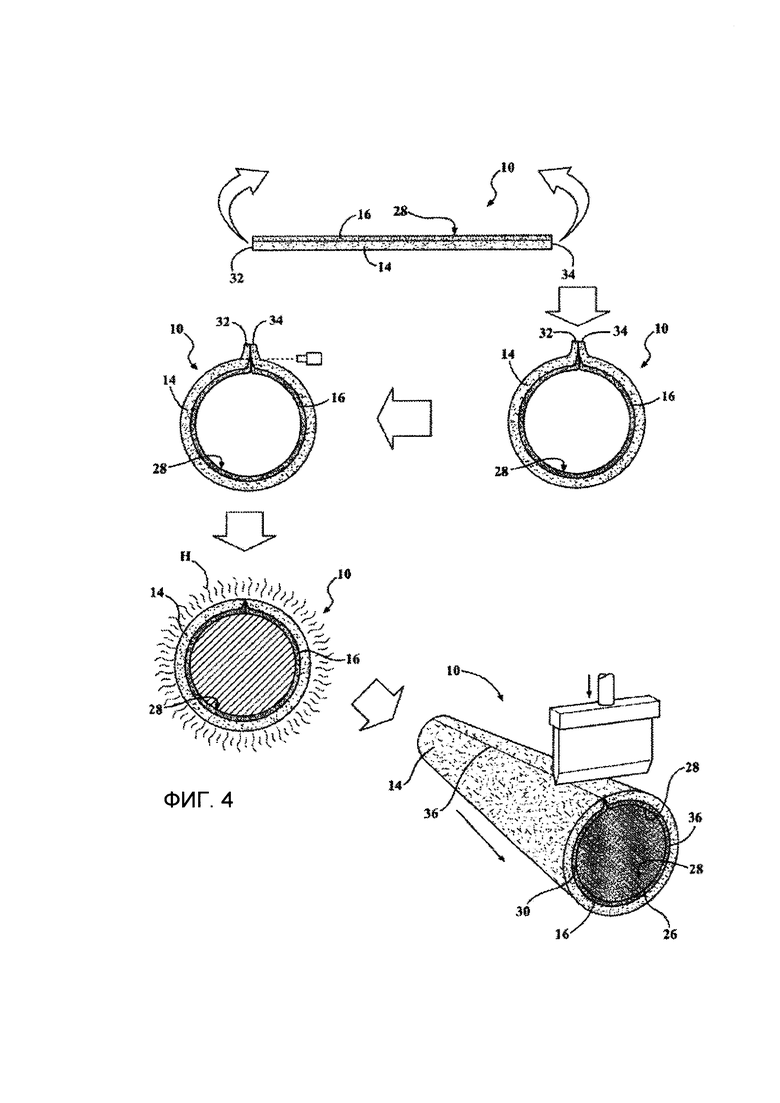
[0024] Фигура 4 - принципиальная схема технологического процесса, иллюстрирующая один метод производства рукава в соответствии с рассматриваемым вариантом воплощения изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0025] При рассмотрении чертежей в подробностях, на Фигуре 1 показан нетканый рукав 10, произведенный в соответствии с предпочтительным вариантом воплощения изобретения. Рукав 10 имеет непрерывную кольцевую стенку 12, состоящую из нескольких слоев - внешнего нетканого слоя 14 и внутреннего слоя из сетчатого холста 16, причем многослойная стенка 12 сформирована вокруг внутреннего замкнутого канала 18, расположенного по центральной продольной оси 20 между противолежащими срезами 22 и 24 рукава 10. Канал 18 поддерживается или преимущественно поддерживается в форме окружности в перпендикулярном к оси 20 сечении вследствие термофиксации внешнего нетканого слоя 14 посредством воздействия подходящего источника тепла (Н на Фигуре 4) в процессе производства, и таким образом деталь удлиненной формы 26, например, труба, кабели или кабельный жгут 26 могут быть сразу размещены в преимущественно цилиндрическом канале 18. Для большего удобства размещения детали удлиненной формы 26 в канале 18 без защемления или иного зацепления сегмента детали удлиненной формы 26, например, электрического разъема, за волокнистый материал внешней стенки из нетканого материала 14, канал 18 непосредственно окружает относительно гладкая (в сравнении с наружной поверхностью нетканой стенки 14) непрерывная кольцевая внутренняя поверхность 28 внутреннего слоя из сетчатого холста 16.
[0026] Внешний нетканый материал, из которого сформирован нетканый слой 14, представляет собой износоустойчивый, гибкий, звукопоглощающий сложный полиэфир, а внутренний слой из сетчатого холста 16 также выполнен из гибкого и звукопоглощающего сложного полиэфира. При этом слой из сетчатого холста 16 сформирован из материала, обеспечивающего относительно гладкую внутреннюю поверхность 28 по сравнению с волокнистым материалом и поверхностью 30 внешнего нетканого слоя 14, с которым скреплен слой из сетчатого холста 16, в силу чего деталь удлиненной формы 26 может свободно перемещаться относительно внутренней поверхности 28 слоя из сетчатого холста 16 без защемления или иного зацепления за внутреннюю поверхность 28. Соответственно, рукав 10 не только эффективно защищает детали удлиненной формы 19, расположенные в канале 16, от истирания и повреждения, но и препятствует появлению стука, скрипа и иного нежелательного шума в канале 18, при этом обеспечивая защиту от повреждения и иной компрометации, в том числе защемления, детали удлиненной формы, включая любые установленные на ней электрические соединители, в процессе прокладки в канале 18.
[0027] Рукав 10 может быть изготовлен с любой требуемой длиной и общей толщиной стенки 12, а также из материала любой плотности, соответствующей предполагаемому применению. Далее, канал 18 может быть сформирован с любым требуемым диаметром, максимально соответствующим размеру и конфигурации детали удлиненной формы 26, размещаемой в канале.
[0028] Внешний нетканый слой 14 рукава 10, показанный на Фигуре 1, может быть (исключительно для примера и не ограничиваясь указанным) выполнен из приблизительно 80% обычного полиэфирного волокна плотностью около 3,3 децитекс и приблизительно 20% легкоплавкого полиэфирного волокна плотностью около 4,4 децитекс, например, двухкомпонентного волокна с оболочкой из второго компонента, где в качестве основы используется термофиксируемое полиэфирное волокно, принимающее определенную конфигурацию при нагреве, и оболочка - легкоплавкий полиэфир, допускающий расплавление и склеивание с окружающим материалом. Следует принять во внимание, что опытные технологи по мере надобности могут отходить от указанного выше процентного состава с целью достижения желаемых физических свойств рукава 10. При формировании сетки из волокон для изготовления внешнего нетканого слоя 14 сетку предпочтительно обработать на иглопробивной машине с целью сжатия и переплетения волокон друг с другом. Внешний нетканый слой 14, сформированный в соответствии с методом, предусмотренным одним из вариантов воплощения изобретения, имел вес около 270 г/м (исключительно для примера и не ограничиваясь указанным). Затем после формирования внешнего нетканого слоя 14 к нему был приклеен слой из сетчатого холста 16. Следует отметить, что при желании приклеивание слоя из сетчатого холста 16 может осуществляться в виде непрерывного конвейерного одноэтапного процесса одновременно с формированием нетканого слоя 14.
[0029] Внутренний слой из сетчатого холста 16 (исключительно для примера и не ограничиваясь указанным) также может формироваться с использованием термофиксируемого полимерного материала, например, полиэфирного волоконного материала (исключительно для примера и не ограничиваясь указанным). Слой из сетчатого холста 16 может формироваться из ткани из склеенных волокон или нетканого материала фильерного способа производства с базовым весом около 35 г/м (исключительно для примера и не ограничиваясь указанным).
[0030] Внешний нетканый слой 14 и внутренний слой из сетчатого холста 16 склеиваются между собой для формирования стенки 12 посредством любого подходящего метода, включая использование термоплавкого клея или иного подходящего клея, выдерживающего высокие температуры, например, как в выхлопной системе автомобиля (исключительно для примера и не ограничиваясь указанным). После приклеивания нетканого слоя 14 к слою из сетчатого холста 16 формируется стенка 12 с противолежащими сторонами 32 и 34, расположенными в продольном направлении преимущественно параллельно продольной оси 20, и после обрезки необходимой длины готового рукава у стенки 12 появляются противолежащие срезы 22 и 24. Следует учитывать, что рукав 10 может быть вначале выполнен в преимущественно цилиндрической конфигурации с формированием клеевого шва 36 до обрезки требуемой длины готового рукава. И наоборот, при желании стенка 12 может быть сначала обрезана по необходимой длине готового рукава 10, после чего выполняется сгибание, склеивание и термообработка.
[0031] Затем после формирования желательной ширины слоистого материала, где ширина является линейным размером, т.е. расстоянием между противолежащими сторонами 32 и 34, заготовка изгибается на дорне и противолежащие стороны 32 и 34 сводятся встык, как показано на Фигурах 3 и 4 (исключительно для примера и не ограничиваясь указанным). Следует учитывать, что противолежащие стороны 32 и 34 можно соединить встык, однако практика показала, что более эффективно соединение противолежащих сторон 32 и 34 с примыканием кромок, как показано на Фигурах 3 и 4, причем внутренний слой из сетчатого холста 16 соединяется встык, а противолежащие стороны 32 и 34 соединяются с примыканием кромок, выступающих наружу над поверхностью рукава. Затем после послойного соединения сторон 32 и 34, противолежащие стороны 32 и 34 одновременно обрезаются обычно по пунктирной линии 35 и свариваются вместе с формированием клеевого шва 36 по всей длине стенки 12 параллельно продольной оси 20, например, с помощью ультразвуковой сварки (исключительно для примера и не ограничиваясь указанным). В процессе формирования клеевого шва 36, материалы внешнего нетканого слоя 14 и внутреннего слоя из сетчатого холста расплавляются, сливаются и свариваются, создавая относительно узкое, полужесткое, клеевое соединение вдоль клеевого стыка или шва 36. Следует учитывать, что в процессе сварки материал нетканого слоя 14, за исключением находящегося внутри клеевого шва 36, не расплавляется. При этом, поскольку материал нетканого слоя 14 сохраняет свои изначальные свойства и не расплавляется, при формировании клеевого шва 36 стенка 12 обычно опускается под собственной тяжестью в направлении к продольной оси рукава и, соответственно, у стенки 12 нет достаточной прочности, чтобы сохранить цилиндрическую форму рукава. Как было упомянуто выше, на данном этапе стенку 12 можно обрезать до требуемой длины или же оставить как продолжение согнутой части стенки по мере надобности.
[0032] Чтобы придать стенке 12 требуемую упругость и цилиндрическую (или в существенной степени цилиндрическую) конструктивную форму, непрерывная кольцевая склеенная стенка 12 размещается на цилиндрическом либо ином дорне определенного размера, для приведения ее в требуемую окончательную конфигурацию, а затем стенка 12 подвергается термообработке при соответствующей температуре источником тепла Нив течение соответствующей продолжительности времени, минимально достаточных для частичного расплавления легкоплавких и/или термофиксируемых полиэфирных волокон нетканого слоя 14, после чего расплавленный и/или термофиксированный материал остывает и отвердевает. После термообработки стенка 12 приобретает конструктивную упругость и жесткость, позволяющую сохранять преимущественно трубчатую форму канала рукава 18, в том числе цилиндрическую или иную, при этом стенка 12 не опускается в направлении к продольной оси рукава, что существенно облегчает установку детали удлиненной формы 26 в преимущественно цилиндрическом канале 18. На этом этапе стенка 12 может быть обрезана до необходимой длины, если эта операция не была выполнена ранее. Хотя стенка 12 в целом сохраняет трубчатую форму, она также обладает упругостью, что допускает радиальное сжатие стенки 12 под действием силы, направленной к продольной оси канала рукава, с автоматическим возвратом к исходной трубчатой цилиндрической или нецилиндрической форме после прекращения действия силы, направленной к продольной оси канала рукава, причем стенка 12 обладает достаточной гибкостью для сложной трассировки рукава.
[0033] Следует понимать, что заявка также распространяется на иные варианты воплощения изобретения, выполняющие ту же функцию, в рамках утвержденной патентной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная звукопоглощающая панель | 2016 |
|
RU2639759C2 |
| РЕЗОНАТОРНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ В КОРПУСЕ ХОЛОДИЛЬНОЙ УСТАНОВКИ | 2008 |
|
RU2415354C1 |
| ШУМОГЛУШИТЕЛЬ (ВАРИАНТЫ) | 2011 |
|
RU2494266C2 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 2004 |
|
RU2362678C2 |
| ШУМОПОНИЖАЮЩИЙ УЗЕЛ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2376167C1 |
| Низкошумное техническое помещение | 2017 |
|
RU2684942C1 |
| Низкошумное техническое помещение | 2017 |
|
RU2677621C1 |
| СИСТЕМА ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ ПАССАЖИРСКОГО САЛОНА ЛЕГКОВОГО АВТОМОБИЛЯ (ВАРИАНТЫ) | 2006 |
|
RU2328382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ РУКАВОВ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2004 |
|
RU2335690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКВАЖИННОГО ФИЛЬТРА | 2019 |
|
RU2706981C1 |
Изобретение относится к средствам защиты от шума во время движения транспортного средства и предназначено для увеличения подавления шума, генерируемого деталями удлиненной формы, проведенными в рукавах. Рукав имеет продольный нетканый слой, противостоящие края которого склеиваются по всей длине рукава с созданием замкнутого внутреннего канала с сечением, позволяющим разместить в канале деталь удлиненной формы. Рукав также имеет в основном гладкий внутренний слой из сетчатого холста, приклеенный к внутренней поверхности внешнего слоя из нетканого материала, причем гладкий внутренний слой из сетчатого холста формирует замкнутую внутреннюю поверхность, окружающую канал рукава; материал внутреннего слоя из сетчатого холста закреплен в клеевом шве по крайней мере на некотором отрезке его протяженности. 2 н. и 9 з.п. ф-лы, 4 ил.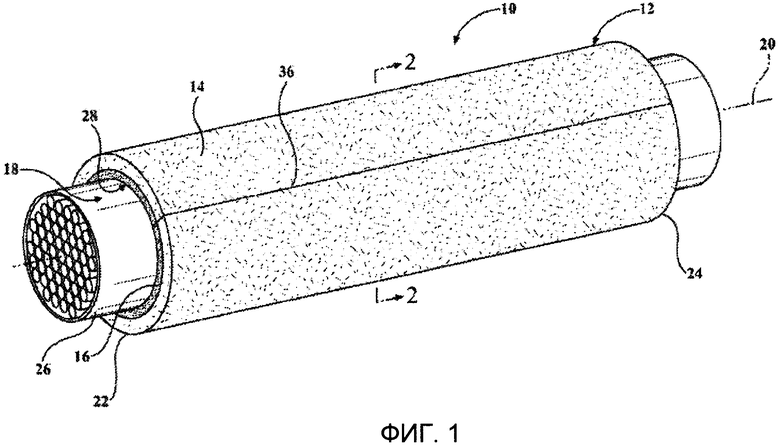
1. Нетканый рукав (10) для прокладки и защиты деталей удлиненной формы (26), служащий звукопоглощающим экраном для деталей удлиненной формы (26), содержащий:
трубчатую стенку (12), противолежащие длинные стороны (32, 34) которой склеены друг с другом вдоль клеевого шва (36) с формированием замкнутого внутреннего канала (18), имеющего в поперечном сечении окружность, расположенного вдоль продольной оси (20) между противоположными концами (22, 24); и отличающийся тем, что
упомянутая трубчатая стенка (12) имеет внешний нетканый слой (14) и гладкий внутренний слой (16) из сетчатого холста, причем упомянутый гладкий внутренний слой (16) из сетчатого холста выполнен по меньшей мере частично из полимерного волоконного материала и приклеен к внутренней поверхности (28) упомянутого внешнего нетканого слоя (14), и упомянутый клеевой шов (36) включает расплавленный материал упомянутого гладкого внутреннего слоя (16) из сетчатого холста.
2. Нетканый рукав по п. 1, в котором:
упомянутый внешний нетканый слой (14) и упомянутый внутренний слой из сетчатого холста (16) непрерывны на всем протяжении окружности.
3. Нетканый рукав по п. 2, в котором:
упомянутый клеевой шов (36) включает материал упомянутого внешнего нетканого слоя (14) и материал упомянутого слоя (16) из сетчатого холста, расплавленные и слившиеся друг с другом.
4. Нетканый рукав по п. 2, в котором:
упомянутая трубчатая стенка (12) обладает гибкостью и упругостью.
5. Нетканый рукав по п. 2, в котором:
упомянутый внешний нетканый слой (14) включает термофиксируемый материал.
6. Способ производства нетканого рукава (10), используемого для прокладки и защиты деталей удлиненной формы (26) и поглощения шума, создаваемого деталями удлиненной формы (26), включающий следующие этапы:
формирование непрерывной на всем протяжении окружности трубчатой стенки (12) из слоистого материала, имеющего внешний нетканый слой (14) и внутренний гладкий слой (16) из сетчатого холста, выполненного по меньшей мере частично из полимерного волоконного материала, и
склеивание противолежащих сторон (32, 34) стенки (12) между собой для создания внутреннего канала (16) рукава (10) с гладким внутренним слоем (16) из сетчатого холста.
7. Способ по п. 6, включающий склеивание областей внешнего нетканого слоя (14) и внутреннего слоя (16) из сетчатого холста между собой с формированием уплотненного клеевого шва (36) по продольной оси между противоположными концами (22, 24) рукава (10).
8. Способ по п. 7, включающий термофиксацию внешнего нетканого слоя (14) путем расплавления, как минимум, части волокнистого материала нетканого слоя (14).
9. Способ по п. 8, включающий термофиксацию путем размещения трубчатой стенки (12) в форме замкнутой окружности на дорне и нагрева трубчатой стенки (12) в форме замкнутой окружности в положении на дорне.
10. Способ по п. 7, включающий формирование клеевого шва (36) с помощью ультразвуковой сварки.
11. Способ по п. 10, включающий частичную подрезку противолежащих сторон (32, 34) в процессе ультразвуковой сварки.
| US 6156973 A, 05.12.2000 | |||
| US 2014272343 A1, 18.09.2014 | |||
| US 2014224576 A1, 14.08.2014 | |||
| КАБЕЛЬНЫЙ КОМПЛЕКТ И СПОСОБ | 2001 |
|
RU2266598C2 |

