Изобретение относится к деревянному домостроению, а именно к технологии изготовления стеновых бревенчатых элементов сруба для дома.
Известен способ изготовления бревен для сруба дома, описанный в патенте на полезную модель РФ №81674, опубл. 27.03.2009 г.
Известен способ изготовления бревенчатого сруба дома, при котором бревно предварительно базируют в центрах станка и оцилиндровывают его поверхность, затем в бревне фрезеруют продольный цилиндрический паз и поперечные чашки на концах бревна (№2232674, МПК В27С 9/04, опубликовано 20.07.2004). Известный способ является ближайшим аналогом заявленного изобретения по общей совокупности признаков.
Недостатками данного изобретения являются уменьшение диаметра бревна при оцилиндровке, и соответственно уменьшение термосопротивления стен, понижение долговечности домов, так как здоровая наиболее качественная древесина бревна удаляется при оцилиндровке.
Техническая задача изобретения состоит в повышения показателей теплового сопротивления стен и увеличения срока службы дома.
Поставленная задача решается путем изготовления бревенчатого сруба дома, включающим технологические операции фрезерования в бревне продольного цилиндрического паза и ответного паза, а также соединительных чашек в «обло», сборку сруба отличающийся тем, что из бревна, подобранного для строительства, предварительно фрезеруют двухкантный брус, который затем базируют пластью на столе продольно фрезерного станка и фрезеруют на нем, продольный цилиндрический паз, после этого поворачивают на 180° заготовку на столе, и начиная с тонкого конца бревна, фрезеруют незамкнутую выпуклую цилиндрическую поверхность в виде ответного паза. Продольный цилиндрический паз фрезеруется с гребнем, а ответный паз фрезеруется со шпунтом.
Сравнение заявляемого технического решения с прототипом показывает, что оно отличается следующими признаками:
- из бревна, подобранного для строительства, предварительно фрезеруют двухкантный брус;
- брус базируют пластью на столе продольно фрезерного станка и фрезеруют на нем, продольный цилиндрический паз;
- затем заготовку поворачивают на столе на 180°, и, начиная с тонкого конца бревна, фрезеруют незамкнутую выпуклую цилиндрическую поверхность;- незамкнутая выпуклая цилиндрическая поверхность формируется в виде ответного паза;
- продольный цилиндрический паз фрезеруется с гребнем, а ответный паз фрезеруется со шпунтом.
Поэтому можно предположить, что заявляемое техническое решение соответствует критерию «новизна».
Изобретение может быть реализовано с использованием известного технологического оборудования, поэтому оно соответствует критерию «промышленная применимость».
Изобретательский уровень заявляемого технического решения подтверждается следующим. Как известно при оцилидровке бревна срезается наиболее качественный заболонный слой древесины, что приводит к уменьшению диаметра бревна (его толщины), а соответственно снижается термосопротивление. Также удаление качественной древесины приводит к снижению долговечности дома. В заявляемом техническом решении оцилиндровке подвергается только часть бревна, по которой происходит сопряжение бревен при сборке, на боковых частях бревна толщина остается неизменной, поэтому характеристики теплосопротивления стены дома остаются высокие. Также вследствие того, что заболонная часть бревна на боковых сторонах остается целой оно намного долговечнее при эксплуатации.
При проведении патентно-информационных исследований заявляемая совокупность признаков выявлена не была, поэтому заявляемое техническое решение соответствует критерию «изобретательский уровень».
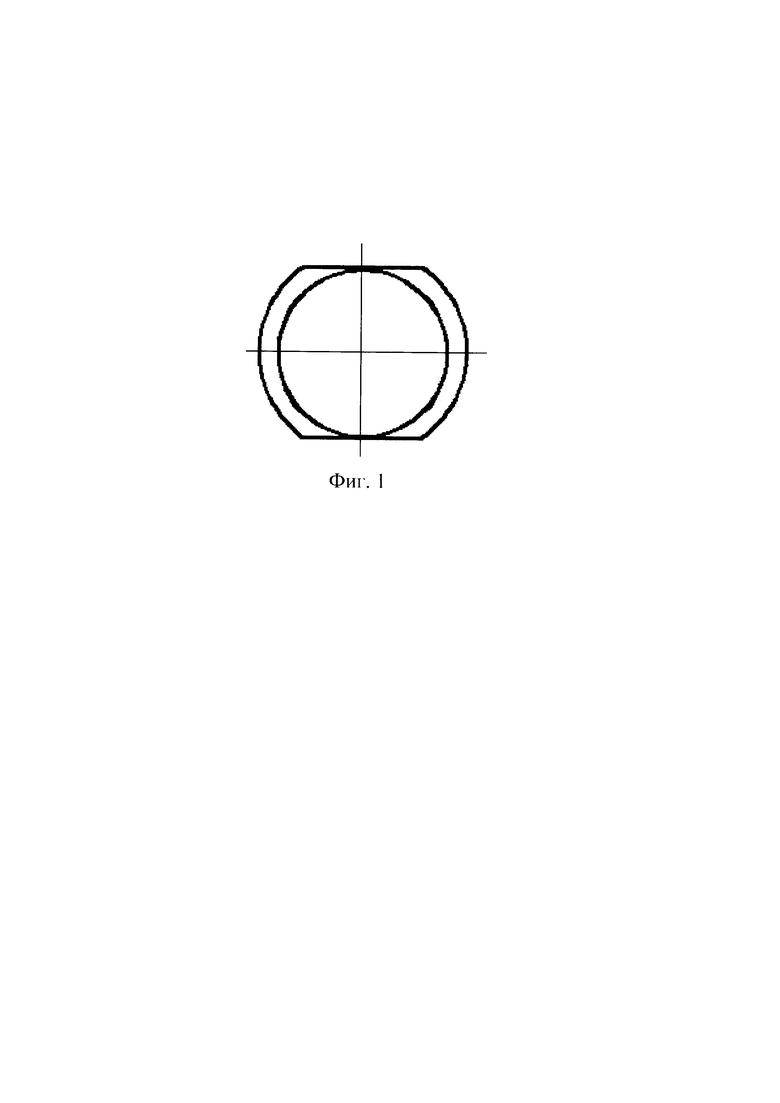
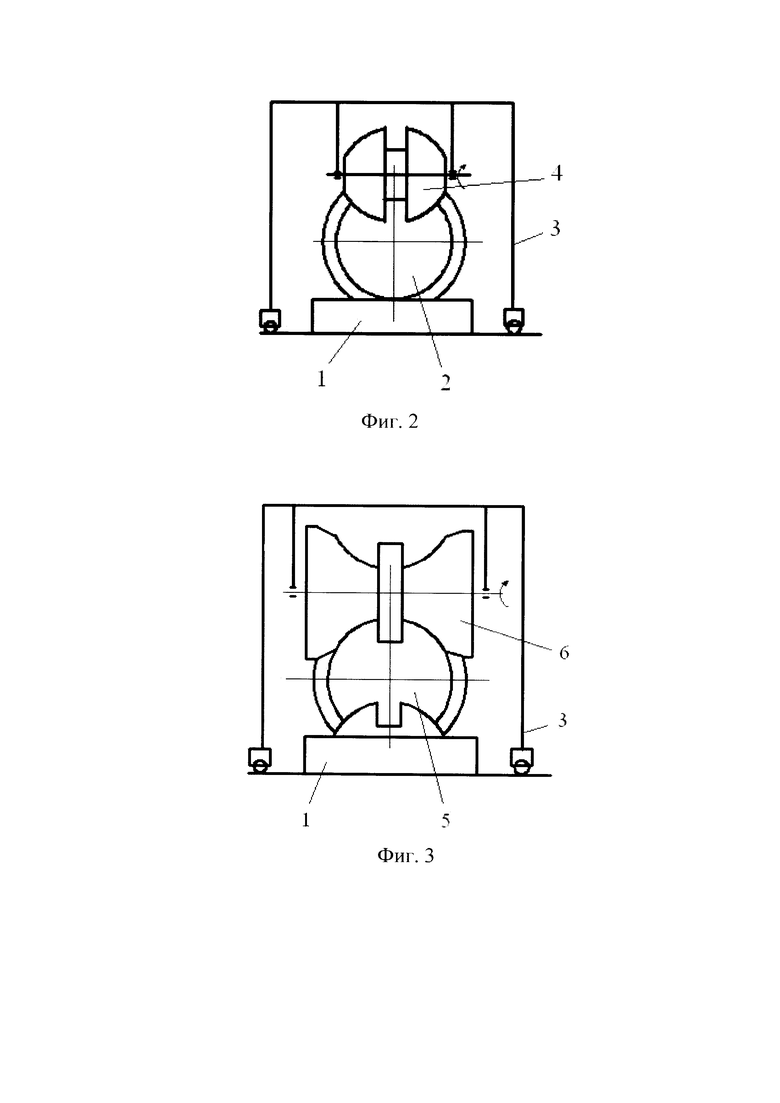
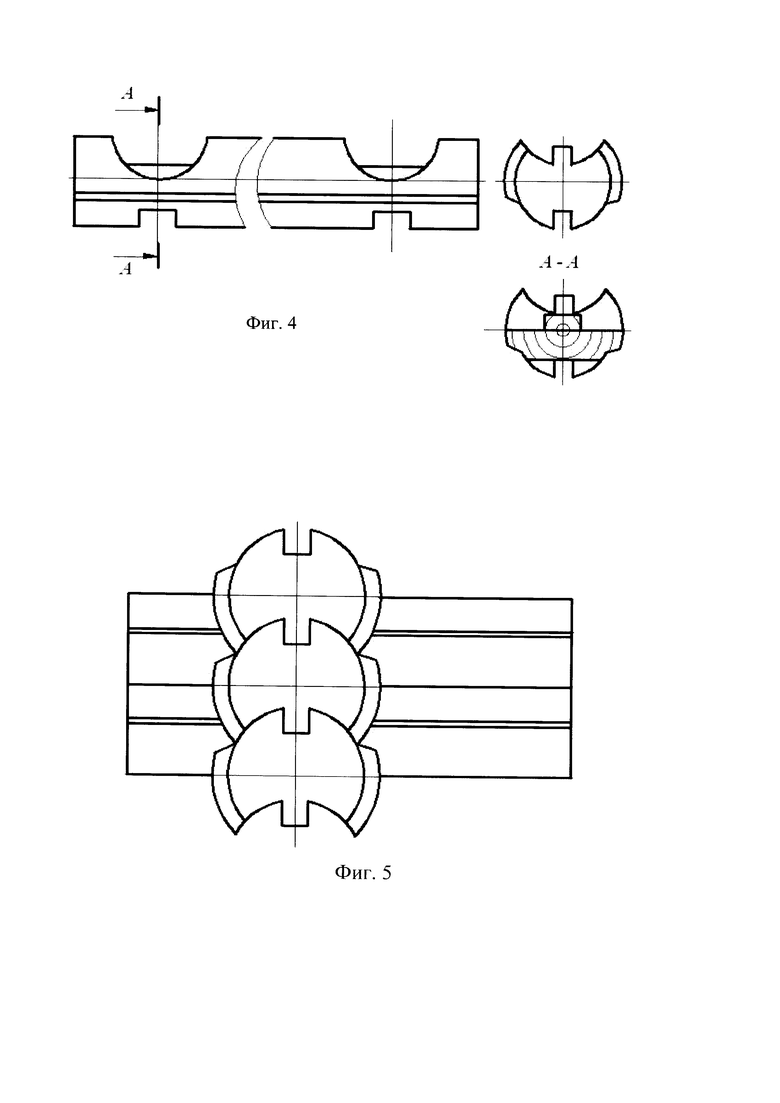
Изобретение поясняется на чертежах. На фигуре 1 изображен двухкантный брус со стороны нижнего торца. На фигуре 2 - схема обработки продольного цилиндрического паза, на фигуре 3 - фрезерование продольного шпунта и прилегающей цилиндрической поверхности, на фигуре 4 - деталь для сборки сруба дома, на фигуре 5 - угол сруба дома.
Деталь сруба дома обрабатывается в следующем порядке.
1. Берут окоренное бревно из числа предварительно подобранных и на ленточнопильном станке выпиливают двухкантный брус (лафет) толщиной равной верхнему торцу бревна (фиг. 1). На стол 1 продольно-фрезерного станка лафет 2 кладут пластью и, перемещая портал 3, профильной составной фрезой 4 обрабатывают продольный цилиндрический паз с гребнем (фиг. 2).
Переворачивают заготовку 5 и базируют на столе 1 продольно-фрезерного станка обработанным продольным пазом. При подаче портала 3 составной фрезой 6 формируют продольный шпунт (фиг. 3). Составная фреза обрабатывает не только шпунт (продольный паз), но и незамкнутую выпуклую цилиндрическую поверхность, прилегающую к шпунту. Радиус цилиндрической поверхности равен радиусу бревна в верхнем торце. После фрезерования чашек деталь дома готова к сборке (фиг. 4)
Из обработанных таким образом бревен можно собрать стену дома, угол которого показан на фиг. 5.
Таким образом, заявляемое изобретение позволяет повысить показатели теплового сопротивления стен и увеличить срок службы дома.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521676C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2232674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2527031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2492998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2517966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2515229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2520017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2519885C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению стеновых бревенчатых элементов сруба для дома. Выполняют технологические операции фрезерования в бревне продольного цилиндрического паза и ответного паза, а также соединительных чашек в обло. Из бревна, подобранного для строительства, предварительно фрезеруют двухкантный брус (2), который затем базируют пластью на столе (1) продольно-фрезерного станка и фрезеруют на нем продольный цилиндрический паз. После этого заготовку поворачивают на столе на 180° и, начиная с тонкого конца бревна, фрезеруют незамкнутую выпуклую цилиндрическую поверхность. Повышаются показатели теплового сопротивления стен, увеличивается срок службы дома. 1 з.п. ф-лы, 5 ил.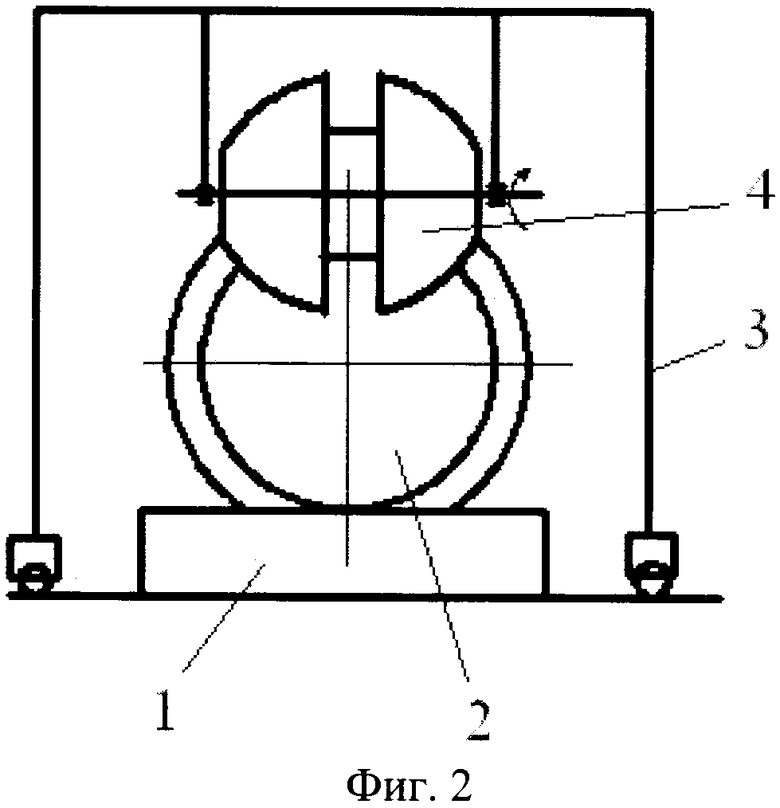
1. Способ изготовления бревенчатого сруба дома, включающий технологические операции фрезерования в бревне продольного цилиндрического паза и ответного паза, а также соединительных чашек в обло, сборку сруба, отличающийся тем, что из бревна, подобранного для строительства, предварительно фрезеруют двухкантный брус, который затем базируют пластью на столе продольно-фрезерного станка и фрезеруют на нем продольный цилиндрический паз, после этого заготовку поворачивают на столе на 180° и, начиная с тонкого конца бревна, фрезеруют незамкнутую выпуклую цилиндрическую поверхность.
2. Способ изготовления бревенчатого сруба дома по п. 1, отличающийся тем, что продольный цилиндрический паз фрезеруют с гребнем, а ответный паз фрезеруют со шпунтом.
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2232674C2 |
| Устройство для тарировки и поверки динамометров, весов и т.п. | 1949 |
|
SU81674A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН | 2011 |
|
RU2462349C1 |
| Бесконтактное реле перегрузки | 1960 |
|
SU131395A1 |
| US 4168675 A, 25.09.1979. | |||

