Перекрестные ссылки на родственную заявку
Настоящая заявка истребует приоритет, заявленный в поданной ранее предварительной заявке на получение патента Соединенных Штатов Америки № 62/057 621 от 30 сентября 2014 г., которая в полном объеме включена в настоящую заявку путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к абсорбирующим изделиям и, в частности к абсорбирующим изделиям, демонстрирующим управляемую деформацию и повышенное впитывание жидкости или распределение в продольном направлении по абсорбирующему изделию.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Для того чтобы абсорбирующие изделия, такие как гигиенические прокладки, эффективно впитывали большое количество жидкости во время использования, жидкость в них должна эффективно распространяться по капиллярам через впитывающую структуру абсорбирующего изделия. При отсутствии эффективных впитывающих свойств, жидкость, например, менструальная жидкость, может скапливаться в некоторых участках абсорбирующего изделия. В результате этого полная поглощающая способность абсорбирующего изделия используется не эффективно.
В дополнение к эффективной впитывающей способности такие абсорбирующие изделия также должны быстро или очень быстро поглощать жидкость.
При таких обстоятельствах (а именно, если изделие, демонстрирует эффективное впитывание и свойства быстрого впитывания жидкости), чем ближе такое абсорбирующее изделие расположено к телу, тем быстрее оно будет поглощать жидкость, выходящую из организма.
Соответственно, авторы настоящего изобретения признали необходимость в абсорбирующих изделиях, которые удобно и эффективно впитывают жидкость в продольном направлении абсорбирующего изделия, в то же время деформируется и приобретает выпуклую форму для близкого расположения к телу пользователя (т.е. области промежности или влагалища).
Таким образом, один из аспектов настоящего изобретения заключается в создании абсорбирующего изделия, которое обеспечивает улучшенное впитывание жидкости, и в то же время, после деформации, обладает управляемой деформации таким образом, что в результате абсорбирующие изделие приобретает выпуклую форму с частотой не менее 75% таких деформаций.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В некоторых вариантах осуществления настоящее изобретение относится к абсорбирующему изделию, имеющему обращенную к телу поверхность, причем обращенная к телу поверхность содержит:
тисненый узор
где узор выполнен для деформирования изделия в выпуклую форму деформации при тестовой деформации на по меньшей мере 75% подобной тестовой деформации и создания соотношения средней длины пятна к ширине пятна по меньшей мере 1,5 при тестировании и измерении в соответствии с методом тестирования деформации/распределения, описанного в спецификации настоящего документа.
В некоторых вариантах осуществления настоящее изобретение относится к абсорбирующему изделию, имеющему обращенную к телу поверхность, обращенная к телу поверхность содержит:
первый тисненый узор; и
второй тисненый узор
где первый и второй рисунки выполнены для деформирования изделия в выпуклую форму деформации при тестовой деформации на по меньшей мере 75% подобной тестовой деформации и создания соотношения средней длины пятна к ширине пятна по меньшей мере 1,5 при тестировании и измерении в соответствии с методом тестирования деформации/распределения, описанного в спецификации настоящего документа.
В некоторых вариантах осуществления настоящее изобретение относится к абсорбирующему изделию, имеющему поперечно проходящую среднюю линию и продольно проходящую среднюю линию и обращенную к телу поверхность, обращенная к телу поверхность содержит:
Центральную область, имеющую i) первый поперечно направленный край параллельный поперечно проходящей средней линии и второй поперечно направленный край параллельный поперечно проходящей средней линии, и расположенный напротив первого поперечно направленного края в направлении поперечно проходящей средней линии; и ii) первый продольно направленный край параллельный продольно проходящей средней линии и второй продольно направленный край параллельный продольно проходящей средней линии, и расположенный напротив первого продольно направленного края в направлении поперечно проходящей средней линии, центральный участок, содержащий тисненый узор, проходящий относительно и вдоль продольно проходящей центральной линии;
первую продольную концевую область первую продольную концевую область, проходящую от первого поперечно направленного края центральной области, направленного вдоль продольно проходящей центральной линии от центральной области, первую продольную концевую область, содержащую первое множество каналов, в котором по меньшей мере один из каналов первого множества каналов проходит вдоль продольно проходящей центральной линии в направлении от первого поперечно направленного края через от приблизительно 50% до приблизительно 90% первого продольного концевого участка;
второй продольный концевой участок, проходящий от второго поперечно направленного края центральной области, направленного вдоль продольно проходящей центральной линии от центральной области, второй продольный концевой участок, содержащий второе множество каналов, в котором по меньшей мере один из каналов во втором множестве каналов проходит вдоль продольно проходящей центральной линии от второго поперечно направленного края через от приблизительно 50% до приблизительно 90% второго продольного концевого участка; тисненый узор центральной области, расположенный в продольном направлении между и взаимно соединенный с первым и вторым множеством каналов;
центральную продольную зону, проходящую в продольном направлении через первый и второй поперечные концевые участки и центральный участок, центральную продольную зону, проходящую симметрично относительно и вдоль продольно проходящей центральной линии и содержащую противоположные продольно проходящие кромки центральной продольной зоны параллельно продольно проходящей центральной линии, определяющей ширину W центральной продольной зоны от приблизительно 5 мм до приблизительно 20 мм, в которой тисненый узор центральной области расположен в пределах и не выходит за пределы ширины W центральной продольной зоны;
первая поперечная концевая область, проходящая от первого продольно направленного края центральной области вдоль поперечно проходящей центральной линии и от центральной части, первая поперечная концевая область, содержащая по меньшей мере один первый продольно проходящий наружный канал, расположенный на расстоянии от приблизительно 5 мм до приблизительно 26 мм от ближайшей края центральной продольной зоны; и
вторая поперечная концевая область, проходящая от второго продольно направленного края центральной области вдоль поперечно проходящей центральной линии и от центральной части, вторая поперечная концевая область, содержащая по меньшей мере один второй продольно проходящий наружный канал, расположенный на расстоянии от приблизительно 5 мм до приблизительно 26 мм от ближайшего края центральной продольной зоны,
в котором каналы тисненого узора центральной области взаимно соединяются по текучей среде с каналами тисненых рисунков первого и второго продольных концевых участков.
где при тестовом приложении деформирующих сил и нанесении жидкости на центральный участок изделия, как подробно описано в методе тестирования деформации/распределения, описанного в спецификации настоящего документа, выпуклая деформация формируется с частотой по меньшей мере около 75% тестовых приложений и изделие демонстрирует соотношение средней длины пятна к ширине пятна по меньшей мере 1,5.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Примеры вариантов осуществления настоящего изобретения описаны ниже со ссылками на фигуры.
На ФИГ. 1 представлен вид сверху одного варианта осуществления тисненых рисунков изделий по настоящему изобретению.
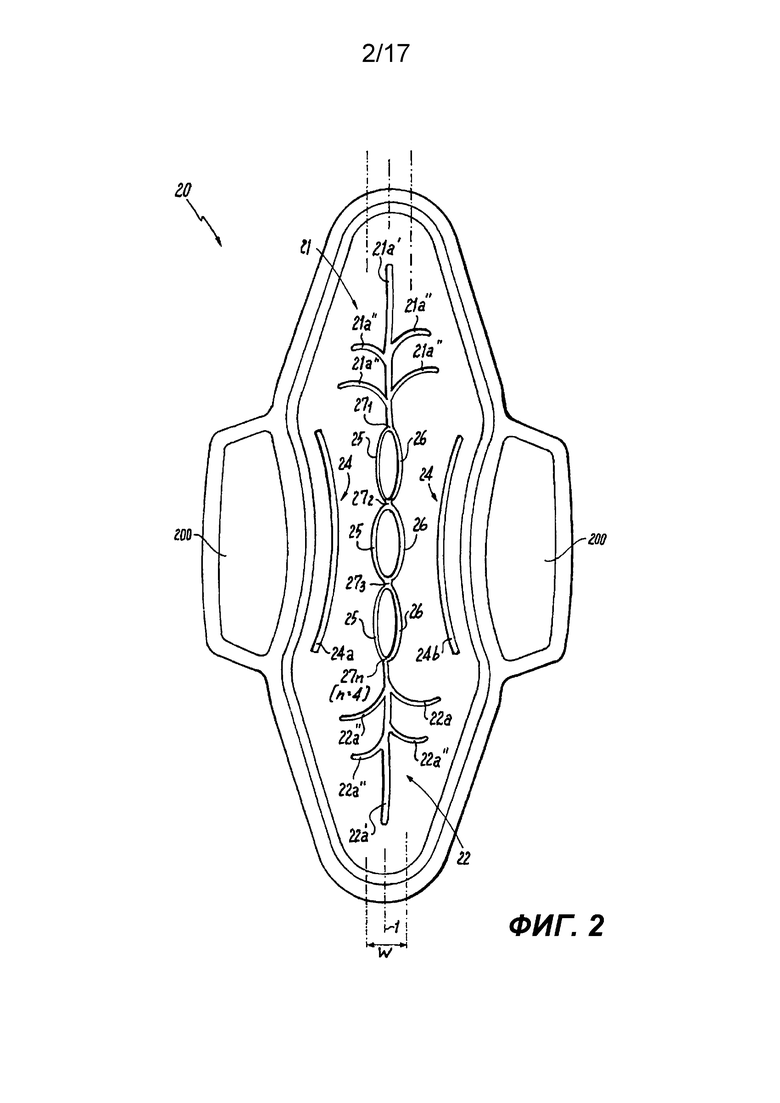
На ФИГ. 2 представлен вид сверху одного варианта осуществления тисненых рисунков изделий по настоящему изобретению.
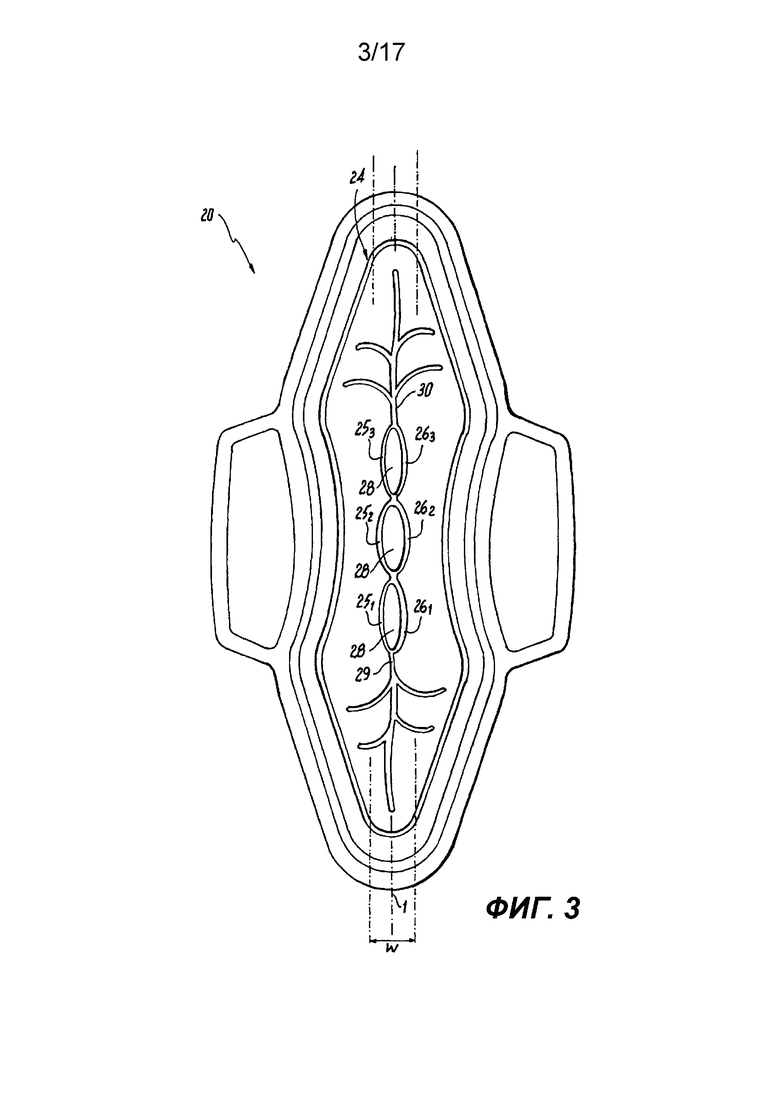
На ФИГ. 3 представлен вид сверху одного варианта осуществления тисненых рисунков изделий по настоящему изобретению.
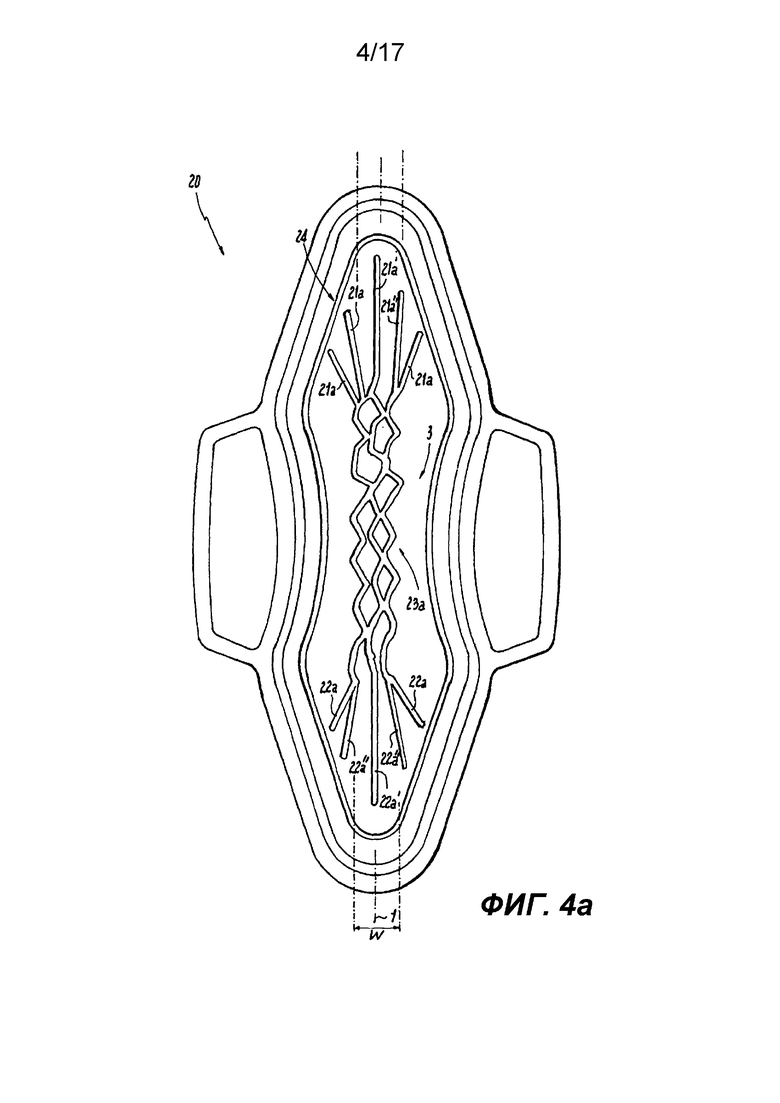
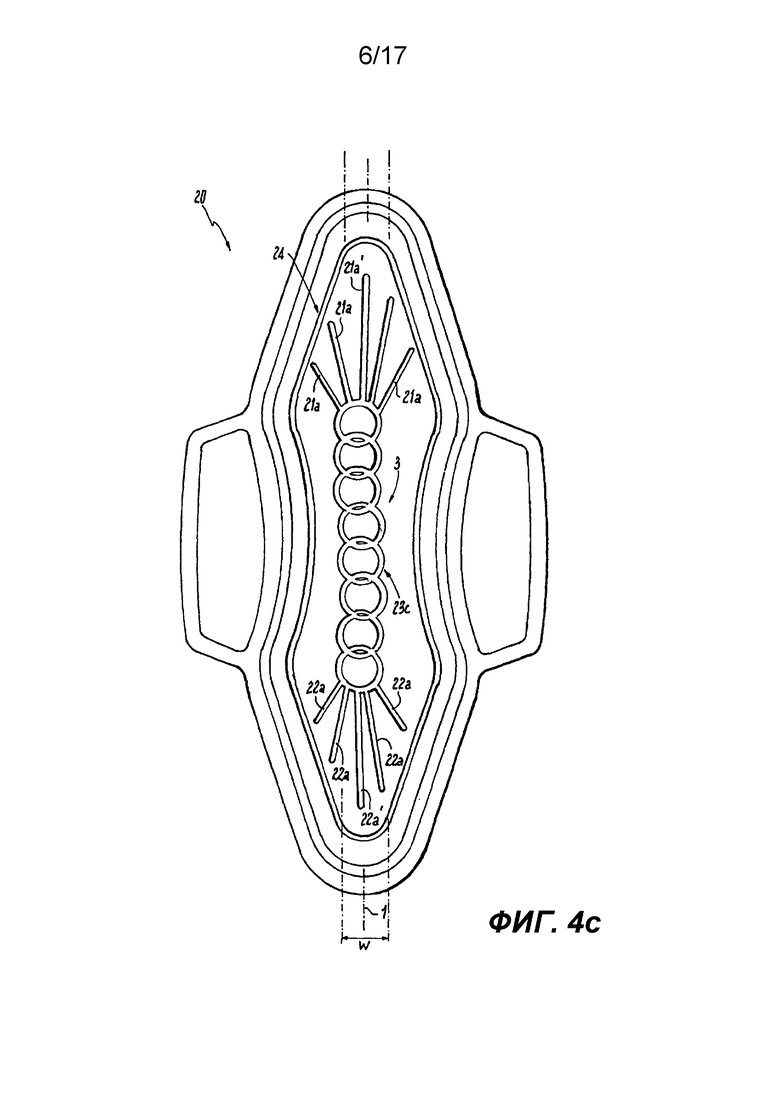
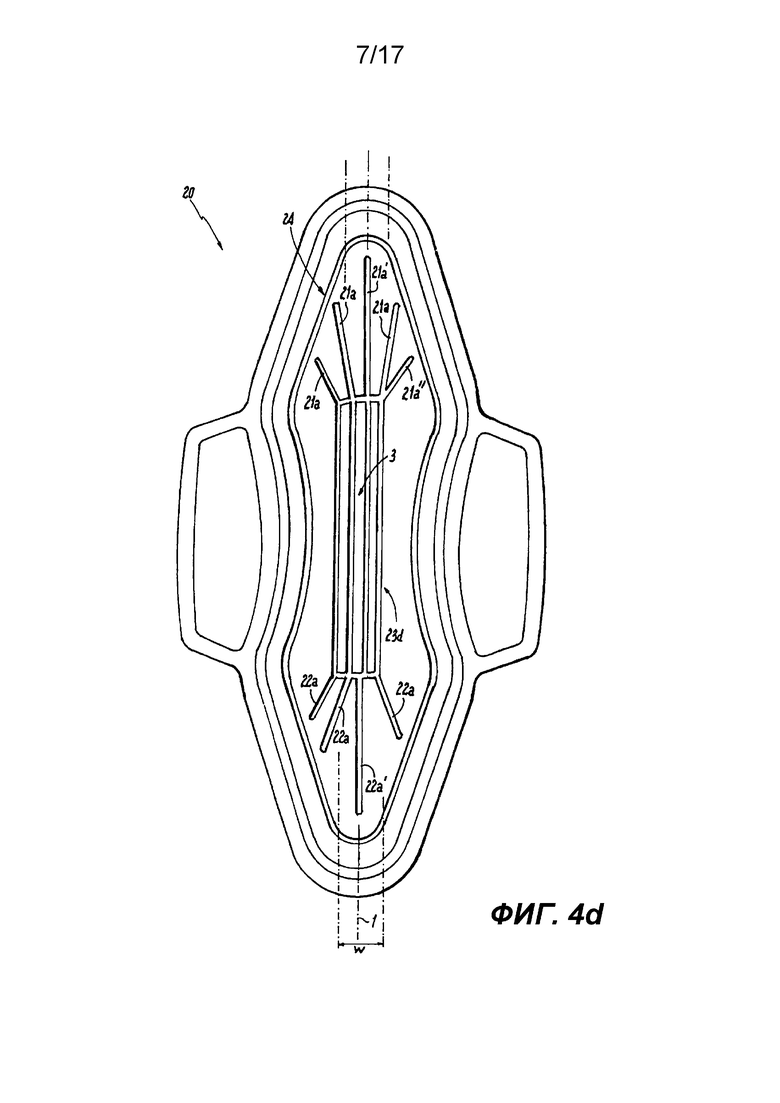
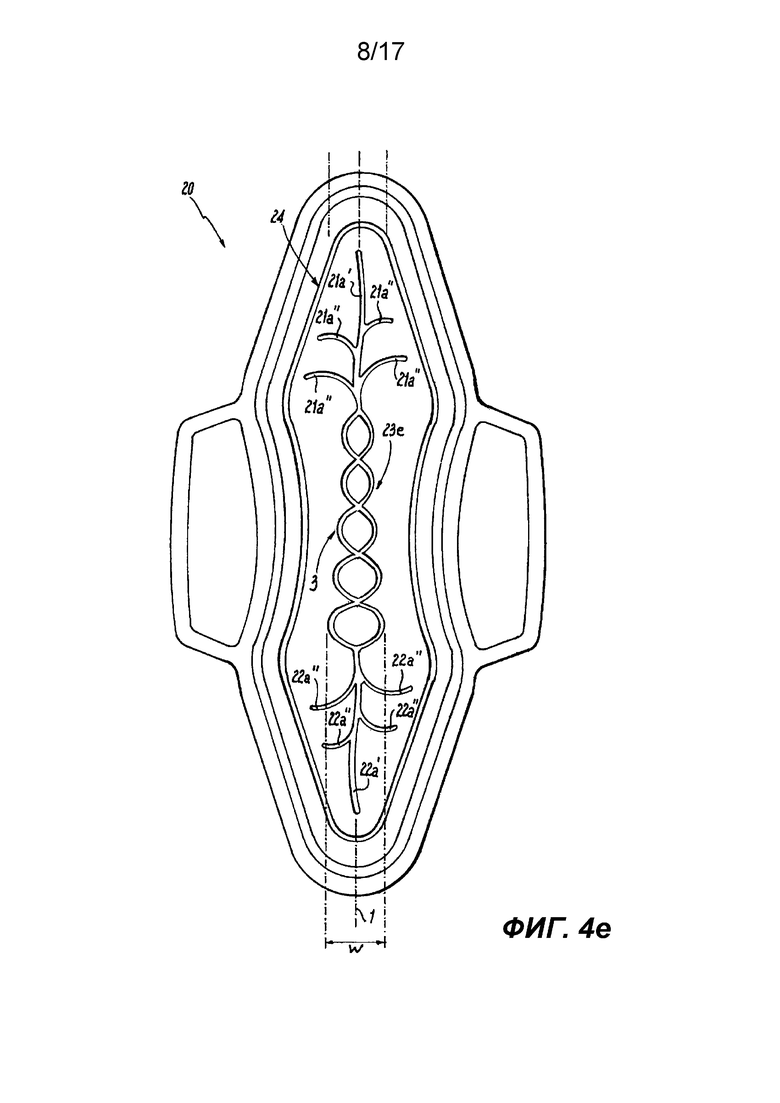
На ФИГ. 4a-4e представлены виды сверху различных вариантов осуществления тисненых рисунков центральной и продольной концевых областей изделий по настоящему изобретению.
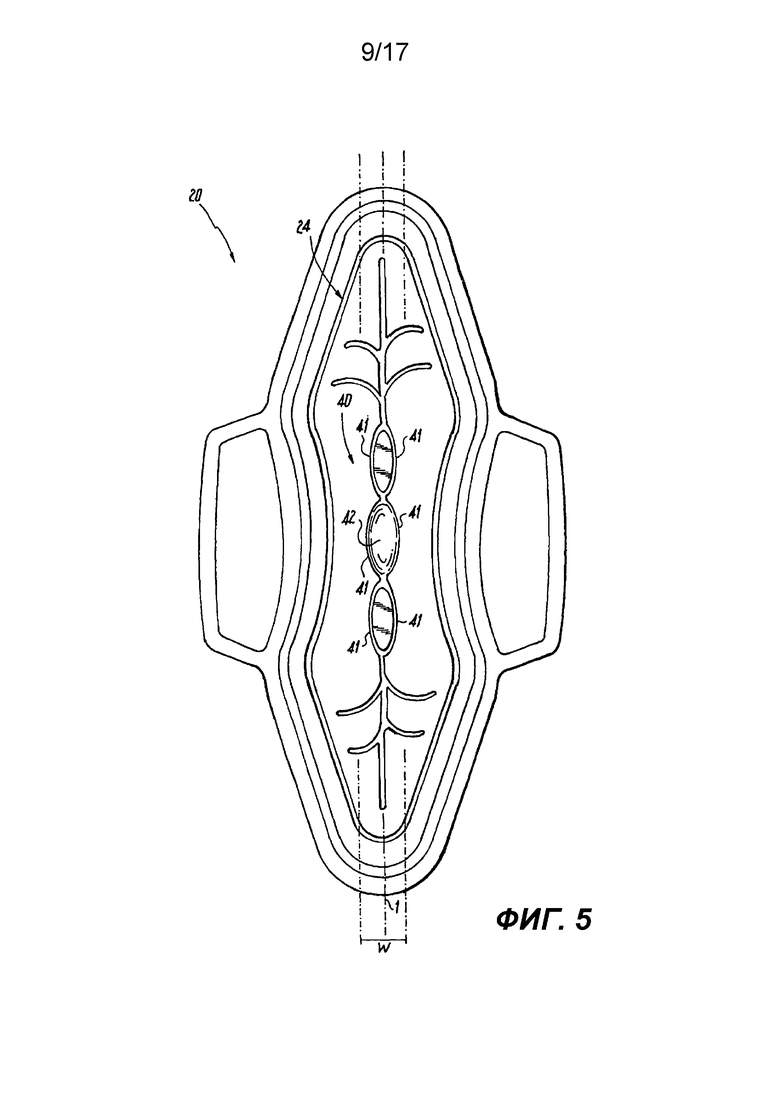
На ФИГ. 5 представлен вид сверху одного варианта осуществления тисненых рисунков изделий по настоящему изобретению, иллюстрирующий тисненый участок 42.
На ФИГ. 6 представлен вид в перспективе устройства тестирования деформации и распределения жидкости 150, а также трусиков 300 для размещения на устройстве 150 до начала тестирования.
На ФИГ. 7 представлен вид в перспективе устройства тестирования деформации и распределения жидкости, на которой показано расположение трусиков 300 и размещение изделия на 20 устройстве для размещения при подготовке до начала тестирования.
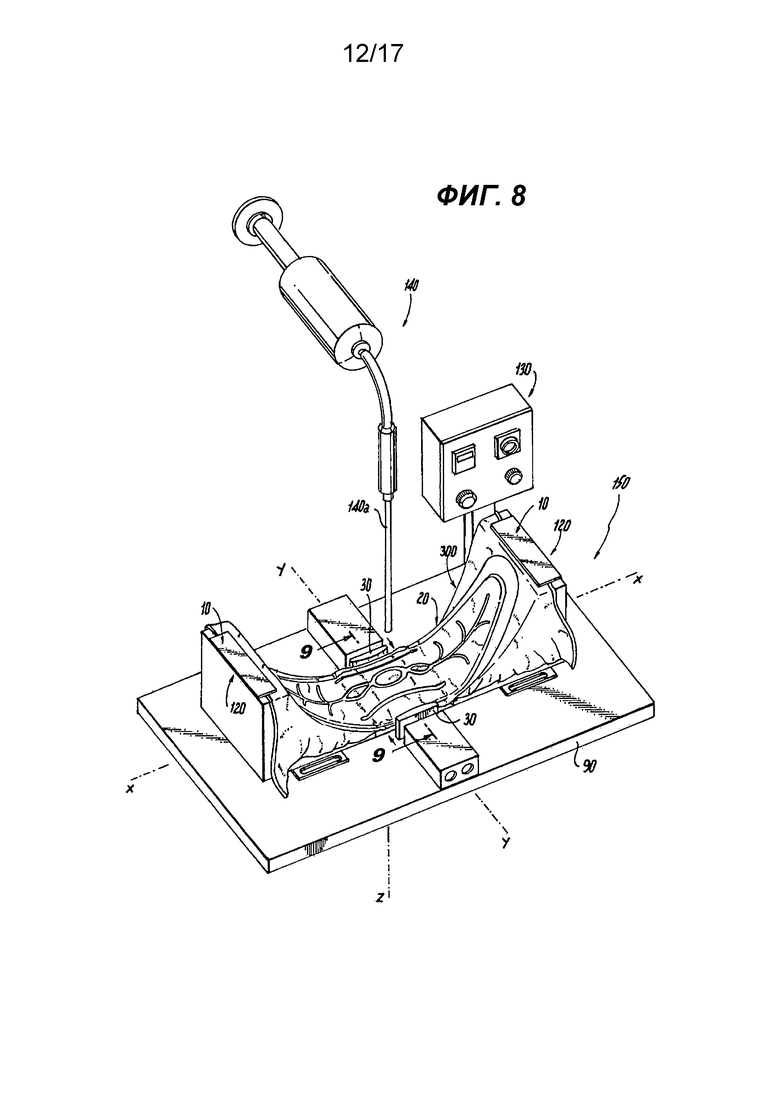
На ФИГ. 8 представлен вид в перспективе устройства тестирования деформации и распределения жидкости 150 в процессе эксплуатации.
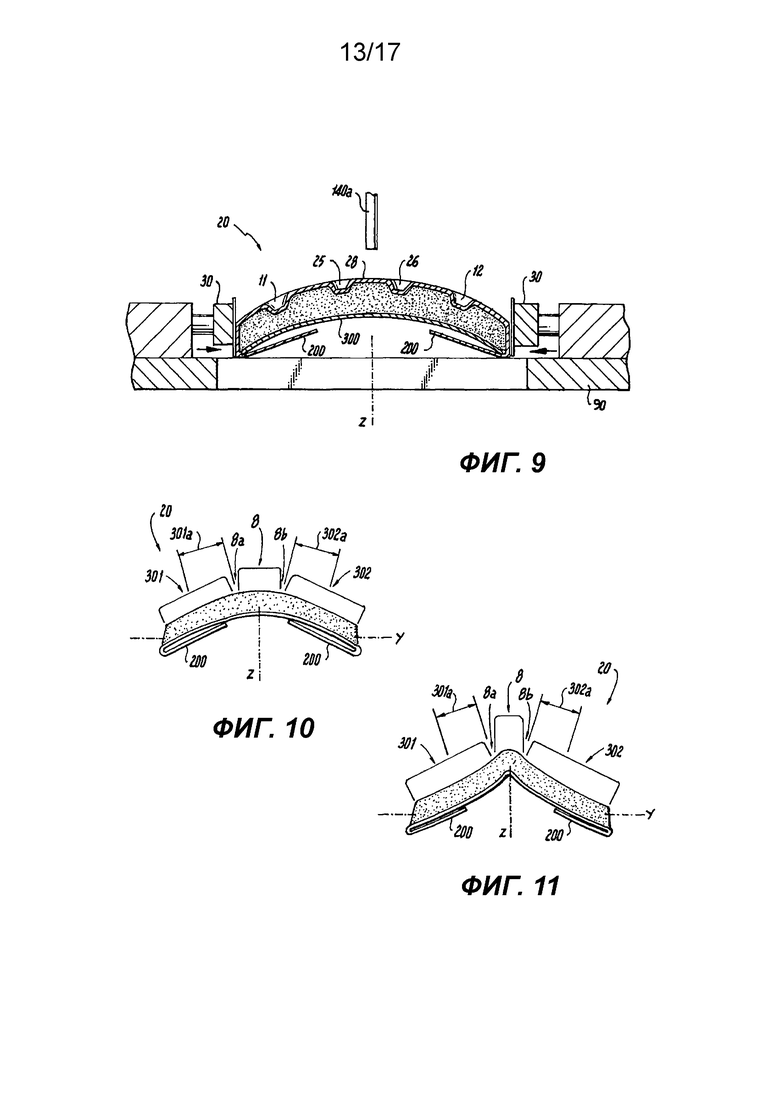
На ФИГ. 9 представлен вид в поперечном сечении устройства тестирования деформации и распределения жидкости 150 в процессе эксплуатации по линии 9-9 на ФИГ. 8, изображающий выпуклую деформацию в виде перемещения в направлении от х, у плоскости, изображенной на ФИГ. 8 вверх в направлении оси z.
На ФИГ. 10 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 11 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 12 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 13 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 14 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 15 представлен вид в поперечном сечении абсорбирующего изделия, образующего чашеобразную деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 16 представлен вид в поперечном сечении абсорбирующего изделия, образующего чашеобразную деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 17 представлен вид в поперечном сечении абсорбирующего изделия, образующего чашеобразную деформацию вдоль продольно проходящей центральной линии.
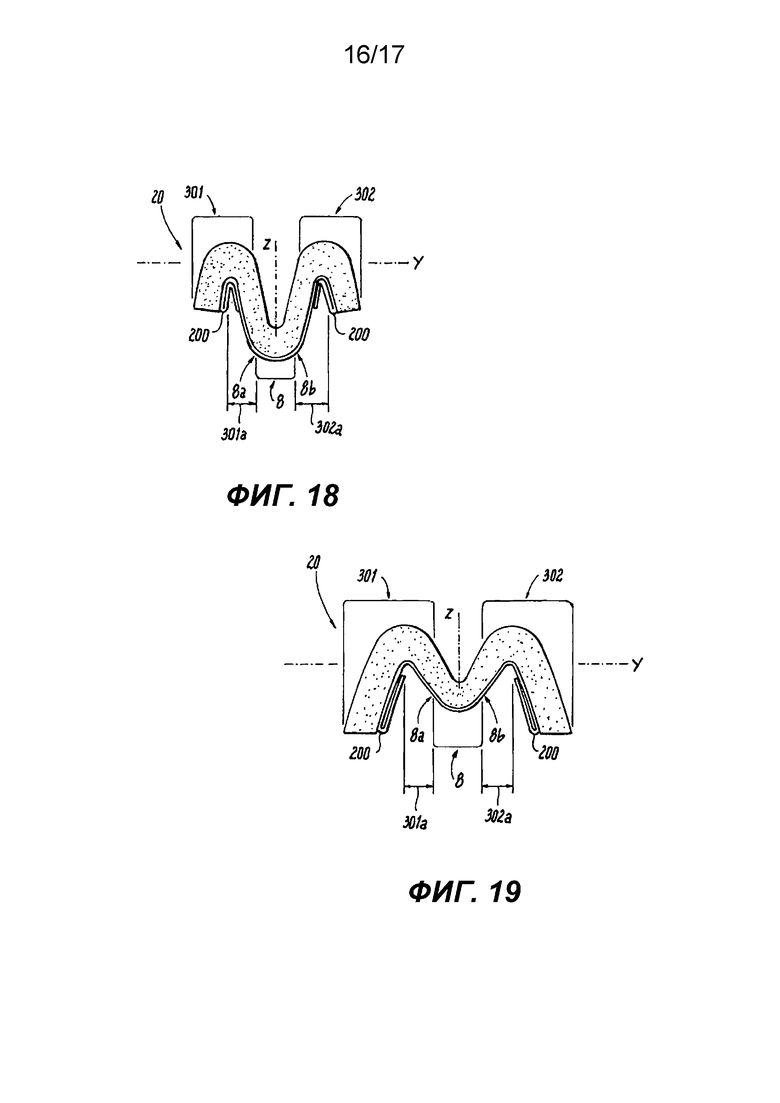
На ФИГ. 18 представлен вид в поперечном сечении абсорбирующего изделия, образующего чашеобразную деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 19 представлен вид в поперечном сечении абсорбирующего изделия, образующего чашеобразную деформацию вдоль продольно проходящей центральной линии.
На ФИГ. 20 представлен вид в поперечном сечении абсорбирующего изделия, образующего выпуклую деформацию для размещения впитывающего изделия ближе к пользователю во время использования.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изделия в соответствии с настоящим изобретением могут содержать, состоять или преимущественно состоять из существенных элементов и ограничений изобретения, описанных в этом документе, а также любых дополнительных или необязательных свойств, компонентов или ограничений изобретения, описанных в настоящем документе.
При использовании в настоящем документе термин «содержащий» (и все его грамматические разновидности) используется в значении (и взаимозаменяемо с терминами), в которое входят понятия «имеющий в своем составе» или «включающий в себя», а не в исключающем значении «состоящий только из». При использовании в настоящем документе термины «любой» и «данный» считаются охватывающими как единственное, так и множественное число.
Все документы, включенные в настоящий документ посредством ссылки, включены только в той степени, в какой они не противоречат настоящим техническим требованиям.
Все процентные концентрации, части и соотношения основаны на полной массе изделия согласно настоящему изобретению, если не указано иное.
В некоторых вариантах осуществления изобретение, раскрытое в настоящем документе, может применяться в отсутствие любого соединения, компонента или элемента (или группы соединений, компонентов или элементов), которые явно не раскрыты в настоящем описании.
Используемый в настоящем документе термин «управляемая деформация» означает деформацию абсорбирующего изделия, которая контролируется структурой абсорбирующего изделия, включая любые характеристики тиснения и/или рисунков таким образом, что при приложении деформирующих сил (например, образованных при применении абсорбирующего изделия [например, гигиенической прокладки] в области промежности пользователя) абсорбирующее изделие предсказуемо деформируется и приобретает выпуклую форму таким образом, чтобы в целом оставаться в контакте с областью промежности или вагинальной областью пользователя.
Используемый в настоящем документе термин «выпуклая форма» представляет собой конфигурацию, при визуальном осмотре, абсорбирующего изделия, в которой, при сжатии при применении устройства 150, используемого для проведения тестирования деформации/распределения, описанных ниже, центральная продольная зона 8 (как определено ниже в данном документе) поднимается в вертикальном направлении (в положительном направлении вертикальной оси z) вдоль продольно проходящей центральной линии 1 относительно (то есть, чтобы находиться выше) частей (301а, 302а) продольно проходящих частей (301, 302), которые расположены ближе к центральной продольной зоне 8 (как показано на Фиг. 10-14), где продольно проходящий участок 301 проходит в поперечном направлении от края продольно проходящей зоны 8а по всей длине изделия, а продольно проходящий участок 302 проходит в поперечном направлении от края продольно проходящей зоны 8b, по всей длине изделия в направлении, противоположном направлению продольно проходящего участка 301.
Используемый в настоящем документе термин «чашеобразная форма» представляет собой конфигурацию, при визуальном осмотре, абсорбирующего изделия, в которой при сжатии при применении устройства 150, используемого для проведения тестирования деформации/распределения, описанных ниже, центральная продольная зона 8 (как определено ниже в данном документе) опущена вертикально (в отрицательном направлении вертикальной оси z) вдоль продольно проходящей центральной линии 1 относительно (то есть, так, чтобы быть ниже) частей (301а, 302а) продольно проходящих частей (301, 302), которые расположены ближе к центральной продольной зоне 8 (как показано на Фиг. 15-19).
Используемый в настоящем документе термин «скопление» представляет собой конфигурацию, при визуальном осмотре, абсорбирующего изделия, в которой, при сжатии при применении устройства 150, используемого для проведения тестирования деформации/распределения, описанных ниже, ни выпуклая, ни чашеобразная форма не образуются.
При использовании в настоящем документе термин «визуальный осмотр» или « визуально осмотренный » означает, что человек-наблюдатель может зрительно распознать присутствие объекта изобретения при таком осмотре невооруженным глазом (за исключением стандартных корригирующих линз, выполненных с возможностью компенсации близорукости, дальнозоркости или астигматизма, либо другой коррекции зрения) при освещении, по меньшей мере равном освещению, которое создает стандартная лампа накаливания белого света мощностью 75 ватт на расстоянии приблизительно 0,25 метра.
Абсорбирующее изделие
Один вариант абсорбирующего изделия в соответствии с настоящим изобретением показан на Фиг. 1. В некоторых вариантах осуществления абсорбирующее изделие, как показано в пункте 20, имеет длину (измеренную в виде наибольшей длины от первой поперечной кромки 15 ко второй поперечной кромке 16) от приблизительно 170 мм до приблизительно 400 мм и ширину (измеренную в виде наибольшей длины от первой продольной кромки 13 ко второй продольной кромки 14) от приблизительно 40 мм до приблизительно 80 мм. Наружный участок 17 абсорбирующего изделия 20 представляет собой область, в котором покрывающий и барьерный слои выходят за границы кромок абсорбирующей сердцевины и, таким образом, не содержат абсорбирующую сердцевину; участок 17 не измеряется как часть (или иначе учтен при измерении) длины, ширины и/или площадь поверхности абсорбирующего изделия настоящего изобретения.
Как показано на Фиг. 1, абсорбирующее изделие содержит продольно проходящую центральную линию 1, поперечно проходящую центральную линию 2, первую продольную кромку 13, вторую продольную кромку 14, первую поперечную кромку 15, вторую поперечную кромку 16, первую продольную концевую область 9, вторую продольную концевую область 10, центральную область 3, расположенную между первой продольной концевой и второй продольной концевой областями 9 и 10 (центральный участок 3, контактирующий с первым и вторым продольными концевыми участками 9 и 10 на первом и втором поперечно направленными краями 4 и 5 центральной области 3, соответственно) и центральную продольную зону 8, которая проходит в продольном направлении от одного конца изделия, а именно первой поперечной кромки 15, к другому концу изделия, а именно второй поперечной кромке 16 и имеет противоположные кромки 8а, 8b продольно проходящей зоны, определяющие ширину W центральной продольной зоны от 5 (или от приблизительно 5) мм до 20 (или приблизительно 20) мм, необязательно, от 10 (или приблизительно 10) мм до 18 (или приблизительно 18) мм и, в котором продольная ширина W центральной зоны симметрична относительно продольно проходящей центральной линии 1. Ширина W центральной продольной зоны представляет собой общую ширину b’ и b”, где b’ и b” проходят напротив друг друга и на равном расстоянии от продольной центральной линии 1.
В некоторых вариантах осуществления настоящего изобретения (например, на Фиг. 1), поперечная центральная линия 2 может быть расположена на одинаковом расстоянии между первой поперечной кромкой 15 и второй поперечной кромкой 16. В других вариантах осуществления абсорбирующее изделие может быть асимметричным от передней до задней части таким образом, что конец, который должен размещаться в задней части вагинального отверстия (т.е. ближе к задней стороне пользователя), может быть длиннее, чем конец, который должен размещаться впереди относительно вагинального отверстия (т.е. ближе к передней части пользователя). Примерами этого типа продукта являются Sempre Livre Noturno Toque Suave com Abas, выпускаемые компанией Johnson and Johnson, Бразилия и Always ultrathin overnight, выпускаемые компанией Proctor and Gamble, США. В этих продуктах, поперечная центральная линия пересекает центр крылышек 200 или область, которая должна быть расположена непосредственно над вагинальным отверстием.
В некоторых вариантах осуществления длина первого и второго продольных концевых участков 9, 10 (как измерено от наружной продольно проходящей кромки первой поперечной кромки 15 или второй поперечной кромки 16, соответственно) находится в диапазоне от приблизительно 30 мм до приблизительно 70 мм (или приблизительно 1/3 самой большей длины между первой поперечной кромкой 15 и второй поперечной кромкой 16). В некоторых вариантах осуществления ширина первого и второго продольных концевых участков 9, 10 (измеренная в виде самой большей длины от первой продольной кромки 13 до второй продольной кромки 14 в рамках соответствующих длин первого или второго продольных участков 9, 10) находится в диапазоне от приблизительно 30 мм до приблизительно 70 мм. В некоторых вариантах осуществления длина центральной области (измеренная в виде длины между первым и вторым продольными концевыми участками 9, 10) находится в диапазоне от приблизительно 55 мм до приблизительно 200 мм (приблизительно 1/3 до приблизительно ½ самой большей длины между первой поперечной кромкой 15 и второй поперечной кромкой 16). В некоторых вариантах осуществления шириной центральной области 3 является сумма ширины a’ и a”, проходящих противоположно от продольной центральной линии 1, где ширины a’ и a”, независимо друг от друга, находятся в диапазоне от приблизительно 15 мм до приблизительно 35 мм. Ширина a’ заканчивается на первом продольно направленном крае 6 центральной области 3, а ширина a” заканчивается на втором продольно направленном крае 7 центральной области 3, как показано на Фиг. 1.
Первый и второй концевые тисненые рисунки
Абсорбирующее изделие содержит первый и второй концевые тисненые рисунки, расположенные напротив друг друга на первом и втором продольных концевых участках, соответственно, как показано на Фиг. 2 в одном варианте осуществления первым и вторым концевыми тиснеными узорами 21, 22 на первом и втором продольных концевых участках 9, 10, соответственно. Каждый из первого и второго концевого тисненого узора 21, 22 первого и второго продольных концевых участков 9, 10, соответственно, содержит, независимо друг от друга, первое и второе множества каналов 21а и 22а, соответственно. В некоторых вариантах осуществления первое и второе множества каналов 21а и 22а могут быть либо разветвленными, как показано на Фиг. 1 и 4b (и частях Фиг. 4а и 4d) или не разветвленными, как показано на Фиг. 4c (или частях Фиг. 4a и 4d). Поскольку первый концевой тисненый узор 21 расположен в первой продольной концевой части 9 и второй концевой тисненый узор 22 расположен во втором продольном концевом участке 10, первое множество каналов 21а первого концевого тисненого узора 21 расположено на расстоянии от второго множества каналов 22а второго концевого тисненого узора 22 в продольном направлении продольно проходящей центральной линии 1. Первое и второе множества каналов 21а, 22а могут быть аналогичными по конструкции или рисунку или, необязательно, могут отличаться по конструкции или рисунку. В некоторых вариантах осуществления каналы, образующие каждый из первого и второго множества каналов 21а, 22а взаимно соединены друг с другом непосредственно или через другие каналы, включая каналы центрального тисненого узора, описанного в данном документе более подробно ниже. Взаимное соединение каналов предназначено для улучшения распределения поглощенной жидкости по всему продукту. Каждое из первого и второго множеств каналов 21а и 22а содержит по меньшей мере один продольно проходящий канал 21a’ (первые продольно проходящие каналы) и 22a’ (вторые продольно проходящие каналы) в первом и втором продольных концевых участках 9, 10, соответственно, каждый продольно проходящий канал 21a’ и 22a’ из первого и второго множества каналов 21а и 22а, проходящие, независимо друг от друга, в направлении вдоль или относительно (или, возможно накладываясь или практически накладываясь) продольно проходящей центральной линии 1 через от приблизительно 50% до приблизительно 90%, необязательно, от приблизительно 65% до приблизительно 90%, необязательно, от, или приблизительно 70% до приблизительно 90% первого и/или второго продольных концевых участков 9, 10, соответственно.
В некоторых вариантах осуществления, каналы первого и второго множества каналов 21а и 22а, включая продольно проходящие каналы 21a’ и/или 22a’ первого и второго продольных концевых участков 9, 10, необязательно, содержат по меньшей мере одно (необязательно, по меньшей мере, 2, необязательно, по меньшей мере, 3, необязательно, по меньшей мере, 4) ответвление(-я) 21a” (первое(-ые) ответвление(-я) и/или 22a” (второе(-ые) ответвление(-я)), соответственно. В некоторых вариантах осуществления продольно проходящие каналы 21a’ и/или 22a’ первого и второго продольных концевых участков 9, 10, содержат по меньшей мере одно (необязательно, по меньшей мере, 2, необязательно, по меньшей мере, 3, необязательно, по меньшей мере, 4) ответвление(-я) 21a” (первое(-ые) ответвление(-я) и/или 22a” (второе(-ые) ответвление(-я)), соответственно, проходящие, независимо друг от друга, от продольно проходящих каналов 21a’ и/или 22a’. В некоторых вариантах осуществления одно или несколько из первого(-ых) и/или второго(-ых) ответвления (-ий) 21a”, 22a” проходят от продольно проходящий каналов 21a’ и/или 22a’ таким образом, что другой из первого(-ых) и/или второго(-ых) ответвления (-ий) 21a”, 22a” аналогично проходят напротив друг друга из и симметрично или практически симметрично (т.е. в шахматном порядке или выступают наружу) с таким(-и) впервые упомянутым(-и) ответвлением(-ями) по отношению к другому краю продольно проходящих каналов 21a’ и/или 22a’, соответственно. В некоторых вариантах осуществления первое и второе множества каналов 21а и 22а, соответственно, содержат, независимо друг от друга по меньшей мере 2 (необязательно, по меньшей мере, 3, необязательно, по меньшей мере, 4) канала 21а и 22а, соответственно.
Центральный тисненый узор
Абсорбирующее изделие по настоящему изобретению дополнительно включает в себя центральный тисненый узор, как показано в одном варианте осуществление центральным тисненым рисунком 23. В некоторых вариантах осуществления центральный тисненый узор 23 центральной области 3 расположен в продольном направлении между и взаимно соединяясь с первым и вторым множеством каналов 21а и 22а в первом и втором продольных концевых участках 9, 10. Центральный тисненый узор 23 расположен в центральном участке 3 абсорбирующего изделия 20, в котором центральный тисненый узор 23 дополнительно расположен в центральной продольной зоне 8 и не выходит за пределы ширины W центральной продольной зоны. В некоторых вариантах осуществления центральный тисненый узор 23 является тисненым рисунком или конструкцией, проходящей от первого поперечно направленного края 4 центральной области 3 к второму поперечно направленному краю 5 центральной области 3 и относительно (необязательно, симметрично относительно) и в направлении практически вдоль продольно проходящей центральной линии 1. В некоторых других вариантах осуществления центральный тисненый узор содержит по меньшей мере два (необязательно от 2 до 12, необязательно, от 2 до 8) продольно проходящих каналов, каждый из которых имеет соответствующие концы, как показано продольно проходящими каналами 25, 26. В некоторых вариантах осуществления продольно проходящие каналы 25, 26 не соединены, кроме как на их соответствующих концах. В некоторых вариантах осуществления продольно проходящие каналы 25, 26 взаимно соединены друг с другом на других точках, отличающихся от их соответствующих концов. В некоторых других вариантах осуществления продольно проходящие каналы 25, 26 взаимно соединены друг с другом в направлении (и, необязательно, вдоль или практически вдоль) продольно проходящей центральной линии на узлах 271-27n, где n равно 1 (необязательно 2 или больше, необязательно от 2 до 100, необязательно, от 3 до 20), как показано на Фиг. 2 и 4b таким образом, чтобы образовать повторяющиеся, последовательно или попеременно (в том числе в порядке возрастания и/или убывания), взаимно соединяющиеся друг с другом и продольно проходящие формы, включая, помимо прочего, сферические формы, такие как круги или овалы, как показано на Фиг. 2 и 4, коробчатые (т.е., напоминающее коробку в прямоугольной формы) формы, как показано на Фиг. 4b и 4d или неправильные формы, такие как показано на Фиг. 4а. Пример форм возрастающего размера можно увидеть на Фиг. 4e. В некоторых вариантах осуществления продольно проходящие каналы 25, 26 определяют по меньшей мере один (необязательно, по меньшей мере, два, необязательно, по меньшей мере, три, необязательно от 2 до 30, необязательно от 3 до 6), практически не имеющую тиснения (или несжатую) область(-и) 28, не имеющую тиснения область(-и) 28 (см. Фиг. 3), расположенную в центральной продольной зоне 8 и не выходящую за пределы ширины W центральной продольной зоны. В некоторых вариантах осуществления продольно проходящие каналы 25 и 26 расположены симметрично и на равном расстоянии по отношению к продольно проходящей центральной линии 1. Термин « практически не имеющий тиснения » в настоящем документе относительно области, определенной продольно проходящими каналами означает, что больше, чем приблизительно 55% до приблизительно 100%, необязательно, от приблизительно 75% до приблизительно 100% площади не имеет тиснения (или не сжато).
В некоторых вариантах осуществления продольно проходящие каналы содержат сегменты продольно проходящих каналов, как показано сегментами продольно проходящих каналов 251, 252 и 253 (необязательно до 25n, где n=30) и соответствующими сегментами продольно проходящих каналов 261, 262 и 263 (необязательно до 26n, где n=30), как показано на Фиг. 3. В некоторых вариантах осуществления сегменты продольно проходящих каналов 251, 252 и 253 расположены напротив соответствующих сегментов продольно проходящих каналов 261, 262 и 263, соответственно. Сегменты продольно проходящих каналов 251, 252 и 253 пересекают соответствующие сегменты продольно проходящих каналов 261, 262 и 263 в узлах 271-27n (необязательно 2 или больше, необязательно, от 2 до 100, необязательно, от 3 до 20). В некоторых вариантах осуществления сегменты продольно проходящих каналов 251, 252 и 253 и соответствующие сегменты продольно проходящих каналов 261, 262 и 263 расположены, соответственно, симметрично и на равном расстоянии относительно продольно проходящей центральной линии 1. В других вариантах осуществления сегменты продольно проходящих каналов 251, 252 и 253 и соответствующие сегменты продольно проходящих каналов 261, 262 и 263 вогнуты относительно продольно проходящей центральной линии 1. В некоторых вариантах осуществления каждый из сегментов продольно проходящих каналов 251, 252 и 253 и соответствующие сегменты продольно проходящих каналов 261, 262 и 263 имеют длину в диапазоне от приблизительно 3 см до приблизительно 15 см, необязательно, от приблизительно 4,5 см до приблизительно 10 см при измерении вдоль пути сегментов продольно проходящих каналов между узлами 27. В некоторых вариантах осуществления каждый из сегментов продольно проходящих каналов 251, 252 и 253 и 261, 262 и 263 имеет ширину в диапазоне от приблизительно 1 мм до приблизительно 20 мм, необязательно, от приблизительно 2 мм до приблизительно 10 мм. В некоторых вариантах осуществления каждый из сегментов продольно проходящих каналов 251, 252 и 253 и 261, 262 и 263 имеет толщину в диапазоне от приблизительно 1 мм до приблизительно 10 мм, необязательно, от приблизительно 2 мм до приблизительно 5 мм, при измерении от верхней поверхности абсорбирующего изделия 20 на сегменте продольно проходящего канала. В некоторых вариантах осуществления длина центральной тисненого узора находится в диапазоне от 55 мм до 200 мм (или от приблизительно 33% до приблизительно 50% самой большой длины от первой поперечной кромки 15 до второй поперечной кромки 16).
В других вариантах осуществления центральный тисненый узор 23 может принимать форму центральных тисненых рисунков 23а, 23b, 23с, 23d и 23е, как показано, соответственно, на Фиг.4a-4e.
В некоторых вариантах осуществления центральный тисненый узор 23 взаимно соединяется по текучей среде с первым и вторым конечными тиснеными узорами 21, 22, соответственно (например, на первом поперечно направленном крае 4 и втором поперечно направленном крае 5, соответственно, или, альтернативно, на пересечении 29 первого поперечно направленного края 4 и продольно проходящей центральной линии 1 и пересечении 30 второго поперечно направленного края 5 и продольно проходящей центральной линии 1, соответственно). В определенных вариантах осуществления соответствующие концы продольно проходящих каналов взаимно соединяются по текучей среде на первом поперечно направленном крае 4 и втором поперечно направленном крае 5 (или на пересечениях 29, 30) с, по меньшей мере, одним (необязательно 2-10, необязательно 3-8, необязательно 4-6) из множества каналов 21а и/или 22а, соответственно, по меньшей мере, одним (необязательно 2-10, необязательно 3-8, необязательно 4-6) из первого и второго продольно проходящих каналов 21a’ и/или 22a’ (то есть, вдоль продольно проходящей центральной линии 1), соответственно, или (прямо или косвенно) с по меньшей мере одним (необязательно 2-10, необязательно 3-8, необязательно 4-6) из первого и второго ответвления 21a” и/или 22a” первого и второго конечного тисненого узора 21, 22, соответственно. Пересечение по жидкой среде каналов 25 и 26 на первых поперечно направленных краях 4, 5 (или на пересечениях 29, 30) с первым и вторым концевыми тиснеными узорами 21, 22 в первом и втором продольных концевых участках 9, 10 соответственно, позволяет абсорбирующему изделию 20 эффективно и одновременно впитывать жидкость из центральной области 3 абсорбирующего изделия 20 к первому и второму продольным концевым участкам 9 и 10, соответственно. Таким образом, используется вся впитывающая способность абсорбирующего изделия 20.
В некоторых вариантах осуществления «каналы» первого и второго концевых тисненых рисунков 21, 22, включая первое и второе множества каналов 21а, 22а, первые и вторые продольно проходящие каналы 21a’, 22a’ первого и второго множеств из каналов 21а, 22а и первые и вторые ответвления 21a”, 22a” могут, независимо друг от друга, иметь форму прямых каналов или каналов, имеющих дугообразную форму (или комбинацию таких форм) и имеют длину в диапазоне от приблизительно 2 см до приблизительно 10 см, необязательно, от приблизительно 5,0 см до приблизительно 8,0 см, при измерении от конца такого « канала » до ближайшего из: i) продольно проходящих каналов 21a’ или 22a’, или ii) узла 271 или концевого узла 27n, соответственно, вдоль пути прохождения такого канала. В некоторых вариантах осуществления такие « каналы » имеют ширину в диапазоне от приблизительно 1 мм до приблизительно 10 мм, необязательно, от приблизительно 2 мм до приблизительно 4,0 мм. В некоторых вариантах осуществления « каналы » имеют толщину от приблизительно 0,5 мм до приблизительно 2,5 мм, необязательно, от приблизительно 1 мм до приблизительно 2 мм при измерении от верхней поверхности абсорбирующего изделия 20 в таком канале. В некоторых вариантах осуществления первый и второй продольно проходящие каналы 21a’, 22a’ первого и второго концевых тисненых рисунков 21, 22 не выходят за пределы центральной продольной зоны 8. В некоторых вариантах осуществления первое и второе ответвления 21a”, 22a” выходят за пределы центральной продольной зоны 8.
«Каналы» и «ответвления» первого и второго концевых тисненых рисунков 21, 22 служат для транспортировки жидкости к концевым участкам 3, 4 абсорбирующего изделия 20, чтобы таким образом использовать полностью впитывающую способность изделия по всей его длине.
Наружный тисненый узор
Абсорбирующее изделие по настоящему изобретению дополнительно включает в себя наружный тисненый узор, как показано в одном варианте осуществление наружным тисненым рисунком 24. В некоторых вариантах осуществления наружный тисненый узор 24 содержит один или несколько (необязательно, два или более) первый и один или несколько (необязательно, два или более) второй продольно проходящие каналы 24а, 24b, соответственно, один или несколько первых и один или несколько вторых продольно проходящих наружных каналов 24а, 24b имеют независимую друг от друга форму и расположены напротив друг друга и по меньшей мере частично разделены центральной продольной зоной 8. Каждый продольно проходящий наружный канал 24а или 24b проходит в продольном направлении по меньшей мере частично по каждой из кромок центральной продольной зоны 8а и 8b и расположен на расстоянии от 5 (или приблизительно 5) мм до 26 (или приблизительно 26) мм, необязательно 10 (или приблизительно 10) мм до 20 (или 20) мм от ближайшей кромки центральной продольной зоны 8a или 8b. В некоторых вариантах осуществления первый и второй продольно проходящие наружные каналы 24а, 24b могут быть одинаковыми или различными по форме (или конфигурации). В некоторых вариантах осуществления один или несколько первых продольно проходящих наружных каналов 24а расположены параллельно друг другу и, необязательно, один или более вторых продольно проходящих наружных каналов 24b расположены параллельно друг другу.
В одном варианте осуществления настоящего изобретения продольно проходящие наружные каналы 24а, 24b практически равны по длине относительно длины центральной области 3, показанного на Фиг. 1 и 2. В качестве альтернативы, соответствующие концы каждого из продольно проходящих наружных каналов 24а, 24b расширены таким образом, чтобы объединять соответствующие концы других продольно проходящих наружных каналов (по текучей среде) таким образом, что наружный тисненый узор 24 окружает или практически окружает центральный тисненый узор и первый, и второй концевые тисненые узора, как показано на Фиг. 3, 4a-4d и 5. В некоторых вариантах осуществления продольно проходящие наружные каналы 24а, 24b глубоко вшиты или содержат « пунктирный » узор. В некоторых вариантах осуществления продольно проходящие наружные каналы 24а, 24b имеют ширину от приблизительно 1 мм до приблизительно 10 мм и толщину от приблизительно 0,5 мм до приблизительно 2,5 мм при измерении от верхней поверхности абсорбирующего изделия 20 в продольно проходящем наружном канале 24а, 24b.
Не ограничиваясь теорией, принято считать, что при включении в абсорбирующее изделие настоящего изобретения центральный тисненый узор, первый и второй концевые тисненые рисунки и наружные тисненые рисунки, эти тисненые рисунки взаимодействуют таким образом, что это приводит получению абсорбирующего изделия 20, имеющего улучшенную частоту деформации в выпуклую форму. Во время использования абсорбирующее изделие будет деформироваться в выпуклую форму с частотой от приблизительно 75%, необязательно, приблизительно 90% или необязательно 95%, до приблизительно 98%, необязательно, приблизительно 99% или, необязательно, приблизительно 100%, таких связанных с применением деформаций (или имитации деформации, при измерении при помощи тестирования деформации/распределения, описанного ниже), результатом этого является соответствующее и находящиеся в тесном контакте с телом пользователя изделие Фиг. 12. Эти приводит к получению более удобной и эффективной продукции.
В одном из вариантов осуществления изобретения центральный тисненый узор содержит два продольно проходящих канала 25 и 26, каждый из которых проходит по длине центрального тисненого узора так, чтобы только взаимно соединяться на первых поперечно направленных краях 4, 5 (или на пересечениях 29, 30). В одном варианте осуществления настоящего изобретения продольно проходящие каналы 25 и 26 дополнительно взаимно соединяются в одном или нескольких узлах 27.
В другом варианте осуществления изобретения имеются 4 взаимно соединяющихся сегмента продольно проходящих каналов 251 и 252 и соответствующие сегменты 261 и 262, и суммарная длина каналов превышает по длине центральный тисненый узор. В одном варианте осуществления настоящего изобретения каналы 251 и 252 и 261 и 262 соединены в узлах 27(1-n).
В другом варианте осуществления настоящего изобретения, как показано на Фиг. 5, второй (или узор центральной области) тисненый узор 40 имеет наружную тисненую или сжатую границу 41, образующую по меньшей мере одну (необязательно, по меньшей мере, две, необязательно, по меньшей мере, три, необязательно от 2 до 30, необязательно от 3 до 6) область практически имеющую тиснение (или сжатую область) 42, тисненый узор 40, включая тисненую область 42 расположен в центральной продольной зоне и не выходит за пределы ширины W центральной продольной зоны. В некоторых вариантах осуществления область, определенная наружной тисненой (или сжатой) границей 41, аналогична по размеру и форме рисунку центрального тисненого узора 23, изображенного на Фиг. 1. Термин «практически имеющий тиснение» в настоящем документе относительно области, определенной наружной тисненной (или сжатой) границей 41 означает, что больше, чем приблизительно 55% до приблизительно 100%, необязательно, от приблизительно 75% до приблизительно 100% площади имеет тиснение.
Абсорбирующее изделие может включать в себя покрывающий слой, переходной слой, сердцевину, барьерный слой и их комбинации. Тисненые рисунки и каналы для образованы при помощи общепринятых методов тиснения. Подразумевается, что валик для тиснения, используемый в производстве, должен иметь поверхностные свойства, необходимые для тиснения первого, второго и третьего рисунков. Тисненые рисунки приводят к образованию зон повышенной плотности. В одном из вариантов осуществления изобретения центральная область абсорбирующего изделия включает в себя от приблизительно 10% до приблизительно 50% областей повышенной плотности.
Каналы могут быть выделены цветом, чтобы дать потребителю цветовой сигнал, заметный на верхней поверхности абсорбирующего изделия. Цветовой сигнал можно осуществить, напечатав окрашенные участки на поверхностном слое. Окрашенные участки необязательно должны соответствовать по размеру, форме и расположению каналам. Функция окрашенных участков - снабдить потребителя цветовым сигналом о существовании и функции каналов. Окрашенные участки могут быть, в качестве варианта, напечатаны на впитывающем слое при условии, что эти окрашенные участки будут видны через поверхностный слой. Любые способы, известные специалистам в области, могут быть использованы для создания окрашенных участков, а именно: печать, использование цветных волокон или любые другие подходящие способы.
Тиснение
Абсорбирующие изделия в соответствии с изобретением имеют толщину, которая может варьироваться от приблизительно 2 мм до приблизительно 20 мм в несжатом состоянии. Если абсорбирующее изделие сжато в результате нанесенных тисненых рисунков, описанных и используемых в настоящем изобретении, толщину тисненой области (или каналов) можно измерить при помощи толщиномера Mitutoyo 547-516 или подобного прибора. Для абсорбирующих изделий, имеющих толщину в несжатом состоянии больше 4 мм, толщина в сжатом состоянии, если не указано иное, может составлять от приблизительно 0,5 мм (высокоуплотненный канал) до приблизительно 2,5 мм (слегка уплотненный канал). Для впитывающих изделий, имеющих толщину в несжатом состоянии менее 4 мм, толщина в сжатом состоянии может варьироваться от приблизительно 0,25 мм до приблизительно 2,0 мм.
Абсорбирующее изделие подвергают тиснению (или сжатию) и толщина уменьшается по меньшей мере на один слой, но, необязательно, на или через несколько слоев или, необязательно, на или через все слои впитывающего изделия. В целом более толстые материалы будут подвергаться большему уменьшению толщины. Соответственно, слои, которые фактически тисненые будут, помимо прочего, зависеть от производственного процесса (например, какой материал присоединяется в точке применения тиснения).
Тиснение может быть достигнуто при помощи стандартных методов, таких как тепловое соединение, ультразвуковое соединение и/или давление. Пример подходящего процесса является тепловое соединения, при котором слои пропускают через два рулона стали, на одном из которых выгравирован визуальный узор, а другой является плоским. В некоторых вариантах осуществления один или оба рулона нагревают до температуры подходящей, чтобы по меньшей мере частично расплавить один или несколько слоев (типичный диапазон от 90 до 170°C).
Рулон для тиснения может быть выгравирован при помощи общепринятых методов, такого как промышленное оборудование для большинства тисненых рисунков, но может быть желательным использование травления кислотой или лазерной гравировки для обеспечения более точной гравировки, и, таким образом, более тонкого тисненого узора. Может быть желательно, чтобы тисненый узор содержал относительно тонкие характеристики тиснения, гораздо тоньше, чем тисненые каналы, ранее раскрытые в данной области техники, например, в патенте США № 20040015145A1 Miura et al., публикация которых включена в настоящий документ путем ссылки. Тонкие характеристики тиснения могут придать изделию как правило, женский и нежный вид. Инструмент для тиснения должен, таким образом, быть способным к тиснению высокой четкости, в частности, с разрешением (минимальная толщина тисненых линий ) менее, чем приблизительно 0,75 мм, в частности, помимо прочего, в диапазоне от приблизительно 0,35 мм до приблизительно 0,60 мм. Тиснение этого типа часто представлено в виде множества линий, в котором продукт подвергается тиснению по всей длине линий. Второй тип тиснения, который можно использовать, представляет собой глубокое тиснение стежками, в котором наносится ряд точек методом тиснения вдоль линейного узора. Этот тип тиснения придает или может придать сшитый вид, подобный пошитой одежде и прошитой ткани. Пример этого типа тиснения используется в прокладках Whisper Choice, реализуемых компанией Proctor and Gamble Healthcare ltd, Индия.
Не ограничиваясь какой-либо теорией, тиснение (или тисненые рисунки) абсорбирующих изделий настоящего изобретения взаимодействуют для предоставления управляемой деформации описанного изделия. Такая управляемая деформация достигается i) без использования натянутых эластичных материалов, как описано в патенте США № 4,911,701, опубликованном Mavinkurve, конкретные описания материалов которого представлены на Фиг. 1-6 и в колонке 3, строки 10 до колонки 4, строки 3, и включены в настоящее описание путем ссылки; в дополнение к вышеизложенному, остаток патента США № 4,911,701 также включен в настоящий документ путем ссылки; устойчивый к сгибанию деформирующий элемент, описанный в патенте США № 5,171,302, опубликованном Buell, конкретные описания материалов которого представлены на Фиг. 1-27 и в колонке 5, строки 55 до колонки 10, строки 51, и включены в настоящее описание путем ссылки; в дополнение к вышеизложенному, остаток патента США № 5,171,302 также включен в настоящий документ путем ссылки или iii) другими подобными не тиснеными материалами, вызывающими деформацию, описанными в патенте США № 7,601,144, опубликованном Drevik, к конкретные описания материалов которого представлены в колонке 2, строки 61 до колонки 3, строки 67 и описание которого включено в настоящий документ путем ссылки. Соответственно, в некоторых вариантах осуществления абсорбирующее изделие по настоящему изобретению не содержит не тисненых материалов или элементов, вызывающих деформацию, которые не являются тиснением или тиснеными узорами.
Поверхностный слой
Покрывающий слой может содержать объемный рыхлый нетканый ленточный материал с относительно низкой плотностью. Защитный слой может состоять из волокна только одного типа, такого как полиэфир или полипропилен, либо включать в себя смесь волокон более одного типа. Поверхностный слой может состоять из бикомпонентных или конъюгированных волокон, включающих компонент с низкой температурой плавления и компонент с высокой температурой плавления. Волокна могут быть выбраны из различных натуральных и синтетических материалов, таких как нейлон, полиэфир, вискоза (в комбинации с другими волокнами), хлопок, акриловое волокно и т.п., а также из их комбинаций. Верхний слой, необязательно, имеет массу квадратного метра в диапазоне от приблизительно 10 г/м2 до 75 г/м2.
Двухкомпонентные волокна могут состоять из слоя полиэстера и полиэтиленовой оболочки. Соответствующие бикомпонентные материалы входят в состав плавкой нетканой ткани. Примеры плавких тканей описаны в патенте США № 4,555,430, опубликованном Mays, который включен в настоящий документ путем ссылки. Использование плавкой ткани упрощает прикрепление поверхностного слоя к впитывающему слою и (или) барьерному слою.
Поверхностный слой, необязательно, имеет относительно высокий уровень смачиваемости, хотя отдельные волокна, составляющие поверхностный слой, могут быть не особенно гидрофильными. Поверхностный материал также должен содержать множество относительно больших пор. Это связано с тем, что покрывающий слой предназначен для быстрого впитывания биологической жидкости и удаления ее от тела и от точки попадания жидкости. Следовательно, время прохождения через защитный слой занимает малую часть общего времени, за которое абсорбирующее изделие впитывает заданное количество жидкости (время проникновения).
Предпочтительно, если волокна, из которых выполнен поверхностный слой, не теряют своих
физических свойств при намокании. Иными словами, они не должны разрушаться или утрачивать эластичность при попадании воды или текучей среды. Защитный слой можно обработать таким образом, чтобы текучая среда легко проходила через него. Защитный слой также предназначен для быстрого перевода текучей среды в находящиеся ниже слои абсорбирующего изделия. Таким образом, защитный слой предпочтительно является смачиваемым, гидрофильным и пористым. Когда защитный слой состоит из синтетических гидрофобных волокон, таких как полиэфир или двухкомпонентные волокна, его можно обработать поверхностно-активным веществом (ПАВ), чтобы придать ему желаемую степень смачиваемости.
В качестве варианта, поверхностный слой может быть изготовлен из полимерной пленки с большими порами. Благодаря такой высокой пористости пленка выполняет функцию быстрой передачи биологической жидкости к внутренним слоям нижележащих впитывающих слоев. Подходящий поверхностный материал такого типа доступен под маркой STAYFREE Dry Max Ultrathin компании McNeil-PPC, Inc.
Защитный слой может быть прикреплен к нижележащим абсорбирующим слоям и/или барьерному слою путем приклеивания и/или другим подходящим способом, известным специалистам в данной области.
Впитывающий слой
Впитывающий слой может состоять из волокнистых материалов, таких как древесная целлюлоза, полиэфир, гидрацеллюлозное волокно, эластичный пенопласт или т.п., а также их комбинаций. Впитывающий слой может также дополнительно содержать суперабсорбирующий полимерный материал (SAP). Впитывающий слой может также содержать волокна термопласта с целью стабилизации слоя и сохранения его структурной целостности. Впитывающий слой можно обработать ПАВ с одной или двух сторон с целью увеличения его смачиваемости, хотя обычно впитывающий слой относительно гидрофилен и может не нуждаться в такой обработке. Впитывающий слой, необязательно, соединен с двух сторон с прилегающими слоями, то есть с защитным слоем и нижележащим вторым впитывающим слоем или барьерным слоем.
В отдельных осуществлениях настоящего изобретения впитывающий слой может являться «транзитным» слоем. Такой транзитный слой позволяет принимать биологические жидкости с проницаемого для них поверхностного слоя и удерживать их до тех пор, пока второй впитывающий слой не сможет их впитать. Транзитный слой является, необязательно, более плотным, чем проницаемый для жидкости поверхностный слой, и имеет большее количество более мелких пор, чем последний. Эти свойства позволяют транзитному слою удерживать биологические жидкости и не допускать их к наружной стороне проницаемого для них поверхностного слоя, таким образом не позволяя им повторно смачивать проницаемый поверхностный слой и его поверхность. Тем не менее, транзитный слой, необязательно, не должен быть таким плотным, чтобы мешать прохождению жидкости в нижележащий второй впитывающий слой.
Если первый впитывающий слой создается как транзитный слой, он может содержать различные материалы, например, волокна целлюлозы, как в древесной массе, однокомпонентные или двухкомпонентные волокна, включающие термопластические материалы (например, полиэстер, полипропилен, полиэтилен и другие) в виде нитей или в другой форме, вискозу, связующие вещества органической природы (такие как сополимеры винила, акрила и (или) других мономеров, которые могут быть нанесены на нити термопласта или другим образом встроены в транзитный слой), а также другие материалы, известные специалистам в области.
Второй впитывающий слой
Абсорбирующее изделие по настоящему изобретению может содержать один или несколько впитывающих слоев. Второй или дополнительный впитывающие слои могут содержать единственный слой материала или может содержать множество слоев. В некоторых вариантах осуществления настоящего изобретения второй впитывающий слой выполняет функцию основной впитывающей части абсорбирующего изделия. Необязательно, чтобы такая основная впитывающая часть обладала высокой общей способностью к впитыванию и выполняла функцию удержания жидкости с момента поступления жидкости через транзитный слой. Кроме этого, основной впитывающий слой, необязательно, должен иметь большую плотность, чем транзитный слой.
В одном из вариантов осуществления, второй впитывающий слой является смесью волокон целлюлозы и суперабсорбента, размещенного среди них. Волокна целлюлозы, которые можно использовать во втором впитывающем слое, хорошо известны специалистам в области и включают в себя древесную целлюлозу, хлопок, лен или торфяной мох. Необязательно, древесная целлюлоза используется во втором абсорбирующем слое. Целлюлоза может быть получена из механически или химико-механически изготовленной сульфитной целлюлозы, крафт-целлюлозы, отходов производства целлюлозы, в результате обработки органическими растворителями и тому подобное. Можно использовать как мягкие, так и твердые сорта древесины. Необязательно, хвойная целлюлоза используется во втором абсорбирующем слое. Нет необходимости в обработке волокон целлюлозы для данной цели разрыхляющими химическими агентами, сшивающими агентами и подобными химическими веществами. Некоторая часть целлюлозы может быть химически обработана, как описано в патенте США № 5,916,670, опубликованном Tan et al., включенного в настоящий документ путем ссылки, для повышения гибкости продукта. Эластичность материала можно также повысить, обрабатывая материал механически или подвергая его размягчению.
Второй впитывающий слой может содержать любой суперабсорбирующий полимер (SAP) из тех, которые хорошо известны в отрасли. В целях настоящего изобретения термин «суперабсорбирующий полимер» (SAP) относится к материалам, которые способны впитывать и удерживать биологическую жидкость весом, по меньшей мере в 10 раз превосходящим ее собственный, при давлении 3 кПа (0,5 фунт/кв. дюйм). Частицы суперабсорбирующего полимера в настоящем изобретении могут являться неорганическими или органическими поперечно-сшитыми гидрофильными полимерами, такими как поливиниловые спирты, полиэтиленоксиды, поперечно-сшитые крахмалы, гуаровая смола, ксантановая смола и т. п. Частицы могут быть в виде порошка, зерен, гранул или волокон. В некоторых вариантах осуществления частицы суперабсорбирующих полимеров являлись сшитыми полиакрилатами, такими как продукция компании Sumitomo Seika Chemicals Co., Ltd. (Осака, Япония) под номером SA70N и продукция компании Stockhausen Inc. В конкретном примере второй впитывающий слой состоит из материала, содержащего от 90% до приблизительно 40% целлюлозного волокна, от приблизительно 10% до приблизительно 60% SAP. Второй впитывающий слой может содержать материал, произведенный с помощью технологий прослаивания воздухом, хорошо известных в данной области.
Барьерный слой
Ниже первого впитывающего слоя или второго впитывающего слоя расположен барьерный слой, содержащий непроницаемый для жидкости пленочный материал для того, чтобы не позволить жидкости, уловленной впитывающим слоем, вытечь за пределы абсорбирующего изделия и испачкать нижнее белье пользователя. Барьерный слой, необязательно, выполнен из полимерной пленки, хотя может также быть выполнен из непроницаемого для жидкости, но проницаемого для воздуха материала, такого как обработанные водоотталкивающим составом нетканые или микропористые пленки или пеноматериалы.
Барьерный слой может быть проницаемым для воздуха, то есть способствовать испарению. Известные материалы для этой цели включают в себя нетканые материалы и микропористые пленки, микропористость которых достигается, в частности, растягиванием ориентированной пленки. Одиночные или множественные слои проницаемых пленок, тканей, материалов, полученных аэродинамическим распылением расплава, и их комбинаций, создающие извилистую траекторию для жидкости, и (или) чьи поверхностные свойства создают жидкую поверхность, препятствующую проникновению жидкостей, также могут быть использованы для создания воздухопроницаемого заднего слоя.
Поверхностный слой и барьерный слой, необязательно, соединяются в краевых областях таким образом, чтобы образовать замкнутое пространство или фланцевое уплотнение, которое замыкает впитывающие слои. Соединение можно получить с помощью адгезивов, термоскрепления, ультразвуковой сварки, сварки токами высокой частоты, механического гофрирования и т.п., и их комбинаций.
Фиксирующий адгезив можно нанести на обращенную к одежде поверхность барьерного слоя для прикрепления абсорбирующего изделия к одежде во время использования. Фиксирующий клейкий слой может быть закрыт до использования удаляемым кусочком прокладочной бумаги.
Абсорбирующие изделия, составляющие предмет настоящего изобретения, могут включать в себя или не включать в себя крылышки 200 (или, в качестве альтернативы, отвороты или полоски) для фиксации абсорбирующего изделия на нижнем белье. Крылышки, которые также, помимо прочего, называют отворотами или другими терминами, а также их использование в гигиенических защитных изделиях описаны в патенте США № 4 687 478; патенте США № 4 589 876; патенте США № 4 900 320 и патенте США № 4,608,047, выданном Mattingly. Описания каждого из этих патентов включены в настоящий документ путем ссылки. Как описано в указанных выше документах, крылышки 200 по существу являются гибкими и выполнены с возможностью перегибания через кромки нижнего белья таким образом, чтобы крылышки 200 располагались между краями нижнего белья.
Кроме того, любой из описанных выше слоев, необязательно, покрывающий и/или барьерный слои могут иметь микро-тиснение, печатный узор, имеют печатную сообщение для потребителя, и/или может быть по меньшей мере частично окрашен.
Тестирование деформации/распределения
Тестирования деформации/распределения имитирует каким образом абсорбирующее изделие будет деформироваться и, в то же время, функционировать в отношении распределения жидкости в реальных условиях ношения. Деформированная форма абсорбирующего изделия действует там, где жидкость, выделяемая организмом, контактирует с абсорбирующим изделием. После контакта жидкости с абсорбирующим изделием, абсорбирующая структура (и любое тиснение, содержащееся на обращенной к телу поверхности) будет влиять на распределение после контакта. В идеале, жидкость концентрируется вдоль продольной центральной линии абсорбирующего изделия и по мере контактирования большего количества жидкости с изделием, жидкость распространяется в первую очередь по длине абсорбирующего изделия, поддерживая расстояние от краев абсорбирующего изделия. Абсорбирующие изделия в результате этого типа контакта жидкости и распределения предоставляют потребителю уверенность, что протечка не произойдет.
Устройство 150, используемое при проведении тестирования деформации/распределения, изображено на Фиг. 6-8 и представляет собой модифицированный вариант устройства, описанного в патенте США № 5,607,414, выданного Richards et al., который включен в настоящий документ путем ссылки. Опорные блоки 10 имеют изогнутые поверхности, как показано на Фиг. 6 с радиусом кривизны, равным 92 мм. Продольное расстояние (вдоль оси х) между точками 50а и 50b опорных блоков 10, как показано на Фиг. 6, составляет 77 мм. В точках 50а и 50b, которые касаются изогнутых поверхностей параллельно горизонтальной плоскости. Кромка 60 опорных блоков 10 имеет ширину 80 мм. Кромка 70 опорных блоков 10 имеет длину 105 мм. Кромка 80 опорных блоков 10 имеет высоту 75 мм. Компрессионные пластины 30 имеют длину 70 мм, измеренную вдоль компрессионных пластин 30 в направлении от точки 50а к точке 50b (вдоль оси х, параллельно кромке 70) и имеют радиус 224 мм, измеренный относительно вертикальной оси z’, изображенной на Фиг. 6. Компрессионные пластины имеют ширину 34 мм в направлении вертикальной оси z.
Опорные блоки 10 неподвижно закреплены на опорной пластине 90, имеющей толщину 12 мм. Точки 50а и 50b расположены на расстоянии приблизительно 5 мм над верхней поверхностью опорной пластины 90. Нижние поверхности компрессионных пластин 30 находятся в одной плоскости с верхней поверхностью опорной пластины 90. Опорная пластина имеет длину 90 мм и ширину 77 мм шириной через вырезанную область 110, расположенную между двумя опорными блоками.
Трусики 300, как описано ниже, разрезают на каждой секции бедра таким образом, чтобы ее можно было положить горизонтально, как показано на Фиг. 7. Полоски двойной клейкой ленты 400 размещены на двух тестовых опорных блоках 10 на участках 100 (участок 100 изображен в виде участка между пунктирными линиями на изогнутых поверхностях блоков 10 на Фиг. 6). Тип клея 400 - Tectape, код 633, поставляется компанией Day, Бразилия. Каждый из участков клейкой ленты 100 имеет ширину 65 мм в направлении кромки 60 и покрывает всю криволинейную поверхность опорных блоков в направлении, перпендикулярном кромке 60. Разрезанную одежду затем укладывают на две опоры таким образом, чтобы промежность образовывала перемычку между опорными блоками 10, как показано на Фиг. 7. Трусики 300 помещают таким образом, чтобы не было никакого существенного натяжения ткани, но также и не было зазора. Трусики также размещают таким образом, чтобы не было складок или растяжения одежды на участках, содержащих клейкую ленту 100. Кроме того, самый узкий участок части промежности располагают по центру между опорными блоками 10. Кроме того, каждый опорный блок имеет зажим 120 для облегчения оттягивания одежды вниз.
Тестовый образец изделия получают путем удаления абсорбирующего изделия из упаковки и удаления любой другой прокладочной бумаги с продукта. Образец изделия помещают на опорные блоки 10 таким образом, чтобы вся площадь расположенного по центру клея образца изделия приклеилась к трусикам 300. Крылышки 200 образца изделия (если они есть) оборачивают и прикрепляют к задней стороне трусиков (т.е. стороне трусиков, обращенной к устройству). Очень важно избежать деформации центральной области 3 впитывающей сердцевины образца изделия при размещении его на опоре и оборачивании, и приклеивании крылышек 200 к задней стороне трусиков. Оборачивание крылышек 200 вокруг трусиков выполняется таким образом, чтобы каждое крылышко было обернуто как можно подальше на задней стороне трусиков 300 таким образом, чтобы трусики не собирались или деформировались. Применяется давление пальцами, чтобы обеспечить, что крылышко 200 приклеено к задней стороне трусиков 300.
Компрессионные пластины 30 устройства 150 расположены на исходном расстоянии (или первой позиции) 65 мм друг от друга. Компрессионные пластины 30 сжимают (или перемещают) вместе со скоростью 15 мм/сек, пока они не отделяться друг от друга на расстоянии 25 мм (или второй позиции), компрессионные пластины 30 затем раздвигают со скоростью 15 мм/сек пока они не будут снова разделены друг от друга на расстоянии 65 мм (первая позиция). Указанные расстояния 25 и 65 мм основаны на ближайших точках на изделии, обращенном к компрессионным пластинам 20 и трусикам 300, когда изделие и трусики размещены на устройстве для тестирования. В отдельном варианте осуществления, сжатие (или перемещение) компрессионных пластин 30 осуществляется пневматическими цилиндрами; однако, необязательно, можно использовать и другие механизмы сжатия, способные обеспечивать указанные выше указанное сжатия и обратное перемещение, например, серводвигатели. Блок управления (130) может быть установлен на аппарат для приведения в действие тестирования и управления параметрами тестирования (например, количество циклов тестирование и скорости цикла тестирования).
После трех сжатий, образец изделия удерживают в сжатом (или деформированном) состоянии (то есть, не возвращают в исходное положение) и визуально осматривают деформацию, чтобы определить образование конфигурации либо «выпуклой формы», либо «чашеобразной формы», либо «скопления». Если часть образца изделия, сжатая компрессионными пластинами 30, поднимается вертикально вдоль проходящей продольно центральной линии образца изделия над (т.е., вертикально выше) любой остальной периферийной частью образца изделия в направлении вертикальной оси z, то полученная деформация классифицируется как «выпуклая», как на Фиг. 9-14. Если, при описанных выше обстоятельствах, часть образца изделия на ее продольно проходящей центральной линии находится под (т.е., вертикально ниже) любой остальной периферийной части образца изделия (т.е., в направлении, противоположном направлению описанной выше выпуклости), деформация классифицируется как «чашеобразная». Если часть образца изделия, сжатая компрессионными пластинами 30, ни поднимается, ни опускается вертикально вдоль проходящей продольно центральной линии образца изделия, так, чтобы оказаться выше (или ниже) любой остальной периферийной частью образца изделия, в положительном или отрицательном, в зависимости от ситуации, направлении вертикальной оси z, то полученная деформация классифицируется как «скопление».
Описанную выше процедуру повторяют 10 раз на отдельных тестовых образцах изделия. Возникновение «выпуклой формы», «чашеобразной формы» или «скопления» регистрируют в конце каждой процедуры тестирования. Рассчитывают процент процедур, в результате которых возникает деформация «выпуклой формы». Изделия по настоящему изобретению деформируются и приобретают «выпуклую форму» деформации, по меньшей мере, приблизительно 75%, необязательно, по меньшей мере, приблизительно в 80%, необязательно, по меньшей мере, приблизительно в 85%, необязательно, по меньшей мере, приблизительно в 90%, необязательно, по меньшей мере, приблизительно в 95% таких повторных процедур.
Для каждого тестируемого изделия, после деформирования тестируемого изделия, согласно описанной выше процедуре, образец изделия удерживают в сжатом (или деформированном) состоянии и оценивают способность образца изделия впитывать и распределять жидкость вдоль продольно проходящей центральной линии образца изделия следующим образом:
Синтетические менструальные выделения получают по способу, раскрытому в публикации патента США № 20070219520, выданного Miura et al., публикация которого включена в настоящий документ путем ссылки. В соответствии с настоящим описанием в качестве текучей среды в испытании использовали следующая смесь, имитирующую биологические жидкости: 49,5% раствора натрия хлорида 0,9% (VWR, № по кат. VW 3257-7), 49,05% глицерина (Emery 917), 1% феноксиэтанола (Clariant Corporation Phenoxetol®) и 0,45% хлористого натрия (Baker sodium chloride crystal № 9624-05). Семь мл испытуемой жидкости (7 мл) капали на расстоянии 1 мм над поверхностью продукта на центр продукта в его деформированном состоянии со скоростью 1 мл/мин с помощью коммерчески доступного насоса 140, см. PUMP 11 ELITE, поставляемого компанией Harvard Apparatus (Плимут Митинг, Пенсильвания), использовали пипетку 140а с внутренним диаметром просвета 1,5 мм, которую держали вертикально с точки выхода над центром продукта (т.е., кончик, равный диаметром 1,5 мм), чтобы капать контрольную синтетическую менструальную жидкость, как уже было описано. После завершения потока из пипетки, оставляли дополнительно на 5 минут и, затем измеряли пятно на продукте по наибольшей длине и ширине.
Трусики, которые используют для этого теста, состоят из тканой хлопчатобумажной ткани с эластичными полосками в области ног, поставляемых компанией Marisa в Бразилии (код поставщика 29771). Этот тип ткани и конструкции в трусиков доступен в большинстве регионов. Промежность трусиков в самом узком месте имеет ширину от 60 до 70 мм. Некоторые трусики имеют часть с двойным слоем ткани по центру. На расстоянии 50 мм вперед и назад от самого узкого места, ширина трусиков составляет от 70 до 80 мм.
Из представленного выше описания специалист в области может понять существенные характеристики настоящего изобретения и, не отклоняясь от основных принципов и охвата настоящего изобретения, сможет вносить различные изменения и модификации. Проиллюстрированные или приведенные в качестве примеров варианты осуществления не должны рассматриваться как ограничения различных возможных вариантов осуществления настоящего изобретения.
ПРИМЕРЫ
Пример I
Частота деформации выпуклой формы и соотношение средней длины пятна к ширине абсорбирующего изделия по настоящему изобретению, как измерено методом тестирования деформации/распределения, описанным выше.
Десять образцов абсорбирующего изделия были получены с использованием полипропиленового нетканого волокна спанбонд 15 г/м2 (Spunbond 15), поставляемого компанией Polystar, Бразилия, в качестве покрывающего слоя; целлюлозного пуха 415 г/м2 (класс 4881), поставляемого компанией Georgia Pacific, США в качестве впитывающего слоя; и полиэтиленовой пленки 21 г/м2 (ПЭ 21), поставляемого компанией Clopay, Бразилии в качестве барьерного слоя. Тисненый узор Фиг. 3 был применен в частях абсорбирующих изделий, как описано выше с толщиной тиснения от 2 мм до 3 мм при измерении от верхней поверхности абсорбирующего изделия на тиснении. Образцы абсорбирующего изделия были протестированы на предмет выпуклой деформации и продольного впитывания жидкости при помощи метода тестирования деформации/распределения, описанного выше. Прокладки Intimus Gel Noturno (Kimberly Clark, Бразилия - Сравнительный образец 1) и прокладки Sempre Livre Tri-Protect (Johnson & Johnson do Brasil, Бразилия - Сравнительный образец 2) использовали в качестве сравнительных примеров. Результаты показаны в Табл. 1 ниже.
Как следует из вышеприведенного описания и прилагаемых картинок, впитывающие изделия, относящиеся к настоящему изобретению, обладают структурой, которая придает изделиям отличные свойства капиллярного распределения и в то же время отличные впитывающие свойства, а также свойства управляемой деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абсорбирующее изделие, демонстрирующее управляемую деформацию и продольное распределение текучей среды | 2015 |
|
RU2683660C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ УПРАВЛЯЕМУЮ ДЕФОРМАЦИЮ И ПРОДОЛЬНОЕ РАСПРЕДЕЛЕНИЕ ЖИДКОСТИ | 2015 |
|
RU2692017C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ УПРАВЛЯЕМУЮ ДЕФОРМАЦИЮ И ПРОДОЛЬНОЕ РАСПРЕДЕЛЕНИЕ ТЕКУЧЕЙ СРЕДЫ | 2015 |
|
RU2703118C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ УПРАВЛЯЕМУЮ ДЕФОРМАЦИЮ И ПРОДОЛЬНОЕ РАСПРЕДЕЛЕНИЕ ЖИДКОСТИ | 2015 |
|
RU2801645C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ УПРАВЛЯЕМУЮ ДЕФОРМАЦИЮ И ПРОДОЛЬНОЕ РАСПРЕДЕЛЕНИЕ ТЕКУЧЕЙ СРЕДЫ | 2015 |
|
RU2682776C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ВЫДЕЛЕННЫМ АКТИВНЫМ БАРЬЕРОМ | 2013 |
|
RU2606068C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ СО МНОЖЕСТВОМ КАНАЛОВ, ВЫТЯНУТЫХ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ | 2012 |
|
RU2628895C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С МНОЖЕСТВОМ КАНАЛОВ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ | 2010 |
|
RU2524884C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ВЫДЕЛЕННЫМ ПАССИВНЫМ БАРЬЕРОМ | 2013 |
|
RU2606067C2 |
| ГИГИЕНИЧЕСКАЯ ПРОКЛАДКА | 2001 |
|
RU2277891C2 |







Настоящее изобретение в целом относится к абсорбирующим изделиям и, в частности, к абсорбирующим изделиям, демонстрирующим управляемую деформацию и повышенное впитывание жидкости в продольном направлении по абсорбирующему изделию. 12 з.п. ф-лы, 24 ил. 
1. Абсорбирующее изделие, имеющее обращенную к телу поверхность, причем обращенная к телу поверхность содержит:
первый тисненый узор и
второй тисненый узор,
причем первый тисненый узор имеет соответствующие концы, при этом соответствующие концы первого тисненого узора содержат по меньшей мере один первоначально разветвляющийся канал; и
при этом по меньшей мере один первоначально разветвляющийся канал соответствующих концов первого тисненого узора проходит продольно вокруг продольно проходящей центральной линии; и
при этом изделие содержит центральную продольную зону, проходящую симметрично вокруг и вдоль продольно проходящей центральной линии через изделие и содержащую противоположные продольно проходящие края центральной продольной зоны параллельно продольно проходящей центральной линии, определяющей ширину W центральной продольной зоны от около 5 мм до около 20 мм, и при этом первый тисненый узор центральной области расположен в пределах и не выходит за пределы ширины W центральной продольной зоны; и
причем второй тисненый узор по меньшей мере частично отделен центральной продольной зоной так, что участок второго тисненого узора проходит продольно через один край центральной продольной зоны, и другой участок второго тисненого узора проходит продольно через другой край центральной продольной зоны; и
причем первый и второй узоры выполнены для деформирования изделия в выпуклую форму деформации при тестовой деформации на по меньшей мере 75% подобной тестовой деформации и создания соотношения средней длины пятна к ширине пятна по меньшей мере 1,5 при тестировании и измерении в соответствии с методом тестирования деформации/распределения, раскрытым в описании настоящего документа.
2. Изделие по п. 1, в котором выпуклая деформация сформирована с частотой по меньшей мере 80% из подобных деформаций.
3. Изделие по п. 2, в котором выпуклая деформация сформирована с частотой по меньшей мере 85% из подобных деформаций.
4. Изделие по п. 1, в котором полученное соотношение средней длины пятна и ширины пятна составляет по меньшей мере 2,0.
5. Изделие по п. 1, в котором изделие имеет продольно проходящую центральную линию, так что первый тисненый узор проходит вокруг и в направлении продольно проходящей центральной линии.
6. Изделие по п. 1, в котором соответствующие концы первого тисненого узора содержат по меньшей мере два первоначально разветвляющихся канала.
7. Изделие по п. 6, в котором соответствующие концы первого тисненого узора содержат по меньшей мере три первоначально разветвляющихся канала.
8. Изделие по п. 1, в котором по меньшей мере один первоначально разветвляющийся канал, проходящий в направлении вдоль продольно проходящей центральной линии, расположен в центральной продольной зоне и не выходит за пределы ширины W центральной продольной зоны.
9. Изделие по п. 1, в котором по меньшей мере один первоначально разветвляющийся канал, проходящий продольно вдоль продольно проходящей центральной линии, содержит по меньшей мере один вторично разветвляющийся канал.
10. Изделие по п. 9, в котором по меньшей мере один вторично разветвляющийся канал по меньшей мере одного первоначально разветвляющегося канала, проходящий в направлении вдоль продольно проходящей центральной линии, расположен в центральной продольной зоне и выходит за пределы ширины W центральной продольной зоны.
11. Изделие по п. 1, в котором ширина W центральной продольной зоны составляет от около 5 мм до около 20 мм.
12. Изделие по п. 1, в котором изделие имеет поперечно проходящую центральную линию, так что второй тисненый узор по меньшей мере частично отделен центральной продольной зоной, второй тисненый узор отделен от, соответственно, краев центральной продольной зоны в направлении поперечно проходящей центральной линии.
13. Изделие по п. 12, в котором каждый участок второго тисненого узора отделен расстоянием от около 5 мм до около 26 мм от ближайшего края центральной продольной зоны.
| ДВИГАТЕЛЬ С ВНЕШНИМ ПОДВОДОМ ТЕПЛА | 2003 |
|
RU2246021C2 |
| WO 2012086265 A1, 28.06.2012 | |||
| US 5197959 A, 30.03.1993 | |||
| Кормораздатчик | 1991 |
|
SU1818031A1 |

