Настоящее изобретение относится к таре для потребительских товаров, которая находит конкретное применение для хранения потребительских товаров, таких как курительные изделия (например, сигареты), и к заготовке для изготовления такой тары.
Курительные изделия, такие как сигареты и сигары, обычно упаковывают в жесткую тару с шарнирной крышкой. Она обычно содержит коробочную часть, имеющую переднюю стенку коробки, заднюю стенку коробки, боковые стенки коробки и основание коробки. Она также обычно содержит крышечную часть с передней стенкой крышки, задней стенкой крышки, боковыми стенками крышки и верхней стенкой крышки. Крышечная часть обычно шарнирно соединена с коробочной частью вдоль шарнирной линии, проходящей поперек задней стенки тары. Указанная шарнирная линия обычно образована в виде линии предварительной складки, линии биговки или линии залома. Пакет курительных изделий, размещаемых в коробочной части, обычно обертывают во внутреннюю обертку или помещают во внутреннюю пачку из металлизированной бумаги, металлической фольги или другого гибкого листового материала. Для доступа к пакету курительных изделий, находящемуся внутри внутренней обертки, потребитель должен удалить верхний участок внутренней обертки после первого открытия тары с шарнирной крышкой.
В случае такой тары дополнительно известно, что определенные углы коробки и крышки закругляют или скашивают для придания таре оригинального внешнего вида. Ранее это обычно осуществлялось путем создания линий ослабления, таких как линии биговки или линии залома, в заготовке в областях, образующих кромки тары. Указанные линии ослабления обеспечивают возможность сгиба заготовки таким образом, чтобы угол сгиба между двумя смежными стенками был не острым, а плавно закругленным. Одна такая тара, содержащая на боковых участках боковых стенок множество специальных линий сгиба, предназначенных для обеспечения возможности ее правильного сгиба во время изготовления тары, известна из WO 2010/001335.
В таре с шарнирной крышкой эта крышка часто дополнительно содержит крышечный передний клапан, проходящий от нижней кромки передней стенки крышки вдоль линии сгиба. Когда тара собрана из заготовки, крышечный передний клапан загнут внутрь и обычно прикреплен к внутренней поверхности передней стенки крышки. Таким образом повышают жесткость крышки при одновременном улучшении отделки и внешнего вида передней стороны тары. Тара, содержащая один такой передний крышечный клапан, известна, например, из WO 2010/001335 и EP 2789547.
С целью облегчения и направления складывания заготовки для образования тары вышеописанного типа, выполняют линию биговки на нижней кромке передней стенки крышки, благодаря чему обеспечивают возможность легкого сгибания крышечного клапана внутрь примерно на 180 градусов, чтобы он прилегал к внутренней стороне передней стенки крышки. С этой целью осуществляют непрерывную подачу полосы материала пластинчатой заготовки в машину, оснащенную одним или более биговочными модулями, выполненными с возможностью образования локальных линейных углублений в пластинчатом материале таким образом, чтобы уменьшить стойкость последнего к изгибу. Таким образом обеспечивают возможность удобного сгибания или складывания материала пластинчатой заготовки вдоль линии (линий) биговки посредством фальцовочной машины.
В качестве альтернативы, в WO 2008/044190 было предложено выполнять в заготовке, предназначенной для изготовления тары, специальную линию сгиба, состоящую из двух параллельных линий залома, путем надрезания или биговки материала заготовки таким образом, чтобы указанные параллельные линии залома располагались в непосредственной близости к центральной гребнеобразной перегородке. Одна такая заготовка может быть загнута с образованием угла примерно 90 градусов или более по специальному сгибу.
В частности, линии залома выполняют на внутренней стороне заготовки таким образом, чтобы ослабление ощущалось извне лишь в слабой степени. В WO 2008/044190 раскрыто, что расстояние между линиями залома зависит от типа материала заготовки и должно определяться индивидуально. Однако, расстояние между центрами двух параллельных линий залома предпочтительно составляет в 1-3 раза больше, чем толщина материала заготовки.
Тем не менее, операция биговки может повысить сложность процесса изготовления. Это представляет недостаток, в частности, в том случае, если в заготовке требуется выполнить несколько других линий ослабления, например линий для образования скошенных или закругленных углов тары. Соответственно, было бы желательно создать усовершенствованные тару и заготовку, которые могут быть с удобством изготовлены и собраны более простым и экономичным образом. Кроме того, было бы желательно создать усовершенствованные тару и заготовку, изготовление которых можно легко сочетать с образованием линий ослабления, таких как линии залома, в заготовке с тем, чтобы упростить и сделать более гибким процесс производства и сборки в целом. В то же время, было бы желательно создать тару для потребительских товаров, которая имела бы улучшенный внешний вид и создавала у потребителя более выраженное ощущение гладкости.
Согласно первому аспекту настоящего изобретения, предложена тара с шарнирной крышкой для потребительских изделий, содержащая коробку и шарнирную крышку, причем шарнирная крышка соединена с коробкой вдоль шарнирной линии и имеет возможность поворота вокруг этой шарнирной линии между закрытым положением и открытым положением. Шарнирная крышка содержит первую стенку крышки и крышечный клапан, отходящий от первой стенки крышки вдоль кромочной линии сгиба и загнутый внутрь в направлении внутренней поверхности первой стенки крышки. Тара по меньшей мере частично образована из заготовки, имеющей толщину (Т), и эта пластинчатая заготовка образует в таре кромочный участок сгиба, соединенный с первой стенкой крышки и крышечным клапаном. Внутренняя поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине. Абляционная область (А) содержит одну или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем примерно 50 процентов от толщины (Т) пластинчатой заготовки, причем указанные одна или более абляционных зон имеют суммарную ширину, которая по меньшей мере примерно в 1,5 раза больше толщины (Т) пластинчатой заготовки.
Согласно второму аспекту настоящего изобретения, предложена пластинчатая заготовка для изготовления тары для потребительских изделий. Указанная заготовка имеет толщину (Т) и содержит образующий коробку участок заготовки для образования коробочной части тары и образующий крышку участок заготовки для образования крышечной части тары. Образующий крышку участок заготовки содержит панель передней стенки крышки, предназначенную для образования передней стенки крышки, и панель крышечного клапана, отходящую от панели передней стенки крышки вдоль кромочной линии сгиба. Пластинчатая заготовка образует кромочный участок сгиба, соединенный с панелью передней стенки крышки и панелью крышечного клапана. Одна поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине. Абляционная область (А) содержит одну или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем 50 процентов от толщины (Т) пластинчатой заготовки, причем указанные одна или более абляционных зон имеют суммарную ширину, которая по меньшей мере в 1,5 раза больше толщины (Т) пластинчатой заготовки.
Согласно третьему аспекту настоящего изобретения, предложена тара для потребительских изделий, содержащая первую стенку и вторую стенку, отходящую от первой стенки вдоль кромочного участка сгиба. Первая стенка загнута по кромочному участку сгиба в направлении внутренней поверхности второй стенки на угол, превышающий 90 градусов. Тара по меньшей мере частично образована из пластинчатой заготовки, имеющей толщину (Т), причем эта пластинчатая заготовка образует в таре кромочный участок сгиба, шарнирно соединяющий стенку и клапан. Внутренняя поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении этого кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине. Абляционная область (А) содержит одну или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем примерно 50 процентов от толщины (Т) пластинчатой заготовки, причем указанные одна или более абляционных зон имеют суммарную толщину, которая по меньшей мере примерно в 1,5 раза больше толщины (Т) пластинчатой заготовки.
Следует иметь в виду, что любые признаки, описанные в отношении одного аспекта настоящего изобретения, в равной степени применимы к любому другому аспекту настоящего изобретения.
В настоящем изобретении предложена тара с шарнирной крышкой для потребительских товаров, причем указанная крышка содержит стенку и клапан, отходящий от указанной стенки и загнутый внутрь таким образом, чтобы он прилегал по существу к внутренней поверхности указанной стенки. Примером является тара с шарнирной крышкой для потребительских товаров, в которой крышка содержит клапан, отходящий от передней стенки крышки и загнутый внутрь для повышения жесткости передней стороны крышки при одновременном улучшении отделки и внешнего вида передней стороны тары в целом. Тем не менее, это может быть отнесено к любому другому клапану, отходящему от плоской стенки тары, причем эти клапан и плоская стенка образованы из смежных панелей одной и той же заготовки и первоначально лежат в одной плоскости, при этом во время сборки тары из заготовки панель заготовки, предназначенную для формирования клапана, сгибают на угол, превышающий 90 градусов, в направлении той панели заготовки, которая предназначена для образования плоской стенки.
В контексте данного документа термины «передний», «задний», «верхний», «нижний», «верх», «низ» и «боковая сторона» обозначают относительные положения участков тары согласно настоящему изобретению и ее компонентов, когда тара находится в вертикальном положении, крышка внешнего корпуса находится в закрытом положении и шарнирная линия расположена на задней стенке тары. При описании тары согласно настоящему изобретению указанные термины используются независимо от ориентации описываемой тары. Задняя стенка тары представляет собой стенку, содержащую шарнирную линию.
Термин «внутренняя поверхность» используется в настоящем описании для обозначения той поверхности компонента собранной тары, которая обращена внутрь тары, например в направлении потребительских товаров, когда тара находится в закрытом положении. Термин «внешняя поверхность» используется в настоящем описании для обозначения той поверхности компонента тары, которая обращена наружу от тары. Следует отметить, что внутренняя или внешняя поверхность не обязательно эквивалентна конкретной стороне заготовки, используемой при сборке тары. В зависимости от того, каким образом заготовка сложена вокруг потребительских товаров, области, находящиеся с одной и той же стороны заготовки, могут быть обращены либо внутрь тары, либо наружу от нее.
Термин «шарнирная линия» относится, в частности, к линии, вокруг которой можно поворачивать крышку с целью открытия тары. Шарнирная линия может представлять собой, например, линию предварительного сгиба или линию залома в панели, образующей заднюю стенку тары.
Термин «абляционная область» используется в данном документе для обозначения минимальной области заготовки, которая заключает в себе все абляционные зоны на кромочном участке сгиба.
Термин «абляционная зона» используется в данном документе для обозначения области кромочного участка сгиба, из которой была осуществлена абляция материала (т.е. удаление посредством лазерного луча или ножа) с поверхности пластинчатой заготовки или тары. Соответственно, остаточная толщина абляционной зоны составляет меньше, чем толщина (Т) пластинчатой заготовки. Предпочтительно, абляционную зону выполняют в виде канавки в заготовке. Она может быть образована с помощью линейного абляционного инструмента, такого как лазер или нож. В вариантах осуществления, в которых все абляционные зоны образованы параллельными канавками в заготовке, площадь абляционной области может быть определена как площадь области, заключающей внутри себя все канавки на кромочном участке сгиба. Таким образом, в указанных вариантах осуществления ширина абляционной области может быть определена как размер, проходящий поперечно канавкам, от первой до последней из канавок на кромочном участке сгиба. В целом, выражение «длина кромочного участка сгиба» используется для описания того, на какую величину этот кромочный участок сгиба проходит в продольном направлении вдоль кромочной линии сгиба, по которой указанный клапан отходит от первой стенки. Выражение «ширина кромочного участка сгиба» используется для описания того, на какую величину этот кромочный участок сгиба проходит поперечно указанной длине.
Выражение «загнут по углом, превышающим 90 градусов», используется в настоящем документе для описания первого элемента тары или заготовки согласно настоящему изобретению, который во время сборки тары сгибают в направлении внутренней поверхности второго элемента тары. Данное выражение должно пониматься как относящееся к первоначальному состоянию, в котором заготовка является по существу плоской, вследствие чего первый элемент и второй элемент заготовки копланарны, и первая поверхность первого элемента и внутренняя поверхность второго элемента находятся с одной и той же стороны заготовки. Во время сборки тары первый элемент сгибают в направлении второго элемента, по существу поворачивая вокруг кромочного участка сгиба таким образом, чтобы первая поверхность первого элемента образовала угол, меньший 90 градусов, с внутренней поверхностью второго элемента.
В отличие от известной тары данного типа, тару согласно настоящему изобретению образуют из пластинчатой заготовки, которая содержит одну или более абляционных зон в пределах абляционной области, образующей кромочный сгиб между плоской стенкой и клапаном, отходящим от этой плоской стенки. В указанных абляционных зонах толщина пластинчатой заготовки уменьшена в результате удаления (например, посредством лазерной абляции) части материала заготовки, так что остаточная толщина в абляционных зонах составляет менее чем примерно 50 процентов от толщины (Т) пластинчатой заготовки, и суммарная ширина абляционных зон по меньшей мере примерно в 1,5 раза превышает толщину (Т) пластинчатой заготовки.
Заявителем неожиданно было обнаружено, что таким образом обеспечивается преимущество, состоящее в уменьшении усилия, требующегося для сгибания клапана при сборке тары из заготовки. Соответственно, обеспечивается возможность упрощения процесса образования тары из заготовки. Дополнительно, поскольку кромочная линия сгиба может быть образована путем удаления материала из заготовки, например, посредством лазерной абляции, обеспечивается также преимущество, состоящее в повышении гибкости процесса изготовления тары.
Когда тару собирают из заготовки, кромочный участок сгиба должен быть в некоторой степени деформирован в то время, когда заготовку складывают с перемещением клапана в направлении внутренней поверхности первой стенки. Тем не менее, специалистам должно быть понятно, что это по существу не должно привести к изменению того, что понимается под «длиной и шириной кромочного участка сгиба», «длиной и шириной абляционной области» или «шириной абляционной области» на внутренней поверхности кромочного участка сгиба, поскольку в отношении их размера ссылка всегда делается на плоскую заготовку, из которой была образована тара.
Термин «остаточная толщина» используется в данном документе для обозначения минимального расстояния, измеренного между двумя противоположными поверхностями пластинчатой заготовки или стенки тары, образованной из этой заготовки. На практике расстояние при заданном местоположении измеряют вдоль направления, локально перпендикулярного указанным противоположным поверхностям. «Остаточная толщина» абляционной зоны может быть постоянной по абляционной зоне, если удаление материала осуществляют однородно по существу по всей абляционной зоне (плоский профиль). В качестве альтернативы, остаточная толщина абляционной зоны может изменяться по ширине абляционной зоны, если материал удаляют неоднородно по абляционной зоне (например, V-образные и U-образные канавки).
Термин «упругое возвратное усилие» представляет собой известный из уровня техники термин для обозначения конкретного свойства пластинчатой заготовки. Данный термин, вместо которого иногда используют термин «несминаемость», обозначает усилие (в Ньютонах), требующееся для удержания бигованного образца, который сложен на 90 градусов, в течение 15-секундного периода. Измерение осуществляют в конце указанного 15-секундного периода. Упругое возвратное усилие участка пластинчатой заготовки может быть измерено с помощью известного прибора PIRA для испытания на жесткость сгибов и панелей (поставляется на рынок, например, компанией Messmer and Buchel, Великобритания). Как известно из уровня техники, для измерения упругого возвратного усилия кромочного участка сгиба тары сначала необходимо взять из пластинчатой заготовки образец этого участка для испытания. Как показано на фиг. 1, в случае пачек с закругленным углом, для целей настоящего изобретения оценивают упругое возвратное усилие пачки путем осуществления измерений на образце с размерами 38±1 миллиметров на 38±0,5 миллиметров, причем участок образца, образующий угол, расположен на расстоянии 21±0,5 миллиметров от одной стороны заготовки (см. также фиг. 2). Перед началом испытаний заготовка должна быть подвергнута кондиционированию при 22 градусах по Цельсию и относительной влажности 60 процентов в течение по меньшей мере 24 часов.
В самом общем виде, тара согласно настоящему изобретению образована из пластинчатой заготовки и содержит коробку и крышку, шарнирно соединенную с коробкой. Крышка содержит первую стенку и клапан, отходящий от первой стенки вдоль кромочного участка сгиба. Внутренняя поверхность кромочного участка сгиба образует абляционную область (А), содержащую одну или боле абляционных зон, имеющих остаточную толщину, составляющую менее чем 50 процентов от толщины (Т) пластинчатой заготовки. Дополнительно, указанные одна или более абляционных зон имеют суммарную ширину, которая по меньшей мере примерно в 1,5 раза больше толщины (Т) пластинчатой заготовки.
Предпочтительно, указанные одна или более абляционных зон имеют суммарную ширину, которая по меньшей мере примерно в 2 раза больше толщины (Т) пластинчатой заготовки. Более предпочтительно, указанные одна или более абляционных зон имеют суммарную ширину, которая по меньшей мере примерно в 3 раза больше толщины (Т) пластинчатой заготовки.
Дополнительно, указанные одна или более абляционных зон предпочтительно имеют суммарную ширину, которая менее чем примерно в 10 раз больше толщины (Т) пластинчатой заготовки. Более предпочтительно, указанные одна или более абляционных зон предпочтительно имеют суммарную ширину, которая менее чем примерно в 5 раз больше толщины (Т) пластинчатой заготовки. Заявителем было обнаружено, что путем образования абляционных зон с суммарной шириной, находящейся в пределах указанных диапазонов, обеспечивается возможность значительного снижения упругого возвратного усилия между указанными клапаном и первой стенкой. Таким образом обеспечено преимущество, состоящее в упрощении процесса изготовления, что выражается в возможности облегчения складывания и сборки тары из заготовки и в повышении совместимости с существующим оборудованием. Дополнительно, поскольку обеспечена возможность облегчения сгибания клапана, обеспечена возможность снижения потребности в клее для удержания внутренней поверхности первой стенки в собранной таре. Кроме того, поскольку облегчено складывание заготовки для придания ей требуемой формы, снижена вероятность повреждения внешней поверхности заготовки во время сборки тары и таким образом обеспечено преимущество, состоящее в возможности улучшения отделки и внешнего вида передней стороны тары. Дополнительно, заявителем было обнаружено, что благодаря образованию абляционных зон с суммарной шириной, находящейся в пределах вышеуказанных диапазонов, не допускается снижение прочности крышки и поддерживается на приемлемом уровне общая величина энергопотребления, требующаяся для удаления материала из заготовки.
Предпочтительно, ширина (W) абляционной области составляет по меньшей мере примерно 0,5 мм. Дополнительно или в качестве альтернативы, ширина (W) абляционной области составляет менее чем примерно 2 мм. Более предпочтительно, ширина (W) абляционной области предпочтительно составляет менее чем примерно 1,5 мм.
Предпочтительно, каждая из абляционных зон имеет остаточную толщину, составляющую менее чем примерно 30 процентов от толщины (Т) пластинчатой заготовки. Более предпочтительно, каждая из абляционных зон имеет остаточную толщину, составляющую менее чем примерно 20 процентов от толщины (Т) пластинчатой заготовки. Дополнительно или в качестве альтернативы, каждая из абляционных зон предпочтительно имеет остаточную толщину, составляющую по меньшей мере примерно 5 процентов от толщины (Т) пластинчатой заготовки. Более предпочтительно, каждая из абляционных зон предпочтительно имеет остаточную толщину, составляющую по меньшей мере примерно10 процентов от толщины (Т) пластинчатой заготовки. В некоторых особо предпочтительных вариантах осуществления каждая из абляционных зон имеет остаточную толщину (RT1), составляющую примерно 20 процентов от толщины (Т) пластинчатой заготовки. Неожиданно заявителем было обнаружено, что возможна абляция материала из заготовки до указанных сравнительно больших глубин без визуальной определимости этой абляции на внешней стороне заготовки перед сборкой и, что еще более неожиданно, по существу без визуальной заметности/определимости абляции на внешней стороне тары после сборки. Это было особенно неожиданно в отношении тех участков заготовки, которые были загнуты более чем на 90 градусов.
В некоторых предпочтительных вариантах осуществления абляционная область содержит две или более абляционных зон, проходящих параллельно по существу вдоль прямой линии поперек кромочного участка сгиба тары. Более предпочтительно, указанные две или более абляционных зон образованы в виде одной или более линий залома или канавок.
В некоторых альтернативных вариантах осуществления абляционная область предпочтительно содержит одну абляционную зону, имеющую ширину, по меньшей мере примерно в 2 раза превышающую толщину (Т) пластинчатой заготовки. Предпочтительно, указанная одна абляционная зона образована в виде линии залома или канавки.
Предпочтительно, тара имеет упругое возвратное усилие менее чем примерно 80 грамм на сантиметр между передней стенкой крышки и крышечным клапаном.
Предпочтительно, крышечный клапан прикреплен к внутренней поверхности первой стенки крышки. Благодаря прикреплению крышечного клапана к внутренней поверхности первой стенки крышки, обеспечена возможность повышения прочности крышки.
Тара согласно настоящему изобретению находит применение в качестве тары для потребительских товаров, в частности удлиненных потребительских товаров, таких как курительные изделия. Тем не менее, она может также использоваться для нескольких других типов потребительских товаров. Далее, хотя в настоящем описании даются ссылки, в частности, на тару с шарнирной крышкой, в которой абляционные зоны образованы на кромочном участке сгиба, соединяющем клапан с крышкой, следует иметь в виду, что та же самая идея изобретения может быть применена к любой таре для потребительских изделий, содержащей первую стенку и вторую стенку, отходящую от первой стенки вдоль указанного кромочного участка сгиба, причем первая стенка загнута по кромочному участку сгиба в направлении внутренней поверхности второй стенки на угол, превышающий 90 градусов.
Тара может быть образована из любого подходящего материала или комбинации материалов, включая, но без ограничения, картон, плотную бумагу, пластмассу, металл или их комбинации. Предпочтительно, заготовка представляет собой пластинчатую картонную заготовку, имеющую граммаж от примерно 100 грамм на квадратный метр до примерно 350 грамм на квадратный метр. В некоторых предпочтительных вариантах осуществления заготовка имеет толщину от примерно 100 микрон до примерно 500 микрон, предпочтительно ― от примерно 200 микрон до примерно 350 микрон.
Тара может при необходимости содержать внешнюю обертку, которая предпочтительно представляет собой прозрачную полимерную пленку, например, из полиэтилена высокой или низкой плотности, полипропилена, ориентированного полипропилена, поливинилиденхлорида, целлюлозной пленки или их комбинаций, и эту внешнюю обертку наносят обычным способом. Указанная внешняя обертка может содержать отрывную ленту. Кроме того, на указанной внешней обертке могут быть напечатаны изображения, информация для потребителя или иные данные.
Дополнительно, потребительские изделия могут быть размещены внутри тары в виде пакета, обернутого во внутреннюю упаковку, образованную из металлической фольги или металлизированной бумаги. Материал внутренней упаковки может быть образован в виде ламината металлизированной полиэтиленовой пленки и облицовочного материала. Указанный облицовочный материал может представлять собой суперкаландрированную глассиновую бумагу. Дополнительно, материал внутренней упаковки может быть оснащен верхним покрытием, на котором возможна печать. Внутренняя упаковка имеет отверстие для доступа, через которое могут извлекаться потребительские товары, когда крышка тары находится в соответствующем открытом положении.
Тара предпочтительно представляет собой прямоугольный параллелепипед, содержащий две более широких стенки, разделенных двумя более узкими стенками. Тара с шарнирной крышкой согласно настоящему изобретению может иметь форму прямоугольного параллелепипеда с прямоугольными продольными и прямоугольными поперечными кромками. В качестве альтернативы, тара с шарнирной крышкой может содержать одну или более закругленных продольных кромок, закругленных поперечных кромок, скошенных продольных кромок или скошенных поперечных кромок или их комбинации. Например, тара с шарнирной крышкой согласно настоящему изобретению может содержать, без ограничения:
- одну или две продольных закругленных кромки на передней стенке и/или одну или две продольных закругленных или скошенных кромки на задней стенке;
- одну или две поперечных закругленных кромки на передней стенке и/или одну или две поперечных закругленных или скошенных кромки на задней стенке;
- одну продольную закругленную кромку и одну продольную скошенную кромку на передней стенке и/или одну поперечную закругленную кромку и одну поперечную скошенную кромку на задней стенке;
- одну или две поперечных закругленных или скошенных кромки на передней стенке и одну или две продольных закругленных или скошенных кромки на передней стенке;
- две продольных закругленных или скошенных кромки на первой боковой стенке или две поперечных закругленных или скошенных кромки на второй боковой стенке.
Если тара содержит одну или более скошенных кромок, скошенная кромка предпочтительно имеет ширину от примерно 1 мм до примерно 10 мм, предпочтительно ― от примерно 2 мм до примерно 6 мм. В качестве альтернативы, тара может содержать кромку с несколькими скосами, образованную параллельными линиями биговки или залома, расположенными чрез промежутки таким образом, что по меньшей мере на одной кромке тары образованы два или более отчетливых скосов.
В качестве альтернативы, тара может иметь непрямоугольное поперечное сечение, например многоугольное, такое как треугольное или шестиугольное, полуовальное или полукруглое.
Тара согласно настоящему изобретению находит конкретное применение в качестве пачек для удлиненных курительных изделий, например таких, как сигареты, сигары или сигариллы. Следует иметь в виду, что путем надлежащего выбора размеров тары согласно настоящему изобретению обеспечивают возможность ее изготовления для различного количества сигарет обычного формата и форматов king size, super-king size, slim или super-slim. В качестве альтернативы, внутри тары могут храниться другие потребительские товары.
Путем надлежащего выбора размеров тары согласно настоящему изобретению, обеспечивают возможность ее изготовления для хранения различного суммарного количества курительных изделий или различных компоновок курительных изделий. Например, путем надлежащего выбора размеров тары согласно настоящему изобретению обеспечивают возможность ее изготовления для хранения в общей сложности от десяти до тридцати курительных изделий.
Курительные изделия могут быть расположены в различных компоновках, в зависимости от общего количества курительных изделий.
Тара согласно настоящему изобретению может хранить курительные изделия одного типа или бренда или различных типов или брендов. Кроме того, обеспечена возможность хранения как курительных изделий без фильтра, так и курительных изделий с различными фильтрами, а также курительных изделий различной длины (например, от примерно 40 мм до примерно 180 мм) и различного диаметра (например, от примерно 4 мм до примерно 9 мм). Предпочтительно, размеры тары адаптированы к длине курительных изделий и компоновке курительных изделий. Обычно внешние размеры тары превышают размеры пакета или пакетов курительных изделий, помещаемых внутрь тары, на величину, составляющую от примерно 0,5 мм до примерно 5 мм.
Длина, ширина и глубина тары согласно настоящему изобретению могут быть такими, чтобы результирующие габаритные размеры тары были аналогичны размерам типовой одноразовой пачки на двадцать сигарет.
Предпочтительно, тара согласно настоящему изобретению имеет высоту от примерно 60 мм до примерно 150 мм, более предпочтительно ― высоту от примерно 70 мм до примерно 125 мм, причем высоту измеряют от нижней стенки до верхней стенки тары.
Предпочтительно, тара согласно настоящему изобретению имеет ширину от примерно 12 мм до примерно 150 мм, более предпочтительно ― ширину от примерно 70 мм до примерно 125 мм, причем ширина измеряется от одной боковой стенки до другой боковой стенки тары.
Предпочтительно, тара согласно настоящему изобретению имеет глубину от примерно 6 мм до примерно 150 мм, более предпочтительно ― глубину от примерно 12 мм до примерно 25 мм, при этом глубину измеряют от передней стенки до задней стенки тары.
Предпочтительно, соотношение высоты тары к глубине тары составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно - от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно - от примерно 3 к 1 до 5 к 1.
Предпочтительно, соотношение ширины тары к глубине тары составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно - от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно - от примерно 2 к 1 до 3 к 1.
Предпочтительно, соотношение высоты задней стенки крышки к высоте задней стенки коробки внешнего корпуса составляет от примерно 0 к 1 (крышка расположена на верхней кромке тары) до примерно 1 к 1, более предпочтительно - от примерно 1 к 5 до примерно 1 к 10, наиболее предпочтительно ― от примерно 1 к 6 до примерно 1 к 8.
Внешние поверхности тары согласно настоящему изобретению могут быть подвергнуты печати, конгревному тиснению, блинтовому тиснению или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками.
Тара согласно настоящему изобретению может быть заполнена и собрана с использованием обычного оборудования и способов, модифицированных для включения этапа образования абляционных зон в заготовке. Абляционные зоны могут выполняться с помощью абляционного инструмента, такого как лазер или нож. Лазер является особо предпочтительным в качестве абляционного инструмента, поскольку он обеспечивает возможность получения широкого спектра абляционных профилей и конфигураций при минимальной необходимости в регулировании лазерного инструмента. Например, лазер может многократно проходить над заданным участком заготовки для многократного удаления различных количеств материала, обеспечивая возможность получения абляционного профиля с очень высокой точностью регулирования. Это особенно полезно в случае, если абляционная зона должна иметь широкий профиль, например, с шириной более чем примерно 3 мм. Это полезно также в том случае, если требуются тонкие абляционные зоны с малыми значениями ширины. Обеспечена возможность точного регулирования относительного перемещения лазера и заготовки таким образом, чтобы образовать любой тип рисунка при изменяющейся интенсивности удаления («глубине») по абляционной области.
Изобретение будет дополнительно описано исключительно на примерах со ссылками на сопроводительные чертежи, на которых:
на фиг. 1 показана взятая в качестве образца часть пластинчатой заготовки для использовании при определении упругого возвратного усилия заготовки;
на фиг. 2 показано устройство для определения упругого возвратного усилия заготовки;
на фиг. 3 показан схематичный перспективный вид тары согласно настоящему изобретению; и
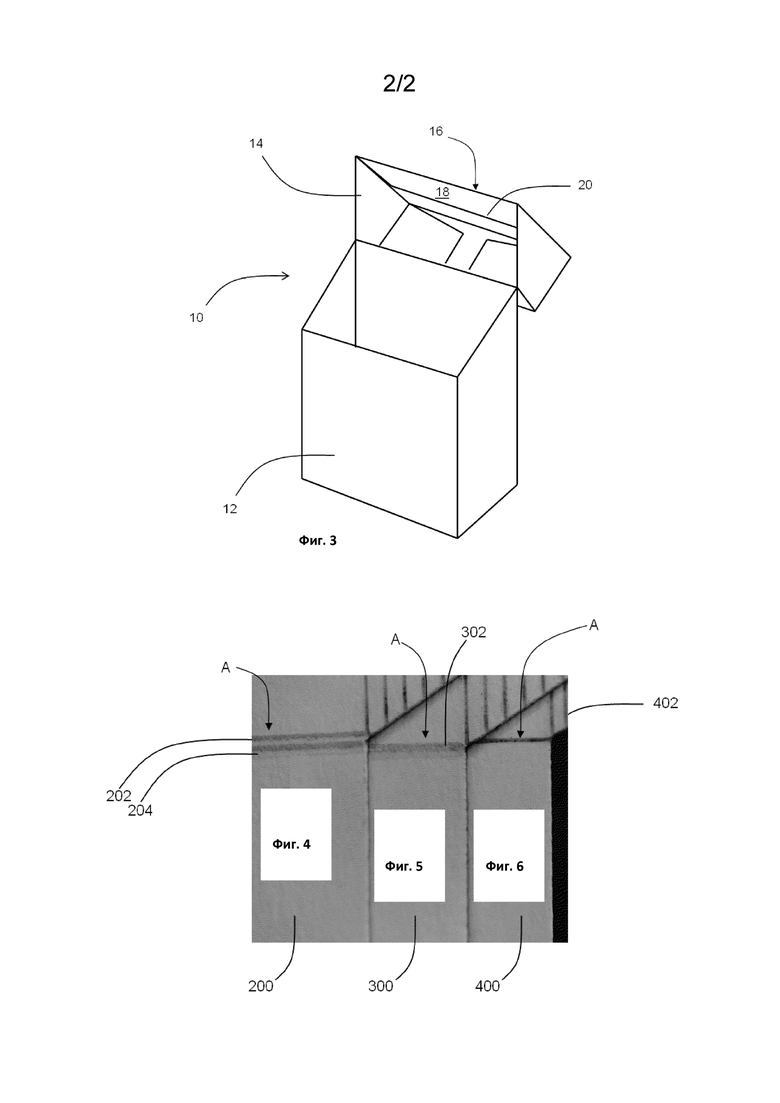
на фиг. 4 показана фотография детали заготовки для образования тары согласно первому варианту осуществления настоящего изобретения (пример 1);
на фиг. 5 показана фотография детали заготовки для образования тары согласно второму варианту осуществления настоящего изобретения (пример 2); и
на фиг. 6 показана фотография детали заготовки для образования тары согласно сравнительному примеру.
Тара 10, показанная на фиг. 3, представляет собой прямоугольный параллелепипед и содержит коробку 12 и шарнирную крышку 14, соединенную с коробкой 12 по шарнирной линии и имеющую возможность поворота вокруг этой шарнирной линии между закрытым положением и открытым положением. Шарнирная крышка 14 содержит переднюю стенку 16 крышки и крышечный клапан 18, отходящий от передней стенки 16 крышки вдоль кромочной линии 20 сгиба.
Тару собирают из пластинчатой заготовки, имеющей толщину Т и образующей в таре кромочный участок 22 сгиба, соединяющий переднюю стенку 16 крышки и крышечный клапан 18. Когда тара 10 собрана из заготовки, крышечный клапан 18 загнут внутрь в направлении внутренней поверхности передней стенки 16 крышки и прикреплен, например, с помощью клея к внутренней поверхности первой стенки крышки. Таким образом повышена прочность крышки. Кроме того, таким образом обеспечен улучшенный внешний вид нижней кромки передней стенки крышки.
Как будет описано более подробно со ссылками на чертежи на фиг. 4 и 5, внутренняя поверхность кромочного участка 22 сгиба образует абляционную область А, имеющую длину, проходящую в продольном направлении кромочного участка 22 сгиба, и ширину W, проходящую поперечно указанной длине. Абляционная область А содержит одну или более абляционных зон, имеющих остаточную толщину меньше, чем толщина Т пластинчатой заготовки. Кроме того, указанные одна или более абляционных зон имеют остаточную толщину, составляющую примерно 20 процентов от толщины (Т) пластинчатой заготовки. Как будет описано более подробно со ссылками на приведенные ниже примеры, указанные одна или более абляционных зон имеют суммарную ширину, которая более чем в 1,5 раза больше толщины (Т) пластинчатой заготовки.
Пример 1
Первый вариант пластинчатой заготовки 200 согласно настоящему изобретению изображен на фиг. 4. Как показано на чертеже, абляционная область А содержит две абляционных зоны 202, 204, проходящих параллельно вдоль по существу прямой линии поперек того участка заготовки 200, который предназначен для образования кромочного участка 22 сгиба в таре. Две абляционных зоны 202, 204 имеют суммарную ширину примерно 0,7 мм. Каждая абляционная зона имеет ширину 0,35 миллиметра. Абляционная зона А имеет ширину 0,9 миллиметра. Таким образом, между двумя абляционными зонами 202, 204 образован зазор величиной примерно 0,2 миллиметра.
Когда из пластинчатой заготовки 200 была образована тара 10, упругое возвратное усилие, измеренное между передней стенкой крышки и крышечным клапаном, составило примерно 39 грамм на сантиметр.
Пример 2
Второй вариант пластинчатой заготовки 300 согласно настоящему изобретению изображен на фиг. 4. Как показано на данном чертеже, абляционная область А содержит одну абляционную зону 302, проходящую вдоль по существу прямой линии поперек того участка заготовки 300, который предназначен для образования кромочного участка 22 сгиба в таре. Указанная одна абляционная зона 302 имеет ширину примерно 0,5 миллиметра. Таким образом, абляционная зона также имеет ширину примерно 0,5 миллиметра.
Когда из пластинчатой заготовки 300 была образована тара 10, упругое возвратное усилие, измеренное между передней стенкой крышки и крышечным клапаном, составило примерно 73 грамма на сантиметр.
Сравнительный пример 1
Первая сравнительная пластинчатая заготовка 400 изображена на фиг. 5. Как показано на данном чертеже, абляционная область А содержит одну абляционную зону 402, проходящую вдоль по существу прямой линии поперек того участка заготовки 400, который предназначен для образования кромочного участка 22 сгиба в таре. Указанная одна абляционная зона 402 имеет ширину примерно 0,1 миллиметра. Таким образом, абляционная зона также имеет ширину примерно 0,1 миллиметра.
Когда из пластинчатой заготовки 400 была образована тара 10, упругое возвратное усилие, измеренное между передней стенкой крышки и крышечным клапаном, составило примерно 113 грамм на сантиметр.
Сравнительный пример 2
Была также изготовлена и испытана вторая сравнительная пластинчатая заготовка (не показана). Эта вторая сравнительная пластинчатая заготовка содержит одну обычную линию сгиба, проходящую вдоль по существу прямой линии поперек того участка заготовки, который предназначен для образования кромочного участка сгиба в таре. Указанная линия сгиба была образована с помощью обычного оборудования, которое механически деформирует участок заготовки.
В таре, образованной из второй сравнительной пластинчатой заготовки, упругое возвратное усилие, измеренное между передней стенкой крышки и крышечным клапаном, составило примерно 40 грамм на сантиметр.
Таким образом следует сделать вывод о том, что в заготовках и таре согласно настоящему изобретению обеспечено преимущество, состоящее в возможности уменьшения усилия, которое во время сборки тары требуется приложить для сгибания крышечного клапана внутрь в направлении внутренней поверхности передней стенки крышки. Также можно сделать вывод о том, что в случае заготовок и тары согласно настоящему изобретению обеспечено преимущество, состоящее в снижении указанного усилия до уровня, который сравним с величиной, характерной для обычных сгибов и, следовательно, до уровня, который с большей вероятностью будет совестим с существующим оборудованием.

Изобретение относится к таре для потребительских изделий, содержащей коробку и шарнирную крышку, соединенную с коробкой вдоль шарнирной линии и имеющую возможность поворота вокруг этой шарнирной линии между закрытым положением и открытым положением. Шарнирная крышка содержит первую стенку крышки и крышечный клапан, отходящий от первой стенки крышки вдоль кромочной линии сгиба и загнутый внутрь в направлении внутренней поверхности первой стенки крышки. Тара по меньшей мере частично образована из заготовки, имеющей толщину (Т), и эта пластинчатая заготовка образует в таре кромочный участок сгиба, соединенный с первой стенкой крышки и крышечным клапаном. Внутренняя поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине. Абляционная область (А) содержит одну или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем примерно 50 процентов от толщины (Т) пластинчатой заготовки, причем указанные одна или более абляционных зон имеют суммарную толщину, которая по меньшей мере примерно в 1,5 раза больше толщины (Т) пластинчатой заготовки. 3 н. и 3 з.п. ф-лы, 6 ил.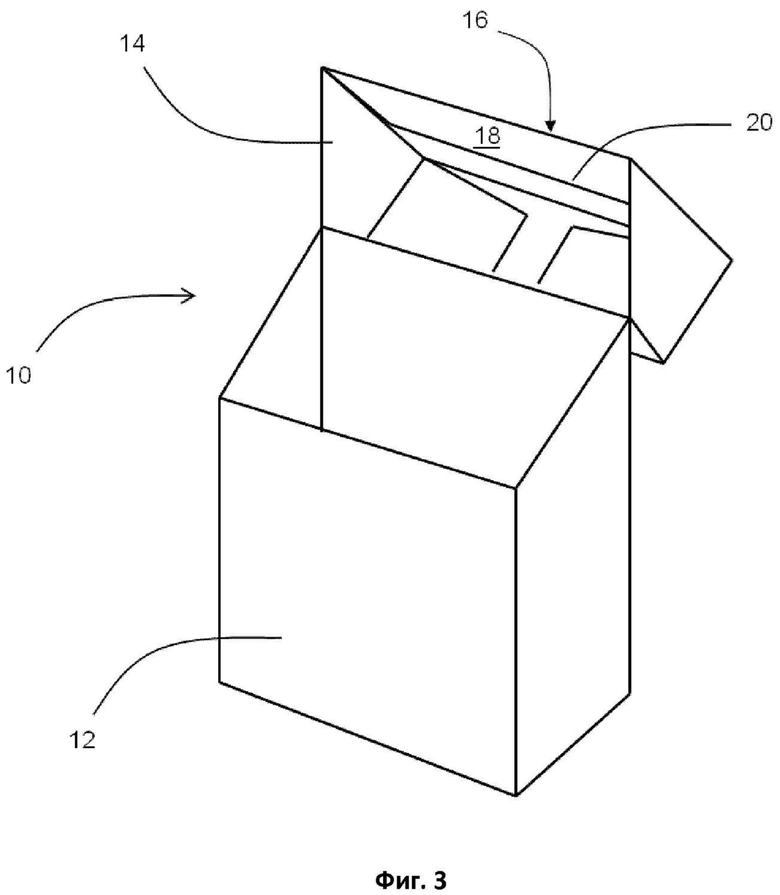
1. Контейнер с шарнирной крышкой для потребительских изделий, содержащий:
коробку и
шарнирную крышку, соединенную с коробкой вдоль шарнирной линии и имеющую возможность поворота вокруг этой шарнирной линии между закрытым положением и открытым положением,
причем
шарнирная крышка содержит первую стенку крышки и крышечный клапан, отходящий от первой стенки крышки вдоль кромочной линии сгиба и загнутый внутрь в направлении внутренней поверхности первой стенки крышки;
контейнер частично образован из пластинчатой заготовки, имеющей толщину (Т), и эта пластинчатая заготовка образует в контейнере кромочный участок сгиба, соединяющий первую стенку крышки и крышечный клапан;
внутренняя поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперек указанной длины; и
абляционная область (А) содержит две или более абляционных зон, каждая из которых имеет остаточную толщину, составляющую менее чем 50 процентов от толщины (Т) пластинчатой заготовки и по меньшей мере 5 процентов толщины (Т) пластинчатой заготовки, причем указанные две или более абляционных зон проходят параллельно вдоль по существу прямой линии поперек кромочного участка сгиба контейнера, указанные две или более абляционных зон имеют суммарную ширину, по меньшей мере в 2 раза превышающую толщину (Т) пластинчатой заготовки, и ширина (W) абляционной области (А) составляет от 0,5 мм до 2 мм.
2. Контейнер по п.1, в котором каждая из указанных двух или более абляционных зон имеет остаточную толщину, составляющую менее чем 30 процентов от толщины (Т) пластинчатой заготовки.
3. Контейнер по любому из предыдущих пунктов, в котором каждая из указанных двух или более абляционных зон имеет остаточную толщину, составляющую по меньшей мере 5 процентов от толщины (Т) пластинчатой заготовки.
4. Контейнер по любому из предыдущих пунктов, который имеет упругое возвратное усилие между первой стенкой крышки и крышечным клапаном, составляющее менее чем 80 грамм на сантиметр.
5. Пластинчатая заготовка для формирования контейнера для потребительских изделий, имеющая толщину (Т) и содержащая:
образующий коробку участок заготовки для формирования коробочной части контейнера и
образующий крышку участок заготовки для формирования крышечной части контейнера; причем
указанный образующий крышку участок заготовки содержит панель передней стенки крышки для формирования передней стенки образующего крышку участка и панель крышечного клапана, отходящую от передней панели стенки крышки вдоль кромочной линии сгиба;
пластинчатая заготовка образует кромочный участок сгиба, шарнирно соединяющий панель передней стенки крышки и панель крышечного клапана;
одна поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине; и
абляционная область (А) содержит две или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем 50 процентов от толщины (Т) пластинчатой заготовки и по меньшей мере 5 процентов толщины (Т) пластинчатой заготовки, причем указанные две или более абляционных зон проходят параллельно вдоль по существу прямой линии поперек кромочного участка сгиба контейнера, указанные две или более абляционных зон имеют суммарную ширину, по меньшей мере в 2 раза превышающую толщину (Т) пластинчатой заготовки, и ширина (W) абляционной области (А) составляет от 0,5 мм до 2 мм.
6. Контейнер для потребительских изделий, содержащий первую стенку и вторую стенку, отходящую от первой стенки вдоль кромочного участка сгиба, при этом первая стенка загнута по указанному кромочному участку сгиба в направлении внутренней поверхности второй стенки на угол, превышающий 90 градусов; причем
контейнер образован из пластинчатой заготовки, имеющей толщину (Т) и образующей в контейнере кромочный участок сгиба, шарнирно соединяющий первую стенку и вторую стенку;
внутренняя поверхность кромочного участка сгиба образует абляционную область (А), имеющую длину, проходящую в продольном направлении кромочного участка сгиба, и ширину (W), проходящую поперечно указанной длине; и
абляционная область (А) содержит две или более абляционных зон, имеющих остаточную толщину, которая составляет менее чем 50 процентов от толщины (Т) пластинчатой заготовки и по меньшей мере 5 процентов толщины (Т) пластинчатой заготовки, причем указанные две или более абляционных зон проходят параллельно вдоль по существу прямой линии поперек кромочного участка сгиба контейнера, указанные две или более абляционных зон имеют суммарную ширину, по меньшей мере в 2 раза превышающую толщину (Т) пластинчатой заготовки, и ширина (W) абляционной области (А) составляет от 0,5 мм до 2 мм.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ получения наномодифицированной добавки для пенобетонов и пенобетонная смесь, содержащая указанную добавку | 2022 |
|
RU2789547C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

