Настоящее изобретение относится к курительному изделию, имеющему полость на конце, подносимом ко рту, образованную полым трубчатым сегментом.
Сигареты с фильтром, как правило, содержат цилиндрический стержень наполнителя из резаного табака, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный по оси с обернутым табачным стержнем и примыкающий к нему в конфигурации «торец к торцу». Цилиндрический фильтр, как правило, содержит фильтрующий материал, окруженный бумажной фицеллой. Традиционно, обернутый табачный стержень и фильтр соединены полосой ободковой обертки, обычно образованной из непрозрачного бумажного материала, который окружает всю длину фильтра и смежную часть обернутого табачного стержня. Также были предложены курительные изделия, имеющие полость на конце, подносимом ко рту, своей секции фильтра.
В области техники, к которой относится изобретение, также был предложен ряд курительных изделий, в которых табак нагревают, а не сжигают. В нагреваемых курительных изделиях аэрозоль генерируется в результате нагрева субстрата, генерирующего аэрозоль, такого как табак. Известные нагреваемые курительные изделия включают, например, курительные изделия, в которых аэрозоль генерируется путем электрического нагрева или путем передачи тепла от горючего тепловыделяющего элемента или источника тепла на субстрат, образующий аэрозоль. Во время курения летучие соединения высвобождаются из субстрата, образующего аэрозоль, путем передачи тепла от источника тепла и захватываются воздухом, втягиваемым через курительное изделие. Когда высвобожденные соединения охлаждаются, они конденсируются с образованием аэрозоля, который вдыхается пользователем. Известны также курительные изделия, в которых никотиносодержащий аэрозоль генерируется из табачного материала, табачного экстракта или другого источника никотина без сгорания и в некоторых случаях без нагрева, например, в результате химической реакции.
Как отмечалось выше, в некоторых случаях курительное изделие может иметь полость на конце, подносимом ко рту, фильтра. Такие полости на концах, подносимых ко рту, как правило, образуются посредством прохождения фицеллы, ободковой бумаги или как фицеллы, так и ободковой бумаги фильтра за пределы расположенного намного ниже по потоку сегмента фильтрующего материала. Однако, типовые фицеллы не могут обеспечивать достаточную прочность при увеличении длины полости на конце, подносимом ко рту. Следовательно, существует вероятность деформации таких полостей на концах, подносимых ко рту, с увеличением длины полости.
Следовательно, необходимо предоставить курительное изделие с фильтром, имеющее полость на конце, подносимом ко рту, увеличенной длины, которая с меньшей вероятностью будет подвержена деформации. С другой стороны, необходимо предоставить такое курительное изделие с фильтром, которое может быть изготовлено с использованием стандартных устройства и методов без необходимости значительного изменения существующих машин и способов. Кроме того, необходимо предоставить такое курительное изделие с фильтром без нежелательного изменения обычного сеанса курения для пользователя.
Согласно первому аспекту настоящего изобретения предоставлено курительное изделие, содержащее табачный стержень и фильтр, соединенный с табачным стержнем. Фильтр содержит полую часть на конце, подносимом ко рту, и фильтрующую часть, расположенную выше по потоку относительно полой части на конце, подносимом ко рту, при этом фильтрующая часть содержит один или несколько сегментов фильтра. Полая часть на конце, подносимом ко рту, определяет полость на конце, подносимом ко рту, фильтра, предоставляя канал для неограниченного потока, который проходит от расположенного ниже по потоку конца фильтрующей части до конца, подносимого ко рту, фильтра. Длина полой части на конце, подносимом ко рту, составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра. К тому же, курительное изделие содержит зону вентиляции, содержащую по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в месте вокруг фильтрующей части.
В контексте настоящего документа термины «выше по потоку» и «ниже по потоку» используются для описания относительных положений элементов или частей элементов курительного изделия относительно направления, в котором пользователь осуществляет затяжку на курительном изделии во время его использования. Курительные изделия, описанные в настоящем документе, содержат расположенный ниже по потоку конец и противоположный ему расположенный выше по потоку конец. При использовании пользователь осуществляет затяжку на расположенном ниже по потоку конце курительного изделия. Расположенный ниже по потоку конец, который также описан как конец, подносимый ко рту, расположен ниже по потоку относительно расположенного выше по потоку конца, который может быть также описан как дальний конец.
Выражение «неограниченный поток» используется на протяжении всего этого описания для указания того, что полый трубчатый сегмент внутри образует канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через нее дыма и воздуха. К тому же, выражение «канал для неограниченного потока» используется на протяжении всего этого описания для указания того, что полый трубчатый сегмент не содержит никакого объекта, который мог бы вызвать локальное ограничение потока дыма и воздуха. Другими словами, полый трубчатый сегмент является пустым. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной на протяжении всей длины полого трубчатого сегмента, и поток дыма и воздуха через полый трубчатый сегмент является по существу беспрепятственным.
Выражение «общая длина фильтра» используется на протяжении всего этого описания для ссылки на сумму длин различных компонентов, образующих фильтр. Таким образом, выражение «общая длина фильтра» должно рассматриваться в качестве ссылки по меньшей мере на сумму длины полого трубчатого сегмента и длины первого сегмента фильтра. Подобным образом, если курительное изделие содержит более одного сегмента фильтра, расположенного выше по потоку относительно полого трубчатого сегмента, то выражение «общая длина фильтра» должно рассматриваться в качестве ссылки на сумму длины полого трубчатого сегмента и длины каждого из остальных сегментов фильтра в курительном изделии.
Полая часть на конце, подносимом ко рту, может быть образована фицеллой, окружающей один или несколько сегментов фильтрующей части и проходящей ниже по потоку относительно фильтрующей части для определения полости на конце, подносимом ко рту. В таких вариантах осуществления фицелла предпочтительно имеет плотность по меньшей мере приблизительно 70 грамм на квадратный метр, предпочтительно по меньшей мере приблизительно 80 грамм на квадратный метр. Фицелла может иметь плотность от приблизительно 120 грамм на квадратный метр до приблизительно 70 грамм на квадратный метр, предпочтительно от приблизительно 80 грамм на квадратный метр до приблизительно 100 грамм на квадратный метр. Более предпочтительно, фицелла имеет плотность приблизительно 80 грамм на квадратный метр. Это может способствовать увеличению структурной жесткости полой части на конце, подносимом ко рту, фильтра.
В качестве альтернативы, в некоторых предпочтительных вариантах осуществления полая часть на конце, подносимом ко рту, образована полым трубчатым сегментом, который расположен на конце, подносимом ко рту, фильтра.
Соответственно, в некоторых вариантах осуществления настоящего изобретения предоставлено курительное изделие, содержащее табачный стержень и фильтр, соединенный с табачным стержнем. Фильтр содержит фильтрующую часть, содержащую один или несколько сегментов фильтра, и полый трубчатый сегмент, расположенный ниже по потоку относительно фильтрующей части. Полый трубчатый сегмент образует полость на конце, подносимом ко рту, фильтра, предоставляя канал для неограниченного потока, который проходит от расположенного ниже по потоку конца фильтрующей части до конца, подносимого ко рту, фильтра. Длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра. К тому же, курительное изделие содержит зону вентиляции, содержащую по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в месте вокруг фильтрующей части.
Предусматривая полый трубчатый сегмент в фильтре для определения полости на конце, подносимом ко рту, и обеспечивая длину полого трубчатого сегмента, равную по меньшей мере приблизительно 25 процентам от общей длины фильтра, в фильтре может быть образована относительно длинная полость на конце, подносимом ко рту, без значительного увеличения вероятности того, что полость на конце, подносимом ко рту, будет подвержена деформации. Это происходит вследствие того, что полый трубчатый сегмент может обеспечивать увеличенную прочность или жесткость на конце, подносимом ко рту, фильтра.
Кроме того, предусматривая по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в месте вокруг фильтрующей части, вентилируемая подача воздуха внутрь фильтра не будет влиять на структуру полости на конце, подносимом ко рту. Дым основного потока может быть разбавлен выше по потоку относительно полости на конце, подносимом ко рту, и дополнительно смешан с воздухом по мере прохождения через относительно длинную полость на конце, подносимом ко рту.
Согласно настоящему изобретению включение фильтра, содержащего неограниченный полый трубчатый сегмент, имеющий вышеуказанные признаки, преимущественно предоставляет курительное изделие с фильтром, имеющее полость на конце, подносимом ко рту, увеличенной длины, которая с меньшей вероятностью будет подвержена деформации.
Предпочтительно, длина полого трубчатого сегмента составляет менее приблизительно 50 процентов от общей длины фильтра. Таким образом, длина фильтрующей части, расположенной выше по потоку относительно полого трубчатого сегмента, должна составлять по меньшей мере приблизительно 50 процентов от общей длины фильтра. Неограниченный полый трубчатый сегмент по существу не способствует увеличению сопротивления втягиванию (RTD) курительного изделия. В лучшем случае неограниченный полый трубчатый сегмент лишь косвенно способствует увеличению RTD курительного изделия. На практике неограниченный полый трубчатый сегмент может быть выполнен с возможностью генерирования RTD в диапазоне от приблизительно 1 мм H2O (приблизительно 10 Па) до приблизительно 20 мм H2O (приблизительно 200 Па). Предпочтительно, неограниченный полый трубчатый сегмент выполнен с возможностью генерирования RTD от приблизительно 2 мм H2O (приблизительно 20 Па) до приблизительно 10 мм H2O (приблизительно 100 Па). Если сегмент или сегменты фильтра, расположенные выше по потоку относительно неограниченного полого трубчатого сегмента, составляют по меньшей мере приблизительно 50 процентов от общей длины фильтра, тогда посредством выбора фильтрующего материала или материалов соответствующей плотности и с соответствующими свойствами преимущественно можно отрегулировать общее RTD курительного изделия до удовлетворительных уровней. В некоторых предпочтительных вариантах осуществления сегмент или сегменты фильтра, расположенные выше по потоку относительно неограниченного полого трубчатого сегмента, составляют по меньшей мере приблизительно 60 процентов от общей длины фильтра.
Предпочтительно, длина полого трубчатого сегмента составляет менее приблизительно 30 мм. Более предпочтительно, длина полого трубчатого сегмента составляет менее приблизительно 20 мм. Еще более предпочтительно, длина полого трубчатого сегмента составляет менее приблизительно 15 мм. В качестве дополнения или альтернативы, длина полого трубчатого сегмента составляет по меньшей мере приблизительно 8 мм. Предпочтительно, длина полого трубчатого сегмента составляет по меньшей мере приблизительно 10 мм. В некоторых предпочтительных вариантах осуществления длина полого трубчатого сегмента составляет от приблизительно 8 мм до приблизительно 30 мм, более предпочтительно от приблизительно 10 мм до приблизительно 20 мм, еще более предпочтительно от приблизительно 10 до приблизительно 15 мм, наиболее предпочтительно приблизительно 10 мм. Это не только предусматривает полость на конце, подносимом ко рту, и канал для неограниченного потока соответствующего размера, но также гарантирует достаточное перекрытие между полым трубчатым сегментом и любой оберткой, которая может окружать полый трубчатый сегмент для удержания его в осевом выравнивании с сегментом фильтра, или с табачным стержнем, или с обоими. Такие обертки содержат фицеллы и полосы ободковой бумаги.
В предпочтительных вариантах осуществления фильтрующая часть содержит первый сегмент фильтра. Предпочтительно, длина первого сегмента фильтра составляет по меньшей мере приблизительно 8 мм. В определенных предпочтительных вариантах осуществления длина первого сегмента фильтра составляет по меньшей мере приблизительно 10 мм. В качестве альтернативы или дополнения, длина первого сегмента фильтра составляет менее приблизительно 14 мм. В предпочтительных вариантах осуществления длина первого сегмента фильтра составляет от приблизительно 8 мм до приблизительно 14 мм, более предпочтительно от приблизительно 10 мм до приблизительно 14 мм. В определенных предпочтительных вариантах осуществления длина первого сегмента фильтра составляет приблизительно 12 мм.
В определенных вариантах осуществления согласно изобретению длина полого трубчатого сегмента находится в пределах 5 мм длины первого сегмента фильтра. В более предпочтительных вариантах осуществления длина полого трубчатого сегмента находится в пределах 2 мм длины первого сегмента фильтра. В качестве альтернативы или дополнения, в определенных вариантах осуществления согласно изобретению длина полого трубчатого сегмента меньше длины первого сегмента фильтра.
В определенных вариантах осуществления согласно изобретению длина первого сегмента фильтра составляет по меньшей мере приблизительно 10 процентов от общей длины фильтра. Предпочтительно, длина первого сегмента фильтра составляет по меньшей мере приблизительно 20 процентов от общей длины фильтра. Более предпочтительно, длина первого сегмента фильтра составляет по меньшей мере приблизительно 30 процентов от общей длины фильтра. В качестве альтернативы или дополнения, длина первого сегмента фильтра может составлять менее приблизительно 80 процентов от общей длины фильтра. Предпочтительно, длина первого сегмента фильтра составляет менее приблизительно 60 процентов от общей длины фильтра. Более предпочтительно, длина первого сегмента фильтра составляет менее приблизительно 40 процентов от общей длины фильтра.
В определенных предпочтительных вариантах осуществления длина первого сегмента фильтра составляет от приблизительно 10 процентов до приблизительно 80 процентов от общей длины фильтра. В более предпочтительных вариантах осуществления длина первого сегмента фильтра составляет от приблизительно 20 процентов до приблизительно 60 процентов от общей длины фильтра. В еще более предпочтительных вариантах осуществления длина первого сегмента фильтра составляет от приблизительно 30 процентов до приблизительно 40 процентов от общей длины фильтра.
В определенных предпочтительных вариантах осуществления изобретения совместная длина полого трубчатого сегмента и первого сегмента фильтра составляет по меньшей мере приблизительно 35 процентов от общей длины фильтра. Предпочтительно, совместная длина полого трубчатого сегмента и первого сегмента фильтра составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра. Более предпочтительно, совместная длина полого трубчатого сегмента и первого сегмента фильтра составляет по меньшей мере приблизительно 70 процентов от общей длины фильтра.
Предпочтительно, по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 5 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Более предпочтительно, по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 5 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. В более предпочтительных вариантах осуществления по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 8 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Это преимущественно снижает вероятность того, что пользователь заблокирует зону вентиляции во время удерживания курительного изделия своими губами или пальцами.
В качестве дополнения или альтернативы, по меньшей мере один кольцевой ряд перфорационных отверстий предпочтительно расположен на расстоянии менее приблизительно 12 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Более предпочтительно, по меньшей мере один кольцевой ряд перфорационных отверстий предпочтительно расположен на расстоянии менее приблизительно 10 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Это может гарантировать, что по меньшей мере один кольцевой ряд перфорационных отверстий расположен не слишком близко к табачному стержню.
В некоторых предпочтительных вариантах осуществления по меньшей мере один кольцевой ряд перфорационных отверстий предпочтительно расположен на расстоянии от приблизительно 1 мм до приблизительно 12 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. В некоторых более предпочтительных вариантах осуществления по меньшей мере один кольцевой ряд перфорационных отверстий предпочтительно расположен на расстоянии от приблизительно 3 мм до приблизительно 10 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. В дополнительных предпочтительных вариантах осуществления по меньшей мере один кольцевой ряд перфорационных отверстий предпочтительно расположен на расстоянии от приблизительно 8 мм до приблизительно 10 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. В качестве альтернативы или дополнения, согласно изобретению по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии от конца, подносимого ко рту, фильтра, которое составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра. Предпочтительно, по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии от конца, подносимого ко рту, фильтра, которое составляет по меньшей мере приблизительно 70 процентов от общей длины фильтра.
В некоторых предпочтительных вариантах осуществления зона вентиляции содержит два кольцевых ряда перфорационных отверстий, предусмотренных в месте вокруг первого сегмента фильтра. Например, перфорационные отверстия могут быть образованы на производственной линии в процессе изготовления курительного изделия. Предпочтительно, каждый кольцевой ряд перфорационных отверстий содержит от 8 до 30 перфорационных отверстий.
Табачный стержень, как правило, содержит заряд наполнителя из резаного табака, окруженного бумажной оберткой.
Полый трубчатый сегмент и один или несколько сегментов фильтра фильтрующей части предпочтительно окружены полосой фицеллы, указанной далее в качестве объединяющей фицеллы. Предпочтительно, объединяющая фицелла является непроницаемой.
Предпочтительно, объединяющая фицелла имеет плотность менее приблизительно 120 грамм на квадратный метр, предпочтительно менее приблизительно 100 грамм на квадратный метр, более предпочтительно менее приблизительно 90 грамм на квадратный метр. В качестве дополнения или альтернативы, объединяющая фицелла предпочтительно имеет плотность по меньшей мере приблизительно 70 грамм на квадратный метр, предпочтительно по меньшей мере приблизительно 80 грамм на квадратный метр. Объединяющая фицелла может иметь плотность от приблизительно 120 грамм на квадратный метр до приблизительно 70 грамм на квадратный метр, предпочтительно от приблизительно 80 грамм на квадратный метр до приблизительно 100 грамм на квадратный метр. Более предпочтительно, фицелла имеет плотность приблизительно 80 грамм на квадратный метр. Посредством предоставления объединяющей фицеллы для получения такой относительно высокой плотности сегменты фильтра, которые расположены выше по потоку относительно полого трубчатого сегмента, могут проявлять устойчивость, которая сравнима с устойчивостью фильтра на полом трубчатом сегменте. Это может преимущественно предоставить пользователю ощущение того, что фильтр имеет в целом равномерную устойчивость на протяжении всей своей длины, и, следовательно, сделать менее заметным наличие полого трубчатого сегмента.
Предпочтительно, объединяющая фицелла имеет толщину по меньшей мере приблизительно 80 микрометров, более предпочтительно толщину по меньшей мере приблизительно 100 микрометров. Предпочтительно, объединяющая фицелла имеет толщину менее приблизительно 180 микрометров, более предпочтительно толщину менее приблизительно 140 микрометров. Посредством предоставления объединяющей фицеллы для получения такой относительно большой толщины сегменты фильтра, которые расположены выше по потоку относительно полого трубчатого сегмента, могут проявлять устойчивость, которая сравнима с устойчивостью фильтра на полом трубчатом сегменте. Это может преимущественно предоставить пользователю ощущение того, что фильтр имеет в целом равномерную устойчивость на протяжении всей своей длины, и, следовательно, сделать менее заметным наличие полого трубчатого сегмента.
Объединяющая фицелла может быть прикреплена к полому трубчатому сегменту и одному или нескольким сегментам фильтра фильтрующей части с использованием, например, клея. Если фильтр содержит по существу воздухонепроницаемую объединяющую фицеллу, тогда зона вентиляции предпочтительно содержит по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в части объединяющей фицеллы. В качестве примера, перфорационные отверстия в фицелле могут быть образованы на производственной линии в процессе изготовления курительного изделия. Предпочтительно, кольцевой ряд или ряды перфорационных отверстий, предусмотренных в части объединяющей фицеллы, по существу выровнены с частью первого сегмента фильтра.
Фильтр, содержащий объединяющую фицеллу, предпочтительно прикреплен к табачному стержню посредством полосы по существу непроницаемой ободковой бумаги. Ободковая обертка может содержать бумагу, имеющую плотность менее приблизительно 70 грамм на квадратный метр, предпочтительно менее приблизительно 50 грамм на квадратный метр. Ободковая обертка предпочтительно имеет плотность более приблизительно 20 грамм на квадратный метр.
Полоса ободковой бумаги может проходить по всей длине фильтра и над частью табачного стержня. Таким образом, полоса ободковой бумаги может перекрывать перфорационные отверстия вентиляции, предусмотренные в месте вокруг первого сегмента фильтра. В таких вариантах осуществления перфорационные отверстия вентиляции предпочтительно проходят сквозь полосу ободковой бумаги.
Как указано выше, один или несколько сегментов фильтра фильтрующей части могут содержать дополнительные сегменты фильтра в сочетании с первым сегментом фильтра. Например, в одном варианте осуществления курительное изделие дополнительно содержит концевой сегмент стержня фильтрующего материала между первым сегментом фильтра и табачным стержнем. Фильтр может содержать один или несколько дополнительных сегментов фильтра между первым концевым сегментом и концевым сегментом стержня. Однако, в предпочтительных вариантах осуществления концевой сегмент стержня фильтрующего материала примыкает к первой секции фильтра. В более предпочтительных вариантах осуществления концевой сегмент стержня фильтрующего материала примыкает, как к первому сегменту фильтра, так и к табачному стержню.
Предпочтительно, длина концевого сегмента стержня фильтрующего материала находится в пределах приблизительно 5 мм длины первого сегмента фильтра. Более предпочтительно, длина концевого сегмента стержня фильтрующего материала находится в пределах приблизительно 1 мм длины первого сегмента фильтра. В некоторых особенно предпочтительных вариантах осуществления длина концевого сегмента стержня фильтрующего материала является по существу такой же, как и длина первого сегмента фильтра.
В определенных предпочтительных вариантах осуществления длина концевого сегмента стержня фильтрующего материала составляет по меньшей мере приблизительно 20 процентов от общей длины фильтра. Более предпочтительно, длина концевого сегмента стержня фильтрующего материала составляет по меньшей мере приблизительно 30 процентов от общей длины фильтра.
В качестве альтернативы или дополнения, длина концевого сегмента стержня фильтрующего материала составляет менее приблизительно 80 процентов от общей длины фильтра. Предпочтительно, длина концевого сегмента стержня фильтрующего материала составляет менее приблизительно 50 процентов от общей длины фильтра.
В определенных предпочтительных вариантах осуществления длина концевого сегмента стержня фильтрующего материала составляет от приблизительно 20 процентов до приблизительно 80 процентов от общей длины фильтра. В более предпочтительных вариантах осуществления длина концевого сегмента стержня фильтрующего материала составляет от приблизительно 30 процентов до приблизительно 50 процентов от общей длины фильтра.
Фильтрующий материал внутри каждого сегмента фильтра курительного изделия предпочтительно является штрангом из волокнистого фильтрующего материала, такого как ацетилцеллюлозное волокно или бумага. Пластификатор фильтра может быть нанесен на волокнистый фильтрующий материал обычным образом, путем его напыления на разделенные волокна, предпочтительно, перед нанесением какого-либо дополнительного материала на фильтрующий материал. В качестве альтернативы или дополнения, курительные изделия согласно настоящему изобретению могут содержать один или несколько сегментов, содержащих одну или несколько добавок. Эти добавки могут включать без ограничения ароматизаторы и частицы углерода.
Предпочтительно, концевой сегмент стержня содержит частицы углерода. Предпочтительно, углерод представляет собой активированный уголь. В предпочтительных вариантах осуществления плотность частиц углерода в концевом сегменте стержня составляет по меньшей мере приблизительно 1 миллиграмм углерода на миллиметр фильтрующего материала. Более предпочтительно, плотность частиц углерода в концевом сегменте стержня составляет по меньшей мере приблизительно 5 миллиграмм углерода на миллиметр фильтрующего материала. Плотность частиц углерода в концевом сегменте стержня может не превышать приблизительно 15 миллиграмм углерода на миллиметр фильтрующего материала, предпочтительно не превышать 10 миллиграмм углерода на миллиметр фильтрующего материала.
Плотность частиц углерода в концевом сегменте стержня может составлять от приблизительно 1 миллиграмма углерода на миллиметр фильтрующего материала до приблизительно 15 миллиграмм углерода на миллиметр фильтрующего материала, предпочтительно от приблизительно 5 миллиграмм углерода на миллиметр фильтрующего материала до приблизительно 10 миллиграмм углерода на миллиметр фильтрующего материала.
Полый трубчатый сегмент может быть образован из любого подходящего материала. Например, полый трубчатый сегмент может быть образован из сегмента кольцевой формы фильтрующего материала, такого как ацетилцеллюлоза, имеющего полую центральную часть, проходящую от расположенного выше по потоку конца сегмента кольцевой формы до расположенного ниже по потоку конца сегмента кольцевой формы. Такие сегменты могут быть рассмотрены в качестве полой ацетатной трубки. Предпочтительно, фильтрующий материал сегмента кольцевой формы имеет высокую дисперсную эффективность. Предпочтительно, фильтрующий материал сегмента кольцевой формы содержит волокна со значением от приблизительно 1,5 денье на нить (dpf) до приблизительно 5 dpf, более предпочтительно от приблизительно 1,5 денье на нить (dpf) до приблизительно 3 dpf. В предпочтительном варианте осуществления фильтрующий материал сегмента кольцевой формы содержит волокна со значением приблизительно 3,3 dpf. Предпочтительно, фильтрующий материал сегмента кольцевой формы содержит волокна со значением от приблизительно 30000 общего денье (td) до приблизительно 50000 td, более предпочтительно от приблизительно 35000 общего денье (td) до приблизительно 50000 td. В предпочтительном варианте осуществления фильтрующий материал сегмента кольцевой формы содержит волокна со значением приблизительно 44000 td. Предпочтительно, полый трубчатый сегмент содержит один или несколько пластификаторов. Подходящие пластификаторы включают триацетин и триэтиленгликоля диацетат. Предпочтительно, пластификатор присутствует в сегменте кольцевой формы в размере от приблизительно 5 до приблизительно 15 весовых процентов, более предпочтительно от приблизительно 8 до приблизительно 12 весовых процентов. Это может способствовать сохранению структурной жесткости полого трубчатого сегмента в фильтре, что особенно важно, поскольку длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра.
В некоторых других предпочтительных вариантах осуществления полый трубчатый сегмент предпочтительно образован из бумажного материала. Более предпочтительно, полый трубчатый сегмент образован из нескольких перекрывающихся бумажных слоев, таких как несколько параллельно скрученных бумажных слоев или несколько спирально скрученных бумажных слоев. Образование полого трубчатого сегмента из нескольких перекрывающихся бумажных слоев может способствовать улучшению сопротивления сжатию или деформации.
Предпочтительно, каждый полый трубчатый сегмент содержит по меньшей мере два бумажных слоя. В качестве альтернативы или дополнения, каждый полый трубчатый сегмент предпочтительно содержит менее одиннадцати бумажных слоев.
Предпочтительно, по меньшей мере один из бумажных слоев изготовлен из бумаги плотностью по меньшей мере приблизительно 100 грамм на квадратный метр.
Предпочтительно, толщина стенки полого трубчатого сегмента составляет по меньшей мере приблизительно 100 микрометров. Более предпочтительно, толщина стенки полого трубчатого сегмента составляет по меньшей мере приблизительно 200 микрометров. В качестве альтернативы или дополнения, толщина стенки полого трубчатого сегмента составляет менее приблизительно 300 микрометров. Предпочтительно, толщина стенки полого трубчатого сегмента составляет менее приблизительно 270 микрометров. В некоторых предпочтительных вариантах осуществления толщина стенки полого трубчатого сегмента составляет от приблизительно 100 микрометров до приблизительно 300 микрометров, предпочтительно от 200 микрометров до 270 микрометров.
Приведенный в качестве примера способ образования трубчатого сегмента из нескольких скрученных бумажных слоев включает обертывание нескольких по существу непрерывных бумажных полосок путем перекрывания вокруг цилиндрического сердечника. Полоски обернуты параллельно или по спирали для образования по существу непрерывной трубки на сердечнике. Образованная трубка может быть повернута вокруг сердечника, например, с использованием резиновой ленты, таким образом, чтобы бумажные слои были непрерывно натянуты и обернуты вокруг сердечника. Образованная трубка может быть затем разрезана на необходимые длины ниже по потоку относительно сердечника.
Одним фактором, который может ограничить способность полого трубчатого сегмента к сохранению своей овальности во время курения курительного изделия, является впитывание влаги в трубчатый сегмент во время курения. Следовательно, для препятствования передаче влаги от одного бумажного слоя к следующему во время курения курительного изделия смежные бумажные слои каждого трубчатого элемента предпочтительно склеены вместе посредством промежуточного слоя клея, который предоставляет перегородку, препятствующую передаче влаги между слоями.
В любом из вышеописанных вариантов осуществления сопротивление полого трубчатого сегмента сжатию или деформации может являться таким, что разница между овальностью трубчатого сегмента после 50-процентной деформации фильтра и овальностью трубчатого сегмента перед деформацией составляет менее приблизительно 25 процентов, предпочтительно менее приблизительно 20 процентов. Например, если овальность трубчатого сегмента перед деформацией составляет 5 процентов, то овальность трубчатого сегмента после 50-процентной деформации фильтра составляет предпочтительно менее 30 процентов, более предпочтительно менее 25 процентов. Конкретная процедура испытания для проведения деформаций фильтра согласно настоящему изобретению подробно описана далее.
В контексте настоящего документа термин «овальность» означает степень отклонения от идеального круга. Овальность выражается в процентах, и математическое определение представлено далее.


Для определения овальности сегмента курительного изделия (такого как полый трубчатый сегмент) согласно настоящему изобретению конец, подносимый ко рту, рассматривается вдоль продольного направления курительного изделия. Например, курительное изделие может быть расположено на своем конце, подносимом ко рту, на прозрачной платформе таким образом, чтобы изображение конца, подносимого ко рту, изделия записывалось посредством подходящего устройства отображения, расположенного под платформой. Размер «b» является наименьшим внешним диаметром сегмента на его расположенном ниже по потоку конце, и размер «a» является наибольшим внешним диаметром сегмента на его расположенном ниже по потоку конце. Процесс повторяется для всех десяти курительных изделий, имеющих одинаковую конструкцию, и среднее значение десяти измерений овальности записывается в качестве овальности для этой конструкции курительного изделия.
Поскольку фильтры курительного изделия в целом имеют круглые поперечные сечения, овальность полого трубчатого сегмента после 50-процентной деформации составляет предпочтительно менее приблизительно 25 процентов, более предпочтительно менее приблизительно 20 процентов. В этом случае полость на конце, подносимом ко рту, курительных изделий согласно настоящему изобретению будет сохранять или принимать обратно в целом круглое поперечное сечение, даже после 50-процентной деформации фильтра. В качестве альтернативы или дополнения, овальность трубчатого сегмента после 67-процентной деформации фильтра составляет предпочтительно менее приблизительно 35 процентов, более предпочтительно менее приблизительно 30 процентов.
В некоторых вариантах осуществления овальность полого трубчатого сегмента после 50-процентной деформации фильтра, выполненной после того, как курительное изделие было подвержено испытанию на курение, составляет предпочтительно менее приблизительно 35 процентов, более предпочтительно менее приблизительно 30 процентов. В качестве альтернативы или дополнения, овальность трубчатого сегмента после 67-процентной деформации фильтра, выполненной после того, как курительное изделие было подвержено испытанию на курение, составляет предпочтительно менее приблизительно 45 процентов, более предпочтительно менее приблизительно 40 процентов. Это преимущественно обеспечивает последовательность в овальности полости на конце, подносимом ко рту, во время курения курительного изделия.
Испытание на курение, используемое для испытания курительных изделий согласно настоящему изобретению, подробно описано далее. Если необходимо измерить овальность после испытаний на деформацию, выполненных как перед, так и после курения, должны быть использованы два образца курительных изделий, имеющие одинаковую конструкцию. То есть недеформированное курительное изделие в невыкуренном состоянии должно быть использовано для испытания на деформацию перед курением, а недеформированные изделия, имеющие одинаковую конструкцию, подвергаются испытанию на курение и используются для испытания на деформацию после курения.
Как обсуждено выше, одним фактором, который может ограничить способность полого трубчатого сегмента к сохранению своей овальности во время курения курительного изделия, является впитывание влаги в трубчатый сегмент. Следовательно, полый трубчатый сегмент может содержать слой покрытия на своей внутренней поверхности, который может препятствовать впитыванию влаги в полый трубчатый сегмент. В данных вариантах осуществления, в которых полый трубчатый сегмент образован из нескольких бумажных слоев, в качестве дополнения или альтернативы может быть предоставлен слой покрытия между некоторыми или всеми смежными бумажными слоями. Подходящие материалы покрытия включают без ограничения воск, полимерные материалы и их сочетания. Особенно подходящий воск включает растительный воск, и другими особенно подходящими материалами являются этилцеллюлоза и нитроцеллюлоза.
Для увеличения сопротивления полого трубчатого сегмента разрушению фильтр предпочтительно имеет прочность на сжатие в невыкуренном состоянии по меньшей мере приблизительно 20 Ньютонов при 50-процентном сжатии. В качестве альтернативы или дополнения, прочность на сжатие в невыкуренном состоянии фильтра при 50-процентном сжатии составляет предпочтительно менее приблизительно 50 Ньютонов. Термин «прочность на сжатие» означает измерение силы, необходимой для обеспечения определенного сжатия секции фильтра курительного изделия. Прочность на сжатие измеряется с помощью испытания на прочность при сжатии, подробно описанного далее, при этом прочность на сжатие заданной конструкции курительного изделия является средним значением измерений прочности на сжатие для образца из десяти курительных изделий, имеющих одинаковую конструкцию.
В некоторых вариантах осуществления может быть желательно предоставить фильтр со средствами для высвобождения ароматизатора или другой добавки при необходимости, обычно посредством высвобождения вручную пользователем непосредственно перед курением изделия. Следовательно, фильтр может содержать по меньшей мере один сегмент фильтра, в том числе содержащий ароматизатор материал, такой как, например, одна или несколько разрушаемых капсул, содержащих внешнюю оболочку и внутреннюю центральную часть, содержащую добавку. Предпочтительно, по меньшей мере один сегмент фильтра содержит одну или несколько разрушаемых капсул, распределенных внутри волокнистого фильтрующего материала. По меньшей мере один сегмент фильтра может являться первым сегментом фильтра, или дополнительным сегментом фильтра, который может быть включен в фильтр, или их сочетанием.
В вариантах осуществления, включающих содержащий ароматизатор материал, по меньшей мере один содержащий ароматизатор сегмент фильтра предпочтительно окружен фицеллой, которая по существу непроницаема для ароматизирующей добавки. Это преимущественно препятствует передаче добавки через фицеллу наружу курительного изделия, где она может нежелательно вступить в контакт с пальцами пользователя и может вызвать потускнение внешнего вида курительного изделия.
Процедуры испытания
Испытание на прочность при сжатии и деформации
Курительное изделие, которое должно быть испытано, размещают между плоской поверхностью и круглой пластиной напротив плоской поверхности, при этом круглая пластина имеет диаметр 10 мм. Круглая пластина, находящаяся ближе всего к концу, подносимому ко рту, курительного изделия, расположена на расстоянии 8 мм от конца, подносимого ко рту. Затем фильтр сжимают посредством перемещения круглой пластины в направлении плоской поверхности с постоянной скоростью 100 мм в секунду. Силу, прилагаемую круглой пластиной, увеличивают до тех пор, пока не будет достигнута необходимая деформация части курительного изделия между круглой пластиной и плоской поверхностью. Например, для достижения 50-процентной деформации сжимаемую часть курительного изделия сжимают до диаметра, равного 50 процентам от диаметра этой части перед сжатием. Подобным образом, для достижения 67-процентной деформации курительное изделие сжимают до тех пор, пока сжимаемая часть не уменьшится до диаметра, равного 33 процентам от диаметра этой части перед сжатием. Диаметр измеряют в направлении сжатия, которое является направлением, проходящим между плоской поверхностью и круглой пластиной. После достижения необходимого сжатия силу, необходимую для обеспечения этого сжатия, указывают в качестве прочности на сжатие фильтра. Затем убирают круглую пластину, так чтобы сила сжатия больше не прилагалась. Курительное изделие оставляют на 30 секунд для расширения перед выполнением каких-либо дополнительных испытаний или измерений.
Испытание на курение
Для имитации курения курительного изделия курительное изделие подвергают стандартному испытанию на курение согласно условиям по ISO (35 мл затяжки продолжительностью 2 секунды каждая, каждые 60 секунд). В способе испытания по ISO выкуривание курительного изделия осуществляют с полностью открытой зоной вентиляции.
Несмотря на то, что предпочтительные признаки настоящего изобретения были главным образом описаны выше со ссылкой на варианты осуществления, в которых полая часть на конце, подносимом ко рту, образована полым трубчатым сегментом, который расположен на конце, подносимом ко рту, фильтра, специалисту в данной области техники будет понятно, что при необходимости такие предпочтительные признаки могут быть использованы в вариантах осуществления, в которых полая часть на конце, подносимом ко рту, образована фицеллой. Например, в тех случаях, когда предпочтительные размеры полого трубчатого сегмента были описаны выше, специалисту в данной области техники будет понятно, что эти размеры могут быть предпочтительными для вариантов осуществления, в которых полая часть на конце, подносимом ко рту, образована фицеллой.
Далее настоящее изобретение будет более подробно описано исключительно для примера со ссылками на сопроводительные графические материалы, на которых:
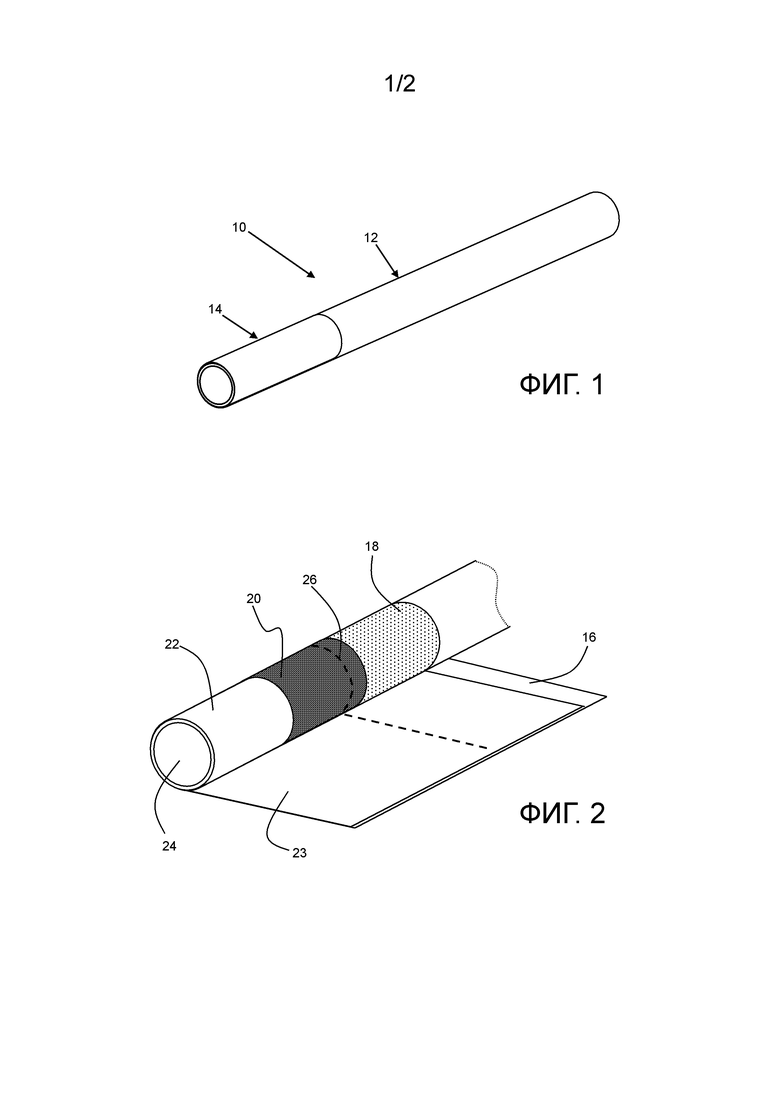
на фиг. 1 показано курительное изделие согласно настоящему изобретению;
на фиг. 2 показан конец, подносимый ко рту, курительного изделия по фиг. 1 с необернутым фильтром; и
на фиг. 3 показан приведенный в качестве примера способ образования трубчатого элемента для образования полых трубчатых сегментов согласно настоящему изобретению.
На фиг. 1 и фиг. 2 проиллюстрировано курительное изделие 10 согласно настоящему изобретению. Курительное изделие 10 содержит обернутый стержень 12 наполнителя из резаного табака, который прикреплен одним концом к выровненному по оси фильтру 14. Полоса ободковой бумаги 16 окружает фильтр 14 и часть обернутого стержня 12 из табака для соединения вместе двух частей курительного изделия 10.
Как показано на фиг. 2, фильтр 14 содержит полый трубчатый сегмент 24, первый сегмент 20 фильтра, который может содержать ароматизатор или не содержать его, и концевой сегмент 18 фильтра стержня. Расположенный выше по потоку конец полого трубчатого сегмента 22 примыкает к расположенному ниже по потоку концу первого сегмента 20 фильтра. Расположенный выше по потоку конец первого сегмента 20 фильтра примыкает к расположенному ниже по потоку концу концевого сегмента 18 фильтра стержня. Расположенный выше по потоку конец концевого сегмента 18 фильтра стержня примыкает к табачному стержню 12. Полый трубчатый сегмент имеет длину 10 мм. Первый сегмент фильтра имеет длину 12 мм. Концевой сегмент фильтра стержня имеет длину 12 мм. Общая длина фильтра составляет 34 мм.
Полый трубчатый сегмент 24 и сегменты 20 и 18 фильтра окружены полосой объединяющей фицеллы 23, которая соединяет три сегмента для образования фильтра 14. Один или несколько сегментов 18, 20, 22 могут быть дополнительно обернуты в отдельную фицеллу.
Первый сегмент 20 фильтра и концевой сегмент 22 фильтра стержня образованы из подходящего фильтрующего материала, такого как ацетилцеллюлозное волокно. Кроме того, первый сегмент 20 фильтра может содержать подходящий ароматизатор, который может быть предоставлен в виде одной или нескольких разрушаемых капсул, содержащихся внутри первого сегмента 20 фильтра. В данном случае, одна или несколько разрушаемых капсул разбивается пользователем, когда это необходимо, посредством сдавливания первого сегмента 20 фильтра между пальцами пользователя. Концевой сегмент 18 фильтра стержня содержит адсорбирующий материал, такой как углеродный адсорбирующий материал.
Полый трубчатый сегмент 22 определяет полость 24 на конце, подносимом ко рту, в фильтре 14 и предоставляет канал для неограниченного потока, который проходит между расположенным ниже по потоку концом первого сегмента 20 фильтра и концом, подносимым ко рту, фильтра 14. Более подробно, полый трубчатый сегмент 22 внутри определяет канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через нее дыма и воздуха. К тому же, полый трубчатый сегмент 22 не содержит никакого объекта, который мог бы вызвать локальное ограничение потока дыма и воздуха. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной на протяжении всей длины полого трубчатого сегмента 22, и поток дыма и воздуха через полый трубчатый сегмент 22 является беспрепятственным.
В варианте осуществления по фиг. 1 и фиг. 2 длина полого трубчатого сегмента 22 составляет приблизительно 30 процентов от общей длины фильтра. К тому же, полый трубчатый сегмент 22 может иметь толщину стенки от приблизительно 100 микрометров до приблизительно 300 микрометров.
Полый трубчатый сегмент 22 может быть образован из нескольких спирально скрученных бумажных слоев, которые могут дополнительно улучшить сопротивление деформации полости 24 на конце, подносимом ко рту, например, во время курения или во время разбивания одной или нескольких разрушаемых капсул при наличии таковых в первом сегменте 20 фильтра. Овальность полого трубчатого сегмента после 50-процентной деформации фильтра 14 может составлять менее 25 процентов.
Курительное изделие 10 дополнительно содержит зону 26 вентиляции в месте вдоль первого сегмента 20 фильтра. Более подробно, зона 26 вентиляции содержит ряд перфорационных отверстий, проходящих сквозь первый сегмент 20 фильтра. Ряд перфорационных отверстий расположен на расстоянии 10 мм выше по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Ряд перфорационных отверстий также проходит сквозь полосу объединяющей фицеллы 23 и сквозь полосу ободковой бумаги 16. Ряд перфорационных отверстий, проходящих сквозь полосу объединяющей фицеллы 23 и сквозь полосу ободковой бумаги 16, по существу выровнен с рядом перфорационных отверстий, проходящих сквозь первый сегмент 20 фильтра.
На фиг. 3 показан приведенный в качестве примера способ образования полого трубчатого элемента 30, который может быть разрезан для образования нескольких полых трубчатых сегментов для использования в образовании курительных изделий согласно настоящему изобретению. Несколько непрерывных бумажных слоев 32 спирально скручены вокруг цилиндрической сердцевины 34 в шахматном перекрывающемся порядке. Подходящий клей может быть нанесен на один или несколько слоев 32 с использованием клейкого раствора 36 перед обмоткой каждого слоя вокруг сердцевины 34. Слои 32 прокладывают посредством резиновой ленты 38, так что образованный трубчатый элемент 30 вращается вокруг сердцевины 34 до тех пор, пока он не будет разрезан на необходимые длины далее ниже по потоку.

Курительное изделие содержит табачный стержень и фильтр, соединенный с табачным стержнем. Фильтр содержит первый сегмент фильтра и полый трубчатый сегмент, расположенный ниже по потоку относительно первого сегмента фильтра. Полый трубчатый сегмент определяет полость на конце, подносимом ко рту, фильтра, предоставляя канал для неограниченного потока, который проходит от расположенного ниже по потоку конца первого сегмента фильтра до конца, подносимого ко рту, фильтра. Длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра. К тому же, курительное изделие содержит зону вентиляции, содержащую по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в месте вокруг первого сегмента фильтра. 29 з.п. ф-лы, 3 ил.
1. Курительное изделие, содержащее:
табачный стержень; и
фильтр, соединенный с табачным стержнем ободковой оберткой, при этом фильтр содержит:
полую часть на конце, подносимом ко рту, образованную полым трубчатым сегментом, который расположен на конце, подносимом ко рту, фильтра; и
фильтрующую часть, расположенную выше по потоку относительно полой части на конце, подносимом ко рту, при этом фильтрующая часть содержит один или несколько сегментов фильтра;
при этом полая часть на конце, подносимом ко рту, определяет полость на конце, подносимом ко рту, фильтра, предоставляя канал для неограниченного потока, который проходит от расположенного ниже по потоку конца фильтрующей части до конца, подносимого ко рту, фильтра,
при этом длина полой части на конце, подносимом ко рту, составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра, и при этом курительное изделие содержит зону вентиляции, содержащую по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в месте вокруг фильтрующей части,
при этом длина полого трубчатого сегмента составляет по меньшей мере приблизительно 10 мм, и
при этом полый трубчатый сегмент образован из нескольких перекрывающихся бумажных слоев.
2. Курительное изделие по п. 1, отличающееся тем, что длина полого трубчатого сегмента составляет менее приблизительно 50 процентов от общей длины фильтра.
3. Курительное изделие по п. 1 или 2, отличающееся тем, что длина полого трубчатого сегмента составляет менее приблизительно 30 мм.
4. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что длина полого трубчатого сегмента составляет по меньшей мере приблизительно 8 мм.
5. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 2 мм выше по потоку от расположенного ниже по потоку конца фильтрующей части.
6. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что зона вентиляции расположена на расстоянии по меньшей мере приблизительно 1 мм ниже по потоку от расположенного выше по потоку конца фильтрующей части.
7. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что полый трубчатый сегмент и один или несколько сегментов фильтра фильтрующей части окружены полосой объединяющей фицеллы, имеющей плотность от приблизительно 70 грамм на квадратный метр до приблизительно 120 грамм на квадратный метр.
8. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что толщина стенки полого трубчатого сегмента составляет от приблизительно 100 микрометров до приблизительно 300 микрометров.
9. Курительное изделие по п. 8, отличающееся тем, что толщина стенки полого трубчатого сегмента составляет от приблизительно 200 микрометров до приблизительно 270 микрометров.
10. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что полый трубчатый сегмент образован из нескольких спирально скрученных бумажных слоев.
11. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что смежные бумажные слои полого трубчатого сегмента склеены вместе посредством промежуточного слоя клея.
12. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что полый трубчатый сегмент образован из сегмента кольцевой формы фильтрующего материала.
13. Курительное изделие по п. 12, отличающееся тем, что сегмент кольцевой формы фильтрующего материала содержит волокна со значением от приблизительно 1,5 денье на нить (dpf) до приблизительно 8 dpf.
14. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что разница между овальностью полого трубчатого сегмента после 50-процентной деформации фильтра и овальностью полого трубчатого сегмента перед деформацией фильтра составляет менее 25 процентов.
15. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что овальность полого трубчатого сегмента после 50-процентной деформации фильтра составляет менее 25 процентов.
16. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что один или несколько сегментов фильтра фильтрующей части содержат первый сегмент фильтра, и длина первого сегмента фильтра составляет по меньшей мере 10 мм.
17. Курительное изделие по п. 16, отличающееся тем, что значения длины полого трубчатого сегмента находятся в пределах 2 мм длины первого сегмента фильтра.
18. Курительное изделие по п. 16 или 17, отличающееся тем, что длина полого трубчатого сегмента меньше длины первого сегмента фильтра.
19. Курительное изделие по любому из пп. 16-18, отличающееся тем, что длина первого сегмента фильтра составляет по меньшей мере 30 процентов от общей длины фильтра.
20. Курительное изделие по любому из пп. 16-19, отличающееся тем, что совместная длина полого трубчатого сегмента и первого сегмента фильтра составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра.
21. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один кольцевой ряд перфорационных отверстий предусмотрен на расстоянии по меньшей мере 18 мм от конца, подносимого ко рту, фильтра.
22. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один кольцевой ряд перфорационных отверстий расположен на расстоянии от конца, подносимого ко рту, которое составляет по меньшей мере 50 процентов от общей длины фильтра.
23. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что один или несколько сегментов фильтра фильтрующей части содержат концевой сегмент стержня фильтрующего материала.
24. Курительное изделие по п. 23, отличающееся тем, что длина концевого сегмента стержня фильтрующего материала находится в пределах 1 мм длины первого сегмента фильтра.
25. Курительное изделие по п. 23 или 24, отличающееся тем, что длина концевого сегмента стержня фильтрующего материала составляет по меньшей мере приблизительно 30 процентов от общей длины фильтра.
26. Курительное изделие по любому из пп. 23-25, отличающееся тем, что концевой сегмент стержня фильтрующего материала содержит активированный уголь.
27. Курительное изделие по любому из пп. 23-26, отличающееся тем, что расположенный выше по потоку конец концевого сегмента стержня фильтрующего материала примыкает к табачному стержню.
28. Курительное изделие по любому из пп. 23-27, отличающееся тем, что расположенный выше по потоку конец первого сегмента фильтра примыкает к концевому сегменту стержня фильтрующего материала.
29. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что первый сегмент фильтра содержит ацетилцеллюлозное волокно.
30. Курительное изделие по п. 29, отличающееся тем, что ацетилцеллюлозное волокно имеет значение денье по меньшей мере от 1,5 dpf до 8 dpf.
| WO 2013068337 A1, 16.05.2013 | |||
| WO 2014158051 A1, 28.03.2013 | |||
| WO 2014023557 A1, 13.02.2014 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ЦВЕТА СВЕТОВОГО ПУЧКА ОДНОВРЕМЕННО С ИЗМЕНЕНИЕМ ВЫСОТЫ ЗВУКА | 1929 |
|
SU14830A1 |

