Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию.
Предшествующий уровень техники
[0002]
Впитывающее изделие, такое как подгузник, как правило, включает в себя наружный покрывающий элемент, который образует поверхность впитывающего изделия на стороне, которая не обращена к коже носителя, и впитывающий комплект, который прикреплен к стороне поверхности наружного покрывающего элемента, обращенной к коже. Известно впитывающее изделие, в котором по соображениям, связанным с обеспечением высокой гибкости и благоприятного тактильного ощущения, в наружном покрывающем элементе образовано множество сборок, проходящих вдоль продольного направления впитывающего изделия. Кроме того, известно впитывающее изделие, в котором по соображениям, связанным с обеспечением воздухопроницаемости, множество отверстий образованы в листе, образующем наружный покрывающий элемент.
[0003]
Например, заявитель по настоящему изобретению ранее предложил натягиваемое впитывающее изделие, включающее в себя наружный покрывающий элемент, имеющий первый лист и второй лист, которые соединены друг с другом в множестве соединенных зон, а также эластичные элементы, которые размещены между данными листами, а также впитывающий комплект (см. патентный литературный источник 1). В наружном покрывающем элементе образованы трубчатые части, при этом трубчатые части образуют сборки в результате деформирования первого листа и второго листа вследствие стягивания эластичных элементов. Кроме того, множество отверстий, которые сообщаются с внутренним пространством трубчатых частей, образованы с промежутками в первом листе. В соответствии с техническим решением по патентному литературному источнику 1 наружный покрывающий элемент является мягким и создает отличное тактильное ощущение, поскольку множество трубчатых частей придают объем в направлении толщины, и наружный покрывающий элемент также имеет высокую воздухопроницаемость, поскольку отверстия выполнены в первом листе, образующем наружный покрывающий элемент.
[0004]
Кроме того, заявитель по настоящему изобретению ранее предложил впитывающее изделие, в котором полые сборки образованы в наружном покрывающем элементе, и соединенные зоны, в которых наружный лист и внутренний лист, которые образуют наружный покрывающий элемент, соединены друг с другом, а также отверстия, проходящие сквозь наружный лист и внутренний лист, образованы так, что они перекрываются (см. патентный литературный источник 2). В соответствии с техническим решением по патентному литературному источнику 2 легко обеспечивается возможность выхода влаги, имеющейся внутри впитывающего изделия, наружу, поскольку полые части между сборками служат в качестве вентиляционных каналов, и наружный покрывающий элемент имеет очень хорошую гибкость, поскольку соединенные зоны и отверстия образованы так, что они перекрываются.
[0005]
Кроме того, заявитель по настоящему изобретению ранее предложил впитывающее изделие, включающее в себя наружный покрывающий элемент, имеющий наружный листовой элемент и внутренний листовой элемент, а также эластичные элементы, которые размещены между данными листовыми элементами, при этом каждый из наружного листового элемента и внутреннего листового элемента имеет отверстия, и отверстия наружного листа и отверстия внутреннего листа образованы в местах, которые не перекрывают друг друга (см. патентный литературный источник 3). Поскольку в соответствии с техническим решением по патентному литературному источнику 3 каждый из многослойного листового элемента и внутреннего листового элемента имеет отверстия, воздухопроницаемость улучшается, и уменьшается захват тепла и влаги во впитывающем изделии при ношении.
Перечень ссылок
Патентная литература
[0006]
Патентный литературный источник 1: JP 2011–78477А
Патентный литературный источник 2: JP 2015–192862А
Патентный литературный источник 3: JP 2015–128573А
Сущность изобретения
[0007]
Настоящее изобретение относится к впитывающему изделию, имеющему переднюю часть, подлежащую размещению с передней стороны носителя, заднюю часть, подлежащую размещению с задней стороны носителя, и промежностную часть, расположенную между передней частью и задней частью. Впитывающее изделие имеет эластифицированную часть, которая выполнена с возможностью растягивания и стягивания в боковом направлении изделия в, по меньшей мере, одной из передней части и задней части. Эластифицированная часть имеет наружный лист, подлежащий размещению со стороны, которая удалена от кожи носителя, внутренний лист, подлежащий размещению со стороны, которая находится ближе к коже носителя, чем наружный лист, и множество эластичных элементов, которые размещены между наружным и внутренним листами в состоянии, в котором эластичные элементы растянуты в боковом направлении изделия. Наружный лист и внутренний лист частично соединены друг с другом в соединенной зоне. Соединенная зона расположена между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в продольном направлении изделия или боковом направлении изделия. Множество соединенных зон и множество несоединенных зон расположены с повторениями в продольном направлении изделия или боковом направлении изделия. Наружный лист выполнен с возможностью его деформирования для выпучивания по направлению к стороне поверхности, не обращенной к коже, вследствие стягивания эластичных элементов и образования множества складок, проходящих вдоль продольного направления изделия. Впитывающее изделие имеет отверстия, проходящие сквозь наружный лист в некоторых местах в складках, образованных наружным листом, при этом данные места перекрывают эластичные элементы в направлении толщины.
Краткое описание чертежей
[0008]
[Фиг.1] Фиг.1 представляет собой вид в перспективе, показывающий состояние, в котором используется (носится) натягиваемый одноразовый подгузник, который представляет собой вариант осуществления настоящего изобретения.
[Фиг.2] Фиг.2 представляет собой вид в плане подгузника, показанного на фиг.1, в его плоско разложенном, нестянутом состоянии, если смотреть со стороны поверхности, обращенной к коже.
[Фиг.3] Фиг.3(а) и 3(b) представляют собой соответственно вид в перспективе и схематический вид в плане, показывающие эластифицированную часть подгузника, показанного на фиг.1.
[Фиг.4] Фиг.4 представляет собой увеличенный вид в разрезе, показывающий сечение расположенной ниже пояса, нижней эластифицированной части подгузника, показанного на фиг.1, которое выполнено в боковом направлении изделия.
[Фиг.5] Фиг.5 представляет собой увеличенный вид в разрезе, показывающий сечение поясной эластифицированной части подгузника, показанного на фиг.1, которое выполнено в боковом направлении изделия.
[Фиг.6] Фиг.6(а) и 6(b) представляют собой увеличенные виды в разрезе, показывающие сечение эластифицированной части, показанной на фиг.3, которое выполнено в направлении толщины.
[Фиг.7] Фиг.7(а)–7(d) представляют собой увеличенные виды в разрезе, показывающие варианты отверстия согласно настоящему изобретению.
[Фиг.8] Фиг.8(а)–8(с) представляют собой виды в плане, показывающие взаимные расположения отверстий, эластичных элементов, соединенных зон и складок в эластифицированной части согласно настоящему изобретению.
Описание вариантов осуществления
[0009]
Было обнаружено, что если сборки образуются посредством обеспечения стягивания эластичных элементов для повышения гибкости и воздухопроницаемости наружного покрывающего элемента, существует вероятность того, что воздухопроницаемость части, которая сдавливается под действием эластичных элементов, которые были стянуты, будет низкой. Для решения этой проблемы была предпринята попытка подавить уменьшение воздухопроницаемости, вызываемое сдавливанием под действием эластичных элементов, посредством выполнения отверстий в листе наружного покрывающего элемента, расположенном со стороны поверхности, обращенной к коже, но не произошло существенного повышения воздухопроницаемости.
[0010]
Следовательно, настоящее изобретение относится к выполнению впитывающего изделия, которое имеет очень хорошую воздухопроницаемость.
[0011]
В дальнейшем впитывающее изделие по настоящему изобретению будет описано на основе предпочтительных вариантов его осуществления со ссылкой на чертежи.
Одноразовый подгузник 1, который представляет собой вариант осуществления настоящего изобретения, будет описан со ссылкой на фиг.1–3. Как показано на фиг.1, одноразовый подгузник 1 по данному варианту осуществления представляет собой натягиваемый одноразовый подгузник и включает в себя наружный покрывающий элемент 2 и впитывающий комплект 3, прикрепленный к наружному покрывающему элементу 2. Кроме того, подгузник 1 имеет переднюю часть А и заднюю часть В, подлежащие размещению соответственно с передней стороны и задней стороны носителя, когда носитель носит подгузник 1. Обе части передней части А, концевые в боковом направлении Y изделия, соответственно соединены с обеими частями задней части В, концевыми в боковом направлении Y изделия, для образования двух боковых швов 4, 4. Кроме того, в результате этого соединения образуются отверстие 5 для талии и два отверстия 6 для ног. Подгузник 1 имеет промежностную часть С, расположенную между передней частью А и задней частью В и подлежащую размещению между ногами носителя.
[0012]
Наружный покрывающий элемент 2 подгузника 1 по данному варианту осуществления имеет переднюю панель 2А, которая образует переднюю часть А, и заднюю панель 2В, которая образует заднюю часть В. Передняя панель 2А и задняя панель 2В соединены друг с другом в двух боковых швах 4, 4. Как показано на фиг.2, впитывающий комплект 3 закреплен так, что он соединяет часть передней панели 2А, центральную в боковом направлении Y изделия, и часть задней панели 2В, центральную в боковом направлении Y изделия, подобно перемычке. Части впитывающего комплекта 3, которые перекрывают соответственно переднюю панель 2А и заднюю панель 2В, полностью или частично присоединены к двум панелям 2А и 2В при использовании известного средства соединения, такого ка адгезив.
Наружный покрывающий элемент 2 может иметь узкую зону, например, зону, имеющую ширину, не превышающую 10 мм, в которой передняя панель 2А и задняя панель 2В не соединены друг с другом, на обоих концах передней или задней панели в боковом направлении Y изделия. Этот случай также «охватывается» случаем, в котором передняя часть А и задняя часть В соединены друг с другом в обеих из их частей, концевых в боковом направлении Y изделия.
[0013]
Как показано на фиг.2, подгузник 1 по данному варианту осуществления образован симметричным относительно осевой линии CL, проходящей в продольном направлении изделия, которая проходит в продольном направлении Х изделия. Соответственно, в случае симметричных частей в нижеследующем описании приведено в основном описание правой стороны на фиг.2, однако левая сторона имеет конфигурацию, аналогичную правой стороне, за исключением того, что левая сторона представляет собой зеркальное отображение правой стороны.
Следует отметить, что продольное направление Х изделия соответствует направлению от передней стороны к задней стороне носителя. Более конкретно, продольное направление Х изделия представляет собой направление от части, подлежащей размещению с передней стороны носителя, к части, подлежащей размещению с задней стороны носителя, проходит через часть, подлежащую размещению между ногами носителя, и обычно является таким же, как продольное направление впитывающего комплекта 3. С другой стороны, как показано на фиг.2, боковое направление Y изделия представляет собой направление, которое перпендикулярно к продольному направлению Х изделия в состоянии, в котором впитывающее изделие, такое как подгузник, плоско разложено и не стянуто, и, как показано на фиг.1, боковое направление Y изделия является таким же, как направление вдоль окружности трубчатой части D, расположенной ниже пояса, которая образована передней частью А и задней частью В, соединенными друг с другом. Кроме того, в передней части А и задней части В продольное направление Х изделия соответствует направлению вверх–вниз при ношении впитывающего изделия, и поэтому для каждой из передней части А и задней части В сторона отверстия 5 для талии также упоминается как верхняя сторона или сторона верха и сторона промежностной части С – как нижняя сторона или сторона низа.
[0014]
В данном описании «поверхность, обращенная к коже», относится к одной из передней и задней поверхностей каждого элемента, образующего впитывающий комплект 3, – такого как верхний лист 31, который будет описан позднее, – которая подлежит размещению ближе к коже носителя при ношении впитывающего изделия, и «поверхность, не обращенная к коже», относится к одной из передней и задней поверхностей каждого элемента, образующего впитывающий комплект 3, – такого как верхний лист 31, который будет описан позднее, – которая подлежит размещению напротив стороны, противоположной по отношению к коже носителя, при ношении впитывающего изделия.
[0015]
В подгузнике 1 по данному варианту осуществления, показанном на фиг.2, каждая из передней панели 2А и задней панели 2В, образующих наружный покрывающий элемент 2, включает в себя наружный лист 22, образующий наружную поверхность подгузника, внутренний лист 23, расположенный со стороны внутренней поверхности наружного листа 22, и множество нитевидных эластичных элементов 24, которые размещены между двумя листами 22 и 23 в растянутом состоянии. Каждая из передней панели 2А и задней панели 2В имеет поясную эластифицированную часть G1 и расположенную ниже пояса, нижнюю эластифицированную часть G2. В нижеприведенном описании поясная эластифицированная часть G1 и расположенная ниже пояса, нижняя эластифицированная часть G2 также будут упоминаться совместно как «эластифицированная часть G». В подгузнике 1 по данному варианту осуществления наружный лист 22, который образует наружную поверхность подгузника, представляет собой наружной лист, подлежащий размещению со стороны, которая удалена от кожи носителя, и внутренний лист 23 представляет собой внутренний лист, подлежащий размещению со стороны наружного покрывающего элемента 2, которая находится ближе к коже носителя, чем наружный лист. Этот внутренний лист 23 представляет собой «внутренний лист, подлежащий размещению со стороны, которая находится ближе к коже носителя, чем наружный лист», по настоящему изобретению.
[0016]
Поясные эластифицированные части G1 образованы снаружи от соответствующих концов 3а и 3b впитывающего комплекта 3, определяемых в продольном направлении Х изделия, представляющего собой подгузник 1. Поясные эластифицированные части G1 образованы в периферийной краевой части отверстия 5 для талии, и должны быть размещены на талии носителя при ношении подгузника. В каждой из передней панели 2А и задней панели 2В расположенные ниже пояса, нижние эластифицированные части G2 образованы ниже поясной эластифицированной части G1 и выше нижних концов боковых швов 4.
В поясных эластифицированных частях G1 и расположенных ниже пояса, нижних эластифицированных частях G2 по данному варианту осуществления наружный лист 22 и внутренний лист 23 соединены друг с другом в рядах 26S соединенных зон, в каждом из которых множество прерывистых соединенных зон 26а образованы с промежутками и выровнены по прямой линии в продольном направлении Х изделия. Ряды 26S соединенных зон, проходящие в продольном направлении Х изделия, расположены так, что множество рядов 26S соединенных зон образованы с интервалами вбоковом направлении Y изделия. Таким образом, подгузник 1 имеет соединенные зоны, в которых наружный лист 22 и внутренний лист 23 частично соединены друг с другом.
[0017]
Более конкретно, как показано на фиг.2, в поясной эластифицированной части G1 каждой из передней панели 2А и задней панели 2В множество прерывистых соединенных зон 26а образованы с промежутками в качестве соединенных зон 26, в которых наружный лист 22 и внутренний лист 23 скреплены друг с другом методом сплавления, так, что они выровнены в продольном направлении Х изделия, и множество рядов 26Sa соединенных зон, каждый из которых образован множеством прерывистых соединенных зон 26а, образованы с интервалами в боковом направлении Y изделия. Соединенные зоны 26, которые образованы проходящими прерывисто или непрерывно в продольном направлении Х изделия подобно рядам 26Sa соединенных зон, образованным множеством прерывистых соединенных зон 26а, также упоминаются как продольные соединенные зоны 26.
Каждая из продольных соединенных зон 26 по данному варианту осуществления расположена между соответствующими несоединенными зонами 36, в которых наружный лист 22 и внутренний лист 23 не соединены друг с другом непрерывно в продольном направлении Х изделия. Более конкретно, продольные соединенные зоны 26 и несоединенные зоны 36, которые проходят в продольном направлении Х, расположены попеременно рядом друг с другом в боковом направлении Y изделия. Кроме того, множество прерывистых соединенных зон 26, образующих каждый ряд 26Sa соединенных зон, расположены между соответствующими несоединенными зонами 36, в которых наружный лист 22 и внутренний лист 23 не соединены друг с другом непрерывно, в боковом направлении Y изделия.
Кроме того, в расположенных ниже пояса, нижних эластифицированных частях G2 каждой из передней панели 2А и задней панели 2В прерывистые соединенные зоны 26а, в которых наружный лист 22 и внутренний лист 23 скреплены друг с другом методом сплавления, также образованы с промежутками таким образом, чтобы они были выровнены в продольном направлении Х изделия. Кроме того, множество рядов 26Sb соединенных зон, каждый из которых образован множеством прерывистых соединенных зон 26а, выровненных в продольном направлении Х изделия, образованы с интервалами в боковом направлении Y изделия.
[0018]
Несмотря на то, что подгузник 1 по данному варианту осуществления имеет в качестве продольных соединенных зон 26 ряды 26S соединенных зон, каждый из которых образован проходящим прерывисто в продольном направлении Х изделия, продольные соединенные зоны 26 также могут быть образованы проходящими непрерывно в продольном направлении Х изделия. Множество продольных соединенных зон 26 образованы с интервалами в боковом направлении изделия.
Как описано выше, подгузник 1 по данному варианту осуществления имеет в качестве соединенных зон, в которых наружный лист 22 и внутренний лист 23 частично соединены друг с другом, продольные соединенные зоны 26, проходящие прерывисто или непрерывно в продольном направлении изделия, однако соединенные зоны также могут представлять собой поперечные соединенные зоны, проходящие прерывисто или непрерывно в боковом направлении изделия. В случае, когда соединенные зоны представляют собой поперечные соединенные зоны, поперечные соединенные зоны расположены с интервалами или непрерывно в продольном направлении Х изделия, и каждая из них расположена между несоединенными зонами, в которых наружный лист 22 и внутренний лист 23 не соединены друг с другом непрерывно в продольном направлении Х изделия. Кроме того, множество поперечных соединенных зон и множество несоединенных зон расположены с повторениями в продольном направлении изделия. Кроме того, каждая из несоединенных зон 36, в которых наружный лист 22 и внутренний лист 23 не соединены друг с другом, может непрерывно проходить или в одном, или в обоих из продольного направления Х изделия и бокового направления Y изделия. Кроме того, несмотря на то, что в соединенных зонах, в которых наружный лист 22 и внутренний лист 23 соединены друг с другом, наружный лист и внутренний лист могут быть соединены непосредственно друг с другом, как в данном варианте осуществления, наружный лист и внутренний лист могут быть также соединены друг с другом посредством другого элемента (например, эластичного элемента или тому подобного).
[0019]
В боковых зонах S, S каждой из передней панели 2А и задней панели 2В каждый ряд 26Sa соединенных зон поясной эластифицированной части G1 и соответствующий ряд 26Sb соединенных зон расположенной ниже пояса, нижней эластифицированной части G2 совместно образуют один ряд, непрерывный в продольном направлении Х изделия. Боковые зоны S, S представляют собой зоны, которые расположены снаружи в боковом направлении Y изделия соответственно от обоих боковых краев 3с, 3с впитывающего комплекта 3.
В нижеприведенном описании ряды 26Sa соединенных зон в поясных эластифицированных частях G1 и ряды 26Sb соединенных зон в расположенных ниже пояса, нижних эластифицированных частях G2 также будут совместно упоминаться как ряды 26S соединенных зон.
[0020]
В поясных эластифицированных частях G1 подгузника 1 по данному варианту осуществления во всех из рядов 26Sa соединенных зон места расположения продольных соединенных зон 26 в продольном направлении Х изделия являются по существу одинаковыми. Кроме того, множество эластичных элементов 24 размещены так, что они проходят по отдельности в боковом направлении Y изделия, проходя через зазоры между соединенными зонами в каждом из множества рядов 26Sa соединенных зон. То есть, в поясных эластифицированных частях G1 эластичные элементы 24 размещены так, что они проходят между продольными соединенными зонами 26, которые образуют ряды 26Sa соединенных зон, не будучи прикрепленными к продольным соединенным зонам 26. Все из множества эластичных элементов 24 размещены между наружным листом 22 и внутренним листом 23.
Аналогичным образом, в расположенных ниже пояса, нижних эластифицированных частях G2, G2 во всех из рядов 26Sb соединенных зон места расположения продольных соединенных зон 26 в продольном направлении Х изделия также являются по существу одинаковыми. Кроме того, множество эластичных элементов 24 размещены так, что они проходят по отдельности в боковом направлении Y изделия, проходя через зазоры между соединенными зонами в каждом из множества рядов 26Sb соединенных зон. То есть, в расположенных ниже пояса, нижних эластифицированных частях G2 эластичные элементы 24 размещены так, что они проходят между продольными соединенными зонами 26, которые образуют ряды 26Sb соединенных зон, не будучи прикрепленными к продольным соединенным зонам 26. Все из множества эластичных элементов 24 также размещены между наружным листом 22 и внутренним листом 23.
Как описано выше, в поясных эластифицированных частях G1 и расположенных ниже пояса, нижних эластифицированных частях G2 по данному варианту осуществления продольные соединенные зоны 26 и эластичные элементы 24 не перекрываются. Кроме того, все из множества эластичных элементов 24 по данному варианту осуществления расположены между наружным листом 22 и внутренним листом 23.
[0021]
Как показано на фиг.2, в подгузнике 1 по данному варианту осуществления как передняя панель 2А, так и задняя панель 2В имеют две наружные боковые зоны 27 фиксации, в которых наружный лист 22 и внутренний лист 23 соединены друг с другом посредством адгезива, при этом две наружные боковые зоны 27 фиксации расположены соответственно с противоположных сторон по отношению к осевой линии CL, проходящей в продольном направлении изделия. Кроме того, как передняя панель 2А, так и задняя панель 2В имеют зоны 28 фиксации, расположенные со стороны комплекта, в которых наружный лист 22 и внутренний лист 23 присоединены друг к другу посредством адгезива, при этом зоны 28 фиксации, расположенные со стороны комплекта, расположены вблизи соответствующих боковых краев 3с впитывающего комплекта 3. В каждой из передней панели 2А (передней части А) и задней панели 2В (задней части В) две наружные боковые зоны 27 фиксации образованы в местах, которые удалены наружу (по направлению к боковым швам) в боковом направлении Y изделия от соответствующих зон 28 фиксации, расположенных со стороны комплекта. Более конкретно, две наружные боковые зоны 27 фиксации расположены в соответствующих тех частях каждой из передней панели 2А и задней панели 2В, которые являются концевыми в боковом направлении Y изделия, или вблизи данных соответствующих концевых частей. Предпочтительно, чтобы наружные боковые зоны 27 фиксации полностью или частично перекрывали соответствующие боковые швы 4.
[0022]
В каждой из поясных эластифицированных частей G1 множество эластичных элементов 24 размещены так, что они проходят между двумя наружными боковыми зонами 27 фиксации, и эти эластичные элементы 24 закреплены между листами 22 и 23 в каждой из двух наружных боковых зон 27 фиксации, но не прикреплены ни к одному из листов 22 и 23 между наружными боковыми зонами 27 фиксации.
С другой стороны, в каждой из расположенных ниже пояса, нижних эластифицированных частей G2 множество эластичных элементов 24 размещены так, что они проходят между наружной боковой зоной 27 фиксации и зоной 28 фиксации, расположенной со стороны комплекта, и эти эластичные элементы 24 закреплены между листами 22 и 23 в каждой из наружной боковой зоны 27 фиксации и зоны 28 фиксации, расположенной со стороны комплекта, но не прикреплены ни к одному из листов 22 и 23 между наружной боковой зоной 27 фиксации и зоной 28 фиксации, расположенной со стороны комплекта.
[0023]
Как показано на фиг.2, зоны 28 фиксации, расположенные со стороны комплекта, могут быть образованы так, что они будут полностью перекрывать впитывающий комплект 3. Однако зоны 28 фиксации, расположенные со стороны комплекта, могут быть также образованы так, что они будут проходить от стороны, внутренней по отношению к соответствующим боковым краям 3с впитывающего комплекта 3, до стороны, наружной по отношению к ним. Кроме того, зоны 28 фиксации, расположенные со стороны комплекта, могут быть также образованы снаружи в боковом направлении подгузника по отношению к соответствующим боковым краям 3с впитывающего комплекта 3. Следует отметить, что вариант осуществления, в котором зоны 28 фиксации, расположенные со стороны комплекта, полностью перекрывают впитывающий комплект 3, охватывает как вариант осуществления, в котором место расположения концевой в боковом направлении подгузника, наружной части каждой из зон 28 фиксации, расположенных со стороны комплекта, совпадает с местом расположения соответствующего бокового края 3с впитывающего комплекта 3, так и вариант осуществления, в котором каждая из зон 28 фиксации, расположенных со стороны комплекта, образована на заданном расстоянии от соответствующего бокового края 3с впитывающего комплекта 3.
[0024]
Кроме того, в поясных эластифицированных частях G1 множество рядов 26Sa соединенных зон образованы с по существу равными интервалам в боковом направлении Y изделия. Более конкретно, множество рядов 26Sa соединенных зон расположены с по существу равными интервалами между зоной вблизи одной из наружных боковых зон 27 фиксации и зоной вблизи другой наружной боковой зоны 27 фиксации. В расположенных ниже пояса, нижних эластифицированных частях G2 множество рядов 26Sb соединенных зон также образованы с по существу равными интервалами между зоной вблизи одной из наружных боковых зон 27 фиксации и зоной вблизи другой наружной боковой зоны 27 фиксации. Однако между двумя зонами 28 фиксации, расположенными со стороны комплекта, не размещены никакие эластичные элементы 24, или эластичные элементы 24 размещены в состоянии, в котором эластичные элементы 24 подвергнуты обработке, такой как разрезание, для предотвращения проявления эластичности.
[0025]
Поскольку эластичные элементы 24 размещены в эластифицированной части G в состоянии, в котором эластичные элементы 24 растянуты в боковом направлении Y изделия, эластифицированная часть G является растягивающейся и стягивающейся в боковом направлении Y изделия. В поясных эластифицированных частях G1 и расположенных ниже пояса, нижних эластифицированных частях G2 по данному варианту осуществления, как показано соответственно на фиг.3 и 6, вследствие стягивания эластичных элементов 24, которые размещены между наружным листом 22 и внутренним листом 23 в растянутом состоянии, части наружного листа 22, которые расположены между продольными соединенными зонами 26, соседними друг с другом в боковом направлении Y изделия, деформируются так, что они выпучиваются в направлении толщины наружного листа 22, посредством чего образуется множество складок 29, проходящих вдоль продольного направления Х изделия, а также образуются полые части 30 между двумя листами 22 и 23. Как показано на фиг.3, стягивание эластичных элементов 24 вызывает деформирование наружного листа 22 так, что он выпучивается по направлению к стороне поверхности, не обращенной к коже, и посредством этого образует множество складок, проходящих вдоль продольного направления Х изделия. Складки 29 образуются между продольными соединенными зонами 26, соседними друг с другом в боковом направлении Y изделия, то есть в несоединенных зонах 36, каждая из которых проходит непрерывно в продольном направлении Х изделия.
Следует отметить, что несмотря на то, что наружный покрывающий элемент 2, показанный на фиг.3 и 6, имеет складки 29, образованные в наружном листе 22, складки 29 могут также быть образованы в обоих листах 22 и 23, то есть в наружном листе 22 и внутреннем листе 23. Внутренний лист 23 по данному варианту осуществления деформируется так, что он выпучивается по направлению к стороне поверхности, обращенной к коже, как показано на фиг.3, посредством чего образуется множество складок, проходящих вдоль продольного направления Х изделия.
[0026]
При ношении подгузника 1 по данному варианту осуществления эластичные элементы 24 обеспечивают поджим внутреннего листа 23 к стороне кожи, и поэтому зазор между внутренним листом 23 и наружным листом 22 образуется в каждой из несоединенных зон. В частности, в частях, в которых имеются эластичные элементы 24, внутренний лист 23 будет размещен между кожей и эластичными элементами 24 и будет входить в плотный контакт с телом в состоянии, в котором складки 29 разглажены. Части наружного листа 22, которые соответствуют данным частям, деформируются так, что они выпучиваются по направлению к стороне, не обращенной к коже. Поскольку в подгузнике 1 соединенные зоны 26 расположены между несоединенными зонами, в которых наружный и внутренний листы не соединены друг с другом непрерывно в продольном направлении Х изделия, образуются складки 29, проходящие вдоль продольного направления Х изделия, и внутри складок 29 образуются полые части 30.
[0027]
Предпочтительно, чтобы вышеописанные складки 29 были образованы в эластифицированной части G, по меньшей мере, в ее естественном состоянии, и предпочтительно, чтобы даже в состоянии при ношении изделия сохранялись складки 29 и зазоры, которые образуются между складками 29. Как показано на фиг.3 и 6, складки 29, образованные наружным листом 22, представляют собой части, выступание которых к стороне поверхности, не обращенной к коже, в направлении Z толщины наружного листа 22 обеспечивается вследствие стягивания эластичных элементов 24, в то время как складки 29, образованные внутренним листом 23, представляют собой части, выступание которых к стороне поверхности, обращенной к коже, в направлении Z толщины внутреннего листа 23 обеспечивается вследствие стягивания эластичных элементов 24. Кроме того, части, заглубленные в направлении Z толщины наружного листа 22, которые расположены между складками 29, также упоминаются как желобчатые части/канавки 29b. Как показано на фиг.3 и 6, с учетом тактильного ощущения предпочтительно, чтобы верхние участки выступающих частей соответствующих складок 29 имели форму дуги окружности в сечении.
[0028]
Как показано на фиг.4, в подгузнике 1 по данному варианту осуществления в расположенных ниже пояса, нижних эластифицированных частях G2 каждой из передней части А и задней части В два листа 22 и 23 соединены друг с другом в соединенных зонах 26 для образования полых частей 30. Кроме того, в подгузнике 1 по данному варианту осуществления листовой материал, образующий наружный лист 22 каждой из передней части А и задней части В, загнут на сторону поверхности внутреннего листа 23, обращенной к коже, вдоль периферийной краевой части 51 отверстия 5 для талии, и эта загнутая часть 22R закрывает сторону поверхности внутреннего листа 23, обращенной к коже, в поясной эластифицированной части G1 (см. фиг.5). Кроме того, загнутая часть 22R присоединена к обращенной к коже поверхности или внутреннего листа 23, или впитывающего комплекта 3, или как внутреннего листа 23, так и впитывающего комплекта 3 посредством адгезива, нанесенного на всю поверхность или на часть поверхности загнутой части 22R, но не прикреплена к соединенным зонам 26 методом сплавления. Таким образом, соединенные зоны 26 могут также представлять собой соединенные зоны, в которых три слоя, то есть наружный лист 22, внутренний лист 23 и загнутая часть 22R объединены в одно целое посредством горячего тиснения.
[0029]
Как показано на фиг.3(а) и 3(b), в наружном листе 22 отверстия m образованы в вышеописанных складках 29 в эластифицированной части G так, что они перекрывают эластичные элементы 24. Отверстия m образованы в тех частях складок 29, которые отличаются от соединенных зон 26. То есть, отверстия m образованы в несоединенных зонах 36. Несмотря на то, что подгузник 1 по данному варианту осуществления имеет отверстия m, которые образованы так, что они перекрывают эластичные элементы 24 в поясных эластифицированных частях G1 и в расположенных ниже пояса, нижних эластифицированных частях G2, достаточно того, чтобы наружный лист 22 имел отверстия m, которые образованы в местах, перекрывающих эластичные элементы 24 в направлении толщины, по меньшей мере, или в поясной эластифицированной части G1, или в расположенной ниже пояса, нижней эластифицированной части G2, которые представляют собой зоны, в которых размещены эластичные элементы 24. В нижеприведенном описания «отверстия m, которые образованы в местах, перекрывающих эластичные элементы 24 в направлении толщины», также будут упоминаться как «отверстия m, которые перекрывают эластичные элементы 24».
[0030]
Фиг.3(b) представляет собой вид в плане эластифицированной части G в растянутом состоянии, в котором эластичные элементы 24 растянуты в боковом направлении Y изделия, то есть при нестянутом состоянии эластичных элементов 24. В подгузнике 1 по данному варианту осуществления, как показано на фиг.3(b), как отверстия m, которые перекрывают эластичные элементы 24, так и отверстия m’, которые не перекрывают эластичные элементы 24, или только отверстия m, которые перекрывают эластичные элементы 24, могут быть образованы в эластифицированной части G. Решение о том, образовано ли отверстие m в месте, перекрывающем эластичный элемент 24, или нет, принимают при рассмотрении состояния, в котором эластичные элементы 24 растянуты в боковом направлении Y изделия.
Кроме того, в подгузнике 1 по данному варианту осуществления, как показано на фиг.3(b), отверстия m перекрывают осевые линии 36с, которые проходят через определяемые в боковом направлении Y изделия центры соответствующих несоединенных зон 36, в которых образованы складки 29. Участки осевых линий 36с представляют собой линии, которые разделяют пополам ширину соответствующих несоединенных зон 36, определяемую в боковом направлении Y изделия, и по существу совпадают с верхними частями складок 29. Верхние части складок 29 представляют собой части, которые выступают дальше всего в направлении Z толщины отдельных складок 29. Несмотря на то, что отверстия m по данному варианту осуществления образованы так, что они перекрывают вышеописанные осевые линии 36с, отверстия m также могут быть образованы в местах, которые не перекрывают осевые линии 36с несоединенных зон 36, как показано на фиг.8(а)–8(с), которые будут описаны позднее. В случае, когда каждая из несоединенных зон 36 проходит непрерывно в боковом направлении Y изделия и образованы складки 29, каждая из которых проходит в боковом направлении Y изделия, осевые линии 36с несоединенных зон 36 представляют собой линии, которые разделяют пополам ширину соответствующих несоединенных зон 36, определяемую в продольном направлении Х изделия.
[0031]
Как показано на фиг.6, отверстия m в наружном листе 22 по данному варианту осуществления проходят сквозь наружный лист 22. Кроме того, отдельные отверстия m и эластичный элемент 24, который перекрывают отверстия m на виде в плане, перекрываются в направлении Z толщины, как показано на фиг.6. Площадь поперечного сечения каждого отверстия m по данному варианту осуществления в направлении, которое перпендикулярно направлению Z толщины, непрерывно уменьшается от стороны поверхности, не обращенной к коже, к стороне поверхности, обращенной к коже. Как описано выше, отверстия m образованы в местах, которые перекрывают части эластичных элементов 24, но достаточно того, чтобы входные части m2 отдельных отверстий m, расположенные со стороны поверхности, обращенной к коже, полностью или частично перекрывали эластичные элементы 24.
[0032]
Соединенные зоны 26 подгузника 1 по данному варианту осуществления образуют посредством этапа образования соединенных зон, на котором наружный лист 22 и внутренний лист 23 размещают один поверх другого, и получающуюся в результате, многослойную часть подвергают горячему тиснению. Отверстия m образуют посредством выполнения обработки для образования отверстий в тех частях двух листов 22 и 23, которые отличаются от соединенных зон 26, образованных на этапе образования соединенных частей.
На этапе образования соединенных зон могут быть использованы, например, устройство для горячего тиснения, включающее в себя валик для тиснения и опорный валик и имеющее на наружной окружной периферийной поверхности валика для тиснения соединяющие выступы, передние концевые поверхности которых имеют форму, аналогичную контуру соединенных зон 26. В случае, когда продольные соединенные зоны 26 проходят с промежутками в продольном направлении Х изделия, например, можно использовать устройство для горячего тиснения, которое имеет соединяющие выступы, имеющие форму, аналогичную контуру прерывистых соединенных зон 26а, которые образуют соединенные зоны 26 и образованы с промежутками в продольном направлении Х изделия. В случае, когда соединенные зоны 26 проходят непрерывно в продольном направлении Х изделия, например, можно использовать устройство для горячего тиснения, которое имеет соединяющие выступы, которые проходят непрерывно в продольном направлении Х изделия аналогично контуру соединенных зон 26. Для выполнения обработки для образования отверстий, например, может быть использовано резальное устройство, включающее в себя режущий валик и опорный валик и имеющее на наружной окружной периферийной поверхности режущего валика режущие ножи, имеющие форму, аналогичную контуру отверстий m.
В подгузнике 1 по данному варианту осуществления соединенные зоны 26 образованы посредством выполнения этапа образования соединенных зон на наружном листе 22 и внутреннем листе 23, которые размещены один поверх другого так, чтобы эластичные элементы 24 были размещены между ними. В наружном листе 22 отверстия m были образованы посредством обработки для образования отверстий на этапе, предшествующем выполнению этапа образования соединенных зон.
[0033]
Подгузник 1 можно носить аналогично обычному натягиваемому одноразовому подгузнику.
Когда носитель выполняет движение, такое как вставание или усаживание, в подгузнике 1 по данному варианту осуществления эластичные элементы 24 растягиваются или стягиваются и полые части 30 внутри складок 29 в эластифицированной части G соответственно расширяются или сужаются в направлении Z толщины эластифицированной части G, как показано на фиг.6(а) и 6(b). Более конкретно, если эластичные элементы 24 растягиваются, пространство каждой из полых частей 30 внутри складок 29, образованных в наружном листе 22, уменьшается в объеме, как показано на фиг.6(а), и, если эластичные элементы 24 стягиваются, пространство каждой из полых частей 30 внутри складок 29, образованных в наружном листе 22, увеличивается в объеме, как показано на фиг.6(b). Расширение или сужение полых частей 30 также может быть вызвано изменением давления, которое приложено со стороны поверхности подгузника 1, не обращенной к коже, при ношении подгузника 1, например, давления, приложенного со стороны предмета одежды или тому подобного, расположенного с наружной стороны подгузника 1.
[0034]
Когда полые части 30 внутри складок 29 расширяются или сужаются, генерируются потоки F1 или F2 воздуха, проходящего в полые части 30 и из полых частей 30, поскольку складки 29, образованные наружным листом 22, имеют отверстия m, и это способствует вентилированию полых частей 30. То есть, как показано на фиг.6(а), если пространства соответствующих полых частей 30 уменьшаются в объеме, генерируются потоки F1 воздуха, находящегося в полых частях 30, выходящие наружу через отверстия m, в то время как в случае, показанном на фиг.6(b), если пространства соответствующих полых частей 30 увеличиваются в объеме, генерируются потоки F2 наружного воздуха, проходящие в полые части 30 через отверстия m. В нижеприведенном описании этот эффект будет также упоминаться как «сильфонный эффект». В подгузнике 1 полые части 30 складок 29, проходящих в продольном направлении Х изделия, служат в качестве вентиляционных каналов, воздухообмен в полых частях 30 происходит за счет вышеописанного сильфонного эффекта, легко обеспечивается возможность эффективного выхода наружу влаги, имеющейся в полых частях 30, и влаги, имеющейся в подгузнике 1 при ношении, и поэтому может подавляться возникновение улавливания тепла и влаги и тому подобное.
Кроме того, несмотря на то, что внутренний лист 23 сдавливается под действием эластичных элементов 24 при ношении подгузника и существует вероятность снижения воздухопроницаемости сдавленных частей, воздухопроницаемость частей, в которых размещены эластичные элементы и в которых существует вероятность снижения воздухопроницаемости, может быть повышена посредством выполнения наружного листа 22 с отверстиями m, которые перекрывают эластичные элементы 24, как в настоящем изобретении, то есть посредством выполнения отверстий m в частях, соответствующих частям, сдавливаемым под действием эластичных элементов 24, и посредством этого воздухообмен выполняется надежным образом. Кроме того, в частях, в которых размещены эластичные элементы, скорее всего, будут сохраняться зазоры между наружным листом 22 и эластичными элементами 24, которые поджимают внутренний лист 23 по направлению к стороне поверхности, обращенной к коже, и, следовательно, вышеописанный сильфонный эффект достигается еще более надежным образом при выполнении отверстий m в местах, перекрывающих эластичные элементы 24. За счет вышеописанных эффектов впитывающее изделие по настоящему изобретению имеет очень хорошую воздухопроницаемость.
Следует отметить, что в случае, когда отверстия выполнены во внутреннем листе 23 в местах, перекрывающих эластичные элементы 24, отверстия могут быть заблокированы эластичными элементами 24 или отверстия могут быть заблокированы вследствие закручивания внутреннего листа 23 из–за стягивания эластичных элементов 24, и поэтому невозможно будет достичь ожидаемого повышения воздухопроницаемости.
[0035]
Кроме того, в эластифицированной части G подгузника 1 по настоящему изобретению соединенные зоны 26 образованы с промежутками в продольном направлении Х изделия. Кроме того, эластичные элементы 24 размещены между соединенными зонами 26, соседними друг с другом в продольном направлении Х изделия, и эластичные элементы 24 не прикреплены к листам 22 и 23 в соединенных зонах 26. Таким образом, посредством складок 29, которые образованы листом 22 или листом 23, наружный покрывающий элемент 2 деформируется с еще большей гибкостью в соответствии с нагрузкой, которая приложена в направлении толщины, и поэтому создает еще лучшее тактильное ощущение и тому подобное.
[0036]
В каждом из отверстий m, выполненных в наружном листе 22 подгузника 1, диаметр входной части, представляющей собой входную часть m1, расположенную со стороны поверхности, не обращенной к коже, и диаметр входной части, представляющей собой входную часть m2, расположенную со стороны поверхности, обращенной к коже, отличаются друг от друга. Предпочтительно, чтобы входная часть m1 каждого отверстия m, расположенная со стороны поверхности, не обращенной к коже, была больше его входной части m2, расположенной со стороны поверхности, обращенной к коже. При данной конфигурации обеспечивается благоприятное тактильное ощущение при касании стороны поверхности наружного листа 22, не обращенной к коже. Кроме того, при вышеописанной конфигурации толщина в зоне каждого отверстия m и его периферийного края меньше, чем толщина частей, отличных от отверстий m, и пространство полой части 30 уменьшается в данном отверстии m. Следовательно, тепло и влага легко выходят из полых частей 30 складок 29, и обеспечивается высокая эффективность вентилирования даже при малых отверстиях. Поскольку отверстия m заглублены по направлению к стороне наружного листа 22, обращенной к коже, то есть входные части m1 отверстий, расположенные со стороны поверхности, не обращенной к коде, больше входных частей m2, расположенных со стороны поверхности, обращенной к коже, может быть достигнут эффект, заключающийся в обеспечении еще более легкого выхода тепла и влаги из полых частей 30 складок 29 без аккумулирования тепла и влаги в них.
[0037]
Фиг.7(а)–7(d) представляют собой схематические изображения, показывающие варианты формы отверстий m согласно настоящему изобретению.
В случае отверстия m, показанного на фиг.7(а), площадь его поперечного сечения в направлении, которое перпендикулярно направлению Z толщины, непрерывно уменьшается от стороны поверхности, не обращенной к коже, к стороне поверхности, обращенной к коже. Внутри наружного периферийного края отверстия m толщина этого наружного листа 22 непрерывно уменьшается по направлению к центральной части Ο данного отверстия на виде в плане. Если при данной конфигурации кожа руки или тому подобного входит в контакт с данной частью с отверстием, обеспечивается благоприятное тактильное ощущение гладкой поверхности, которая не «цепляется» к коже, и тепло и влага, имеющиеся в полых частях 30 складок 29, еще легче выходят без аккумулирования в данных частях. Таким образом, предпочтительно, чтобы наружный лист 22 имел внутри по отношению к наружному периферийному краю каждого отверстия m часть, в которой толщина постепенно уменьшается по направлению к центральной части Ο отверстия m. Следует отметить, что применительно к наружному листу 22 выражение «внутри по отношению к наружному периферийному краю каждого отверстия m» относится к части, которая находится ближе к центральной части Ο отверстия m, чем наружный периферийный край входной части m1 отверстия m, расположенной со стороны поверхности, не обращенной к коже. Центральная часть Ο отверстия m представляет собой центр его входной части m2, расположенной со стороны поверхности, обращенной к коже, на виде в плане. Место расположения центральной части Ο отверстия m, показанного на фиг.7(а), совпадает с местом расположения центральной оси отверстия m на виде в плане.
В качестве варианта, в котором наружный лист 22 имеет внутри по отношению к наружному периферийному краю каждого отверстия часть, в которой толщина наружного листа 22 постепенно уменьшается по направлению к центральной части Ο отверстия m, как показано на фиг.7(а), отверстие m может быть образовано с прямолинейным контуром в сечениях, выполненных в направлении Z толщины наружного листа 22. Кроме того, как показано на фиг.7(b), отверстие m также может быть образовано с криволинейным контуром в сечениях, выполненных в направлении Z толщины.
[0038]
Отверстие m, показанное на фиг.7(с), имеет в сечении, выполненном в направлении Z толщины, вдавленную часть m3, которая является криволинейной с чашеобразной формой, и соединительную часть m4, которая расположена ближе к стороне поверхности, обращенной к коже, чем вдавленная часть m3. Соединительная часть m4 представляет собой часть, имеющую постоянную площадь поперечного сечения в направлении, которое перпендикулярно к направлению Z толщины. Поскольку отверстие m имеет вдавленную часть m3 и соединительную часть m4, соединительная часть m4 отверстия m обеспечивает возможность – при сохранении благоприятного тактильного ощущения – в еще большей степени повысить прочность периферийной краевой части, входной части m2, расположенной со стороны, обращенной к коже, в которой прочность наружного листа 22 является наименьшей, и, следовательно, еще более эффективно предотвратить возникновение разрыва или разделения наружного листа 22, который (–ое) начинается рядом с отверстием m во время изготовления впитывающего изделия или при надевании впитывающего изделия носителем. Таким образом, предпочтительно, чтобы каждое отверстие m имело вдавленную часть m3, в которой площадь поперечного сечения отверстия в направлении, которое перпендикулярно направлению толщины, постепенно уменьшается к стороне поверхности, обращенной к коже, и соединительную часть m4, которая расположена ближе к стороне поверхности, обращенной к коже, чем вдавленная часть m3, и в которой площадь поперечного сечения в направлении, которое перпендикулярно к направлению толщины, является постоянной.
По соображениям, связанным с еще более эффективным достижением вышеописанных эффектов, толщина Т4 соединительной части m4 в направлении Z толщины наружного листа 22 предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 80% или менее и более предпочтительно 70% или менее и предпочтительно составляет от 5% до 80% и более предпочтительно от 10% до 70% относительно суммарной толщины Т вдавленной части m3 и соединительной части m4. Следует отметить, что толщину Т3 вдавленной части m3 и толщину Т4 соединительной части m4 измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия. Несмотря на то, что общая толщина Т вдавленной части m3 и соединительной части m4, показанных на фиг.7(с), представляет собой сумму толщины Т3 вдавленной части m3 и толщины Т4 соединительной части m4, толщина отверстия m, показанного на фиг.7(с), равна толщине части наружного листа 22, отличной от частей, в которых образованы отверстия m.
[0039]
Отверстие m, показанное на фиг.7(d), образовано так, что в сечении, выполненном в направлении Z толщины, контур отверстия m является криволинейным, и край m20 входной части m2, расположенной со стороны поверхности, обращенной к коже, выступает по направлению к стороне поверхности, обращенной к коже. При данной конфигурации в несоединенных зонах легко образуются зазоры между внутренним листом 23 и наружным листом 22, легко образуются полые части 30 складок 29, и обеспечивается высокая эффективность вентилирования. Таким образом, предпочтительно, чтобы для каждого отверстия m периферийная краевая часть m20 входной части m2, расположенной со стороны поверхности, обращенной к коже, выступала дальше к стороне поверхности, обращенной к коже, чем место расположения обращенной к коже поверхности 22b части q наружного листа 22, отличной от отверстий m. Эта выступающая часть будет также упоминаться как периферийная краевая выступающая часть m20. В отверстии m, показанном на фиг.7(d), входная часть m2, расположенная со стороны поверхности, обращенной к коже, находится ближе к стороне поверхности, обращенной к коже, чем поверхность 22b наружного листа 22, обращенная к коже.
По соображениям, связанным с еще более надежным достижением вышеописанных эффектов, предпочтительно, чтобы толщина Т20 периферийной краевой выступающей части m20 была меньше толщины Т22 наружного листа 22. Кроме того, по аналогичным соображениям толщина Т20 периферийной краевой выступающей части m20 предпочтительно составляет 5% или более и более предпочтительно 10% или более, предпочтительно составляет 80% или менее и более предпочтительно 70% или менее и предпочтительно составляет от 5% до 80% и более предпочтительно от 10% до 70% относительно толщины Т22 наружного листа 22. В данном случае толщина Т22 наружного листа 22 представляет собой толщину части q наружного листа 22, отличной от отверстий m. Часть q наружного листа 22, отличная от отверстий m, представляет собой часть наружного листа 22, которая не перекрывает никакое отверстие m на виде в плане. Толщину Т20 периферийной краевой выступающей части m20 и толщину Т22 наружного листа 22 измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0040]
В наружном листе 22, который имеет отверстие m, показанное на любой из фиг.7(а)–7(d), межволоконное расстояние в части, отверстия m внутри по отношению к его наружному периферийному краю, непрерывно уменьшается в направлении внутрь отверстия m, то есть по направлению к центральной части Ο отверстия на виде в плане. То есть, плотность волокон в части отверстия m внутри по отношению к его наружному периферийному краю, непрерывно увеличивается в направлении внутрь отверстия m, то есть по направлению к центральной части Ο отверстия на виде в плане. В этом наружном листе 22 зазоры между волокнами в части отверстия m внутри по отношению к его наружному периферийному краю, меньше зазоров в части, отличной от частей отверстия m.
ПО соображениям, связанным с обеспечением возможности сохранения формы отверстия даже при приложении давления, предпочтительно, чтобы межволоконное расстояние в периферийной краевой части каждого отверстия m наружного листа 22, было меньше межволоконного расстояния в части наружного листа 22, отличной от частей отверстия m. Кроме того, предпочтительно, чтобы плотность волокон в периферийной краевой части каждого отверстия m наружного листа 22, была более высокой, чем плотность волокон в части наружного листа 22, отличной от частей отверстия m.
Межволоконное расстояние в периферийной краевой части отверстия m, и межволоконное расстояние в части, отличной от частей отверстия m, измеряют, используя нижеприведенный метод.
[0041]
Метод измерения межволоконного расстояния
Определяют поверхностную плотность, толщину и номер волокна (в денье) предназначенной для измерений части листа, и межволоконное расстояние рассчитывают в соответствии с нижеприведенным уравнением (1). При измерении разных частей листа, такого как наружный лист 21, в котором выполнены отверстия m, поверхностная плотность и номер волокна (в денье) листа не изменяются, но толщина изменяется в зависимости от частей, предназначенных для измерений.
Толщину измеряют следующим образом. Для измерения толщины листа часть, являющуюся объектом измерений и включающую в себя периферийную краевую часть отверстия m, или часть, отличную от отверстий m, разрезают в направлении толщины так, чтобы полученная при разрезании поверхность части, являющейся объектом измерений, не сплющивалась. Нож, резак, бритву или тому подобное используют для разрезания части, являющейся объектом измерений. После этого сечение, полученное разрезанием, осматривают, используя микроскоп, и измеряют толщину части для измерений. Толщину измеряют в десяти разных точках разрезанной части, являющейся объектом измерений, и среднее значение для них рассчитывают как толщину части для измерений.
Следует отметить, что поверхностную плотность вычисляют исходя из массы, предназначенной для измерений части листа и ее длин в продольном направлении и боковом направлении. Номер волокна (в денье) представляет собой массу отрезка волокна с длиной 9000 м и может быть получен исходя из удельного веса (по существу плотности) волокон и площади поперечного сечения волокон. В случае, когда волокна каждого из листов образованы в виде волокон одного типа, смолу, используемую в волокнах, идентифицируют, используя дифференциальную сканирующую калориметрию (DSC). В случае многокомпонентного волокна, такого как многокомпонентное волокно, имеющее структуру с ядром и оболочкой, компонент оболочки представляет собой компонент, поддающийся скреплению методом сплавления, и поэтому идентификацию смолы выполняют аналогичным образом, используя DSC, и номер волокна (в денье) получают посредством вычисления средней удельной плотности на основе поперечного сечения при его увеличении и осмотре. В случае использования множества типов волокон среднюю удельную плотность рассчитывают на основе соотношения компонентов в смеси.
[0042]
Межволоконное расстояние (мкм) = 104 
 (1)
(1)
где L – толщина (см) листа (наружного листа), w – поверхностная плотность (г/м2) листа, Di – номер волокна (в денье), представляющего собой составляющее волокно i, образующее лист, и αi – доля массы (%) составляющего волокна i.
[0043]
Несмотря на то, что в данном варианте осуществления отверстия m образованы в складках 29, образованных наружным листом 22, так, чтобы отверстия m перекрывали эластичные элементы 24, достаточно того, чтобы отверстия, выполненные в складках 29, частично перекрывали эластичные элементы 24. Достаточно того, чтобы, по меньшей мере, одно отверстие m было расположено так, чтобы оно перекрывало эластичный элемент 24, но предпочтительно, чтобы множество отверстий m были расположены так, чтобы они перекрывали эластичные элементы 24.
Кроме того, в данном варианте осуществления отверстия m образованы в складках 29 в поясных эластифицированных частях G1 и расположенных ниже пояса, нижних эластифицированных частях G2 так, чтобы отверстия m перекрывали эластичные элементы 24. Поскольку поясная часть представляет собой часть, которая легко потеет, по соображениям, связанным с еще бóльшим повышением воздухопроницаемости подгузника 1, конец 5а периферийного края отверстия 5 для талии образован частью 5а1 передней панели 2А и частью 5а2 задней панели 2В, концевыми в продольном направлении Х изделия. Концевая часть 5а1 передней панели 2А также упоминается как передняя концевая часть 5а1 наружного покрывающего элемента, и концевая часть 5а2 задней панели 2В также упоминается как задняя концевая часть 5а2 наружного покрывающего элемента. Кроме того, что касается обеих частей впитывающего комплекта 3, концевых в продольном направлении Х, то часть, концевая с задней стороны, также упоминается как задняя концевая часть 3b и часть, концевая с передней стороны, также упоминается как передняя концевая часть 3а. В зоне G1, проходящей на всей протяженности между задней концевой частью 5а2 наружного покрывающего элемента и задней концевой частью 3b впитывающего комплекта 3, или зоне G1, проходящей на всей протяженности между передней концевой частью 5а1 наружного покрывающего элемента и передней концевой частью 3а впитывающего комплекта 3, число отверстий m, которые перекрывают эластичные элементы 24, предпочтительно составляет 5% или более и более предпочтительно 8% или более, предпочтительно составляет 80% или менее и более предпочтительно 70% или менее и предпочтительно составляет от 5% до 80% и более предпочтительно от 8% до 70% относительно общего числа отверстий в данной зоне G1. Предпочтительно, чтобы зона G1 в любой из передней панели 2А или задней панели 2В из обеих панелей имела данную конфигурацию. Следует отметить, что поясные эластифицированные части G1 по данному варианту осуществления соответствуют вышеописанным зонам G1. Также следует отметить, что общее число отверстий в зоне G1 представляет собой число всех отверстий, которые имеются в данной зоне G1 наружного листа 22, и общее число включает отверстия, которые перекрывают эластичные элементы 24, и отверстия, которые не перекрывают эластичные элементы 24. Несмотря на то, что отверстия, показанные на фиг.2, образованы в складках 29 между соединенными зонами 26, соседними друг с другом в боковом направлении Y изделия, общее число отверстий в каждой зоне G1 включает отверстия, которые образованы в складках 29, и отверстия, которые образованы в частях, отличных от складок 29.
[0044]
С учетом повышения воздухопроницаемости, улучшения тактильного ощущения и повышения прочности наружного листа 22 площадь входной части m1 каждого отверстия m, расположенной со стороны поверхности, не обращенной к коже, предпочтительно составляет 110% или более и более предпочтительно 120% или более, предпочтительно составляет 500% или менее и более предпочтительно 400% или менее и предпочтительно составляет от 110% до 500% и более предпочтительно от 120% до 400% относительно площади входной части m2, расположенной со стороны поверхности, обращенной к коже.
С учетом повышения воздухопроницаемости и прочности наружного листа 22 площадь входной части m2 каждого отверстия m, расположенной со стороны поверхности, обращенной к коже, предпочтительно составляет 0,1 мм2 или более и более предпочтительно 0,2 мм2 или более, предпочтительно составляет 9 мм2 или менее и более предпочтительно 7 мм2 или менее и предпочтительно составляет от 0,1 до 9 мм2 и более предпочтительно от 0,2 до 7 мм2.
Площади входной части m2 отверстия m, расположенной со стороны поверхности, обращенной к коже, и входной части m1 отверстия m, расположенной со стороны поверхности, не обращенной к коже, измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0045]
С учетом повышения воздухопроницаемости, улучшения тактильного ощущения и повышения прочности наружного листа 22 диаметр L1 входной части, представляющей собой входную часть m1 каждого отверстия m, расположенную со стороны поверхности, не обращенной к коже, предпочтительно составляет 110% или более и более предпочтительно 120% или более, предпочтительно составляет 300% или менее и более предпочтительно 200% или менее и предпочтительно составляет от 110% до 300% и более предпочтительно от 120% до 200% относительно диаметра L2 входной части, представляющей собой входную часть m2, расположенную со стороны поверхности, обращенной к коже.
Площадь входной части m1 отверстия m, расположенной со стороны поверхности, не обращенной к коже, измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
В отношении диаметров L1 и L2 входных частей отверстий m согласно настоящему изобретению следует отметить, что в случае, в котором форма входной части m1, расположенной со стороны поверхности, не обращенной к коже, или входной части m2, расположенной со стороны поверхности, обращенной к коже, представляет собой эллипс, длина большой оси эллипса используется в качестве диаметра L1 или L2 входной части. Кроме того, в случае, когда форма входной части m1, расположенной со стороны поверхности, не обращенной к коже, или входной части m2, расположенной со стороны поверхности, обращенной к коже, представляет собой форму, отличную от круга и эллипса, эквивалентный диаметр окружности, определяемый на основе площади входной части m1 или m2, используют в качестве диаметра L1 или L2 входной части отверстия m.
[0046]
С учетом повышения воздухопроницаемости и прочности впитывающего изделия в каждой из передней панели 2А и задней панели 2В общая площадь отверстий m в поясной эластифицированной части G1 предпочтительно составляет 2% или более и более предпочтительно 4% или более, предпочтительно составляет 30% или менее и более предпочтительно 25% или менее и предпочтительно составляет от 2% до 30% и более предпочтительно от 4% до 25% относительно площади поясной эластифицированной части G1. Следует отметить, что в случае, если площадь входной части m1 отверстия m, расположенной со стороны поверхности, не обращенной к коже, отличается от площади входной части m2 данного отверстия m, расположенной со стороны поверхности, обращенной к коже, площадь меньшей входной части используют в качестве площади данного отверстия m.
С учетом прочности наружного листа 22 и повышения воздухопроницаемости в каждой из передней панели 2А и задней панели 2В общая площадь отверстий m в расположенных ниже пояса, нижних эластифицированных частях G2 предпочтительно составляет 2% или более и более предпочтительно 4% или более, предпочтительно составляет 30% или менее и более предпочтительно 25% или менее и предпочтительно составляет от 2% до 30% и более предпочтительно от 4% до 25% относительно площади расположенных ниже пояса, нижних эластифицированных частей G2.
Каждую из общей площади отверстий m в поясной эластифицированной части G1 и общей площади отверстий m в расположенных ниже пояса, нижних эластифицированных частях G2 измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия. Кроме того, общая площадь отверстий представляет собой общую площадь всех отверстий, которые имеются в поясной эластифицированной части G1 наружного листа 22, и включает площадь отверстий, которые перекрывают эластичные элементы 24, и отверстий, которые не перекрывают эластичные элементы 24. Несмотря на то, что отверстия, показанные на фиг.2, образованы в складках 29 между соединенными зонами 26, соседними друг с другом в боковом направлении Y изделия, вышеописанная общая площадь отверстий включает площадь отверстий, которые образованы в складках 29, и отверстий, которые образованы в частях, отличных от складок 29.
[0047]
С учетом прочности наружного листа 22 и повышения воздухопроницаемости диаметр L2 входной части, представляющей собой входную часть m2 каждого отверстия m, расположенную со стороны поверхности, обращенной к коже, предпочтительно составляет 0,5 мм или более и более предпочтительно 0,7 мм или более, предпочтительно составляет 3 мм или менее и более предпочтительно 2 мм или менее и предпочтительно составляет от 0,5 до 3 мм и более предпочтительно от 0,7 до 2 мм. Диаметр L2 входной части, представляющей собой входную часть m2 отверстия m, расположенную со стороны поверхности, обращенной к коже, измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0048]
Фиг.8(а)–8(с) представляют собой схематические изображения, каждое из которых показывает взаимное расположение отверстий m, соединенных зон 26, эластичных элементов 24 и частей, образующих складки 29, в растянутом состоянии, в котором эластичные элементы 24 растянуты в боковом направлении Y изделия, то есть при нестянутом состоянии эластичных элементов 24. Фиг.8(а)–8(с) показывают осевые линии 36с, которые проходят через определяемые в боковом направлении Y изделия центры соответствующих несоединенных зон 36 как частей, образующих складки 29. Осевые линии 36с представляют собой линии, которые разделяют соответствующие складки 29 пополам в боковом направлении Y изделия, и представляют собой участки, которые выступают дальше всего в направлении толщины наружного листа 22 при образовании складок 29.
Кроме того, на фиг.8(а)–8(с) образованы ряды 26S соединенных зон, в каждом из которых множество прерывистых соединенных зон 26а, которые образованы с промежутками в продольном направлении Х изделия, выровнены по прямой линии. Кроме того, на фиг.8(а)–8(с) имеются как отверстия m, которые перекрывают эластичные элементы 24, так и отверстия m’, которые не перекрывают эластичные элементы 24. В нижеприведенном описании отверстия m, которые перекрывают эластичные элементы 24, и отверстия m’, которые не перекрывают эластичные элементы 24, будут также совместно упоминаться как «отверстия М».
[0049]
Отверстия М могут быть образованы с одинаковой конфигурацией или с разными конфигурациями.
Выражение «одинаковая конфигурация» в контексте данного документа означает вариант осуществления, в котором отверстия М имеют одинаковую форму и одинаковый размер в соответствии с их видом, и отверстия М расположены одинаковым образом. Например, отверстия М, показанные на фиг.8(а), имеют одинаковую форму и одинаковый размер и расположены с равными интервалами в каждом из продольного направления Х изделия и бокового направления Y изделия. То есть, отверстия М, показанные на фиг.8(а), расположены с заданным шагом Р1 в продольном направлении Х изделия, а также расположены с заданным шагом Р4 в боковом направлении Y изделия.
Как показано на фиг.8(а), шаг Р1 отверстий в продольном направлении Х изделия представляет собой минимальное расстояние между центрами отверстий М в продольном направлении Х изделия. Как показано на фиг.8(а), шаг Р4 отверстий в боковом направлении Y изделия представляет собой минимальное расстояние между центрами отверстий М в боковом направлении Y изделия. Следует отметить, что, как показано на фиг.8(с), шаг Р1 отверстий в продольном направлении Х изделия охватывает случай, в котором он представляет собой минимальное расстояние Р1b между центрами отверстий М, которые расположены в месте, одном и том же в боковом направлении Y изделия, и случай, в котором он представляет собой минимальное расстояние Р1а между центрами отверстий М, которые расположены в местах, различающихся в боковом направлении Y изделия. Как показано на фиг.8(b), шаг Р4 отверстий в боковом направлении Y изделия охватывает случай, в котором он представляет собой минимальное расстояние Р4b между отверстиями М, которые расположены в месте, одном и том же в продольном направлении Х изделия, и случай, в котором он представляет собой минимальное расстояние Р4а между отверстиями М, которые расположены в местах, различающихся в продольном направлении Х изделия.
[0050]
Выражение «разные конфигурации» в контексте данного документа охватывает случай, в котором различается только форма отверстий М, случай, в котором различается только схема расположения отверстий М, и случай, в котором различаются как форма, так и схема расположения. Вариант осуществления, в котором различается форма отверстий М, также охватывает случай, в котором отверстия М имеют разные формы на виде в плане. Пример варианта осуществления, в котором различается форма отверстий М, представляет собой вариант осуществления, в котором имеются как отверстия М, имеющие круглую форму, так и отверстия М, имеющие другую форму, такую как квадратная форма или продолговатая форма.
[0051]
Вариант осуществления, в котором различается схема расположения отверстий М, охватывает случай, в котором отверстия М расположены с разными шагами в продольном направлении Х изделия, случай, в котором отверстия М расположены с разными шагами в боковом направлении Y изделия, и случай, в котором отверстия М расположены с разными шагами в обоих данных направлениях.
Например, как показано на фиг.8(b), отверстия М могут быть расположены регулярно с шагами Р4а и Р4b двух типов в боковом направлении Y изделия. Отверстия М, показанные на фиг.8(b), расположены с промежутками в боковом направлении Y изделия так, чтобы в боковом направлении Y изделия имелись чередующиеся шаги Р4а и Р4b двух типов. В случае, когда отверстия М расположены с разными шагами в боковом направлении Y изделия таким образом, среднее значение для множества типов шагов Р4а и Р4b отверстий в боковом направлении Y изделия используют в качестве шага Р4 отверстий в боковом направлении Y изделия. Кроме того, как показано на фиг.8(с), отверстия М могут быть также расположены, например, регулярно с шагами Р1а и Р1b двух типов в продольном направлении Х изделия. Отверстия М, показанные на фиг.8(с), расположены с промежутками в продольном направлении Х изделия так, чтобы в продольном направлении Х изделия имелись чередующиеся шаги Р1а и Р1b двух типов.
[0052]
В рядах 26S соединенных зон, которые представляют собой продольные соединенные зоны 26, показанные на фиг.8(а)–8(с), прерывистые соединенные зоны 26а, которые образуют ряды 26S соединенных зон, образованы с одинаковой формой и одинаковым размером. Например, прерывистые соединенные зоны 26а, показанные на фиг.8(а) и 8(b), имеют продолговатую форму, и каждая из прерывистых соединенных зон 26а, показанных на фиг.8(с), образована двумя малыми продолговатыми соединенными зонами 26b, расположенными рядом друг с другом в боковом направлении изделия. Контур прерывистых соединенных зон 26а на виде в плане также может иметь другие формы, такие как квадратная форма, круглая форма и эллиптическая форма. Кроме того, как показано на фиг.8(с), каждая из прерывистых соединенных зон 26а может быть образована множеством малых соединенных зон 26b. Таким образом, прерывистые соединенные зоны 26а могут быть образованы с одинаковой конфигурацией, но также могут быть образованы с разными конфигурациями. Кроме того, прерывистые соединенные зоны 26а могут быть образованы с одинаковой конфигурацией, но также могут быть образованы с разными конфигурациями.
[0053]
Выражение «одинаковая конфигурация» в контексте данного документа означает вариант осуществления, в котором прерывистые соединенные зоны 26а, которые образуют ряды 26S соединенных зон, имеют одинаковую форму и одинаковый размер в соответствии с их формой, и прерывистые соединенные зоны 26а расположены одинаковым образом. Например, множество прерывистых соединенных зон 26а, показанных на фиг.8(а), имеют одинаковую форму и одинаковый размер. Кроме того, прерывистые соединенные зоны 26а, показанные на фиг.8(а), расположены с промежутками и с равными интервалами в каждом из продольного направления Х изделия и бокового направления Y изделия. В частности, соединенные зоны 26, показанные на фиг.8(а), расположены с заданным шагом Р3 в продольном направлении Х изделия. Кроме того, прерывистые соединенные зоны 26а расположены с заданным шагом в боковом направлении Y изделия. Как показано на фиг.8(а), множество прерывистых соединенных зон 26а, которые выровнены вдоль продольного направления Х изделия, образуют один ряд 26S соединенных зон, проходящий вдоль продольного направления Х изделия. Ряды 26S соединенных зон расположены с заданным шагом в боковом направлении Y изделия. На фиг.8(а) шаг прерывистых соединенных зон 26а в боковом направлении Y изделия и шаг рядов 26S соединенных зон в боковом направлении Y изделия совпадают.
[0054]
Как показано на фиг.8(а), шаг Р3 прерывистых соединенных зон 26а в продольном направлении Х изделия представляет собой расстояние от верхнего конца 261 прерывистой соединенной зоны 26а до верхнего конца 261 другой прерывистой соединенной зоны 26а, соседней с ней в продольном направлении Х изделия. Шаг Р6 рядов 26S соединенных зон в боковом направлении Y изделия представляет собой минимальное расстояние от расположенного со стороны бокового шва, бокового конца прерывистой соединенной зоны 26а, которая образует ряд 26S соединенных зон, до расположенного со стороны бокового шва, бокового конца прерывистой соединенной зоны 26а, которая образует другой ряд 26S соединенных зон, соседний с упомянутым первым рядом 26S соединенных зон в боковом направлении Y изделия.
[0055]
Выражение «разные конфигурации» в контексте данного документа имеет значение, аналогичное значению вышеописанных «разных конфигураций» отверстий М, и также охватывает случай, в котором различается только форма прерывистых соединенных зон 26а, случай, в котором различается только схема расположения прерывистых соединенных зон 26а, и случай, в котором различаются как форма, так и схема расположения.
Вариант осуществления, в котором различается форма прерывистых соединенных зон 26а, также охватывает случай, в котором прерывистые соединенные зоны 26а имеют разные формы на виде в плане. Пример варианта осуществления, в котором различается форма прерывистых соединенных зон 26а, представляет собой вариант осуществления, в котором имеются как прерывистые соединенные зоны 26а, имеющие продолговатую форму, так и прерывистые соединенные зоны 26а, имеющие круглую форму.
[0056]
Вариант осуществления, в котором различается схема расположения прерывистых соединенных зон 26а, также охватывает случай, в котором прерывистые соединенные зоны 26а расположены с разными шагами Р3 в продольном направлении Х изделия, или случай, в котором ряды 26S соединенных зон расположены с разными шагами Р6 в боковом направлении Y изделия.
Например, как показано на фиг.8(с), прерывистые соединенные зоны 26а могут быть расположены регулярно с шагами Р31 и Р32 двух типов в продольном направлении Х изделия. Прерывистые соединенные зоны 26а, показанные на фиг.8(с), расположены с промежутками в продольном направлении Х изделия так, чтобы в продольном направлении Х изделия имелись чередующиеся шаги Р31 и Р32 двух типов.
[0057]
В случае, когда множество соединенных зон 26, каждая из которых проходит непрерывно в продольном направлении Х изделия, образованы в боковом направлении Y изделия, соединенные зоны 26 могут быть расположены с одинаковым шагом или разными шагами в боковом направлении Y изделия. В этом случае шаг соединенных зон в боковом направлении Y изделия представляет собой расстояние от расположенного со стороны бокового шва, бокового конца соединенной зоны 26 до расположенного со стороны бокового шва, бокового конца другой соединенной зоны 26, соседней с соединенной зоной 26, упомянутой первой, в боковом направлении Y изделия.
[0058]
Кроме того, по соображениям, связанным с еще более надежным достижением вышеописанного сильфонного эффекта, предпочтительно, чтобы шаг Р1 отверстий в продольном направлении Х изделия был равен шагу Р3 или меньше шага Р3 прерывистых соединенных зон 26а в продольном направлении Х изделия, как показано на фиг.8(а). В случае, когда отверстия М расположены с разными шагами в продольном направлении Х изделия, как показано на фиг.8(с), шаг Р1 отверстий в продольном направлении Х изделия представляет собой среднее значение для множества типов шагов Р1а и Р1b отверстий в продольном направлении Х изделия. Кроме того, в случае, когда прерывистые соединенные зоны 26а расположены с разными шагами в продольном направлении Х изделия, шаг Р3 прерывистых соединенных зон 26а в продольном направлении Х изделия представляет собой среднее значение для множества типов шагов прерывистых соединенных зон 26а в продольном направлении Х изделия.
По соображениям, аналогичным тем, которые описаны выше, шаг Р1 отверстий в продольном направлении Х изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более, предпочтительно составляет 90% или менее и более предпочтительно 80% или менее и предпочтительно составляет от 20% до 90% и более предпочтительно от 30% до 80% относительно шага Р3 прерывистых соединенных зон 26а в продольном направлении Х изделия.
По соображениям, аналогичным тем, которые описаны выше, шаг Р1 отверстий в продольном направлении Х изделия предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более, предпочтительно составляет 10 мм или менее и более предпочтительно 8 мм или менее и предпочтительно составляет от 1 до 10 мм и более предпочтительно от 2 до 8 мм. По соображениям, аналогичным тем, которые описаны выше, шаг Р3 прерывистых соединенных зон в продольном направлении Х изделия предпочтительно составляет 4 мм или более и более предпочтительно 5 мм или более, предпочтительно составляет 10 мм или менее и более предпочтительно 8 мм или менее и предпочтительно составляет от 4 до 10 мм и более предпочтительно от 5 до 8 мм.
Следует отметить, что шаг Р1 отверстий в продольном направлении Х изделия и шаг Р3 прерывистых соединенных зон 26а в продольном направлении Х изделия измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0059]
По соображениям, связанным с еще более надежным достижением вышеописанного сильфонного эффекта, предпочтительно, чтобы, как показано на фиг.8(а), шаг Р1 отверстий в продольном направлении Х изделия был меньше шага Р2 эластичных элементов 24 в продольном направлении Х изделия. Как показано на фиг.8(а), шаг Р2 эластичных элементов 24 в продольном направлении Х изделия представляет собой расстояние между центрами эластичных элементов 24, соседних друг с другом в продольном направлении Х изделия.
По соображениям, аналогичным тем, которые описаны выше, шаг Р1 отверстий в продольном направлении Х изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более, предпочтительно составляет 90% или менее и более предпочтительно 80% или менее и предпочтительно составляет от 20% до 90% и более предпочтительно от 30% до 80% относительно шага Р2 эластичных элементов 24 в продольном направлении Х изделия.
Кроме того, шаг Р2 эластичных элементов 24 в продольном направлении Х изделия предпочтительно составляет 3 мм или более и более предпочтительно 4 мм или более, предпочтительно составляет 12 мм или менее и более предпочтительно 10 мм или менее и предпочтительно составляет от 3 до 12 мм и более предпочтительно от 4 до 10 мм. Следует отметить, что шаг Р2 эластичных элементов 24 в продольном направлении Х изделия измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0060]
Кроме того, по соображениям, связанным с еще более надежным достижением вышеописанного сильфонного эффекта, предпочтительно, чтобы, как показано на фиг.8(а), шаг Р4 отверстий в боковом направлении Y изделия был равен шагу Р5 или меньше шага Р5 складок в боковом направлении Y изделия. Шаг Р5 складок в боковом направлении Y изделия представляет собой расстояние между осевыми линиями 36с, проходящими через центры несоединенных зон 36, соседних друг с другом в боковом направлении Y изделия. Вышеописанные осевые линии 36с по существу совпадают с центрами гребнеобразных частей 29а соответствующих складок 29. Центр каждой гребнеобразной части 29а представляет собой среднюю точку между желобчатыми частями 29b, соседними друг с другом в боковом направлении Y изделия. По соображениям, аналогичным тем, которые описаны выше, шаг Р4 отверстий в боковом направлении Y изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более, предпочтительно составляет 90% или менее и более предпочтительно 80% или менее и предпочтительно составляет от 20% до 90% и более предпочтительно от 30% до 80% относительно шага Р5 складок в боковом направлении Y изделия. По соображениям, аналогичным тем, которые описаны выше, шаг Р5 складок в боковом направлении Y изделия предпочтительно составляет 3 мм или более и более предпочтительно 5 мм или более, предпочтительно составляет 18 мм или менее и более предпочтительно 15 мм или менее и предпочтительно составляет от 3 до 18 мм и более предпочтительно от 5 до 15 мм. Следует отметить, что шаг Р4 отверстий в боковом направлении Y изделия и шаг Р5 складок в боковом направлении Y изделия измеряют в состоянии (нестянутом состоянии), в котором эластифицированная часть G растянута в боковом направлении изделия.
[0061]
Несмотря на то, что контур отверстий m, которые перекрывают эластичные элементы 24, согласно данному варианту осуществления имеет круглую форму, показанную на фиг.3, контур данных отверстий также может иметь другие формы, такие как эллиптическая форма, квадратная форма и продолговатая форма, помимо круглой формы. С учетом тактильного ощущения предпочтительно, чтобы форма входной части m2 каждого отверстия m, расположенной со стороны поверхности, обращенной к коже, имела криволинейную часть. Примеры контура, который имеет криволинейную часть, включают такие формы, как круглая форма, показанная на фиг.3, овальная форма и эллиптическая форма.
Предпочтительно, чтобы расположенная со стороны поверхности, не обращенной к коже, входная часть m1 и расположенная со стороны поверхности, обращенной к коже, входная часть m2 каждого отверстия m по отдельности имели форму с криволинейной частью на виде в плане. Кроме того, предпочтительно, чтобы отверстия m’, которые не перекрывают эластичные элементы 24, также имели контур, аналогичный отверстиям m, которые перекрывают эластичные элементы 24.
[0062]
Вышеописанный подгузник 1 будет описан дополнительно. Боковые швы 4, описанные выше, образуют после формирования соединенных частей 26 посредством размещения каждой наружной боковой зоны 27 фиксации, расположенной со стороны передней части А, и соответствующей одной из наружных боковых зон 27 фиксации, расположенных со стороны задней части В, друг поверх друга и подвергания получающихся в результате, перекрывающихся частей горячему тиснению. Вместо горячего тиснения для обработки, предназначенной для образования соединенных частей 26, также могут быть использованы ультразвуковая сварка, лазер и тому подобное. Вместо горячего тиснения для обработки, предназначенной для образования боковых швов 4, также могут быть использованы ультразвуковая сварка, лазер, адгезив и тому подобное.
[0063]
Впитывающий комплект 3 имеет проницаемый для жидкостей, верхний лист 31, полупроницаемый для жидкостей, задний лист 32 и впитывающий элемент 33, расположенный между верхним листом 31 и задним листом 32. Полупроницаемость для жидкостей охватывает непроницаемость для жидкостей и полупроницаемость для жидкостей. Кроме того, два листа 34, 34, образующих манжеты, защищающие от утечки, расположены на обеих боковых частях впитывающего комплекта 3. Каждый из листов 34, образующих манжеты, защищающие от утечки, имеет эластичный элемент 35 для образования манжет, защищающих от утечки, вблизи того концевого края листа 34, образующего манжету, защищающую от утечки, который расположен ближе к осевой линии CL, проходящей в продольном направлении изделия. При ношении подгузника стягивающее усилие, создаваемое эластичным элементом 35, обеспечивает подъем имеющей заданную ширину части листа 34, образующего манжету, защищающую от утечки, от вышеупомянутого концевого края для ее перемещения от верхнего листа 31 и образования манжеты, защищающей от утечки, посредством этого.
[0064]
Будут описаны материалы для образования различных частей подгузника 1. Материалы, аналогичные тем, которые обычно используются во впитывающих изделиях данного типа, могут быть использованы без ограничения для каждого из верхнего листа 31, заднего листа 32, впитывающего элемента 33, листов 34, образующих манжеты, защищающие от утечки, и тому подобного. Например, проницаемый для жидкостей, нетканый материал, перфорированная пленка, ламинат из данных материалов и тому подобное могут быть использованы в качестве верхнего листа 31, и полимерная пленка, ламинат из полимерной пленки и нетканого материала и тому подобное могут быть использованы в качестве заднего листа 32. Впитывающий элемент, полученный, например, обертыванием впитывающей сердцевины, состоящей из скопления волокон волокнистого материала, такого как целлюлоза, или впитывающей сердцевины, в которой полимер со сверхвысокой впитывающей способностью «опирается» на вышеупомянутую впитывающую сердцевину, листом для обертывания сердцевины, состоящим из тонкой бумаги, водопроницаемого нетканого материала или тому подобного, может быть использован в качестве впитывающего элемента 33. Эластичная пленка, водоотталкивающий нетканый материал, тканый материал, многослойный лист из данных материалов или тому подобное могут быть использованы в качестве листов 34, образующих манжеты, защищающие от утечки.
[0065]
Различные типы листовых материалов, обычно используемых в изделиях данного типа, могут быть использованы без ограничения в качестве листового материала, образующего наружный лист 22 и внутренний лист 23. Однако предпочтителен нетканый материал, и, в частности, с учетом гибкости и тому подобного предпочтителен однослойный нетканый материал, образованный из нетканого материала, скрепленного пропусканием воздуха насквозь, нетканого материала, скрепленного нагретыми валиками, нетканого материала, полученного гидроперепутыванием, фильерного нетканого материала, нетканого материала, полученного аэродинамическим способом из расплава, или тому подобного, или многослойный нетканый материал, образованный из двух или более слоев. Кроме того, также может быть использован лист, в котором любой из данных нетканых материалов и пленка объединены в одно целое. Следует отметить, что наружный лист, состоящий из нетканого материала, пленки или тому подобного, также может быть размещен на стороне поверхности заднего листа 32, не обращенной к коже, в промежностной части С.
Различные типы известных эластичных материалов, используемых во впитывающих изделиях, таких как одноразовые подгузники и гигиенические прокладки, могут быть использованы без ограничения в качестве материала для образования эластичных элементов 24 и 35. Примеры исходных материалов для образования эластичных материалов включают синтетический каучук, такой как бутадиенстирольный, бутадиеновый, изопреновый и неопреновый, натуральный каучук, сополимер этилена и винилацетата (EVA), эластичный полиолефин и полиуретан. Что касается формы эластичных элементов, то предпочтительно могут быть использованы нитевидные эластичные элементы (резиновая нить или тому подобное) или шнуровидные эластичные элементы (плоский резиновый шнур или тому подобное), имеющие, например, прямоугольную, квадратную, круглую или многоугольную форму поперечного сечения, или нитевидные эластичные элементы многониточного типа или тому подобное.
[0066]
В вышеприведенном описании настоящее изобретение было описано на основе предпочтительных вариантов осуществления. Однако настоящее изобретение не ограничено вышеприведенными вариантами осуществления, и в них могут быть выполнены соответствующие изменения.
Например, наружный покрывающий элемент, который не разделен на переднюю панель 2А и заднюю панель 2В, может быть выбран в качестве наружного покрывающего элемента. Например, может быть выбрана конфигурация, в которой каждый из наружного листа 22 и внутреннего листа 23 наружного покрывающего элемента состоит из одного листа, который является непрерывным в передней части А, промежностной части С и задней части В, или может быть выбрана конфигурация, в которой внутренний лист 23 наружного покрывающего элемента размещен только в одной из передней части А и задней части В, в то время как наружный лист 22 наружного покрывающего элемента состоит из одного листа, который является непрерывным в передней части А, промежностной части С и задней части В.
Кроме того, расположенные ниже пояса, нижние эластифицированные части G2 могут проявлять эластичность непрерывно от одной из боковых зон S до другой боковой зоны S. Кроме того, впитывающее изделие по настоящему изобретению может иметь только или поясные эластифицированные части G1, или расположенные ниже пояса, нижние эластифицированные части G2. Кроме того, впитывающее изделие по настоящему изобретению может иметь одну или обе из поясной эластифицированной части G1 и расположенной ниже пояса, нижней эластифицированной части G2 только или в передней части А, или в задней части В вместо наличия поясной эластифицированной части G1 и расположенной ниже пояса, нижней эластифицированной части G2 как в передней части А, так и в задней части В.
[0067]
Кроме того, впитывающее изделие по настоящему изобретению может иметь отверстия m, которые перекрывают эластичные элементы 24, только в одной из передней части А и задней части В. С учетом воздухопроницаемости предпочтительно, чтобы отверстия m были образованы, по меньшей мере, в задней части В.
Кроме того, может быть выбрана конфигурация, в которой отверстия m, которые перекрывают эластичные элементы 24, и отверстия, которые не перекрывают эластичные элементы 24, образованы с регулярной или нерегулярной схемой расположения в обеих или одной из передней части А и задней части В.
Кроме того, в случае, когда впитывающее изделие имеет как отверстия m, которые перекрывают эластичные элементы 24, так и отверстия m’, которые не перекрывают эластичные элементы 24, предпочтительно, чтобы отверстия m’, которые не перекрывают эластичные элементы 24, имели конфигурацию, аналогичную конфигурации отверстий m, которые перекрывают эластичные элементы 24.
Кроме того, также может быть выбрана конфигурация, при которой впитывающее изделие по настоящему изобретению имеет только отверстия m, которые перекрывают эластичные элементы 24, в качестве отверстий, образованных в наружном листе 22.
[0068]
Кроме того, несмотря на то, что наружный покрывающий элемент 2 в передней части А или задней части В может иметь конфигурацию, в которой только листовой материал, образующий наружный лист, загнут вдоль периферийной краевой части отверстия для талии, как в случае подгузника 1, описанного выше, также может быть выбрана конфигурация, в которой листовой материал, образующий наружный лист, и листовой материал, образующий внутренний лист, загнуты вместе, или также может быть выбрана конфигурация, в которой ни один из наружного листа и внутреннего листа не имеет загнутой части. Кроме того, загнутая часть наружного листа или внутреннего листа может быть присоединена к противолежащей поверхности иначе, чем в подгузнике 1, описанном выше. Например, также могут быть выбраны конфигурация, в которой вся зона загнутой части присоединена к противолежащей поверхности, или другие конфигурации.
[0069]
Кроме того, впитывающее изделие по настоящему изобретению не ограничено натягиваемым впитывающим изделием и также может представлять собой одноразовый подгузник так называемого раскрываемого типа. Примеры натягиваемого впитывающего изделия включают натягиваемые гигиенические прокладки и тому подобное помимо натягиваемых одноразовых подгузников для младенцев или взрослых. Одноразовый подгузник раскрываемого типа, как правило, предусмотрен с куском скрепляющей ленты на обеих боковых частях задней части, при этом каждый из кусков скрепляющей ленты имеет часть с адгезивом, склеивающим при надавливании, или прикрепляемую часть, состоящую из элемента с крючками или тому подобного элемента механической застежки–«липучки», и одноразовый подгузник раскрываемого типа носят при прикреплении кусков скрепляющей ленты к куску принимающей ленты, предусмотренному на наружной поверхности передней части.
[0070]
Кроме того, обработка для образования отверстий может быть выполнена до или после этапа образования соединенных зон. По соображениям, связанным с точным образованием отверстий m в заданных конкретных местах относительно эластичных элементов 24, и по соображениям, связанным с предотвращением разрезания эластичных элементов 24 из–за обработки для образования отверстий, предпочтительно, чтобы обработка для образования отверстий выполнялась перед этапом образования соединенных зон.
[0071]
Кроме того, в подгузнике 1 по данному варианту осуществления соединенные зоны 26, которые образованы проходящими с промежутками в продольном направлении Х изделия, и несоединенные зоны 36, проходящие в продольном направлении Х изделия, расположены попеременно рядом друг с другом в боковом направлении Y изделия, и соединенные зоны 26, которые образованы проходящими с промежутками в боковом направлении Y изделия, и несоединенные зоны 36, проходящие в боковом направлении Y изделия, расположены попеременно рядом друг с другом в продольном направлении Х изделия, однако соединенные зоны 26 могут также непрерывно проходить в продольном направлении Х изделия.
[0072]
В связи с вышеописанными вариантами осуществления настоящего изобретения в настоящем изобретении дополнительно раскрыты следующие впитывающие изделия.
<1> Впитывающее изделие, имеющее переднюю часть, подлежащую размещению с передней стороны носителя, заднюю часть, подлежащую размещению с задней стороны носителя, и промежностную часть, расположенную между передней частью и задней частью, при этом впитывающее изделие содержит эластифицированную часть, которая выполнена с возможностью растягивания и стягивания в боковом направлении изделия, в, по меньшей мере, одной из передней части и задней части,
при этом эластифицированная часть имеет наружный лист, подлежащий размещению со стороны, которая удалена от кожи носителя, внутренний лист, подлежащий размещению со стороны, которая находится ближе к коже носителя, чем наружный лист, и множество эластичных элементов, которые размещены между наружным и внутренним листами в состоянии, в котором эластичные элементы растянуты в боковом направлении изделия,
наружный лист и внутренний лист частично соединены друг с другом в соединенной зоне,
соединенная зона расположена между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в продольном направлении изделия или боковом направлении изделия,
множество соединенных зон и множество несоединенных зон расположены с повторениями в продольном направлении изделия или боковом направлении изделия,
наружный лист выполнен с возможностью его деформирования для выпучивания по направлению к стороне поверхности, не обращенной к коже, вследствие стягивания эластичных элементов и образования множества складок, проходящих вдоль продольного направления изделия, и
впитывающее изделие имеет отверстия, проходящие сквозь наружный лист в некоторых местах в складках, образованных наружным листом, при этом данные места перекрывают эластичные элементы в направлении толщины.
[0073]
<2> Впитывающее изделие по п. <1>,
в котором входная часть каждого отверстия, расположенная со стороны поверхности, не обращенной к коже, больше его входной части, расположенной со стороны поверхности, обращенной к коже.
<3> Впитывающее изделие по п. <1> или <2>,
в котором наружный лист содержит внутри по отношению к наружному периферийному краю каждого отверстия часть, в которой толщина наружного листа постепенно уменьшается по направлению к центральной части отверстия.
<4> Впитывающее изделие по любому из пп. <1> – <3>,
в котором каждое отверстие содержит вдавленную часть, в которой площадь поперечного сечения отверстия в направлении, которое перпендикулярно направлению толщины наружного листа, постепенно уменьшается к стороне поверхности, обращенной к коже, в направлении толщины, и соединительную часть, которая расположена ближе к стороне поверхности, обращенной к коже, чем вдавленная часть, и в которой площадь поперечного сечения является постоянной, и
толщина соединительной части в направлении толщины наружного листа составляет 80% или менее от суммарной толщины вдавленной части и соединительной части.
<5> Впитывающее изделие по п. <4>,
в котором толщина Т4 соединительной части в направлении Z толщины наружного листа предпочтительно составляет 5% или более и более предпочтительно 10% или более и предпочтительно составляет 80% или менее и более предпочтительно 70% или менее относительно суммарной толщины Т вдавленной части и соединительной части.
<6> Впитывающее изделие по любому из пп. <1> – <5>,
в котором периферийная краевая часть входной части каждого отверстия, расположенной со стороны поверхности, обращенной к коже, выступает дальше к стороне поверхности, обращенной к коже, чем место расположения обращенной к коже поверхности части наружного листа, отличной от отверстий.
<7> Впитывающее изделие по п. <6>,
в котором в каждом отверстии толщина участка периферийной краевой части, который выступает от поверхности наружного листа, обращенной к коже, меньше толщины части наружного листа, отличной от отверстий.
<8> Впитывающее изделие по п. <6> или <7>,
в котором в каждом отверстии толщина Т20 участка периферийной краевой части, который выступает от поверхности наружного листа, обращенной к коже, предпочтительно составляет 5% или более и более предпочтительно 10% или более и предпочтительно составляет 80% или менее и более предпочтительно 70% или менее относительно толщины Т22 части наружного листа, отличной от отверстий.
<9> Впитывающее изделие по любому из пп. <1> – <8>,
в котором межволоконное расстояние в наружном листе в части каждого отверстия, которая расположена внутри от наружного периферийного края отверстия, меньше межволоконного расстояния в части наружного листа, отличной от отверстий.
<10> Впитывающее изделие по любому из пп. <1> – <9>,
при этом впитывающее изделие включает в себя наружный покрывающий элемент, который имеет эластифицированную часть, и впитывающий комплект, который прикреплен к наружному покрывающему элементу, и в зоне между задней частью впитывающего изделия, концевой в продольном направлении изделия, и задней частью впитывающего комплекта, концевой в продольном направлении изделия, или в зоне между передней частью впитывающего изделия, концевой в продольном направлении изделия, и передней частью впитывающего комплекта, концевой в продольном направлении изделия, число отверстий, которые перекрывают эластичные элементы, предпочтительно составляет 5% или более и более предпочтительно 8% или более и предпочтительно составляет 80% или менее и более предпочтительно 70% или менее относительно общего числа отверстий в данной зоне.
[0074]
<11> Впитывающее изделие по любому из пп. <2> – <10>,
в котором диаметр входной части, представляющей собой входную часть каждого отверстия, расположенную со стороны поверхности, не обращенной к коже, предпочтительно составляет 110% или более и более предпочтительно 120% или более и предпочтительно составляет 300% или менее и более предпочтительно 200% или менее относительно диаметра входной части, представляющей собой входную часть отверстия, расположенную со стороны поверхности, обращенной к коже.
<12> Впитывающее изделие по любому из пп. <2> – <11>,
в котором площадь входной части каждого отверстия, расположенной со стороны поверхности, обращенной к коже, предпочтительно составляет 120% или более и более предпочтительно 130% или более и предпочтительно составляет 500% или менее и более предпочтительно 400% или менее относительно площади входной части отверстия, расположенной со стороны поверхности, не обращенной к коже.
<13> Впитывающее изделие по любому из пп. <1> – <12>,
в котором диаметр входной части, представляющей собой входную часть каждого отверстия, расположенную со стороны поверхности, обращенной к коже, составляет от 0,5 до 3 мм.
<14> Впитывающее изделие по любому из пп. <1> – <13>,
в котором площадь входной части каждого отверстия, расположенной со стороны поверхности, обращенной к коже, предпочтительно составляет 0,1 мм2 или более и более предпочтительно 0,2 мм2 или более и предпочтительно составляет 9 мм2 или менее и более предпочтительно 7 мм2 или менее.
<15> Впитывающее изделие по любому из пп. <1> – <14>,
в котором множество отверстий образованы с промежутками в продольном направлении изделия в складках, образованных наружным листом, и
шаг отверстий в продольном направлении изделия равен или меньше шага эластичных элементов в продольном направлении изделия.
<16> Впитывающее изделие по любому из пп. <1> – <15>,
в котором шаг Р1 отверстий в продольном направлении изделия меньше шага Р2 эластичных элементов в продольном направлении изделия.
<17> Впитывающее изделие по п. <16>,
в котором шаг Р1 отверстий в продольном направлении изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более и предпочтительно составляет 90% или менее и более предпочтительно 80% или менее относительно шага Р2 эластичных элементов в продольном направлении изделия.
<18> Впитывающее изделие по любому из пп. <1> – <17>,
в котором множество отверстий образованы с промежутками в продольном направлении изделия в складках, образованных наружным листом, и
шаг отверстий в продольном направлении изделия составляет от 1 до 10 мм.
<19> Впитывающее изделие по любому из пп. <1> – <18>,
в котором множество отверстий образованы с промежутками в боковом направлении изделия в складках, образованных наружным листом, и
шаг отверстий в боковом направлении изделия составляет от 1 до 10 мм.
<20> Впитывающее изделие по любому из пп. <1> – <19>,
в котором соединенные зоны образованы проходящими прерывисто или непрерывно в продольном направлении изделия, и в боковом направлении изделия соединенные зоны расположены между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в продольном направлении изделия, и
складки, проходящие вдоль продольного направления изделия, выполнены с возможностью их образования в несоединенных зонах наружного листа между соединенными зонами, соседними друг с другом в боковом направлении изделия.
[0075]
<21> Впитывающее изделие по п. <20>,
в котором шаг соединенных зон в боковом направлении изделия составляет от 4 до 10 мм.
<22> Впитывающее изделие по п. <20> или <21>,
в котором соединенные зоны образуют ряды соединенных зон, образованные проходящими с промежутками в продольном направлении изделия и образованные с интервалами в боковом направлении изделия.
<23> Впитывающее изделие по любому из пп. <1> – <22>,
в котором множество отверстий образованы с промежутками в боковом направлении изделия в складках, образованных наружным листом, и
шаг отверстий в боковом направлении изделия равен или меньше шага складок в боковом направлении изделия.
<24> Впитывающее изделие по любому из пп. <20> – <23>,
в котором шаг Р4 отверстий в боковом направлении изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более и предпочтительно составляет 90% или менее и более предпочтительно 80% или менее относительно шага Р5 складок в боковом направлении изделия.
<25> Впитывающее изделие по любому из пп. <20> – <24>,
в котором шаг Р5 складок в боковом направлении изделия предпочтительно составляет 3 мм или более и более предпочтительно 5 мм или более и предпочтительно составляет 18 мм или менее.
<26> Впитывающее изделие по любому из пп. <20> – <25>,
в котором соединенные зоны проходят с промежутками в продольном направлении изделия и расположены между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в боковом направлении изделия, и
складки, проходящие вдоль продольного направления изделия, выполнены с возможностью их образования в несоединенных зонах наружного листа между соединенными зонами, соседними друг с другом в боковом направлении изделия.
<27> Впитывающее изделие по любому из пп. <20> – <26>,
в котором эластичные элементы размещены между соединенными зонами, соседними друг с другом в продольном направлении изделия.
<28> Впитывающее изделие по любому из пп. <20> – <27>,
в котором шаг Р1 отверстий в продольном направлении изделия предпочтительно составляет 20% или более и более предпочтительно 30% или более и предпочтительно составляет 90% или менее и более предпочтительно 80% или менее относительно шага Р3 соединенных зон 26а в продольном направлении изделия.
<29> Впитывающее изделие по любому из пп. <15> – <27>,
в котором шаг Р1 отверстий в продольном направлении изделия предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более и предпочтительно составляет 10 мм или менее и более предпочтительно 8 мм или менее.
<30> Впитывающее изделие по любому из пп. <20> – <29>,
в котором шаг Р3 соединенных зон в продольном направлении изделия предпочтительно составляет 4 мм или более и более предпочтительно 5 мм или более и предпочтительно составляет 10 мм или менее и более предпочтительно 8 мм или менее.
<31> Впитывающее изделие по любому из пп. <1> – <30>,
в котором шаг эластичных элементов в продольном направлении изделия предпочтительно составляет 3 мм или более и более предпочтительно 4 мм или более и предпочтительно составляет 12 мм или менее и более предпочтительно 10 мм или менее.
<32> Впитывающее изделие по любому из пп. <1> – <31>,
в котором шаг эластичных элементов в продольном направлении изделия составляет от 3 до 12 мм.
<33> Впитывающее изделие по любому из пп. <1> – <32>,
в котором контур каждого отверстия имеет форму, состоящую из кривой линии.
<34> Впитывающее изделие по любому из пп. <1> – <33>,
в котором расположенная со стороны поверхности, не обращенной к коже, входная часть и расположенная со стороны поверхности, обращенной к коже, входная часть каждого отверстия по отдельности имеют форму с криволинейной частью на виде в плане.
<35> Впитывающее изделие по любому из пп. <1> – <34>,
в котором отверстия образованы так, что контур каждого отверстия в сечении, выполненном вдоль направления толщины, является криволинейным.
<36> Впитывающее изделие по любому из пп. <1> – <35>,
в котором отверстия образованы в тех частях складок, которые отличаются от соединенных зон.
<37> Впитывающее изделие по любому из пп. <1> – <36>,
в котором отверстия перекрывают осевые линии, которые проходят через центры соответствующих несоединенных зон, определяемые в боковом направлении изделия.
<38> Впитывающее изделие по любому из пп. <1> – <37>,
в котором в складках верхние участки выступающих частей отдельных складок имеют в сечении форму дуги окружности.
<39> Впитывающее изделие по любому из пп. <1> – <38>,
при этом впитывающее изделие представляет собой натягиваемое впитывающее изделие, включающее в себя наружный покрывающий элемент, который имеет эластифицированную часть, и впитывающий комплект, который прикреплен к наружному покрывающему элементу, и оба боковых участка передней части соответственно соединены с обоими боковыми участками задней части для образования двух боковых швов и отверстия для талии посредством этого.
[0076]
<40> Впитывающее изделие по п. <39>,
при этом впитывающее изделие имеет поясную эластифицированную часть в периферийной краевой части, отверстия для талии, в качестве эластифицированной части, которая должна быть размещена на талии носителя при ношении впитывающего изделия, и
общая площадь отверстий в поясной эластифицированной части предпочтительно составляет 2% или более и более предпочтительно 4% или более и предпочтительно составляет 30% или менее и более предпочтительно 25% или менее относительно площади поясной эластифицированной части.
<41> Впитывающее изделие по п. <40>,
при этом впитывающее изделие имеет расположенную ниже пояса, нижнюю эластифицированную часть в качестве эластифицированной части, которая образована в месте, находящемся ниже поясной эластифицированной части и выше нижних концов боковых швов, и
общая площадь отверстий в расположенной ниже пояса, нижней эластифицированной части предпочтительно составляет 2% или более и более предпочтительно 4% или более и предпочтительно составляет 30% или менее и более предпочтительно 25% или менее относительно площади расположенной ниже пояса, нижней эластифицированной части.
<42> Впитывающее изделие по п. <40> или <41>,
при этом впитывающее изделие имеет две наружные боковые зоны фиксации, в которых наружный лист и внутренний лист соединены друг с другом посредством адгезива, при этом наружные боковые зоны фиксации расположены соответственно с противоположных сторон по отношению к осевой линии, проходящей в продольном направлении, которая разделяет впитывающее изделие пополам в боковом направлении изделия, множество эластичных элементов размещены так, что они проходят на всей протяженности между двумя наружными боковыми зонами фиксации в поясной эластифицированной части, и множество эластичных элементов закреплены между наружным листом и внутренним листом в каждой из данных двух наружных боковых зон фиксации, но не прикреплены ни к одному из наружного листа и внутреннего листа между двумя наружными боковыми зонами фиксации.
<43> Впитывающее изделие по любому из пп. <39> – <42>,
при этом впитывающее изделие имеет зону фиксации, расположенную со стороны комплекта, в которой наружный лист и внутренний лист присоединены друг к другу посредством адгезива, вблизи места расположения бокового края впитывающего комплекта, при этом данный боковой край проходит вдоль продольного направления изделия, и
зона фиксации, расположенная со стороны комплекта, образована так, что она полностью перекрывает впитывающий комплект.
Промышленная применимость
[0077]
Согласно настоящему изобретению предложено впитывающее изделие, которое имеет очень хорошую воздухопроницаемость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2766849C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2766831C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2750576C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2774286C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2017 |
|
RU2738194C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2017 |
|
RU2748037C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716314C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ | 2020 |
|
RU2774354C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737447C1 |
| ПОДГУЗНИК ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2580990C2 |
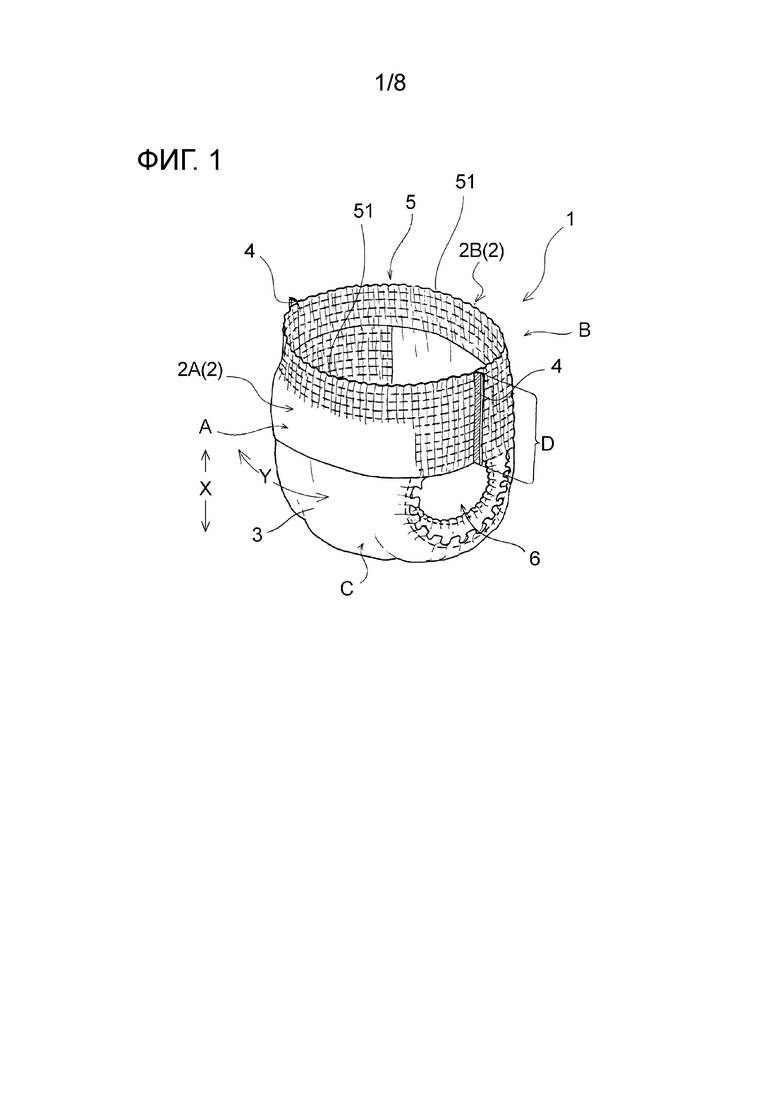
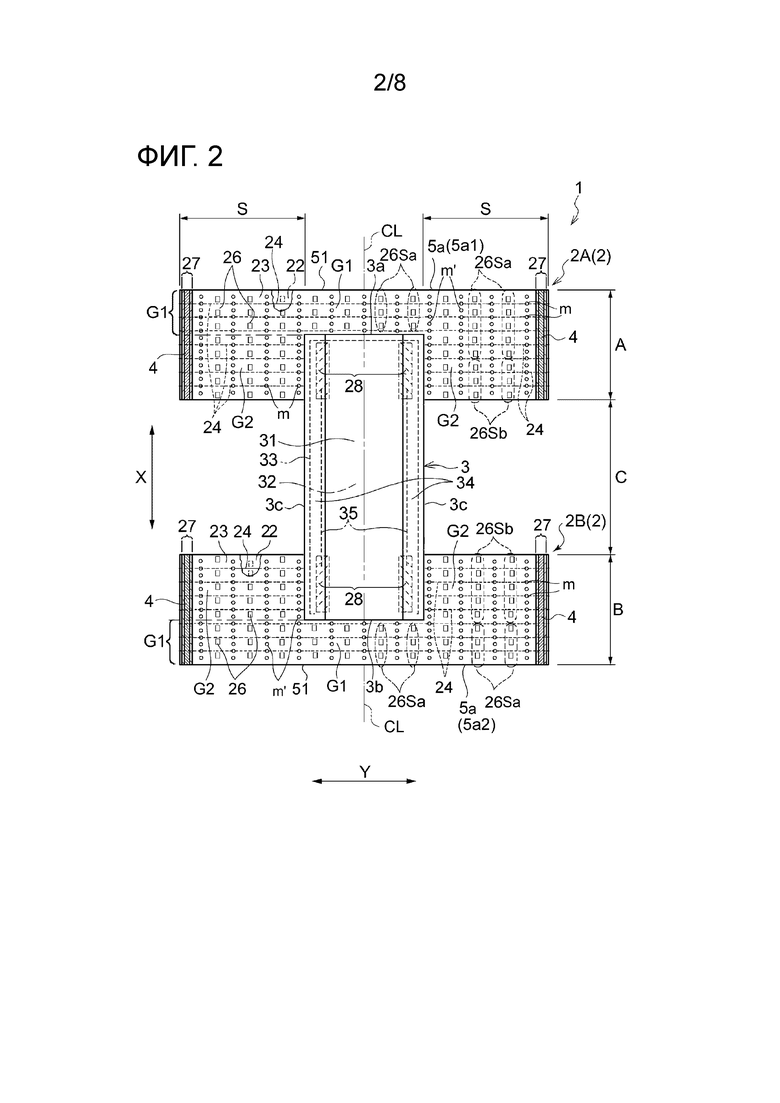


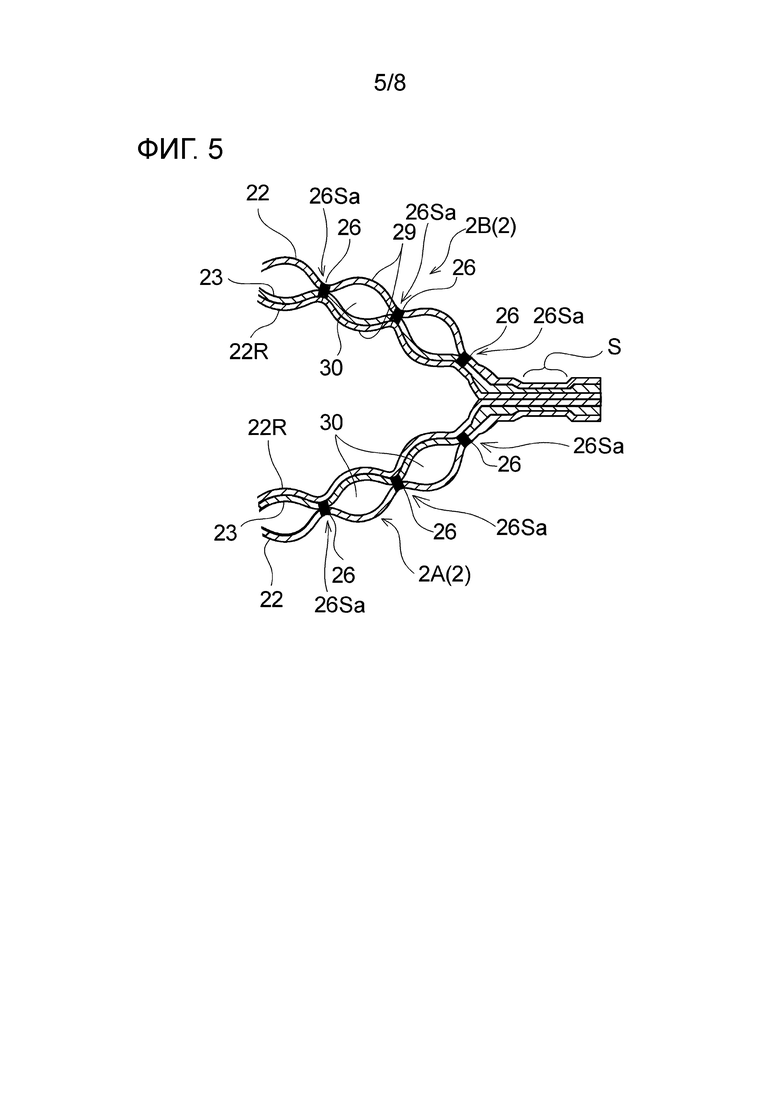



Впитывающее изделие (1) по настоящему изобретению имеет в, по меньшей мере, одной из его передней части и задней части эластифицированную часть (G), которая выполнена с возможностью растягивания и стягивания в боковом направлении (Y) изделия. Эластифицированная часть (G) имеет наружный лист (22), подлежащий размещению со стороны, которая удалена от кожи носителя, внутренний лист (23), подлежащий размещению со стороны, которая находится ближе к коже носителя, чем наружный лист (22) и множество эластичных элементов (24), которые размещены между наружным и внутренним листами в состоянии, в котором эластичные элементы растянуты в боковом направлении (Y) изделия. Наружный лист (22) и внутренний лист (23) частично соединены друг с другом в соединенной зоне (26). Соединенная зона (26) расположена между несоединенными зонами (36), в которых наружный лист (22) и внутренний лист (23) не соединены друг с другом непрерывно в продольном направлении изделия или боковом направлении изделия. Множество соединенных зон (26) и множество несоединенных зон (36) расположены с повторениями в продольном направлении изделия или боковом направлении изделия. Наружный лист (22) выполнен с возможностью его деформирования для выпучивания по направлению к стороне поверхности, не обращенной к коже, вследствие стягивания эластичных элементов (24) и образования множества складок (29), проходящих вдоль продольного направления (Х) изделия или бокового направления (Y) изделия. Впитывающее изделие (1) имеет отверстия, проходящие сквозь наружный лист (22) в некоторых местах в складках (29), образованных наружным листом (22), при этом данные места перекрывают эластичные элементы (24) в направлении толщины. 21 з.п. ф-лы, 15 ил.
1. Впитывающее изделие, имеющее переднюю часть, подлежащую размещению с передней стороны носителя, заднюю часть, подлежащую размещению с задней стороны носителя, и промежностную часть, расположенную между передней частью и задней частью, при этом впитывающее изделие содержит эластифицированную часть, которая выполнена с возможностью растягивания и стягивания в боковом направлении изделия в, по меньшей мере, одной из передней части и задней части,
при этом эластифицированная часть имеет наружный лист, подлежащий размещению со стороны, которая удалена от кожи носителя, внутренний лист, подлежащий размещению со стороны, которая находится ближе к коже носителя, чем наружный лист и множество эластичных элементов, которые размещены между наружным и внутренним листами в состоянии, в котором эластичные элементы растянуты в боковом направлении изделия,
наружный лист и внутренний лист частично соединены друг с другом в соединенной зоне,
соединенная зона расположена между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в продольном направлении изделия или боковом направлении изделия,
множество соединенных зон и множество несоединенных зон расположены с повторениями в продольном направлении изделия или боковом направлении изделия,
наружный лист выполнен с возможностью его деформирования для выпучивания по направлению к стороне поверхности, не обращенной к коже, вследствие стягивания эластичных элементов и образования множества складок, проходящих вдоль продольного направления изделия, и
впитывающее изделие имеет отверстия, проходящие сквозь наружный лист в некоторых местах в складках, образованных наружным листом, при этом данные места перекрывают эластичные элементы в направлении толщины.
2. Впитывающее изделие по п. 1,
в котором входная часть каждого отверстия, расположенная со стороны поверхности, не обращенной к коже, больше его входной части, расположенной со стороны поверхности, обращенной к коже.
3. Впитывающее изделие по п. 1,
в котором наружный лист содержит внутри по отношению к наружному периферийному краю каждого отверстия часть, в которой толщина наружного листа постепенно уменьшается по направлению к центральной части отверстия.
4. Впитывающее изделие по п. 1,
в котором каждое отверстие содержит вдавленную часть, в которой площадь поперечного сечения отверстия в направлении, которое перпендикулярно направлению толщины наружного листа, постепенно уменьшается к стороне поверхности, обращенной к коже, в направлении толщины, и соединительную часть, которая расположена ближе к стороне поверхности, обращенной к коже, чем вдавленная часть и в которой площадь поперечного сечения постоянна, и
толщина соединительной части в направлении толщины наружного листа составляет 80% или менее от суммарной толщины вдавленной части и соединительной части.
5. Впитывающее изделие по п. 1,
в котором периферийная краевая часть, входной части каждого отверстия, расположенной со стороны поверхности, обращенной к коже, выступает дальше к стороне поверхности, обращенной к коже, чем место расположения обращенной к коже поверхности части наружного листа, отличной от отверстий.
6. Впитывающее изделие по п. 5,
в котором у каждого отверстия толщина участка периферийной краевой части, который выступает от поверхности наружного листа, обращенной к коже, меньше толщины части наружного листа, отличной от отверстий.
7. Впитывающее изделие по п. 1,
в котором межволоконное расстояние в наружном листе в части каждого отверстия, которая расположена внутри от наружного периферийного края отверстия, меньше межволоконного расстояния в части наружного листа, отличной от отверстий.
8. Впитывающее изделие по п. 1,
при этом впитывающее изделие включает в себя наружный покрывающий элемент, который имеет эластифицированную часть, и впитывающий комплект, который прикреплен к наружному покрывающему элементу, и в зоне между задней частью впитывающего изделия, концевой в продольном направлении изделия, и задней частью впитывающего комплекта, концевой в продольном направлении изделия, или в зоне между передней частью впитывающего изделия, концевой в продольном направлении изделия, и передней частью впитывающего комплекта, концевой в продольном направлении изделия, число отверстий, которые перекрывают эластичные элементы, составляет 5% или более относительно общего числа отверстий в данной зоне.
9. Впитывающее изделие по п. 1,
в котором диаметр входной части, представляющей собой входную часть каждого отверстия, расположенную со стороны поверхности, не обращенной к коже, составляет 110% или более относительно диаметра входной части, представляющей собой входную часть отверстия, расположенную со стороны, обращенной к коже.
10. Впитывающее изделие по п. 1,
в котором диаметр входной части, представляющей собой входную часть каждого отверстия, расположенную со стороны поверхности, обращенной к коже, составляет от 0,5 до 3 мм.
11. Впитывающее изделие по п. 1,
в котором множество отверстий образованы с промежутками в продольном направлении изделия в складках, образованных наружным листом, и
шаг отверстий в продольном направлении изделия равен или меньше шага эластичных элементов в продольном направлении изделия.
12. Впитывающее изделие по п. 1,
в котором множество отверстий образованы с промежутками в продольном направлении изделия в складках, образованных наружным листом, и
шаг отверстий в продольном направлении изделия составляет от 1 до 10 мм.
13. Впитывающее изделие по п. 1,
в котором множество отверстий образованы с промежутками в боковом направлении изделия в складках, образованных наружным листом, и
шаг отверстий в боковом направлении изделия составляет от 1 до 10 мм.
14. Впитывающее изделие по п. 1,
в котором соединенные зоны образованы проходящими прерывисто или непрерывно в продольном направлении изделия, и в боковом направлении изделия соединенные зоны расположены между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в продольном направлении изделия, и
складки, проходящие вдоль продольного направления изделия, выполнены с возможностью их образования в несоединенных зонах наружного листа между соединенными зонами, соседними друг с другом в боковом направлении изделия.
15. Впитывающее изделие по п. 14,
в котором шаг соединенных зон в боковом направлении изделия составляет от 4 до 10 мм.
16. Впитывающее изделие по п. 14,
в котором соединенные зоны образуют ряды соединенных зон, образованные проходящими с промежутками в продольном направлении изделия и образованные с интервалами в боковом направлении изделия.
17. Впитывающее изделие по п. 14,
в котором множество отверстий образованы с промежутками в боковом направлении изделия в складках, образованных наружным листом, и
шаг отверстий в боковом направлении изделия равен или меньше шага складок в боковом направлении изделия.
18. Впитывающее изделие по п. 1,
в котором соединенные зоны образованы между наружным листом и внутренним листом так, что они проходят с промежутками в продольном направлении изделия и расположены между несоединенными зонами, в которых наружный лист и внутренний лист не соединены друг с другом непрерывно в боковом направлении изделия, и
складки, проходящие вдоль продольного направления изделия, выполнены с возможностью их образования в несоединенных зонах наружного листа между соединенными зонами, соседними друг с другом в боковом направлении изделия.
19. Впитывающее изделие по п. 1,
в котором эластичные элементы размещены между соединенными зонами, соседними друг с другом в продольном направлении изделия.
20. Впитывающее изделие по п. 1,
в котором шаг эластичных элементов в продольном направлении изделия составляет от 3 до 12 мм.
21. Впитывающее изделие по п. 1,
в котором контур каждого отверстия имеет форму, состоящую из кривой линии.
22. Впитывающее изделие по п. 1,
при этом впитывающее изделие представляет собой натягиваемое впитывающее изделие, включающее в себя наружный покрывающий элемент, который имеет эластифицированную часть, и впитывающий комплект, который прикреплен к наружному покрывающему элементу, и оба боковых участка передней части соответственно соединены с обоими боковыми участками задней части для образования двух боковых швов и отверстия для талии посредством этого.
| JP 2014188189 A, 06.10.2014 | |||
| JP 2001328191 A, 27.11.2001 | |||
| US 20160184145 A1, 30.06.2016. |

