Группа изобретений относится к дренажно-распределительным устройствам фильтров с зернистой или насыпной загрузкой, используемых для очистки жидкостей, в том числе, в системах водоподготовки.
Из патента на изобретение RU 2375098 известны способ изготовления фильтрующего элемента и фильтрующий элемент, выполненный из перфорированной металлической или пластиковой трубы, с расположенными на ней щелевыми элементами, состоящими из ребер, жестко соединенных с рядами проволоки треугольного сечения, установленными с зазором между соседними рядами проволоки. Щелевые элементы закрепляют на трубе сваркой, фиксацией с помощью привариваемых холодной сваркой втулок, фиксацией с помощью хомутов в пазах трубы. За счет выполнения щелевого элемента с использованием проволоки треугольного сечения, щели имеют расширяющийся профиль. Наличие расширения исключает возникновение завихрений при истечении жидкости, из-за чего увеличивается скорость истечения жидкости в режиме промывки фильтра. Кроме того, попадающие в щели частицы соизмеримых размеров не будут застревать в ней в режиме промывки.
Недостатками способа и устройства являются нетехнологичность и сложность выполнения набора операций, обеспечивающих необходимую точность установки и надежность соединения мелких элементов методом контактной сварки. При использовании мелкозернистого насыпного фильтрующего материала, например, песка, требуется прецезионная точность выполнения сложных нетехнологичных операций.
Из патента на полезную модель RU 81653 известны способ изготовления и фильтрующий элемент дренажно-распределительного устройства водоподготовительного фильтра, выбранные в качестве прототипов. Фильтрующий элемент содержит трубчатый полиэтиленовый или металлический корпус с множеством последовательно расположенных друг за другом поперек его оси сегментных прорезей и по периметру. Прорезку трубчатого корпуса осуществляют на фрезерном оборудовании набором дисковых фрез. Таким образом, возможна резка прорезей с шириной не менее 0,8 мм, с подачей охлаждающей и смазывающей жидкости. Нарезание одной такой щели в металлическом трубчатом корпусе займет время от 10 до 15 минут. При использовании в качестве фильтрующего материала, например, песка, толщина прорезей должна быть порядка 0,2 мм. Изготовление таких прорезей тонкими дисковыми фрезами невозможно. Изготовление более широких прорезей, в том числе, на металлических трубчатых корпусах технологически нецелесообразно. Получающиеся прорези имеют постоянную ширину внутрь от наружной поверхности, что, при абразивном износе поверхности приводит к застреванию частичек фильтрующего материала в прорезях и выходе из строя фильтрующего элемента.
Техническим результатом заявленной группы изобретений является повышение технологичности изготовления и упрощение изготовления, повышение надежности и износоустойчивости фильтрующего элемента.
Технический результат достигается в способе изготовления фильтрующего элемента, включающем выполнение в металлическом трубчатом корпусе расширяющихся внутрь от его наружной поверхности прорезей лазерным лучом за два прохода с изменением угла наклона лазерного луча до 45°, в каждую сторону от перпендикуляра к образующей поверхности трубчатого корпуса. Прорези выполняют в трубчатом корпусе из нержавеющей стали. Выполняют ряды сегментных прорезей, расположенных в плоскостях, перпендикулярных оси трубчатого корпуса.
Технический результат достигается в фильтрующем элементе, изготовленном вышеуказанным способом, содержащем металлический трубчатый корпус с прорезями, расширяющимися внутрь от наружной поверхности трубчатого корпуса. Прорези выполнены сегментными и расположены в плоскостях, перпендикулярных оси трубчатого корпуса или в плоскостях, продольных оси трубчатого корпуса. Прорези выполнены рядами.
Изобретение поясняется рисунками:
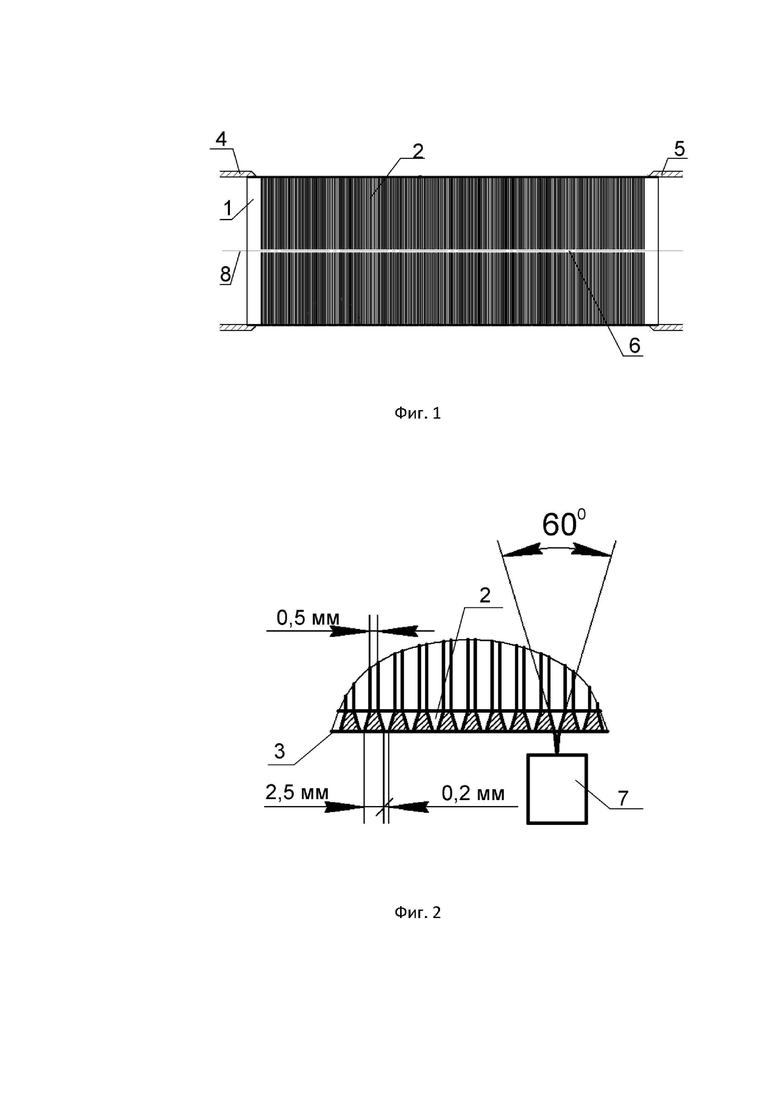
фиг. 1 - фильтрующий элемент;
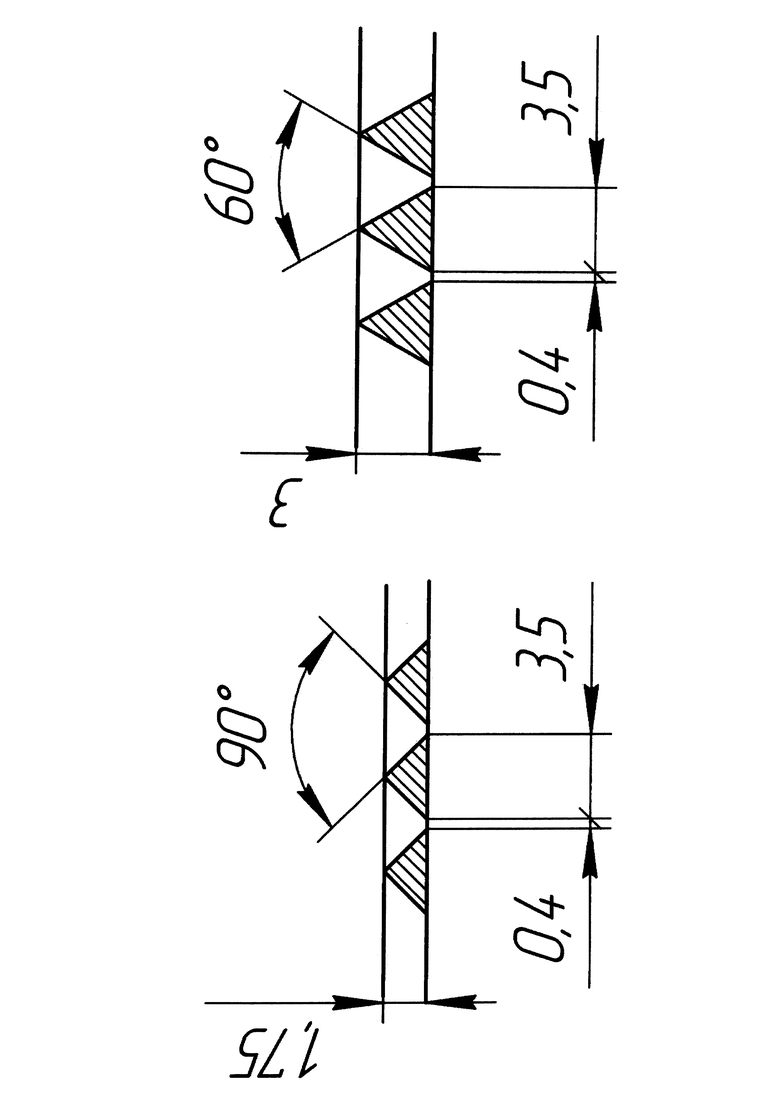
фиг. 2 - схема выполнения прорезей.
Фильтрующий элемент содержит металлический трубчатый корпус 1, преимущественно круглого сечения из нержавеющей стали (круглая труба) с прорезями 2, расширяющимися внутрь от наружной поверхности 3 трубчатого корпуса 1. Трубчатый корпус 1 на концах оснащается средствами для присоединения к коллектору 4 (например, резьбой) и/или заглушкой 5.
Прорези 2 выполнены сегментными и расположены в плоскостях, перпендикулярных оси 8 трубчатого корпуса 1 (как показано на фиг. 1) или в плоскостях, продольных оси трубчатого корпуса (не показано). Для более полного использования поверхности трубчатого корпуса 1, прорези 2 могут быть выполнены рядами: на фиг. 1 показаны два ряда прорезей (верхний и нижний) с перемычкой 6, обеспечивающей необходимую прочность.
Фильтрующий элемент изготавливается следующим образом.
Лазером выполняют в трубчатом корпусе 1, прорези 2, расширяющиеся внутрь от наружной поверхности 3 трубчатого корпуса 1, например, трапецевидной формы. Такая форма прорезей 2 обеспечивает повышение надежности и износоустойчивости фильтрующего элемента, поскольку не происходит застревание частичек загрузки, даже при абразивном износе наружной поверхности 3.
Каждую прорезь 2 выполняют лазерным лучом за два прохода, с изменением наклона лазерного луча относительно трубчатого корпуса 1 (фиг. 2). Изменение наклона лазерного луча осуществляют, например, наклоном лазерной головки 7 в диапазоне до 45° в каждую сторону от перпендикуляра к образующей поверхности трубчатого корпуса (на фиг. 2 показаны прорези 2, образованные при наклоне лазерного луча 30° в каждую сторону). Угол выбирается исходя из прочности трубчатого корпуса 1, параметров фильтрующей загрузки, условий в каких работает фильтр (вода, кислая или щелочная среда, концентрация раствора). Количество прорезей 2 на отрезок трубчатого корпуса 1 выбирают исходя из технологических требований пропускной способности фильтрующего элемента.
Использование лазерной резки повышает технологичность изготовления, при этом упрощается изготовление фильтрующего элемента. Наиболее эффективно использование способа на роботизированных комплексах, позволяющих перемещать лазерную головку и трубчатый корпус 1 в автоматическом режиме. На выполнение одной прорези 2 в трубчатом корпусе из нержавеющей стали в два прохода требуется 2-4 секунды в зависимости от толщины металла, минимальный размер щели в узкой части 0,15-0,2 мм (0,3-0,8 мм в широкой части). Скорость резки может достигать 8 м/с.
При смещении лазерной головки 7 относительно трубчатого корпуса 1, выполняются ряды сегментных прорезей, расположенных в плоскостях, перпендикулярных оси трубчатого корпуса 1 или в плоскостях, продольных оси трубчатого корпуса 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Патронный фильтрующий элемент и фильтр с использованием патронного фильтрующего элемента | 2019 |
|
RU2710196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| СМЕННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2006 |
|
RU2380998C1 |
| Щелевой фильтр | 2020 |
|
RU2732749C1 |
| ФИЛЬТР | 1993 |
|
RU2070418C1 |
| ЩЕЛЕВОЙ ФИЛЬТР С ПРОВОЛОЧНЫМ ФИЛЬТРУЮЩИМ ЭЛЕМЕНТОМ | 2008 |
|
RU2378494C1 |
| ФИЛЬТР БУРОВОЙ КОЛОННЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2748347C1 |
| АБСОРБЕР | 1992 |
|
RU2028563C1 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ТОПЛИВА | 2006 |
|
RU2352862C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2002 |
|
RU2232620C1 |
Изобретение относится к дренажно-распределительным устройствам фильтров с зернистой или насыпной загрузкой, используемых для очистки жидкостей, в том числе в системах водоподготовки. Способ изготовления фильтрующего элемента включает выполнение в металлическом трубчатом корпусе расширяющихся внутрь от его наружной поверхности 3 прорезей 2 лазерным лучом 7 за два прохода с изменением угла наклона лазерного луча до 45° в каждую сторону от перпендикуляра к образующей поверхности трубчатого корпуса. Технический результат - упрощение изготовления, повышение надежности и износоустойчивости фильтрующего элемента. 2 н. и 6 з.п. ф-лы, 3 ил.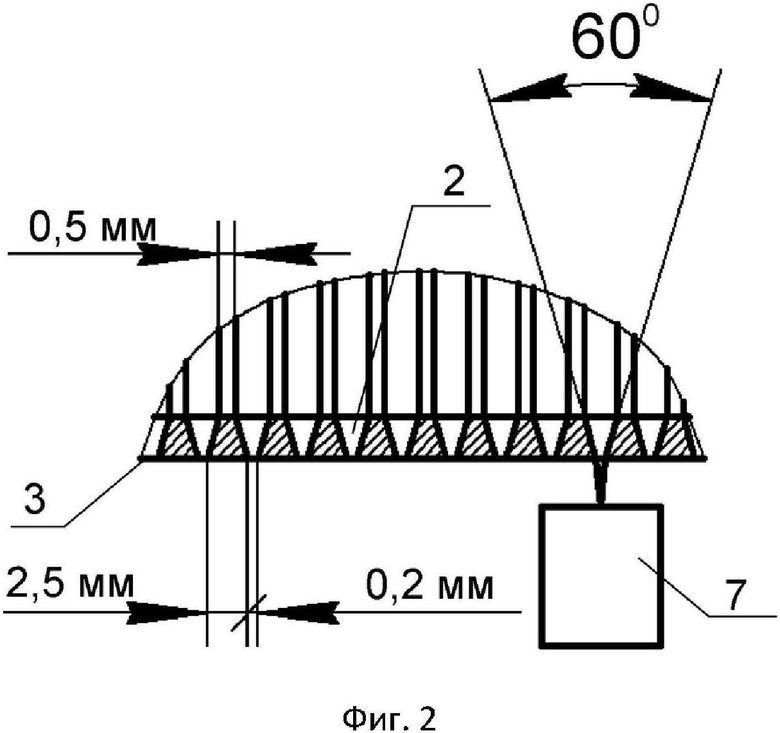
1. Способ изготовления фильтрующего элемента, включающий выполнение в металлическом трубчатом корпусе расширяющихся внутрь от его наружной поверхности прорезей лазерным лучом за два прохода с изменением угла наклона лазерного луча до 45° в каждую сторону от перпендикуляра к образующей поверхности трубчатого корпуса.
2. Способ по п. 1, характеризующийся тем, что прорези выполняют в трубчатом корпусе из нержавеющей стали.
3. Способ по п. 1, характеризующийся тем, что выполняют ряды сегментных прорезей, расположенных в плоскостях, перпендикулярных оси трубчатого корпуса.
4. Способ по п. 1, характеризующийся тем, что выполняют ряды сегментных прорезей, расположенных в плоскостях, продольных оси трубчатого корпуса.
5. Фильтрующий элемент, изготовленный способом по п. 1.
6. Фильтрующий элемент по п. 5, характеризующийся тем, что прорези выполнены сегментными и расположены в плоскостях, перпендикулярных оси трубчатого корпуса.
7. Фильтрующий элемент по п. 5, характеризующийся тем, что прорези выполнены сегментными и расположены в плоскостях, продольных оси трубчатого корпуса.
8. Фильтрующий элемент по п. 5, характеризующийся тем, что прорези выполнены рядами.
| Складные леса | 1952 |
|
SU103379A1 |
| манометрическое реле | 1948 |
|
SU81653A1 |
| WO 2000016874 А1, 30.03.2000 | |||
| ЭЛЕКТРОННАЯ ИНЖЕКТОРНАЯ ТОПЛИВНАЯ СИСТЕМА, ПРИВОДИМАЯ В ДЕЙСТВИЕ С ПОМОЩЬЮ ГИДРАВЛИКИ | 1998 |
|
RU2191283C2 |

