Изобретение относится к радиотехнике СВЧ. Цель заявляемого изобретения состоит в снижении трудоёмкости изготовления уголкового изгиба, повышении выхода годных изделий и обеспечении изготовления изгиба с цилиндрической внешней стенкой изгиба не заполненного диэлектриком прямоугольного волновода из цельного элемента волновода. Предлагаемый метод позволяет в частности изготавливать уголковые изгибы волноводов, содержащие входной и выходной волноводы, расположенные под любым углом от 0 градусов до 180 градусов, у которых стенки в плоскости изгиба совмещены, и соединяющий их участок, который выполнен в виде наружной стенки угловой волноводной части имеющей форму цилиндра с определённым оптимальным радиусом с центром, расположенным на биссектрисе внутреннего не скруглённого угла изгиба уголкового волновода и на оптимальном расстоянии от вершины внутреннего не скруглённого угла уголкового изгиба.
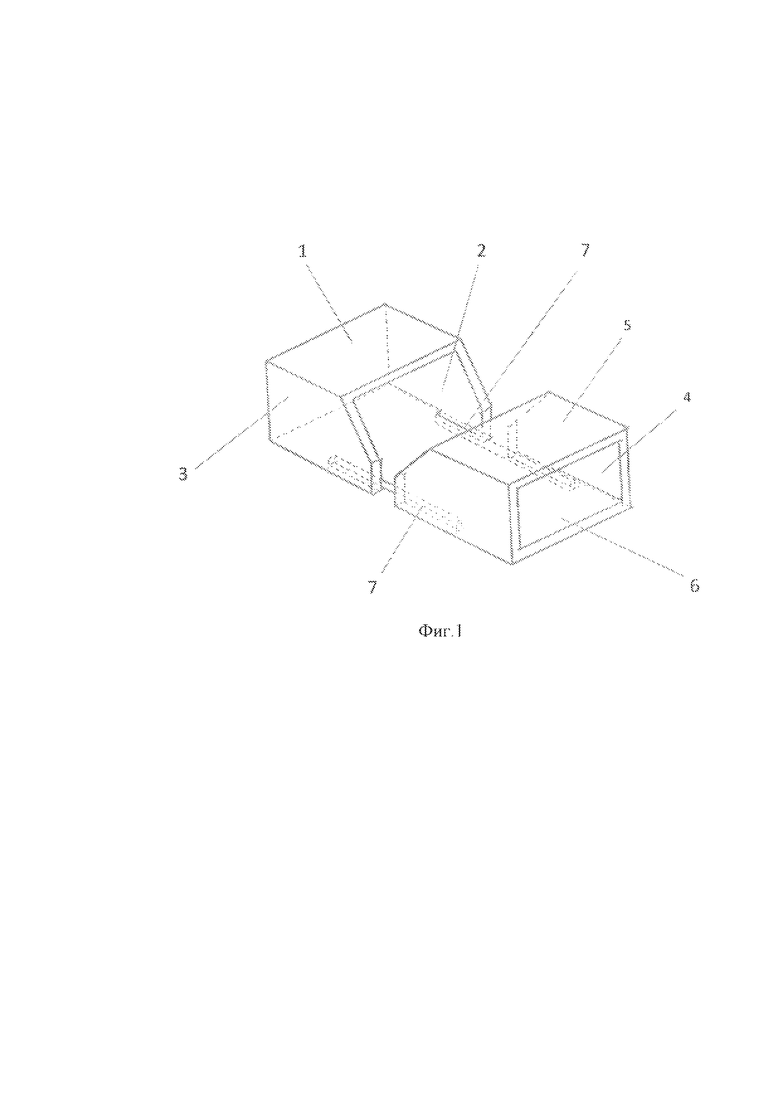
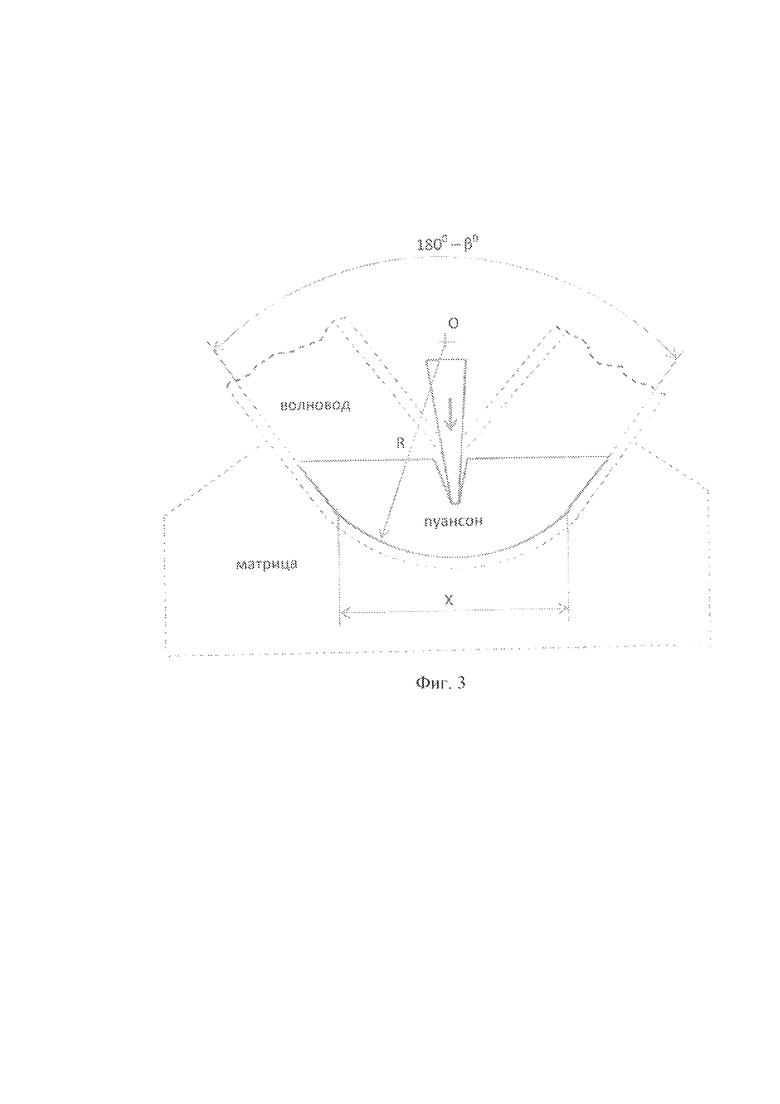
В отрезке прямоугольного волновода 1 (Фиг. 1) перпендикулярно его оси в трёх его стенках 3, 4 и 5 выполнен паз 2. В стенках 3 и 4, прилегающих к сплошной стенке (СС) 6, паз имеет «У» образную форму с углом р равным углу поворота волновода и прорезью, в основании обращённой к СС 6, а СС 6 по обе стороны имеет узкие прорези 7 вдоль оси волновода вплотную прилегающие к стенкам 3 и 4. СС 6 волновода сгибают по определённому радиусу цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии «У» образного паза. К месту изгиба прикладывают пуансон (Фиг. 3) перпендикулярно плоскости заготовки, и прикладывают усилие, с выдерживанием соотношений размеров, схематично показанных на Фиг. 4. Линии совмещения боковых сторон 3 и 4 и прорези и СС 6 после гибки пропаивают.
Изобретение относится к радиотехнике СВЧ и может быть использовано при изготовлении элементов волноводного тракта.
Технический результат, достигаемый с помощью заявляемого изобретения, состоит в снижении трудоёмкости изготовления, повышении выхода годных изделий.
Указанный технический результат достигается благодаря применению следующего способа изготовления уголкового изгиба. Берут заготовку, представляющую собой отрезок волновода. В заготовке фрезеровкой или любым иным способом, дающим аналогичный результат, делают вырез, а также боковые пазы. К месту сгиба перпендикулярно плоскости заготовки прикладывают на месте сгиба пуансон. К пуансону применяют механическое усилие, требуемое для достижения необходимого угла изгиба заготовки.
Сущность предлагаемого решения поясняется с помощью чертежей и формул, где:
- на Фиг. 1 схематически представлена заготовка уголкового изгиба с произвольным углом поворота волновода;
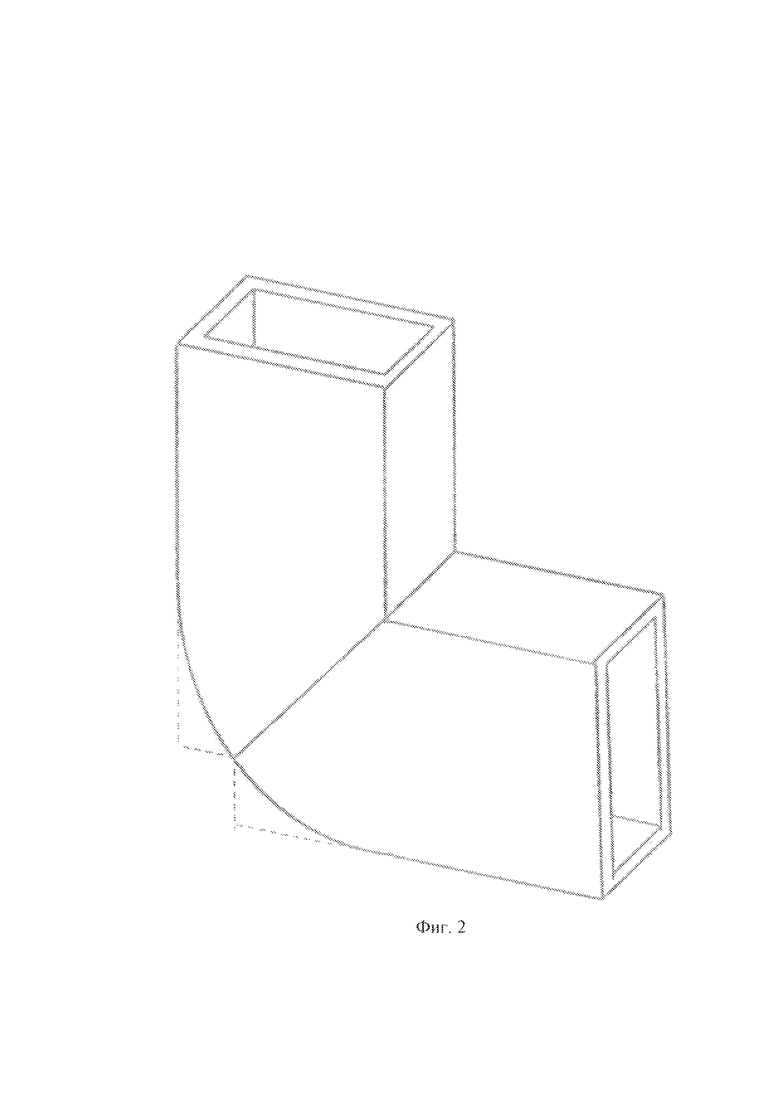
- на Фиг. 2 представлен общий вид уголкового изгиба волноводного тракта с произвольным углом изгиба до 90 градусов;
- на Фиг. 3 представлена схема гибки волновода с основными размерами пуансона, закладываемого внутрь волновода до гибки, где R - радиус цилиндрической поверхности с центром в точке О, X - длина хорды цилиндрической части пуансона с радиусом R, угол (180-(3°) - угол между плоскими участками пуансона;
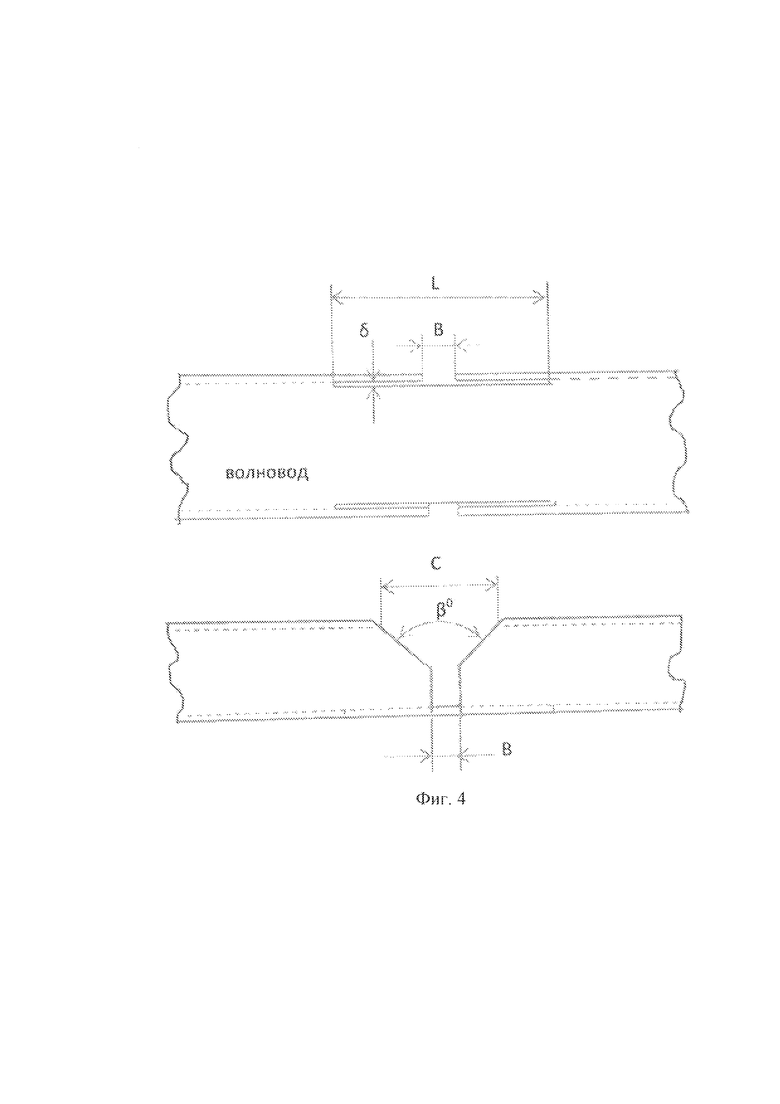
- на Фиг. 4 представлен чертёж с обозначением размеров разделки волновода под гибку.
Заготовка уголкового изгиба прямоугольного волновода с произвольным углом изгиба (Фиг. 1) представляет собой отрезок волновода 1 со сквозным пазом 2 в трёх его стенках 3, 4 и 5, расположенных
перпендикулярно оси волновода 1. В стенках 3 и 4, прилегающих к сплошной стенке (СС) 6, паз имеет «Y» образную форму с углом (3 равным углу поворота волновода и прорезью, в основании обращённой к СС 6, а СС 6 по обе стороны имеет узкие прорези 7 шириной 8=0.2-Ю.3 миллиметра вдоль оси волновода вплотную прилегающие к стенкам 3 и 4.
Изготовление уголкового изгиба прямоугольного волновода под произвольным углом, изображённого на Фиг. 2, осуществляется следующим образом.
В волноводе 1 вырезают сквозной паз 2 и узкие прорези в сплошной стенке, в результате чего получают заготовку, изображённую на Фиг. 1, сгибают сплошную стенку 6 волновода 1 по радиусу цилиндра с калибровкой пуансоном и производят пропайку швов по линиям совмещения боковых сторон и прорезей в сплошной стенке. Выступающие за пределы СС боковые стенки волновода могут быть удалены. На Фиг. 2 они обозначены пунктирными линиями.
Выполнение сквозного паза 2 и узких прорезей в сплошной стенке в соответствии с Фиг. 1 позволяет снизить трудоёмкость изготовления за счёт уменьшения длины паяных швов и повысит выход годных изделий за счёт обеспечения изготовления изгиба с цилиндрической внешней стенкой изгиба прямоугольного волновода из цельного элемента волновода.
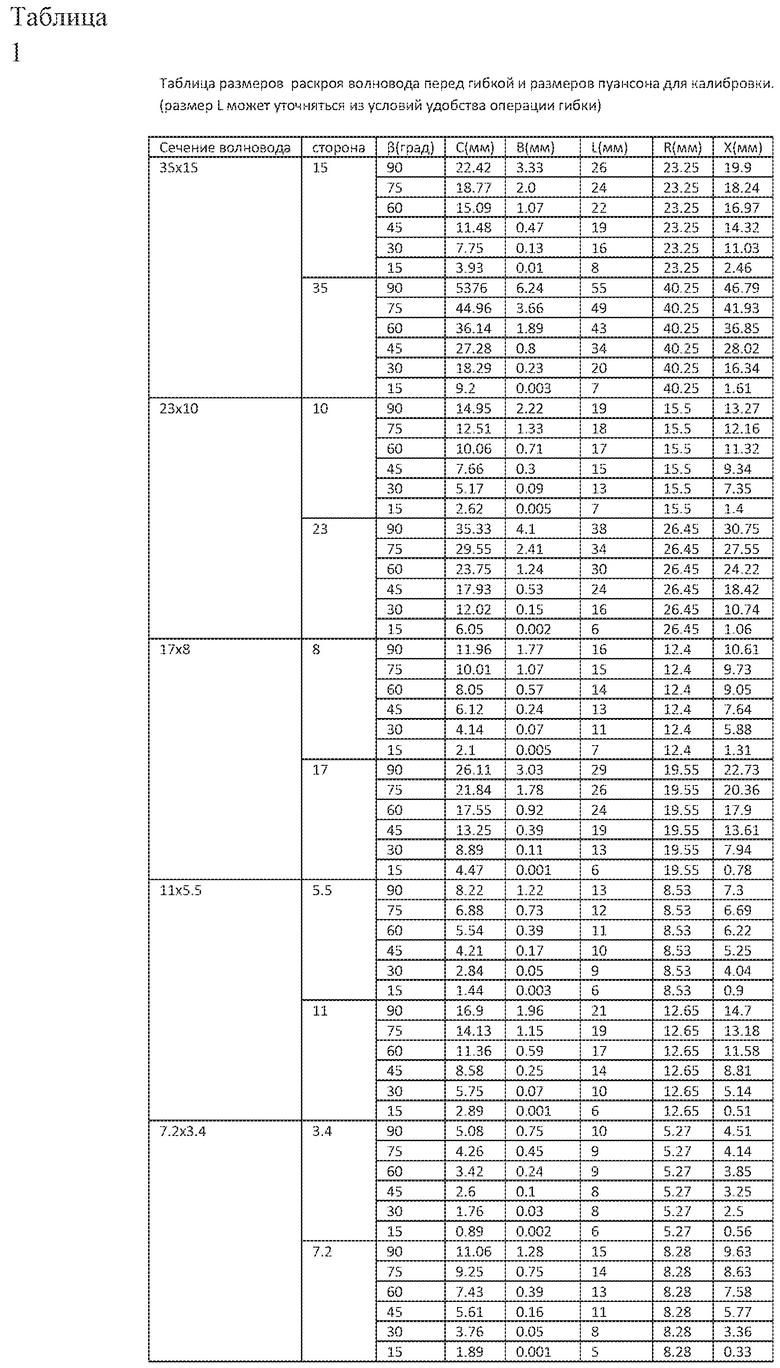
На Фиг. 4 изображён чертёж с обозначением размеров разделки волновода под гибку, где L - длина прорезей в стенках волновода, размер 5 - ширина прорезей в диапазон 0,2-0,25 мм, В - ширина вырезов в других стенках волновода, угол — угол р° трапецеидальных вырезов в других стенках, равный углу изгиба волноводного уголка, С - основание трапецеидальных вырезов в других стенках.
В Таблице 1, в качестве примера, приведена таблица размеров раскроя пяти стандартных волноводов перед гибкой в Е и Н плоскостях а также размеров пуансона, изображённого на Фиг. 4, для калибровки сплошной стенки волновода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления @ -градусного уголкового перехода на прямоугольном волноводе | 1984 |
|
SU1218432A1 |
| ОДИНАРНЫЙ 90-ГРАДУСНЫЙ УГОЛКОВЫЙ ИЗГИБ В Н-ПЛОСКОСТИ В СОСТАВЕ ПРЯМОУГОЛЬНОГО ВОЛНОВОДА | 2019 |
|
RU2730381C1 |
| УГОЛКОВЫЙ ИЗГИБ ВОЛНОВОДНОГО ТРАКТА | 2010 |
|
RU2435254C1 |
| Уголковый изгиб волноводного тракта | 2017 |
|
RU2668622C1 |
| ПРЯМОУГОЛЬНЫЙ ВОЛНОВОД С ОДИНАРНЫМ УГОЛКОВЫМ ИЗГИБОМ (ВАРИАНТЫ) | 2014 |
|
RU2568257C2 |
| ОДНОМОДОВЫЙ ПЛАЗМОННЫЙ ВОЛНОВОД | 2015 |
|
RU2602737C1 |
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ВОЛНОВОДОВ | 2013 |
|
RU2562755C2 |
| ДВОЙНОЙ ВОЛНОВОДНЫЙ ТРОЙНИК, СВЕРНУТЫЙ В Е-ПЛОСКОСТИ | 2022 |
|
RU2795742C1 |
| ГИБКИЙ ПРЯМОУГОЛЬНЫЙ ВОЛНОВОД | 1992 |
|
RU2092938C1 |
| Логопериодическая дипольная антенна | 2023 |
|
RU2824917C1 |
Изобретение относится к радиотехнике СВЧ и может быть использовано при изготовлении элементов волноводного тракта. Технический результат заключается в снижении трудоёмкости изготовления, повышении выхода годных изделий. Способ изготовления уголкового изгиба прямоугольного волновода с произвольным углом поворота волновода заключается в вырезании в трёх стенках волновода в направлении, перпендикулярном оси волновода, сквозного паза Y-образной формы с углом, равным углу поворота волновода, и на сплошной стенке волновода - узких пазов, прилегающих к боковым стенкам волновода в плоскости изгиба, сгибании сплошной стенки волновода радиусом цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии Y-образного паза, при этом сквозной Y-образный паз вырезают с углом, равным углу поворота волновода, с прорезью в основании обращённой к сплошной стенке волновода. 1 з.п. ф-лы, 1 табл., 4 ил.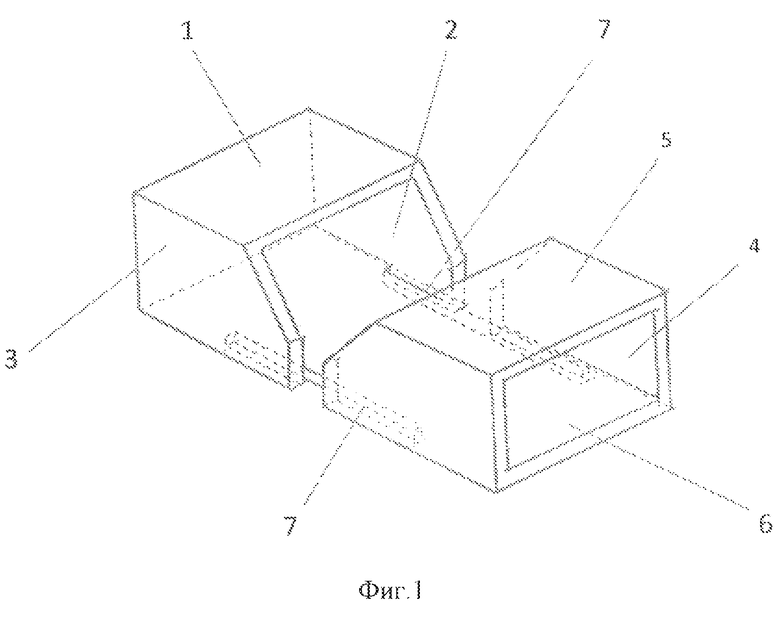
1. Способ изготовления уголкового изгиба прямоугольного волновода с произвольным углом поворота волновода, заключающийся в вырезании в трёх стенках волновода в направлении, перпендикулярном оси волновода, сквозного паза Y-образной формы с углом, равным углу поворота волновода, и на сплошной стенке волновода - узких пазов, прилегающих к боковым стенкам волновода в плоскости изгиба, сгибании сплошной стенки волновода радиусом цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии Y-образного паза, отличающийся тем, что сквозной Y-образный паз вырезают с углом, равным углу поворота волновода с прорезью, в основании обращённой к сплошной стенке волновода.
2. Способ по п. 1, отличающийся тем, что, с целью обеспечения поворота прямоугольного волновода, на углы, превышающие 90 градусов, уголковый изгиб выполняют составным из двух уголковых изгибов по п. 1 из цельного элемента волновода, которые отстоят друг от друга на определённом расстоянии и соединены отрезком из основного волновода.
| JP 62249502 A, 30.10.1987 | |||
| Способ изготовления @ -градусного уголкового перехода на прямоугольном волноводе | 1984 |
|
SU1218432A1 |
| Уголковый изгиб волноводного тракта | 2017 |
|
RU2668622C1 |
| JP 3242001 A, 29.10.1991 | |||
| 0 |
|
SU188628A1 | |

