Изобретения относятся к радиотехнике, а именно к устройствам и способам изготовления конических спиральных антенн, и могут быть использованы в технике связи, преимущественно в составе космических аппаратов и средств их выведения на ОИСЗ, например, для использования в приемных каналах навигационных систем, в приемных и передающих каналах командно-измерительных систем и в передающих каналах телеметрических систем.
Из уровня техники известны двухзаходные конические спиральные антенны (см., например, А.С. Лавров, «Антенно-фидерные устройства», изд. «Советское радио», М., 1974, стр. 178-180), которые имеют простую систему питания, способны работать в широкой полосе частот и позволяют формировать различную форму диаграммы направленности, в том числе по форме близкую к полусфере, необходимую для использования в космической технике связи между подвижными объектами, когда взаимная ориентация антенн изменяется в широких пределах.
Обеспечение прочности и жесткости конических спиральных антенн достигается использованием конического каркаса из диэлектрического материала, на котором закреплены, например, с использованием клеевых соединений, спиральные излучатели, выполненные в виде металлических лент, см., например, патенты США №2958081, №3188643,
Коническая спиральная антенна, известная из патента США №2958081, содержит тонкостенный каркас, выполненный в виде усеченного конуса из диэлектрического материала, два эквиугольных спиральных излучателя, расположенных симметрично на каркасе и симметрирующее устройство, обеспечивающее питание спиральных излучателей в противофазе.
Спиральные излучатели выполнены в виде эквиугольных лент, расположенных на конической части каркаса. Узкие концы спиральных излучателей продолжаются в виде плоских эквиугольных лент расположенных симметрично на малом основании конического каркаса с зазором между ними вдоль линии симметрии. Спиральные излучатели закреплены на каркасе клеем.
Симметрирующее устройство выполнено в виде двух отрезков коаксиального кабеля без защитной оболочки из диэлектрика, расположенных снаружи по всей длине спиральных излучателей вдоль их средней линии и закрепленных на излучателях пайкой. Внутренний проводник первого отрезка кабеля электрически подсоединен к короткозамкнутому второму отрезку кабеля в районе малого основания конического каркаса.
Симметрирующее устройство для конических спиральных антенн может быть выполнено с использованием полосковых линий передачи, см., например, патенты США №5479180, патент РФ №2017281.
В антенне, известной из патента США №5479180, спиральные излучатели выполнены с использованием гибкого фольгированного диэлектрика, который сворачивается в конус. Выходные проводники симметрирующего устройства выполнены в виде симметричной полосковой линии передачи, расположенной вдоль оси конуса. Концы выходных проводников плавно изогнуты и соединены с узкими концами спиральных излучателей.
В антенне, известной из патента РФ №2017281, один спиральный излучатель расположен на наружной стороне конического каркаса из диэлектрика, а другой - на внутренней стороне каркаса. В симметрирующем устройстве используется полосковая линия передачи, образованная первым спиральным излучателем, расположенным на наружной поверхности конического каркаса, и ленточным проводником, расположенным на внутренней поверхности каркаса, продолжением которого является второй спиральный излучатель.
В указанных аналогах симметрирующее устройство выполнено из отрезков линии передачи, заполненных диэлектриком. Использование диэлектрических материалов для каркаса и для симметрирующего устройства ограничивает диапазон положительных рабочих температур. Другим недостатком указанных аналогов является использование тонких выходных проводников симметрирующего устройства, что приводит к снижению механической прочности антенны.
Дополнительное повышение прочности и жесткости конических спиральных антенн достигается использованием круглого металлического диска, к которому крепится конический каркас, см., например, патенты США №3564553, 4697192, патент РФ №2458438. Например, в соответствии с патентом США №3564553 коническая спиральная антенна летательного аппарата содержит конический каркас из диэлектрика, два симметрично расположенных спиральных излучателя и симметрирующее устройство, выполненное в виде круглого коаксиального волновода с косым срезом внешнего проводника. Симметрирующее устройство и каркас закреплены на металлическом диске, что повышает прочность и жесткость конструкции антенны.
Ближайшим аналогом изобретения является коническая спиральная антенна (Б.А. Пригода, В.С. Кокунько, «Антенны летательных аппаратов», Военное изд-во министерства обороны СССР, Москва, 1979, с. 87-89), содержащая симметрирующее устройство, каркас, выполненный в виде усеченного конуса из диэлектрического материала, два эквиугольных спиральных излучателя, расположенных симметрично на каркасе, и круглый металлический диск. На рисунке 4.11.6 указанного источника показан общий вид антенны и основные детали: спиральные излучатели, а также внешний и внутренний проводники симметрирующего устройства.
Симметрирующее устройство расположено по оси антенны и выполнено на основе круглого коаксиального волновода, на первом конце которого размещены два выходных проводника, образованных отрезком конического коаксиального волновода с косым срезом внешнего проводника так, что образуется плавный переход от коаксиального круглого волновода к несимметричной двухпроводной линии передачи. На втором конце круглого коаксиального волновода выполнен радиочастотный соединитель, содержащий опорную шайбу из диэлектрика.
Спиральные излучатели выполнены в виде эквиугольных лент, расположенных на конической части каркаса. Узкие концы спиральных излучателей продолжаются в виде плоских эквиугольных участков, расположенных симметрично на малом основании конического каркаса с зазором между ними вдоль линии симметрии. Плоские участки спиральных излучателей электрически соединены с выходными проводниками симметрирующего устройства. Широкие концы спиральных излучателей электрически соединены с кромкой диска, установленного соосно коаксиальному волноводу и электрически соединенного с внешним проводником круглого коаксиального волновода.
Диск и спиральные излучатели закреплены на каркасе с использованием клеевого соединения. Соединение выходных проводников симметрирующего устройства, спиральных излучателей, диска и внешнего проводника коаксиального волновода выполнено пайкой.
Основным недостатком, как ближайшего аналога, так и других приведенных выше аналогов антенн, в конструкции которых используется каркас из диэлектрического материала, является ограниченный диапазон положительных температур, обусловленный наличием каркаса из диэлектрика, так как традиционно используемые для конических спиральных антенн каркасы из стеклотекстолита или пенопласта не могут применяться при температурах выше 200°С.
Другими недостатками, как ближайшего аналога, так и других аналогов являются:
- разброс характеристик антенны от образца к образцу, обусловленный влиянием допусков на электрические параметры диэлектрических материалов каркаса и клея;
- нестабильность характеристик антенны в диапазоне рабочих температур из-за наличия зависимости электрических параметров материалов каркаса и клея от температуры.
Технической проблемой, решаемой изобретением, является разработка конструкции конической спиральной антенны, допускающей ее использование на космических аппаратах, подвергающихся воздействию значительных механических нагрузок на участке вывода космического аппарата на ОИСЗ и участке аэродинамического торможения в атмосфере при посадке на планеты, а также подвергающихся воздействию повышенных рабочих температур при одновременном уменьшении нестабильности характеристик антенны.
Техническая проблема решается заявляемой антенной следующим образом.
Как и ближайший аналог, коническая спиральная антенна содержит симметрирующее устройство, выполненное в виде круглого коаксиального волновода и расположенное по оси антенны, два эквиугольных спиральных излучателя, выполненных в виде лент, и круглый металлический диск, установленный соосно симметрирующему устройству.
Как и у ближайшего аналога, в заявляемой антенне узкие концы спиральных излучателей электрически подсоединены к выходным проводникам симметрирующего устройства, а широкие концы излучателей электрически соединены с кромкой круглого металлического диска, электрически соединенного с внешним проводником симметрирующего устройства.
В отличие от ближайшего аналога выходные проводники симметрирующего устройства образованы двумя симметрично расположенными на внешнем проводнике симметрирующего устройства продольными щелями длиной близкой к четверти длины волны в вакууме. При этом конец одного из выходных проводников соединен электропроводящей перемычкой с концом внутреннего проводника коаксиального волновода.
В заявляемой антенне внешний проводник симметрирующего устройства, спиральные излучатели и диск выполнены в виде единой детали, изготовленной по аддитивной технологии послойным лазерным сплавлением.
Выполнение в соответствии с изобретением внешнего проводника симметрирующего устройства, спиральных излучателей и диска в виде единой детали в сочетании с выполнением симметрирующего устройства в виде двух выходных проводников, разделенных продольными щелями на первом конце волновода, и электропроводящей перемычки позволяет создать прочную и жесткую конструкцию, устойчивую к механическим нагрузкам и исключающей необходимость использования поддерживающего каркаса из диэлектрического материала и клеевых соединений. При этом исключение из конструкции антенны каркаса из диэлектрического материала позволяет значительно расширить диапазон положительных рабочих температур антенны.
Кроме того, исключение из конструкции антенны диэлектрического каркаса и клеевых соединений:
- уменьшает разброс характеристик антенны от образца к образцу, обусловленный влиянием допусков на электрические параметры материала каркаса и клея;
- уменьшает нестабильность характеристик антенны в диапазоне рабочих температур, обусловленную наличием температурной зависимости электрических параметров материала каркаса и клея.
Техническим результатом является возможность разработки конической спиральной антенны, допускающей ее эксплуатацию в составе космических аппаратов, подвергающихся воздействию значительных механических нагрузок на участке вывода космического аппарата на ОИСЗ и на участке аэродинамического торможения в атмосфере при посадке на планеты, а также подвергающихся воздействию температур от минус 150°С до плюс 500°С при одновременном уменьшении нестабильности характеристик антенны.
Кроме того, каждый спиральный излучатель может быть выполнен в виде полой ленты, что позволяет уменьшить массу антенны. При этом во внутренней полости ленты между ее широкими стенками может быть размещено, по меньшей мере, одно продольное ребро, что повышает жесткость антенны.
Из уровня техники известны способы изготовления конических спиральных антенн, см., например, патенты США №4675690 и 4945363, включающие изготовление плоской развертки спиральных излучателей из гибкого фольгированного диэлектрика. Затем развертка сгибается в конус и края развертки соединяются друг с другом.
Например, в способе изготовления конической спиральной антенны, известном из патента США №4945363, первоначально производится расчет на компьютере проекции (развертки) логарифмических спиральных излучателей на плоскость. Затем с помощью фотошаблона на гибком плоском фольгированном диэлектрическом основании производится вытравливание заданной структуры проводников и осуществляется свертывание плоской платы в конус, при этом края развертки со спиралями соединяются встык или внахлест. Соединение участков витков спиральных излучателей между собой с помощью проводящих накладок с использованием пайки, сварки или заклепок усложняет процесс изготовления и снижает надежность антенны из-за большого количества этих соединений.
Из авторского свидетельства СССР №1238181 известен способ изготовления конического спирального излучателя. Первоначально на плоском листе фольгированного гибкого диэлектрика размечают развертку проводящих полосок излучателей и удаляемого участка по двум спиральным линиям между проводящими полосками. Производят травление листа фольгированного гибкого диэлектрика с разметкой и с защитным слоем на проводящих полосках. Вырезают развертку из травленого фольгированного гибкого диэлектрика по радиусам развертки и по размеченным спиральным линиям удаляемого участка. Приклеивают развертку на боковой поверхности конической диэлектрической оправки.
Это способ обеспечивает улучшение согласования и повышение надежности путем исключения гальванических соединений проводящих полосок по линиям вырезки заготовки из фольгированного гибкого диэлектрика. Однако указанный способ не обеспечивает в полном объеме изготовление конической спиральной антенны, так как не включает операций по сборке спирального излучателя с симметрирующим устройством.
Этот недостаток устранен в авторском свидетельстве СССР №1520612, из которого известен способ изготовления конической спиральной антенны, состоящей из двух спиральных плеч и симметрирующего устройства, выполненного в виде плавного перехода от асимметричной полосковой линии передачи к ленточной двухпроводной линии передачи. Антенна выполнена так, что ленты спиральных излучателей и полосковые проводники симметрирующего устройства расположены с разных сторон двухстороннего фольгированного гибкого диэлектрика. Способ позволяет исключить паяные соединения между проводящими полосками симметрирующего устройства и плечами спирали. Это повышает надежность антенны, а также сокращает и упрощает процесс изготовления и закрепления симметрирующего устройства. Недостатком этого способа является изготовление тонкого отрезка полосковой линии, свернутого по дуге над малым основанием конуса антенны, что приводит к снижению механической прочности антенны.
Из патента РФ №2625093 известен способ изготовления цилиндрических и конических спиральных антенн бортовой радиоаппаратуры ракетно-космической техники, основанный на получении цилиндрической или конической заготовки антенны путем закрепления проводников спирали на плоской диэлектрической подложке, сборки подложек с проводниками в пакет, накручиванием пакета подложек на цилиндрическую или коническую оснастку, фиксированием пакета и удалением оснастки с последующей пропиткой полученной заготовки антенны полимерным компаундом в вакууме. Этот способ обеспечивает стабильность характеристик антенны, повышение механической прочности и стойкости антенны к воздействию перепадов давления и увеличению срока эксплуатации в космосе. Недостатком указанного способа является значительное время изготовления заготовки антенны из-за включения в способ операций по пропитке заготовки антенны полимерным компаундом и неоднократным ее вакуумированием с последующим отверждением компаунда.
Общим недостатком всех вышеуказанные способов аналогов является то, что они предназначены для изготовления конических спиральных антенн с использования гибких диэлектрических подложек с жестко закрепленными на них проводниками и не могут быть использованы для изготовления антенны без каркаса из диэлектрического материала.
Ближайшим аналогом способа изготовления антенны является способ изготовления конической спиральной антенны (см. Б.А. Пригода, B.C. Кокунько, «Антенны летательных аппаратов», Военное изд-во министерства обороны СССР, М., 1979, с. 87-89), в соответствии с которым сначала изготавливают отдельные детали антенны: внешний и внутренний проводники симметрирующего устройства, спиральные излучатели, диск, конический каркас и опорную шайбу радиочастотного соединителя.
Внешний и внутренний проводники симметрирующего устройства, и диск изготавливают из металлических материалов механической обработкой, причем на первом конце внешнего проводника симметрирующего устройства - на его коническом участке выполняют косой срез, а на втором конце - снаружи выполняют резьбу радиочастотного соединителя. Каркас изготавливают механической обработкой из вспененного диэлектрика.
Для изготовления заготовки конической спиральной антенны - каркаса со спиральными излучателями и диском, размечают развертку спиральных излучателей на плоском листе металлической фольги, вырезают развертку спиральных излучателей, формуют излучатели на конической оснастке и скрепляют их между собой технологическими перемычками с использованием пайки. Затем снимают спиральные излучатели с оснастки, приклеивают излучатели и диск на конический каркас, после отверждения клея припаивают широкие концы спиральных излучателей к диску и снимают технологические перемычки.
Затем производят сборку антенны, в процессе которой внутри внешнего проводника симметрирующего устройства устанавливают опорную шайбу и внутренний проводник симметрирующего устройства, затем на симметрирующее устройство устанавливают заготовку конической спиральной антенны и припаивают плоские участки спиральных излучателей к выходам симметрирующего устройства, а диск - к внешнему проводнику коаксиального волновода.
Основным недостатком ближайшего аналога является сложность и длительность процесса изготовления конической спиральной антенны, что обусловлено большим количеством деталей в конструкции антенны, сложностью и длительностью операций по изготовлению спиральных излучателей и приклеиванию их на диэлектрический каркас.
Другим недостатком ближайшего аналога является снижение надежности в эксплуатации, что определяется большим количеством паяных соединений между элементами симметрирующего устройства, спиральными излучателями и диском.
Технической проблемой, решаемой изобретением, является упрощение процесса изготовления, уменьшение времени изготовления и повышение надежности в эксплуатации антенны.
Техническая проблема решается следующим образом.
В соответствии с изобретением способ изготовления конической спиральной антенны включает выполнение заготовки антенны, ее механическую обработку и сборку антенны.
В соответствии с изобретением при изготовлении заготовки внешний проводник симметрирующего устройства с выходными проводниками и с продольными щелями между ними, спиральные излучатели и диск выполняют в виде единой детали по аддитивной технологии послойным лазерным сплавлением с использованием металлического порошка.
Кроме того, при изготовлении заготовки второй конец внешнего проводника симметрирующего устройства печатают с припуском по диаметру, а на первом конце внешнего проводника симметрирующего устройства после формирования торцов выходных проводников печатают дополнительный участок в виде цилиндрической трубы. Дополнительный участок внешнего проводника печатают с сужающимися вырезами в форме треугольников, размещенными над продольными щелями внешнего проводника симметрирующего устройства и ограниченными боковыми стенками с острым углом между ними.
При механической обработке полученной заготовки на втором конце внешнего проводника симметрирующего устройства нарезают резьбу, а на первом конце внешнего проводника симметрирующего устройства разделывают отверстие для крепления перемычки и срезают дополнительный участок трубы.
В процессе сборки внутрь внешнего проводника симметрирующего устройства помещают его внутренний проводник и электропроводящую перемычку и пайкой соединяют последнюю с концом внутреннего проводника и концом одного из выходных проводников симметрирующего устройства. На втором конце внешнего проводника резьбовым соединением закрепляют внешний проводник радиочастотного соединителя.
Заявляемый способ изготовления конической спиральной антенны позволяет уменьшить время изготовления антенны и упростить изготовление антенны за счет:
- изготовления заготовки антенны в виде единой детали по аддитивной технологии послойным лазерным сплавлением, что уменьшает количество сборочных единиц в конструкции антенны - четыре детали ближайшего аналога заменены единой деталью и позволяет выполнить заготовку антенны за один технологический процесс;
- выполнения сужающихся прорезей дополнительного участка трубы с острым углом между стенками, что исключает необходимость технологических поддержек при печати этих прорезей;
- уменьшения объема механической обработки деталей антенны;
- упрощения процесса сборки.
Кроме того, уменьшение количества паяных соединений при изготовлении антенны повышает надежность эксплуатации антенны.
Техническим результатом предлагаемого способа является упрощение процесса изготовления и сокращение времени изготовления антенны в два раза в сочетании с повышением надежности при эксплуатации антенны.
Кроме того, послойное лазерное сплавление может быть выполнено с использованием порошка из алюминиевого сплава, что позволяет использовать изготовленные антенны при температурах до 300°С, например, на обтекателях ИСЗ.
Кроме того, послойное лазерное сплавление может быть выполнено с использованием порошка из титанового сплава, что позволяет использовать изготовленные антенны при температурах до 500°С, что актуально, например, в долгоживущем посадочном аппарате для исследования Венеры или в космическом аппарате для исследования Солнца с близкого расстояния.
На приведенных ниже рисунках приняты следующие обозначения:
1 - симметрирующее устройство;
11 - внутренний проводник симметрирующего устройства;
111 - шип на внутреннем проводнике симметрирующего устройства;
12 - внешний проводник симметрирующего устройства;
121 и 122 - выходные проводники симметрирующего устройства;
123 и 124 - продольные щели на внешнем проводнике симметрирующего устройства;
125 - первый конец внешнего проводника симметрирующего устройства;
126 - второй конец внешнего проводника симметрирующего устройства;
127 - торец второго конца внешнего проводника симметрирующего устройства;
128 - резьба для установки внешнего проводника радиочастотного соединителя;
129 - отверстие для крепления перемычки;
13 - перемычка;
131 отверстие для соединения перемычки с внутренним проводником симметрирующего устройства;
132 - стержень для соединения перемычки с выходным проводником симметрирующего устройства;
14 - радиочастотный соединитель;
141 - опорная шайба радиочастотного соединителя;
142 - внешний проводник радиочастотного соединителя;
2 и 3 - спиральные излучатели;
21 и 31 - узкие концы спиральных излучателей;
22 и 32 - широкие концы спиральных излучателей;
23 и 33 - продольные ребра жесткости; 4 - диск;
51- дополнительный участок круглой трубы;
52 - сужающаяся щель в дополнительном участке круглой трубы;
60 - пайка перемычки к внутреннему проводнику симметрирующего устройства;
61 - пайка перемычки к выходному проводнику симметрирующего устройства,
62 - пайка для крепления внешнего проводника радиочастотного соединителя.
Изобретения иллюстрируется графическими материалами.
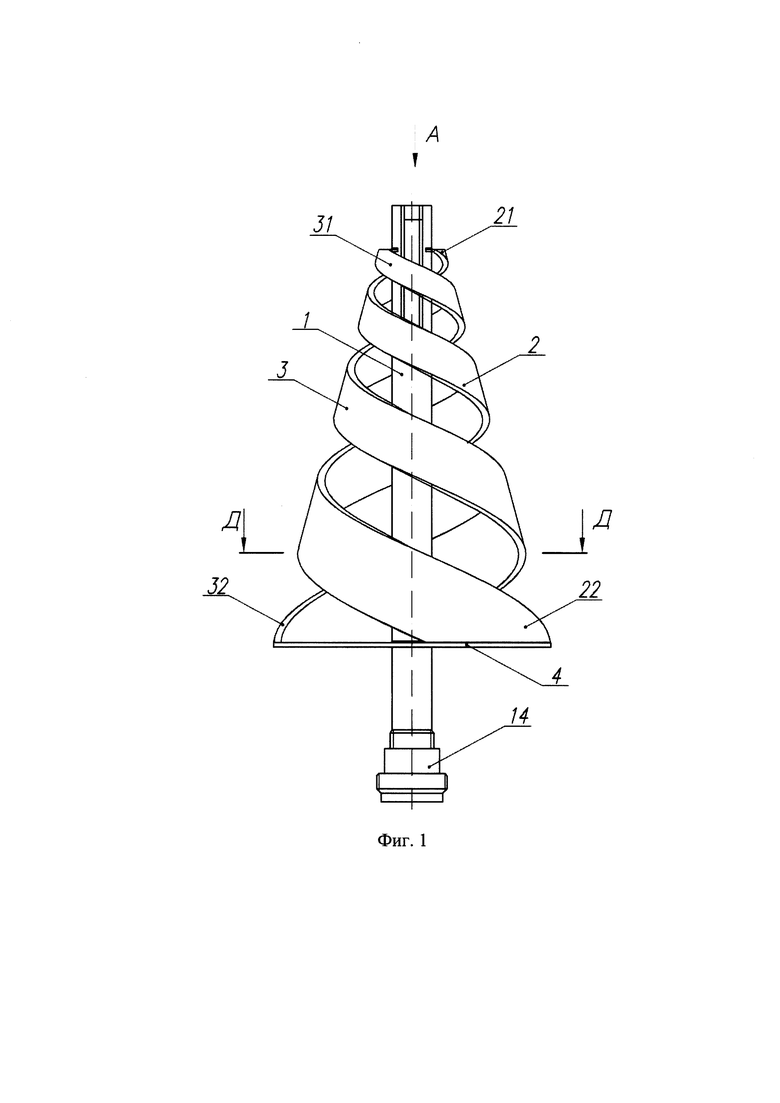
На фиг. 1 представлен общий вид антенны.
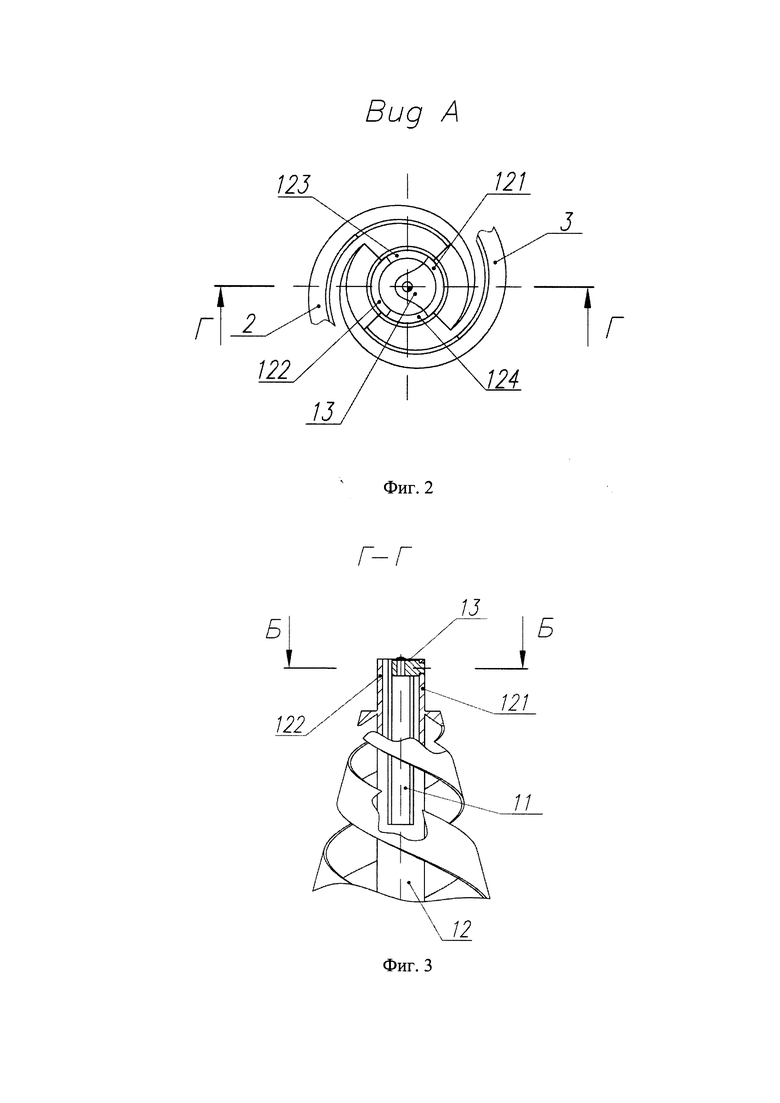
На фиг. 2 представлен вид сверху на узел соединения выходных проводников 121, 122 симметрирующего устройства со спиральными излучателями 2, 3 (фрагмент вида А с фиг. 1).
На фиг. 3 представлен продольный разрез узла соединения выходных проводников 121, 122 симметрирующего устройства со спиральными излучателями 2, 3 (разрез Г-Г с фиг. 2).
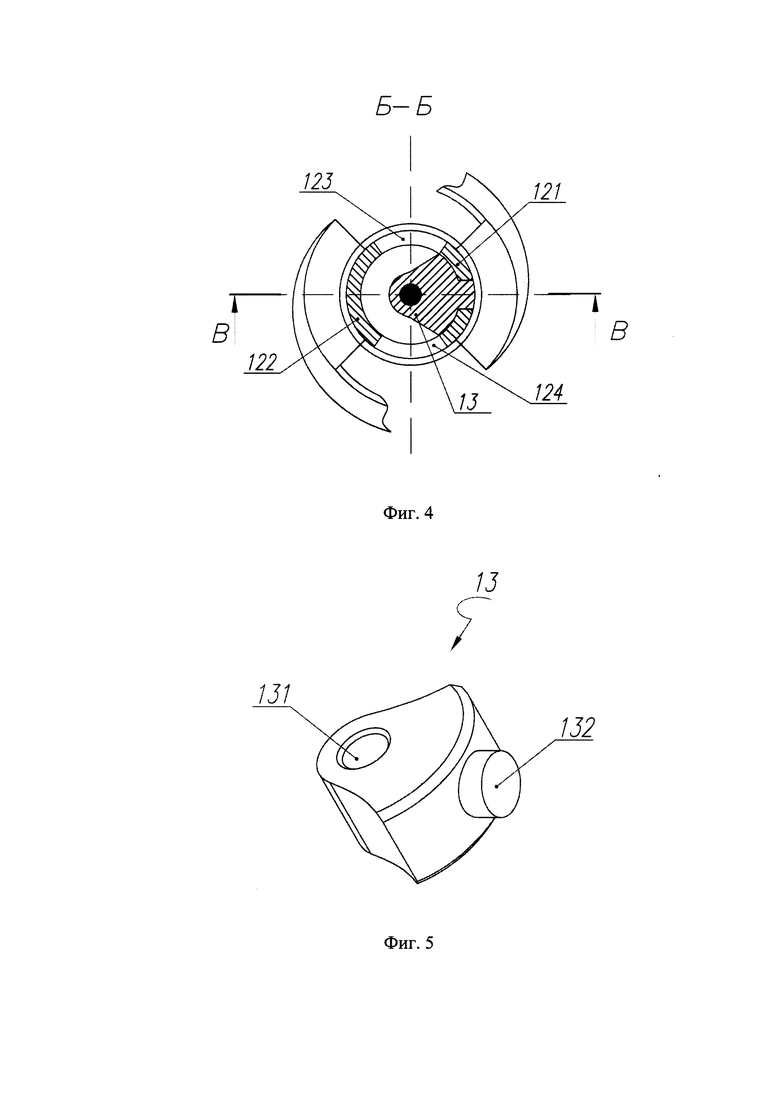
На фиг. 4 представлен поперечный разрез узла соединения перемычки 13 с концом одного из выходных проводников 121 и концом внутреннего 11 проводника симметрирующего устройства (разрез Б-Б с фиг. 3).
На фиг. 5 представлен общий вид электропроводящей перемычки 13 в аксонометрии.
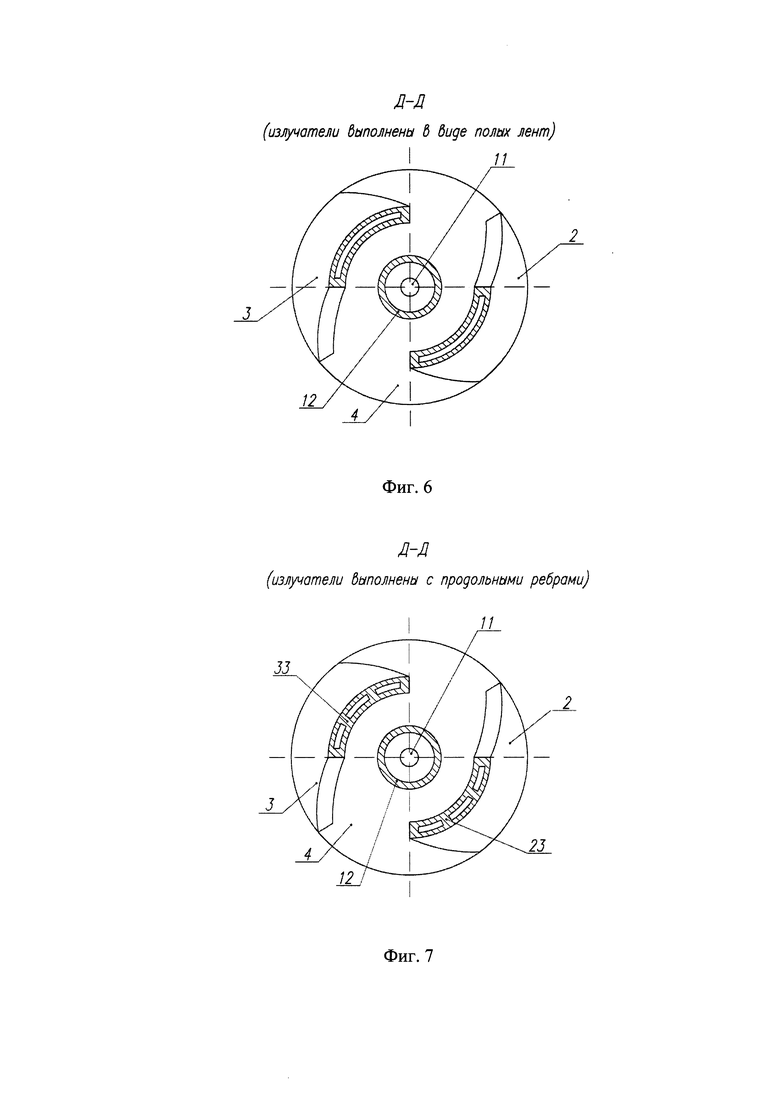
На фиг. 6 представлен поперечный разрез антенны с излучателями 2 и 3 в виде полой ленты (разрез Д-Д с фиг. 1).
На фиг. 7 представлен поперечный разрез антенны с излучателями 2 и 3 в виде полой ленты с продольными ребрами 22 и 33 (разрез Д-Д с фиг. 1).
На фиг. 8 представлен общий вид заготовки антенны, изготовленной по аддитивной технологии послойным лазерным сплавлением, после удаления технологических поддержек.
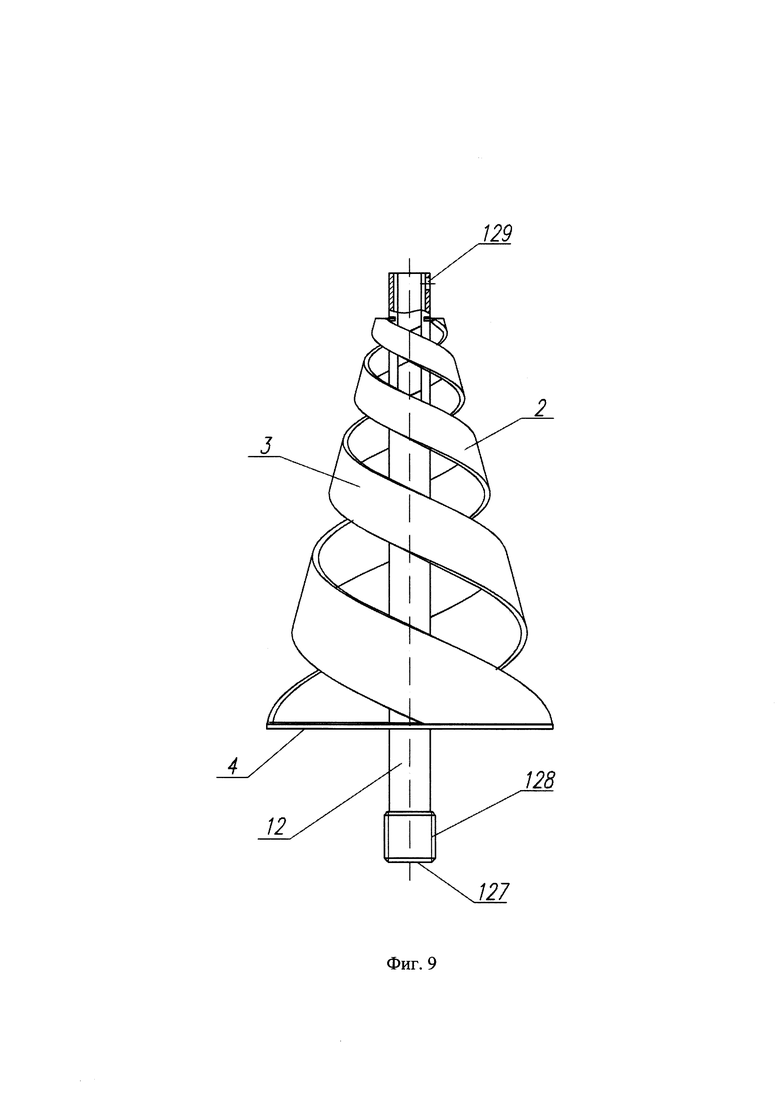
На фиг. 9 представлен общий вид детали после механической обработки заготовки антенны.
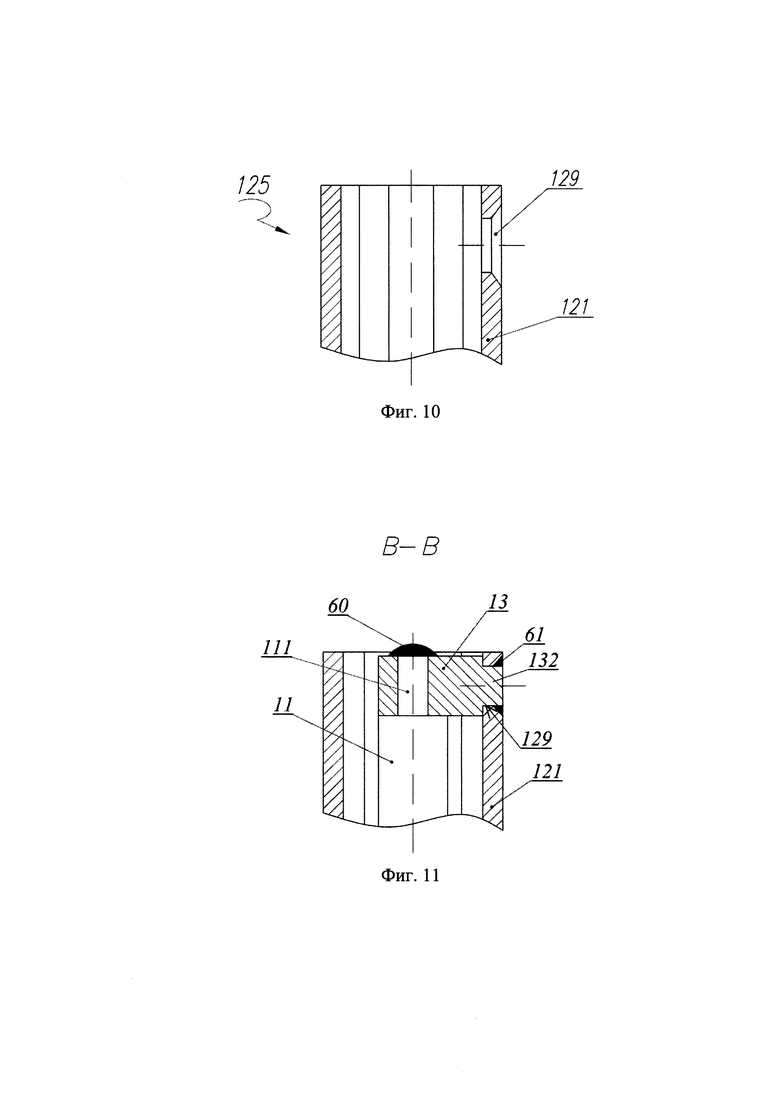
На фиг. 10 представлен продольный разрез первого конца 125 симметрирующего устройства после механической обработки.
На фиг. 11 представлен продольный разрез узла крепления перемычки (разрез В-В с фиг. 4).
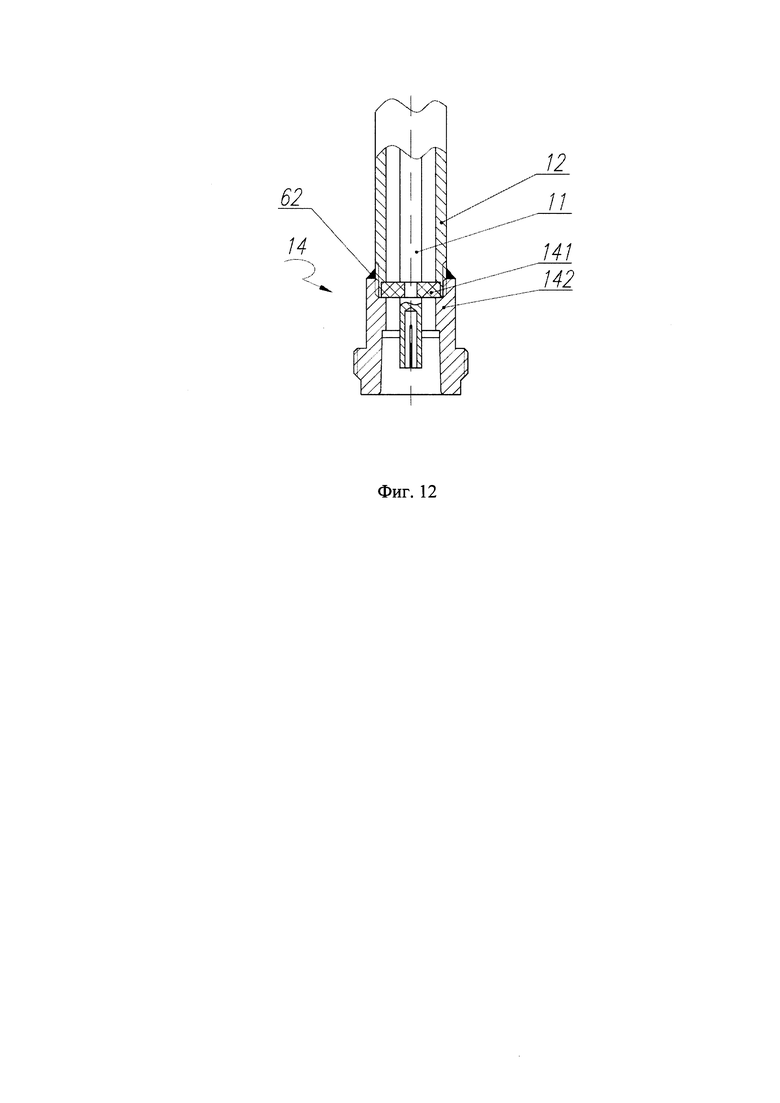
На фиг. 12 представлен продольный разрез радиочастотного соединителя 14 в сборе с симметрирующим устройством антенны.
Заявляемая антенна устроена следующим образом.
Коническая спиральная антенна, см. фиг. 1 и 2, содержит симметрирующее устройство 1, спиральные излучатели 2 и 3 и диск 4.
Симметрирующее устройство 1, см. фиг. 1, расположено по оси антенны и выполнено в виде круглого коаксиального волновода. Симметрирующее устройство, см. фиг. 3, содержит внутренний проводник 11 и внешний проводник 12. Два выходных проводника 121 и 122 симметрирующего устройства, см. фиг. 2-4, образованы двумя симметрично расположенными на внешнем проводнике коаксиального волновода продольными щелями 123 и 124 длиной близкой к четверти длины волны в вакууме. Между концом выходного проводника 121 и концом внутреннего проводника 11 установлена электропроводящая перемычка 13.
Электропроводящая перемычка (см. фиг. 4, 5) может быть выполнена в виде пластины с формой в плане, близкой к форме сектора, дуга которого выполнена с радиусом равным внутреннему радиусу внешнего проводника симметрирующего устройства и длиной дуги равной угловому размеру выходного проводника 121. Вершину перемычки целесообразно выполнить скругленной по радиусу, равному радиусу внутреннего проводника 11 симметрирующего устройства.
Для установки и соединения электропроводящей перемычки с внешним проводником симметрирующего устройства на боковой стороне перемычки может быть размещен стержень 132, взаимодействующий с отверстием 129, см. фиг. 9-10, выполненным на выходном проводнике симметрирующего устройства 121. Для крепления перемычки к внутреннему проводнику симметрирующего устройства на его конце может быть размещен шип 111, см. фиг. 11, взаимодействующий с отверстием 131, размещенным вблизи вершины перемычки.
На втором конце симметрирующего устройства, см. фиг. 1 и 12, установлен радиочастотный соединитель 14, образованный внутренним проводником симметрирующего устройства 11, опорной шайбой 141 и внешним проводником радиочастотного соединителя 142.
Для обеспечения функционирования радиочастотного соединителя в диапазоне температур от минус 150°С до плюс 500°С в его конструкции может быть использована опорная шайба из высокотемпературной микроволновой керамики, выполненная из двух симметричных частей стыкуемых в плоскости, проходящей через ось симметрии шайбы. При этом внутренний проводник симметрирующего устройства выполняют в виде единой детали, что повышает надежность антенны.
Вместо опорной шайбы из керамики в радиочастотном соединителе может использоваться металлическая опора, известная из патента США №2580592 или из авторского свидетельства СССР №621044.
Узкие концы спиральных излучателей 21 и 31, см. фиг. 1, электрически подсоединены снаружи к выходным проводникам симметрирующего устройства 121 и 122, см. фиг. 2-4. Широкие концы спиральных излучателей 22 и 32, см. фиг. 1, электрически соединены с кромкой диска 4, а диск электрически соединен с внешним проводником симметрирующего устройства. Диск 4, см. фиг. 1, выполнен в виде круглой пластины из электропроводящего материала и установлен соосно с симметрирующим устройством.
Для уменьшения массы антенны, при сохранении прочности и жесткости, каждый спиральный излучатель может быть выполнен в виде полой ленты, см. фиг. 6, или в виде полой ленты с продольными ребрами 23 и 33 между внутренними поверхностями широких стенок внутренней полости спирального излучателя, см. фиг. 7.
Антенна работает следующим образом. Электромагнитная волна через радиочастотный соединитель 14 поступает на симметрирующее устройство 1, обеспечивающее равное и противофазное деление волны между двумя спиральными излучателями 2 и 3, которые излучают электромагнитную волну в свободное пространство.
Выполнение в соответствии с изобретением внешнего проводника симметрирующего устройства, спиральных излучателей и диска в виде единой детали в сочетании с увеличенной толщиной спиральных излучателей, а также жесткой конструкцией выходных проводников симметрирующего устройства и электропроводящей перемычки, позволяет создать прочный силовой каркас антенны, обеспечивающий стойкость антенны к воздействию механических нагрузок, действующих при выведении космического аппарата на ОИСЗ или спуске в атмосфере планет, без использования каркаса из диэлектрика и клея.
Выполнение силового каркаса антенны по аддитивной технологии селективного лазерного сплавления без каркаса из диэлектрика обеспечивает стойкость антенны к воздействию тепловых нагрузок, при этом верхняя граница положительной рабочей температуры антенны определяется выбором материала порошка, например, для алюминиевых сплавов не более 300°С, для титановых сплавов не более 500°С.
В соответствии с заявляемым способом антенна изготавливается следующим образом.
В соответствии с изобретением способ изготовления конической спиральной антенны включает выполнение заготовки антенны, ее механическую обработку и сборку антенны.
Для изготовления заготовки антенны предварительно разрабатывают ее объемную модель.
Заготовка антенны, см. фиг. 8, включает внешний проводник симметрирующего устройства 12, спиральные излучатели 2 и 3 и диск 4. В соответствии с изобретением внешний проводник симметрирующего устройства с выходными проводниками и продольными щелями между ними, спиральные излучатели и диск выполняют в виде единой детали по аддитивной технологии послойным лазерным сплавлением с использованием металлического порошка (см., например, Я. Гибсон, «Технологии аддитивного производства», изд. «Техносфера», М., 2016 г., стр. 199-207).
При этом заготовку печатают, начиная со второго конца внешнего проводника симметрирующего устройства 126 в направлении оси антенны. При этом получается наиболее точное воспроизведение геометрии спиральных излучателей. Под диском выполняют технологические поддержки. Под спиральными излучателями технологические поддержки выполняют только в том случае, если угол подъема спиральных излучателей относительно плоскости диска меньше 45°. На втором конце внешнего проводника симметрирующего устройства 126, см. фиг. 8, выполняют припуск по диаметру. Кроме того, второй конец внешнего проводника может быть выполнен с припуском по длине. На первом конце внешнего проводника симметрирующего устройства 125, см. фиг. 8, после формирования торцов выходных проводников 121, 122 печатают дополнительный отрезок круглой трубы 51, в ближней части которого продольные щели симметрирующего устройства продолжаются в виде симметричных сужающихся треугольных вырезов 52, с углом между стенками щелей не более 90°, что позволяет формировать вырезы 52 без технологических поддержек. При этом уменьшается время изготовления антенны.
Для получения детали, содержащей внешний проводник симметрирующего устройства, спиральные излучатели и диск, см. фиг. 9, после удаления технологических поддержек производят механическую обработку заготовки, а именно:
- на втором конце внешнего проводника симметрирующего устройства, см. фиг. 9, снаружи нарезают резьбу 128 для подсоединения внешнего проводника радиочастотного соединителя, кроме того, до этого на заготовке антенны может быть проточен торец 127,
- на первом конце внешнего проводника симметрирующего устройства разделывают отверстие 129, см. фиг. 9 и 10, для крепления перемычки 13 и срезают дополнительный отрезок круглой трубы 51, см. фиг. 8.
Затем проводят сборку антенны, а именно помещают перемычку 13 и внутренний проводник симметрирующего устройства 11 внутрь внешнего проводника симметрирующего устройства. Затем устанавливают опорную шайбу 141 и корпус радиочастотного соединителя 142. Затем производят пайки 60, 61, см. фиг. 11, для крепления перемычки 13 на первом конце волновода. На втором конце внешнего проводника резьбовым соединением закрепляют внешний проводник радиочастотного соединителя и выполняют пайку 62, см. фиг. 12, для контровки внешнего проводника радиочастотного соединителя.
Изобретения могут быть использованы при проектировании и изготовлении антенн космических аппаратов, подвергающихся воздействию значительных механических нагрузок на участке их вывода на ОИСЗ и при их аэродинамическом торможении в атмосферах планет, а также подвергающихся воздействию высоких температур. Результаты изготовления конических спиральных антенн, рассчитанных для работы в S и С диапазонах частот, с использованием технологии селективного лазерного сплавления на базе 3D принтера SLM280HL с использованием порошка AlSil0Mg и их испытаний показали эффективность предложенной конструкции конической спиральной антенны и способа ее изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНИЧЕСКАЯ ДВУХЗАХОДНАЯ СПИРАЛЬНАЯ АНТЕННА | 2023 |
|
RU2813818C1 |
| Антенно-фидерное устройство ДЦВ диапазона | 2022 |
|
RU2789430C1 |
| Широкополосная вибраторная антенна | 2022 |
|
RU2786348C1 |
| СПИРАЛЬНЫЙ ИЗЛУЧАТЕЛЬ | 1990 |
|
RU2019007C1 |
| Способ изготовления конической спиральной антенны | 1987 |
|
SU1520612A1 |
| АНТЕННА | 2022 |
|
RU2788952C1 |
| ПЛОСКАЯ РЕЗОНАТОРНАЯ АНТЕННА (ВАРИАНТЫ) | 2007 |
|
RU2357337C1 |
| Широкополосная рупорно-микрополосковая антенна | 2016 |
|
RU2645890C1 |
| ШИРОКОПОЛОСНАЯ ВИБРАТОРНАЯ АНТЕННА | 2015 |
|
RU2618776C1 |
| ТУРНИКЕТНАЯ АНТЕННА | 2001 |
|
RU2236733C2 |

Изобретение относится к антенной технике, в частности к коническим спиральным антеннам космических аппаратов. Антенна содержит два эквиугольных спиральных излучателя, выполненных в виде лент, и симметрирующее устройство, расположенное по оси антенны и выполненное в виде круглого коаксиального волновода, на конце которого размещены два выходных проводника. Узкие концы излучателей электрически подсоединены к выходным проводникам симметрирующего устройства, а широкие концы - к кромке круглого электропроводящего диска. Выходные проводники симметрирующего устройства образованы двумя симметрично расположенными на внешнем проводнике симметрирующего устройства продольными щелями. Между концом одного из выходных проводников и концом внутреннего проводника коаксиального волновода установлена электропроводящая перемычка. Внешний проводник симметрирующего устройства, спиральные излучатели и диск выполнены в виде единой детали, изготовленной по аддитивной технологии послойным лазерным сплавлением. Технический результат - упрощение процесса изготовления и уменьшение времени изготовления антенны, а также повышение надежности эксплуатации антенны. 2 н. и 4 з.п. ф-лы, 12 ил.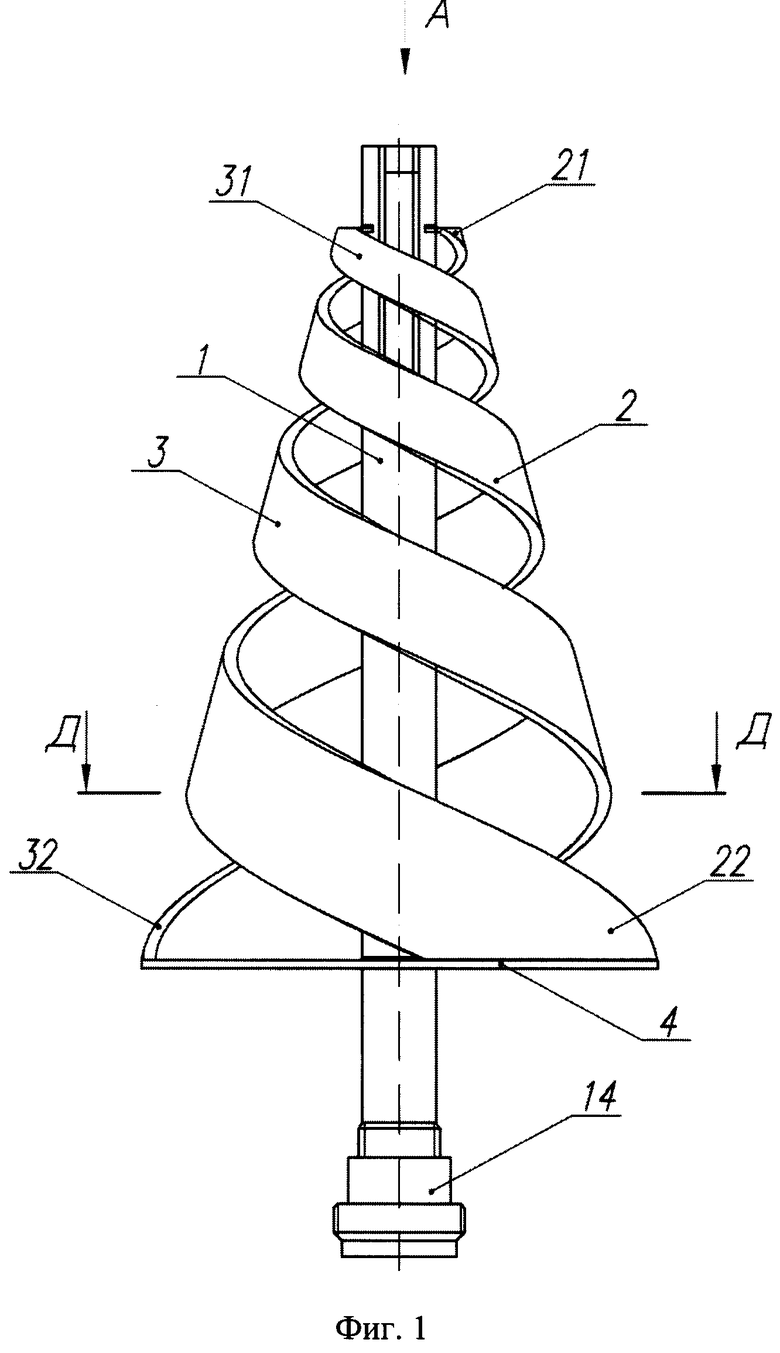
1. Коническая спиральная антенна, содержащая
симметрирующее устройство, расположенное по оси антенны и выполненное в виде круглого коаксиального волновода, на первом конце которого размещены два выходных проводника, и два эквиугольных спиральных излучателя, выполненных в виде лент, узкие концы которых электрически подсоединены к выходным проводникам симметрирующего устройства, а широкие концы электрически соединены с кромкой круглого электропроводящего диска, установленного соосно симметрирующему устройству и электрически соединенного с внешним проводником круглого коаксиального волновода,
при этом выходные проводники симметрирующего устройства образованы двумя симметрично расположенными на внешнем проводнике круглого коаксиального волновода продольными щелями длиной, близкой к четверти длины волны в вакууме, а конец одного из выходных проводников соединен электропроводящей перемычкой с концом внутреннего проводника коаксиального волновода,
внешний проводник симметрирующего устройства, спиральные излучатели и диск выполнены в виде единой детали, изготовленной по аддитивной технологии послойным лазерным сплавлением.
2. Коническая спиральная антенна по п. 1, отличающаяся тем, что спиральный излучатель выполнен в виде полой ленты.
3. Коническая спиральная антенна по п. 2, отличающаяся тем, что во внутренней полости ленты между ее широкими стенками размещено по крайней мере одно продольное ребро жесткости.
4. Способ изготовления конической спиральной антенны, включающий
изготовление заготовки антенны, при котором внешний проводник симметрирующего устройства с выходными проводниками и продольными щелями между ними, спиральные излучатели и диск выполняют в виде единой детали по аддитивной технологии послойным лазерным сплавлением с использованием металлического порошка,
при этом второй конец внешнего проводника симметрирующего устройства печатают с припуском по диаметру,
а первый конец внешнего проводника симметрирующего устройства выполняют с увеличенной длиной, печатая после формирования торцов выходных проводников дополнительный участок в виде трубы с треугольными вырезами, размещенными над продольными щелями симметрирующего устройства и ограниченными боковыми стенками с острым углом между ними,
механическую обработку заготовки, в процессе которой на втором конце внешнего проводника симметрирующего устройства нарезают резьбу, а на первом конце внешнего проводника симметрирующего устройства разделывают отверстие для крепления перемычки и срезают дополнительный участок цилиндрической трубы,
и сборку антенны, в процессе которой внутрь внешнего проводника симметрирующего устройства помещают его внутренний проводник и электропроводящую перемычку и пайкой соединяют последнюю с концом внутреннего проводника и концом одного из выходных проводников симметрирующего устройства, а на втором конце внешнего проводника резьбовым соединением закрепляют внешний проводник радиочастотного соединителя.
5. Способ по п. 4, отличающийся тем, что послойное лазерное сплавление выполняют с использованием порошка из алюминиевого сплава.
6. Способ по п. 4, отличающийся тем, что послойное лазерное сплавление выполняют с использованием порошка из титанового сплава.
| Б.А | |||
| Пригода, В.С | |||
| Кокунько | |||
| "Антенны летательных аппаратов", Военное изд-во министерства обороны СССР, Москва, 1979, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| US 6011524 A1, 04.01.2000 | |||
| JP 63026004 A, 03.02.1988 | |||
| JP 2002176313 A, 21.06.2002 | |||
| Симметрирующее устройство | 1979 |
|
SU881907A1 |
| Кочержевский Г.Н | |||
| Антенно-фидерные устройства | |||
| Учебник для ВУЗов | |||
| - М.: Радио и связь, 1989, стр | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |

