Изобретение относится к способу получения термопластичной комбинированной пленки, подходящей для многослойной панели остекления, термопластичной комбинированной пленке, многослойной панели остекления, а также способу их получения и их применения.
Многослойные панели остекления (лобовые стекла) применяются в настоящее время во многих местах, в частности, в сфере транспортных средств. Здесь термин «транспортное средство» понимается в широком смысле и относится, среди прочего, к дорожным транспортным средствам, летательным аппаратам, водным судам, сельскохозяйственным машинам или даже к рабочему оборудованию.
Многослойные панели остекления применяются также и в других сферах. Они включают, например, архитектурные остекления, а также информационные табло, например, в музеях или в качестве рекламных стендов.
Многослойный панель остекления обычно имеет две стеклянные поверхности, наслоенные на промежуточный слой. Стеклянные поверхности могут быть изогнутыми и обычно имеют постоянную толщину. Промежуточный слой обычно содержит термопластичный материал, обычно поливинилбутираль (PVB), заданной толщины, например, 0,76 мм.
Поскольку многослойная панель остекления обычно наклонена относительно наблюдателя, возникают сдвоенные изображения. Эти сдвоенные изображения обусловлены тем, что падающий свет обычно не проходит полностью через обе стеклянные поверхности, а вместо этого по меньшей мере часть света сначала отражается, и только после этого проходит через вторую стеклянную поверхность.
Эти сдвоенные изображения особенно заметны в темноте, в частности, в случае сильноизлучающих источников света, например, таких как фары встречного транспортного средства.
Эти сдвоенные изображения являются весьма отвлекающими. В частности, в поле окон камеры эти сдвоенные изображения приводят к ложной информации. Окна камеры представляют собой области панели (остекления), за которыми установлена камера, которая воспроизводит изображения окружающей среды. Понятно, что такое окно камеры имеет большое значение, например, в сфере автоматического вождения.
Часто многослойная панель остекления используется также в качестве места отображения приборной панели на лобовом стекле (head–up display, HUD) для отображения информации. В этом случае посредством проекционного аппарата на многослойную панель остекления проецируется изображение, выводящее данные в поле зрения наблюдателя. В сфере транспортных средств проекционный аппарат устанавливают, например, на приборной доске так, чтобы проецируемое изображение отображалось на ближайшей стеклянной поверхности многослойной панели остекления, наклоненной в направление наблюдателя.
Однако здесь часть света также входит в многослойную панель остекления и затем отражается, например, на внутреннем граничном слое стеклянной поверхности дальше от точки зрения наблюдателя и от промежуточного слоя и затем выходит из многослойной панели остекления со смещением.
Здесь также возникает похожий эффект, а именно эффект паразитных изображений относительно подлежащего отображению изображения.
Чисто традиционная компенсация паразитных изображений посредством клинообразной пленки с неизменным углом клина (клиновидности) приводит к тому, что при пропускании наблюдается избыточная компенсация сдвоенных изображений. Это приводит к тому, что соответствующий наблюдатель приходит в замешательство или, в худшем случае, получает ложную информацию. К настоящему времени предпринимались попытки решить эту проблему тем, чтобы больше не размещать поверхности панели параллельно друг другу, а вместо этого под фиксированным углом. Это достигается, например, тем, что промежуточный слой имеет толщину, которая линейно и/или нелинейно увеличивается и/или уменьшается. В сфере транспортных средств толщина обычно изменяется так, чтобы наименьшая толщина обеспечивалась на нижнем краю многослойной панели в направлении отсека двигателя, тогда как толщина увеличивается в направлении крыши, другими словами, промежуточный слой имеет форму клина.
Многослойные панели остекления этого типа с клинообразным промежуточным слоем и оптические принципы, на которых они основаны, сами по себе известны и описаны, например, в международных патентных заявках WO 2015/086234 A1, WO 2015/086233 A1 и WO 2009/071135 A1, американских патентах US 8451541 B2, US 7060343 B2, US 6881472 B2, US 6636370 B2 и US 5013134 или в опубликованных немецких патентных заявках DE 196 11483 A1 и DE 195 35053 A1.
Необходимое увеличение угла клина и получаемый профиль толщины промежуточного слоя должны рассчитываться отдельно для каждой формы панели. В настоящее время профиль толщины по изобретению достигается путем использования соответствующего щелевого сопла во время экструзии пленки или путем избирательного вытягивания пленки, нагретой с подходящим профилем температуры. Эти способы также можно комбинировать, например, получая профиль толщины в одном направлении с использованием соответствующего щелевого сопла во время экструзии и в последствии вытягивая пленку в другом направлении.
Однако во время этого вида получения возникают проблемы.
Когда полученные полотна пленки сматывают в рулоны для хранения и доставки, рулоны приобретают все более и более коническую форму, что приводит к трудностям при манипулировании и транспортировке рулонов. Чтобы избежать этих проблем, из европейского патента EP 0647329 B1 известно о получении полотен пленки, которые имеют однородный профиль толщины на обеих краях по ширине по меньшей мере 20% от полной ширины и следующий профиль толщины в форме клина, который в каждом случае простирается к центру полотна пленки.
Из европейского патента EP 1063205 B1 известен способ получения промежуточного слоя из пленки для многослойного стекла, в котором исходную композицию для промежуточного слоя из пленки подают в производственную систему, которая содержит экструдер, экструзионную матрицу, первый охлаждающий прижимной валик и второй охлаждающий прижимной валик, причем оба прижимных валика имеют в каждом случае ширину в свету, которая регулируется в соответствии с желаемым профилем поперечного сечения получаемого промежуточного слоя из пленки. Однако, при этом способе существует риск, что термопластичный материал будет слишком сильно охлаждаться в охлаждающих прижимных валиках, приводя к неудовлетворительным результатам.
Дополнительным недостатком ранее известных термопластичных пленок в форме клина является то, что область профиля в форме клина в окнах просмотра HUD намного больше, чем это требуется для оптимального подавления паразитных изображений. Кроме того, изготовление с двумя зонами с разными изменениями угла клина, что необходимо, например, для применения в многослойной стеклянной панели с HUD-областью и окном камеры, является очень сложным. В европейском патенте EP 2883693 A1 предлагается вырезать секцию, предусмотренную для HUD-области из пленки и затем заменить ее областью, имеющей профиль в форме клина. Однако не было сделано никаких предложений по получению профиля в форме клина.
Целью изобретения является предоставление улучшенного способа получения термопластичной пленки с по меньшей мере одной областью с переменным углом клина.
Согласно изобретения, эта цель достигается способом по независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления выявляются из зависимых пунктов.
Изобретение предлагает способ получения термопластичной комбинированной пленки, которая подходит для многослойной панели остекления. Термопластичная комбинированная пленка содержит по меньшей мере одну заданную зону, которая предусмотрена для окна камеры или для HUD-области (области отображения приборной панели на лобовом стекле). Эта заданная зона имеет переменный угол клина. Термопластичную комбинированную пленку получают путем соединения друг с другом первой термопластичной пленки и второй термопластичной пленки. Первую термопластичную пленку получают способом предшествующего уровня техники. Вторую термопластичную пленку, которая имеет переменный угол клина, получают путем формования на пресс–форме/литья в литейную форму. Трехмерная форма второй термопластичной пленки задается пресс–формой. В результате применения пресс–формы можно точно перенести на вторую термопластичную пленку профиль угла клина, рассчитанный заранее с использованием модельных пресс-форм. Это особенно выгодно в случае более сложных профилей угла клина, которые нельзя так точно воспроизвести способами предшествующего уровня техники.
Угол клина представляет собой угол между поверхностями пленки, измеренный в одной точке.
Толщина второй термопластичной пленки является не постоянной, а переменной. Угол клина в заданной зоне предпочтительно является переменным и изменяется в зависимости от местоположения. Предпочтительно, угол клина изменяется в двух направлениях, ортогональных друг другу (двунаправленный клин). В случае дальнейшего использования в качестве лобового стекла, эти два направления соответствуют вертикальному направлению (от края крыши к отсеку двигателя, т.е. сверху вниз) и горизонтальному направлению (справа налево).
При угле клина, изменяющемся в двух направлениях, можно особенно эффективно избежать или уменьшить сдвоенные изображения и паразитные изображения. Взаимосвязь между изменением угла клина и предотвращением и уменьшением паразитных изображений и сдвоенных изображений известно в предшествующем уровне техники и описано, например, в WO2015086234A1 и WO2015086233A1. Предпочтительно, чтобы оптимальное изменение угла клина было оптимизировано заранее с использованием модельных пресс–форм для предотвращения сдвоенных изображений и паразитных изображений.
В предпочтительном варианте осуществления способа по изобретению соединение друг с другом двух пленок и получение второй термопластичной пленки выполняют одновременно. Вторая термопластичная пленка может быть получена литьевым прессованием или отлита на первой термопластичной пленке. В результате уменьшают видимость переходов между двумя пленками и избегают несовместимости материалов из–за дополнительных адгезивов.
В предпочтительном варианте осуществления способа по изобретению этап литья (формования) на пресс-форме разделен на следующие этапы: сначала получают расплав полимера, например, путем нагревания пластикового гранулята. Затем этот расплав полимера вводят в пресс-форму. Предпочтительно, расплав полимера вводят в пресс-форму через сопло при повышенном давлении. Этот способ известен специалисту в данной области техники как инжекционное формование (литьевое прессование). В качестве предпочтительной альтернативы расплав полимера также можно залить в пресс-форму при атмосферном давлении. После охлаждения расплава полимера в пресс-форме готовую вторую термопластичную пленку извлекают из пресс-формы. Этот способ является особенно гибким в применении с точки зрения исходных материалов, поскольку можно использовать грануляты, к которым можно добавлять самые разные добавки. Таким образом, может иметь место особенно точное согласование между материалами первой и второй термопластичными пленками. Это приводит к уменьшению негативного влияния на оптические свойства в области, где первая и вторая термопластичные пленки примыкают друг к другу. В частности, в HUD-области чрезвычайно отвлекающим является видимый переход между первой и второй термопластичными пленками.
В другом предпочтительном варианте осуществления способа по изобретению этап соединения друг с другом первой термопластичной пленки и второй термопластичной пленки включает по меньшей мере этапы, на которых:
– помещают вторую термопластичную пленку на первой термопластичной пленке и
– склеивают и/или сваривают лазером, и/или осуществляют холодную сварку, и/или осуществляют ультразвуковую сварку.
Этот способ является особенно гибким в применении, поскольку положение заданной зоны можно легко изменять.
В другом предпочтительном варианте осуществления способа по изобретению этап соединения друг с другом первой термопластичной пленки и второй термопластичной пленки реализуется во время изготовления многослойной панели остекления. Для этого две пленки помещают одну поверх другой и располагают между двумя стеклянными пластинами, которые затем наслаивают с получением многослойной панели остекления. В результате соединения в процессе операции наслаивания достигаются особенно хорошие оптические результаты. Специалисту в данной области техники известны подходящие способы наслаивания, такие как способ автоклавирования или способ вакуумного мешка.
Первая термопластичная пленка предпочтительно имеет по существу постоянную толщину. Толщина первой термопластичной пленки предпочтительно составляет от 50 мкм до 2000 мкм, особенно предпочтительно 300 мкм - 850 мкм и типично 380 мкм - 760 мкм. Благодаря способу по изобретению, эти сравнительно недорогие пленки можно снабдить одной или несколькими заданными зонами, в которых профили угла клина приведены в соответствие с необходимостью. Первая термопластичная пленка может быть образована одной или даже множеством наложенных друг на друга плоских или клинообразных, в частности, плоских термопластичных пленок.
В альтернативном варианте осуществления первая термопластичная пленка имеет постоянный угол клина и таким образом имеет линейно увеличивающуюся толщину. Получение таких пленок известно и выполняется, например, путем экструзии через особым образом настроенное сопло. Такую пленку, которая подходит, например, для уменьшения паразитных изображений в области с рисунком, можно снабдить в процессе выполнения способа по изобретению второй термопластичной пленкой в окне камеры, причем изменение угла клина второй термопластичной пленки оптимизировано для предотвращения сдвоенных изображений при пропускании.
Первая термопластичная пленка, используемая в многослойной стеклянной панели, простирается по всей поверхности панели. Размеры первой термопластичной пленки определяются соответствующим намеченным применением и размером последующей многослойной панели остекления. Предпочтительно они составляют: длина от 0,25 м до 5 м и ширина от 0,25 м до 4 м.
Вторая термопластичная пленка содержит по меньшей мере две заданные зоны, которые предусмотрены для окна камеры или для HUD-области. Предпочтительно вторая термопластичная пленка простирается по существу только поверх этой заданной зоны. Таким образом, размеры второй термопластичной пленки меньше размеров первой термопластичной пленки.
Толщина второй термопластичной пленки в самом толстом месте предпочтительно составляет от 0,10 мм до 0,25 мм, а особенно предпочтительно от 0,12 мм до 0,2 мм. Благодаря такой минимальной разнице толщин, многослойные панели остекления можно отлично наслаивать без возникновения критических механических напряжений.
Заданная зона для HUD-области предпочтительно простирается по площади 10000 мм2 – 200000 мм2. Предпочтительно, в лобовом стекле транспортного средства HUD-область расположена со стороны водителя.
HUD-область обычно находится со стороны водителя в зоне беспрепятственного обзора на многослойной панели остекления. Благодаря способу получения комбинированной пленки по изобретению, можно легко получить подходящую пленку для транспортных средств с правосторонним управлением или транспортных средств с левосторонним управлением, помещая соответствующим образом оптимизированную вторую термопластичную пленку с правильной стороны. Термин «область беспрепятственного обзора» относится к области панели остекления, которая предусмотрена и подходит для беспрепятственного обзора. В частности, область беспрепятственного обзора панели является прозрачной и не содержит непрозрачных участков, участков с печатью, таких как обычная периферийная маскирующая трафаретная печать в краевой зоне. В контексте изобретения «прозрачный» означает панель с коэффициентом пропускания в спектральном диапазоне видимого света >70%.
Предпочтительно, в готовой многослойной стеклянной панели угол клина в заданной зоне сначала медленно увеличивается в направлении снизу вверх, чтобы избежать искажений изображения из-за резкого повышения. Затем, в центральной области угол клина соответственно увеличивается до заранее оптимизированного профиля, чтобы оптимально подавлять образование паразитных изображений. За этим следует область, в которой угол клина медленно уменьшается, чтобы снова сделать переход к первой термопластичной пленке максимально незаметным. Такое изменение угла клина подходит для окон камеры и для HUD-областей.
Заданная зона для окна камеры предпочтительно простирается по площади 2000–10000 мм2. В случае лобового стекла транспортного средства окно камеры предпочтительно размещается вблизи края крыши. Эта область обычно не является частью области беспрепятственного обзора. Следовательно, в этой области видимые переходы между первой и второй термопластичными пленками не отвлекают внимание.
В другом предпочтительном варианте осуществления термопластичная комбинированная пленка содержит более одной заданной зоны, предпочтительно две заданные зоны. В этом случае первая заданная зона предусматривается в качестве HUD-области и находится в области беспрепятственного обзора панели, а вторая заданная зона предусмотрена в качестве окна камеры и расположена в верхней трети панели. Благодаря способу по изобретению, это можно реализовать простым добавлением подходящей второй термопластичной пленки.
В предпочтительном варианте осуществления показатели преломления первой термопластичной пленки и второй термопластичной пленки одинаковы. Это дает особенно хорошие результаты с точки зрения оптических свойств. В предпочтительном варианте осуществления первая термопластичная пленка и вторая термопластичная пленка содержат по меньшей мере один материал, выбранный из группы, состоящей из поливинилбутираля (PVB), этиленвинилацетата (EVA), полиэтилентерефталата (PET), полиуретана (PU), полипропилена (PP), полиакрилата, полиэтилена (PE), поликарбоната (PC), полиметилметакрилата, поливинилхлорида, полиацеталевых смол, литьевых смол, полиакрилатов, фторированных сополимеров этилена и пропилена, поливинилфторида, сополимеров этилена и тетрафторэтилена, а также их сополимеров и смесей. Особенно предпочтительно, чтобы первая термопластичная пленка была выполнена по существу из PVB. Это особенно подходит в качестве промежуточного слоя для многослойных панелей остекления и обеспечивает хорошие результаты.
В предпочтительном варианте осуществления первая термопластичная пленка и вторая термопластичная пленка выполнены по существу из одинакового материала. Это предотвращает несовместимость материалов и обеспечивает особенно хорошие результаты с точки зрения оптических свойств.
В другом варианте осуществления изобретения по меньшей мере первая термопластичная пленка имеет шумоподавляющий эффект. В результате можно успешно снизить прохождение шумов через многослойную панель, снабженную комбинированной пленкой, благодаря чему можно уменьшить отвлечение внимания из–за шума окружающей среды и шума транспортного средства. Такого эффекта можно достичь за счет многослойной, например, трехслойной термопластичной пленки, в которой внутренний слой имеет более высокую пластичность или эластичность, чем окружающий его наружный слой, например, в результате более высокого содержания пластификаторов. Благодаря способу по изобретению, такую пленку с шумоподавляющим эффектом можно легко комбинировать со второй термопластичной пленкой так, что можно встроить окно камеры или HUD-область.
В одном варианте осуществления изобретения термопластичная комбинированная пленка может иметь по меньшей мере одну окрашенную область. Такая окрашенная область на верхнем краю панели известна специалистам в данной области техники, например, как «затененная полоса», при этом она может уменьшить отвлечение внимания водителя из-за слепящего солнечного света.
В варианте осуществления изобретения по меньшей мере первая термопластичная пленка может иметь солнце- или теплозащитную функцию. Например, термопластичная пленка может включать в себя отражающее в инфракрасном диапазоне покрытие или поглощающие ИК–излучение добавки.
Изобретение дополнительно предлагает термопластичную комбинированную пленку, полученную способом по изобретению, и многослойную панель остекления с термопластичной комбинированной пленкой по изобретению.
Многослойная панель остекления по изобретению содержит по меньшей мере одну первую панель остекления (слой стекла), вторую панель остекления (слой стекла) и термопластичную комбинированную пленку по изобретению, причем термопластичная комбинированная пленка расположена между первой панелью остекления/слоем стекла и второй панелью остекления/слоем стекла. Многослойная панель остекления по изобретению с локальной заданной зоной с переменным углом клина (клиновидностью) является особенно стабильной, поскольку изменение толщины пленки ограничено только сравнительно небольшой областью. В случае пленок предшествующего уровня техники с постоянным углом клина толщина изменяется в вертикальном и/или горизонтальном направлении по всей высоте панели, что приводит к возникновению механических напряжений. Толщина такой многослойной панели остекления по предшествующему уровню техники больше на верхнем краю, чем на нижнем краю. Эта разница по толщине также приводит к оптическим недостаткам в установленной панели остекления, поскольку более толстый край панели остекления иногда выступает у места перехода к краю крыши. Благодаря использованию первой термопластичной пленки постоянной толщины толщина многослойной панели остекления по изобретению одинакова на верхнем и нижнем краях.
Полная толщина многослойной панели остекления в предпочтительном варианте осуществления составляет от 3,5 мм до 6,0 мм, предпочтительно от 4,0 мм до 6,0 мм, особенно предпочтительно от 4,4 мм до 5,6 мм. Многослойные панели с таким толщинами имеют надлежащие механические стойкость и прочность и преимущественные акустические свойства с точки зрения экранирования шумов окружающей среды. Однако, с другой стороны, они являются не слишком толстыми и тяжелыми, так что могут быть использованы в качестве лобового стекла типичных транспортных средств, в частности, автомобильных транспортных средств.
Наружная панель и внутренняя панель предпочтительно имеют постоянную толщину с по существу плоско–параллельными первичными поверхностями и соединяющей их периферийной боковой кромкой.
В предпочтительном варианте осуществления толщина внутренней панели составляет от 0,3 мм до 3,5 мм, предпочтительно от 0,7 мм до 2,6 мм.
Толщина наружной панели в предпочтительном варианте осуществления составляет по меньшей мере 1,8 мм, предпочтительно по меньшей мере 2,1 мм. Толщина наружной панели предпочтительно не превышает 4,5 мм, предпочтительно не превышает 3,5 мм. В особенно предпочтительном варианте осуществления толщина наружной панели составляет от 2,1 мм до 4,5 мм, например, от 2,1 мм до 3,5 мм или от 2,5 до 4,5 мм, предпочтительно от 2,5 мм до 3,5 мм. В этом диапазоне многослойная панель имеет преимущественные механическую стойкость и шумоизолирующие свойства, но, тем не менее, является достаточно тонкой и светлой, чтобы её можно было использовать в качестве лобового стекла.
Наружная панель и внутренняя панель предпочтительно выполнены из стекла, в частности, известково-натриевого стекла, обычного для окон. Однако, в принципе панели могут выполняться также из стекла других типов (например, боросиликатного стекла, кварцевого стекла, алюмосиликатного стекла) или прозрачных пластмасс (например, полиметилметакрилата или поликарбоната).
Наружная панель и внутренняя панель могут независимо друг от друга быть незакаленными, частично закаленными или закаленными. Если по меньшей мере одна из панелей должна быть закаленной, это можно сделать термическим или химическим способом.
Изобретение дополнительно предлагает способ получения многослойной панели остекления по изобретению. Этот способ получения включает по меньшей мере следующие этапы:
– обеспечение первого слоя стекла,
– получение второго слоя стекла,
– помещение термопластичной комбинированной пленки по изобретению на первый слой стекла,
– помещение второго слоя стекла на термопластичную комбинированную пленку и
– соединение второго слоя стекла с термопластичной комбинированной пленкой.
Изобретение дополнительно предлагает HUD-устройство (устройство отображения приборной панели на лобовом стекле), которое содержит по меньшей мере один проектор для освещения HUD-области многослойной панели остекления и многослойную панель остекления по изобретению с термопластичной комбинированной пленкой. Проектор размещается так, что во время работы он по существу освещает заданную зону.
Изобретение дополнительно предлагает устройство с камерой, которое содержит по меньшей мере одну камеру и одну многослойную панель остекления по изобретению, причем камера нацелена на заданную зону и регистрирует световые лучи, которые проходят сквозь многослойную панель остекления.
Изобретение дополнительно предлагает использование многослойной панели остекления по изобретению в качестве ветрового (лобового) стекла с отображением приборной панели на лобовом стекле и/или с окном камеры в средствах передвижения по воде, земле и в воздухе.
Краткое описание чертежей
Варианты осуществления настоящего изобретения описаны путем примера со ссылкой на прилагаемые чертежи, на которых показаны:
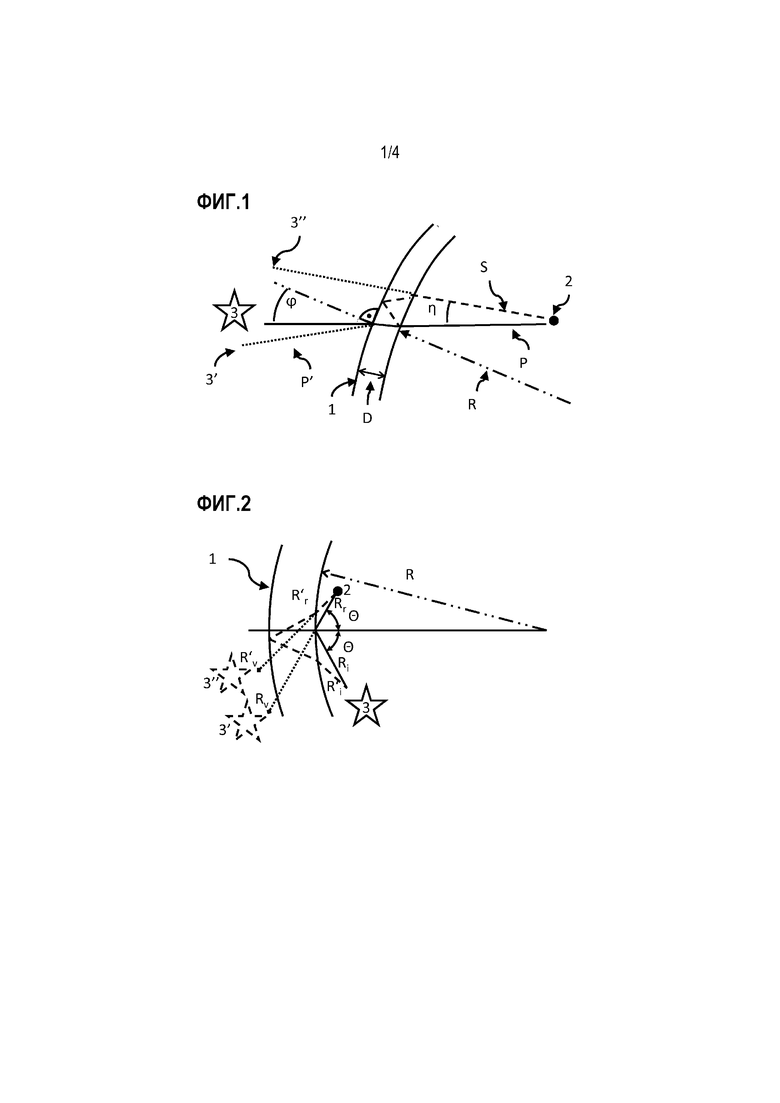
Фиг.1 - базовый случай появления сдвоенных изображений при пропускании,
Фиг.2 - базовый случай появления паразитных изображений при отражении,
Фиг.3 - примерная структура многослойной панели остекления с промежуточным слоем в форме клина,
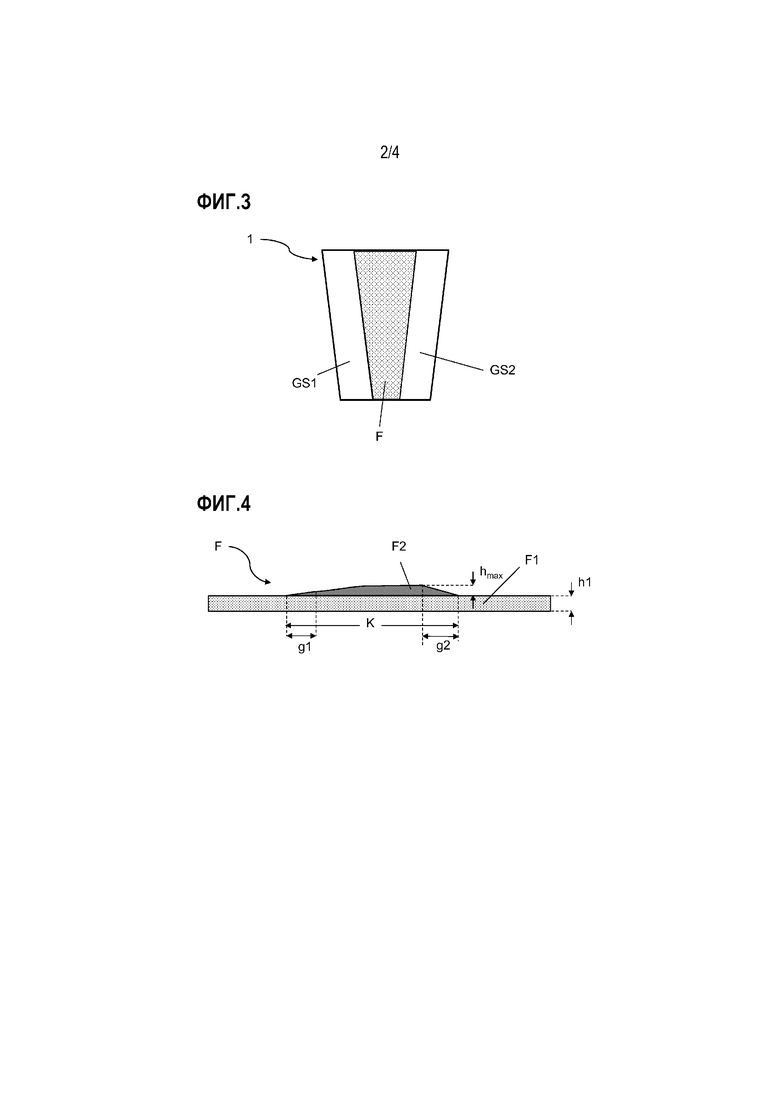
Фиг.4 - поперечное сечение через область термопластичной комбинированной пленки по изобретению,
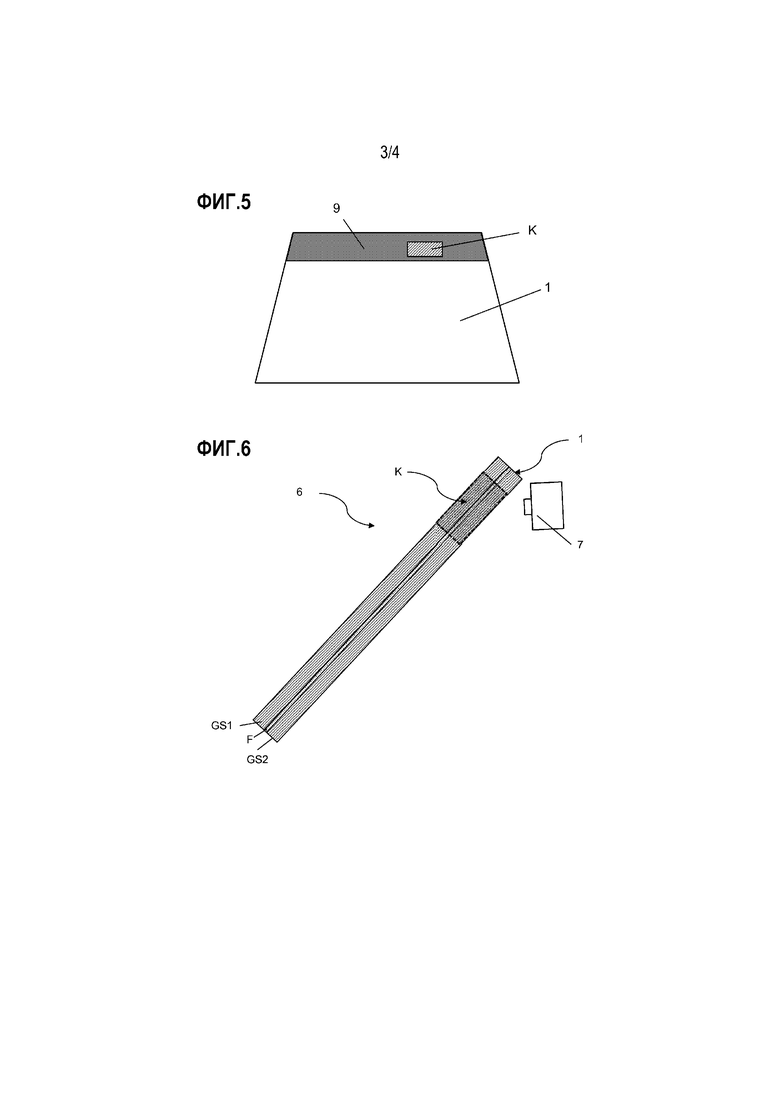
Фиг.5 - вид сверху многослойной панели остекления по изобретению с окном камеры,
Фиг.6 - базовая структура устройства с камерой,
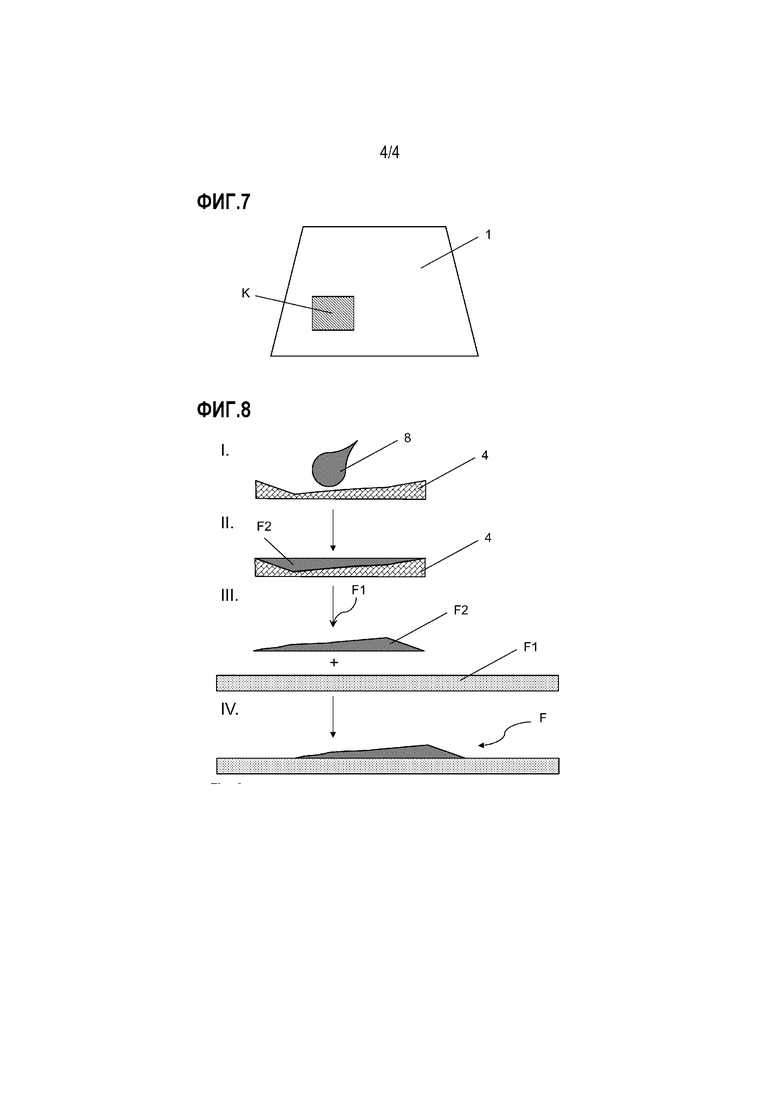
Фиг.7 - вид сверху многослойной панели остекления по изобретению с HUD-областью, и
Фиг.8 - схематическое представление способа по изобретению.
Фиг. 1 отображает базовый случай появления сдвоенных изображений при пропускании в отношении изображения луча. Предполагается изогнутая панель 1. Изогнутая панель имеет в точке входа луча в изогнутую панель 1 остекления радиус кривизны (R+D). В данных условиях свет излучается источником 3 света. Этот свет сталкивается с панелью и преломляется в соответствии с известными законами преломления в месте перехода от воздуха к стеклу на первой граничной поверхности и от стекла к воздуху на второй граничной поверхности и достигает глаза 2 наблюдателя. Этот луч отображен сплошной линией P. С точки зрения наблюдателя, источник 3 света кажется находящимся в местоположении 3'. Это отображено в виде луча P'. В дополнение к этому луч P называется также первичным лучом, однако этот луч только частично преломляется на второй граничной поверхности стекло/воздух вышеописанным способом; меньшая часть отражается на второй граничной поверхности и снова отражается на первой граничной поверхности, прежде чем луч пройдет теперь через вторую граничную поверхность и достигнет глаза 2 наблюдателя. Этот луч, так называемый «вторичный луч», отображен в виде пунктирной линии S. С точки зрения наблюдателя, источник 3 света также кажется находящимся в местоположении 3". Угол η, заключенный между первичным лучом P' и вторичным лучом S, является так называемым «углом сдвоенного изображения».
Чтобы устранить это сдвоенное изображение, теперь может быть выполнена подготовка по обеспечению угла клина между этими двумя граничными слоями, которые на фигуре 1 предполагаются по существу параллельными.
Согласно J.P. Aclocque (Дж.П. Эклок) «Doppelbilder als störender optischer Fehler der Windschutzscheibe» [Сдвоенные изображения как оптические помехи в лобовых стеклах]», опубликованной в Z. Glastechn. Ber. 193 (1970) с.193–198, угол сдвоенного изображения можно рассчитать в зависимости от радиуса кривизны панели остекления и угла падения светового луча по следующему уравнению:

где η - угол сдвоенного изображения, n – показатель (коэффициент) преломления стекла, d - толщина панели остекления, R радиус кривизны панели остекления в местоположении падающего светового луча, а φ - угол падения светового луча относительно перпендикуляра к касательной к стеклу.
В случае плоских панелей остекления угол η сдвоенного изображения, определяемый по следующей формуле
является функцией угла δ клина, образуемого поверхностями стекла.
Таким образом, если приравнять вышеуказанные формулы, можно рассчитать угол клина, необходимый для устранения сдвоенного изображения:
Обычно этот угол клина реализуют тем, что в многослойных панелях 1 остекления промежуточный слой F в форме клина размещают между первым слоем GS1 стекла и вторым слоем GS2 стекла, смотри фиг. 3. Обычно для простоты предполагается, что коэффициент n преломления является постоянным, поскольку разница между коэффициентами преломления промежуточного слоя F и стеклянных панелей GS1, GS2 является довольно небольшой, так что вряд ли такая небольшая разница обуславливает какой–нибудь эффект.
Этот замысел можно также применить для изогнутых лобовых стекол. Обычно для простоты угол падения и радиус кривизны предполагаются для опорной точки глаза, а угол клина, определенный с помощью этих значений, используется для всего лобового стекла.
Однако в случае больших многослойных панелей 1 остекления, так называемых «панорамных панелей/окон», и/или в случае сильнее изогнутых многослойных панелей 1 остекления этот подход больше не соответствует требованиям, поэтому здесь обычно необходимо определять изменение угла клина, меняющегося в вертикальном направлении.
Так, можно, например, путем точечного расчета вдоль воображаемой вертикальной центральной линии многослойной панели остекления и возможной интерполяции определить компенсационный профиль угла δ клина. После определения компенсационного профиля угла клина можно получить соответствующий промежуточный слой F.
Что касается отображения приборной панели на лобовом стекле, возникает проблема, сходная с явлением сдвоенных изображений и называемая паразитным изображением.
Фиг. 2 показывает базовый случай появления паразитных изображений при отражении со ссылкой на изображение луча. Здесь предполагается изогнутая панель 1 остекления. Изогнутая панель остекления имеет в точке входа луча в изогнутую панель 1 остекления радиус R кривизны. Свет испускается источником 3 света, который характерен для HUD–дисплея. Этот свет сталкивается с панелью 1 остекления вдоль луча Ri изнутри под углом Θ и отражается здесь под тем же самым углом Θ. Отраженный луч Rr достигает глаза 2 наблюдателя. Этот луч отображен в виде сплошной линии. С точки зрения наблюдателя источник 3 света кажется находящимся в местоположении 3', то есть перед панелью 1 остекления. Это отображено в виде луча Rv. Кроме этого первого луча, другой луч достигает глаза 2 наблюдателя. Этот луч R'i также происходит от источника 3 света. Однако, этот луч R'i проникает, в соответствии с известными законами преломления, в панель 1 остекления на внутренней граничной поверхности воздух/стекло и отражается от наружной граничной поверхности стекло/воздух, прежде чем луч пройдет через внутреннюю граничную поверхность и достигнет глаза 2 наблюдателя в виде луча R'r. Таким образом, термин «внутренняя граничная поверхность» относится к граничной поверхности, которая находится ближе к наблюдателю, а термин «наружная граничная поверхность» относится к граничной поверхности, которая находится дальше от наблюдателя. Эта траектория луча отображена в виде пунктирной линии. С точки зрения наблюдателя источник 3 света кажется расположенным в местоположении 3", т.е. также перед панелью 1 остекления. Это отображено в виде луча R'v.
Чтобы устранить эту проблему, угол клина теперь можно изменить так, чтобы луч R'r, отраженный от внешней граничной поверхности, и луч Rr, отраженный от внутренней граничной поверхности, перекрывались относительно глаза 2 наблюдателя, т.е. чтобы луч, отраженный от внешней граничной поверхности, выходил в точке отражения луча, падающего на внутреннюю граничную поверхность.
Однако, если это сделать только для единственного положения глаза, определенный из этого угол клина может дать неоптимальные результаты. Это можно объяснить, наряду с прочим, тем, что размеры тела водителей, для которых первоначально предназначались HUD-дисплеи, и положение сиденья являются очень разными, так что имеется большое число возможных положений глаза. Это приводит к тому, что виртуальный дисплей будет находиться в разных местоположениях в зависимости от положения глаза; и, соответственно, для каждого из этих положений глаза имеется иногда отличающееся значение оптимизированного угла клина. Кроме того, угол клина, оптимизированный исключительно в отношении паразитных изображений, обычно приводит к перекомпенсации сдвоенных изображений, так что в результате сдвоенные изображения снова вызовут проблемы в отношении восприятия наблюдателем и/или проблемы соответствия нормативным техническим требованиям к испытаниям, и/или соответствия техническим условиям заказчика в отношении сдвоенных изображений.
Профили угла клина, которые учитывают оба этих разных местоположений глаза, т.е. также компенсацию сдвоенных изображений в HUD-области, не являются постоянными ни в горизонтальном, ни в вертикальном направлении. Результирующие профили толщины для промежуточного слоя F невозможно получить простым процессом экструзии.
Фиг. 4 показывает участок термопластичной комбинированной пленки F по изобретению в поперечном сечении. Комбинированная пленка F выполнена из двух частей: первой термопластичной пленки F1 и второй пленки F2. Первая термопластичная пленка в данном примере выполнена из PVB с постоянной толщиной h1 0,76 мм, а вторая пленка F2 также выполнена из PVB, однако ее толщина меняется в пределах заданной зоны K, причем максимальная толщина hmax второй термопластичной пленки составляет 0,18 мм. Значение hmax измеряется в точке, где вторая термопластичная пленка F2 является наиболее толстой. В заданной зоне угол клина сначала медленно увеличивается в первой граничной области g1, а затем в центральной области увеличивается в соответствии с заранее оптимизированным профилем. После это угол клина снова медленно уменьшается во второй граничной области g2, чтобы сделать переход к первой термопластичной пленке F1 как можно незаметнее. Эта конфигурация с двумя граничными областями с медленно увеличивающимся и уменьшающимся углом клина выше и ниже или вправо и влево относительно установленной панели остекления является особенно выгодной для минимизации негативного влияния на оптические свойства в области перехода от первой термопластичной пленки ко второй термопластичной пленке.
Фиг. 5 показывает вид сверху многослойной панели 1 остекления по изобретению. Многослойная панель остекления предусмотрена в качестве лобового стекла легкового автомобиля. Верхний край на фигуре граничит с краем крыши транспортного средства, а нижний край граничит с отсеком двигателя. Окно K камеры находится в верхней трети многослойной панели остекления вне зоны беспрепятственного обзора. Лобовое стекло предпочтительно имеет в области верхнего края маскировочную печать 9. Маскировочная печать является обычной для панелей транспортных средств вне центрального поля зрения для маскирования монтажных деталей или для защиты адгезива, с помощью которого панель остекления транспортного средства соединено с кузовом автомобиля, от УФ-излучения. Маскировочная печать типично состоит из черной или темной эмали, нанесенной и обожженной в процессе трафаретной печати. В данном примере маскировочная печать 9 обрамляет окно K камеры панели остекления транспортного средства по периферии, маскируя размещенную за ней камеру. Многослойная панель остекления состоит из двух слоев GS1 и GS2 стекла и термопластичной комбинированной пленки F, которая находится между этими слоями стекла. Слои GS1 и GS2 стекла выполнены из известково-натриевого стекла и имеют толщину 2,1 мм. Термопластичная комбинированная пленка F образована, как показано на фигуре 4. Заданная зона K образует окно камеры.
Фиг. 6 показывает возможное устройство 6 с камерой, состоящее из описанной многослойной панели 1 остекления и камеры 7. Слой GS1 стекла многослойной панели 1 остекления обращен наружу транспортного средства, а слой GS2 стекла обращен вовнутрь. Камера 7 расположено во внутренней части транспортного средства и регистрирует световые лучи, которые проходят сквозь многослойную панель 1 остекления снаружи вовнутрь. Камера нацелена на заданную зону; это означает, что она установлена так, что световые лучи проходят через область с оптимизированным профилем угла клина. В результате сдвоенные изображения при пропускании эффективно уменьшаются. Это можно с успехом использовать, например, в области вспомогательных систем для полос движения.
Фиг. 7 показывает вид сверху многослойной панели 1 остекления по изобретению с HUD-областью. HUD-область находится в заданной зоне, профиль угла клина в которой выполнен для предотвращения паразитных изображений и сдвоенных изображений. В показанном примере HUD-область находится на левой стороне лобового стекла в области беспрепятственного обзора. При изготовлении многослойной панели 1 остекления из слоя GS1 стекла, слоя GS2 стекла и термопластичной комбинированной пленки F по изобретению эта конструкция может быть легко адаптирована для транспортного средства с правосторонним управлением путем помещения второй термопластичной пленки F2 с оптимизированным профилем угла клина на правую сторону.
Фиг. 8 показывает в качестве примера последовательность операций способа по изобретению. На этапе I получают расплав полимера 8. При операции литьевого прессования гранулят полимера нагревают, например, в шнековом экструдере при повышенном давлении; затем полученный расплав полимера впрыскивают при повышенном давлении через сопло в пресс–форму 4. Альтернативно, расплав полимера 8 вводят в пресс-форму 4 при атмосферном давлении. Расплав полимера 8 отверждается в пресс-форме 4 и принимает геометрическую форму пресс-формы 4 (этап II), так что на этапе III из пресс-формы 4 можно извлечь вторую термопластичную пленку F2. Пресс–форма 4 предпочтительно покрыта тефлоном, чтобы облегчить извлечение тонкой второй термопластичной пленки F2. Обеспечивают первую термопластичную пленку F1 постоянной толщины. Вторую термопластичную пленку F2 помещают на первую термопластичную пленку F1 и приваривают к первой термопластичной пленке F1.
Список ссылочных обозначений
Изобретение относится к области остекления и касается термопластичной комбинированной пленки, подходящей для многослойной панели остекления. Способ получения термопластичной комбинированной пленки, которая содержит по меньшей мере одну заданную зону, которая предусмотрена для окна камеры или для HUD-области (области отображения приборной панели на лобовом стекле), и которая имеет переменный угол клина, при этом способ включает этапы: обеспечение первой термопластичной пленки, обеспечение второй термопластичной пленки с переменным углом клина, причем трехмерную форму второй термопластичной пленки получают путем формования на пресс-форме, и соединение друг с другом первой термопластичной пленки и второй термопластичной пленки, при этом этапы получения второй термопластичной пленки и соединения друг с другом первой термопластичной пленки и второй термопластичной пленки осуществляют одновременно. Изобретение обеспечивает технологичность изготовления термопластичной пленки с по меньшей мере одной областью с переменным углом клина. 3 н. и 4 з.п. ф-лы, 8 ил.
1. Способ получения термопластичной комбинированной пленки (F), подходящей для многослойной панели (1) остекления, причем термопластичная комбинированная пленка (F) содержит по меньшей мере одну заданную зону (K), которая предусмотрена для окна камеры или HUD-области (области отображения приборной панели на лобовом стекле), которая имеет переменный угол клина, при этом способ по меньшей мере включает этапы:
- обеспечение первой термопластичной пленки (F1),
- получение второй термопластичной пленки (F2) с переменным углом клина, причем трехмерную форму второй термопластичной пленки (F2) получают формованием на пресс-форме (4), и
- соединение друг с другом первой термопластичной пленки (F1) и второй термопластичной пленки (F2), при этом этапы получения второй термопластичной пленки (F2) и соединения друг с другом первой термопластичной пленки (F1) и второй термопластичной пленки осуществляют одновременно.
2. Способ по п. 1, в котором формование на пресс-форме (4) включает по меньшей мере следующие этапы:
- получение расплава (8) полимера,
- введение расплава (8) полимера в пресс-форму (4),
- извлечение второй термопластичной пленки (F2) из пресс-формы (4).
3. Способ по п. 1, причем первая термопластичная пленка (F1) имеет постоянную толщину h1.
4. Способ по любому из пп. 1-3, при этом первая термопластичная пленка (F1) и вторая термопластичная пленка (F2) содержат по меньшей мере один материал, выбранный из группы, состоящей из поливинилбутираля (PVB), этиленвинилацетата (EVA), полиэтилентерефталата (PET), полиуретана (PU), полипропилена (PP), полиакрилата, полиэтилена (PE), поликарбоната (PC), полиметилметакрилата, поливинилхлорида, полиацеталевых смол, литьевых смол, полиакрилатов, фторированных сополимеров этилена и пропилена, поливинилфторида, сополимеров этилена и тетрафторэтилена, а также их сополимеров и смесей.
5. Способ по п. 4, причем первая термопластичная пленка (F1) выполнена по существу из PVB.
6. Устройство (5) отображения приборной панели на лобовом стекле, содержащее проектор (3) для освещения зоны отображения приборной панели на лобовом стекле многослойной панели (1) остекления и многослойную панель (1) остекления, оснащенную термопластичной комбинированной пленкой (F), полученной способом по любому из предыдущих пунктов, причем во время работы проектор (3) по существу освещает заданную зону (K).
7. Устройство (6) с камерой, содержащее камеру (7) и многослойную панель (1) остекления, содержащую по меньшей мере первый слой (GS1) стекла, второй слой (GS2) стекла и термопластичную комбинированную пленку (F), полученную способом по любому из пп. 1-5, при этом термопластичная комбинированная пленка (F) размещена между первым слоем (GS1) стекла и вторым слоем (GS2) стекла, и при этом камера (7) направлена на заданную зону (K) и регистрирует световые лучи, которые проходят сквозь многослойную панель (1) остекления.
| EP 2883693 A1, 17.06.2015 | |||
| Массажное устройство | 1984 |
|
SU1593656A1 |
| US 2016168353 A1, 16.06.2016 | |||
| WO 2009071135 A1, 11.09.2009. | |||

