Область техники
Настоящее изобретение относится к внедряемому элементу для внедрения в транспортировочное приемное устройство, к комплекту, включающему множество одинаковых внедряемых элементов, причем каждый внедряемый элемент содержит электронное или электромеханическое передающее и/или приемное устройство, а также к способу внедрения внедряемого элемента в некоторую часть транспортировочного приемного устройства.
Уровень техники
Маркировка объектов, деталей или предметов прикреплением так называемых RFID-меток (Radio Frequency IDentification – радиочастотной 15 идентификации) приобретает все большее значение. Предоставляемая такими метками опция беспроводного считывания или записи однозначных или индивидуализированных данных позволяет осуществлять сопровождение и так называемый трекинг (отслеживание) объектов – вплоть до доказательства права собственности, что открывает почти неограниченные возможности применения. 20 Существует множество видов меток RFID, от уничтожаемых текстильных этикеток до идентификационных карт и карт-ключей в размере чипа для магазинной тележки.
В патентом документе DE 102006018461 A1 раскрыт плоский RFID-чип, помещенный между двух усиленных стекловолокном слоев и содержащий 25 пластину основы и покрывающую пластину. Этот RFID-чип подходит для дисковидного транспондера, для которого особое значение имеет плоскостность конструкции.
В патентом документе WO 2013087873 A1 раскрыт созданный специально для автомобильных шин RFID-чип, пневматически фиксируемый с помощью 30 защитной ленты. В патентом документе WO 2014096554 A1 раскрыта заделка RFID-чипа в отлитый под давлением полимерный корпус со встроенной электроникой – для быстрого крепления на объекте при введении и простого последующего отделения.
Однако все эти варианты исполнения не решают основную проблему. Несмотря на многочисленные технологические преимущества новой системы маркировки, решающим фактором при внедрении этой технологии являются суммарные затраты, при расчете которых, помимо стоимости изготовления меток, должно учитываться и время, требуемое для введения этих меток в товары. Причем, наряду с техническими или производственными аспектами, учитывается не только каждая секунда, но также и квалификация работника, который должен устанавливать упомянутую систему. Если эта квалификация высока, затраты, естественно, также будут выше, чем в случае персонала менее высокой квалификации.
Раскрытие изобретения
В основу настоящего изобретения положена задача предложить упомянутый выше внедряемый элемент, комплект, включающий множество внедряемых элементов, а также упомянутый выше способ, позволяющие решить проблему уровня техники, в частности, быстро и просто оснащать большое количество предметов, предпочтительно транспортировочных приемных устройств, внедряемыми элементами.
Решение этой задачи достигается предложением внедряемого элемента с признаками по п. 1, комплекта, включающего множество внедряемых элементов, с признаками по п. 4, а также способа с признаками по п. 19 формулы настоящего изобретения. Полезные и предпочтительные варианты осуществления настоящего изобретения раскрыты в других пунктах формулы и будут подробнее рассмотрены ниже. Некоторые из нижеследующих признаков и особенностей, перечень которых, однако, не является счерпывающим, частично раскрыты только в приложении к упомянутому внедряемому элементу, или только в приложении к упомянутому комплекту, или только в приложении к упомянутому способу. Однако независимо от этого, такие признаки и особенности должны рассматриваться как имеющие силу по отдельности и независимо друг от друга в приложении как к упомянутому внедряемому элементу, так и к упомянутому комплекту или к упомянутому способу. Полный текст формулы настоящего изобретения включен в содержание настоящего описания посредством прямой ссылки.
Внедряемый элемент для внедрения в транспортировочное приемное устройство выполнен продолговатым и содержит электронное или электромеханическое передающее и/или приемное устройство, выполненное в виде RFID-метки или NFC-метки (Near Field Communication - коммуникация ближнего радиуса действия). Внедряемый элемент выполнен сужающимся по меньшей мере на одном наконечнике. Вообще говоря, может быть полезно выполнять этот наконечник в известной мере затупленным или уплощенным, предпочтительно с диаметром тупой передней поверхности от 3 до 20% максимального диаметра, особенно предпочтительно от 5 до 10%.
Такой внедряемый элемент может быть удобно внедрен (или, для простоты, забит) даже в такие твердые материалы, как дерево, прессшпан или полимер, а также в композиты из этих материалов. Предпочтительно это материалы, входящие в состав транспортировочного приемного устройства, например поддона, в частности европоддона, контейнера и т.п. Наличие RFID- или NFC-метки на таком транспортировочном устройстве или в нем позволяет известным в этой отрасли способом осуществлять идентификацию упомянутого устройства, в частности, отслеживать его перемещение. Благодаря этому может быть значительно упрощена логистика. И прежде всего, такую идентификацию, в отличие от наклеек, цветовых маркировок и т.п., не так просто удалить - случайно или преднамеренно. Когда внедряемый элемент внедрен или забит настолько глубоко, что не выступает или не заметен по отверстию, то он и не мешает.
В одном из вариантов осуществления настоящего изобретения наконечник внедряемого элемента может содержать по меньшей мере две продольные канавки, проходящие в плоскостях, параллельных центральной продольной оси внедряемого элемента, предпочтительно даже четыре равномерно распределенные продольные канавки. Эти продольные канавки могут быть предусмотрены на сужающемся наконечнике, причем между ними могут располагаться продольные ребра постоянной ширины. Таким образом, наконечник может иметь форму, схожую с крестообразной отверткой. Благодаря этому внедрение в дерево или прессшпан может быть осуществлено в значительной степени - или полностью неразрушающим образом.
В одном из вариантов осуществления настоящего изобретения внедряемый элемент, за исключением сужающегося наконечника, может быть выполнен в значительной степени или по меньшей мере на 50% длины - или по меньшей мере на 80% длины - цилиндрическим и прямым, в частности, в форме кругового цилиндра. В этом случае его легче изготавливать и он лучше входит в материал.
В следующем варианте осуществления настоящего изобретения на внедряемом элементе или внутри него рядом с электронным или электромеханическим передающим и/или приемным устройством, и/или рядом с антенной, этого устройства может быть расположен или предусмотрен намагничиваемый или ферритный материал. Этот намагничиваемый или ферритный материал экранирует передающее и/или приемное устройство, и/или его антенну, от близлежащих металлических предметов, в частности, расположенных на или в транспортировочном приемном устройстве, которое оснащается внедряемым элементом согласно настоящему изобретению. Таким образом обеспечивается эффективность, или дальность считывания, или обнаруживаемость передающего и/или приемного устройства - или по меньшей мере защита от слишком больших ограничений.
Упомянутый намагничиваемый или ферритный материал может разными способами размещаться на внедряемом элементе или внутри него. Этот материал может, например, прикрепляться или наноситься снаружи, в частности, несъемно, например, напылением. Но в этом случае есть опасность того, что при внедрении магнитный материал будет поврежден или, по меньшей мере частично, удален. Поэтому предпочтительным следует считать размещение намагничиваемого или ферритного материала внутри внедряемого элемента, предпочтительно методом литья под давлением или изготовления совместно с внедряемым элементом. При этом намагничиваемый или ферритный материал может закладываться в литейную форму в виде заранее изготовленной детали конструкции, например, уже прикрепленной к передающему и/или приемному устройству, и/или к его антенне, так что образуется единый узел конструкции. Альтернативно, намагничиваемый или ферритный полимер может отдельно отливаться под давлением в известном процессе литья многокомпонентных полимерных композиций. При этом к полимеру могут быть заранее примешаны магнитные частицы.
Намагничиваемый или ферритный материал должен располагаться во внедряемом элементе в точно определенном месте, причем так, чтобы этот материал экранировал электронное или электромеханическое передающее и/или приемное устройство, и/или его антенну, сверху, так как вверху, на соответствующем транспортировочном приемном устройстве могут располагаться металлические предметы. Такой металлический груз, например банки с напитком, детали машин, листы и т.п., обычно может снижать дальность считывания RFID-метки на величину до 5% исходной дальности и, соответственно, воздействует крайне отрицательно. Таким образом, частичное экранирование RFID-метки намагничиваемым или ферритным материалом противодействует помехам радиального излучения сигналов, создаваемым металлическим грузом.
Намагничиваемый или ферритный материал образует экран, который предпочтительно закрывает по меньшей мере передающее и/или приемное устройство, и/или его антенну, и, следовательно, имеет соответствующие размеры поверхности. В зависимости от взаиморасположения элементов, возможно также, что экран закрывает только часть верхнего полупространства, например, только сектор от 45° до 90°, в частности, когда экран имеет изогнутую или криволинейную форму. Предпочтительно намагничиваемый или ферритный материал образует криволинейную поверхность, размер которой больше передающего и/или приемного устройства, и эта поверхность выступает за края устройства во всех боковых направлениях, покрывая его с одной стороны.
В принципе, такие экраны из намагничиваемого или ферритного материала известны. Для данной особенности настоящего изобретения особенно предпочтительно расположение этого материала в определенном месте во внедряемом элементе, чтобы в конечном итоге экран оказался в определенном положении в транспортировочном приемном устройстве или в брусе поддона. Именно, для максимальной эффективности экран должен располагаться между передающим и/или приемным устройством, и/или его антенной, и находящимися выше металлическими предметами, то есть, как правило, во внедренном состоянии внедряемого элемента экран должен располагаться в верхней части элемента. Чтобы обеспечить это, согласно следующей особенности настоящего изобретения предлагается допускать введение внедряемого элемента в устройство внедрения только в строго определенном положении, в частности, в отношении поворота вокруг продольной оси. Это заранее обеспечено в случае внедряемых элементов, образующих связный комплект согласно раскрытой ниже особенности настоящего изобретения. Дополнительно, прежде всего в альтернативном варианте несвязанных, по отдельности заряжаемых внедряемых элементов, на внедряемых элементах может быть предусмотрено по меньшей мере одно асимметричное или одностороннее углубление - или прорезь - на наружной поверхности, в частности, на боковой поверхности, чтобы они могли быть вставлены в устройство внедрения только в одном-единственном положении. Это положение должно быть таким, чтобы при вертикальном или штатном расположении устройства внедрения внедряемый элемент лежал в нем - и внедрялся в транспортировочное приемное устройство - с намагничиваемым или ферритным материалом, расположенным экраном над передающим и/или приемным устройством, и/или его антенной, и, таким образом, экранирующим их сверху. В принципе, упомянутые углубление или прорезь на наружной поверхности должны, таким образом, располагаться параллельно линии, соединяющей намагничиваемый или ферритный материал и передающее и/или приемное устройство. Это углубление - или прорезь - предпочтительно может идти перпендикулярно продольной оси внедряемого элемента и, во взаимодействии с ответным выступом в устройстве внедрения, обеспечивать определенное положение заряженного и, в конечном итоге, внедренного в транспортировочное приемное устройство внедряемого элемента. Могут быть предусмотрены два таких углубления - или две прорези - на одной и той же стороне внедряемого элемента: одно перед передающим и/или приемным устройством и одно - за устройством, чтобы эти углубления не мешали работе устройства и не ограничивали место для его размещения.
В комплекте, включающем множество одинаковых внедряемых элементов, каждый внедряемый элемент содержит электронное или электромеханическое передающее и/или приемное устройство, выполненное в виде RFID- или NFC-метки. Внедряемые элементы предпочтительно выполнены как раскрыто выше, однако это не обязательно.
Согласно настоящему изобретению внедряемые элементы соединены друг с другом в расположении рядом или друг за другом одним или более соединительными элементами, причем соединительные элементы выполнены с возможностью механического разрыва под внешним силовым воздействием на отдельный внедряемый элемент. Таким образом, в нормальном состоянии они удерживают внедряемые элементы соединенными вместе, но освобождают или не удерживают отдельный внедряемый элемент, когда его вводят, или внедряют, или, в общем случае, прикрепляют. Предпочтительно это происходит автоматически.
Таким образом, изобретена новая система маркировки, не только позволяющая за секунды отмаркировать отдельный объект, например транспортировочное приемное устройство, внедряемым элементом с RFID-меткой или NFC-меткой, но и позволяющая также всего за несколько секунд отмаркировать большое число объектов. Один отдельный объект можно отмаркировать и обычными методами нанесения меток за приемлемое время, но большое число объектов - нет.
Использование удерживаемого соединительными элементами связного комплекта согласно настоящему изобретению позволяет легко управляться даже с большим количеством внедряемых элементов. Настоящее изобретение позволяет с высокой скоростью обработки осуществлять механизированное или полумеханизированное введение RFID-меток, предпочтительно в неметаллические объекты. Маркировка, например, штабеля транспортировочных поддонов может быть выполнена в самый короткий промежуток времени; так деревянные поддоны могут вручную оснащаться метками со скоростью поддон в секунду.
Настоящее изобретение относится, например, к покрытым ударопрочной полимерной оболочкой, в идеале - методом литья под давлением, RFID-меткам, которые могут целиком состоять из стеклоэлементов. Метки соединены друг с другом малыми соединительными элементами, предпочтительно могут состоять из того же материала и изготавливаться в том же процессе литья под давлением. Благодаря этому метки или внедряемые элементы могут вводиться с помощью обычных ручных так называемых гвоздезабивных машин, пневматических или электрических, при этом метки или внедряемые элементы закладываются в магазины, предназначенные для обычных металлических гвоздей или болтов. Такие гвоздезабивные машины позволяют за несколько секунд вводить RFID-метки в дерево, пресс-материалы, картон и другие материалы, твердость которых лежит в диапазоне, допускающем внедрение полимерных стержней.
Рабочий, вооруженный такой пневматической гвоздезабивной машиной, реально может указанным способом за 10 секунд оснастить 10 или больше транспортировочных приемных устройств или европоддонов пригодными для трекинга RFID-метками. При этом метки глубоко или, предпочтительно, целиком вводят или внедряют в дерево или соответствующий материал, и извлечь их можно только с помощью инструментов. И даже такое извлечение возможно только с повреждением транспортировочного приемного устройства или поддона.
После внедрения таких RFID-элементов возможно быстрое и квазисинхронное отслеживание объектов или транспортировочных приемных устройств, в данном случае поддонов, что, при наличии соответствующего программного обеспечения, может быть использовано для контроля имущественных отношений, путей транспортировки, перевалок и т.д.
В одном из вариантов осуществления настоящего изобретения соединительные элементы выполнены с возможностью механического разрыва под внешним силовым воздействием на отдельный внедряемый элемент в процессе внедрения этого внедряемого элемента.
Это внедрение предпочтительно осуществляют с помощью приводимого в действие устройства внедрения, имеющего, в частности, пневматический или электрический привод, но альтернативно - также с помощью взрывных или пиротехнических зарядов.
Внедряемые элементы предпочтительно расположены последовательно, соединены друг с другом и образуют магазины или комплекты прямолинейной, круговой или спиральной формы для пневматического или электрического гвоздезабивного устройства или пистолета для крепежа, служащего устройством внедрения.
В самом общем случае, альтернативу такому жестко связанному комплекту внедряемых элементов может представлять оснастка устройства внедрения магазином оружейного типа, в который отдельные и отделенные друг от друга внедряемые элементы укладываются или подаются по одному. Аналогия между внедряемыми элементами и оружейными патронами вполне очевидна. Подобные предпочтительно прямые магазины могут в этом случае с помощью находящихся в них пружин подавать отдельные внедряемые элементы в устройство внедрения, например, в пневматический пистолет для выпуска или внедрения по одному. Однако ручная оснастка магазина требует определенного времени. Зато при этом упрощается изготовление внедряемых элементов.
В одном из вариантов осуществления настоящего изобретения внедряемые элементы выполнены сужающимися на конце, противоположном наконечнику, предпочтительно с уменьшением диаметра по меньшей мере на 5%, и в частности, до 50%.
В одном из вариантов осуществления настоящего изобретения величина уменьшенного диаметра или уплощенного наконечника внедряемого элемента составляет до 25% максимального диаметра внедряемого элемента.
Упомянутый наконечник предпочтительно может содержать множество, например, от двух до шести идущих в продольном направлении продольных канавок или продольных ребер. Это может служить предотвращению или снижению расщепления древесины или прессшпана.
В одном из вариантов осуществления настоящего изобретения внедряемые элементы имеют на конце, противоположном наконечнику, пластически деформируемую поверхность для штампа маркировки или аналогичных отметок.
В одном из вариантов осуществления настоящего изобретения передняя зона внедряемого элемента выполнена из более твердого материала, сравнительно с материалом хвостовой или остальной части внедряемого элемента. Предпочтительно такой наконечник может быть выполнен из металла или из более твердого полимера, сравнительно с остальной частью внедряемого элемента, предпочтительно путем добавления в наконечник волокон, предпочтительно с длиной волокна от 5 мм до 15 мм. Особенно предпочтительно, чтобы передняя зона и упомянутая хвостовая часть соединялись с геометрическим и силовым замыканием.
В общем случае предпочтительно, чтобы в качестве материала по меньшей мере для передней зоны внедряемого элемента или, альтернативно, для всего внедряемого элемента использовался полиамид, который может быть усилен длинными углеродными нитями или по меньшей мере волокнами и может быть термостойким, предпочтительно - частично кристаллический полиамид с ароматической составляющей. При этом длина волокон, в частности углеродных или стекловолокон, может составлять около 10 мм, соответственно типовому размеру полиамидных гранул. Таким образом может быть получена волокнистая структура внедряемого элемента или по меньшей мере его передней зоны, обладающая значительно лучшими термомеханическими свойствами, чем изделия, усиленные короткими волокнами. В случае применения вышеупомянутых устройств внедрения, например пневматических пистолетов, возникают ускорения, намного превышающие 2000 g (2000-кратное ускорение свободного падения). Таким образом, требуется сочетание высокой жесткости и исключительной ударной вязкости. Далее, для промышленного применения требуется малое изменение свойств под действием температуры или влажности, а также отличная усталостная прочность при малых изгибах, чтобы не возникало негативных влияний на свойства антенны RFID- или NFC-метки. Полиамиды с такими свойствами могут почти полностью заменить металл, что является предпосылкой создания полимерных внедряемых элементов, пригодных для механизированного внедрения или вбивания.
В одном из вариантов осуществления настоящего изобретения внедряемый элемент имеет в поперечном сечении симметрично или асимметрично расположенные продольные канавки по меньшей мере выходящие по длине за пределы зоны максимального диаметра внедряемого элемента. Эти канавки могут служить стабилизаторами направления в процессе внедрения, и/или предохранителями от вращения, и/или элементами пропуска при проходе через аналогично сформированное отверстие - по принципу замка и ключа.
В одном из вариантов осуществления настоящего изобретения внедряемый элемент, или капсула, или оболочка внедряемого элемента и соединительные элементы состоят из одного и того же материала и, в частности, изготавливаются в одном и том же процессе литья под давлением.
В одном из вариантов осуществления настоящего изобретения внедряемые элементы имеют на конце, противоположном наконечнику, отверстие с расположенным за ним углублением под инструмент, с помощью которого введенный в объект внедряемый элемент может быть извлечен. Таким образом, появляется и возможность извлечения внедренного элемента. Предпочтительно, чтобы упомянутый инструмент был не стандартным, а специальным - для предотвращения несанкционированного извлечения.
В одном из вариантов осуществления настоящего изобретения внедряемый элемент имеет на конце, противоположном наконечнику, дисковидную шляпку, служащую упором, ограничивающим глубину внедрения в оснащаемый внедряемым элементом объект. Тем самым при введении внедряемого элемента в мягкий объект или в мягкий материал можно предотвратить слишком глубокое проникновение.
В соответствующем настоящему изобретению способе внедрения внедряемого элемента, в частности вышеупомянутого внедряемого элемента, в некоторую часть транспортировочного контейнера или транспортировочного приемного устройства, в частности поддона, внедряемый элемент содержит электронное или электромеханическое передающее и/или приемное устройство, выполненное в виде RFID-метки или NFC-метки. При этом внедряемый элемент внедряют в соответствующую часть транспортировочного приемного устройства с помощью устройства внедрения с пневматическим, взрывным/пиротехническим или электрическим приводом. Устройства внедрения такого рода известны; с их помощью, например, практично и быстро забивают гвозди и вбивают болты.
Внедряемый элемент предпочтительно может быть внедрен в объект полностью, так, чтобы он не выступал из наружной поверхности транспортировочного приемного устройства, и в частности, уже не был заметен. Тогда он и не мешает. Кроме того, его тогда уже едва ли можно удалить.
Эти и дальнейшие признаки настоящего изобретения следуют не только из формулы изобретения, но также из настоящего описания и прилагаемых чертежей, причем каждый отдельный признак может быть реализован в каком-то варианте осуществления изобретения как сам по себе, так и в сочетании с другими в форме подкомбинаций и в иных областях применения и может сам по себе представлять полезное, а также охраноспособное осуществление, и на охрану таких осуществлений притязает настоящая заявка. Разделение настоящей заявки на отдельные разделы, а также промежуточные заголовки не ограничивают общезначимость приведенных под этими заголовками утверждений.
Краткое описание чертежей
Примеры осуществления настоящего изобретения схематически проиллюстрированы на прилагаемых чертежах и будут подробнее объяснены ниже. На чертежах представлены:
на ФИГ. 1 - вид сбоку внедряемого элемента с RFID-меткой внутри,
на ФИГ. 2 - соответствующий настоящему изобретению комплект внедряемых элементов, отлитых под давлением вместе с соединительными элементами,
на ФИГ. 3 и 4 - варианты внедряемого элемента или его внешней формы,
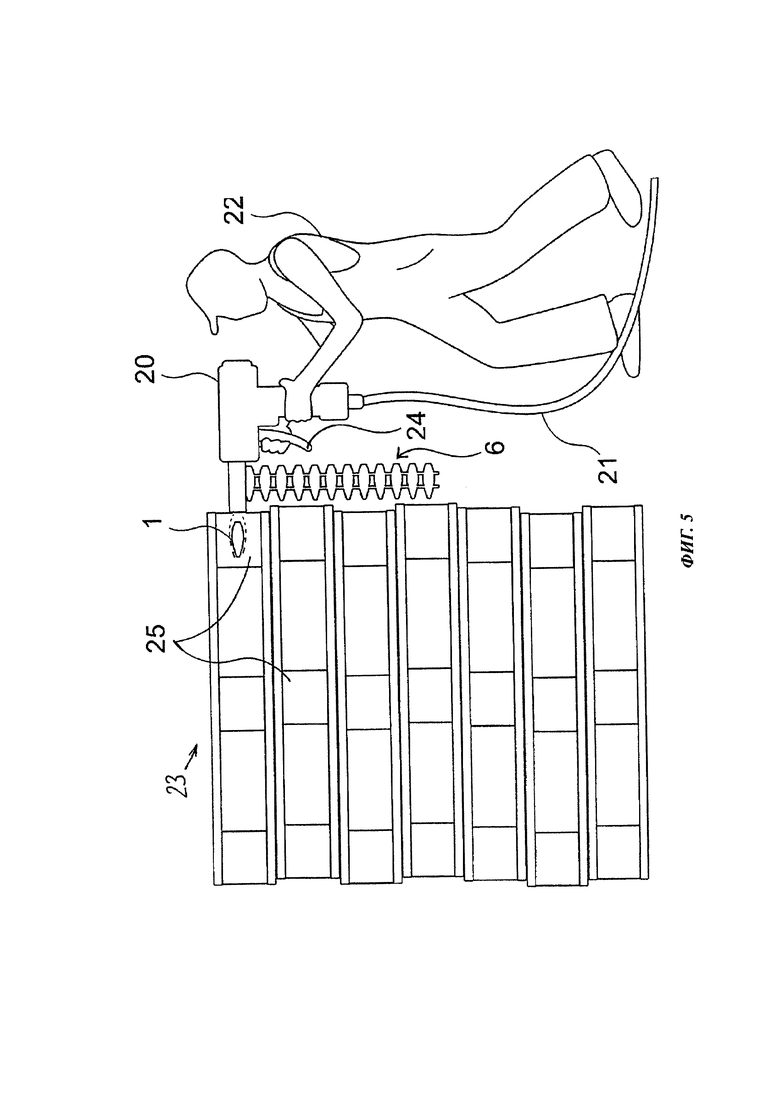
на ФИГ. 5 - схематическое изображение способа, которым пользователь, применяя соответствующий настоящему изобретению комплект внедряемых элементов, внедряет их с помощью устройства внедрения в штабель поддонов,
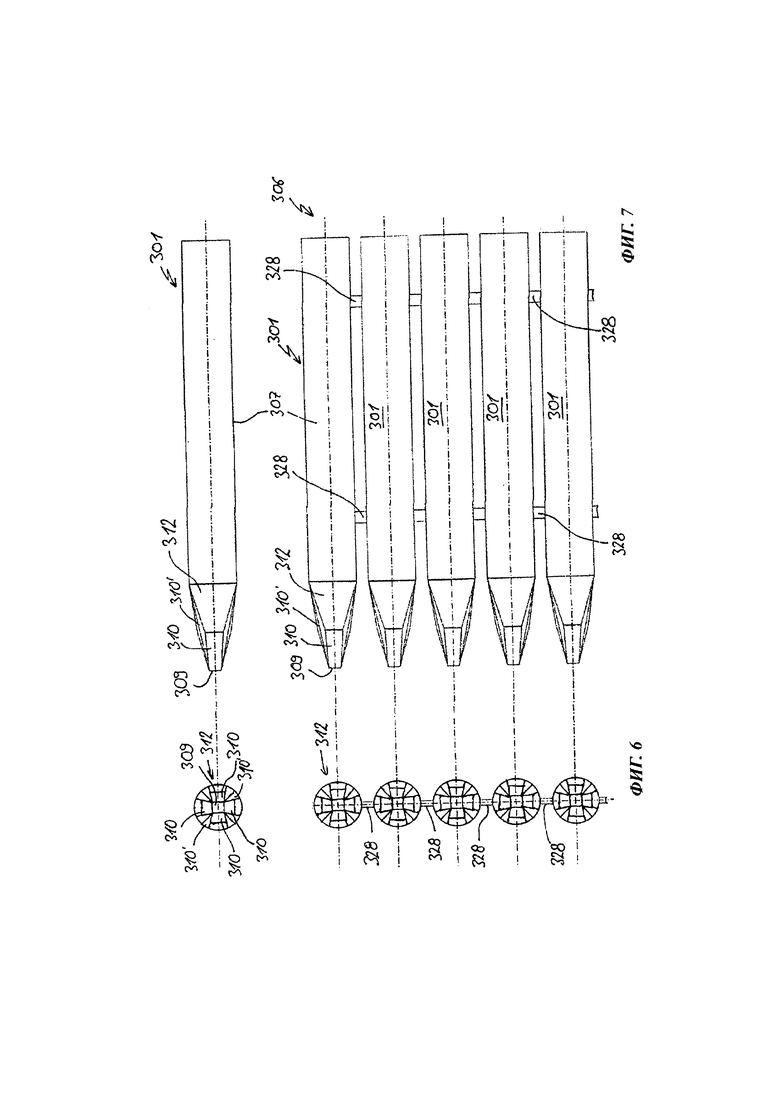
на ФИГ. 6 - вид сверху отдельного внедряемого элемента и комплекта таких элементов в еще одном варианте осуществления,
на ФИГ. 7 - вид сбоку внедряемых элементов ФИГ. 6, и
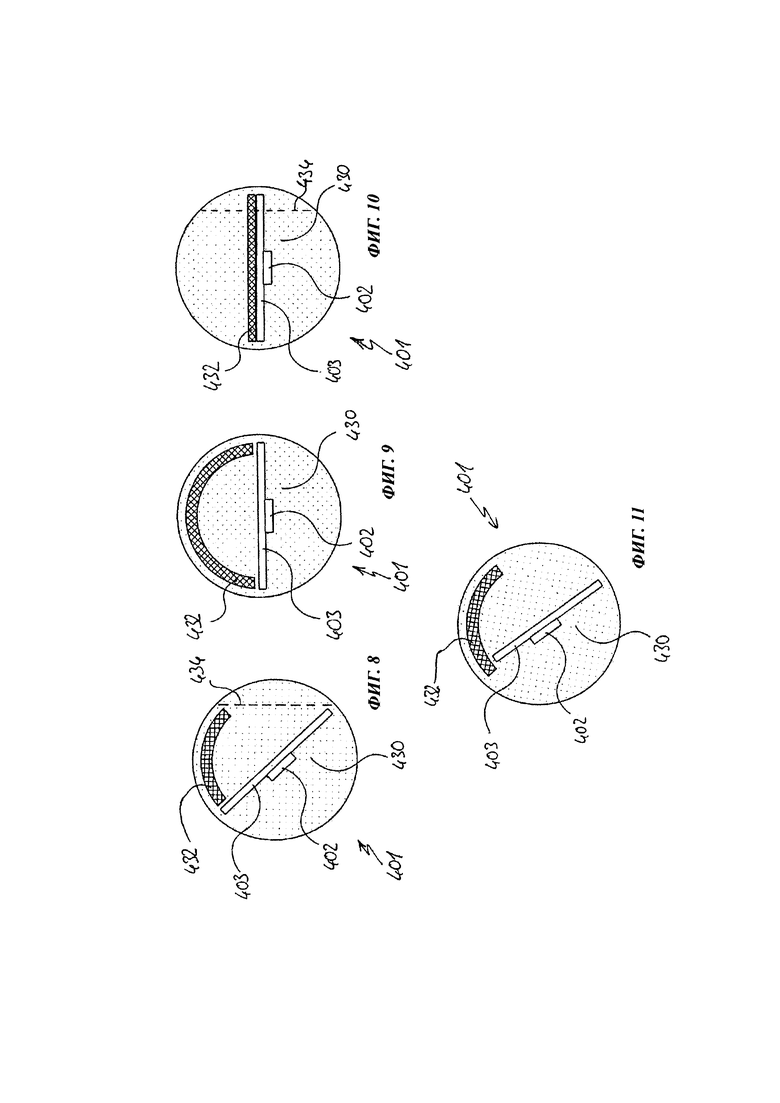
на ФИГ. 8-11 - разрезы вариантов осуществления внедряемого элемента с ферритным материалом в качестве экрана RFID-метки и антенны.
Осуществление изобретения
На ФИГ. 1 изображен внедряемый элемент 1 с погруженной в отлитый под давлением элемент или инкапсулированной RFID-меткой 2. Сама эта RFID-метка 2 может быть уже окружена литым материалом, например стекловолоконной оболочкой и литым полимером - или оболочкой из стойкого материала, и таким образом электроника или электромеханика метки защищены от внешних физических воздействий, например, влажности. Метка - как правило и предпочтительно - может содержать антенну, которая на этой фигуре отдельно не показана. На ФИГ. 1 показана также разделительная линия 14, указывающая, что для расположенного слева от нее наконечника 12 внедряемого элемента 1 использован материал, отличающийся от материала основной части 7, расположенной справа. Уменьшение, по сравнению с максимальным диаметром 8 основной части 7, носового диаметра 9 наконечника 12 облегчает вхождение, например, в древесину и, благодаря наличию продольных ребер 10, снижает расщепление древесины. Наконечник 12 включает своего рода носовую плоскость 9, то есть выполнен слегка затупленным с упомянутой передней носовой плоскостью 9 на срезе наконечника. Между продольными ребрами 10 идут образованные ими продольные канавки 10'. Эти продольные ребра 10 могут быть дополнительно смонтированы или сформованы на наконечнике 12 и, таким образом, выступают за контур собственно наконечника 12. Последний, по существу, продолжается в продольных канавках 10'.
При этом задняя плоскость 11 основной части 7 или внедряемого элемента 1 воспринимает направленную к наконечнику 12 силу внедрения, которая создается, например, ударником или пороховым зарядом. Внутренний канал 26 может обеспечить после удаления наконечника 12 или при использовании углубления 18 доступ к RFID-метке 2, например, для ее утилизации или повторного использования. Внутренний канал 26 идет до разделительной линии 14, то есть до наконечника 12.
Таким образом, этот внедряемый элемент 1 имеет на значительной или существенной длине не цилиндрическую форму и не форму с постоянным диаметром, а своего рода бочкообразную.
На ФИГ. 2 показан комплект 6 из множества внедряемых элементов 1, соответствующих ФИГ. 1, и в частности, показаны мостиковые соединительные элементы 28 между отдельными внедряемыми элементами 1. Также на ФИГ. 2 показано разделение - или разрыв 4 - этих перемычек 28 при воздействии силы F, изображающей собственно процесс выстрела или силового воздействия на внедряемый элемент 1. В момент выстрела или приложения силы происходит разрыв 4 этих перемычек 28, то есть отделение внедряемого элемента 1 от остального комплекта 6, и, тем самым, становится возможен выпуск отдельного внедряемого элемента 1. На фигуре видно, что с другого бока внедряемого элемента 1 имеются остатки бывших перемычек 28, соединявших внедряемый элемент 1 с предыдущим. Но они не мешает внедрению, так как эти короткие остатки могут быть оборваны или содраны при внедрении в объект или материал.
На ФИГ. 3 показан возможный вариант осуществления альтернативного внедряемого элемента 101 с поперечным сечением А-А. В зоне наибольшего диаметра внедряемого элемента 101 имеются выступы 116 в виде продольных ребер этой зоны 15 окрестностей наибольшего диаметра. Показанный слева разрез по А-А дает пример возможной формы для контроля прохода через соответственное отверстие в оснащаемом меткой материале.
Также на ФИГ. 3 показано углубление 118 с отверстием 117 на заднем конце внедряемого элемента 101. В это углубление может быть вставлен инструмент для извлечения внедренного элемента 101.
На ФИГ. 4 показан еще один альтернативный вариант осуществления внедряемого элемента 201 с дисковидной шляпкой 219 или уширением на конце 211, эта шляпка служит упором, ограничивающим глубину внедрения. Шляпка 219 функционально не мешает показанному на ФИГ. 3 углублению 118, примыкающему к отверстию 117, - канал доступа может проходить сквозь шляпку.
На ФИГ. 5 показан в качестве примера способ действий в процессе внедрения. Рабочий 22 приставляет автоматический пневматический пистолет 20, в который по шлангу 21 подается сжатый воздух, к одному из поддонов 25, сложенных в штабель 23. Снизу в пистолет вставляют соответствующий ФИГ. 2 комплект 6 внедряемых элементов 1. Рабочий предпочтительно приставляет пистолет 20 к крайнему или угловому брусу поддона 25. Нажатием на спуск 24 пистолета 20 один внедряемый элемент 1 отрывают от комплекта 6 и выстреливают им в угловой брус поддона 25. Быстрый переход к нижележащему поддону 25 для производства следующего выстрела, то есть введения следующего внедряемого элемента 1 в этот нижележащий поддон 25, также виден из ФИГ. 5. Всегда предпочтительно стрелять в крайний или угловой брус в одном и том же месте поддона 25, это облегчает последующую идентификацию.
Запись и/или считывание RFID-метки 2, находящейся внутри внедряемого элемента 1, может производиться известным специалистам образом. При этом то, что RFID-метка 2 погружена в деревянный или картонный материал поддона 25, не мешает.
На ФИГ. 6 показан вид сверху, а на ФИГ. 7 - вид сбоку внедряемого элемента 301 альтернативной формы. В этом варианте элемент включает продолговатый основной корпус 307, имеющий форму кругового цилиндра и образующий большую часть, в частности около 80% длины, внедряемого элемента 301. В этом основном корпусе 307 находится, как раскрыто выше, не показанная здесь RFID-метка. Совершенно очевидно, что могут быть предусмотрены и другие возможные особенности, такие, как внутренний канал или специальная оболочка RFID-метки.
Слева у каждого внедряемого элемента 301 имеется наконечник 312, форму которого легко можно понять из совместного рассмотрения ФИГ. 7 и вида спереди ФИГ. 6. От передней плоскости 309 или упомянутого в начале носового среза идут назад равномерно распределенные четыре продольных ребра 310, образующие вместе наконечник 312, напоминающий крестообразную отвертку, в частности, соответствующую винтам Spax®. Было обнаружено, что такая специальная форма очень полезна при внедрении внедряемого элемента 301 в картон, часто применяемый в настоящее время для крайних или угловых брусьев поддонов. Эти четыре продольных ребра 310 образованы, собственно, четырьмя продольными канавками 310', выполненными в виде прорезей в наконечнике 312. Таким образом, в общем случае предпочтительно могут быть предусмотрены врезание или выборка в периферии или наружной поверхности наконечника 312, так что образуются или остаются продольные ребра 310. Они, таким образом, не являются накладными, как это может быть в варианте осуществления ФИГ. 1.
Если в верхней части ФИГ. 6 и ФИГ. 7 для ясности изображения показан отдельный внедряемый элемент 301, то ниже представлен комплект 306 из множества внедряемых элементов 301, каждый из которых соединен с соседним двумя соединительными элементами 328. Как раскрыто в начале, внедряемые элементы 301 могут изготавливаться совместно в виде комплекта 306, в частности, в процессе совместного литья под давлением. Такой комплект 306 может содержать от десяти и двадцати до тридцати и даже до сорока внедряемых элементов 301.
Далее, в общем случае возможно подсоединять внедряемые элементы к комплекту не двумя соединительными элементами, а одной - или тремя, или даже четырьмя соединительными элементами.
В то же время на фигурах, прежде всего, на ФИГ. 2 и 7, видно, что эти внедряемые элементы, в частности в форме продолговатых круговых цилиндров ФИГ. 7, не обязательно должны вставляться в пистолет 20 в составе связанного комплекта, чтобы их можно было вводить согласно ФИГ. 5. Ими, как раскрыто в начале, может также снаряжаться специальный магазин пистолета, аналогичный магазину полуавтоматического или автоматического огнестрельного оружия, а затем соответствующий подающий механизм подает их по одному в пистолет, и производится введение в поддон. Снаряжение или обслуживание такого магазина может производиться так же, как известного оружейного.
На ФИГ. 8 изображен в поперечном разрезе внедряемый элемент 401, по внешним очертаниям, в принципе, аналогичный, например, показанному на ФИГ. 7. Внедряемый элемент 401 содержит расположенную примерно на его продольной оси RFID-метку 402 с антенной 403, которая в данном случае изображена. Внедряемый элемент 401 в значительной степени состоит из вышеупомянутого полимера 430, обволакивающего RFID-метку 402 с антенной 403. Далее, имеется ферритный материал 432 в виде упомянутого выше экрана - или предусмотрен своего рода щиток, или собственно экран, предпочтительно отлитый под давлением из полимера с добавкой ферритного порошка или гранулята - или из полимера, смешанного с ферритным порошком или гранулятом. Этот ферритный материал 432 в виде экрана должен находиться полностью внутри внедряемого элемента 401 и, соответственно, внутри полимера 430. Экран может быть криволинейным, как показано на фигуре, и может закрывать четверть окружности. В изображенном варианте оптимальное экранирование достигается в верхнем направлении. Поэтому внедряемый элемент ФИГ. 8 должен так введен в поддон 25 согласно ФИГ. 5, чтобы ферритный материал 432 создавал экран, лежащий выше RFID-метки 402. Тогда и антенна 403 тоже будет, по меньшей мере частично, экранирована сверху. Внедряемый элемент 401 ФИГ. 8 может быть отдельным внедряемым элементом, но может и входить в комплект с другими согласно ФИГ. 7, то есть быть связанным соединительными элементами с другими внедряемыми элементами, и предпочтительно изготавливаться вместе с ними литьем под давлением.
На фигуре пунктиром показана также раскрытая выше прорезь - или углубление 434. Она идет в направлении, перпендикулярном центральной продольной оси внедряемого элемента 401. Она служит для позиционно точного или позиционно заданного введения внедряемого элемента 401 в устройство внедрения. Для надежного введения внедряемого элемента в устройство внедрения могут быть предусмотрены и два углубления 434 в качестве направляющих.
Во внедряемом элементе 401 ФИГ. 9 ферритный материал 432 образует в сечении полукруг, как бы увеличивая кривизну экрана ФИГ. 8. Оптимальное экранирование достигается здесь также в верхнем направлении, так что внедряемый элемент должен вводится точно так же. В этом случае ферритный материал 432 будет располагаться над RFID-меткой 402 с ее антенной 403.
Во внедряемом элементе 401 ФИГ. 10 ферритный материал 432 образует плоскость и благодаря этому прилегает к антенне 403. Это легко может быть обеспечено предварительным изготовлением такого узла, который затем проходит литье под давлением вместе с полимером 430. На ФИГ. 10 также показана пунктиром раскрытая выше прорезь - или углубление 434. Она также идет в направлении, перпендикулярном центральной продольной оси внедряемого элемента 401. Предпочтительны в данном случае две прорези или два углубления 434: одно - перед и одно - за антенной 403 с прилегающим ферритным материалом 432.
Во внедряемом элементе 401 ФИГ. 11 ферритный материал 432 образует такую же форму, как и на ФИГ. 8, т.е. четверть окружности в сечении. Однако здесь экран располагается над антенной 403 или перекрывает антенну, которая в данном случае выполнена немного более короткой. Таким образом, экранирование в верхнем направлении явно дополнительно улучшается, что хорошо заметно из сравнения с ФИГ. 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКА И ИСПОЛЬЗОВАНИЕ RFID-ДАТЧИКОВ В КОНТЕЙНЕРАХ | 2007 |
|
RU2457472C2 |
| Система для измерения по меньшей мере одного параметра раствора (варианты) и способ сборки этой системы (варианты) | 2012 |
|
RU2606170C2 |
| СПОСОБ ФОРМИРОВАНИЯ АКТИВНОЙ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ С ВНЕШНИМ ПИТАНИЕМ | 2009 |
|
RU2501654C2 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ | 2020 |
|
RU2811972C1 |
| КОМПЛЕКТ ДЛЯ ПОКРЫТИЯ ПОВЕРХНОСТИ, ВКЛЮЧАЮЩИЙ ПАНЕЛИ И ВНЕШНИЙ ФИКСИРУЮЩИЙ ЭЛЕМЕНТ | 2011 |
|
RU2561422C2 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ | 2020 |
|
RU2811531C1 |
| АППАРАТ ДЛЯ ОБРАБОТКИ ЕМКОСТЕЙ С КОМБИНИРОВАННОЙ РЕГИСТРАЦИЕЙ ФОРМАТНЫХ ЭЛЕМЕНТОВ И ИХ МОНТАЖА | 2010 |
|
RU2560333C2 |
| РАСПЫЛИТЕЛЬНАЯ СИСТЕМА С ПИСТОЛЕТОМ-РАСПЫЛИТЕЛЕМ | 2009 |
|
RU2497598C2 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ | 2017 |
|
RU2754986C1 |
| ЭЛЕМЕНТ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ | 2017 |
|
RU2741329C2 |
Изобретение относится к комплекту (6), включающему множество одинаковых внедряемых элементов (1), причем каждый внедряемый элемент (1) содержит RFID-метку (2) в качестве электронного или электромеханического передающего и/или приемного устройства. Внедряемые элементы (1) соединены друг с другом в расположении рядом или друг за другом одним или более соединительными элементами (28), причем соединительные элементы (28) выполнены с возможностью механического разрыва (4) под внешним силовым воздействием (F) на отдельный внедряемый элемент (1). Таким образом, последние могут в соединении образовывать своего рода магазин (6) для пневматического или электрического гвоздезабивного устройства или пистолета для крепежа (20), используемого в качестве устройства внедрения, например, для внедрения в поддоны (25) с целью их маркировки. 2 н. и 13 з.п. ф-лы, 11 ил.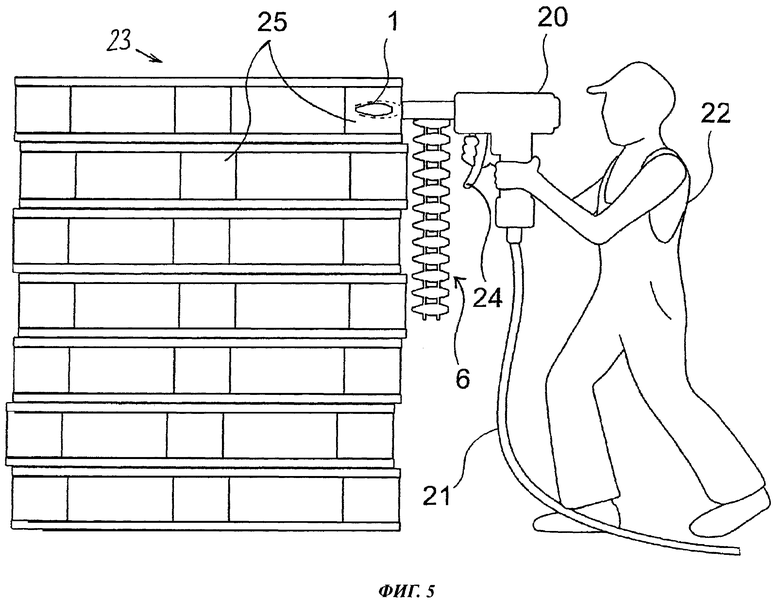
1. Комплект (6, 306) из множества одинаковых внедряемых элементов (1, 101, 201, 301, 401), при этом каждый внедряемый элемент выполнен продолговатым, выполнен сужающимся по меньшей мере на одном наконечнике (12, 312) и содержит электронное или электромеханическое передающее и/или приемное устройство (2), причем это электронное или электромеханическое передающее и/или приемное устройство выполнено в виде RFID-метки или NFC-метки и причем внедряемые элементы (1, 101, 201, 301, 401) соединены друг с другом в расположении рядом друг с другом или друг за другом с помощью одного или более соединительных элементов (28, 328), причем соединительные элементы (28, 328) выполнены с возможностью механического разрыва (4) под внешним силовым воздействием (F) на отдельный внедряемый элемент (1, 101, 201, 301, 401).
2. Комплект по п. 1, отличающийся тем, что соединительные элементы (28, 328) выполнены с возможностью механического разрыва (4) под внешним силовым воздействием (F) на отдельный внедряемый элемент (1, 101, 201, 301, 401) при внедрении внедряемого элемента с помощью приводимого в действие устройства (20) внедрения.
3. Комплект по п. 1 или 2, отличающийся тем, что внедряемые элементы (1, 101, 201, 301, 401) расположены последовательно, соединены друг с другом (28, 328) и образуют магазины (6, 306) прямолинейной, круговой или спиральной формы для пневматического или электрического гвоздезабивного устройства, или пистолета для крепления, служащих устройствами (20) внедрения.
4. Комплект по любому из пп. 1-3, отличающийся тем, что наконечник (12, 312) внедряемого элемента (1, 301) содержит по меньшей мере две продольные канавки (10‘, 310‘), проходящие в плоскостях, параллельных центральной продольной оси внедряемого элемента, причем эти продольные канавки, в частности, выполнены на сужающемся наконечнике с расположенными между ними продольными ребрами (10, 310) постоянной ширины.
5. Комплект по любому из пп. 1-4, отличающийся тем, что передняя зона (12, 312) внедряемого элемента (1, 101, 201, 301) выполнена из более твердого материала по сравнению с материалом хвостовой части (7) внедряемого элемента, причем передняя зона (12, 312) и хвостовая часть (7) соединены (14) с геометрическим и силовым замыканием.
6. Комплект по любому из пп. 1-5, отличающийся тем, что внедряемые элементы (1, 301) и соединительные элементы (28, 328) состоят из одного и того же материала.
7. Комплект по п. 6, отличающийся тем, что внедряемые элементы (1, 301) и соединительные элементы (28, 328) изготовлены в одном и том же процессе литья под давлением.
8. Комплект по любому из пп. 1-7, отличающийся тем, что внедряемый элемент (101) имеет на конце, противоположном наконечнику (109), входное отверстие (117) с расположенным за ним углублением (118) под инструмент, с помощью которого внедренный в объект (25) внедряемый элемент может быть извлечен.
9. Комплект по любому из пп. 6-8, отличающийся тем, что передающее и/или приемное устройство (2) выполнено с возможностью перемещения внутрь внедряемого элемента (1, 111) через углубление (118) или сквозь отделяющую наконечник плоскость (14) через канал (26) и извлечения обратно тем же путем.
10. Комплект по любому из пп. 1-9, отличающийся тем, что передающее и/или приемное устройство (2) помещено в гильзу и с помощью этой гильзы встроено во внедряемый элемент (1, 101, 201, 301, 401) в процессе литья под давлением.
11. Комплект по п. 10, отличающийся тем, что процесс литья под давлением является одноступенчатым или двухступенчатым.
12. Комплект по любому из пп. 1-11, отличающийся тем, что внедряемый элемент (201) имеет на конце, противоположном наконечнику (212), дисковидную шляпку (219), служащую упором, ограничивающим глубину внедрения в оснащаемый внедряемым элементом объект (25).
13. Способ внедрения внедряемого элемента (1, 101, 201, 301, 401) комплекта по любому из пп. 1-12 в некоторую часть транспортировочного контейнера или транспортировочного приемного устройства (25), причем внедряемый элемент (1, 101, 201, 301, 401) содержит электронное или электромеханическое передающее и/или приемное устройство, выполненное в виде RFID-метки или NFC-метки (2), причем внедряемый элемент (1, 101, 201, 301, 401) внедряют в соответствующую часть транспортировочного приемного устройства (25) с помощью устройства (20) внедрения с пневматическим, пиротехническим или электрическим приводом.
14. Способ по п. 13, отличающийся тем, что внедряемый элемент (1, 101, 301, 401) внедряют в объект полностью, так, чтобы он не выступал из наружной поверхности транспортировочного приемного устройства (25).
15. Способ по п. 14, отличающийся тем, что внедряемый элемент (1, 101, 301, 401) внедряют в объект полностью, так, чтобы он уже не был заметен.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для определения степени черноты сыпучих материалов | 1961 |
|
SU151062A1 |
| УПАКОВКА, СОДЕРЖАЩАЯ ФАРМАЦЕВТИЧЕСКИЕ ЛЕКАРСТВЕННЫЕ ФОРМЫ | 2007 |
|
RU2448026C2 |
| Гвоздезабивной пневматический пистолет | 1981 |
|
SU1036519A1 |
| WO 2014018144 A2, 30.01.2014 | |||
| ИНФОРМАЦИОННЫЕ СИСТЕМЫ РЧИД, ИСПОЛЬЗУЮЩИЕ КОММЕРЧЕСКОЕ ПРИЛОЖЕНИЕ | 2005 |
|
RU2455683C2 |

