Настоящее изобретение относится к усовершенствованию выполнения уплотнения и соединения между манжетой клапана и контейнером для выдачи текучей среды, хранимой под давлением, а также к способу сборки такой системы выдачи для выдачи текучей среды, хранимой под давлением.
Уровень техники
Системы для выдачи текучей среды, хранимой под давлением, хорошо известны и обычно включают в себя контейнер, клапан и манжету клапана, причём манжета клапана поддерживает клапан, обычно по центру, а также закрывает отверстие контейнера. Внутренний объём контейнера находится под давлением и поддерживается в таком состоянии посредством клапана и уплотнений между манжетой клапана и клапаном и между манжетой клапана и отверстием контейнера. Когда клапан приводится в действие, разность давлений между внутренним объёмом контейнера и внешней средой вызывает выброс текучей среды из контейнера. В некоторых системах используется двухступенчатый контейнер, имеющий внутренний и внешний контейнеры, один из которых содержит газ-пропеллент, в то время как в других системах может использоваться один контейнер, при этом текучая среда также действует в качестве пропеллента.
Традиционно контейнеры изготавливают из металла, обычно из алюминия. Недавно возникла возрастающая тенденция к использованию в качестве материала для контейнеров для таких систем выдачи пластика, а именно полиэтилентерефталата (PET), вследствие различных преимуществ, в том числе, например, таких как стоимость и простота производства. Однако во всех случаях системы должны быть стабильными и способными выдерживать внутреннее давление контейнера, при этом также обеспечивая достаточную герметизацию.
В обычных системах, в которых используются контейнеры из PET, в манжетах клапанов обычно также используется металл, например, алюминий, что гарантирует надлежащее взаимодействие с герметизацией между манжетой клапана и клапаном. Манжета клапана может быть приклёпана к краю отверстия контейнера. При том, что крепление между манжетой клапана и контейнером зачастую достаточно при большинстве нормальных рабочих температур, более высокие температуры могут вызывать высокую степень деформации контейнера из PET таким образом, что соединение между алюминиевой манжетой клапана и контейнером перестаёт быть непроницаемым для текучей среды. Это является большим недостатком, поскольку газ-пропеллент и/или текучая среда могут утекать из контейнера.
Европейские требования по безопасности указывают, что аэрозольные системы не должны подвергаться воздействию температур выше 50°C. Однако на практике такие системы выдачи могут подвергаться воздействию гораздо более высоких температур.
Таким образом, необходима система выдачи, характеризующаяся достаточными характеристиками по герметичности при температурах выше 50°C, которая позволяет изготавливать контейнер и манжету клапана из пластиковых материалов, чтобы воспользоваться значительными преимуществами этих материалов.
Раскрытие изобретения
Согласно первому аспекту настоящего изобретения предложена система выдачи текучей среды, содержащая:
контейнер для хранения текучей среды под давлением, причём контейнер содержит горлышко, образующее отверстие;
клапан; и
манжету клапана, выполненную с возможностью поддержки клапана и закрытия отверстия контейнера, причём смежные участки манжеты клапана и горлышка состоят из пластиковых материалов; и при этом
упомянутые пластиковые материалы манжеты клапана и горлышка сплавлены для формирования расплавленного сварного шва путём лазерной сварки, таким образом герметизируя контейнер.
Было обнаружено, что фиксация манжеты клапана к горлышку контейнера посредством расплавленного сварного шва, выполняемого лазерной сваркой, не только фиксирует положение манжеты клапана, но и создаёт уплотнение, которое позволяет системе выдачи выдерживать внутреннее давление до 13 бар. Такое уплотнение имеет преимущество, состоящее в том, что его применение просто и экономично.
Также предпочтительно пластиковый материал горлышка контейнера является прозрачным для лазерного излучения, а пластиковый материал манжеты клапана является поглощающим лазерное излучение.
Лазерная сварка манжеты клапана с горлышком контейнера включает в себя пропускание сфокусированного лазерного луча через горлышко контейнера для попадания на поверхность сопряжения между горлышком и манжетой клапана. На поверхности сопряжения лазерное излучение преобразуется в тепловую энергию по мере его поглощения пластиковым материалом манжеты клапана. Создаваемое тепло расплавляет пластиковый материал на поверхности сопряжения, формируя расплавленный сварной шов, который сплавляет друг с другом материалы манжеты клапана и горлышка. Большинство термопластичных материалов пропускает инфракрасное лазерное излучение, поэтому обычно используется лазерное излучение с длиной волны 980 нм или 808 нм, так как при этих значениях длины волны передаётся больше энергии. Однако пластиковый материал манжеты клапана должен преобразовывать световую энергию в тепло и поэтому должен поглощать лазерное излучение. Для этого пластиковый материал манжеты клапана предпочтительно является поглощающим лазерное излучение, а не прозрачным для лазерного излучения. Для достижения этого путём придания поглощающих излучение свойств обычно используются добавки. Наиболее часто используется угольный чёрный краситель, но поглощению способствуют многие добавки, включая различные пигменты и наполнители, как известно специалистам в данной области техники. Также следует отметить, что прозрачный для лазера пластиковый материал горлышка контейнера при этом может быть окрашенным и даже непрозрачным, если используются особые непоглощающие красители.
Также предпочтительно пластиковый материал манжеты клапана является полукристаллическим полимером.
Было обнаружено, что полностью кристаллизованные пластиковые материалы имеют тенденцию терять форму при лазерной сварке вследствие высоких достигаемых температур. Однако при использовании лишь полукристаллизуемого пластикового материала это не происходит.
Полукристаллические полиэфиры имеют более высокую степень кристалличности по сравнению с более аморфными полиэфирами, и они не деформируются под воздействием температур выше 50°C. Кристаллизованные PET (CPET), PBT, PEN и сополимеры PEN/PET являются или могут быть полукристаллическими полиэфирами. Эти материалы в особенности предпочтительны в производстве упаковки благодаря прочим их свойствам, а не только их жёсткости при повышенной температуре. Однако в качестве полукристаллического материала также может быть использован любой полиэфир, который может быть полукристаллическим и не деформируется до подходящей степени при высоких температурах. Кроме того, может быть использована любая смесь CPET, PBT, PEN и PEN/PET.
Таким образом, предпочтительно пластиковый материал манжеты клапана выбран из группы, состоящей из полукристаллических PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеперечисленных материалов.
Также предпочтительно пластиковый материал горлышка контейнера выбран из группы, состоящей из: кристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеперечисленных материалов.
Также предпочтительно вся манжета клапана состоит из одного или более поглощающих лазерное излучение полукристаллических полимеров.
Аналогичным образом, предпочтительно весь контейнер состоит из прозрачного для лазерного излучения пластикового материала.
Согласно второму аспекту настоящего изобретения предусмотрен способ сборки системы выдачи для выдачи текучей среды, хранимой под давлением, причём способ включает в себя этапы, на которых:
обеспечивают манжету клапана по меньшей мере с периферийным участком, состоящим из пластикового материала, причём манжета клапана включает в себя клапан;
обеспечивают контейнер, причём контейнер является пригодным для хранения текучей среды под давлением и содержит горлышко, которое состоит из пластикового материала и которое образует отверстие;
размещают манжету клапана в отверстии контейнера;
создают давление во внутреннем объёме контейнера;
вдавливают манжету клапана в горлышко контейнера; и
сплавляют упомянутые пластиковые материалы манжеты клапана и горлышка друг с другом для формирования расплавленного сварного шва посредством лазерной сварки, таким образом герметизируя контейнер.
В некоторых вариантах выполнения к клапану прикрепляется мешок таким образом, что его внутренний объём сообщается по текучей среде с каналами перед клапаном и за ним, когда клапан приводится в действие и таким образом является открытым, но не сообщается по текучей среде с внутренним объёмом контейнера между внутренней стенкой контейнера и внешней поверхностью мешка. В этих вариантах выполнения мешок содержит текучую среду, подлежащую выдаче системой, и внутренний объём между внутренней стенкой контейнера и внешней поверхностью мешка содержит газ под давлением для использования в качестве пропеллента.
Такие технологии упаковки по принципу мешка на клапане (BoV) с достижением преимущества используются для многих потребительских продуктов, в частности для фармацевтических и медицинских продуктов. Они имеют многочисленные преимущества, в частности отсутствует необходимость использования воспламеняющихся пропеллентов, и они могут использоваться со сжатым воздухом или азотом. Это в особенности важно для данного изобретения, поскольку такой пропеллент не будет оказывать негативный эффект на адгезивное уплотнение между манжетой клапана и горлышком контейнера.
Таким образом, предпочтительно перед созданием давления во внутреннем объёме контейнера способ содержит дополнительные этапы, на которых обеспечивают мешок, прикрепляют клапан к отверстию мешка, обеспечивают непроницаемое для текучей среды уплотнение между мешком и клапаном и вставляют мешок в контейнер.
Предпочтительно манжета клапана установлена с зацеплением в горлышке контейнера с контактом между упомянутыми пластиковыми материалами манжеты клапана и горлышка по всей периферии манжеты клапана. Такой контакт по периферии между манжетой клапана и горлышком гарантирует, что расплавленный сварной шов, формируемый при лазерной сварке, будет надёжно выполнен по всему отверстию в горлышке, которое закрывается манжетой клапана.
Предпочтительно манжета клапана вдавливается в горлышко контейнера при сборке с силой от 343 до 442 Н, то есть с силой приблизительно от 35 до 45 кгс.
Предпочтительно манжета клапана содержит внутреннюю часть, которая расположена в отверстии контейнера, и внешний диаметр внутренней части манжеты клапана перед вдавливанием манжеты клапана в отверстие контейнера на 0,05 мм - 0,15 мм включительно, и в частности на 0,10 мм, больше внутреннего диаметра отверстия, для обеспечения упомянутой установки с зацеплением.
Расплавленный сварной шов предпочтительно расположен между внутренней частью манжеты клапана, которая вдавлена в отверстие контейнера, и горлышком контейнера.
Предпочтительно манжета клапана содержит внешнюю кольцевую часть, которая образует U-образную форму, в которой находится край горлышка контейнера. В качестве альтернативы или дополнения, расплавленный сварной шов или дополнительный расплавленный сварной шов предпочтительно расположен между краем горлышка контейнера и U-образной внешней кольцевой частью манжеты клапана.
Пластиковые контейнеры могут быть предпочтительными по различным причинам по сравнению с металлическими контейнерами, например, вследствие стоимости или простоты производства. Полиэфиры, и в частности PET, имеют много предпочтительных качеств в применениях в упаковке. Они могут быть простыми в обращении, и таким образом формирование контейнеров из PET может быть относительно проще и быстрее, чем их формирование из металла. В некоторых случаях полиэфиры также могут быть относительно дешёвыми. Некоторые полиэфиры также могут перерабатываться, что снижает общие накладные расходы. Наконец, некоторые полиэфиры также можно стерилизовать, что в особенности предпочтительно для применений в области медицины.
Таким образом, в одном варианте выполнения вышеупомянутой системы по меньшей мере горлышко контейнера предпочтительно выполнено из первого пластикового материала, который предпочтительно является полиэфиром. Предпочтительно контейнер выполнен из пластикового материала, выбранного из группы, состоящей из: кристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеупомянутых материалов.
Однако некоторые пластиковые контейнеры могут быть подвержены деформации при повышенных температурах. Если используется жёсткая манжета клапана, которая зафиксирована с уплотнением на пластиковом контейнере, даже при деформации контейнера последний остаётся прикреплённым к манжете клапана таким образом, что уплотнение между ними не нарушается. Другими словами, уплотнение между манжетой клапана и контейнером сохраняется. Таким образом, использование жёсткой манжеты клапана обеспечивает возможность использования преимуществ пластиковых контейнеров, при этом сохраняя уплотнение между клапаном и манжетой клапана. Таким образом, предпочтительно манжета клапана либо выполнена из полукристаллического полиэфира, либо включает в себя подложку, выполненную из полукристаллического полиэфира, причём упомянутая подложка содержит вышеупомянутый участок манжеты клапана, который является смежным с горлышком контейнера. По вышеприведённым причинам предпочтительным является использование полукристаллического полимера, а не полностью кристаллического полимера.
Другие предпочтительные дополнительные признаки различных аспектов настоящего изобретения описаны в зависимых пунктах формулы изобретения, приложенной к настоящему документу.
Краткое описание чертежей
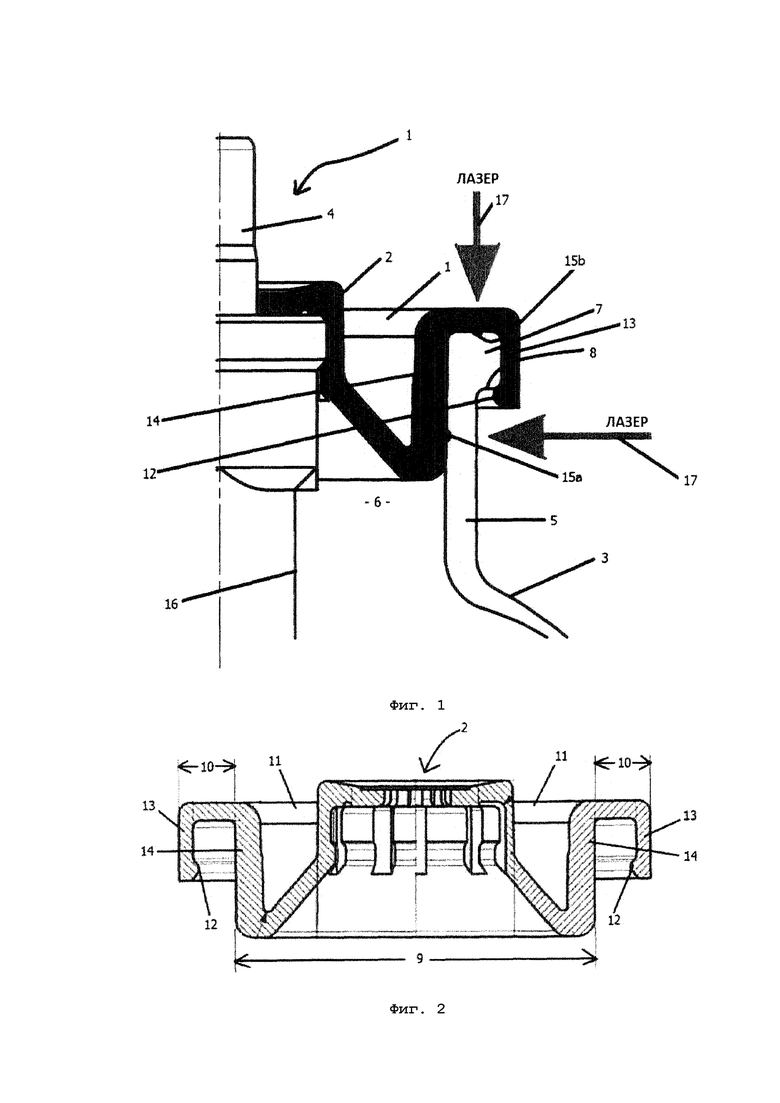
На Фиг. 1 показано вертикальное поперечное сечение части первого варианта выполнения системы выдачи текучей среды согласно настоящему изобретению;
Фиг. 2 – поперечное сечение варианта выполнения манжеты клапана для использования в системе выдачи текучей среды согласно настоящему изобретению; и
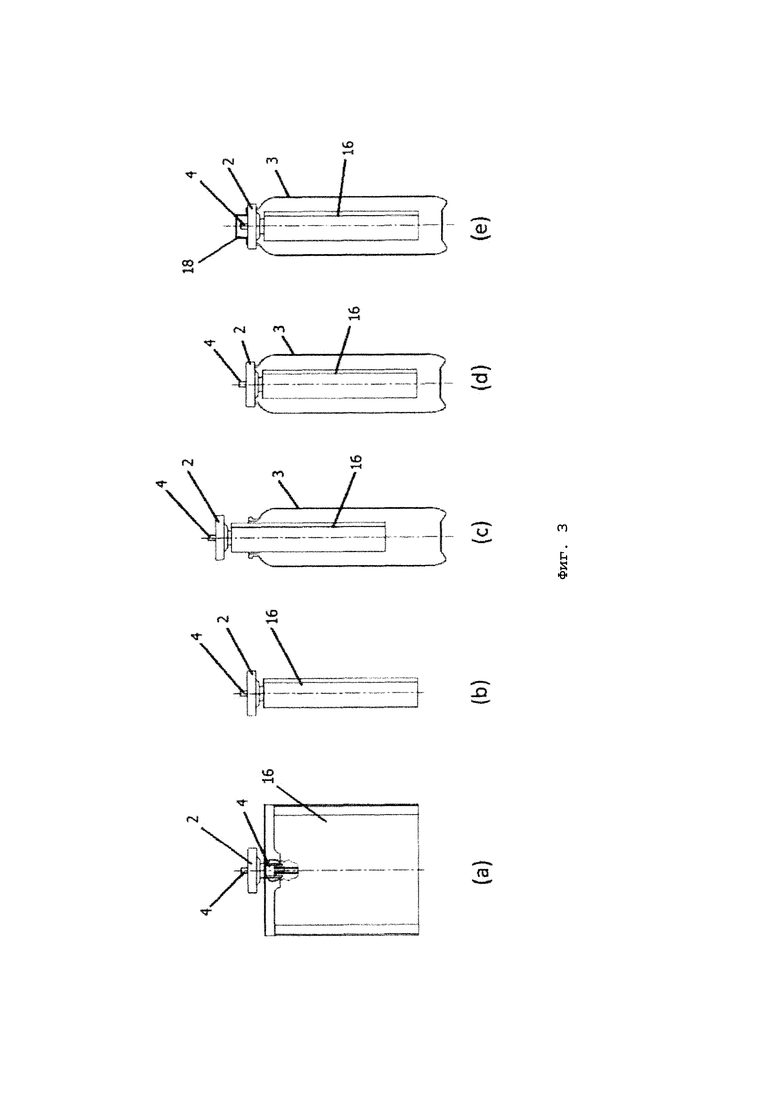
На Фиг. 3 показаны различные этапы способа сборки системы выдачи согласно второму аспекту настоящего изобретения.
Осуществление изобретения
Чертежи и нижеследующее описание относятся к вариантам выполнения различных аспектов настоящего изобретения лишь в качестве примера.
На Фиг. 1 показан пример системы 1 выдачи текучей среды согласно настоящему изобретению. Система 1 выдачи включает в себя манжету 2 клапана, контейнер 3 и клапан 4. Обычно при использовании внутренняя область контейнера 3 находится под давлением, при этом давление больше атмосферного давления. При хранении текучей среды внутри контейнера 3 это давление обычно составляет около 7 бар, хотя давление не ограничено этим значением и может принимать любое желаемое значение, ограниченное лишь ограничениями согласно региональным или государственным регулирующим документам. Клапан 4 в общем случае удерживается в фиксированном положении манжетой 2 клапана таким образом, что, когда пользователь прикладывает силу к клапану, клапан 4 приводится в действие в открытом положении. В этом положении разность давлений внутри и вне контейнера 3 побуждает текучую среду распределяться из контейнера 3 через клапан 4. Клапан 4 не показан на чертежах в каких-либо подробностях, поскольку может использоваться любой подходящий известный клапан.
Контейнер 3 содержит горлышко 5, определяющую отверстие 6, в которое вставлена манжета 2 клапана. Горлышко 5 также включает в себя край 7, который предпочтительно содержит кольцеобразный буртик 8.
Манжета 2 клапана содержит первую, внутреннюю часть 9, которая расположена в отверстии 6 контейнера 3, и вторую, кольцевую часть 10, которая закрывает край 7. Первая часть 9 выполнена с возможностью удержания клапана 4 обычным способом, и может быть предусмотрено множество усиливающих рёбер 11, расположенных между первой и второй частями 9 и 10. Предпочтительно первая часть 9 установлена с зацеплением в отверстии 6 горлышка 5 вокруг всей периферии первой части 9. Внешний диаметр первой части 9 и диаметр отверстия 6, таким образом, заданы для регулирования величины усилия, требуемого для помещения с вдавливанием манжеты 2 клапана в отверстие 6. Предпочтительно, внешний диаметр внутренней части 9 больше внутреннего диаметра отверстия 6 на от 0,05 мм до 0,15 мм включительно, и в частности на 0,10, перед вдавливанием первой части 9 в отверстие 6, для обеспечения установки с зацеплением. Как описано ниже, при сборке манжета 2 клапана вдавливается в отверстие 6 горлышка 5 с силой, которая предпочтительно составляет от 343 до 442 Н, то есть с силой приблизительно от 35 до 45 кгс. В частности, сила предпочтительно составляет около 392 Н, то есть около 40 кгс. В то же время, вторая часть 10 манжеты 2 клапана предпочтительно устанавливается с защёлкиванием на край 7 горлышка 5. Для этой цели вторая, кольцевая часть 10 манжеты 2 клапана, в которой помещается край 7 горлышка 5 контейнера 3, выполнена перевёрнутой U-образной формы. Предпочтительно вторая часть 10 U-образной формы содержит по меньшей мере один выступ 12 на поверхности внешней «ножки» 13 U-образной формы, которая обращена к горлышку 5 контейнера. Предпочтительно выступ 12 выполнен в форме кольцеобразного валика, который выполнен с возможностью фрикционного зацепления с горлышком 5 и установки с защёлкиванием на край 7 путём зацепления на буртике 8 и вокруг него.
Кроме того, U-образная вторая часть 10 содержит внутреннюю «ножку» 14, которая находится смежно с внутренней поверхностью горлышка 5, на уровне ниже уровня внешней «ножки» 13 и зацепления с защёлкиванием между выступом 12 и краем 7. Нижняя «ножка» 14 и горлышко 5 также являются смежными вокруг всей периферии первой части 9 манжеты 2 клапана, которая вставлена в горлышко 5. Это важно, поскольку контейнер 3 герметизируется после создания давления, как описано ниже, путём лазерной сварки манжеты 2 клапана и контейнера 3. Во время этого процесса смежные части манжеты 2 клапана и контейнера 3 сплавляются для формирования расплавленного сварного шва 15a и/или 15b. Шов 15a, 15b герметизирует контейнер 3, и периферийный контакт между первой частью 9 манжеты клапана и горлышком 5 гарантирует целостность расплавленного сварного шва 15a, 15b вокруг всего отверстия горлышка 5, которое закрывается первой частью 9 манжеты 2 клапана.
Для обеспечения выполнения лазерной сварки смежные части манжеты 2 клапана и горлышка должны быть выполнены из пластикового материала, поскольку в процессе сварки вырабатывается тепло, которое вызывает сплавление этих частей друг с другом, образуя расплавленный сварной шов 15a, 15b. Кроме того, во время лазерной сварки сфокусированный лазерный луч, показанный стрелкой с позицией 17 на Фиг. 1, направляется на смежные части манжеты 2 клапана и контейнера 3. В некоторых вариантах выполнения расплавленный сварной шов 15a расположен между внутренней частью 9 манжеты 2 клапана, которая вдавлена в отверстие 6 контейнера 3, и горлышком 5 контейнера ниже края 7. В других вариантах выполнения расплавленный сварной шов 15b расположен между краем 7 горлышка 5 контейнера 3 и внешней кольцевой частью 13 U-образной формы манжеты 2 клапана. В других вариантах выполнения у каждого контейнера 3 формируются два расплавленных сварных шва 15a и 15b в обоих из вышеупомянутых местоположений. Лазерный луч или лучи фокусируются на соответствующей поверхности сопряжения или поверхностях сопряжения между горлышком 5 и манжетой 2 клапана 2. Таким образом, пластиковый материал горлышка 5 контейнера 3 предпочтительно является прозрачным для лазерного излучения, в то время как пластиковый материал манжеты 2 клапана предпочтительно является поглощающим лазерное излучение.
При том, что та часть манжеты 2 клапана, которая смежна с соответствующим расплавленным сварным швом 15a, 15b, может быть снабжена пластиковой подкладкой, предпочтительно вся манжета 2 клапана состоит из одного или более поглощающих лазерное излучение полимеров. Кроме того, было обнаружено, что полностью кристаллизованные пластиковые материалы имеют тенденцию терять форму во время лазерной сварки вследствие высоких достигаемых температур. Это не происходит с полукристаллическими полимерами. Таким образом, с достижением преимущества предпочтительно вся манжета 2 клапана состоит из одного или более поглощающих лазерное излучение полукристаллических полимеров.
Полукристаллические полиэфиры имеют большую степень кристалличности по сравнению с более аморфными полиэфирами, и они не деформируются под воздействием температур выше 50°C. Кристаллизованные PET (CPET), PBT, PEN и сополимеры PEN/PET являются полукристаллическими полиэфирами или могут быть ими. Эти материалы являются особенно предпочтительными для упаковки благодаря прочим их свойствам и не только лишь благодаря их жёсткости при повышенных температурах. Однако в качестве полукристаллического материала также может быть использован любой полиэфир, который может быть полукристаллическим и не деформируется до надлежащей степени при высоких температурах. Кроме того, может быть использована любая смесь CPET, PBT, PEN и PEN/PET. Такие полимеры делаются поглощающими лазерное излучение посредством использования одной или более надлежащих добавок, таких как угольный чёрный или другие пигменты и наполнители, как известно специалистам в данной области техники.
Таким образом, предпочтительно пластиковый материал манжеты 2 клапана выбран из группы, состоящей из полукристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеуказанных материалов.
Пластиковое горлышко 5 контейнера 3 также предпочтительно выбрано из группы, состоящей из кристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеуказанных материалов. Предпочтительно весь контейнер 3 состоит из прозрачного для лазерного излучения пластикового материала. Следует понимать, что контейнер 3 также может быть цветным или даже непрозрачным, если используются особые непоглощающие красители, которые, опять же, известны специалистам в данной области техники.
Системы 1 выдачи текучей среды, которые герметизируются с использованием лазерной сварки согласно изобретению, соответствуют европейским стандартам безопасности благодаря обеспечению надлежащих характеристик изоляции при температурах выше 50°C, при этом также обеспечивая возможность выполнения как контейнера 3, так и манжеты 2 клапана из пластиковых материалов.
В соответствии со вторым аспектом настоящего изобретения теперь будет приведён пример способа сборки системы выдачи в соответствии со вторым аспектом настоящего изобретения с использованием манжеты 2 клапана и контейнера 3, описанных выше, с обращением, в частности, к Фиг. 3.
В этом способе к клапану 4 крепится мешок 16. Исходно клапан 3 соединяется с манжетой 2 клапана известным способом. В общем случае, может быть использован любой способ или соединение в зависимости от конструкции клапана 4 и манжеты 2 клапана. Затем мешок 16 соединяется с клапаном 4, как показано на Фиг. 3(a). Более конкретно, отверстие мешка 16 прикрепляется к нижней части клапана 4 таким образом, что клапан 4 сообщается по текучей среде с внутренней частью мешка 16 при его приведении в действие. Клапан 4 может быть снабжён любыми средствами, способствующими этому соединению. Мешок 16 может быть зафиксирован любым подходящим средством, таким как адгезивное соединение, сварка или зажим. Сочетание мешка 16 и клапана 4 в фиксированной конфигурации в общем называется ‘мешком на клапане’ (BoV). Мешок 16 предпочтительно является непроницаемым для жидкости, газа или текучей среды.
Когда мешок 16 надёжно прикреплён к клапану 4, мешок 16 может быть сложен для уменьшения его габаритов. Как показано на Фиг. 3(b), мешок 16 может быть сложен таким образом, что его габариты меньше диаметра манжеты 2 клапана. Предпочтительно его габариты меньше диаметра отверстия 6 контейнера 3, с которым должен быть собрана манжета 2 клапана таким образом, чтобы узел BoV мог быть вставлен в отверстие 6. Затем сложенный BoV вставляется непосредственно в контейнер 3, как показано на Фиг.3(c). На этом этапе BoV вставляется через отверстие 6 контейнера 3, оставаясь в сложенном состоянии для упрощения вставки.
Когда он частично вставлен, внутренняя область контейнера 3 может быть заполнена газом, предпочтительно газом-пропеллентом. Надлежащие пропелленты известны в данной области техники и не будут дополнительно рассмотрены в настоящем документе. Используемый способ предпочтительно представляет собой наполнение газом под колпачком, что по существу означает, что пропеллент пропускают под манжетой 2 клапана и в область между мешком 16 и внутренним объёмом контейнера 3. В настоящем изобретении во внутреннем объёме контейнера 3 может быть создано давление до величины 3 бар, предпочтительно от 1,5 до 2,5 бар включительно.
Когда создание давления в контейнере 3 завершено, первую часть 9 манжеты 2 клапана вдавливают в контейнер 3. Как описано выше, манжету 2 клапана вдавливают в отверстие 6 горлышка 5 с силой величиной от 343 до 442 Н, при этом предпочтительно сила имеет величину около 392 Н. В то же время, вторая часть 10 манжеты 2 клапана соединяется с защёлкиванием на краю 7 горлышка 5. Это гарантирует устойчивое соединение между манжетой 2 клапана и контейнером 3, которое выдержит давление, оказываемое на манжету 2 клапана находящимся под давлением содержимым контейнера 3. Как описано выше, соединение с зацеплением между манжетой 2 клапана и горлышком 5 контейнера 3 формируется путём изготовления внутренней части 9 манжеты 2 клапана таким образом, что она имеет внешний диаметр, который больше внутреннего диаметра отверстия 6 на от 0,05 мм до 0,15 мм включительно, и, в частности, на 0,10 мм.
Затем систему 1 выдачи герметизируют путём сплавления пластиковых материалов манжеты 2 клапана и контейнера 3 друг с другом с образованием расплавленного сварного шва 15a и/или 15b путём лазерной сварки. Во время этого процесса один или более сфокусированных лазерных лучей 17 направляют на поверхность сопряжения между манжетой 2 клапана и горлышком 5 контейнера, как описано выше и более подробно показано на Фиг. 1. Предпочтительно контейнер 3 поворачивают относительно луча или лучей 17 таким образом, чтобы расплавленный сварной шов 15a и/или 15b формировался вокруг всего отверстия 6 в горлышке 5 вокруг всей периферии первой части 9 манжеты 2 клапана.
Когда лазерная сварка завершена, систему 1 выдачи наполняют текучей средой, подлежащей выдаче. Обычно её пропускают в мешок 16 через клапан 4 по надлежащим каналам, предусмотренным для этих целей, которые после этого закрываются. Давление в контейнере 3 повышается по мере наполнения мешка 16 текучей средой. Предпочтительно давление повышается до около 6 - 8 бар, предпочтительно от 6,5 до 7,5 бар. Это повышение давления помогает выдавать текучую среду, когда пользователь приводит в действие клапан 50.
Также возможны дополнительные этапы сборки, такие как добавление защитного верхнего колпачка 18, закрывающего открытую часть клапана 4, как показано на Фиг. 3(e). Также на внешнюю поверхность контейнера 3 может быть нанесена оболочка из усадочной плёнки (не показана).
При том, что вышеописанный способ раскрывает способ сборки системы выдачи с BOV, следует понимать, что возможны другие способы согласно настоящему изобретению, которые не включают в себя мешок 16. В системах выдачи, в которых не используется мешок 16, внутренний объём контейнера 3 заполняется текучей средой, подлежащей выдаче, перед вдавливанием манжеты 2 клапана в контейнер. Затем после формирования расплавленного сварного шва к содержимому контейнера добавляют пропеллент по каналам в клапане 4 обычным способом.
Настоящее изобретение относится к усовершенствованию выполнения уплотнения и соединения между манжетой клапана и контейнером для выдачи текучей среды, хранимой под давлением, а также к способу сборки такой системы выдачи для выдачи текучей среды, хранимой под давлением. Система выдачи текучей среды содержит контейнер для хранения текучей среды под давлением, причём контейнер содержит горлышко, образующее отверстие, клапан и манжету клапана, выполненную с возможностью поддержки клапана и закрытия отверстия контейнера. Причём смежные участки манжеты клапана и горлышка состоят из пластиковых материалов. При этом упомянутые пластиковые материалы манжеты клапана и горлышка сплавлены с образованием расплавленного сварного шва путём лазерной сварки, таким образом герметизируя контейнер. Манжета клапана установлена с зацеплением в горлышке контейнера с контактом между упомянутыми пластиковыми материалами манжеты клапана и горлышка вокруг всей периферии той части манжеты клапана, которая вставлена в горлышко. Манжета клапана содержит внутреннюю часть, которая расположена в отверстии контейнера, и при этом внешний диаметр внутренней части манжеты клапана перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра упомянутого отверстия на от 0,05 мм и 0,15 мм включительно для обеспечения упомянутой установки с зацеплением. Группа изобретений также относится к способу сборки системы выдачи для выдачи текучей среды, хранимой под давлением, причём способ включает в себя этапы, на которых обеспечивают манжету клапана по меньшей мере с периферийным участком, который состоит из пластикового материала, причём манжета клапана включает в себя клапан. Обеспечивают контейнер, причём контейнер является подходящим для хранения текучей среды под давлением и содержит горлышко, которое состоит из пластикового материала и которое образует отверстие. Размещают манжету клапана в отверстии контейнера. Заполняют внутренний объём контейнера и вдавливают манжету клапана в горлышко контейнера. Сплавляют упомянутые пластиковые материалы манжеты клапана и горлышка друг с другом, формируя расплавленный сварной шов путём лазерной сварки, таким образом герметизируя контейнер. При этом манжету клапана вдавливают в горлышко контейнера с силой от 343 до 442 Н. Манжета клапана содержит внутреннюю часть, которая расположена в отверстии контейнера, и при этом внешний диаметр упомянутой внутренней части перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра упомянутого отверстия на от 0,05 мм и 0,15 мм включительно для обеспечения установки с зацеплением между манжетой клапана и горлышком контейнера. Группа изобретений обеспечивает создание системы выдачи, характеризующаяся достаточными характеристиками по герметичности при температурах выше 50°C, которая позволяет изготавливать контейнер и манжету клапана из пластиковых материалов, чтобы воспользоваться значительными преимуществами этих материалов. 2 н. и 26 з.п. ф-лы, 3 ил.
1. Система выдачи текучей среды, содержащая:
контейнер для хранения текучей среды под давлением, причём контейнер содержит горлышко, образующее отверстие;
клапан; и
манжету клапана, выполненную с возможностью поддержки клапана и закрытия отверстия контейнера, причём смежные участки манжеты клапана и горлышка состоят из пластиковых материалов; и при этом
упомянутые пластиковые материалы манжеты клапана и горлышка сплавлены с образованием расплавленного сварного шва путём лазерной сварки, таким образом герметизируя контейнер,
в которой манжета клапана установлена с зацеплением в горлышке контейнера с контактом между упомянутыми пластиковыми материалами манжеты клапана и горлышка вокруг всей периферии той части манжеты клапана, которая вставлена в горлышко, и
в которой манжета клапана содержит внутреннюю часть, которая расположена в отверстии контейнера, и при этом внешний диаметр внутренней части манжеты клапана перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра упомянутого отверстия на от 0,05 мм и 0,15 мм включительно для обеспечения упомянутой установки с зацеплением.
2. Система выдачи текучей среды по п. 1, в которой пластиковый материал горлышка контейнера является прозрачным для лазерного излучения, а пластиковый материал манжеты клапана является поглощающим лазерное излучение.
3. Система выдачи текучей среды по п. 1 или 2, в которой пластиковый материал манжеты клапана является полукристаллическим полимером.
4. Система выдачи текучей среды по п. 3, в которой пластиковый материал манжеты клапана выбран из группы, состоящей из полукристаллических PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеупомянутых материалов.
5. Система выдачи текучей среды по п. 3 или 4, когда они зависят от п. 2, в которой вся манжета клапана состоит из одного или более поглощающих лазерное излучение полукристаллических полимеров.
6. Система выдачи текучей среды по п.1, в которой внешний диаметр внутренней части манжеты клапана перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра отверстия на 0,10 мм.
7. Система выдачи текучей среды по п.1 или 6, в которой расплавленный сварной шов находится между внутренней частью манжеты клапана, которая вдавлена в отверстие контейнера, и горлышком контейнера.
8. Система выдачи текучей среды по любому из пп. 1-6, в которой манжета клапана содержит внешнюю кольцевую часть, которая образует U-образную форму, в которой находится край горлышка контейнера.
9. Система выдачи текучей среды по п. 8, в которой расплавленный сварной шов или дополнительный расплавленный сварной шов находится между краем горлышка контейнера и U-образной внешней кольцевой частью манжеты клапана.
10. Система выдачи текучей среды по п. 7 или 8, в которой U-образная кольцевая часть содержит «ножку», которая смежна с внутренней поверхностью горлышка.
11. Система выдачи текучей среды по любому из пп. 1-10, в которой манжета клапана установлена с защёлкиванием вокруг края горлышка контейнера.
12. Система выдачи текучей среды по любому из пп. 1-11, в которой пластиковый материал горлышка контейнера выбран из группы, состоящей из: кристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеупомянутых материалов.
13. Система выдачи текучей среды по п. 2, в которой весь контейнер состоит из прозрачного для лазерного излучения пластикового материала.
14. Способ сборки системы выдачи для выдачи текучей среды, хранимой под давлением, причём способ включает в себя этапы, на которых:
обеспечивают манжету клапана по меньшей мере с периферийным участком, который состоит из пластикового материала, причём манжета клапана включает в себя клапан;
обеспечивают контейнер, причём контейнер является подходящим для хранения текучей среды под давлением и содержит горлышко, которое состоит из пластикового материала и которое образует отверстие;
размещают манжету клапана в отверстии контейнера;
заполняют внутренний объём контейнера;
вдавливают манжету клапана в горлышко контейнера; и
сплавляют упомянутые пластиковые материалы манжеты клапана и горлышка друг с другом, формируя расплавленный сварной шов путём лазерной сварки, таким образом герметизируя контейнер,
в котором манжету клапана вдавливают в горлышко контейнера с силой от 343 до 442 Н, и
в котором манжета клапана содержит внутреннюю часть, которая расположена в отверстии контейнера, и при этом внешний диаметр упомянутой внутренней части перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра упомянутого отверстия на от 0,05 мм и 0,15 мм включительно для обеспечения установки с зацеплением между манжетой клапана и горлышком контейнера.
15. Способ по п. 14, в котором перед заполнением внутреннего объёма контейнера способ содержит дополнительные этапы, на которых обеспечивают мешок, прикрепляют клапан к отверстию мешка, изолируют мешок с клапаном для текучей среды и вставляют мешок в контейнер.
16. Способ по п. 15, в котором создают давление во внутреннем объёме контейнера посредством пропеллента, а мешок наполняют текучей средой, подлежащей выдаче, после формирования расплавленного сварного шва.
17. Способ по п. 16, в котором во внутреннем объёме контейнера между внутренней стенкой контейнера и внешней поверхностью мешка создают давление до 13 бар.
18. Способ по п. 17, в котором во внутреннем объёме контейнера между внутренней стенкой контейнера и внешней поверхностью мешка создают давление до 3 бар.
19. Способ по п. 14, в котором внутренний объём контейнера заполняют текучей средой, подлежащей выдаче, и добавляют пропеллент к содержимому контейнера после формирования расплавленного сварного шва.
20. Способ по п. 14, в котором манжету клапана вдавливают в горлышко контейнера с силой около 392 Н.
21. Способ по п. 14, в которой внешний диаметр внутренней части манжеты клапана перед вдавливанием манжеты клапана в отверстие контейнера больше внутреннего диаметра отверстия на 0,10 мм.
22. Способ по п. 14 или 21, в котором расплавленный сварной шов расположен между внутренней частью манжеты клапана, которая вдавлена в отверстие контейнера, и горлышком контейнера.
23. Способ по любому из пп. 14-22, в которой манжета клапана содержит внешнюю кольцевую часть, которая образует U-образную форму, в которой находится край горлышка контейнера, и при этом расплавленный сварной шов или дополнительный расплавленный сварной шов расположен между краем горлышка контейнера и U-образной внешней кольцевой частью манжеты клапана.
24. Способ по любому из пп. 14-23, в котором манжета клапана установлена с защёлкиванием вокруг края горлышка контейнера.
25. Способ по любому из пп. 14-24, в котором манжета клапана состоит из полукристаллического полимера, поглощающего лазерное излучение.
26. Способ по п. 25, в котором манжета клапана состоит из полукристаллического полимера, поглощающего лазерное излучение, выбранного из группы, состоящей из полукристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеупомянутых материалов.
27. Способ по любому из пп. 14-26, в котором контейнер состоит из пластикового материала, прозрачного для лазерного излучения.
28. Способ по п. 27, в котором контейнер состоит из пластикового материала, прозрачного для лазерного излучения, выбранного из группы, состоящей из: кристаллизованных PET, PBT, PEN, сополимеров PEN/PET, POM, акрилонитрила, полипропилена или смеси любых из вышеупомянутых материалов.
| DE 102013107061 A1, 08.01.2015 | |||
| US 2005155980 A1, 21.07.2005 | |||
| WO 2016205022 A1, 22.12.2016. |

