Настоящее изобретение относится к способу контроля металлической поверхности детали.
В патентном документе FR 3,020,678 раскрывается способ фототермического контроля поверхности детали.
Согласно данному способу, производится сканирование поверхности детали двумя аналогичными сканирующими устройствами, каждое из которых содержит элемент, являющийся источником тепла. В связи с этим каждое устройство содержит лазер, служащий для испускания лазерного луча, и гониометр, который может отклонять лазерный луч в сторону поверхности.
Это дает возможность производить неразрушающий контроль металлической поверхности детали.
Как правило, в данном способе используется лазерный луч с длиной волны практически равной 1064 нм, которая обычно применяется в областях, где требуется высокая тепловая мощность.
Однако такой лазерный луч представляет собой опасность для оператора, выполняющего операцию контроля. В частности, такой лазерный луч может необратимо повредить глаза оператора, не имеющего соответствующих защитных средств. Таким образом, требование использовать защитное снаряжение является строго обязательным для любого оператора, и это защитное снаряжение обычно надевают и не снимают во время операции контроля.
Это делает данный способ контроля более трудновыполнимым, замедляет его осуществление, в частности, на месте проведения работ, и, следовательно, ставит под вопрос регулярность выполнения контроля.
Одна из задач настоящего изобретения заключается в создании устройства для более простого в реализации контроля металлической поверхности детали.
Для решения этой задачи настоящее изобретение предлагает способ контроля вышеупомянутого типа, включающий в себя следующие операции:
- обеспечение первого лазера для генерирования первого лазерного луча с первой длиной волны от 1000 нм до 1100 нм и мощностью более 1 Вт;
- обеспечение второго лаза для генерирования второго лазерного луча со второй длиной волны от 1500 нм до 1800 нм и мощностью более 1 Вт;
- обеспечение оптической системы, содержащей вход для лазерного луча и устройство, предназначенное для направления лазерного луча на металлическую поверхность и сканирования металлической поверхности лазерным лучом;
- активирование первого или второго лазера и направление первого или второго лазерного луча на вход оптической системы;
- сканирование металлической поверхности первым или вторым лазерным лучом, переданным оптической системой;
- получение по меньшей мере одного изображения инфракрасного излучения, испускаемого металлической поверхностью.
Наличие двух лазеров дает возможность выбирать наиболее подходящий для применения в конкретном случае. Лазерный луч с длиной волны от 1500 до 1800 нм не проникает в глаз человека, что значительно упрощает средства защиты, которые необходимо использовать при данном способе контроля.
Способ контроля согласно настоящему изобретению может содержать один или несколько признаков, которые могут использоваться отдельно или в любых технически возможных комбинациях:
- в процессе сканирования происходит нагрев металлической поверхности лазерным лучом, направленным оптической системой;
- оптическая система содержит оптические элементы, которые имеют одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны;
- предлагаемый способ включает в себя операцию обработки оптической поверхности по меньшей мере одного из оптических элементов, таким образом, чтобы указанный оптический элемент имел одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны;
- предлагаемый способ предназначен для контроля новых деталей на производственном участке, при этом производится активация первого лазера, и первый лазерный луч направляют на вход оптической системы;
- предлагаемый способ предназначен также для контроля уже используемых деталей, при этом производится активация второго лазера, и второй лазерный луч направляют на вход оптической системы; и/или
- изображение ИК-излучения получают с помощью одного и того же датчика для первого лазера и для второго лазера.
Объектом изобретения является также устройство для контроля металлической поверхности детали, содержащее:
- первый лазер для генерирования первого лазерного луча с первой длиной волны от 1000 нм до 1100 нм и мощностью более 1 Вт;
- второй лазер для генерирования второго лазерного луча со второй длиной волны от 1500 нм до 1800 нм и мощностью более 1 Вт;
- оптическую систему, содержащую вход для лазерного луча и устройство, предназначенное для направления лазерного луча на металлическую поверхность и сканирования металлической поверхности лазерным лучом;
- датчик, подходящий для получения по меньшей мере одного изображение ИК-излучения, испускаемого металлической поверхностью;
при этом либо первый, либо второй лазерный луч может направляться на вход оптической системы.
Устройство контроля согласно настоящему изобретению может содержать один или несколько признаков, которые могут использоваться отдельно или в любых технически возможных комбинациях:
- оптическая система содержит оптические элементы, которые имеют одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны; и/или
- по меньшей мере один из оптических элементов имеет обработанную оптическую поверхность, так что указанный оптический элемент имеет одинаковые свойства поглощения и пропускания на первой длине волны и на второй длине волны.
Настоящее изобретение станет более понятным после ознакомления с приведенным ниже подробным описанием одного из возможных вариантов его осуществления, приводимым исключительно в качестве примера, со ссылками на прилагаемые чертежи, на которых:
фиг. 1 – схема устройства контроля согласно возможному варианту осуществления настоящего изобретения; и
фиг. 2 – схема способа контроля согласно возможному варианту осуществления настоящего изобретения.
Описываемый способ контроля является способом активного фототермического типа. Данный способ называется активным потому, что контролируемая деталь в процессе контроля подвергается нагреву. Данный способ называется фототермическим, поскольку он основан на получении инфракрасных (ИК) изображений нагреваемой детали.
Этот способ, в частности, пригоден для обнаружения блокирующих или неблокирующих дефектов промышленных компонентов. Он особенно хорошо подходит для металлических деталей, в частности, металлических компонентов атомных электростанций.
Данный способ контроля предназначен для выполнения механизированного, автоматизированного или роботизированного контроля таких деталей в процессе производства или во время техобслуживания.
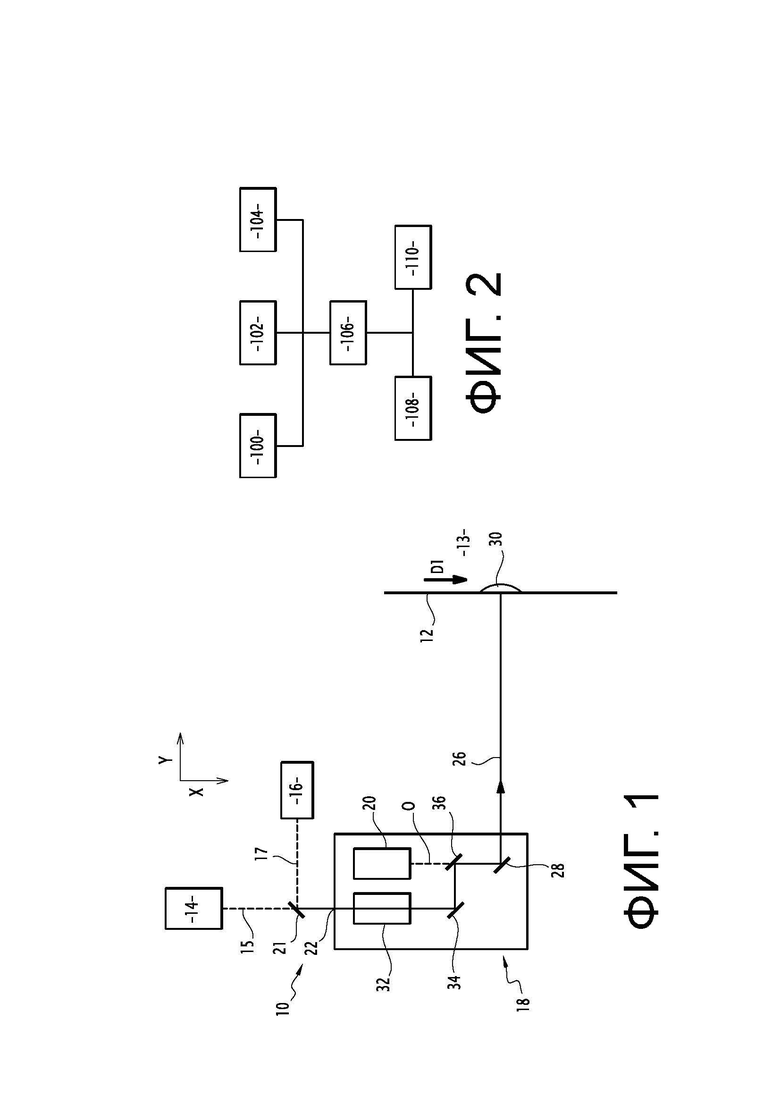
На фиг. 1 приведена схема устройства контроля 10 согласно одному из возможных вариантов осуществления настоящего изобретения.
Устройство 10 предназначено для контроля металлической поверхности 12 детали 13.
Устройство 10 включает в себя первый лазер 14, второй лазер 16, оптическую систему 18 и датчик 20.
Первый лазер 14 служит для генерирования первого лазерного луча 15 с первой длиной волны от 1000 до 1100 нм, в частности равной 1064 нм, и мощностью более 1 Вт.
Предпочтительно, первый лазер 14 способен проверять и изменять мощность первого лазерного луча в заданном интервале.
Первый лазер 14 может находиться в активированном состоянии, в котором он генерирует первый лазерный луч, и в выключенном состоянии, в котором данный генератор не генерирует лазерный луч.
Первый лазерный луч 15 направлен, например, в продольном направлении X.
Второй лазер 16 предназначен для генерирования второго лазерного луча 17 со второй длиной волны, составляющей от 1500 до 1800 нм, и мощностью, достаточной для создания разности температур при наличии по меньшей мере одного дефекта. Мощность второго лазерного луча составляет, как правило, более 1 Вт, в частности более 10 Вт.
Второй лазерный луч имеет особую геометрию. Он может быть, например, расходящимся лучом.
Предпочтительно, второй лазер 16 способен проверять и изменять мощность второго лазерного луча в заданном интервале.
Второй лазер 16 может находиться в активированном состоянии, в котором он генерирует второй лазерный луч, и в выключенном состоянии, в котором данный генератор не генерирует лазерный луч.
Второй лазерный луч 17, например, может быть ориентирован в продольном направлении Y, перпендикулярном продольному направлению X.
Первый лазерный луч 15 и второй лазерный луч 17 ориентированы таким образом, что если они оба находятся во включенном состоянии, они пересекутся в точке пересечения.
В точке пересечение расположен оптический элемент 21, который направляет по меньшей мере частично первый лазерный луч 15 и второй лазерный луч 17 в оптическую систему.
В качестве оптического элемента 21 может быть использовано, например, полуотражающее зеркало.
Первый лазерный луч 15 по меньшей мере частично пересекает полуотражающее зеркало, не отклоняясь, а оптическое устройство 18 расположено практически на одной оси в продольном направлении X с первым лазером 14.
Второй лазерный луч 17 по меньшей мере частично отражается полуотражающим зеркалом под углом практически равным 45°.
За точкой пересечения траектории первого лазерного луча 15 и второго лазерного луча 17 сливаются, в данном случае, проходя практически вместе в продольном направлении X.
Оптическая система 18 содержит вход 22 для лазерного луча 26 и устройство 24, предназначенное для направления лазерного луча 26 на металлическую поверхность 12 и сканирования металлической поверхности 12 лазерным лучом 26.
Во вход 22 оптической системы 18 может входить либо первый лазерный луч 15, либо второй лазерный луч 17, в частности, благодаря конструкции оптического устройства 21 в точке пересечения.
Оптическая система 18 содержит оптические элементы.
Оптическая система 18 содержит сканирующее устройство 28 для сканирования лазерным лучом, содержащее по меньшей мере один из оптических элементов, например, зеркало или гониометр, ориентация которого относительно поверхности 12 может изменяться. Таким образом, сканирующее устройство 28 может осуществлять сканирование лазерным лучом 26 металлической поверхности.
Путь прохождения лазерного луча, передаваемого на вход 22 оптической системы 18, ограничивается оптическими элементами.
Эти оптические элементы имеют одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
По меньшей мере один из оптических элементов имеет обработанную оптическую поверхность, так что указанный оптический элемент имеет одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
Обработка указанной оптической поверхности заключается, например, в нанесении слоя, содержащего боросиликатное стекло или боросиликатный крон, например, известного под маркой N-BK7 или BK7 (зарегистрированные товарные знаки). Как вариант или дополнительно, по меньшей мере один из оптических элементов по своей природе имеет одинаковые свойства поглощения и пропускания на первой длине волны и на второй длине волны.
Таким образом, первый лазерный луч и второй лазерный луч имеют одинаковый путь прохождения в оптической системе 18.
На фиг. 1 показан один из возможных примеров оптических элементов и соответствующего пути прохождения лазерного луча.
Например, оптическая система 18 содержит (по порядку, вдоль пути прохождения лазерного луча) следующие оптические элементы:
- оптическое средство для генерирования лазерного луча 32;
- отражающее зеркало 34;
- дихроичный фильтр 36; и
- сканирующее устройство 28, в данном случае, гониометр.
Оптическое средство для генерирования лазерного луча 32, в частности, служит для генерирования лазерного луча, имеющего геометрию в форме линии в плоскости сечения, перпендикулярной лучу от лазерного луча, имеющего геометрию в форме точки в плоскости сечения, перпендикулярной лучу. Таким образом, луч образует форму листа в трех измерениях.
Оптическое средство для генерирования лазерного листа содержит, например, цилиндрическую линзу.
Зеркало 34 отражает луч.
Дихроичный фильтр 36 отражает любой луч с длиной волны от 1000 нм до 1100 нм или от 1500 нм до 1800 нм.
Дихроичный фильтр, кроме того, пропускает длины волн данного спектра, например, соответствующие рабочему спектру датчика 20.
Зеркало 34 и дихроичный фильтр 36 расположены относительно траектории лазерного луча под углом, практически равным 45°. Таким образом, зеркало 34 и дихроичный фильтр 36 отражают лазерный луч под прямым углом.
Сканирующее устройство 28 образует угол от 45° минус угол сканирования до 45° плюс угол сканирования. Полное открытие сканирующего устройства составляет от -45° до +45°.
Возможны также другие варианты реализации, касающиеся природы и устройства оптических элементов.
Лазерный луч 26 направляется сканирующим устройством 28 на поверхность 12 и приводит к повышению температуры (создает тепловой вклад 30) на поверхности 12.
Датчик 20 может получать по меньшей мере одно изображение из ИК-излучения, испускаемого металлической поверхностью 12.
Датчик 20 определяет длины волн рабочего спектра от 2000 нм до 0,1 мм, в частности, от 3 мкм до 5 мкм, или от 8 мкм до 12 мкм.
В качестве датчика 20 может использоваться, например, цифровая ИК-камера с оптической осью O.
Часть ИК-излучения, излучаемого металлической поверхностью 12, передается на оптическую систему на выходе, будучи отраженным сканирующим устройством 28 и переданным дихроичным фильтром 36. Датчик 20, например, может быть расположен таким образом, что указанная часть излучения захватывается датчиком 20 после передачи дихроичным фильтром. Оптическая ось O образует с дихроичным фильтром угол 45°.
Лазерный луч 26 на выходе оптического устройства 18 совпадает с оптической осью O датчика 20, т.е. лазерный луч 26 проходит параллельно оптической оси O.
Дихроичный фильтр, в частности, дает возможность защитить датчик от возврата лазерного луча. Действительно, лазерный луч может быть частично отражен или может генерировать вторичный луч, взаимодействующий с поверхностью и образующий возвратный луч. Если этот возвратный луч попадет в датчик, он может его повредить. Дихроичный фильтр не пропускает первую и вторую длины волн, и, таким образом, предотвращает возврат лазерного луча в датчик 20.
Датчик 20 может получать множество изображений во множество моментов.
В одном из возможных вариантов реализации датчик 20 служит для получения изображений, причем при этом исследуется вся поверхность 12.
Как вариант, датчик 20 может получать изображения только какой-то области поверхности, и такой датчик 20 служит для получения изображений всей данной области поверхности. Эта зона содержит или расположена рядом с тепловым вкладом, создаваемым на поверхности 12 лазерным лучом 26.
Обратившись к фиг. 2, мы рассмотрим теперь способ контроля металлической поверхности детали.
Предлагаемый способ может быть реализован, например, с помощью описанного выше устройства контроля.
Способ контроля включает в себя следующие операции:
- обеспечение первого лазера 100;
- обеспечение второго лазера 102;
- обеспечение оптической системы 104;
- активирование первого или второго лазера и направление первого или второго лазерного луча на вход оптического устройства 106;
- сканирование 108 металлической поверхности первым или вторым лазерным лучом, переданным оптической системой;
- получение 110 по меньшей мере одного изображения ИК-излучения, испускаемого металлической поверхностью.
Оптическая система, первый лазер и второй лазер аналогичны описанным выше.
Кроме того, при необходимости способ может включать в себя операцию обработки оптической поверхности по меньшей мере одного из оптических элементов оптической системы, таким образом, чтобы указанный оптический элемент имел одинаковые свойства поглощения и пропускания на первой длине волны и на второй длине волны.
Активируется только один из двух лазерных генераторов, т.е. либо первый, либо второй лазерный генератор, таким образом, чтобы на вход 22 оптической системы 18 передавался только один лазерный луч (из первого и второго лазерных лучей), как было указано выше.
Переданный лазерный луч 26 на входе 22, таким образом, имеет длину волны от 1000 нм до 1100 нм и мощность более 1 Вт, или длину волны от 1500 нм до 1800 нм и мощность более 1 Вт, предпочтительно, более 10 Вт.
Такой луч, переданный на вход 22 оптической системы 18, в частности, подходит для осуществления предлагаемого способа.
В одном из возможных вариантов реализации предлагается способ контроля на производственном участке. В этом случае активируется первый лазер, и на вход оптической системы передается первый лазерный луч.
Первый лазерный луч имеет первую длину волны от 1,000 нм до 1,100 нм и мощность более 1 Вт.
Как вариант, данный способ предлагается для контроля уже эксплуатируемой детали. В этом случае производится активация второго лазера, и на вход оптической системы передается второй лазерный луч.
Деталь, например, может представлять собой рабочее колесо или диск турбины.
Второй лазерный луч имеет длину волны от 1,500 нм до 1,800 нм и мощность более 1 Вт, предпочтительно, более 10 Вт.
Предлагаемый способ не требует обязательного использования устройства контроля, если лазерный луч имеет длину волны от 1000 нм до 1100 нм. Таким образом, проведение контроля на производственном участке упрощается.
Лазерный луч 26 посылается на поверхность 12, и с помощью оптической системы 18 выполняется сканирование этой поверхности.
Например, сканирование может производиться по множеству линий, практически параллельных первому направлению D1.
Во время сканирования лазерный луч 26, испускаемый оптической системой 18, создает тепловой вклад 30 на поверхности 12.
Этот тепловой вклад 30 может иметь любую форму.
Например, он может иметь форму удлиненного сегмента в направлении, перпендикулярном первому направлению D1, создаваемого в результате генерирования лазерного листа 32 оптической системой. Такой сегмент может иметь длину от 10 мм до 30 мм и толщину от 1 мм до 3 мм на поверхности 12.
Как вариант, тепловой вклад 30 может представлять собой точку, перемещающуюся с высокой скоростью в направлении перпендикулярно первому направлению D1, с целью образования сегмента. Это делается, например, с одной стороны, в ходе операции сканирования 108 путем сканирования поверхности лазерным лучом с первой скоростью в направлении, перпендикулярном первому направлению D1, и с другой стороны, сканирования со второй скоростью вдоль первого направления D1, и оптическая система 18 в этом случае не содержит оптическое средство, генерирующее лазерный лист 32. Первая скорость намного выше, чем вторая скорость.
Тепловой вклад 30 может также иметь форму круга, эллипса, прямоугольника или любую другую подходящую форму.
Сканирование 108 производится с перекрытием теплового вклада, таким образом, что каждая точка поверхности при таком способе контроля испытывает воздействие теплового вклада вследствие передаваемого лазерного луча 26.
Датчик 12 снимает по меньшей мере одно изображение ИК-излучения, испускаемого металлической поверхностью 20.
Изображение ИК-излучения снимается одним и тем же самым датчиком 20, как переданного лазерного луча, т.е. первого лазерного луча или второго лазерного луча.
В одном из вариантов реализации датчик 20 каждый раз снимает изображение всех ИК-излучений, испускаемых поверхностью 12. В ходе сканирования 108 осуществляется съемка множества изображений ИК-излучения поверхности 12.
Как вариант, датчик 20 при каждой съемке может получать изображение ИК-излучения, испускаемого областью поверхности. Область сканируется с перекрытием на всей контролируемой поверхности, одновременно с передачей лазерного луча 26. Сканирование области производится, например, по множеству линий, практически параллельных первому направлению D1.
Эта зона содержит или расположена рядом с тепловым вкладом, создаваемым на поверхности 12 лазерным лучом 26. Датчик 20 снимает множество изображений ИК-излучения во время сканирования и сканирования 108 металлической поверхности лазерным лучом.
Затем полученные изображения обрабатываются таким образом, чтобы обнаружить дефекты в детали. Способы, дающие возможность обработки изображений, известны из существующего уровня развития техники, например, из патентного документа FR 3,020,678.
Наличие двух лазеров с различными характеристиками дает возможность выбирать наиболее подходящий лазерный луч для применения в конкретном случае. Например, на производственном участке установка всех необходимых приспособлений, обеспечивающих соблюдение требований безопасности при использовании лазерного луча с длиной волны от 1000 нм до 1100 нм, без значительного замедления проведения операции контроля может оказаться затруднительной. Таким образом, использование лазерного луча с длиной волны от 1500 нм до 1800 нм в таком случае будет более целесообразным, поскольку такой лазерный луч ограничивает риски, и, следовательно, необходимость применения специального защитного оборудования и приспособлений. Кроме того, мощность лазерного луча выше 1 Вт, предпочтительно, выше 10 Вт, дает возможность проникновения внутрь поверхности, контролирование которой производится.
Изобретение относится к области контроля изделий оптическими средствами и касается способа контроля металлической поверхности детали. Способ включает в себя этапы, на которых обеспечивают наличие первого лазера для с первой длиной волны от 1000 до 1100 нм и мощностью более 1 Вт, обеспечивают наличие второго лазера со второй длиной волны от 1500 до 1800 нм и мощностью более 1 Вт, обеспечивают наличие оптической системы, содержащей вход для лазерного луча и устройство, предназначенное для направления лазерного луча на металлическую поверхность и сканирования металлической поверхности лазерным лучом. При осуществлении способа активируют первый или второй лазер и передают первый или второй лазерный луч на вход оптической системы, сканируют металлическую поверхность первым или вторым лазерным лучом, переданным оптической системой, и снимают по меньшей мере одно изображение ИК-излучения, испускаемого металлической поверхностью. Технический результат заключается в упрощении и ускорении процесса измерений, а также в повышении безопасности способа. 2 н. и 8 з.п. ф-лы, 2 ил.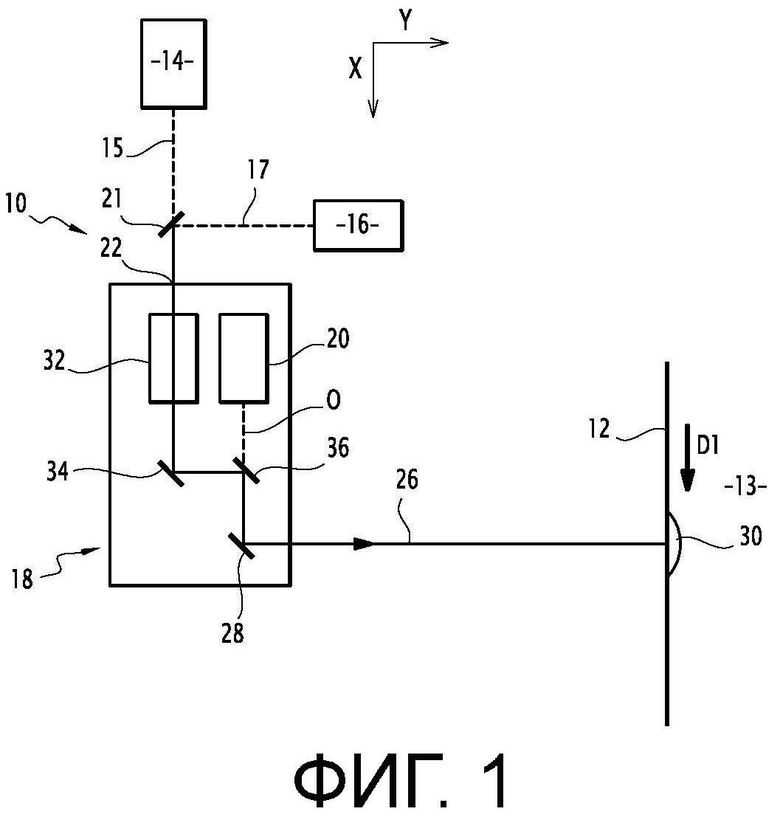
1. Способ контроля металлической поверхности детали, включающий этапы, на которых:
- обеспечивают наличие первого лазера для генерирования первого лазерного луча с первой длиной волны от 1000 до 1100 нм и мощностью более 1 Вт;
- обеспечивают наличие второго лазера для генерирования второго лазерного луча с второй длиной волны от 1500 до 1800 нм и мощностью более 1 Вт;
- обеспечивают наличие оптической системы, содержащей вход для лазерного луча и устройство, предназначенное для направления лазерного луча на металлическую поверхность и сканирования металлической поверхности лазерным лучом;
- активируют первый или второй лазер и передают первый или второй лазерный луч на вход оптической системы;
- сканируют металлическую поверхность первым или вторым лазерным лучом, переданным оптической системой;
- снимают по меньшей мере одно изображение ИК-излучения, испускаемого металлической поверхностью.
2. Способ контроля по п. 1, отличающийся тем, что в процессе сканирования металлическую поверхность нагревают лазерным лучом, передаваемым оптической системой.
3. Способ контроля по п. 1 или 2, отличающийся тем, что оптическая система содержит оптические элементы, которые имеют одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
4. Способ контроля по п. 3, включающий обработку оптической поверхности по меньшей мере одного из указанных оптических элементов оптической системы, так чтобы указанный оптический элемент имел одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
5. Способ контроля по п. 1 или 2, который предназначен для контроля новых деталей на производственном участке, при этом активируют первый лазер и первый лазерный луч направляют на вход оптической системы.
6. Способ контроля по п. 1 или 2, который предназначен для контроля уже используемых деталей, при этом активируют второй лазер и второй лазерный луч направляют на вход оптической системы.
7. Способ контроля по п. 1 или 2, отличающийся тем, что изображение ИК-излучения снимают одним и тем же датчиком для первого лазера и для второго лазера.
8. Устройство для контроля металлической поверхности детали, содержащее:
- первый лазер для генерирования первого лазерного луча с первой длиной волны от 1000 до 1100 нм и мощностью более 1 Вт;
- второй лазер для генерирования второго лазерного луча со второй длиной волны от 1500 до 1800 нм и мощностью более 1 Вт;
- оптическую систему, содержащую вход для лазерного луча и устройство, предназначенное для направления лазерного луча на металлическую поверхность и сканирования металлической поверхности лазерным лучом;
- датчик, подходящий для съемки по меньшей мере одного изображения ИК-излучения, испускаемого металлической поверхностью;
при этом первый лазерный луч или второй лазерный луч является подходящим для передачи его на вход оптической системы.
9. Устройство контроля по п. 8, отличающееся тем, что оптическая система содержит оптические элементы, которые имеют одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
10. Устройство контроля по п. 9, отличающееся тем, что по меньшей мере один из оптических элементов имеет обработанную оптическую поверхность, так что указанный оптический элемент имеет одинаковые свойства поглощения и пропускания излучения на первой длине волны и на второй длине волны.
| US 7697727 B2, 13.04.2010 | |||
| WO 2012135952 A1, 11.10.2012 | |||
| FR 3020678 A1, 06.11.2015 | |||
| RU 2059230 C1, 27.04.1996. |

