ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к рашель-машине, сетке и применению рашель-машины для изготовления сетки.
Сетки широко используются в качестве материала для негерметичной упаковки сыпучих грузов, например, сена, соломы, овощей, сырого хлопка и других частей растений. Сетки можно производить в том числе и на рашель-машинах. Например, такие рашель-машины изготавливает компания Textilmaschinenfabrik Karl Mayer GmbH, Франкфурт, Германия.
Рашель-машины известны, например, из DE 19638392 A1, DE 9306474 U1, GB 1124975 A, WO 2012/119624 A1, DE 6936578 U, а также WO 2012/160403 А1.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В основе настоящего изобретения лежит задача в обеспечении усовершенствованной рашель-машины, сетки, а также улучшенного способа изготовления сетки.
Согласно настоящему изобретению, задача решена с помощью объекта изобретения и способа согласно независимым пунктам формулы изобретения. Предпочтительные дополнительные особенности приведены в зависимых пунктах формулы изобретения.
Специалистам будут понятны дополнительные признаки и преимущества после прочтения нижеследующего подробного описания и просмотра сопроводительных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В настоящую заявку включены сопроводительные чертежи, являющиеся частью заявки и предназначенные для более глубокого понимания примеров осуществления изобретения. Чертежи иллюстрируют основные примеры осуществления изобретения и вместе с описанием предназначены для пояснения принципов изобретения. Другие примеры осуществления изобретения и многие из его задуманных преимуществ сразу же станут понятны при прочтении следующего подробного описания. Элементы чертежей не обязательно выполнены в масштабе относительно друг друга. Одинаковые ссылочные обозначения указывают на соответствующие одинаковые детали.
На фиг. 1 показан пример рашель-машины с изготовленной сеткой.
На фиг. 2А показан пример первой фонтуры с первыми направляющими иглами.
На фиг. 2В показан пример второй фонтуры со вторыми направляющими иглами.
На фиг. 3 показан вид сбоку рашель-машины.
На фиг. 4 показана сетка согласно одному варианту осуществления.
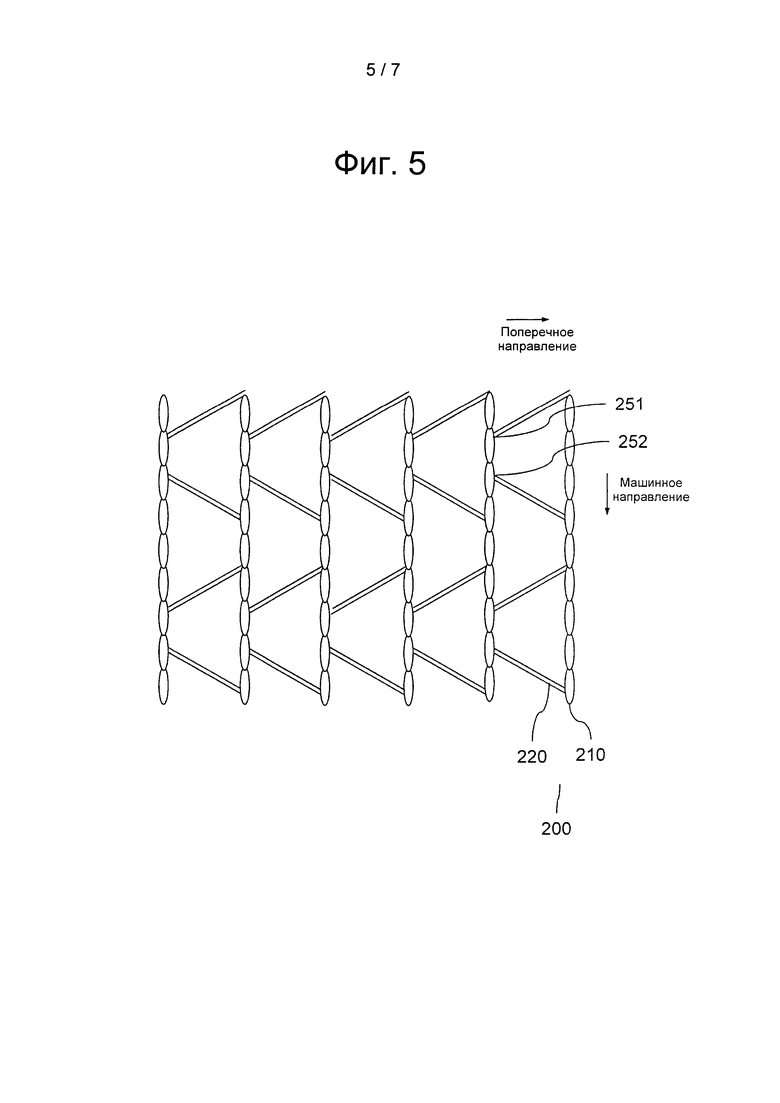
На фиг. 5 показана сетка согласно дополнительному варианту осуществления.
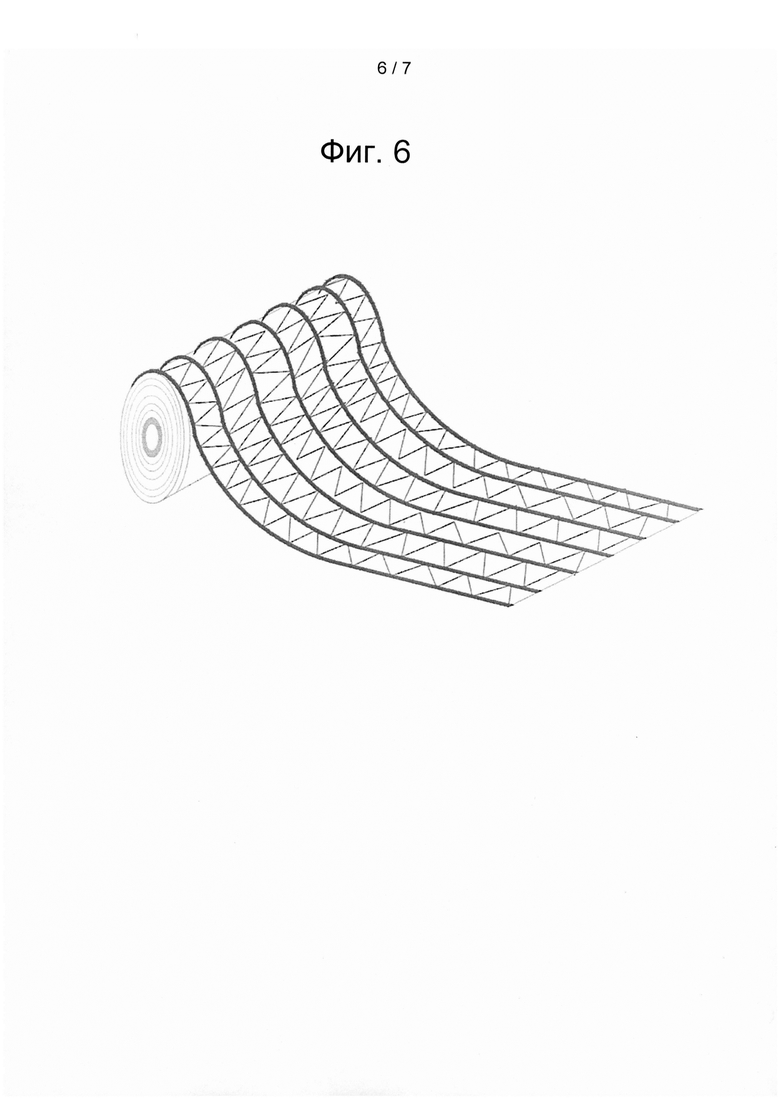
На фиг. 6 показан рулон свернутой сетки.
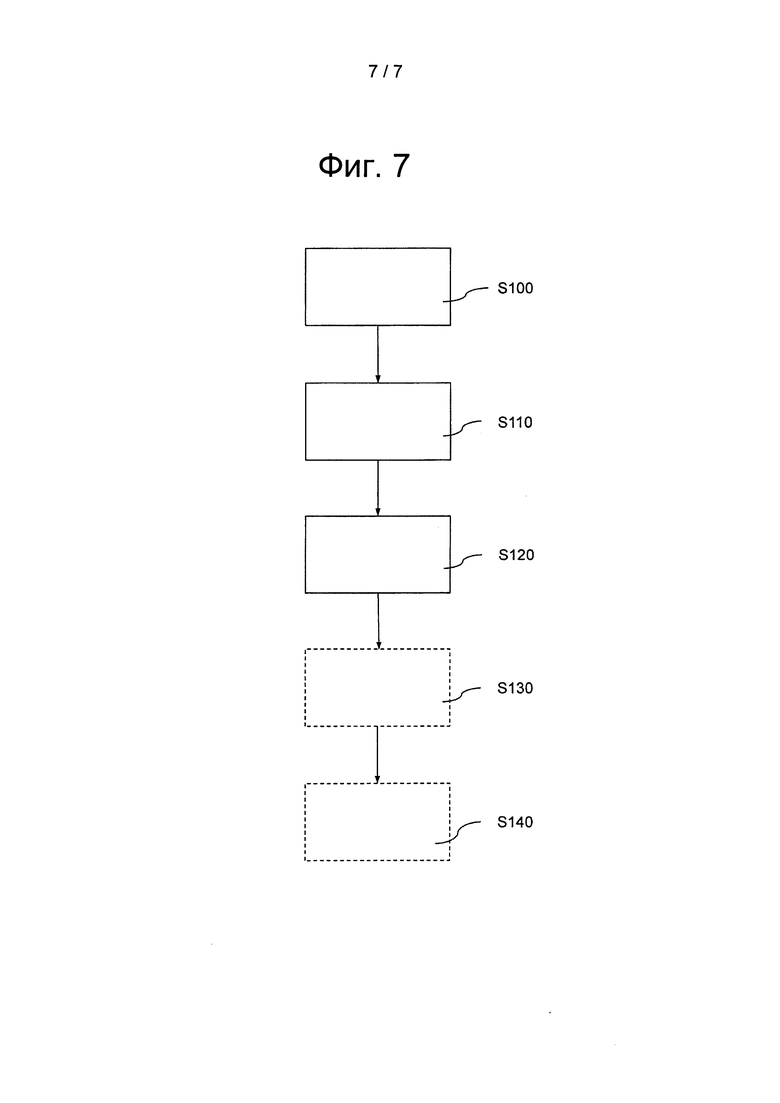
На фиг. 7 показан способ согласно одному варианту осуществления.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В нижеследующем подробном описании имеются ссылки на сопроводительные чертежи, образующие часть подробного описания, на которых для наглядного объяснения проиллюстрированы конкретные примеры осуществления, в соответствии с которыми может быть реализовано изобретение. В этой связи такие термины, относящиеся к направлению, как "верхняя сторона", "низ", "передняя сторона", "обратная сторона", "спереди", "сзади" и т.п., применяются в отношении ориентации описываемых в этой связи чертежей. Так как компоненты примеров осуществления изобретения могут быть расположены во множестве разных ориентаций, термины, относящиеся к направлению, применяются с целью иллюстрации и ни в коей мере не носят ограничительного характера. Разумеется, без отступления от объекта, определяемого формулой изобретения, могут использоваться дополнительные примеры осуществления, и могут быть сделаны структурные или логические изменения.
Описание примеров осуществления не носит ограничительного характера. В частности, элементы отдельных примеров осуществления, описанные ниже, могут быть скомбинированы с элементами осуществления.
Для дополнительного пояснения компонентов рашель-машины и изготавливаемой сетки, соответственно, используются следующие термины:
Далее для дальнейшего пояснения используются термины ниже:
Сетка или ткань: тонкие полосы, изготовленные из синтетических материалов, например, полиолефинов таких, как ЛПЭНП (линейный полиэтилен низкой плотности), ПЭНП (полиэтилен низкой плотности), ПЭВП (полиэтилен высокой плотности), ПВХ (поливинилхлорид), ЭВА (сополимер этилена и винилацетата) или аналогичного синтетического материала, которые перерабатываются с получением сетки или ткани.
Нити: тонкие полосы, из которых изготовлена сетка.
Основные нити: петли, установленные в ряд друг за другом в направлении потока сетки для формирования петлевой сетки.
Уточные нити: нити зигзагообразного переплетения, соединяющие основные нити в сетку.
Продольное (машинное) направление: направление потока сетки при изготовлении или, соответственно, направление потока пленки при разматывании.
Поперечное направление: направление, перпендикулярное направлению потока или, соответственно, продольному направлению.
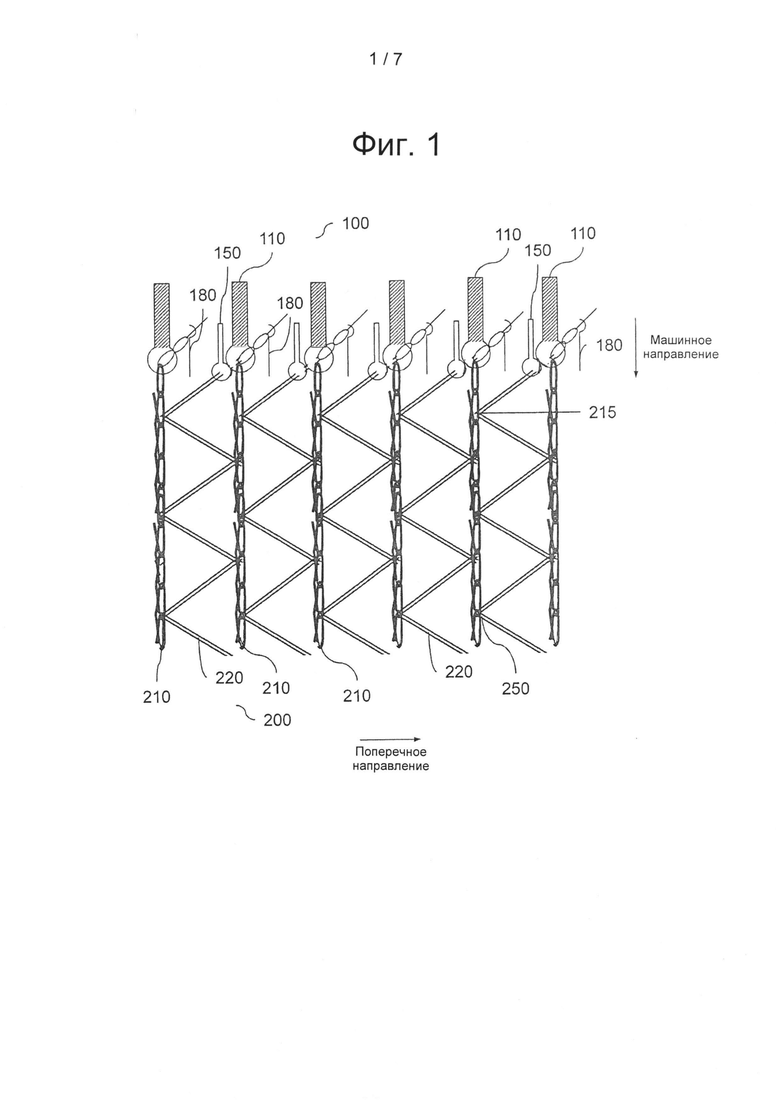
На фиг. 1 схематично показано изображение компонентов рашель-машины 100, а также сетки 200, изготавливаемой рашель-машиной. По этому поводу следует отметить, что рашель-машина содержит множество дополнительных компонентов, не показанных в иллюстративных целях. В дальнейшем приводится описание только тех компонентов, которые считаются важными для понимания идей согласно настоящему изобретению.
Рашель-машина 100 содержит множество первых направляющих игл 110 для направления основных нитей 210. Первые направляющие иглы 110 расположены вдоль первого направления. Например, первое
направление соответствует поперечному направлению и перпендикулярно направлению движения сетки. Число направляющих игл соответствует числу создаваемых основных нитей 210. Рашель-машина дополнительно содержит множество вторых направляющих игл 150, расположенных в первом направлении для направления основных нитей 220. Более того, рашель-машина содержит множество игл 180, расположенных вдоль первого направления для создания замкнутых петель, образуемых нитями, в результате чего создаются основные нити 210.
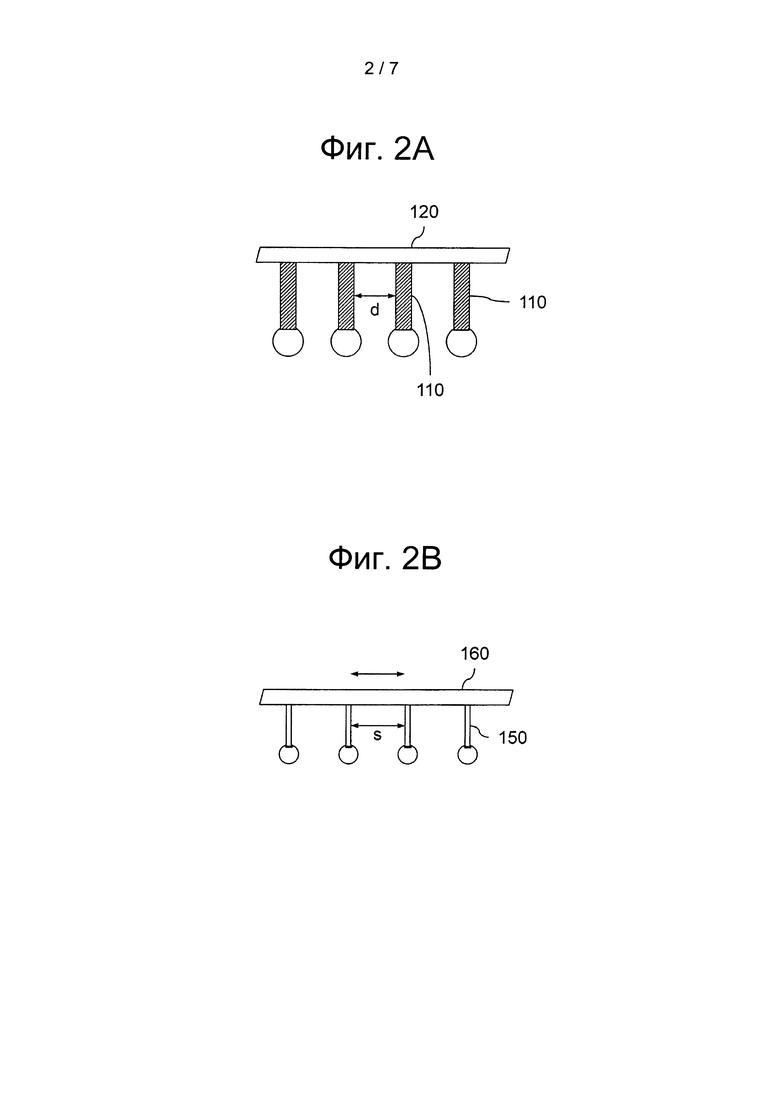
Как показано на фиг. 2А, первые направляющие иглы 110 установлены на первой фонтуре 120. Вторые направляющие иглы 150 установлены на второй фонтуре 160. Вторая фонтура 160 перемещается назад-вперед между двумя соответствующими соседними первыми фонтурами. Расстояние между соседними первыми направляющими иглами 110 составляет более чем 25,4 мм (1 дюйм). Как правило, иглы 180 расположены на металлическом основании (листы) (не показано), совершающем перемещения игл 180 назад-вперед и вверх-вниз. Таким образом, нити соединяют с образованием замкнутых петель, и создают основные нити.
Конструкцию первой фонтуры 120 с закрепленными на ней первыми направляющими иглами 110 можно выполнить в виде металлического основания, совершающего круговые движения. Положение первых направляющих игл 110 зафиксировано в поперечном направлении. Вторые направляющие иглы 150 второй фонтуры 160 для направления уточных нитей закреплены с обеспечением их перемещения назад-вперед в поперечном направлении между двумя соответствующими соседними первыми направляющими иглами таким образом, что при перемещении основных нитей в машинном направлении формируется зигзагообразный рисунок. Например, уточная нить направляется между двумя соседними основными нитями 210 так, что они соединяются друг с другом. Таким образом, обеспечивается способ соединения без применения узлов.
Соответственно уточная нить пропускается через основную нить 210 в точках соединения.
Вторые направляющие нити 150 второй фонтуры 160 для направления уточных нитей закреплены с обеспечением периодического перемещения назад-вперед в поперечном направлении на расстояние d между соседними первыми направляющими иглами, соответственно. Согласно варианту осуществления, теперь выполнено расстояние d, показанное, например, на фиг. 2А, между соседними первыми направляющими иглами 110, превышающее 25,4 мм. Например, расстояние d между соседними направляющими иглами 110 может превышать 28 мм и, в частности, превышать 30 мм. Расстояние d может составлять, например, 30,48 мм (1,2 дюйма). Согласно дополнительному варианту осуществления настоящего изобретения расстояние d может быть еще больше, например, 38,1 мм (1,5 дюйма) или превышать 40 мм и, в частности, превышать 45 мм, например, составлять 50,8 мм (2 дюйма). Например, расстояние может быть менее 101,6 мм (4 дюйма).
Благодаря применению рашель-машины согласно настоящему изобретению можно производить сетку в увеличенным расстоянием между соседними основными нитями. Соответственно, число основных нитей уменьшается благодаря постоянной ширине. Например, для производства обычной сетки шириной 123 см требуются 52 основные нити, теперь сетки стандартной ширины 123 см можно производить со значительно меньшим числом основных нитей. Преимущество заключается в достижении меньшего конечного веса изготовленной сетки без уменьшения прочности использованных нитей. Наоборот, для упрощения производства можно использовать более толстые нити. Прочность используемых нитей можно задавать таким образом, что такой же вес готовой продукции, как у традиционной машины, можно получать с меньшим числом основных нитей. Благодаря использованию более толстых нитей снижается риск их разрыва в процессе производства. Следовательно, больше не требуется останавливать производство из-за разрыва нити. В результате,
производительность можно увеличить, а производственные затраты - снизить.
При выборе подходящего расстояния между соседними направляющими иглами 110 необходимо учитывать, что в соответствии с увеличенным расстоянием вторую фонтуру 160 необходимо перемещать в боковом направлении на то же расстояние. При постоянной частоте увеличение расстояния бокового перемещения также может приводить к увеличению нагрузки на приводной электродвигатель второй фонтуры. Соответственно, во избежание перегрузки электродвигателя из-за увеличения расстояния бокового перемещения можно уменьшить частоту. Однако, уменьшение частоты замедляет процесс изготовления сетки и, таким образом, приводит к снижению эффективности рашель-машины. Было отмечено, что оптимальную производительность можно достигнуть при расстоянии d между соседними направляющими иглами 110, равном 50,8 мм (2 дюйма). Например, частоту можно уменьшить вдвое по сравнению с рашель-машиной с расстоянием 25,4 мм (1 дюйм) между направляющими иглами 110. Преимущества, заключающиеся в увеличении расстояния между основными нитями готовой сетки, компенсируются недостатками, связанными с уменьшением частоты в два раза. С другой стороны, увеличение расстояния снижает эффективность рашель-машины вследствие уменьшения частоты. Из-за увеличения расстояния по сравнению с меньшей величиной 25,4 мм, уменьшение веса может быть слишком небольшим, чтобы компенсировать недостатки, вызванные подбором частоты.
Расстояние s между соседними вторыми направляющими иглами 150 на второй фонтуре может соответствовать расстоянию d между соседними первыми направляющими иглами 110. Более того, расстояние между соседними иглами 180 может соответствовать расстоянию d.
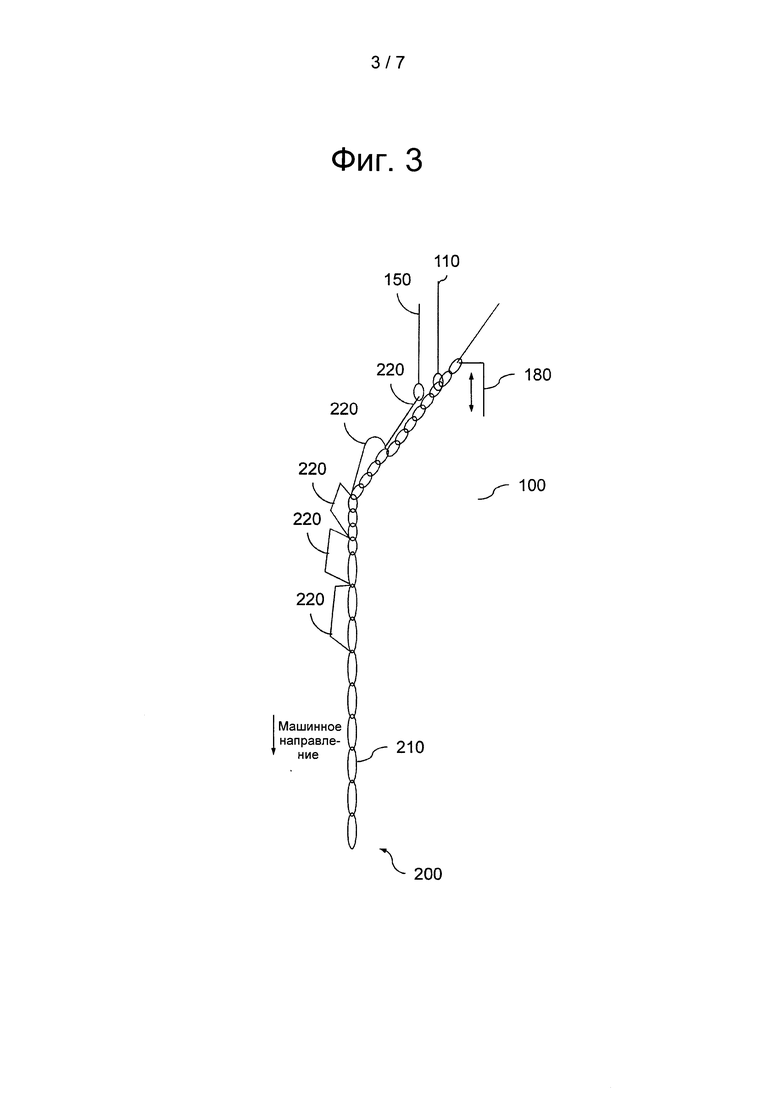
На фиг. 3 показан вид сбоку рашель-машины 100 с изготавливаемой сеткой 200. В частности, на этом виде сбоку показаны отдельная первая
направляющая игла 110 и отдельная вторая направляющая игла 150. Как можно видеть, игла 180 для создания замкнутых петель расположена таким образом, что она может совершать движения вверх-вниз. Первая направляющая игла 110 направляет созданную основную нить, а вторая направляющая игла 150 направляет уточную нить с перемещением назад-вперед между двумя соседними первыми направляющими иглами.
Таким образом, как также показано на фиг. 1, сначала создается основная нить 210, а затем через нее направляется уточная нить 220. Изготовленная сетка 200 подается в машинном направлении.
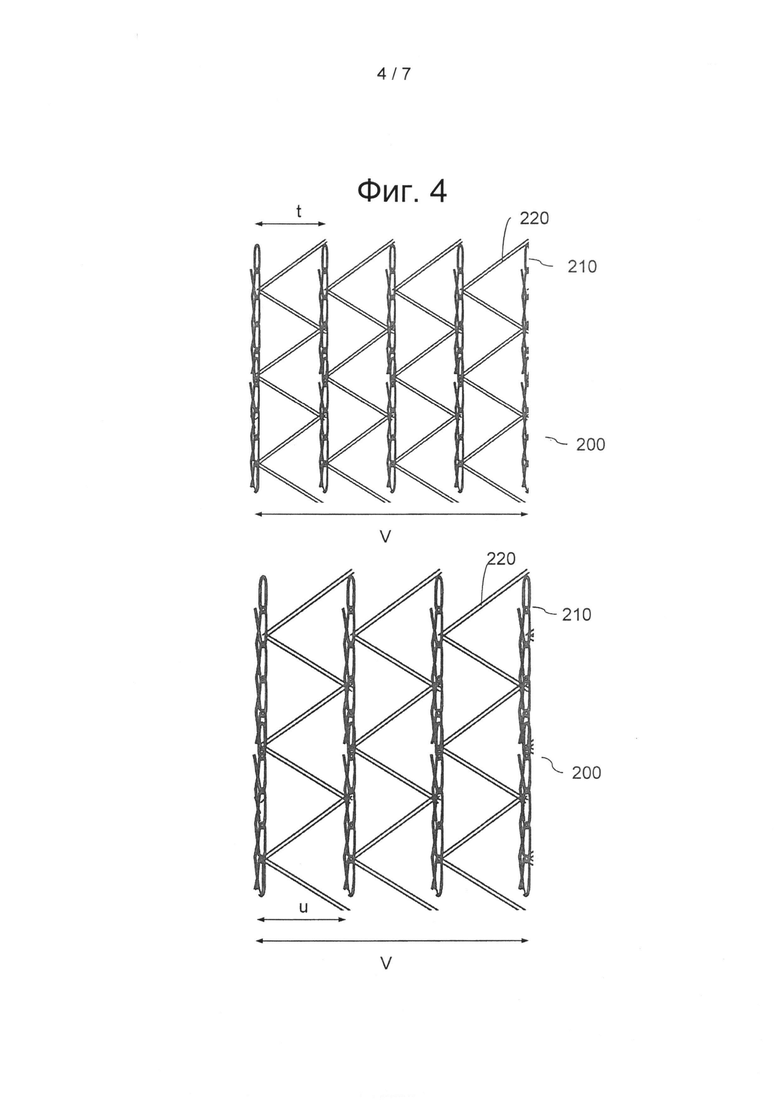
На фиг. 4 показано сравнение между двумя изготовленными сетками 200. Обычно габаритные размеры рашель-машин выбирают так, чтобы производить сетку заданной ширины. Например, стандартная ширина, обеспечиваемая рашель-машиной, составляет 123 см. Как правило, первые направляющие иглы 110 располагаются на расстоянии 25,4 мм и менее. Это приводит к производству сетки 200, показанной в верхней части фиг. 4, с общей шириной v (например, 123 см) и расстоянием t между соседними основными нитями 210, равным 25,4 мм.
При использовании рашель-машины согласно настоящему изобретению можно производить сетку 200 с увеличенным расстоянием и соседних основных нитей 210. Следовательно, при постоянной ширине число основных нитей 210 уменьшается. Например, в случае традиционной сетки для изготовления сетки со стандартной шириной 123 см требуется 52 основных нити. Теперь сетки со стандартной шириной 123 см можно производить с меньшим числом основных нитей 210. Например, при расстоянии и между соседними основными нитями 210, равным 30,48 мм (1,2 дюйма), можно производить сети, состоящие из 42 основных нитей. При расстоянии и между соседними основными нитями, равным 50,8 мм (2 дюйма), число основных нитей для сетки стандартной ширины 123 см будет еще меньше, например 26. Еще одним преимуществом является меньший вес изготовленной сетки при такой же прочности
используемых основных нитей. Наоборот, для упрощения производства можно использовать более толстые нити. Прочность используемых нитей можно задавать таким образом, чтобы получать такой же конечный вес, как у традиционной машины, но с меньшим числом основных нитей. В связи с тем, что используются нити большей толщины, снижается риск разрыва нитей в процессе производства. Следовательно, больше не требуется останавливать производство из-за разрыва нити. В результате, производительность можно увеличить, а производственные затраты - уменьшить. Нити могут иметь толщину и, соответственно, прочность выше чем 90 мкм или 100 мкм.
На фиг. 5 показан другой вариант осуществления сетки. В отличие от конфигурации сетки, показанной на фиг. 4, точки 251 входа и точки 252 выхода уточной нити в основную нить и из нее смещены относительно друг друга в машинном направлении. Например, уточная нить 220 может снова быть направлена вдоль поперечного направления только после определенного числа петель, например трех, четырех или более, для образования зигзагообразного рисунка. Это можно обеспечить, например, соответствующим контролем перемещения второй фонтуры 160. В качестве примера, вторая фонтура 160 может снова перемещаться в поперечном направлении только через определенное время. Таким образом, возможны дальнейшее уменьшение веса сетки и, в итоге, увеличение прочности нити при постоянном весе. Верхний предел расстояния между соседними первыми направляющими иглами выбирается таким образом, чтобы не увеличить размеры ячеек сетки и предотвратить выпадание товара, подлежащего упаковке.
На фиг. 6 показан пример свернутой сетки.
На фиг. 7 показан способ изготовления сетки. Как показано, способ включает определение нижнего предела толщины основных нитей (S100), подлежащих созданию, определение числа основных нитей сетки (S110) таким образом, чтобы вес сетки из основных нитей, образованных нитями
с более низким пределом толщины не был меньше веса стандартной сетки заданной ширины, а также определение расстояния (S120) между основными нитями, исходя из числа основных нитей и заданной ширины. При необходимости, способ может дополнительно включать создание основных нитей (S130) с определенным расстоянием и направление (S140) уточной нити между двумя соответствующими соседними основными нитями так, чтобы формировать зигзагообразный рисунок.
Например, более низкий предел толщины нити может определяться таким образом, чтобы обеспечить предотвращение ее разрыва при производстве сетки. Например, более низкий предел толщины нити может задаваться равным 90 мкм и более. Таким образом, нить может иметь толщину по меньшей мере 90 мкм или 100 мкм. Заданный вес сетки может соответствовать стандартному весу, т.е. 11 г/м.п. (погонный метр). Например, заданная ширина может соответствовать стандартной ширине сетки (например, 123 см). Например, число основных нитей может быть меньше 50, в частности, меньше 45, например, 42 и менее. Согласно еще одному варианту осуществления число основных нитей может быть меньше 34 или меньше чем 30, например от 26 до 29.
Заявленное изобретение относится к рашель-машине (100), содержащей множество первых направляющих игл (110), расположенных вдоль первого направления для направления основных нитей (210), множество вторых направляющих игл (150), расположенных вдоль первого направления для направления уточных нитей (220) и множество игл (180), расположенных вдоль первого направления для создания замкнутых петель, образованных нитями, в результате чего создаются основные нити (210). Первые направляющие иглы (110) удерживаются первой фонтурой (120), вторые направляющие иглы (150) удерживаются второй фонтурой, которая перемещается назад-вперед между двумя соответствующими соседними первыми направляющими иглами (110). Расстояние между соседними первыми направляющими иглами (110) превышает 25,4 мм (1 дюйм). 3 н. и 6 з.п. ф-лы, 8 ил.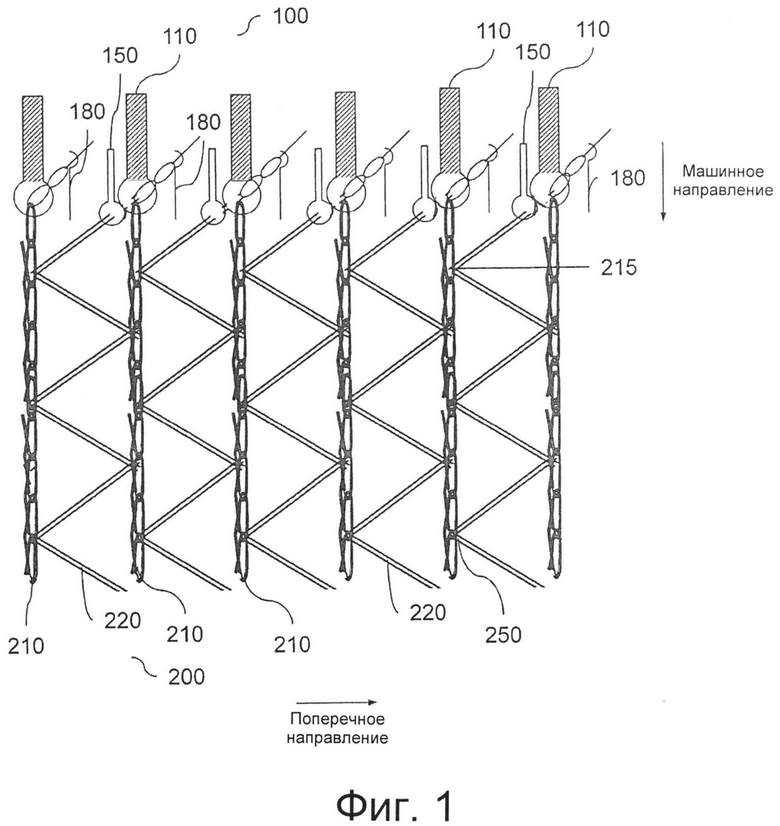
1. Рашель-машина (100), содержащая:
множество первых направляющих игл (110), расположенных вдоль первого направления для направления основных нитей (210);
множество вторых направляющих игл (150), расположенных вдоль первого направления для направления уточных нитей (220);
множество игл (180), расположенных вдоль первого направления для создания замкнутых петель, образованных нитями, с обеспечением создания основных нитей (210);
причем
первые направляющие иглы (110) удерживаются первой фонтурой (120),
вторые направляющие иглы (150) удерживаются второй фонтурой (160), которая выполнена с возможностью перемещения назад-вперед между двумя соответствующими соседними первыми направляющими иглами (110), а
расстояние между соседними первыми направляющими иглами (110) составляет 50,8 мм (2 дюйма),
причем вторая фонтура (160) выполнена с возможностью управления таким образом, что точка входа уточной нити (220) в основную нить (210) смещена относительно точки выхода уточной нити (220) из основной нити (210) на по меньшей мере три петли.
2. Рашель-машина (100) по п. 1, содержащая одну первую и одну вторую фонтуру (120, 160).
3. Рашель-машина (100) по п. 1 или 2, в которой число первых направляющих игл (110) меньше 50.
4. Рашель-машина (100) по любому из предыдущих пунктов, в которой вторая фонтура (160) выполнена с возможностью перемещения назад-вперед на 50,8 мм (2 дюйма) в поперечном направлении.
5. Сетка (200) для упаковки сена, содержащая:
множество основных нитей (210), расположенных вдоль первого направления, и
множество уточных нитей (220), каждая из которых проходит между двумя соседними основными нитями (210) и образует зигзагообразный рисунок, в котором расстояние между соседними основными нитями (210) составляет 50,8 мм (2 дюйма), и в которой толщина нити, из которой образованы основные нити, превышает 90 мкм,
причем точка входа уточной нити (220) в основную нить (210) смещена относительно точки выхода уточной нити (220) из основной нити (210) на по меньшей мере три петли.
6. Сетка по п. 5, в которой нити представляют собой тонкие синтетические полосы.
7. Сетка (200) по п. 5 или 6, в которой число основных нитей меньше 50.
8. Сетка (200) по п. 7, в которой число основных нитей меньше 35.
9. Применение рашель-машины по любому из пп. 1-4 для изготовления сетки (200) для упаковки сена, соломы, овощей, сырого хлопка и других частей растений.
| DE 19638392 A1, 17.04.1997 | |||
| WO 2012160403 A1, 29.11.2012 | |||
| Рашель-машина для выработки двойного разрезного плюша | 1960 |
|
SU137216A1 |
| US 3251201 A1, 17.05.1966. | |||

