Область техники, к которой относится изобретение
Изобретение относится к системам предоставления пара, таким как системы доставки никотина (например, электронные сигареты и подобные устройства).
Уровень техники
Электронные системы предоставления пара, такие как электронные сигареты (е-сигареты), как правило содержат исходный материал для пара, например, резервуар с исходной жидкостью, состав которой обычно содержит никотин, и из которой посредством теплового испарения генерируется пар, например, при вдыхании пользователем. Таким образом, система доставки пара обычно должна иметь камеру генерирования пара, содержащую узел испарителя, выполненный с возможностью испарения части исходного материала для выработки пара в камере генерирования пара. Узел испарителя часто содержит нагревательную катушку, расположенную вокруг элемента для переноса жидкости (капиллярного фитиля), который предназначен для транспортировки исходной жидкости из резервуара к нагревательной катушке для последующего испарения. Когда пользователь совершает вдох через устройство, и электрическая энергия подается на узел испарителя, воздух всасывается в устройство через впускное отверстие и поступает в камеру генерирования пара, где он смешивается с испарившемся исходным материалом, образуя аэрозоль. Также имеется воздушный канал, соединяющий камеру генерирования пара с отверстием в мундштуке, в результате чего, когда пользователь совершает вдох через мундштук, воздух, поступивший в камеру генерирования пара, продолжает проходить по воздушному каналу к отверстию мундштука, унося с собой пар для вдыхания пользователем.
Дизайн узла испарителя системы доставки пара может играть важную роль в общих характеристиках системы, например, с точки зрения уменьшения утечки, помогающей в обеспечении желаемого уровня выработки пара и уменьшении вероятности перегрева из-за недостаточно быстрого пополнения испарившейся жидкости, что может привести к нежелательным запахам. Изобретение направлено на то, чтобы помочь в решении некоторых из этих проблем.
Раскрытие изобретения
Первым объектом изобретения является узел испарителя для системы предоставления пара, содержащий элемент для переноса жидкости, сформированный из хлопка; и нагревательный элемент, содержащий катушку из резистивного провода, намотанную вокруг части элемента для переноса жидкости, причем нагревательный элемент имеет электрическое сопротивление от 1,3 до 1,5 Ом.
Вторым объектом изобретения является устройство, содержащее описанный выше узел испарителя и резервуар для исходной жидкости, в котором элемент для переноса жидкости выполнен с возможностью втягивания исходной жидкости из резервуара в нагревательный элемент для ее нагревания с целью выработки пара для вдыхания пользователем.
Третьим объектом изобретения является средство узла испарителя для средства предоставления пара, содержащее средство для переноса жидкости, сформированное из хлопка; и средство нагревательного элемента, содержащее катушку из резистивного провода, намотанную вокруг части средства для переноса жидкости, причем средство нагревательного элемента имеет электрическое сопротивление от 1,3 до 1,5 Ом.
Четвертым объектом изобретения является способ изготовления узла испарителя для системы предоставления пара, включающий в себя этапы, на которых обеспечивают наличие элемента для переноса жидкости; и формируют нагревательный элемент в виде катушки из резистивного провода, намотанной вокруг части элемента для переноса жидкости, причем нагревательный элемент имеет электрическое сопротивление от 1,3 до 1,5 Ом.
Следует понимать, что описанные в дальнейшем объекты и особенности изобретения в равной степени применимы и могут быть объединены с вариантами осуществления изобретения, согласно другим особенностям изобретения, а не только для конкретных описанных их комбинаций.
Варианты осуществления изобретения будут описаны в качестве примера со ссылками на чертежи.
Краткое описание чертежей
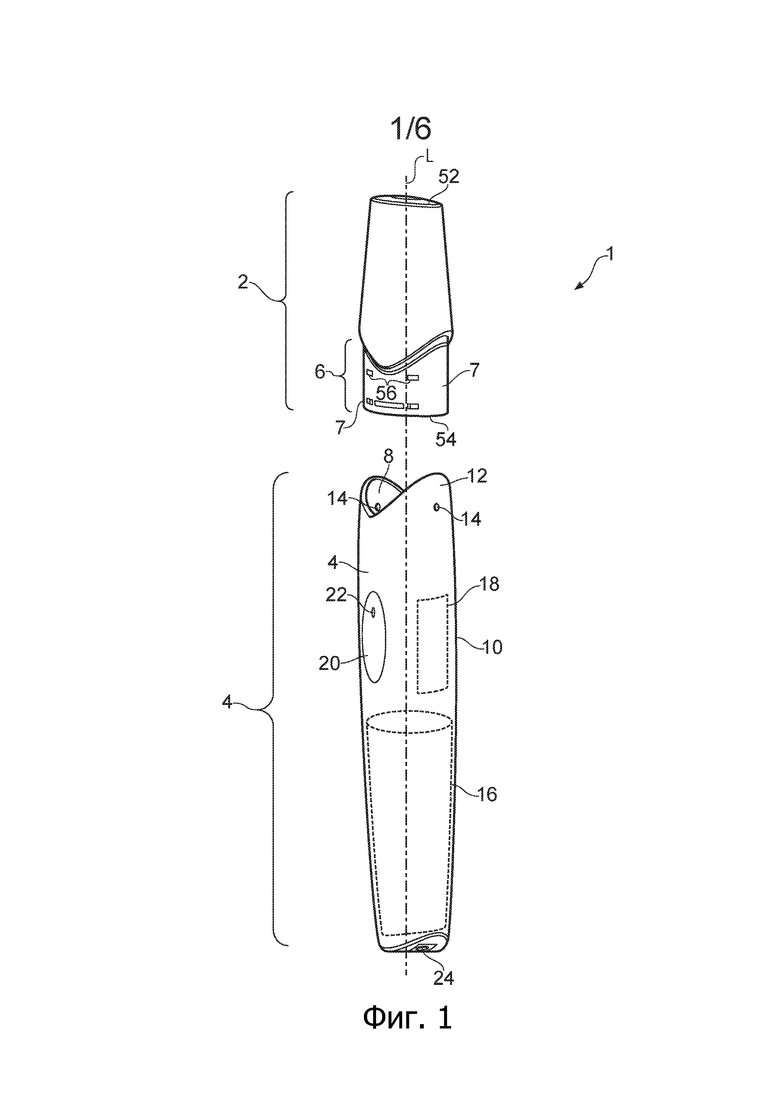
На фиг. 1 схематично показана система предоставления пара, содержащая картридж и блок управления (показаны отдельно) в соответствии с определенными вариантами осуществления изобретения, вид в перспективе;
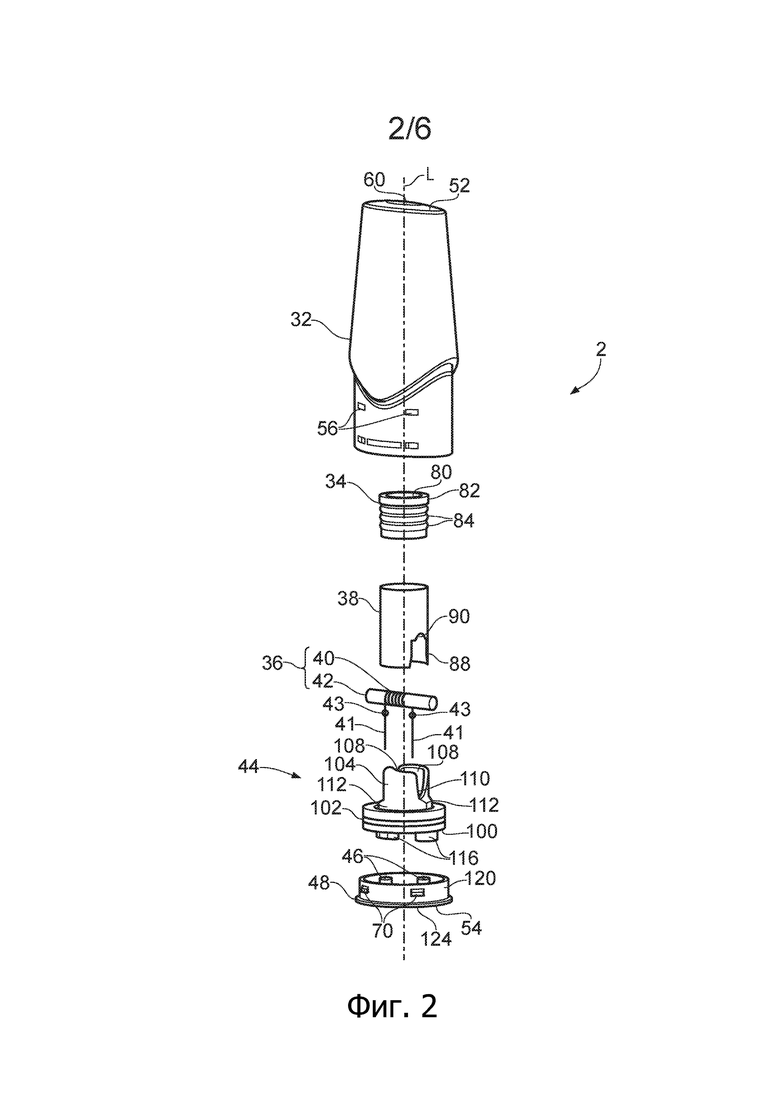
на фиг. 2 – компоненты картриджа системы предоставления пара по фиг. 1, вид в разобранном виде в перспективе;
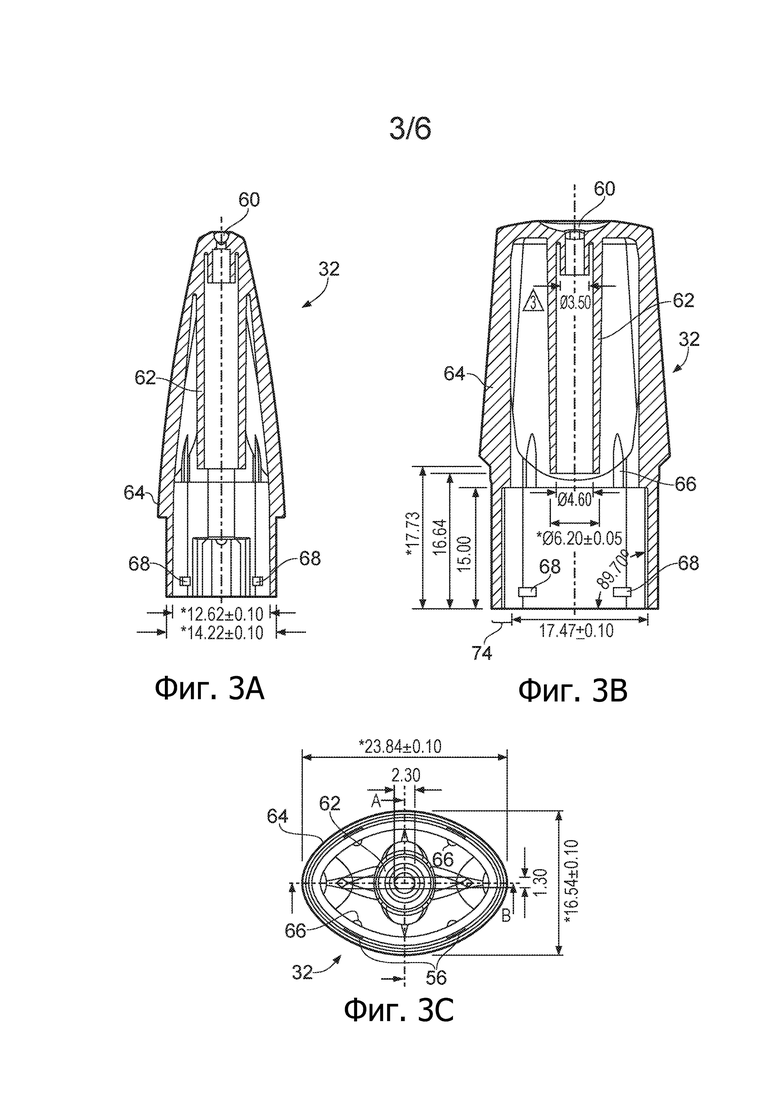
на фиг. 3А-3С – часть корпуса картриджа системы предоставления пара, показанной на фиг. 1, виды в различных сечениях;
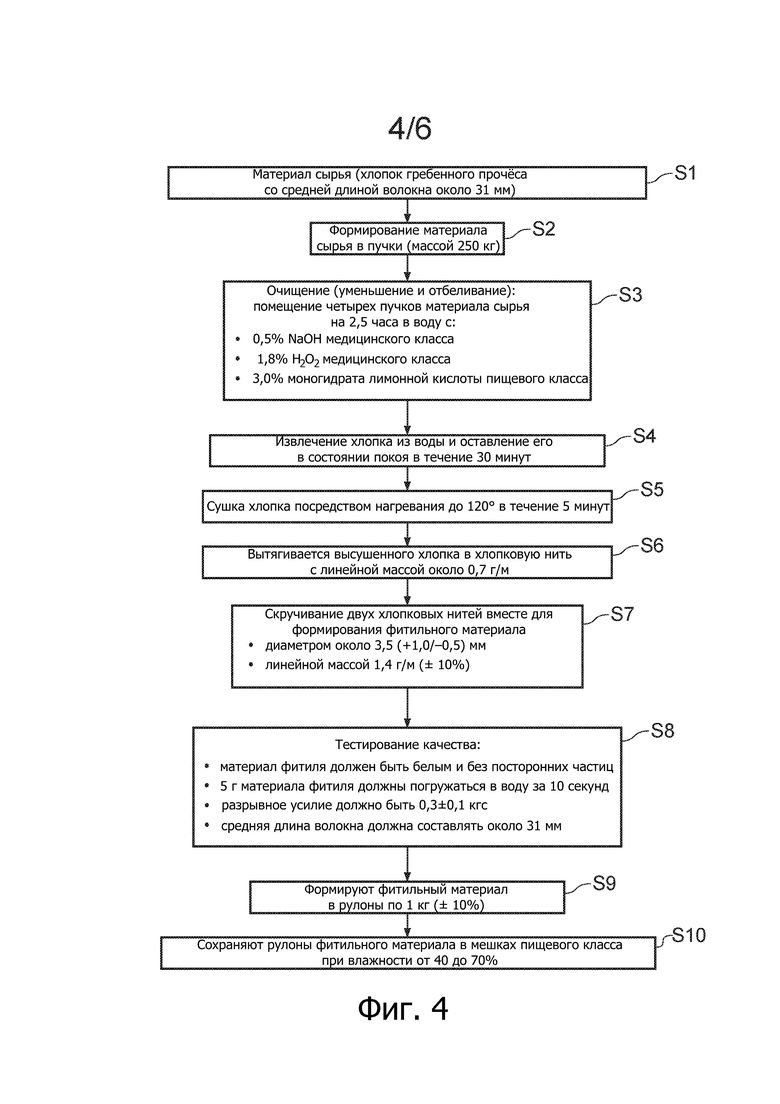
на фиг. 4 – блок-схема этапов способа формирования материала для использования в качестве элемента переноса жидкости в системе предоставления пара в соответствии с одним из вариантов осуществления изобретения;
на фиг. 5 – блок-схема этапов способа формирования узла испарителя для использования в системе предоставления пара в соответствии с одним из вариантов осуществления изобретения;
на фиг. 6 – узел испарителя в соответствии с одним из вариантов осуществления изобретения;
на фиг. 7 – график зависимости количество пара, вырабатываемого системой предоставления по фиг. 1 и 2, от сопротивления катушки и различных материалов фитиля.
Осуществление изобретения
Некоторые особенности вариантов осуществления изобретения могут быть реализованы традиционно, и для краткости изложения они не подробно не описываются. Таким образом, следует понимать, что подробно не описанные особенности устройств и способов могут быть реализованы в соответствии с любыми традиционными технологиями.
Настоящее изобретение относится к системам предоставления пара, которые также могут называться системами подачи аэрозоля, такими как электронные сигареты. В дальнейшем описании иногда могут использоваться термины «е-сигарета» или «электронная сигарета», но следует понимать, что этот термин может использоваться взаимозаменяемо с терминами «система/устройство предоставления пара» и «электронная система/устройство предоставления пара». Кроме того, как это принято в данной области техники, термины «пар» и «аэрозоль» и связанные с ними термины, такие как «испарение», «улетучивание» и «превращение в аэрозоль», как правило, могут использоваться взаимозаменяемо.
Системы предоставления пара (электронные сигареты) часто, хотя и не всегда, содержат сборочный узел, включающий в себя как многоразовую часть (часть блока управления), так и сменную (одноразовую) часть картриджа. Часто сменная часть картриджа содержит исходный материал для испарения и узел испарителя, а многоразовая часть содержит источник питания (например, перезаряжаемую батарею) и схему управления. Следует отметить, что эти разные части могут содержать дополнительные элементы в зависимости от функциональности. Например, многоразовая часть устройства может содержать пользовательский интерфейс для приема пользовательского ввода и отображения характеристик рабочего состояния, а сменная часть картриджа может содержать датчик температуры для помощи в управлении температурой. Картриджи электрически и механически соединяются с блоком управления для использования, например, с помощью резьбы, защелки или байонетного соединения с соответствующим сцеплением электрических контактов. Когда исходный материал для создания пара в картридже исчерпывается, или пользователь желает переключиться на другой картридж с другим исходным материалом для испарения, картридж можно извлечь из блока управления и поставить не его место другой картридж. Устройства, соответствующие модульному типу конструкции, состоящей из двух частей, обычно могут определяться как устройства, состоящие из двух частей. Электронные сигареты также обычно имеют удлиненную форму. В качестве конкретного примера будут рассматриваться определенные варианты осуществления изобретения, как правило удлиненные двухкомпонентный устройства с одноразовыми картриджами. Однако следует иметь в виду, что базовые принципы, изложенные в настоящем описании, могут быть в равной степени адаптированы к различным конфигурациям электронных сигарет, например, однокомпонентных устройств или модульных устройств, содержащих более двух частей, многоразовых устройств и однократно используемых устройств или одноразовых устройств, а также устройств, соответствующих другим общим формам, например, на основе так называемых боксмодов (box-mod) – высокопроизводительных устройств, которые обычно имеют коробчатую форму. В более общем смысле, следует принимать во внимание, что определенные варианты осуществления изобретения основываются на подходах, направленных на оптимизацию характеристик узла испарителя в системах предоставления пара, в соответствии с принципами, описанными в данном документе, и других конструктивных и функциональных аспектах электронных сигарет, реализующих подходы в соответствии с определенными вариантами осуществления раскрываемого изобретения, которые не имеют первостепенного значения и могут, например, быть реализованы в соответствии с любыми установленными подходами.
Термины, относящиеся к относительному расположению различных элементов электронной сигареты (например, такие термины, как выше, ниже, верхняя, нижняя, верхняя часть, нижняя часть, и т.д.), могут использоваться в дальнейшем со ссылкой на ориентацию электронной сигареты, показанной на фиг. 1 (до тех пор, пока контекст не указывает на иное). Однако следует понимать, что это сделано только для простоты объяснения и не предназначено для указания на наличие какой-либо определенной ориентации электронной сигареты.
Как показано на фиг. 1, электронная сигарета 1 содержит два основных компонента: картридж 2 и блок 4 управления. Блок 4 управления и картридж 2 показаны раздельно, но соединяются вместе при использовании.
Картридж 2 и блок 4 управления соединяются посредством установления механического и электрического соединения между ними. Конкретный способ, с помощью которого устанавливается механическое и электрическое соединение, не имеет первостепенного значения и может быть установлен в соответствии с традиционными технологиями, например, соединение может быть резьбовым, байонетным, защелкивающимся или механически фиксируемым креплением с фрикционной посадкой с соответствующим образом расположенными электрическими контактами/электродами для установления электрического соединения между двумя частями, в зависимости от ситуации. Например, в электронной сигарете 1, показанной на фиг. 1, картридж содержит конец 52 мундштука и сопрягаемый конец 54 и присоединяется к блоку управления посредством введения концевой части 6 на конце картриджа в соответствующее гнездо 8 – приемную секцию блока управления. Концевая часть 6 картриджа плотно прилегает к гнезду 8 и включает в себя выступы 56, которые входят в зацепление с соответствующими фиксаторами на внутренней поверхности стенки 12 гнезда, формируя гнездовой соединитель для обеспечения разъемного механического зацепления между картриджем и блоком управления. Электрическое соединение устанавливается между блоком управления и картриджем через пару электрических контактов в нижней части картриджа (не показано на фиг. 1) и соответствующие подпружиненные контактные штыри в основании гнезда 8 (не показано на фиг. 1). Как отмечалось выше, конкретный способ электрического соединения не имеет значения для данного изобретения, и в некоторых вариантах его осуществления может вообще отсутствовать электрическое соединение между картриджем и блоком управления, например, вследствие использования беспроводной передачи электрической энергии (например, на основе технологий электромагнитной индукции).
Электронная сигарета 1 имеет в общем удлиненную форму, проходящую вдоль продольной оси L. Когда картридж соединен с блоком управления, общая длина электронной сигареты (вдоль продольной оси) составляет около 12,5 см. Общая длина блока управления составляет около 9 см, а общая длина картриджа составляет около 5 см (т.е. между согласующимися между собой концевой частью 6 картриджа и гнездом 8 блока управления имеется перекрытие около 1,5 см, когда они соединены). Поперечное сечение электронной сигареты обычно имеет овальную форму с наибольшим размером около ее середины и сужается по изогнутой траектории в направлении к концам. Поперечное сечение около середины электронной сигареты имеет ширину около 2,5 см и толщину около 1,7 см. Конец картриджа имеет ширину около 2 см и толщину около 0,6 см, а другой конец электронной сигареты имеет ширину около 2 см и толщину около 1,2 см. Внешний корпус электронной сигареты в этом примере выполнен из пластика. Следует отметить, что конкретный размер и форма электронной сигареты и материала, из которого она изготовлена, не имеет первостепенного значения для настоящего изобретения и могут отличаться в разных вариантах его осуществления, т.е. электронные сигареты могут иметь разные размеры, формы и/или материалы.
Блок 4 управления может в соответствии с определенными вариантами осуществления настоящего изобретения быть в широком смысле традиционным с точки зрения его функциональных возможностей и общих технологий его конструирования. В варианте выполнения, показанном на фиг. 1, блок 4 управления содержит пластиковый внешний корпус 10, включающий в себя стенку 12 гнездового соединителя, которая определяет гнездо 8 для приема конца картриджа, как указано выше. Внешний корпус 10 блока 4 управления в этом примере имеет в общем овальное поперечное сечение, соответствующее форме и размеру картриджа 2 на согласующихся элементах, чтобы обеспечивать плавный переход между двумя частями. Гнездо 8 и согласующаяся с ним концевая часть 6 картриджа 2 симметричны при повороте на 180°, поэтому картридж можно вставлять в блок управления в двух разных ориентациях. Следует отметить, что некоторых случаях может не быть какой-либо степени симметрии, в результате чего картридж соединяется с блоком управления только в одной ориентации, тогда как в других случаях может быть более высокая степень симметрии, в результате чего картридж соединяется с блоком управления в большем количестве ориентаций. В стенке 12 гнезда имеются два впускных отверстия 14 для воздуха (т.е. два отверстия в стенке). Когда пользователь совершает вдох через устройство, воздух втягивается через эти отверстия и проходит вдоль зазоров между частью картриджа 2 и стенкой 12 гнезда, ограниченных ровными участками 7 на части картриджа, по направлению к концу 54 картриджа. где воздух входит в картридж через отверстие в основании картриджа (впускное отверстие для входа воздуха в картридж на фиг. 1 не показано). Следует отметить, что даже на расстоянии от ровных участков 7 сопрягаемая концевая часть 6 картриджа 2 не образует воздухонепроницаемого уплотнения со стенкой 12 гнезда, поэтому некоторое количество воздуха также может втягиваться в картридж через зазоры между картриджем и блоком 4 управления.
Блок управления также содержит батарею 16 для обеспечения электронной сигареты энергией, схему 18 управления, чтобы управлять и контролировать работу электронной сигареты, кнопку 20 пользовательского ввода, индикаторную лампу 22 и порт 24 для зарядки.
Батарея 16 в этом примере является перезаряжаемой и может быть батареей традиционного типа, например, такого типа, который обычно используется в электронных сигаретах и других применениях, требующих обеспечения относительно высоких токов в течение относительно коротких периодов времени. Батарея 16 может заряжаться через зарядный порт 24, который может быть выполнен, например, в виде разъема USB.
Кнопка 20 ввода в этом примере представляет собой механическую кнопку традиционного типа, например, содержащую подпружиненный компонент, который может нажиматься пользователем для установления электрического контакта в расположенной ниже схеме. В этом отношении кнопка ввода может рассматриваться как устройство ввода для обнаружения ввода пользователя, например, для запуска выработки пара, и конкретное выполнение этой кнопки не имеет значения. Например, в других вариантах выполнения могут использоваться другие формы механической кнопки или сенсорной кнопки (например, основанные на емкостных или оптических технологиях восприятия сигналов), или кнопка может отсутствовать, а устройство может включаться посредством датчика затяжки.
Для предоставления пользователю визуальной индикации различных параметров, связанных с электронной сигаретой, имеется индикаторная лампа 22, предназначенная, например, для индикации рабочего состояния (например, вкл., выкл., режим ожидания) и других параметров, таких как срок службы аккумуляторной батареи или неисправного состояния. Различные параметры, например, могут указываться разными цветами и/или разными последовательностями вспышек в соответствии с общепринятыми традиционными технологиями.
Схема 18 управления соответствующим образом запрограммирована для управления работой электронной сигареты для обеспечения традиционных рабочих функций, в соответствии с установленными технологиями управления электронными сигаретами. Схема 18 управления (процессорный блок) содержит различные элементы, связанные с различными аспектами работы электронной сигареты. Например, в зависимости от функциональности, предоставляемой в различных вариантах выполнения, схема 18 управления может содержать схему управления источником питания для управления подачей энергии от батареи к картриджу в ответ на ввод пользователя, пользовательскую схему программирования для установления настроек конфигурации (например, определяемые пользователем параметры мощности) в ответ на пользовательский ввод, а также другие функциональные блоки/схемы, связанные с функциональными возможностями, соответствующими как описываемым аспектам изобретения, так и традиционным аспектам работы электронных сигарет, таким как схема управления отображением светового индикатора и схема обнаружения ввода пользователя. Следует отметить, что функциональность схемы 18 управления может обеспечиваться различными способами, например, с использованием одного или нескольких программируемых компьютеров с соответствующим программированием, и/или с использованием одной или нескольких специально сконфигурированных специализированных интегральных схем (схемы) или микросхемы (микросхем) или чипсета (чипсетов), выполненных с возможностью обеспечения желаемой функциональности.
На фиг. 2 в разобранном виде (вдоль продольной оси L) отдельно показан картридж 2, который содержит корпус 32; уплотнение 34 воздушного канала; выпускную трубку 38; узел 36 испарителя, включающий в себя нагреватель 40 и элемент 42 для переноса жидкости; упругую заглушку 44 и торцевую крышку 48 с контактными электродами 46.
На фиг. 3А и 3В в двух видах представлен корпус 32 в разрезе вдоль продольной оси L, а на фиг. 3С корпус 32 показан на виде снизу.
Корпус 32 в этом примере содержит внешнюю стенку 64 и внутреннюю трубку 62, выполненные в виде единой отливки из полипропилена. Внешняя стенка 64 корпуса определяет внешний вид картриджа 2, а внутренняя трубка 62 определяет часть воздушного канала через картридж. Корпус открыт на сопрягаемом конце 54 картриджа и закрыт на конце мундштука 52, за исключением выпускного отверстия 60, сообщающегося по текучей среде с внутренней трубкой 62. Во внешней стенке 64 корпуса 32 выполнены выемки в виде углублений 68 для приема соответствующих выступов 70 в торцевой крышке 48, для образования защелки для крепления торцевой крышки при сборке картриджа.
Уплотнение 34 воздушного канала (фиг. 2) представляет собой силиконовую отливку, обычно выполненную в форме трубки со сквозным отверстием 80. Наружная стенка уплотнения 34 воздушного канала включает в себя кольцевые выступы 84 и верхнюю манжету 82. Внутренняя стенка уплотнения 34 также включает в себя кольцевые выступы, но они не видны на фиг. 2. Когда картридж находится в собранном состоянии, уплотнение 34 воздушного канала крепится к внутренней трубке 62 корпуса, причем конец внутренней трубки 62 корпуса частично заходит в сквозное отверстие 80 уплотнения 34. Диаметр сквозного отверстия 80 в уплотнении 34 в свободном состоянии составляет около 5,8 мм, а диаметр конца внутренней трубки 62 корпуса составляет около 6,2 мм, в результате чего уплотнение 34 воздушного канала растягивается для приема внутренней трубки 62 корпуса. Процесс герметизации облегчается с помощью выступов на внутренней поверхности уплотнения 34.
Выпускная трубка 38 выполнена из нержавеющей стали марки ANSI 304 с внутренним диаметром около 8,6 мм и толщиной стенки около 0,2 мм. На нижнем конце выпускной трубки 38 имеется пара диаметрально противоположных прорезей 88, причем конец каждой прорези имеет полукруглое углубление 90. Когда картридж находится в собранном состоянии, выпускная трубка 38 установлена на наружной поверхности уплотнения 34 воздушного канала. Наружный диаметр уплотнения воздушного канала в свободном состоянии составляет около 9,0 мм в, в результате чего уплотнение 34 воздушного канала сжимается внутри выпускной трубки 38. Процесс герметизации облегчается с помощью ребер 84 на внешней поверхности уплотнения 34. Манжета 82 на уплотнении 34 обеспечивает стопор для выпускной трубки 38.
Элемент 42 для переноса жидкости представляет собой капиллярный фитиль, а нагреватель 40 содержит резистивный провод, намотанный на капиллярный фитиль.
В дополнение к резистивному проводу, намотанному на капиллярный фитиль 42 и образующему нагреватель 40, узел 36 испарителя дополнительно содержит электрические выводы 41, которые проходят через отверстия в упругой заглушке 44 для контакта с электродами 46, установленными на торцевой крышке 48, для подачи электропитания на нагреватель 40 через электрическое устройство сопряжения, установленное после того, когда картридж подключается к блоку управления. Выводы 41 нагревателя могут содержать тот же материал, что и провод с высоким сопротивлением, намотанный вокруг капиллярного фитиля, образующего нагреватель 40, но в данном случае выводы 41 нагревателя содержат другой материал (материал с более низким сопротивлением), соединенный с проводом высокого сопротивления нагревателя, намотанным вокруг капиллярного фитиля В данном случае нагреватель 40 содержит катушку из проволоки, изготовленной из нихрома (NiChrome), фитиль 42 содержит натуральный хлопок, а электрические выводы 41 нагревателя содержат никелевую проволоку N6, припаянную к соответствующим концам катушки 40 нагревателя в местах каплевидных контактов 43 из припоя. Некоторые дополнительные особенности узлов испарителя, соответствующих с различными вариантами осуществления изобретения, будут описаны ниже.
Когда картридж находится в собранном состоянии, фитиль 42 располагается в полукруглых углублениях 90 выпускной трубки 38, в результате чего центральная часть фитиля, вокруг которой намотана нагревательная катушка, находится внутри выпускной трубки, в то время как концевые части фитиля находятся снаружи от выпускной трубки 38.
Упругая заглушка 44 в этом примере представляет собой единую силиконовую литую деталь. Упругая заглушка содержит основание 100 с наружной стенкой 102 и внутреннюю стенку 104, проходящую вверх от основания 100 и окружающую центральное сквозное отверстие (не видно на фиг. 2), проходящее через основание 100. Когда картридж находится в собранном состоянии, а также во время использования воздух, поступающий в картридж через отверстие в торцевой крышке 48, проходит через центральное сквозное отверстие в упругой заглушке 44 и вблизи нагревателя 40 узла 36 испарителя.
Внешняя стенка 102 упругой заглушки 44 соответствует внутренней поверхности корпуса 32, в результате чего при сборке картриджа упругая заглушка 44 образует уплотнение с корпусом 32. Внутренняя стенка 104 упругой заглушки 44 соответствует внутренней поверхности выпускной трубки 38, в результате чего при сборке картриджа упругая заглушка 44 также образует уплотнение с выпускной трубкой 38. На внутренней стенке 104 имеется пара диаметрально противоположных прорезей 108, причем конец каждой прорези имеет полукруглое углубление 110, проходящее наружу (т.е. в направлении от продольной оси картриджа) по нижней части каждой прорези во внутренней стенке 104, образуя часть опоры 112 для приема части фитиля 42, когда картридж находится в собранном состоянии. Прорези 108 и полукруглые углубления 110 во внутренней стенке упругой заглушки 44 выровнены с прорезями 88 и полукруглыми углублениями 90 выпускной трубки 38, так что прорези 88 в выходной трубке 38 вмещают в себя соответствующие части опоры 112 с соответствующими полукруглыми углублениями, образуя отверстия, через которые проходит фитиль 42. Размер отверстий, образуемых полукруглыми углублениями, через которые проходит фитиль, точно соответствует размеру и форме этого фитиля, но немного меньше, поэтому за счет упругости заглушки 44 обеспечивается некоторая степень сжатия фитиля. Это позволяет переносить жидкость вдоль фитиля посредством капиллярного действия, в то же время ограничивая степень, с которой жидкость, которая не переносится фитилем, может проходить через отверстия. Как отмечалось выше, в основании 100 упругой заглушки 44 имеются отверстия, через которые проходят контактные электрические выводы 41 для катушки 40 нагревателя, когда картридж находится в собранном состоянии. В этом примере нижняя часть основания упругой заглушки включает в себя распорки 116, которые поддерживают дистанцию между нижней поверхностью основания и торцевой крышкой 48. В этих распорках 116 выполнены отверстия, через которые проходят электрические контактные выводы 41 для нагревателя катушки.
Торцевая крышка 48 представляет собой полипропиленовую отливку с установленной в ней парой позолоченных медных клемм 46.
Концы клемм 46 на нижней стороне торцевой крышки находятся близко к положению заподлицо с сопрягаемым концом 54 картриджа, образованным торцевой крышкой 48. Это те части электродов, с которыми выровнены соответствующие подпружиненные контакты в блоке управления, который подключается к собранному картриджу. Концы электродных клемм на внутренней стороне картриджа проходят от торцевой крышки 48 и далее в отверстия в упругой заглушке 44, через которые проходят контактные электрические выводы 41. Электродные клеммы немного увеличены по отношению к отверстиям и содержат фаску на своих верхних концах для облегчения введения их в отверстия в упругой заглушке 44, где они удерживаются в плотном контакте с контактными электрическими выводами 41 нагревателя 40 благодаря упругим свойствам заглушки.
Торцевая крышка имеет основание 124 и вертикальную стенку 120, которая соответствует внутренней поверхности корпуса 32. Вертикальная стенка 120 торцевой крышки 48 вставляется в корпус 32, в результате чего фиксирующие выступы 70 входят в зацепление с углублениями 68 в корпусе 32 для защелкивания концевой крышки 48 в корпусе при сборке картриджа. Верхняя часть вертикальной стенки 120 торцевой крышки 48 упирается в упругую заглушку 44, а нижняя поверхность распорок 116 на упругой заглушке упирается в основание 124 торцевой крышки, так что, когда торцевая крышка 48 соединена к корпусом, она оказывается прижатой к упругой заглушке 44, поддерживая ее в состоянии небольшого сжатия.
Основание 124 торцевой крышки 48 содержит круговой буртик, выходящий за пределы основания вертикальной стенки 112, толщина которого соответствует толщине наружной стенки корпуса на сопрягаемом конце картриджа.
Когда картридж находится в собранном состоянии, образуется воздушный канал, проходящий от впускного отверстия в торцевой крышке 48 до выпускного отверстия 60. Первая часть воздушного канала начинается с впускного отверстия в торцевой крышке и проходит через центральное отверстие в упругой заглушке 44. Вторая часть воздушного канала ограничена областью во внутренней стенке 104 упругой заглушки 44 и выпускной трубкой 38 вокруг нагревателя 40. Эта вторая часть воздушного канала также может рассматриваться как область генерирования пара, поскольку она является основной областью, в которой при использовании вырабатывается пар. Воздушный канал от впускного отверстия в основании торцевой крышки 48 до области генерирования пара может быть назван входной частью воздушного канала. Третья часть воздушного канала образована оставшейся частью выпускной трубки 38. Четвертая часть воздушного канала образована внутренней трубкой 62 корпуса, которая соединяет воздушный канал с выпускным отверстием 60. Воздушный канал от области генерирования пара до выпускного отверстия может быть названа выходной частью воздушного канала.
Когда картридж находится в собранном состоянии, в пространстве снаружи воздушного канала и внутри корпуса 32 образуется резервуар для жидкости. Он может быть заполнен при изготовлении, например, через отверстие, которое затем герметизируется, или с помощью других средств. Конкретная природа жидкости, например, с точки зрения ее состава, не имеет первостепенного значения для настоящего изобретения, и в общем может использоваться любая традиционная для электронных сигарет жидкость. Резервуар закрыт на сопрягаемом конце картриджа упругой заглушкой 44. Фитиль 42 (капиллярный фитиль) узла 36 испарителя проходит через отверстия в стенке воздушного канала, образованные полукруглыми углублениями 110, 90 в упругой заглушке 44 и выпускной трубке 38, как описано выше. Таким образом, концы фитиля 42 входят в резервуар, из которого они вытягивают жидкость через отверстия в воздушном канале к нагревателю 40 для последующего испарения.
При обычном использовании картридж 2 соединяется с блоком 4 управления, а блок управления активируется для подачи электропитания на картридж через клеммы 46 в торцевой крышке 48. Электроэнергия проходит через соединительные провода 41 к нагревателю 40. Таким образом, нагреватель начинает действовать, испаряя часть жидкости из фитиля вблизи нагревателя. В результате в области генерирования пара на пути прохождения воздуха вырабатывается пар. Жидкость, которая испаряется из фитиля, заменяется другой жидкостью, которая вытягивается из резервуара под действием капиллярного эффекта. Пока нагреватель активен, и пользователь совершает вдох через конец 52 мундштука картриджа, воздух втягивается в картридж через впускное отверстие в торцевой крышке 48 и поступает в область генерирования пара, окружающую нагреватель 40, через отверстие в основании 100 упругой заглушки 44. Входящий воздух смешивается с паром, выработанным в нагревателе, образуя аэрозоль, который затем вытягивается по выпускной трубке 38 и внутренней части 62 корпуса перед выходом через выходное отверстие 60 для вдыхания пользователем. В некоторых вариантах осуществления изобретения воздушный канал на протяжении от впускного отверстия для воздуха до выпускного отверстия для пара может иметь наименьшую площадь поперечного сечения в том месте, где он проходит через отверстие в упругой заглушке. Другими словами, отверстие в упругой заглушке может в первую очередь отвечать за общее сопротивление при затяжке во время использования электронной сигареты.
Как отмечалось выше, фитиль 42 может содержать хлопок, например, японский хлопок. Хотя известно, что хлопок используется в качестве впитывающего материала в системах доставки пара, были обнаружены новые подходы, благодаря которым в некоторых случаях можно улучшить характеристики системы. Например, известный подход для изготовления хлопкового фитиля для электронной сигареты состоит в том, чтобы плоское хлопковое полотно разрезать на полоски и скатать эти полоски для формирования фитиля элемент, который вставляется вдоль оси предварительно сформированной катушки нагревателя. Однако было обнаружено, что могут быть различными способами получены улучшенные рабочие характеристики, например, путем выполнения фитиля, в виде двух или более скрученных хлопковых нитей, а не скатанной хлопковой ленты, и/или наматывания нагревательного провода вокруг фитиля для формирования катушки нагревателя, которая сжимает фитиль, в отличие от введения фитиля в предварительно сформированную катушку, и/или выбора соответствующего сопротивления катушки нагревателя, чтобы дополнять хлопковый фитиль. Аспекты и особенности этих различных новых подходов будут описаны ниже.
На фиг. 4 показана блок-схема способа формования материала для использования в качестве элемента переноса жидкости (т.е. фитиля) в узле испарителя системы предоставления пара в соответствии с определенными вариантами осуществления изобретения, например, в узле 36 испарителя, описанном выше.
На этапе S1 берут материал для фитиля. В этом примере материал содержит хлопок гребенного прочеса, например, натуральный хлопок медицинского качества, который может быть, например, японским хлопком. Хлопок может иметь относительно большую длину волокна, например, среднюю длину волокна около 31 мм. Следует отметить, что это всего лишь один пример конкретного материала и средней длины волокна для одного конкретного варианта выполнения, а в других примерах материал сырья может содержать другую форму хлопка, и/или иметь другую среднюю длину волокна, например, среднюю длину волокна более 15 мм, например, более 20 мм, более 25 мм или более 30 мм.
На этапе S2 материал сырья формируют в пучки массой около 250 кг. Следует понимать, что это всего лишь один показательный размер пучка для одного конкретного варианта реализации, и в других примерах исходный материал может быть упакован в пучки различной массы, например, масса пучка может составлять более 100, 150, 200 кг и/или менее 400, 350 или 300 кг. В более общем смысле следует отметить, что конкретный размер пучка может быть выбран в соответствии с производительностью используемой технологической линии и желаемым количеством фитильного материала.
На этапе S3 пучки материала сырья очищаются (уменьшаются и отбеливаются). Это осуществляется путем помещения четырех пучков материала сырья (т.е. около одной тонны) в чистящий сосуд, содержащий воду (чистящую жидкость) и около 0,5% (например, по весу) NaOH медицинского класса, около 1,8% (например, по весу) H2O2 медицинского класса и около 3,0% (например, по массе) моногидрата лимонной кислоты пищевого класса в течение примерно 2,5 часов. Следует понимать, что эти параметры являются просто примерами для одного конкретного варианта реализации, а в других вариантах реализации могут использоваться другие параметры. Например, в некоторых случаях процесс очистки может применяться к партиям из большего или меньшего количества пучков, например, с учетом вместимости сосуда для очистки и желаемого количества фитильного материала.
Кроме того, количество времени, которое материал сырья проводит в чистящей жидкости, может быть различным в разных случаях. Например, в более общем случае количество времени, проведенного в чистящей жидкости, может составлять более около 1, например, более 1,5 часов, более 2 часов, и/или менее 4 часов, например, менее 3,5 часов или менее 3 часов.
Кроме того, конкретный состав чистящей жидкости может быть различным в разных вариантах реализации.
Например, в некоторых случаях чистящая жидкость может содержать NaOH в другой пропорции, например, количество по массе может составлять более 0,1%, например, более 0,2, 0,3, 0,4%, и/или менее 1%, например, менее 0,9, 0,8, 0,7 или 0,6%. Кроме того, чистящая жидкость может вместо или в дополнение содержать химически подходящую альтернативу для NaOH, например, другое основание/щелочной гидроксид.
Аналогичным образом, в некоторых случаях чистящая жидкость может содержать перекись водорода H2O2 в другой пропорции, например, количество по массе может составлять более 0,5, 0,7, 0,9, 1,1, 1,3, 1,5%, и/или менее 3, 2,8, 2,6, 2,4, 2,2, 2,0%. Кроме того, чистящая жидкость может вместо или в дополнение содержать химически подходящую альтернативу, такую как другой окислитель/отбеливающий агент.
Кроме того, в некоторых случаях чистящая жидкость может содержать моногидрат лимонной кислоты в другой пропорции, например, количество по весу может составлять более 1, 1,5, 2,0, 2,5%, и/или менее 5, 4,5, 4, 3,5%. Кроме того, чистящая жидкость может вместо или в дополнение содержать химически подходящую альтернативу.
На этапе S4 пучки очищенного материала сырья извлекаются из сосуда для очистки и оставляются в состоянии покоя (сливаются) в течение примерно 30 минут. Следует отметить, что это всего лишь один пример продолжительности состояния покоя для одного конкретного варианта реализации, а в других примерах очищенные пучки могут быть оставлены в состоянии покоя на более длительную или более короткую продолжительность. Например, в более общем случае продолжительность состояния покоя может составлять более 10, 15, 20, 25 минут, и/или менее 60, 50, 45, 40, 35 минут.
На этапе S5 пучки очищенного материала сырья нагреваются примерно до 120°C в течение примерно 5 минут для просушки. Следует понимать, что эти параметры являются просто примерами для одного конкретного варианта реализации, а в других вариантах реализации могут использоваться другие параметры. Например, в более общем случае время сушки на этапе S5 может составлять более 1, 2, 3, 4 минут, и/или менее 20, 15, 10, 9, 8, 7, 6 минут. Кроме того, в более общем случае температура сушки на этапе S5 может составлять более 90, 95, 100, 105, 110, 115°C, и/или менее 150, 145, 140, 135, 130, 125°C.
На этапе S6 высушенный хлопок вытягивается в хлопковую нить с линейной массой (масса на длину) около 0,7 г/м и площадью поперечного сечения около 5 мм2. Это может быть выполнено с использованием традиционных технологий вытяжки хлопковых нитей, например, с использованием надлежащим образом сконфигурированного волочильного станка. Следует понимать, что это только один пример выбора линейной массы нити и площади поперечного сечения для одного конкретного варианта реализации. В других примерах хлопок может быть вытянут с образованием нити с другой линейной массой и/или другой площадью поперечного сечения. Например, в некоторых случаях нить может иметь линейную массу более 0,3, 0,4, 0,5, 0,6 г/м, и/или менее 1,2, 1,1, 1,0, 0,9, 0,8 г/м. Кроме того, в некоторых примерах нить может иметь площадь поперечного сечения более 1, 2, 3, 4 мм2, и/или менее 9, 8, 7, 6 мм2.
На этапе S7 две хлопковые нити скручиваются вместе, формируя фитиль. В этом примере две нити скручиваются относительно свободно, т.е. имеют относительно большую длину скручивания, например, около 22 скручиваний на метр (то есть средний шаг около 4,5 см для каждой нити). В других примерах нити могут быть скручены с образованием фитиля с другим числом оборотов/витков на метр. Например, в некоторых случаях количество скручиваний на метр может превышать 10, 12, 14, 16, 18, 20, и/или количество скручиваний на метр может быть меньше 34, 32, 30, 28, 26, 24. Кроме того, хотя в этом примере материал фитиля состоит из двух скрученных хлопковых нитей, в других примерах может быть более двух скрученных хлопковых нитей, например три, четыре, пять или больше скрученных хлопковых нитей. В любом случае этап S7 может быть выполнен с использованием традиционных технологий скручивания хлопковых нитей, например, с использованием надлежащим образом сконфигурированной машины для скручивания нитей. В этом примере две хлопковые нити скручиваются вместе, в результате чего полученный фитиль имеет линейную массу около 1,4 (±10%) г/м и характеристический диаметр около 3,5 (+1,0/-0,5) мм.
Следует понимать, что материал фитиля, как правило, не будет иметь строго круглого поперечного сечения, и в этом отношении характеристический диаметр материала фитиля можно принять равным диаметру круга той же площади, что и площадь сечения фитиля плоскостью, перпендикулярной его длине (т.е. характеристический диаметр = 2×√(площадь поперечного сечения)/π). Также следует понимать, что характеристический диаметр фитиля, скорее всего, будет изменяться в некоторой степени по длине фитильного материала, и в этом смысле характеристический диаметр можно рассматривать как усредненный по длине характеристический диаметр (например, усредненный по длине диаметр превышает ожидаемую шкалу типичных изменений диаметра, например, более двух или трех сантиметров). Таким образом, хотя термин «диаметр» может использоваться здесь для простоты, следует понимать, что его следует интерпретировать (как в отношении фитиля, так и нитей, образующих фитиль) как ссылку на усредненный по длине характеристический диаметр. Например, диаметр, соответствующий диаметру круга, имеющего такое же среднее по длине поперечное сечение усредняется, например, по типичной длине фитиля в узле испарителя, например, усредняется на длине около 1, 2, 3 см или более. В этом смысле диаметр части несжатого фитильного материала в некоторых отношениях можно охарактеризовать как диаметр цилиндра, имеющего такую же длину и объем, что и несжатый фитильный материал, и аналогичным образом – для секции сжатого фитильного материала.
Следует понимать, что значения линейной массы и характеристического диаметра фитильного материала являются примерами одного конкретного варианта реализации. В других примерах хлопковые нити могут скручиваться вместе, образуя фитильный материал с другой линейной массой и характеристическим диаметром. Например, в некоторых случаях материал фитиля может иметь линейную массу более 0,5, 0,6, 0,7, 0,8, 0,9, 1,0, 1,1, 1,2, 1,3 г/м, и/или менее 2,5, 2,4, 2,3, 2,2, 2,1, 2,0, 1,9, 1,8, 1,7, 1,6, 1,5 г/м. Кроме того, в некоторых случаях материал фитиля может иметь характеристический диаметр более 2,7, 2,8, 2,9, 3,0, 3,1, 3,2, 3,3, 3,4 мм, и/или менее 4,5, 4,4, 4,3, 4,2, 4,1, 4,0, 3,9, 3,8, 3,7, 3,6 мм. Приемлемый допуск на параметры материала фитиля будет зависеть от рассматриваемого варианта реализации. В этом примере предполагается, что приемлемый допуск для линейной массы фитильного материала составляет около ±10%, а приемлемый допуск для характеристического диаметра фитильного материала составляет около +1 мм/ –0,5 мм. В более общем смысле, способ изготовления фитильного материала может включать в себя регулирование диаметра фитильного материала для достижения целевого диаметра в пределах допуска +5% / –2,5% от целевого диаметра.
В отношении площади поперечного сечения в плоскости, перпендикулярной оси прохождения фитильного материала (то есть в плоскости наименьшего поперечного сечения), эти показательные диапазоны диаметра фитильного материала соответствуют фитильному материалу, который может иметь площадь поперечного сечения более 5,7, 6,2, 6,6, 7,1, 7,5, 8,0, 8,6, 9,1 мм2, и/или менее 15,9, 15,2, 14,5, 13,9, 13,2, 12,6, 11,9, 11,3 = 10,8, 10,2 мм2.
Как только фитильный материал сформирован посредством скручивания пары хлопковых нитей, как описано выше со ссылкой на этап S7, он может в некоторых случаях подвергаться мониторингу/тестированию качества, как схематично показано на этапе S8. Существуют разнообразные испытания, которые могут быть приняты для контроля качества, при этом испытания могут проводиться для всего фитильного материала (например, испытания, относящиеся к внешнему виду) или для выбранных образцов материала (например, для разрушающих испытаний), в соответствии с установленными принципами пакетного тестирования производственного процесса. Например, и как указано на этапе S8, в некоторых случаях может существовать требование для выполнения одного или нескольких следующих параметров:
– материал фитиля должен быть белым и без посторонних частиц (например, для испытания на загрязнение);
– образец материала фитиля, например, 5 г, должен погружаться в воду в течение заданного времени, например, 10 секунд (например, для проверки абсорбционной способности);
– образец должен иметь разрывное усилие около 0,3 (±0,1) кгс (например, для испытания на прочность);
– средняя длина волокна должна составлять около 31 мм (это можно проверить, например, с помощью устройства емкостного измерения длины).
На этапе S9, предполагая, что текущая партия фитильного материала прошла проверку контроля качества на этапе S8, фитильный материал формируется в рулоны для хранения и/или дальнейшей обработки. В этом примере предполагается, что каждый рулон содержит 1 (± 10%) кг фитильного материала. Однако следует понимать, что размер рулона может быть разным в различных вариантах реализации, например, с учетом масштаба, в котором материал фитиля должен обрабатываться для формирования узлов испарителя.
В примере по фиг. 4 предполагается, что фитильный материал хранится перед любой дальнейшей обработкой (т.е. перед введением в узлы испарителя) и, как указано на этапе S10, фитильный материал хранится в мешках пищевого класса с влажностью от 40 до 70%.
Таким образом, на фиг. 4 схематически представлен способ формирования фитильного материала для использования в узлах испарителя электронной сигареты в соответствии с определенными вариантами осуществления изобретения, например, для использования в электронной сигарете 1, представленной на фиг. 1 и 2. Следует понимать, что способ, представленный на фиг. 4, является лишь одним конкретным примером, и в соответствии с другими вариантами осуществления изобретения возможны его модификации. Например, в некоторых вариантах некоторые из этапов, представленных на фиг. 4, могут быть опущены. В частности, в некоторых вариантах может не осуществляться этап S8 контроля качества. Кроме того, как уже отмечалось выше, следует понимать, что конкретные параметры, представленные на фиг. 4, указывают подходящие значения для одного варианта реализации, представленного в качестве конкретного примера, а в других вариантах реализации могут использоваться другие конкретные значения. Следует также понимать, что различные этапы способа, изложенного выше со ссылкой на фиг. 4, могут быть осуществлены вручную или автоматически с помощью соответствующим образом сконфигурированной машины.
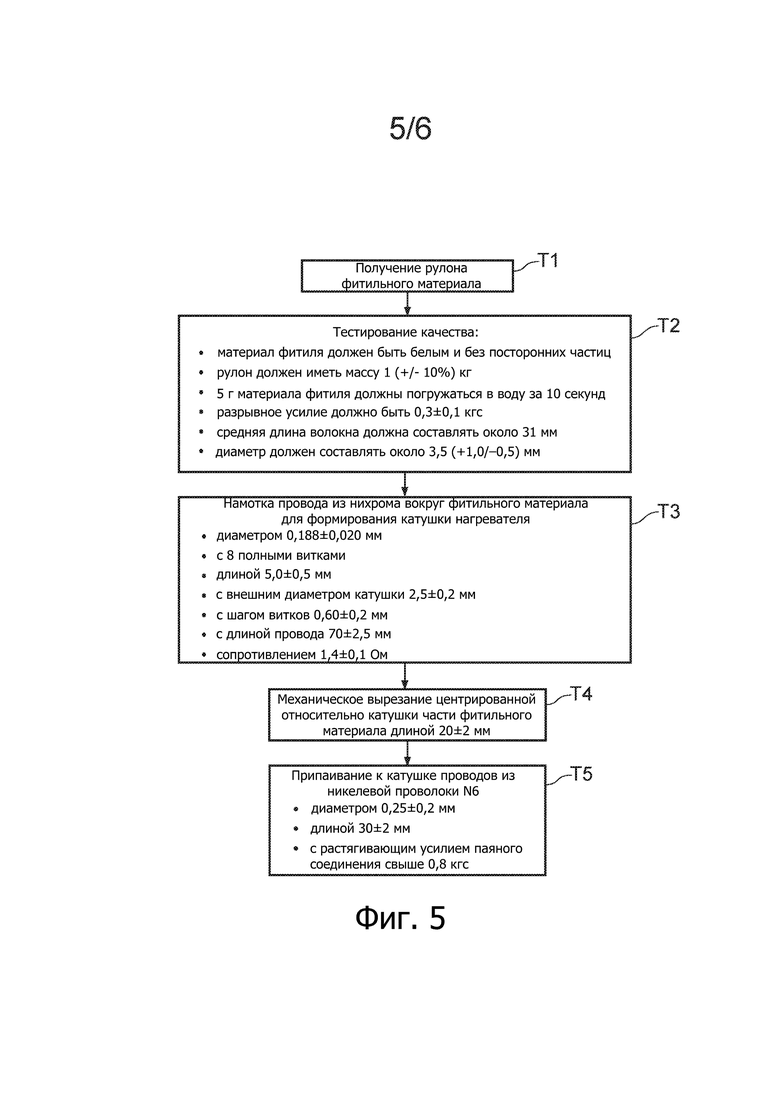
На фиг. 5 показана блок-схема способа формирования узла испарителя для системы предоставления пара в соответствии с определенными вариантами осуществления изобретения, например, узла 36 испарителя с использованием фитильного материала, изготовленного по способу, представленному со ссылками на фиг. 4. Однако следует понимать, что способ, представленный со ссылками на фиг. 5, может применяться для формирования испарителя с фитилем, способ изготовления которого отличен от способа, представленного со ссылками на фиг. 4.
Обработка начинается на этапе T1 с рулона фитильного материала, полученного способом по фиг. 4 (фитильный материал был извлечен из любого мешка/контейнера для хранения).
На этапе T2 рулон фитильного материала проходит тестирование качества. Существуют различные испытания, которые могут быть приняты для целей контроля качества, некоторые из которых могут соответствовать подходам к тестированию качества, рассмотренным выше со ссылками на этап S8 по фиг. 4. Испытания могут применяться для рулона фитильного материала в общем (например, испытания, относящиеся к внешнему виду) или для образцов материала (например, для разрушающих испытаний) в соответствии с установленными принципами серийного испытания продукта. Например, и как указано на этапе T2, в некоторых случаях может существовать требование для выполнения одного или нескольких следующих параметров:
– материал фитиля должен быть белым и без посторонних частиц (например, для испытания на загрязнение);
– рулон фитильного материала должен иметь массу 1 (±10%) кг;
– образец фитильного материала, например, 5 г, должен погружаться в воду в течение заданного времени, например, 10 секунд (например, для испытания абсорбционной способности);
– образец должен иметь усилие на разрыв около 0,3 (±0,1) кгс (например, для испытания на прочность);
– средняя длина волокна должна составлять около 31 мм (это можно проверить, например, с использованием устройства емкостного измерения длины);
– диаметр материала фитиля должен составлять около 3,5 (+1,0/ –0,5) мм.
Конечно, следует понимать, что эти конкретные параметры контроля качества основываются на этих желательных характеристиках фитильного материала, как обсуждалось выше применительно к процессу изготовления по фиг. 4. В других вариантах осуществления изобретения фитильный материал может иметь разные целевые значения для этих параметров, как обсуждалось выше, и в этом случае тестирование качества будет соответствующим образом изменено.
На этапе T3 участок нагревательного провода наматывают вокруг фитильного материала для формирования катушки нагревателя. Как отмечено выше, в этом примере провод нагревателя содержит сплав никель-хром (NiChrome), например, сплав Ni-Cr 80:20. Однако следует понимать, что в других примерах могут быть использованы другие материалы, например, другие электрически резистивные провода того типа, который ранее использовался в электронных сигаретах. В другом примере нагреватель может не содержать катушку, но может, например, содержать трубчатую втулку, габариты которой аналогичны катушке.
В этом примере диаметр провода составляет около 0,188 (±0,020) мм и формируется в виде катушки вокруг материала фитиля, внешний диаметр которого составляет около 2,5 (±0,2) мм, а средний шаг – около 0,60 (±0,2) мм. Катушка в этом случае содержит восемь полных витков (т.е. всего 8,5 оборота проволоки вокруг фитильного материала), при этом длина катушки вокруг фитильного материала составляет около 5,0 (±0,5) мм. Общая длина провода, образующего катушку, составляет около 70 (±2,5) мм. В этом примере провод, образующий катушку, имеет электрическое сопротивление 1,4 (±0,1) Ом. В рассматриваемых примерах ссылки на сопротивление катушки нагревателя должны приниматься как ссылки на измеренное сопротивление холодной катушка, т.е. не в тот момент, когда она нагрета для образования пара, и ее сопротивление немного выше, чем в тот момент, когда она является холодной. Следует понимать, что эти различные параметры катушек относятся к одному конкретному варианту осуществления изобретения, и в других вариантах могут быть приняты другие значения этих параметров.
В некоторых случаях диаметр нагревательного провода может составлять более 0,15 мм, например, более 0,16, 0,17 или 0,18 мм, и/или диаметр нагревательного провода может быть меньше 0,23, 0,22, 0,21 или 0,19 мм.
В некоторых случаях катушка, сформированная из нагревательного провода, может иметь наружный диаметр более 2,0, 2,1, 2,2, 2,3 или 2,4 мм, и/или менее 3,0, 2,9, 2,8, 2,7 или 2,6 мм.
Что касается внутреннего диаметра катушки (соответствующего наружному диаметру части фитиля, сжатого нагревательным элементом), в некоторых примерах этот диаметр составляет более 1,6, 1,7, 1,8, 1,9 или 2,0 мм и/или менее 2,6, 2,5, 2,4, 2,3 или 2,1 мм.
Катушка, сформированная из нагревательного провода, может иметь шаг более 0,4, 0,45, 0,5 или 0,55 мм и/или менее 0,85, 0,8, 0,75, 0,7 или 0,65 мм.
Количество полных витков провода катушки вокруг фитиля может составлять более 5, 6, 7 и/или менее 10, 11 или 12. В некоторых случаях катушка может содержать 8 или 9 полных витков провода вокруг фитиля.
Длина катушки, сформированной из нагревательного провода, вдоль фитиля может составлять более 3, 3,5, 4, 4,5 мм и/или менее 8, 7,5, 7, 6,5, 6 или 5,5 мм.
Электрическое сопротивление катушка, содержащей нагревательный провод, может составлять более 1,3, 1,32, 1,34, 1,36 или 1,38 Ом и/или менее 1,5, 1,48, 1,46, 1,44 или 1,42 Ом. Следует понимать, что указанные сопротивления могут быть измерены непосредственно между концами резистивного провода или между точками на соединительных проводах, в которых катушка нагревателя подключается к источнику питания, поскольку дополнительное сопротивление соединительных проводов минимально по сравнению с сопротивлением катушки нагревателя. Например, одним из удобных способов измерения сопротивления нагревателя в собранной системе предоставления пара, подобной представленной на фиг. 1 и 2, может быть измерение сопротивления между клеммами 46, обеспечивающими электрический интерфейс для части картриджа, а во время сборки сопротивление можно измерять, например, между точками на соответствующих соединительных проводах 41. Конечно, нет необходимости измерять сопротивление в каждом узле испарителя при его изготовлении для определения его сопротивления, поскольку сопротивление катушки определяется материалом и геометрией проволоки (то есть длиной и толщиной). Таким образом, если известно, что конкретный материал и геометрия катушки обеспечивают желаемое сопротивление, можно предположить, что катушки такой конструкции также будут иметь желаемое сопротивление без необходимости в его фактическом измерении.
Представленный выше фитильный материал сжимается нагревательным проводом, намотанным вокруг него для формирования катушки. В частности, диаметр фитильного материала внутри катушки изменяется от его первоначально изготовленного диаметра (диаметра в свободном состоянии) примерно от 3,5 до диаметра примерно 2,1 мм (поскольку катушка сформирована с наружным диаметром около 2,5 мм, а толщина проволоки составляет чуть меньше 0,2 мм). Таким образом, в этом примере диаметр фитильного материала уменьшается от сжатия его катушкой до приблизительно 60% от его диаметра в свободном состоянии, т.е. диаметр фитильного материала сжимается намотанной вокруг него катушкой примерно на 40%. Это соответствует уменьшению площади поперечного сечения фитиля внутри катушки примерно на 64% (т.е. с примерно 9,6 мм2 до примерно 3,5 мм2). Было обнаружено, что такое сжатие фитиля катушкой улучшает характеристики узла испарителя по сравнению с существующими подходами, например, в отношении количества производимого пара и сниженной вероятности появления нежелательного вкуса от перегрева. Следует понимать, что в разных вариантах выполнения могут быть приняты разные степени сжатия. Например, в некоторых случаях диаметр фитильного материала может быть сжат нагревательной катушкой на более 20, 25, 30 или 35% и/или менее 60, 55, 50 или 45%.
Как отмечено выше, характеристический диаметр фитиля некруглого поперечного сечения соответствует диаметру круга той же площади. В этом отношении величины, на которые материал фитиля сжимается нагревателем, также могут быть определены с учетом уменьшения площади поперечного сечения материала фитиля (в плоскости, перпендикулярной оси, проходящей вдоль его наибольшей длины), вызванного сжатием катушкой нагревателя. Таким образом, в некоторых случаях поперечное сечение фитильного материала может быть уменьшено посредством сжатия его нагревательной катушкой примерно на 65% (например, от примерно 3,5 до 2,1 мм в диаметре, как в конкретном примере, описанном выше). В более общем случае площадь поперечного сечения фитильного материала может быть уменьшена при сжатии его нагревательной катушкой на более 25, 30, 35, 40, 4%, 50, 55 или 60%, и/или менее 90, 85, 80, 75 или 70%. В этом контексте следует понимать, что сжатие области фитильного материала на X% подразумевает, что площадь поперечного сечения фитильного материала после сжатия составляет X% от площади поперечного сечения фитильного материала до сжатия, т.е. когда он находится в свободном состоянии.
На этапе T4 часть фитильного материала длиной 20±2 мм, центрированная относительно катушки, вырезается из фитильного материала, например, механическим резаком. Фитильный материал вырезанной длины образует элемент переноса жидкости (фитиль) для системы предоставления пара. В связи с этим конкретная длина фитильного материала, который вырезается на этапе T4, может быть выбрана с учетом желаемой длины фитиля для конкретной конструкции электронной сигареты. Таким образом, хотя в данном примере вырезанная длина фитильного материала составляет около 20 мм, в других вариантах эта длина может быть другой. Например, длина вырезанного фитильного материала может составлять более 10, 12, 14, 16, 18 мм и/или менее 30, 28, 26, 24 или 22 мм.
На этапе T5 к концам провода, образующего катушку, припаиваются соединительные провода. В данном случае соединительные провода представляют собой никелевую проволоку N6 диаметром около 0,25±0,2 мм и длиной около 30±2 мм. Соединительные провода припаиваются к катушке в соответствии с традиционными технологиями пайки, например, с обеспечением выдерживания паяным соединением растягивающего усилия свыше 0,8 кгс. Следует понимать, что в других случаях могут быть выбраны другие средства соединения, например, сварка или механический зажим. Кроме того, в других примерах материал, длина и диаметр провода могут быть другими.
Диаметр соединительного провода может быть более 0,15, 0,17, 0,19, 0,21, 0,23 мм и/или менее 0,35, 0,31, 0,29 или 0,27 мм.
В некоторых случаях длина соединительного провода может превышать 15, 20, 25 мм, и/или быть меньше 50, 45, 40 или 35 мм.
Таким образом, на фиг. 5 схематически представлен способ формирования узла испарителя для использования в электронной сигарете, в соответствии с определенными вариантами осуществления изобретения, например, для использования в электронной сигарете 1 по фиг. 1 и 2. Следует понимать, что представленный на фиг. 5 способ является только одним конкретным примером, и возможны модификации этого способа в соответствии с другими вариантами осуществления изобретения. Например, в некоторых вариантах некоторые из этапов, показанных на фиг. 5, могут быть опущены или выполнены в другом порядке. Например, этап тестирования качества по линиям, представленный на фиг. 5 на этапе T2, в некоторых примерах может не осуществляться. Кроме того, в некоторых случаях материал фитиля может быть разрезан по длине (этап T4) до намотки катушки вокруг материала фитиля (этап T3), при этом соединительные провода могут быть припаяны к катушке (этап T5) до того, как материал фитиля вырезается по длине (этап T4), и/или катушка наматывается вокруг фитильного материала (этап T6). Кроме того, как уже отмечалось выше, конкретные значения параметров, представленные на фиг. 5, подходят для одного варианта выполнения, а в других вариантах могут использоваться другие конкретные значения. Следует также принимать во внимание, что различные этапы способа, описанного выше со ссылкой на фиг. 5, могут быть осуществлены вручную или автоматически с помощью соответствующим образом сконфигурированной машины.
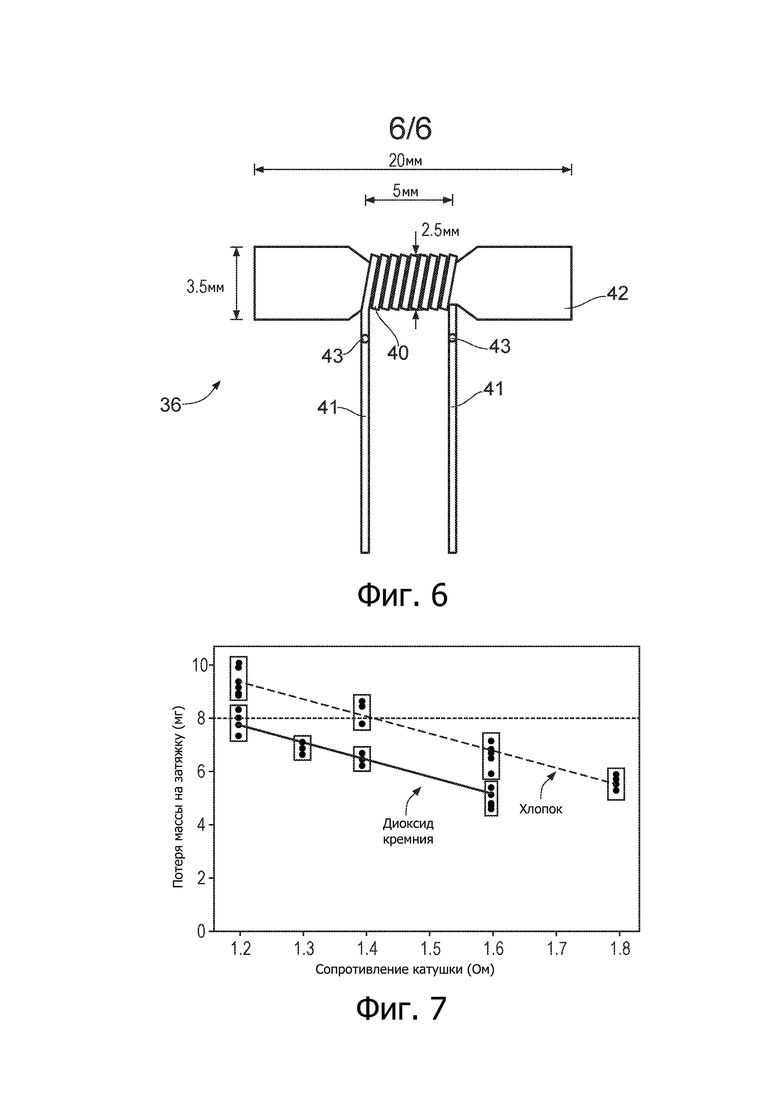
На фиг. 6 схематически (не в масштабе) показан узел 36 испарителя электронной сигареты по фиг. 1 и 2, изготовленной способом, описанным со ссылкой на фиг. 5.
На фиг. 7 представлен график зависимости количество пара, вырабатываемого системой, общая конструкция которой соответствует фиг. 1 и 2, но для разных узлов испарителя, содержащих другие комбинации фитильного материала и сопротивления катушки нагревателя. Количество пара, генерируемого системой предоставления пара, охарактеризовано потерей массы (ML) на затяжку в миллиграммах, что определяется путем измерения снижения массы системы предоставления пара, которая возникает в результате затяжки машины, имеющей фиксированные характеристики (например, в отношении интенсивности и длительности затяжки) и с заданным напряжением, приложенным к катушке нагревателя. С точки зрения удовлетворенности пользователей хорошим результатом является потеря массы 8 мг на затяжку.
На фиг. 7 показаны результаты для двух типов фитильных материалов, а именно: фитиля из кварцевого стекловолокна (экспериментальные точки данных сгруппированы вокруг сплошной подогнанной линии) и хлопкового фитиля описанного выше типа, который изготовлен в соответствии со способом, изложенным со ссылками на фиг. 4 и 5 (экспериментальные точки, сгруппированные вокруг пунктирной подогнанной линии). Хотя указанные фитили различаются по составу, они имеют одинаковую конфигурацию с точки зрения их геометрии. Для каждого фитильного материала показаны результаты для разных сопротивлений катушки нагревателя. В частности, на фиг. 7 показаны результаты для 8 различных комбинаций материала фитиля и сопротивления катушки, а именно: для фитиля из стекловолокна сопротивление катушки составляло 1,2, 1,3, 1,4 и 1,6 Ом, а для хлопкового фитиля –1,2, 1,4, 1,6 и 1,8 Ом. На графике показаны результаты измерений потери массы на затяжку для каждой комбинации фитиля и сопротивления. Поскольку различные измерения выполнялись при одинаковом напряжении, приложенном к катушкам нагревателя, более высокое сопротивление катушки соответствует меньшей мощности (и, следовательно, меньшей использованной энергии) для каждой затяжки. Это видно из общей тенденции к снижению потери массы при увеличении сопротивления с обоими типами фитиля, показывающей по существу линейную зависимость между сопротивлением катушки и потерей массы.
Из графика на фиг. 7 следует, что использование хлопкового фитиля обеспечивает более высокую потерю массы на затяжку по сравнению с использованием фитиля из стекловолокна. В частности, эти результаты показывают, что использование хлопкового фитиля доставляет приблизительно на 2 мг больше пара на затяжку (т.е. устройство теряет приблизительно на 2 мг больше на затяжку) по сравнению с использованием фитиля из стекловолокна. Это указывает на то, что хлопок является более эффективным фитильным материалом, чем стекловолокно (диоксид кремния). Например, для достижения целевой потери массы в расчете 8 мг на затяжку для хлопкового фитиля сопротивление катушки может составлять около 1,4 Ом, тогда как для фитиля из стекловолокна необходимо сопротивление катушки около 1,2 Ом. Таким образом, использование хлопкового фитиля и сопротивления катушки около 1,4 Ом позволяет обеспечить желаемую целевую потерю массы на затяжку с меньшей мощностью/энергией, чем было бы необходимо для соответствующих характеристик при использовании фитиля из стекловолокна (поскольку для этого потребуется катушка нагревателя с более низким сопротивлением, вызывающая более высокий ток).
В таблице 1 приведены средние значения потери массы (в миллиграммах на стандартную затяжку) для различных комбинаций материала фитиля и сопротивления катушки, показанных на фиг. 7. Для комбинации фитиля из диоксида кремния и 1,6 Ом в таблице приводятся два значения, которые соответствуют двум различным конфигурациям системы предоставления пара, используемой для этой комбинации.
Таблица 1
Таким образом, комбинация хлопкового фитиля с сопротивлением катушки нагревателя в 1,4 Ом (как в вариантах, описанных выше со ссылками на фиг. 5 и 6) может обеспечивать желаемые характеристики с точки зрения выработки пара при использовании меньшей мощности, чем при использовании фитиля из диоксида кремния. Конечно, следует понимать, что сопротивление в конкретном варианте реализации не обязательно должно точно составлять 1,4 Ом, и в разных вариантах реализации могут использоваться разные сопротивления нагревателя, например, в случаях, когда требуется немного более высокие или более низкие характеристики с точки зрения потери массы на затяжку, например, сопротивление катушки в диапазоне от 1,3 до 1,5 Ом обеспечивает приемлемые характеристики при использовании хлопкового фитиля.
Другой важной рабочей характеристикой систем предоставления пара является степень, до которой исходный жидкий материал нагревается до нежелательных температур, что может привести к возникновению вкусовых ощущений, возникающих при горении. Одним из способов охарактеризовать это является измерение количества выбросов карбонила из электронной сигареты, например, посредством измерения количества сгенерированного во время использования формальдегида.
В таблице 2 приведены измерения средних выбросов формальдегида (в микрограммах в день) для ряда образцов (обычно пять или шесть) из различных комбинаций материала фитиля (обсуждавшихся выше). Для комбинации фитиля из диоксида кремния и нагревателя с сопротивлением 1,6 Ом в таблице приведены два значения, которые соответствуют двум различным конфигурациям системы предоставления пара.
Таблица 2
Из этой таблицы следует, что использование хлопкового фитиля связано с более низкими выбросами формальдегида по сравнению с использованием фитиля из диоксида кремния во всем рассматриваемом здесь диапазоне сопротивлений катушки.
Еще одной рабочей характеристикой электронных сигарет является вероятность утечки при хранении и использовании. Тестирование различных комбинаций фитильного материала и сопротивления катушки нагревателя, обсуждавшихся выше, используемых в системе предоставления пара по фиг. 1 и 2, показывает, что ни одна из комбинаций не страдает от измеримой утечки во время хранения, или при обычном использовании, или при постукивании. Тем не менее, было замечено, что все системы с фитилем из диоксида кремния имели некоторую степень утечки во время транспортировки, например, около 2% образцов с фитилем из диоксида кремния имели заметную утечку во время транспортировки. Характеристики систем из хлопкового фитиля в основном лучше, и только около 0,3% образцов с хлопковым фитилем имели заметные утечки во время транспортировки. Это позволяет считать, что материал фитиля из хлопка более предпочтителен при формировании уплотнения, где фитиль проходит через стенку воздушного канала, по сравнению с материалом фитиля из диоксида кремния.
Таким образом, принимая во внимание рабочие характеристики системы при различных комбинациях материала фитиля и сопротивления катушки, становится очевидным, что использование хлопкового фитиля и сопротивления катушки в диапазоне от 1,3 до 1,5 Ом можно считать оптимальной для использования в электронной сигарете, например, электронной сигарете по фиг. 1 и 2.
Следует понимать, что, хотя вышеприведенное описание сфокусировано на некоторых различных аспектах элементов для переноса жидкости и/или нагревателей, имеющих ряд различных особенностей, компоновки устройства в соответствии с другими вариантами осуществления изобретения могут включать в себя только некоторые из этих особенностей независимо от некоторых других функций. Например, в некоторых вариантах осуществления изобретения фитиль, изготовленный в соответствии со способом, описанным со ссылкой на фиг. 5, может быть использован в узле испарителя, не содержащем катушку, намотанную вокруг фитиля для его сжатия, как показано на фиг. 6. Аналогичным образом, для узла испарителя, содержащего хлопковый фитиль и катушку нагревателя, сопротивление которой выбрано в соответствии с описанными выше принципами, фитиль не обязательно должен быть изготовлен или иметь форму в соответствии со способами или конструкцией, описанными со ссылками на фиг. 4, 5 или 6. Кроме того, в узле испарителя, содержащем нагревательную катушку, намотанную вокруг фитиля и сжимающую его, как показано на фиг. 6, фитиль не обязательно может быть изготовлен способом, описанным со ссылкой на фиг. 4, но может содержать фитиль из хлопка, изготовленный с использованием другого процесса, и/или другого материала, например из другого волокнистого материала, такого как стекловолокно.
Таким образом, был описан способ изготовления фитильного материала для использования в качестве элемента для переноса жидкости в системе предоставления пара, содержащий этапы, на которых берут по меньшей мере две хлопковые нити и скручивают их вместе, чтобы сформировать фитильный материал, состоящий из двух или более хлопковых нитей.
Также был описан узел испарителя для использования в системе предоставления пара, содержащий элемент переноса жидкости, имеющий оборачиваемый нагревателем участок и свободный от нагревателя участок, а также нагревательный элемент обернутый вокруг оборачиваемого нагревателем участка элемента переноса жидкости; при этом обернутый нагревателем участок элемента переноса жидкости сжат нагревательным элементом так, что площадь его поперечного сечения уменьшена более чем на 25% по сравнению со свободным от нагревателя участком.
Также был описан узел испарителя для использования в системе предоставления пара, содержащий элемент переноса жидкости, сформированный из хлопка; и нагревательную катушку, расположенную вокруг части элемента переноса жидкости, причем нагревательная катушка имеет электрическое сопротивление от 1,3 до 1,5 Ом.
Хотя вышеописанные варианты осуществления изобретения были в некоторых отношениях сфокусированы на некоторых конкретных системах предоставления пара, следует понимать, что те же самые принципы могут быть применены и для систем предоставления пара, использующих другие технологии. Другими словами, конкретный способ, в котором различные аспекты функционирования системы предоставления пара, например, такие как особенности активации системы для использования и функциональные возможности системы, не имеют прямого отношения к принципам, лежащим в основе описанных выше примеров.
Описанные выше особенности и преимущества изобретения представлены только в качестве типичных вариантов его осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для того, чтобы способствовать пониманию и изучению заявленного изобретения. Следует понимать, что преимущества, варианты осуществления, примеры, функции, особенности конструкции и/или другие аспекты настоящего изобретения не должны рассматриваться в качестве ограничения объема изобретения, определяемого его формулой. Могут быть использованы другие варианты осуществления изобретения без выхода за объем формулы изобретения. Различные варианты осуществления изобретения могут подходящим образом содержать, состоять из, или по существу состоять из различных комбинаций раскрытых элементов, компонентов, особенностей, частей, этапов, средств и т.д., отличных от тех, которые конкретно описаны выше, при этом особенности изобретения, изложенные в зависимых пунктах формулы изобретения могут быть объединены с признаками независимых пунктов формулы изобретения в комбинациях, отличных от тех, которые явным образом указаны в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2018 |
|
RU2742806C1 |
| ЭЛЕКТРОННАЯ СИСТЕМА ОБРАЗОВАНИЯ АЭРОЗОЛЯ И ИСПАРИТЕЛЬ ДЛЯ ТАКОЙ СИСТЕМЫ | 2017 |
|
RU2708249C1 |
| СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2019 |
|
RU2755465C1 |
| ИСТОЧНИК АЭРОЗОЛЯ ДЛЯ СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2019 |
|
RU2751630C1 |
| УСТРОЙСТВО СОЗДАНИЯ ПАРА | 2017 |
|
RU2690274C1 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ ПАРА И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2020 |
|
RU2822211C2 |
| ЭЛЕКТРОННЫЕ СИСТЕМЫ ОБЕСПЕЧЕНИЯ АЭРОЗОЛЯ | 2016 |
|
RU2670534C1 |
| УСТРОЙСТВО И СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2019 |
|
RU2753554C1 |
| ЭЛЕКТРОННЫЕ СИСТЕМЫ ОБЕСПЕЧЕНИЯ АЭРОЗОЛЯ | 2016 |
|
RU2678893C1 |
| ЭЛЕКТРОННЫЕ СИСТЕМЫ ОБЕСПЕЧЕНИЯ АЭРОЗОЛЯ | 2019 |
|
RU2712463C1 |
Изобретение относится к узлу испарителя для использования в системе предоставления пара. Узел испарителя содержит элемент для переноса жидкости, сформированный из хлопка, и нагревательный элемент, содержащий катушку из резистивного провода, намотанную вокруг части элемента для переноса жидкости, причем нагревательный элемент имеет электрическое сопротивление от 1,3 до 1,5 Ом. 4 н. и 19 з.п. ф-лы, 9 ил.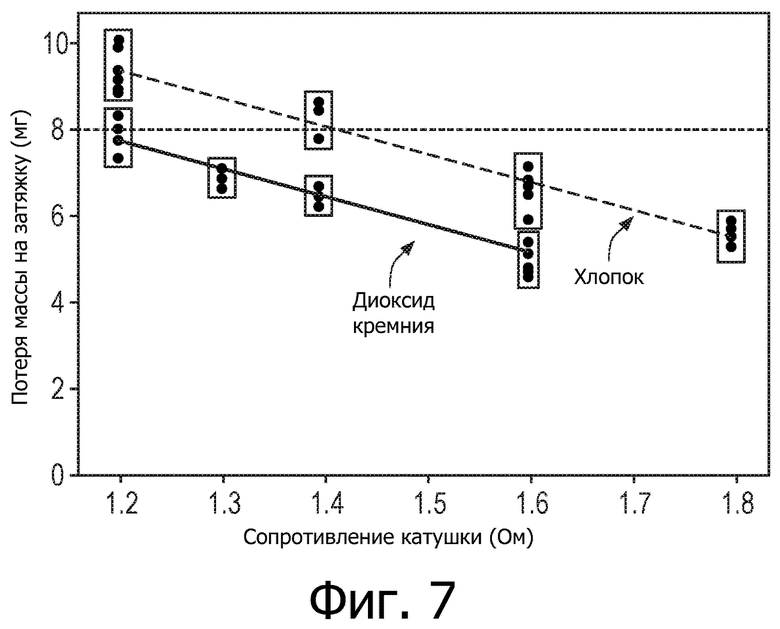
1. Узел испарителя для системы предоставления пара, содержащий
элемент для переноса жидкости, сформированный из хлопка; и
нагревательный элемент, содержащий катушку из резистивного провода, намотанную вокруг части элемента для переноса жидкости, причем нагревательный элемент имеет электрическое сопротивление от 1,3 до 1,5 Ом.
2. Узел по п. 1, в котором электрическое сопротивление нагревательного элемента составляет не менее 1,32; 1,34; 1,36; 1,38 Ом.
3. Узел по любому из пп. 1 или 2, в котором электрическое сопротивление нагревательного элемента составляет не более 1,5; 1,48; 1,46; 1,44; 1,42 Ом.
4. Узел по любому из пп. 1-3, в котором наружный диаметр катушки составляет не менее 2,0; 2,1; 2,2; 2,3; 2,4 мм и/или не более 3,0; 2,9; 2,8; 2,7; 2,6 мм.
5. Узел по любому из пп. 1-4, в котором длина нагревательного элемента вдоль элемента для переноса жидкости составляет не менее 3; 3,5; 4; 4,5 и/или не более 8; 7,5; 7; 6,5; 6; 5,5 мм.
6. Узел по любому из пп. 1-5, в котором длина элемента для переноса жидкости составляет не менее 10; 12; 14; 16; 18 мм и/или не более 30; 28; 26; 24; 22 мм.
7. Узел по любому из пп. 1-6, в котором диаметр резистивного провода, образующего катушку, составляет не менее 0,15; 0,16; 0,17; 0,18 мм и/или не более 0,23; 0,22; 0,21; 0,19 мм.
8. Узел по любому из пп. 1-7, в котором катушка содержит от 6 до 12 полных витков вокруг элемента для переноса жидкости.
9 Узел по любому из пп. 1-8, в котором шаг катушки составляет не менее 0,4; 0,45; 0,5; 0,55 мм и/или не более 0,85; 0,8; 0,75; 0,7; 0,65 мм.
10. Узел по любому из пп. 1-9, дополнительно содержащий первый и второй соединительные выводы, электрически соединенные с катушкой.
11. Узел по любому из пп. 1-10, в котором элемент для переноса жидкости содержит хлопковую нить.
12. Узел по п. 11, в котором элемент для переноса жидкости содержит две или более хлопковых нитей, скрученных между собой.
13. Узел по любому из пп. 1-12, в котором диаметр элемента для переноса жидкости в несжатом состоянии составляет не менее 2,7; 2,8; 2,9; 3,0; 3,1; 3,2; 3,3; 3,4 мм.
14. Узел по любому из пп. 1-13, в котором диаметр элемента для переноса жидкости в несжатом состоянии составляет не более 4,5; 4,4; 4,3; 4,2; 4,1; 4,0; 3,9; 3,8; 3,7; 3,6 мм.
15. Узел по любому из пп. 1-14, в котором хлопок, образующий элемент для переноса жидкости, содержит волокна длиной не менее 15; 20; 25; 30 мм.
16. Узел по любому из пп. 1-15, в котором линейная масса элемента для переноса жидкости составляет не менее 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3 г/м.
17. Узел по любому из пп. 1-16, в котором линейная масса элемента для переноса жидкости составляет не более 2,5; 2,4; 2,3; 2,2; 2,1; 2,0; 1,9; 1,8; 1,7; 1,6; 1,5 г/м.
18. Узел по любому из пп. 1-17, в котором часть элемента для переноса жидкости, расположенная внутри катушки, сжата этой катушкой так, что ее площадь поперечного сечения уменьшена более чем на 25% по сравнению с несжатым элементом для переноса жидкости.
19. Система предоставления пара, содержащая резервуар для исходной жидкости и узел испарителя по любому из пп. 1-18, в котором элемент для переноса жидкости выполнен с возможностью втягивания исходной жидкости из резервуара в нагревательный элемент для ее нагревания с целью выработки пара для вдыхания пользователем.
20. Система по п. 19, в которой резервуар для исходной жидкости и узел испарителя представляют собой картридж.
21. Система по п. 19, дополнительно содержащая контроллер и батарею, причем контроллер выполнен с возможностью избирательного управления подачей энергии от батареи к узлу испарителя.
22. Средство узла испарителя для средства предоставления пара, содержащее
средство для переноса жидкости, сформированное из хлопка; и
средство нагревательного элемента, содержащее катушку из резистивного провода, намотанную вокруг части средства для переноса жидкости, причем средство нагревательного элемента имеет электрическое сопротивление от 1,3 до 1,5 Ом.
23. Способ изготовления узла испарителя по п. 1, включающий в себя этапы, на которых
обеспечивают наличие элемента для переноса жидкости; и
формируют нагревательный элемент в виде катушки из резистивного провода, намотанной вокруг части элемента для переноса жидкости, причем нагревательный элемент имеет электрическое сопротивление от 1,3 до 1,5 Ом.
| WO 2015071703 A1, 21.05.2015 | |||
| US 2015013702 A1, 15.01.2015 | |||
| EP 3108759 A1, 28.12.2016 | |||
| WO 2015140012 A1, 24.09.2015 | |||
| WO 2013159245 A1, 31.10.2013 | |||
| НАГРЕВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В КУРИТЕЛЬНОМ ИЗДЕЛИИ С ИСТОЧНИКОМ ЭЛЕКТРОЭНЕРГИИ ДЛЯ НАГРЕВА ТАБАЧНОЙ АРОМАТНОЙ СРЕДЫ, НАГРЕВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В КУРИТЕЛЬНОМ ИЗДЕЛИИ С ИСТОЧНИКОМ ЭЛЕКТРОЭНЕРГИИ ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКОЙ СИГАРЕТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ | 1995 |
|
RU2132629C1 |

