[Область техники]
[0001] Настоящее изобретение относится к картриджу аэрозольного ингалятора, аэрозольному ингалятору и металлическому нагревателю аэрозольного ингалятора.
[Предшествующий уровень техники]
[0002] Известен аэрозольный ингалятор, который обеспечивает генерируемые аэрозоли с помощью вдоха пользователя. Примеры этого типа аэрозольного ингалятора включают режим, в котором образующая аэрозоль жидкость распыляется (превращается в аэрозоль) путем электрического нагревания на основе нагревателя с помощью распылителя. В качестве образующей аэрозоль жидкости известна жидкость, которая используется для образования аэрозолей и которая содержит глицерин (G), пропиленгликоль (PG) или тому подобное.
[0003] Кроме того, в последние годы был предложен распылительный узел, который включает в себя удерживающий жидкость элемент и листовой нагреватель, где удерживающий жидкость элемент удерживает образующую аэрозоль жидкость, абсорбированную из резервуара для хранения жидкости или тому подобного, приспособленного для хранения образующей аэрозоль жидкости, и на резервуаре для хранения жидкости выполнен листовой нагреватель (см., например, Патентный документ 1 и тому подобное).
[Список ссылок]
[Патентный Документ]
[0004] [Патентный документ 1] Публикация патентной заявки США №.2015/0136156
[Патентный документ 2] Японский перевод публикации №2014-527835 международной заявки PCT.
[Краткая сущность изобретения]
[Техническая проблема]
[0005] В данном описании считается, что обычные металлические нагреватели аэрозольного ингалятора имеют резерв для улучшения. Настоящее изобретение было выполнено с учетом вышеупомянутых обстоятельств и имеет целью создание улучшенного по сравнению с обычными металлическими нагревателя аэрозольного ингалятора, картриджа аэрозольного ингалятора, снабженного металлическим нагревателем аэрозольного ингалятора, и аэрозольного ингалятора.
[Решение проблемы]
[0006] Картридж аэрозольного ингалятора в соответствии с настоящим изобретением содержит узел хранения жидкости, в котором хранится образующая аэрозоль жидкость, и металлический нагреватель, который имеет малую толщину и распыляет образующую аэрозоль жидкость, подаваемую из узла хранения жидкости, при этом металлический нагреватель включает в себя переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность, причем по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающий сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности, и сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, в направлении к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащего концом основания, в направлении к вершине сужающегося выступа, при этом краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
[0007] Согласно настоящему изобретению, которое принимает вышеуказанную конфигурацию, поскольку на боковой поверхности металлического нагревателя выполнен сужающийся выступ, на металлическом нагревателе может быть обеспечена достаточная площадь поверхности. Более конкретно, будучи оборудованным сужающимся выступом, металлический нагреватель согласно настоящему изобретению может иметь большую площадь поверхности, чем нагреватель с просто круглым или прямоугольным поперечным сечением и без сужающегося выступа, когда площади поперечного сечения поддерживаются равными. Следовательно, поскольку тепло, генерируемое металлическим нагревателем, в соответствии с настоящим изобретением может эффективно переноситься в создающую аэрозоль жидкость, может быть облегчено испарение создающей аэрозоль жидкости. Таким образом, распыление образующей аэрозоль жидкости может быть облегчено, и аэрозоль может создаваться более эффективно, чем раньше.
[0008] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением размер длины сужающегося выступа от конца основания до вершины может составлять от 5% или более до 20% или менее от толщины металла нагревателя.
[0009] Кроме того, в картридже аэрозольного ингалятора согласно настоящему изобретению вершина сужающегося выступа может быть расположена по существу в центре металлического нагревателя в направлении толщины.
[0010] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением металлический нагреватель может иметь нагревательный узел и электродный узел, выполненные за одно целое, причем нагревательный узел нагревает образующую аэрозоль жидкость за счет выделения тепла при подаче питания.
[0011] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением металлический нагреватель может быть линейным нагревателем, имеющим линейную форму.
[0012] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением металлический нагреватель может быть пластинчатым нагревателем, имеющим форму пластины.
[0013] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением может быть предусмотрено сквозное отверстие, проходящее в металлический нагреватель в направлении толщины, и сужающийся выступ может быть выполнен на внутренней поверхности сквозного отверстия.
[0014] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением в металлическом нагревателе может быть выполнено множество сквозных отверстий.
[0015] Кроме того, картридж для аэрозольного ингалятора в соответствии с настоящим изобретением может дополнительно содержать удерживающий жидкость элемент, который расположен между узлом хранения жидкости и металлическим нагревателем, чтобы удерживать образующую аэрозоль жидкость, подаваемую из узла хранения жидкости, при этом металлический нагреватель может быть предусмотрен в контакте с удерживающим жидкость элементом.
[0016] Кроме того, в картридже аэрозольного ингалятора в соответствии с настоящим изобретением металлический нагреватель может быть пластинчатым нагревателем, имеющим форму пластины с передней поверхностью или задней поверхностью, находящейся в контакте с удерживающим жидкость элементом, и в металлическом нагревателе может быть расположено множество сквозных отверстий, проходящих в металлический нагреватель в направлении толщины, при этом на внутренней поверхности каждого из сквозных отверстий выполнен сужающийся выступ.
[0017] Кроме того, настоящее изобретение может быть идентифицировано как аэрозольный ингалятор, содержащий любой из картриджей аэрозольного ингалятора, описанных выше. Кроме того, например, аэрозольный ингалятор в соответствии с настоящим изобретением содержит узел хранения жидкости, в котором хранится образующая аэрозоль жидкость, и металлический нагреватель, который имеет малую толщину и распыляет жидкость, генерирующую аэрозоль, поступающую из узла хранения жидкости, в которой металлический нагреватель включает в себя переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность, причем по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающий сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности, и сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, к вершине сужающегося выступа и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащей в качестве конца основания, к вершине сужающегося выступа, причем краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, и краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
[0018] Также настоящее изобретение может быть идентифицировано как металлический нагреватель аэрозольного ингалятора. То есть настоящее изобретение представляет собой металлический нагреватель аэрозольного ингалятора, который имеет малую толщину и распыляет создающую аэрозоль жидкость, причем металлический нагреватель аэрозольного ингалятора содержит переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность, при этом по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающий сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности, и сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащей в качестве конца основания, к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащей в качестве конца основания к вершине сужающегося выступа, при этом краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, и краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
[Полезные эффекты изобретения]
[0019] Настоящее изобретение может предоставить технологию для нагревателя аэрозольного ингалятора, улучшенного по сравнению с обычными.
[Краткое описание чертежей]
[0020] Фиг.1 представляет собой схематический вид аэрозольного ингалятора в соответствии с первым вариантом осуществления.
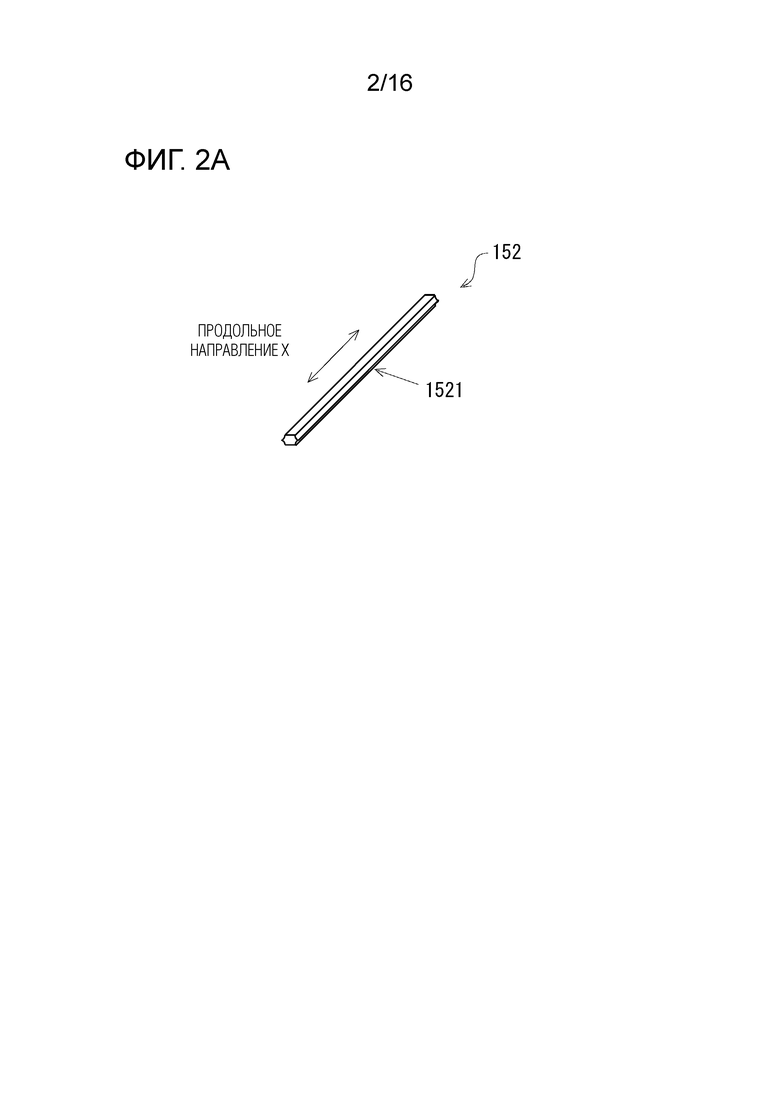
Фиг.2А представляет собой вид, поясняющий металлический нагреватель согласно первому варианту осуществления.
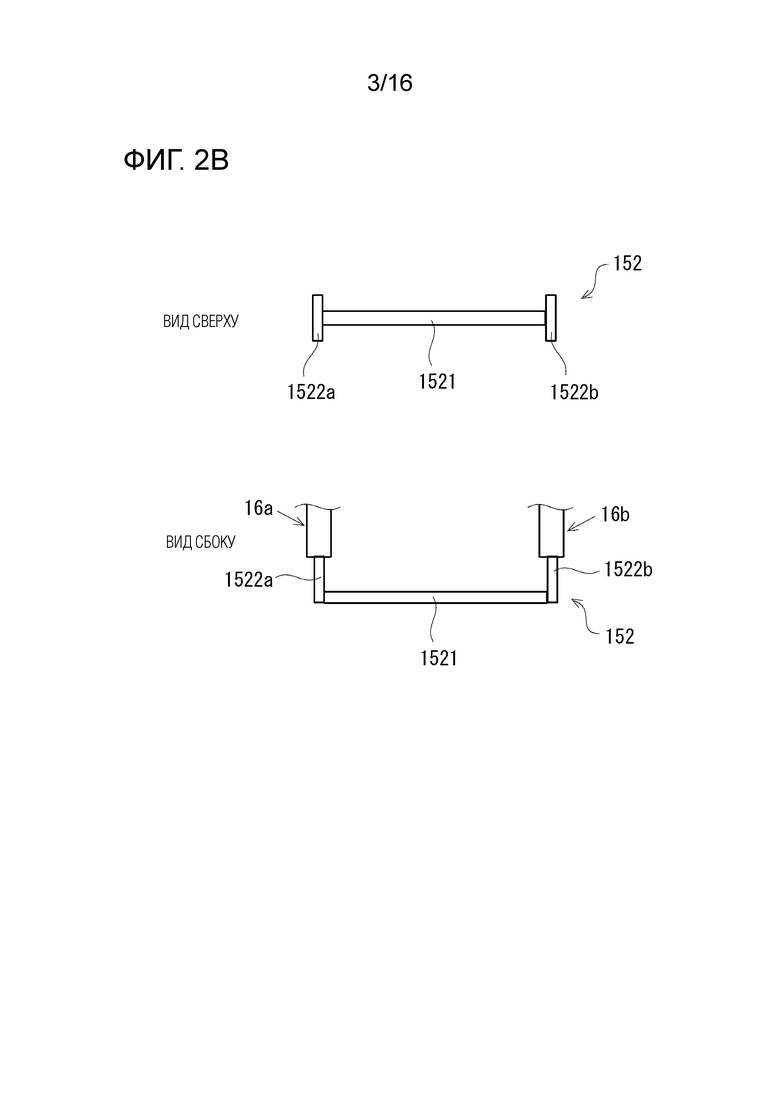
Фиг.2B - вид, поясняющий металлический нагреватель согласно первому варианту осуществления.
Фиг.3 - вид, иллюстрирующий поперечное сечение нагревательного элемента металлического нагревателя в соответствии с первым вариантом осуществления.
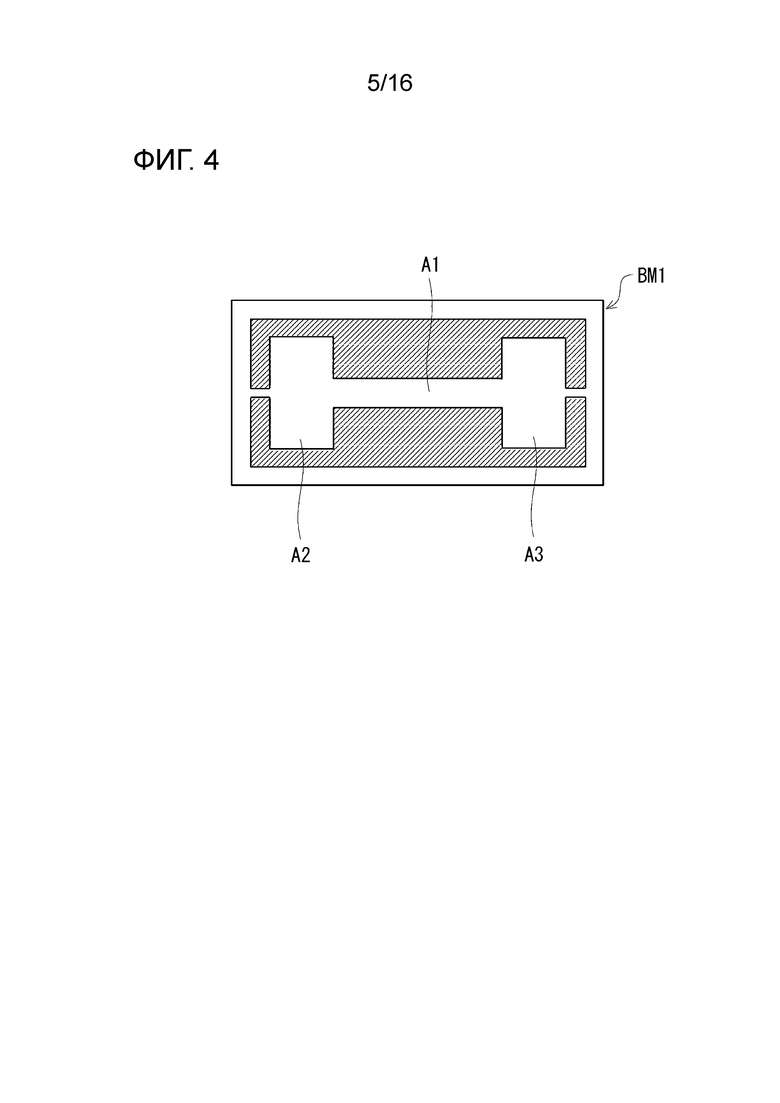
Фиг.4 - вид, концептуально поясняющий способ производства металлического нагревателя в соответствии с первым вариантом осуществления.
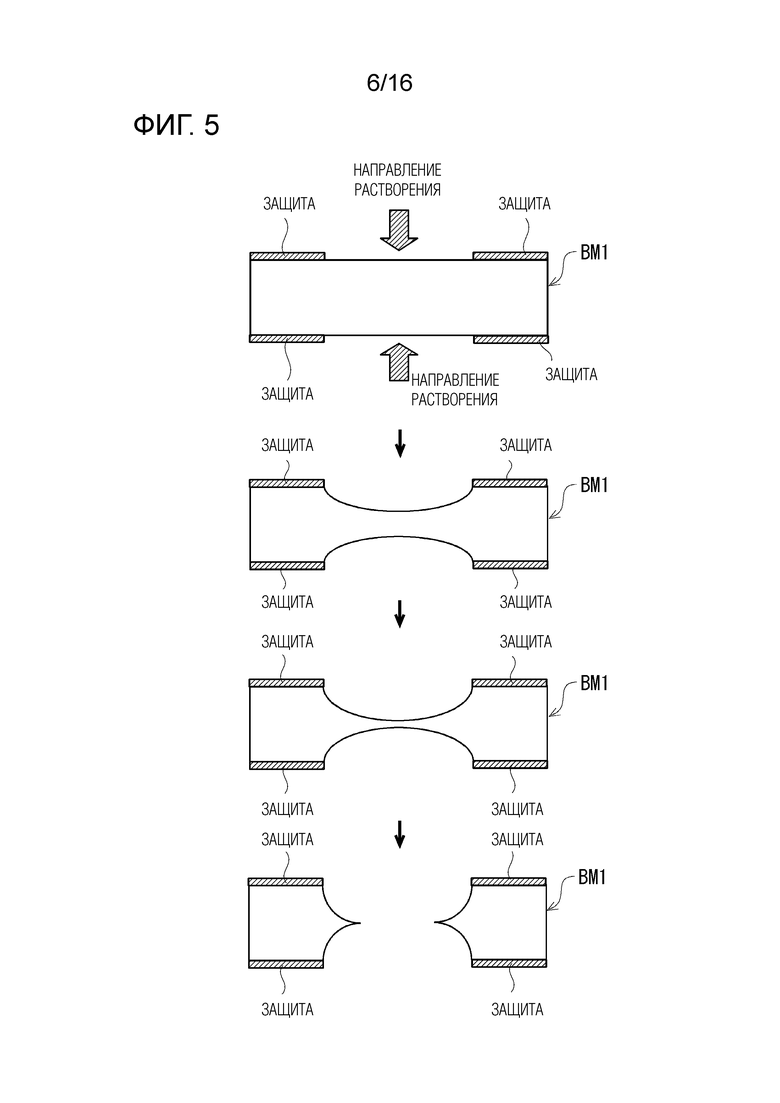
Фиг.5 - вид, концептуально объясняющий процесс, в котором металлическая подложка постепенно растворяется во время двухстороннего травления.
Фиг.6 - вид, иллюстрирующий металлическую подложку после обработки травлением согласно первому варианту осуществления.
Фиг.7 - вид, иллюстрирующий часть формирования нагревателя, снятую с рамы после травления металлической подложки.
Фиг.8 - вид, иллюстрирующий в качестве примера режим установки нагревательного узла на удерживающий жидкость элемент распылительного узла в соответствии с первым вариантом осуществления.
фиг.9А - вид, иллюстрирующий в качестве примера режим установки нагревательного узла на удерживающий жидкость элемент распылительного узла в соответствии с вариантом первого варианта осуществления.
Фиг.9B - вид, иллюстрирующий в качестве примера режим установки нагревательного узла на элементе удержания жидкости распылительного узла в соответствии с вариантом первого варианта осуществления.
Фиг.9C представляет собой вид, иллюстрирующий в качестве примера режим установки нагревательного узла на удерживающий жидкость элемент распылительного узла в соответствии с вариантом первого варианта осуществления.
Фиг.10A - вид, иллюстрирующий металлический нагреватель согласно второму варианту осуществления.
Фиг.10B представляет собой вид, иллюстрирующий металлический нагреватель согласно второму варианту осуществления.
Фиг.11 - вид, иллюстрирующий часть поперечного сечения нагревательного элемента согласно второму варианту осуществления.
Фиг. 12 - вид, иллюстрирующий взаимосвязь между удерживающим жидкость элементом и металлическим нагревателем в распылительном узле согласно второму варианту осуществления.
[Описание вариантов осуществления]
[0021] Теперь варианты осуществления картриджа аэрозольного ингалятора, аэрозольного ингалятора и нагревателя аэрозольного ингалятора в настоящем изобретении будут описаны со ссылкой на чертежи. Кроме того, размеры, материалы, формы, относительные местоположения и тому подобное компонентов, описанных в настоящем варианте осуществления, не предназначены для ограничения технического объема изобретения, если специально не указано иное.
[0022] Фиг.1 представляет собой схематический вид аэрозольного ингалятора 1 согласно первому варианту осуществления. Аэрозольный ингалятор 1 включает в себя картридж 10 (картридж аэрозольного ингалятора) и стержень 20 электропитания, которые соединены вместе с возможностью отсоединения. Картридж 10 снабжен первым соединителем 11 на одном конце. Кроме того, стержень 20 электропитания снабжен вторым соединителем 21 на одном конце. Механическое и электрическое соединение между первым разъемом 11 картриджа 10 и вторым разъемом 21 стержня 20 электропитания достигается, например, способом подгонки. Однако способ соединения для первого соединителя 11 и второго соединителя 21 не ограничен конкретным способом соединения, и для использования доступны различные известные способы соединения, включая резьбовое соединение. Картридж 10 включает в себя первый корпус 10а. Кроме того, на противоположном первому соединителю 11 конце картриджа 10 имеется мундштук 12. На фиг.1 первый соединитель 11 и второй соединитель 21 показаны абстрактно.
[0023] Стержень 20 электропитания включает в себя второй корпус 20a, в котором находится аккумулятор 22, электронный узел 23 управления и тому подобное. Например, аккумулятор 22 представляет собой литий-ионную батарею. Кроме того, аккумулятор 22 и электронный узел 23 управления соединены посредством электропроводки, и электропитание от аккумулятора 22 к электрическому нагревателю картриджа 10 управляется электронным узлом 23 управления. Стержень 20 электропитания снабжен, например, датчиком всасывания или ручным переключателем (ни один из них не показан). Например, когда датчик всасывания определяет затяжку (втягивание), предпринятую пользователем на мундштуке 12, может быть определено желание пользователя курить.
[0024] Когда стержень 20 электропитания снабжен датчиком всасывания, датчик всасывания соединен с электронным узлом 23 управления с помощью электропроводки. Затем, когда датчик всасывания определяет затягивание (всасывание), предпринятое пользователем на мундштуке 12, электронный узел 23 управления может управлять и заставлять аккумулятор 22 подавать электроэнергию на электрический нагреватель картриджа 10. В качестве датчика всасывания при необходимости может использоваться, например, датчик давления, измеритель теплового расхода (такой как датчик расхода MEMS) или тому подобное, когда датчик давления обнаруживает отрицательное давление, создаваемое в результате затяжки, выполненной пользователем. Когда стержень 20 электропитания снабжен ручным выключателем, ручной выключатель соединен с электронным узлом управления 23 посредством электропроводки. Затем, когда электронный узел 23 управления определяет, что ручной переключатель управляется для включения, электронный узел 23 управления управляет аккумулятором 22 таким образом, что аккумулятор 22 подает электрическую энергию на электрический нагреватель картриджа 10.
[0025] Далее будет описан картридж 10. Как описано выше, картридж 10 снабжен первым соединителем 11 на одном конце и мундштуком 12 на другом конце. В первом корпусе 10а картриджа 10 предусмотрен узел 13 хранения жидкости, в котором хранится образующая аэрозоль жидкость. Первый корпус 10а представляет собой, например, цилиндрическую оболочку с закрытым дном, которая с одной стороны открыта в качестве открытого конца и снабжена мундштуком 12 на стороне основания. Образующая аэрозоль жидкость может представлять собой, например, жидкую смесь глицерина (G), пропиленгликоля (PG), раствора никотина, воды, ароматизатора и тому подобного. Соотношения компонентов, содержащихся в образующей аэрозоль жидкости, могут быть изменены соответствующим образом. Кроме того, образующая аэрозоль жидкость не должна содержать раствор никотина. Также, фитильный материал, такой как хлопок, может быть размещен в узле 13 хранения жидкости вместе с образующей аэрозоль жидкостью для удержания образующей аэрозоль жидкости, пропитывающей фитильный материал.
[0026] Картридж 10 содержит распылительный узел 15, используемый для распыления образующей аэрозоль жидкости, поступающей из узла 13 хранения жидкости, и, таким образом, генерирования аэрозоля. В настоящем варианте осуществления узел 13 хранения жидкости имеет открытый конец, а удерживающий жидкость элемент 151 расположен рядом с открытым концом. В качестве удерживающего жидкость элемента 151 предпочтительно использовать соответствующий материал, способный удерживать образующую аэрозоль жидкость, поглощенную капиллярным действием. Удерживающий жидкость элемент 151 может быть, например, фитилем, изготовленным из стекловолокна или тому подобного, или может быть пористой пеной, хлопком или тому подобным. В настоящем варианте осуществления удерживающий жидкость элемент 151 имеет плоскую форму. Удерживающий жидкость элемент 151 расположен между узлом 13 хранения жидкости и металлическим нагревателем 152, описанным ниже, и способен удерживать образующую аэрозоль жидкость, подаваемую из узла 13 хранения жидкости, в жидкой форме.
[0027] Распылительный узел 15 включает в себя удерживающий жидкость элемент 151, описанный выше, и металлический нагреватель 152, имеющий малую толщину. «Малая толщина», как упоминается в данном описании, означает форму, в которой размер толщины относительно меньше, чем продольный размер в продольном направлении X (см. Фиг. 2A, описанный ниже) металлического нагревателя 152, и форма поперечного сечения, ортогонального продольному направлению X, конкретно не ограничена. Примеры формы металлического нагревателя 152 включают линейную форму, форму полосы и пллоскую форму (форму пластины), но может быть принята другая форма.
[0028] Фиг. 2A и 2B - виды, поясняющие металлический нагреватель 152 согласно первому варианту осуществления. Металлический нагреватель 152 представляет собой металлический нагреватель электрического нагрева и представляет собой линейный нагреватель, имеющий линейный нагревательный узел 1521. Нет необходимости говорить, что линейный металлический нагреватель 152 соответствует нагревателю, имеющему малую толщину. Фиг.2А иллюстрирует схематический вид в перспективе нагревательного узла 1521. Верхняя часть фиг.2В иллюстрирует вид сверху металлического нагревателя 152, а нижняя часть иллюстрирует вид сбоку металлического нагревателя 152. Металлический нагреватель 152 включает в себя пару электродных узлов 1522a и 1522b, предусмотренных на противоположных сторонах нагревательного узла 1521. Металлический нагреватель 152 может быть изготовлен, например, из нержавеющей стали, никель-хромового сплава или железо-хром-алюминиевого сплава. Электродные узлы 1522a и 1522b установлены относительно большими по размеру по ширине, чем нагревательный узел 1521, и, следовательно, сформированы как область с относительно более низким электрическим сопротивлением, чем нагревательный узел 1521.
[0029] В настоящем варианте осуществления формы электродных узлов 1522a и 1522b конкретно не ограничены. Кроме того, в металлическом нагревателе 152 положения и размеры электродных узлов 1522a и 1522b конкретно не ограничены. Хотя детали металлического нагревателя 152 будут описаны позже, в металлическом нагревателе 152 нагревательный узел 1521 и пара электродных узлов 1522a и 1522b сформированы из одного и того же материала в виде одной детали. Металлический нагреватель 152 сконфигурирован так, что нагревательный узел 1521 находится в упоре (контакте) с удерживающим жидкость элементом 151. Когда металлический нагреватель 152 находится под напряжением, нагревательный узел 1521 генерирует тепло, тем самым нагревая и испаряя образующую аэрозоль жидкость, находящуюся вокруг нагревательного узла 1521.
[0030] Следует отметить, что штыри 16а и 16b охватываемого электрода соединены с парой электродных узлов 1522а и 1522b соответственно в металлическом нагревателе 152 (см. Фиг. 1, 2В и тому подобное). Электродные узлы 1522a и 1522b и соответствующие штыри 16a и 16b охватываемого электрода могут быть соединены друг с другом посредством сварки или чеканки, и способ соединения конкретно не ограничен. Кроме того, как показано на фиг.1, второй соединитель 21 стержня 20 электропитания снабжен охватывающими клеммами 24a и 24b, которые могут быть установлены на штыри 16a и 16b охватываемого электрода, предусмотренные на стороне первого соединителя 11 картридж 10. Например, когда первый соединитель 11 картриджа 10 и второй соединитель 21 стержня 20 электропитания установлены и соединены вместе, штыри 16а и 16b охватываемого электрода на стороне первого соединителя 11 вставляются в охватывающие клеммы 24a и 24b на стороне второго соединителя 21, тем самым электрически соединяя штыри 16a и 16b охватываемого электрода с охватывающими клеммами 24a и 24b. Следует отметить, что штыри 16а и 16b охватываемого электрода сконструированы так, что они изолированы друг от друга изолирующим элементом (не показан), так же как и охватывающие клеммы 24а и 24b. Следует отметить, что охватывающие клеммы 24a и 24b второго разъема 21 подключены к положительному выводу и отрицательному выводу аккумулятора 22, например, через непоказанные подводящие провода. Однако способ соединения для первого соединителя 11 и второго соединителя 21 не ограничивается штыревым соединением, и может быть принят любой из различных способов соединения.
[0031] Кроме того, в первом корпусе 10а картриджа 10 имеется полость 153 распыления рядом с металлическим нагревателем 152 узла 15 распыления. В первом корпусе 10а имеется воздухозаборник 18 для использования для забора воздуха снаружи. Когда пользователь затягивается через мундштук 12, воздух, всасываемый снаружи через воздухозаборник 18 первого корпуса 10а, направляется в полость 153 распыления. Затем образующая аэрозоль жидкость, испаряемая металлическим нагревателем 152, смешивается с воздухом и затем охлаждается, тем самым генерируя аэрозоль в полости 153 распыления. Следует отметить, что, как показано на фиг.1, полость 153 распыления сообщается с мундштуком 12 через внутренний канал 17, образованный в первом корпусе 10а. Следовательно, аэрозоль, образующаяся в полости 153 распыления картриджа 10, направляется к мундштуку 12 по внутреннему каналу 17 и подается пользователю. Следует отметить, что количество, положение, размеры и тому подобное воздухозаборников 18, предусмотренных в первом корпусе 10a, конкретно не ограничены.
[0032] Далее будут описаны детали распылительного узла 15 согласно настоящему варианту осуществления, сосредоточив внимание, в частности, на конструкции металлического нагревателя 152. Фиг.3 - вид, иллюстрирующий поперечное сечение нагревательного узла 1521 металлического нагревателя 152 в соответствии с первым вариантом осуществления. Поперечное сечение нагревательного узла 1521 металлического нагревателя 152 определяется как сечение, ортогональное продольному направлению, обозначенному ссылочной позицией X на фиг. 2A.
[0033] Как показано на фиг.3, нагревательный узел 1521 металлического нагревателя 152 включает в себя переднюю поверхность S1, заднюю поверхность S2, противоположную передней поверхности S1, и пару боковых поверхностей S3, которые соединяют друг с другом переднюю поверхность S1 и заднюю поверхность S2. В примере, показанном на фиг.3, передняя поверхность S1 и задняя поверхность S2 параллельны друг другу. Кроме того, по меньшей мере на части пары боковых поверхностей S3, предусмотрены сужающиеся выступы 1523, выступающие в боковом направлении сужающимся образом. Более конкретно, сужающиеся выступы 1523 выступают в направлениях, отличных от воображаемой линии L1, проходящей от передней поверхности S1 к задней поверхности S2. В режиме, показанном на фиг.3, в качестве примера, сужающиеся выступы 1523 выступают в направлениях, ортогональных воображаемой линии L1, проходящей от передней поверхности S1 к задней поверхности S2. В дальнейшем направление, в котором проходят передняя поверхность S1 и задняя поверхность S2, будет определяться как «направление ширины» нагревательного узла 1521, а измерение в направлении ширины нагревательного узла 1521 будет определяться как «измерение ширины». Кроме того, в поперечном сечении нагревательного узла 1521 направление, ортогональное направлению ширины, будет определено как «направление толщины», а измерение в направлении толщины будет определено как «измерение толщины». Следует отметить, что воображаемая линия L1, проходящая от передней поверхности S1 к задней поверхности S2, параллельна направлению толщины и ортогональна направлению ширины нагревательного узла 1521. Кроме того, направления прохождения сужающихся выступов 1523 параллельны направлению ширины нагревательного узла 1521.
[0034] Далее будут описаны детали сужающихся выступов 1523. Каждый из сужающихся выступов 1523 образован парой первой сужающейся поверхности TS1 и второй сужающейся поверхности TS2, сформированных в вогнутые кривые. Первая сужающаяся поверхность TS1 сформирована в вогнутую кривую, проходящую от краевого участка E1 передней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523, причем краевой участок E1 передней стороны соединен с передней поверхностью S1 и боковой поверхностью S3. Кроме того, вторая сужающаяся поверхность TS2 сформирована в вогнутую кривую, проходящую от краевого участка E2 задней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523, причем краевой участок E2 задней стороны соединен с задней поверхностью S2 и боковой поверхностью S3. Следует отметить, что, как показано на фиг.3, в нагревательном узле 1521 металлического нагревателя 152 предпочтительно, чтобы краевые участки E1 передней стороны и краевые участки E2 задней стороны, образующие концы основания сужающихся выступов 1523, сформированных на соответствующих боковых поверхностях S3, совпадали по положению в направлении ширины нагревательного узла 1521.
[0035] Фиг.4 - вид, концептуально поясняющий способ изготовления металлического нагревателя 152 в соответствии с первым вариантом осуществления. Ссылочная позиция BM1 обозначает металлическую подложку, используемую для изготовления металлического нагревателя 152. Здесь, в качестве примера изготовления металлического нагревателя 152 описание будет дано со ссылкой на пример, в котором металлический нагреватель 152 выполнен с применением обработки фототравления к металлической подложке BM1. Травление - это метод обработки поверхности, использующий коррозионное действие химикатов или тому подобного, и включает применение процесса защиты только к необходимой части поверхности материала, которую необходимо использовать, и получение желаемой формы путем растворения нежелательной части с использованием реагента для травления (раствора для травления). Фототравление - это технология прецизионной обработки, являющаяся результатом сочетания технологии травления, описанной выше, и фотографии, то есть технологии прецизионной фотографии/технологии прецизионного изображения, и это технология прецизионной химической обработки, которая включает в себя формирование стойкости необходимого рисунка на материал, таком как металл, используя процесс фотогравирования, удаляя ненужные детали, используя раствор для травления, и, таким образом, частично разъедая материал. Заштрихованная часть металлической подложки BM1 представляет собой область, в которой металлическая подложка BM1 растворяется раствором для травления. Кроме того, на фиг.4 ссылочная позиция A1 обозначает область формирования нагревательного узла, в которой сформирован нагревательный узел 1521 металлического нагревателя 152. Кроме того, ссылочные позиции A2 и A3 обозначают области формирования электродного узла, в которых сформированы электродные узлы 1522a и 1522b металлического нагревателя 152 соответственно.
[0036] Далее будет описан процесс травления металлической подложки BM1. Сначала обе поверхности (передняя поверхность S1 и задняя поверхность S2) металлической подложки BM1, показанной на фиг.4, полностью покрыты фоторезистом (этап 1: покрытие фоторезистом). Фоторезист представляет собой светочувствительную смолу, используемую в качестве маски для защиты металлической подложки BM1 от травильного раствора во время химической обработки. Затем покрывают фотошаблоном из фоторезиста, нанесенного полностью на обе поверхности металлической подложки BM1, области (то есть, область A1 формирования узла нагрева и области A2 и A3 формирования узла электрода, а также рамку R, включающую в себя внешнюю рамку R1 и соединительные участки R2, описанные позже на фиг.6), исключая область (заштрихованную область), в которой металлическая подложка BM1, подлежащая растворению при обработке травлением, и за счет выполнения экспонирования в этом состоянии подвергают воздействию фоторезист, соответствующий области (заштрихованная область) для растворения (этап 2: воздействие). Затем фоторезист удаляется с открытой части с помощью проявителя (этап 3: разработка). Это показывает, что передняя поверхность S1 и задняя поверхность S2 области (заштрихованной области) должны быть растворены, и получается металлическая подложка BM1 с другой частью (областью A1 формирования узла нагрева и областями A2 и A3 формирования узла электрода), замаскированной фоторезистом.
[0037] Затем металлическая подложка BM1 (на которой область A1 формирования узла нагрева и области A2 и A3 формирования узла электрода маскируются фоторезистом), полученная на этапе 3, погружается в раствор для травления на заданный период времени. В настоящем варианте осуществления применяется двухсторонняя обработка травлением, посредством которой обработка травлением применяется к обеим сторонам (передней поверхности S1 и задней поверхности S2) металлической подложки BM1. Фиг.5 представляет собой вид, концептуально объясняющий процесс, в котором металлическая подложка BM1 постепенно растворяется во время двустороннего травления. Заштрихованные стрелки на фиг.5 концептуально указывают направления растворения, когда травильный раствор растворяет металлическую подложку BM1. Как показано, когда двусторонняя обработка травлением применяется к металлической подложке BM1, часть металлической подложки BM1 остается в направлении, ортогональном направлениям, в которых травильный раствор растворяет металлическую подложку BM1. Это позволяет формировать сужающиеся выступы 1523, описанные на фиг.3.
[0038] Когда двухсторонняя обработка травлением металлической подложки BM1 завершена, получается металлическая подложка BM1’, которая была подвергнута обработке травлением, как показано на фиг.6. Позиции H1 и H2 на чертеже обозначают протравленные отверстия, образованные обработкой травлением. Сужающиеся выступы 1523 сформированы на краях (другими словами, периферийных краях протравленных отверстий H1 и H2) металлической подложки BM1’. Также на фиг.6 ссылочная позиция R обозначает рамку, которая не используется в качестве металлического нагревателя 152. В примере, показанном на фиг. 6, рамка R включает в себя внешнюю рамку R1, которая является внешней периферийной областью металлической подложки BM1’, и соединительные части R2, которые соединяют друг с другом внешнюю рамку R1 и часть P формирования нагревателя. Часть P формирования нагревателя представляет собой область металлической подложки BM1’, которая должна стать металлическим нагревателем 152.
[0039] В процессе изготовления металлического нагревателя 152 участок P формирования нагревателя удаляется из соединительных участков R2 рамки R. Следовательно, сужающиеся выступы 1523, такие как описанные выше, не предусмотрены на боковых поверхностях участка формирования нагревателя, где боковые поверхности участка формирования нагревателя соответствуют тем частям областей A2 и A3 формирования узла электрода участка P формирования нагревателя, которые соединены с соединительными участками R2. Затем участок P для формирования нагревателя (см. Фиг.7), полученный таким образом, подвергается изгибу, так что пара электродных узлов 1522a и 1522b (области A2 и A3 формирования узла электродов) встают из нагревательного узла 1521 (область формирования узла нагрева A1). Это завершает металлический нагреватель 152, такой как описан со ссылкой на фиг. 2А, 2В и 3. Следует отметить, что, как показано на фиг.1, металлический нагреватель 152 сконфигурирован так, что нагревательный узел 1521 размещается в другом положении, чем пара электродных узлов 1522a и 1522b в продольном направлении картриджа 10 (картриджа аэрозольного ингалятора). Что касается травильного раствора для использования в производстве металлического нагревателя 152, один подходящий может быть выбран в соответствии с металлической подложкой путем выбора, например, из раствора хлорида железа (III), раствора нитрата железа (III), плавиковой кислоты, азотной кислоты и т.п. по мере необходимости. Следует отметить, что хотя пара электродных узлов 1522a и 1522b сформирована посредством изгиба концевых частей формирующего нагреватель участка P в вышеприведенном примере, это не является ограничением, и описанное выше изгибание не является существенным в процессе изготовления металлического нагревателя 152. Также, как описано выше, металлический нагреватель 152 согласно настоящему варианту осуществления сконфигурирован таким образом, что некоторые области на боковых поверхностях электродных узлов 1522a и 1522b не снабжены сужающимися выступами 1523, это не является ограничением, и сужающиеся выступы 1523 могут быть предусмотрены на всех областях на боковых поверхностях металлического нагревателя 152.
[0040] Фиг. 8 - вид, иллюстрирующий режим установки нагревательного узла 1521 металлического нагревателя 152 на удерживающий жидкость элемент 151 распылительного узла 15. В примере, показанном на фиг.8, нагревательный узел 1521 установлен на удерживающем жидкость элементе 151, а задняя поверхность S2 нагревательного узла 1521 металлического нагревателя 152 находится в упоре (контакте) с удерживающим жидкость элементом 151. Как описано выше, поскольку образующая аэрозоль жидкость, подаваемая из узла 13 хранения жидкости, поглощается и удерживается в элементе 151 для удержания жидкости, образующая аэрозоль жидкость существует в изобилии вокруг нагревательного узла 1521. Здесь, когда электронное устройство 23 управления определяет желание пользователя курить, и аккумулятор 22 начинает подавать электрическую энергию к металлическому нагревателю 152 картриджа 10, нагревательный узел 1521 генерирует тепло, тем самым испаряя образующую аэрозоль жидкость. При этом из-за сужающихся выступов 1523, сформированных на боковых поверхностях S3, нагревательный узел 1521 в соответствии с настоящим вариантом осуществления может обеспечивать достаточную площадь поверхности. Более конкретно, будучи оборудованным сужающимися выступами 1523, нагревательный узел 1521 может иметь большую площадь поверхности, чем нагреватель с просто круглым или прямоугольным поперечным сечением, и без сужающихся выступов 1523, при равных площадях поперечного сечения. Следовательно, поскольку тепло, генерируемое нагревательным узлом 1521, может эффективно передаваться образующей аэрозоль жидкости, может быть облегчено испарение образующей аэрозоль жидкости. То есть металлический нагреватель 152 в соответствии с настоящим вариантом осуществления может облегчать распыление образующей аэрозоль жидкости и образовывать аэрозоль более эффективно, чем раньше.
[0041] Кроме того, в способе изготовления металлического нагревателя 152 согласно настоящему варианту осуществления на боковых поверхностях S3 нагревательного узла 1521 формируются сужающиеся выступы 1523 посредством двустороннего травления металлической подложки BM1 для металлического нагревателя 152. Фототравление, при котором форма обработки определяется точными фотографическими изображениями, имеет то преимущество, что может выполнять микрообработку с высокой точностью. То есть, при формировании сужающихся выступов 1523 нагревательного узла 1521 металлического нагревателя 152, микрообработка на уровне, сложном при резке металла и т.п., может быть легко выполнена с помощью фототравления. В качестве способа изготовления металлического нагревателя 152 возможны различные способы, и способ изготовления может быть реализован, например, резанием металла, но использование фототравления для изготовления является предпочтительным. Кроме того, при изготовлении металлического нагревателя 152 можно легко сформировать сужающиеся выступы 1523 заданной формы, управляя параметрами, включая тип травильного раствора, используемого для фототравления, тип и толщину металлической подложки, время погружения металлической подложки в травильный раствор, давление травильного раствора и температуру травильного раствора.
[0042] Указанный ниже размер L2 длины выступа (см. Фиг.3) сужающихся выступов 1523 можно уменьшить, например, путем увеличения времени погружения металлической подложки в травильный раствор (точнее, времени погружения после того как образовано отверстие путем растворения заштрихованной области (области металлической подложки BM1, из которой удален фоторезист) на фиг.4, описанной выше). Кроме того, например, поскольку скорость, с которой металлическая подложка подвергается коррозии (растворению), может быть увеличена путем увеличения температуры травильного раствора, используемого для фототравления, размер L2 длины выступа может быть уменьшен по сравнению с сохранением постоянным времени погружения в травильный раствор. Что касается типа металлической подложки, например, когда используется подверженная коррозии металлическая подложка, размер L2 длины выступа может быть уменьшен по сравнению с тем, когда используется относительно устойчивая к коррозии металлическая подложка, если время погружения в травильный раствор сохраняется постоянным. Также, например, когда толщина металлической подложки увеличена, поскольку скорость коррозии в направлении ширины имеет тенденцию к снижению, становится легко обеспечить увеличение размера L2 длины выступа. Следует отметить, что, хотя в вышеупомянутом варианте осуществления было дано описание примера, в котором сужающиеся выступы 1523 сформированы на нагревательном узле 1521 металлического нагревателя 152 посредством мокрого травления, в котором используется травильный раствор, сужающиеся выступы 1523 могут быть сформированы на нагревательном узле 1521 сухим травлением.
[0043] Кроме того, согласно настоящему варианту осуществления, поскольку металлический нагреватель 152 изготовлен с использованием технологии фототравления, нагревательный узел 1521 и пара электродных узлов 1522a и 1522b могут быть изготовлены за одно целое. Это позволяет свободно устанавливать формы и размеры электродных узлов 1522a и 1522b, соединенных, соответственно, со штырями 16a и 16b охватываемого электрода, и, таким образом, дает возможность уменьшить изменения в значении сопротивления нагревателя в результате, например, соединения способа, области установки и т.п. электродных узлов 1522a и 1522b по отношению к штырям 16a и 16b охватываемого электрода. Кроме того, поскольку нет необходимости приваривать электродные узлы 1522a и 1522b к нагревательному узлу 1521, как описано выше, может быть легко получен металлический нагреватель 152 стабильного качества. В частности, согласно настоящему варианту осуществления, поскольку электродные узлы 1522a и 1522b (области A2 и A3 формирования электродных узлов) соединены с рамкой R (в частности, соединительными участками R2) металлической подложки BM1 без соединения нагревательного узла 1521 (область A1 формирования нагревательного узла) к рамке R металлической подложки BM1, изменения величины электрического сопротивления в продольном направлении X нагревательного узла 1521 могут быть уменьшены. Это облегчает получение равномерного нагрева от нагревательного узла 1521 и, таким образом, позволяет стабилизировать процесс распыления. Однако, металлический нагреватель 152 может быть изготовлен путем сварки электродных узлов 1522a и 1522b с нагревательным узлом 1521.
[0044] Следует отметить, что в металлическом нагревателе 152 согласно настоящему варианту осуществления, как показано на фиг.3, нагревательный узел 1521 металлического нагревателя 152 сконфигурирован так, что вершины FE сужающихся выступов 1523 расположены приблизительно в центре в направлении толщины нагревательного узла 1521. Здесь размещение вершин FE сужающихся выступов 1523 нагревательного узла 1521 в приблизительном центре в направлении толщины нагревательного узла 1521 означает размещение вершин FE на определенном расстоянии от передней поверхности S1 и задней поверхности S2. Это позволяет легко избежать деформации сужающихся выступов 1523, даже если давление оказывается только на сужающиеся выступы 1523 при упоре нагревательного узла 1521 металлического нагревателя 152 на удерживающий жидкость элемент 151. Это позволяет уменьшить колебания значения электрического сопротивления нагревательного узла 1521 между партиями.
[0045] Кроме того, размещая вершины FE сужающихся выступов 1523 нагревательного узла 1521 в приблизительном центре в направлении толщины нагревательного узла 1521, можно придать форму на стороне передней поверхности S1 и форму на стороне задней поверхности S2 симметрично относительно вершин FE сужающихся выступов 1523. Следовательно, какая бы из передней поверхности S1 и задней поверхности S2 нагревательного узла 1521 не прилегала к удерживающему жидкость элементу 151, могут быть осуществлены по существу одинаковые функции. Кроме того, есть надежда на эффект устранения необходимости выполнения проверки, чтобы различать переднюю поверхность S1 и заднюю поверхность S2 во время сборки металлического нагревателя 152. Следует отметить, что с точки зрения достижения вышеуказанного эффекта, предпочтительно, вершины FE сужающихся выступов 1523 нагревательного узла 1521 расположены в пределах ± 10% от центрального положения в направлении толщины нагревательного узла 1521.
[0046] Кроме того, в способе изготовления металлического нагревателя 152 в соответствии с настоящим вариантом осуществления, поскольку сужающиеся выступы 1523 сформированы на боковых поверхностях S3 нагревательного узла 1521 посредством двустороннего травления металлической подложки BM1 для металлического нагревателя 152, положения вершин FE сужающихся выступов 1523 нагревательного узла 1521 могут быть легко установлены в приблизительный центр в направлении толщины нагревательного узла 1521.
[0047] Кроме того, в металлическом нагревателе 152 согласно настоящему варианту осуществления предпочтительно размер L2 длины выступа (см. Фиг. 3) от концов основания (краевого участка E1 передней стороны и краевого участка E2 задней стороны) каждого сужающегося выступа 1523 нагревательного узла 1521 до вершины FE находится в диапазоне от 5% или более до 20% или менее от размера толщины нагревательного узла 1521 металлического нагревателя 152, и особенно предпочтительно от 10% или более до 15% или менее. Таким образом, устанавливая отношение размера L2 длины выступа сужающихся выступов 1523 к размеру толщины нагревательного узла 1521, можно обеспечить достаточную площадь поверхности нагревательного узла 1521. Это позволяет нагревательному узлу 1521 вступать в контакт с большим количеством образующей аэрозоль жидкости и, следовательно, позволяет повысить эффективность распыления в нагревательном узле 1521. Кроме того, путем ограничения увеличения скрытой теплоты, используемой для нагрева самого нагревательного узла 1521, можно генерировать подходящее количество тепла относительно электрической энергии.
[0048] Кроме того, в конусных выступах 1523 нагревательного узла 1521 согласно настоящему варианту осуществления, если D1 (см. Фиг. 3) обозначает длину отрезка прямой линии, соединяющей каждый крайний участок E1 передней стороны (или крайний участок Е2 задней стороны) и вершины FE, в то время как D2 (см. фиг. 3) обозначает длину дуги на первой сужающейся поверхности TS1 (второй сужающейся поверхности TS2) каждого сужающегося выступа 1523, то предпочтительно выполнятся соотношение 1˂(D2/D1)˂1,29. То есть предпочтительно, чтобы отношение длины D2 дуги к длине D1 отрезка линии было больше 1 и меньше 1,29. Это позволяет увеличить площадь поверхности, на которой сужающиеся выступы 1523 нагревательного узла 1521 могут вступать в контакт с образующей аэрозоль жидкостью. Следует отметить, что достаточно, если вышеупомянутое отношение длины D2 дуги к длине D1 отрезка линии удовлетворяется, по меньшей мере, одним из пары сужающихся выступов 1523 нагревательного узла 1521, и это дает эффект возможности увеличения площади поверхности, на которой сужающиеся выступы 1523 могут вступать в контакт с образующей аэрозоль жидкостью.
[0049] Следует отметить, что в нагревательном узле 1521 металлического нагревателя 152 краевые участки E1 передней стороны и краевые участки E2 задней стороны сужающихся выступов 1523, сформированных, соответственно, на паре боковых поверхностей S3, совпадают по положению в направлении ширины нагревательного узла 1521. Кроме того, размер L2 длины выступа (см. Фиг. 3) сужающихся выступов 1523 может быть отрегулирован до заданной длины путем управления параметрами, включая тип металлической подложки BM1, используемой для нагревательного узла 1521 металлического нагревателя 152, тип и толщину раствора для травления, время погружения металлической подложки BM1 в раствор для травления, давление раствора для травления и температуру раствора для травления.
[0050] Кроме того, с точки зрения эффективного распыления образующей аэрозоль жидкости в нагревательном узле 1521 металлического нагревателя 152, а также с точки зрения изготовления металлического нагревателя 152 путем применения обработки фототравлением к металлической подложке BM1, соответственно, размеры нагревательного узла 1521 устанавливаются следующим образом. Например, предпочтительно размер толщины нагревательного узла 1521 в поперечном сечении составляет от 20 мкм или более до 120 мкм или менее, и, более предпочтительно, от 50 мкм или более до 120 мкм или менее. Кроме того, размер ширины нагревательного узла 1521 в поперечном сечении составляет от 20 мкм или более до 120 мкм или менее и, более предпочтительно, от 50 мкм или более до 120 мкм или менее. Если размер толщины или ширины нагревательного узла 1521 задан меньше 20 мкм, точность формирования сужающихся выступов 1523 может быть уменьшена, а если размер толщины или ширины задан больше 120 мкм, скрытая теплота, используемая для нагрева самого нагревательного узла 1521, может стать чрезмерной, уменьшая количество генерируемого тепла по отношению к электрической энергии. Таким образом, устанавливая размер толщины и размер ширины нагревательного узла 1521 в поперечном сечении в предпочтительном диапазоне, описанном выше, можно повысить эффективность тепловыделения нагревательного узла 1521. Следует отметить, что в поперечном сечении нагревательного узла 1521 отношение величин между измерением толщины и измерением ширины конкретно не ограничено. Двухсторонняя обработка травлением может быть принята для производства при условии, что отношение (аспектное отношение) размера толщины к размеру ширины нагревательного узла 1521 составляет примерно до 1:2.
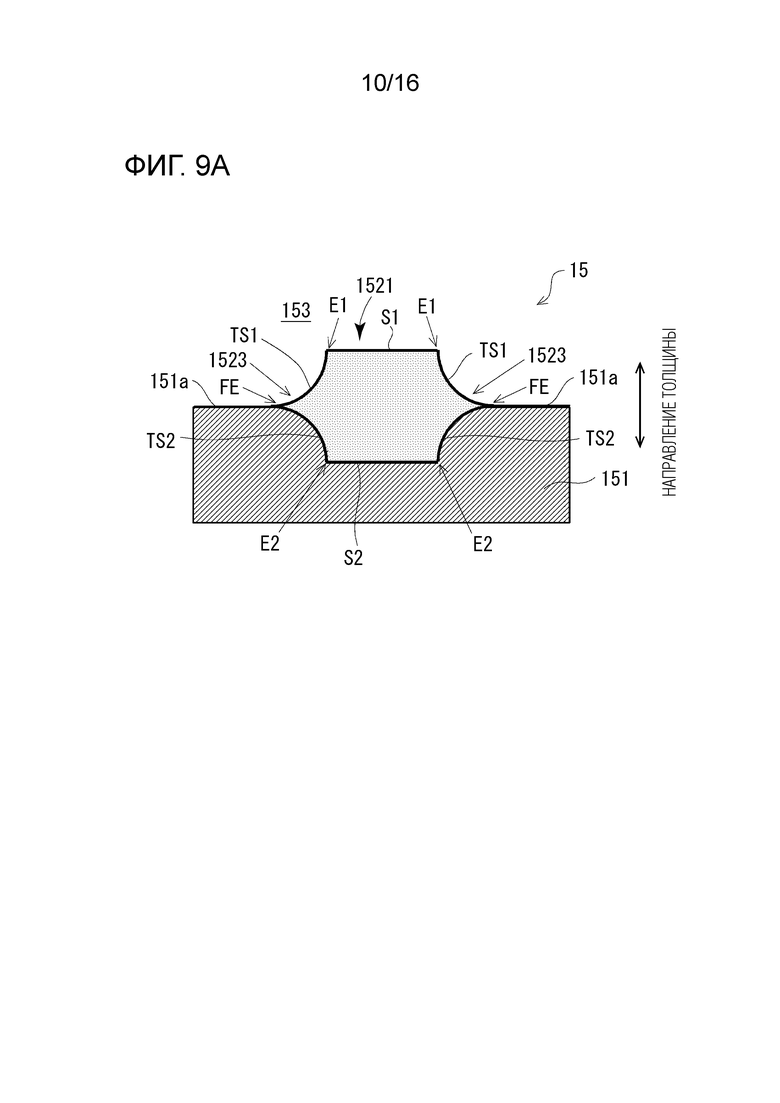
[0051] Следует отметить, что, хотя в примере установки металлического нагревателя 152, показанном на фиг.8, нагревательный узел 1521 установлен так, что задняя поверхность S2 нагревательного узла 1521 установлена в упоре (контакте) с удерживающим жидкость элементом 151, это не ограничение. Металлический нагреватель 152 может быть установлен так, чтобы передняя поверхность S1 нагревательного узла 1521 находилась в упоре (контакте) с удерживающим жидкость элементом 151. Например, металлический нагреватель 152 может быть установлен в режиме, в котором часть нагревательного узла 1521 встроена в удерживающий жидкость элемент 151. Например, как и в варианте, показанном на фиг.9А, по меньшей мере, один из металлического нагревателя 152 и удерживающего жидкость элемента 151 может быть смещен так, что вершины FE сужающихся выступов 1523 нагревательного узла 1521 будут соприкасаться с передней поверхностью 151а удерживающего жидкость элемента 151. С точки зрения плавного распыления образующей аэрозоль жидкости, удерживаемой в удерживающем жидкость элементе 151, нагревательный элемент 1521 соответствующим образом погружается на такую глубину в удерживающий жидкость элемент 151, что вершины FE сужающихся выступов 1523 нагревательного узла 1521 будут вступают в контакт с передней поверхностью 151а удерживающего жидкость элемента 151.
[0052] Кроме того, как и в случае варианта, показанного на фиг.9В, по меньшей мере, один из металлического нагревателя 152 и удерживающего жидкость элемента 151 может быть смещен так, что весь нагревательный узел 1521 будет встроен в удерживающий жидкость элемент 151 при открытой наружу передней поверхности S1 нагревательного узла 1521. Особенно предпочтительно, металлический нагреватель 152 установлен в таком режиме с точки зрения облегчения распыления образующей аэрозоль жидкости. В примере, показанном на фиг. 9B, металлический нагреватель 152 устанавливается в режиме, в котором передняя поверхность S1 нагревательного узла 1521 расположена на более низком уровне, чем передняя поверхность 151a удерживающего жидкость элемента 151. Кроме того, например, посредством смещения, по меньшей мере, одного из металлического нагревателя 152 и удерживающего жидкость элемента 151, как в варианте, показанном на фиг.9С, металлический нагреватель 152 может быть установлен в таком положении, чтобы размещать сужающиеся выступы 1523, выполненные на боковых поверхностях S3 нагревательного узла 1521 металлического нагревателя 152, в упоре (контакте) с удерживающим жидкость элементом 151.
[0053] В режиме установки, показанном на фиг. 9C, при сборке распылительного узла 15 во время изготовления аэрозольного ингалятора 1 вследствие эффекта сцепления, возникающего, когда сужающиеся выступы 1523 нагревательного узла 1521 металлического нагревателя 152 захвачены на удерживающем жидкость элементе 151, можно ожидать повышения точности сборки металлического нагревателя 152.
[0054] Второй вариант осуществления
Далее будет описан второй вариант осуществления. Фиг. 10A и 10B - виды, иллюстрирующие металлический нагреватель 152 согласно второму варианту осуществления. На фиг.10А показана плоскость металлического нагревателя 152, а на фиг.10В показана боковая поверхность металлического нагревателя 152.
[0055] Металлический нагреватель 152 согласно настоящему варианту осуществления является пластинчатым нагревателем, оборудованным нагревательным узлом 1521А, имеющим форму пластины. В примере, проиллюстрированном на фиг.10А, нагревательный узел 1521А имеет по существу прямоугольную плоскость, и имеется множество сквозных отверстий 1524, проходящих в нагревательный узел 1521А в направлении толщины. В дальнейшем направление длинной стороны на плоскости нагревательного узла 1521А будет называться продольным направлением, а направление короткой стороны будет называться направлением ширины. В примере, показанном на фиг.10A, сквозные отверстия 1524 имеют прямоугольное поперечное сечение, и множество сквозных отверстий 1524 расположено, образуя решетчатый рисунок в плоскости нагревательного узла 1521A.
[0056] Нагревательный узел 1521А металлического нагревателя 152 согласно второму варианту осуществления включает в себя переднюю поверхность S1 и заднюю поверхность S2, противоположную передней поверхности S1, как и в линейном нагревательном узле 1521 согласно первому варианту осуществления. Также нагревательный узел 1521А включает в себя четыре боковые поверхности S3, выполненные с возможностью соединения друг с другом передней поверхности S1 и задней поверхности S2. Фиг.11 - вид, иллюстрирующий часть поперечного сечения нагревательного узла 1521А согласно второму варианту осуществления. Поперечное сечение нагревательного узла 1521А, показанного на фиг. 11, получают путем разрезания нагревательного узла 1521 вдоль направления ширины (направления короткой стороны).
[0057] В нагревательном узле 1521А согласно настоящему варианту осуществления на каждой боковой поверхности S3 предусмотрен сужающийся выступ 1523, описанный в первом варианте осуществления. В настоящем варианте осуществления снова каждый из сужающихся выступов 1523 образован парой первой сужающейся поверхности TS1 и второй сужающейся поверхности TS2, сформированных в вогнутые кривые, и выполнен с возможностью выступать в направлении, ортогональном воображаемой линии L1, проходящей от передней поверхности S1 к задней поверхности S2. Кроме того, первая сужающаяся поверхность TS1 сформирована в вогнутую кривую, проходящую от краевого участка E1 передней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523, причем краевой участок E1 передней стороны соединена с передней поверхностью S1 и боковой поверхностью S3, и вторая сужающаяся поверхность TS2 сформирована в вогнутую кривую, проходящую от краевого участка E2 задней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523, причем краевой участок E2 задней стороны соединен с задней поверхностью S2 и боковой поверхностью S3. Сужающиеся выступы 1523 проходят по четырем боковым поверхностям S3, будучи сформированы в кольцевую форму, окружающую внешнюю периферию нагревательного узла 1521А. В настоящем варианте осуществления снова вершины FE сужающихся выступов 1523 нагревательного узла 1521А расположены в приблизительном центре в направлении толщины нагревательного узла 1521А.
[0058] Здесь ссылочная позиция S3’ на фиг. 11 обозначает каждую внутреннюю поверхность каждого сквозного отверстия 1524. Внутренние поверхности S3’ сквозного отверстия 1524 в нагревательном узле 1521A соответствуют боковой поверхности, соединяющей переднюю поверхность S1 и заднюю поверхность S2 друг с другом. Как показано на фиг.11, в нагревательном узле 1521А согласно настоящему варианту осуществления сужающиеся выступы 1523А также выполнены на внутренних поверхностях S3’ сквозного отверстия 1524. Каждый из сужающихся выступов 1523А образован первой сужающейся поверхностью TS1’ и второй сужающейся поверхностью TS2’. Первая сужающаяся поверхность TS1’ сформирована в вогнутую кривую, проходящую от краевого участка E1’ передней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523A, причем краевой участок E1’ передней стороны соединен с передней поверхностью S1’ нагревательного узла 1521A и внутренней поверхностью S3’, а вторая сужающаяся поверхность TS2’ сформирована в вогнутую кривую, проходящую от краевого участка E2’ задней стороны, служащего концом основания, к вершине FE сужающегося выступа 1523A, причем краевой участок E2’ задней стороны соединен с задней поверхностью S2’ и внутренней поверхностью S3’. Сужающиеся выступы 1523А сформированы в кольцевую форму вдоль внутренних поверхностей S3’, причем вершины FE сужающихся выступов 1523А расположены в приблизительном центре в направлении толщины нагревательного узла 1521А.
[0059] Металлический нагреватель 152 согласно второму варианту осуществления может быть соответствующим образом изготовлен посредством двусторонней обработки травлением металлической подложки BM1, описанной в первом варианте осуществления. Процесс травления металлической подложки BM1 аналогичен процессу согласно первому варианту осуществления, и поэтому его подробное описание будет опущено.
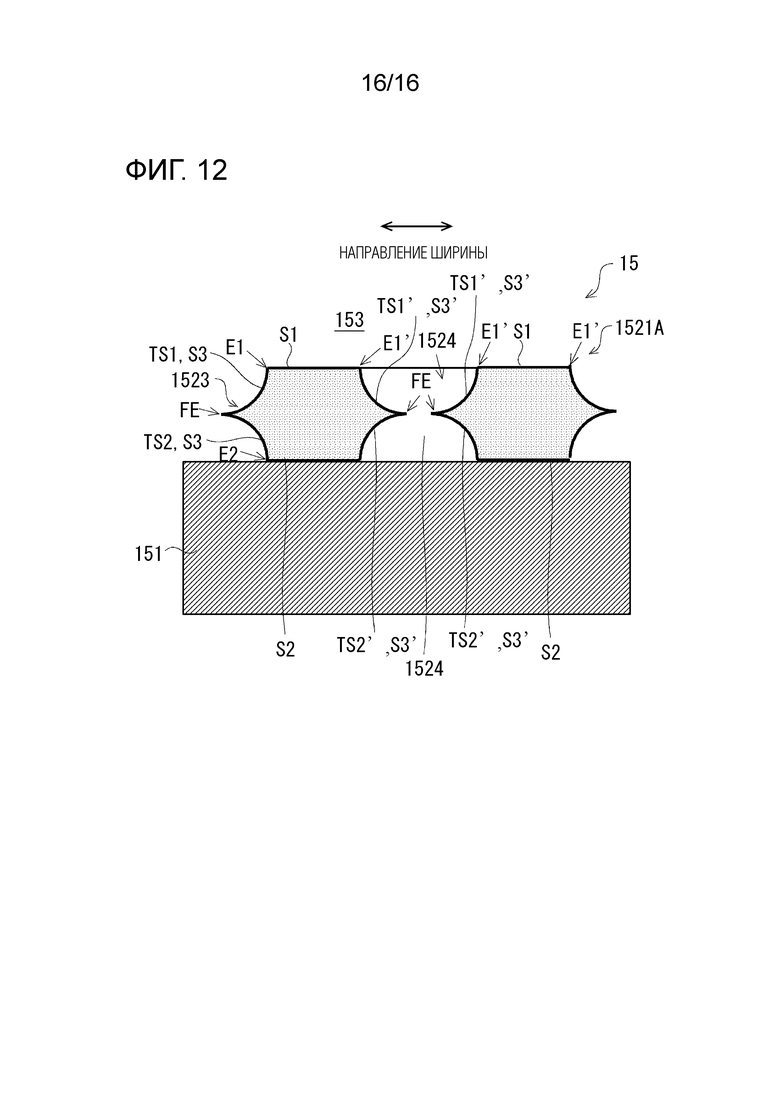
[0060] Фиг.12 представляет собой вид, иллюстрирующий взаимосвязь между удерживающим жидкость элементом 151 и металлическим нагревателем 152 в распылительном узле 15 согласно второму варианту осуществления. В примере, показанном на фиг.12, нагревательный узел 1521А, имеющий форму плоской пластины, установлен с задней поверхностью S2 (или передней поверхностью S1) нагревательного узла 1521А, установленной в упоре (контакте) с удерживающим жидкость элементом 151. В настоящем варианте осуществления снова, поскольку сужающиеся выступы 1523 сформированы на боковых поверхностях S3 нагревательного узла 1521A, а сужающиеся выступы 1523A сформированы на внутренних поверхностях S3’ сквозных отверстий 1524, площадь поверхности нагревательного узла 1521А можно увеличить. То есть, если площади поперечного сечения остаются равными по сравнению с тем, когда сужающиеся выступы 1523 или 1523А не предусмотрены, площадь поверхности нагревательного узла 1521А, снабженного сужающимися выступами 1523 или 1523А, может быть относительно увеличена. Следовательно, испарение образующей аэрозоль жидкости может быть облегчено за счет тепловыделения нагревательного узла 1521А при подаче питания, что позволяет эффективно образовывать аэрозоль.
[0061] Кроме того, в распылительном узле 15 согласно настоящему варианту осуществления металлический нагреватель 152 установлен в режиме, в котором задняя поверхность S2 пластинчатого (плоского) нагревательного узла 1521А находится в поверхностном контакте с удерживающим жидкость элементом 151 со сквозными отверстиями 1524, расположенными в виде сетки. Следовательно, образующая аэрозоль жидкость, поглощенная и удерживаемая в удерживающем жидкость элементе 151 может быть втянута в сквозные отверстия 1524 в нагревательном узле 1521А под действием капилляров. В частности, поскольку сужающиеся выступы 1523A предусмотрены в каждом сквозном отверстии 1524 в нагревательном узле 1521A, площадь поперечного сечения отверстия в сквозном отверстии 1524 структурирована так, чтобы постепенно уменьшаться от краевого участка E2 задней стороны, служащего концом основания второй сужающейся поверхности TS2, по направлению к вершине FE сужающегося выступа 1523A, при этом вторая сужающаяся поверхность TS2 образует вогнутую кривую под действием капилляров. Это позволяет плавно набирать образующую аэрозоль жидкость из удерживающего жидкость элемента 151 по направлению к вершинам FE вдоль вторых сужающихся поверхностей TS2’ сужающихся выступов 1523A, имеющихся в каждом сквозном отверстии 1524 в нагревательном узле 1521A. То есть, когда нагревательный узел 1521А находится под напряжением, образующая аэрозоль жидкость может плавно испаряться за счет втягивания вдоль вторых сужающихся поверхностей TS2’ сужающихся выступов 1523А.
[0062] Кроме того, в каждом сквозном отверстии 1524 в нагревательном узле 1521A площадь поперечного сечения отверстия в сквозном отверстии 1524 сконструирована так, чтобы постепенно увеличиваться от центра в направлении толщины, где вершины FE сужающихся выступов 1523A расположены к краевым участкам E1’ передней стороны. Это позволяет плавно распределять образующую аэрозоль жидкость к полости 153 распыления, в то время как образующая аэрозоль жидкость испаряется при нагревании вторыми сужающимися поверхностями TS2’ сужающихся выступов 1523А. В результате испаренная образующая аэрозоль жидкость может эффективно смешиваться с воздухом в полости 153 распыления, способствуя образованию аэрозоля.
[0063] Следует отметить, что в распылительном узле 15 согласно настоящему варианту осуществления металлический нагреватель 152 может быть установлен в режиме, в котором передняя поверхность S1 нагревательного узла 1521A находится в упоре (контакте) с удерживающим жидкость элементом 151, и в этом случае опять-таки ожидается, что сужающиеся выступы 1523А, имеющиеся в сквозных отверстиях 1524, достигнут эффекта облегчения образования аэрозоля, как описано выше. Кроме того, нагревательный узел 1521А в соответствии с настоящим вариантом осуществления также может принимать расположение относительно удерживающего жидкость элемента 151, такое как описано в вариантах, показанных на фиг.9А-9С.
[0064] Кроме того, форма сквозных отверстий 1524 в нагревательном узле 1521А конкретно не ограничена и может быть круглой в поперечном сечении или многоугольной, отличной от четырехугольника. Кроме того, в примере, проиллюстрированном на фиг.10A, хотя множество сквозных отверстий 1524 размещено, образуя решетчатый рисунок в нагревательном узле 1521A, режим размещения сквозных отверстий 1524 конкретно не ограничен. Например, множество сквозных отверстий 1524 может быть расположено в нагревательном узле 1521А нерегулярно.
[0065] Следует отметить, что размер нагревательного узла 1521А металлического нагревателя 152 согласно второму варианту осуществления в продольном направлении (направлении длинной стороны) конкретно не ограничен, но как правило, цитируется режим, в котором продольный размер составляет 15 мм или менее.
[0066] В то время как предпочтительные варианты осуществления настоящего изобретения были описаны выше, картридж аэрозольного ингалятора, аэрозольный ингалятор и металлический нагреватель аэрозольного ингалятора в соответствии с вариантами осуществления поддаются различным изменениям, улучшениям, комбинациям и тому подобному. Например, тогда как в нагревательном узле 1521, показанном в первом варианте осуществления (см. Фиг. 3 и тому подобное), и нагревательном узле 1521A, показанном во втором варианте осуществления (см. Фиг. 11 и т.п.), сужающиеся выступы 1523 выступают в направлениях, ортогональных воображаемой линии L1, проходящей от передней поверхности S1 к задней поверхности S2, достаточно, чтобы сужающиеся выступы 1523 выступали в направлениях, отличных от воображаемой линии L1, и, например, сужающиеся выступы 1523 могли бы проходить в направлениях наклонно к воображаемой линии L1.
[Список ссылочных позиций]
[0067] 1 ... Аэрозольный ингалятор
10 ... Картридж
11 ... Первый разъем
12 ... Мундштук
13 ... Узел хранения жидкости
15 ... Узел распыления
151 ... Удерживающий жидкость элемент
152 ... Металлический нагреватель
1521 ... Нагревательный узел
1522a, 1522b ... Узел электродов
1523, 1523A ... Сужающийся выступ
1524 ... Сквозное отверстие
TS1, TS1’... Первая сужающаяся поверхность
TS2, TS2’... Вторая сужающаяся поверхность










Группа изобретений относится к картриджу аэрозольного ингалятора и металлическому нагревателю аэрозольного ингалятора. Картридж аэрозольного ингалятора содержит узел хранения жидкости и металлический нагреватель, который распыляет образующую аэрозоль жидкость, поступающую из узла хранения жидкости. Металлический нагреватель включает в себя переднюю поверхность, заднюю поверхность и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность. На части боковой поверхности выполнен сужающийся выступ. Сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащего концом основания, к вершине сужающегося выступа. Краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, а краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью. Технический результат - создание улучшенного металлического нагревателя аэрозольного ингалятора. 4 н. и 9 з.п. ф-лы, 16 ил.
1. Картридж аэрозольного ингалятора, содержащий:
узел хранения жидкости, в котором хранится образующая аэрозоль жидкость; и
металлический нагреватель, который имеет малую толщину и распыляет образующую аэрозоль жидкость, поступающую из узла хранения жидкости, при этом
металлический нагреватель включает в себя переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность,
по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающий сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности, и
сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащего концом основания, к вершине сужающегося выступа, причем краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, а краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
2. Картридж аэрозольного ингалятора по п. 1, в котором размер длины сужающегося выступа от конца основания до вершины составляет от 5% или более до 20% или менее от толщины металлического нагревателя.
3. Картридж аэрозольного ингалятора по п. 1 или 2, в котором вершина сужающегося выступа расположена по существу в центре металлического нагревателя в направлении толщины.
4. Картридж аэрозольного ингалятора по п. 1 или 2, в котором металлический нагреватель имеет нагревательный узел и электродный узел, выполненные за одно целое, причем нагревательный узел нагревает образующую аэрозоль жидкость за счет выделения тепла при подаче питания.
5. Картридж аэрозольного ингалятора по п. 1 или 2, в котором металлический нагреватель представляет собой линейный нагреватель, имеющий линейную форму.
6. Картридж аэрозольного ингалятора по п. 1 или 2, в котором металлический нагреватель представляет собой пластинчатый нагреватель, имеющий форму пластины.
7. Картридж аэрозольного ингалятора по п. 6, в котором имеется сквозное отверстие, проходящее в металлический нагреватель в направлении толщины, и сужающийся выступ выполнен на внутренней поверхности сквозного отверстия.
8. Картридж аэрозольного ингалятора по п. 7, в котором в металлическом нагревателе выполнено множество сквозных отверстий.
9. Картридж для аэрозольного ингалятора по п. 1 или 2, дополнительно содержащий удерживающий жидкость элемент, который расположен между узлом хранения жидкости и металлическим нагревателем для удержания образующей аэрозоль жидкости, подаваемой из узла хранения жидкости, при этом металлический нагреватель находится в контакте с удерживающим жидкость элементом.
10. Картридж для аэрозольного ингалятора по п. 9, в котором
металлический нагреватель представляет собой пластинчатый нагреватель, имеющий форму пластины с передней поверхностью или задней поверхностью, находящейся в контакте с удерживающим жидкость элементом, и
в металлическом нагревателе выполнено множество сквозных отверстий, проходящих в металлический нагреватель в направлении толщины, при этом на внутренней поверхности каждого из сквозных отверстий выполнен сужающийся выступ.
11. Аэрозольный ингалятор, содержащий картридж для аэрозольного ингалятора по п. 1 или 2.
12. Аэрозольный ингалятор, содержащий:
узел хранения жидкости, в котором хранится образующая аэрозоль жидкость; и
металлический нагреватель, который имеет малую толщину и распыляет образующую аэрозоль жидкость, поступающую из узла хранения жидкости, при этом
металлический нагреватель включает в себя переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность,
по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающий сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности, и
сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащего концом основания, к концу сужающегося выступа, при этом краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, а краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
13. Металлический нагреватель аэрозольного ингалятора, который имеет малую толщину и распыляет образующую аэрозоль жидкость, причем металлический нагреватель аэрозольного ингалятора содержит переднюю поверхность, заднюю поверхность, противоположную передней поверхности, и боковую поверхность, которая соединяет друг с другом переднюю поверхность и заднюю поверхность, при этом:
по меньшей мере на части боковой поверхности выполнен сужающийся выступ, выступающей сужающимся образом в направлении, отличном от воображаемой линии, проходящей от передней поверхности к задней поверхности; и
сужающийся выступ включает в себя первую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка передней стороны, служащего концом основания, к вершине сужающегося выступа, и вторую сужающуюся поверхность, сформированную в вогнутую кривую, проходящую от краевого участка задней стороны, служащего концом основания, к вершине сужающегося выступа, причем краевой участок передней стороны соединен с передней поверхностью и боковой поверхностью, а краевой участок задней стороны соединен с задней поверхностью и боковой поверхностью.
| ЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПАРА | 2013 |
|
RU2596951C1 |
| ПРОНИЦАЕМАЯ ЭЛЕКТРОНАГРЕВАТЕЛЬНАЯ РЕЗИСТИВНАЯ ФОЛЬГА ДЛЯ ИСПАРЕНИЯ ЖИДКОСТЕЙ ИЗ ОДНОРАЗОВЫХ МУНДШТУКОВ С ИСПАРИТЕЛЬНЫМИ МЕМБРАНАМИ | 2012 |
|
RU2566914C1 |
| US 2015136156 A1, 21.05.2015 | |||
| JP 2015506170 A, 02.03.2015 | |||
| CN 109156902 А, 08.01.2019. | |||

