ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие относится к способу формирования неподвижного лезвия для набора лезвий у устройства для стрижки волос, к неподвижному лезвию, и к устройству для стрижки волос, реализующему набор лезвий, включающий такое неподвижное лезвие.
В частности, настоящее раскрытие относится к улучшениям в устройствах для стрижки волос, при этом действие стрижки осуществляется посредством совершающих возвратно-поступательное движение лезвий, таких как стригальные машинки и триммеры. В частности, настоящее раскрытие относится к новым подходам к исполнению и производству неподвижных лезвий для наборов лезвий, которые обеспечивают значительно больший диапазон регулировки длины. Следовательно, в по меньшей мере некоторых вариантах осуществления, настоящее раскрытие относится к улучшениям в механизмах регулировки длины для устройств для стрижки волос.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Устройства для стрижки волос, в частности электрические устройства для стрижки волос, в целом известны и могут включать в себя триммеры, стригальные машинки, и бритвы, например. Электрические устройства для стрижки волос также могут именоваться устройствами для стрижки волос с электроприводом. Электрические устройства для стрижки волос могут питаться от электросети и/или от хранилищ энергии, таких как батареи, например. Электрические устройства для стрижки волос, в целом, используются для того чтобы брить или обрезать волосы на теле (человека), в частности, волосы на лице и волосы на голове, чтобы у человека был ухоженный вид. Часто, электрические устройства для стрижки волос используются для стрижки шерсти животного.
Как правило, набор лезвий устройства для стрижки волос в контексте настоящего раскрытия содержит компоновку набора лезвий, включающее подвижное режущее лезвие (также именуемое ножом или режущим лезвием) и неподвижное лезвие (также именуемое защитой). Относительное перемещение, в частности относительное возвратно-поступательное перемещение, между неподвижным лезвием и режущим лезвием вызывает действие стрижки.
Как правило, неподвижное лезвие является лезвием, которое находится наиболее близко к подлежащей обработке коже/волосистой части кожи головы или части волос, чем режущее лезвие. Часто, неподвижное лезвие непосредственно контактирует с кожей или волосистой частью кожи головы человека (или животного), волосы которого должны быть подстрижены. Неподвижное лезвие защищает кожу от быстро движущегося или совершающего быстрые возвратно-поступательные движения режущего лезвия. Как неподвижное лезвие, так и режущее лезвие предусмотрены с зубьями, содержащими режущие кромки, которые взаимодействуют, чтобы отрезать волосы подобным ножницам действием.
Документе US 2,178,669 раскрывает стригальную машинку для волос, содержащую неподвижный элемент режущей головки, составленной из тонких пластинок или пластин. Тонкие пластинки с удлиненными фрагментами зуба чередуются с тонкими пластинами с отсутствующими удлиненными фрагментами зуба.
Документе US 2,096,477 A, раскрывает срезающую гребенку стригальной машинки для волос, содержащую пакет сходных заготовок, которые определяют, как зубья, так и пространства приема волоса между ними.
Документе US 6,742,262 B2 раскрывает стригальную машинку, содержащую корпус с гребневой структурой, шарнирно смонтированной с и поддерживаемой посредством упомянутого корпуса; узел лезвий, с возможностью отсоединения от упомянутого корпуса и с по меньшей мере неподвижным лезвием и совершающим возвратно-поступательное движение лезвием, причем каждое лезвие с режущей кромкой; исполнительный механизм; и рычаг управления, оперативно соединенный с упомянутым исполнительным механизмом, при этом когда упомянутый рычаг управления поворачивается, упомянутый исполнительный механизм заставляет упомянутую режущую кромку у упомянутого совершающего возвратно-поступательное движение лезвия перемещаться относительно упомянутой режущей кромки упомянутого неподвижного лезвия так, чтобы обеспечивать регулировку длины стрижки волос, при этом упомянутый узел лезвий имеет карманную структуру со скобой, для выборочного и с возможностью отсоединения зацепления упомянутой гребенчатой структуры и тем самым обеспечивая прикрепление с возможностью отсоединения упомянутого узла лезвий к упомянутому корпусу.
В результате данного исполнения, относительное положение между остриями подвижного лезвия и неподвижного лезвия может быть отрегулировано. Это включает в себя регулировку длины стрижки, при условии, что неподвижное лезвие сужается к острию. Длина стрижки определяется наличием расстояния или пространства между фактически обрабатываемой волосистой частью кожи головы или кожей и режущим лезвием, в частности плоскостью, в которой располагаются режущие кромки.
Как правило, наборы лезвий, включающие неподвижное лезвие, которое взаимодействует с подвижным лезвием для осуществления действия стрижки волос, выполнены из стального материала, что также связано с тем, что неподвижные лезвия могут быть выполнены как части единого целого. В обычных устройствах, как раскрывается в документе US 6,742,262 B2, присутствует лишь небольшое сужение неподвижного лезвия, в частности его зубьев. Это обеспечивает некоторую тонкую регулировку длины стрижки. Максимальная длина стрижки, обеспечиваемая этими обычными наборами лезвий, составляет, как правило, меньше 2.0мм (миллиметра).
Таким образом, чтобы расширить диапазон регулировки длины, могут быть предусмотрены так называемые прикрепляемые гребенки, которые, как правило, выполнены из пластикового материала. Прикрепляемые гребенки помещаются поверх неподвижного лезвия с тем, чтобы увеличить расстояние между кожей/волосистой частью кожи головы и набором лезвий. Следовательно, пластиковые прикрепляемые гребенки являются дополнительными прикрепляемыми частями, которые, как правило, выполнены с возможностью отсоединения. Прикрепляемые гребенки не включены в подобное ножницам действие стрижки.
Поскольку прикрепляемые гребенки, как правило, с возможностью отсоединения, существует определенный риск потери. Кроме того, даже несмотря на то, что прикрепляемые гребенки являются относительно простыми частями, существуют определенные затраты на изготовление, затраты на сборку и логистические расходы, поскольку включены дополнительные отдельные части. Кроме того, оперирование прикрепляемыми гребенками иногда воспринимается как неудобное, громоздкое и несколько устаревшее.
Таким образом, по-прежнему, существует место для улучшения в исполнении и подходах изготовления неподвижных лезвий устройств для стрижки волос.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего раскрытия состоит в предоставлении способа формирования неподвижного лезвия для устройства для стрижки волос, который пытается найти решение по меньшей мере некоторых из обсуждаемых выше проблем и который предпочтительно допускает регулируемые наборы лезвий, которые обеспечивают значительно большие диапазоны регулировки длины, что предпочтительно приводит к улучшению эксплуатационных характеристик и увеличенному полю применения соответственно оборудованного устройства для стрижки волос.
Кроме того, желательно представить способ изготовления неподвижного лезвия, который обеспечивает дальнейшее сокращение числа комплектующих частей устройства для стрижки волос.
Кроме того, желательно предоставить соответствующее неподвижное лезвие, набор лезвий и устройство для стрижки волос, содержащее соответствующий набор лезвий, включающий такое неподвижное лезвие.
В первом аспекте настоящего раскрытия представляется способ формирования неподвижного лезвия для устройства для стрижки волос, причем способ содержит следующие этапы, на которых:
- предоставляют множество компонентов зуба, полученных из металлического материала, причем компоненты зуба выполнены по существу плоским образом и по меньшей мере частично сужены в направлении их конца острия,
- размещают компоненты зуба в ряд, при этом соседние компоненты зуба размещаются со смещением друг от друга,
- предоставляют основание лезвия, выполненное для приема компонентов зуба, и
- соединяют между собой компоненты зуба и основание лезвия непосредственным или через промежуточное звено образом, тем самым формируя множество зубьев неподвижного лезвия.
Данный аспект основан на понимании того, что свобода исполнения для неподвижного лезвия может быть значительно улучшена посредством выполнения неподвижного лезвия в качестве сборного лезвия. При изготовлении обычных наборов лезвий, используется плоский металлический материал или металлические заготовки, высота которых определяет полную высоту лезвия. Следовательно, высота включенного компонента предварительного изделия ограничивает высоту неподвижного лезвия и, как результат, достижимый диапазон регулировки длины. Как результат, соответственно оборудованное устройство для стрижки волос не обязательно требует прикрепляемой гребенки, чтобы обеспечивать требуемый диапазон установки длины. Оперирование устройством для стрижки волос облегчается, когда не нужно прикреплять никакой прикрепляемой гребенки.
В соответствии с упомянутым ранее аспектом, неподвижное лезвие содержит металлический зубчатый венец, который включает то, что зубья могут играть активную роль в операции стрижки волос, посредством совместной работы с противоположными зубьями подвижного режущего лезвия.
Кроме того, в соответствии с упомянутым ранее аспектом, высота (толщина) любого промежуточного компонента или компонента предварительного изделия не ограничивает высоту (толщину) неподвижного лезвия, в частности высоту его зубьев. Это обеспечивает значительно увеличенное сужение зубьев и приводит к значительно увеличенному диапазону регулировки длины.
Другими словами, ориентация любого включенного плоского материала может быть повернута на 90°, когда каждый зуб выполнен из соответствующего слоя. Следовательно, отношение высоты к длине у зубьев может быть значительно увеличено, что обеспечивает значительное сужение.
Зубчатый венец неподвижного лезвия может быть сформирован посредством ряда разнесенных плоских одиночных зубьев. Следовательно, неподвижное лезвие может быть выполнено в качестве составного неподвижного лезвия, включающего размещение в виде уложенных в пакет зубьев. Кроме того, ширина стрижки набора лезвий, включающего неподвижное лезвие, может свободно выбираться, так как ряд зубьев является масштабируемым. В целом, каждый единичный компонент зуба формирует единственный зуб из ряда зубьев неподвижного лезвия.
Способ формирования неподвижного лезвия также может именоваться способом изготовления неподвижного лезвия. Предпочтительно, зубья неподвижного лезвия не требуют дополнительных этапов обработки, после этапа взаимного-соединения. Скорее, в по меньшей мерее некоторых вариантах осуществления, по меньшей мере рабочие части, в частности, режущие кромки, компонентов зуба могут быть обработаны начисто перед этапом взаимного-соединения.
В целом, основание лезвия может именоваться каркасом лезвий. Основание лезвия выполнена в качестве опорного гнезда, которое принимает ряд зубьев, сформированных компонентами зуба. С этой целью основание лезвия может обеспечивать соответствующие монтажные признаки. Кроме того, основание лезвия может обеспечивать монтажные признаки для монтажа неподвижного лезвия в устройстве, в частности его механизме регулировки длины стрижки, если таковой имеется.
Этап, на котором предоставляют основание лезвия, может включать, в некоторых вариантах осуществления, этап, на котором формируют основание лезвия, например, посредством формования под давлением. Этап формования под давлением может формировать часть процесса изготовления и может быть также взаимосвязанным с этапом взаимного соединения. Это может быть так, когда ряд компонентов зуба соединяют между собой посредством многокомпонентного формования или формования со вставкой, при этом, в то же самое время, основание лезвия формируется посредством формования под давлением.
Тем не менее, этап, на котором предоставляют основание лезвия также может включать этап, на котором предоставляют металлическое основание лезвия, которое может именоваться, в некоторых вариантах осуществления, каркасом лезвий. Следовательно, основание лезвия формируется на предшествующем этапе. Уже сформированное основание лезвия может надлежащим образом подходить для приема и поддержки зубьев неподвижного лезвия. Тем не менее, учитывая общую компоновку неподвижного лезвия в соответствии с упомянутым ранее аспектом, основание лезвия не должно быть выполнено из материала, который пригоден для формирования режущего зуба, содержащего режущую кромку. Другими словами, компоненты зуба, которые формируют зубья, могут быть отшлифованы, закалены и/или содержать поверхностную обработку с тем, чтобы улучшать эффективность резанья набора лезвий. Основанию лезвия в принципе не требуется соответствующая обработка или процедура. Следовательно, основание лезвия может быть выполнено из материала более низкого качества, чем компоненты зуба.
Этап, на котором соединяют между собой компоненты зуба и основание лезвия, может быть многоступенчатым этапом, включающим множество суб-этапов. Например, компоненты зуба могут скрепляться вместе и впоследствии фиксироваться в основании лезвия. С этой целью, может быть предусмотрено несколько опций. Например, прикрепление компонентов зуба к основанию лезвия может включать процедуру многокомпонентного формования, процедуры формования со вставкой, процедуру блокировки защелками или блокировки посадкой с натягом, процедуру связывания, включающую сварку, в частности лазерную сварку, и их сочетания. В собранном взаимно-соединенном состоянии, компоненты зуба уложены в пакет и формируют часть слоистого пакета из зубьев и зазоров зуба между ними.
Компоненты зуба предоставлены, главным образом, в плоской форме и предпочтительно получены из плоского материала, такого как листовой металлический материал. Разумеется, компоненты зуба могут быть обработаны так, чтобы определять режущие кромки зубьев неподвижного лезвия. В целом, компоненты зуба формируют слои или ламели пакета, которые в конце концов определяют зубья неподвижного лезвия, которые чередуются зазорами зуба.
В целом, ряд компонентов зуба может быть выполнен в линейном виде. Тем не менее, также может предусматриваться изогнутый контур, в соответствии с конкретным требуемым приложением. В целом, некоторые варианты осуществления могут включать круговые компоновки набора лезвий, содержащие радиально выступающие зубья. Также для этих компоновок, может предусматриваться уложенная в пакет структура зубчатого венца.
Неподвижное лезвие также может именоваться защитным лезвием набора лезвий применительно к устройству для стрижки волос. Предпочтительно устройство содержит механизм регулировки длины стрижки, который обеспечивает определенное относительное позиционирование неподвижного лезвия и режущего лезвия с выбранным смещением (обычно параллельным смещением) между включенными передними кромками неподвижного лезвия и режущего лезвия.
В примерном варианте осуществления способа, этап, на котором взаимно соединяют компоненты зуба и основание лезвия, содержит следующие этапы, на которых:
- укладывают в пакет компоненты зуба, тем самым формируя промежуточный пакет, и
- прикрепляют промежуточный пакет к основанию лезвия.
Сформированный пакет и основание лезвия могут содержать соответствующие монтажные признаки, которые способствуют процессу монтажа. Монтажные признаки могут присутствовать на заднем конце промежуточного пакета и на противоположной передней поверхности основания лезвия. Монтажные признаки могут включать паз и соответствующий выступ, которые определяют монтажное положение промежуточного пакета на основании лезвия.
Кроме того, по меньшей мере в некоторых примерных вариантах осуществления, основание лезвия содержит центральную или главную часть и две боковых консоли, выступающие из нее в переднем направлении, при этом консоли выполнены на расстоянии и определяют между собой монтажное пространство для промежуточного пакета. Другими словами, консоли основания лезвия охватывают промежуточный пакет. Следовательно, также консоли основания лезвия, на их внутренних сторонах, и промежуточный пакет, на его наружных сторонах, могут быть предусмотрены с монтажными признаками.
В дополнительном примерном варианте осуществления способа, этап, на котором предоставляют множество компонентов зуба, содержит следующие этапы, на которых:
- предоставляют компоненты зуба на промежуточной стадии изготовления, которые получаются из листового металлического материала, при этом толщина листового металлического материала определяет толщину зубьев неподвижного лезвия, и
- обрабатывают компоненты зуба, включая формирование на них режущих кромок.
Формирование или обработка режущих кромок предпочтительно выполняются перед операцией укладки в пакет. Предпочтительно, как только пакет сформирован, дополнительной обработки заточки режущей кромки не требуется. Компоненты зуба на промежуточной стадии изготовления также могут именоваться промежуточными компонентами зуба.
Поскольку толщина листового металлического материала, в целом, точно определяется в рамках узкого диапазона допуска, то результирующий пакет также может содержать достаточно точную ширину. Когда компоненты зуба получаются из листового металлического материала, обеспечивается большая степень свободы исполнения. Например, компоненты зуба могут быть значительно сужены, что приводит к значительно большему диапазону регулировки длины стрижки. Кроме того, монтажные признаки могут быть обработаны, когда компоненты зуба отделяются от листового металлического материала. В целом, компоненты зуба могут быть сформированы с высокой повторяемостью, что приводит к ровным и точно сформированным зубьям.
В примерном уточнении способа, этап, на котором предоставляют промежуточные компоненты зуба, включает этап, на котором получают множество промежуточных компонентов зуба из листовой металлической заготовки посредством резки. Резка может включать штамповку, лазерную резку и водоструйную резку, например. Листовая металлическая заготовка может быть предоставлена в форме пластины, ленты, катушки с лентой, и подобного. Следовательно, даже несмотря на то, что каждый зуб обрабатывается отдельно, обеспечивается эффективное производство.
В дополнительном примерном варианте осуществления, способ дополнительно содержит этапы, на которых:
- предоставляют множество разделителей зуба, и
- формируют промежуточный пакет по меньшей мере секционно содержащий ряд компонентов зуба, чередующихся с разделителями зуба.
В соответствии с по меньшей мере некоторыми вариантами осуществления, разделители зуба определяют зазор или смещение между двумя соседними зубьями. Это включает то, что чередующиеся компоненты зуба и разделители зуба непосредственно контактируют друг с другом. Следовательно, пакет выполнен в качестве слоистого пакета, длина (ширина) которого определяется числом компонентов зуба и соответствующих разделителей зуба.
В примерном уточнении способа, разделители зуба выполнены из по меньшей мере одного из металлического материала, пластикового материала, и их сочетаний.
В примерном уточнении способа, разделители зуба и компоненты зуба, на заднем конце промежуточного пакета, определяют контур сопряжения для прикрепления пакета к основанию лезвия. Следовательно, разделители зуба выполнены на и заполняют зазоры между компонентами зуба в их задней части.
В дополнительном примерном уточнении способа, разделители зуба получаются из листового металлического материала, при этом высота (также именуемая толщиной) листового металлического материала определяет зазор между зубьями неподвижного лезвия.
В дополнительном примерном уточнении способа, этап, на котором предоставляют разделители зуба, предпочтительно включает этап, на котором получают множество разделителей зуба из листовой металлической заготовки посредством резки. Посредством выбора толщины заготовок для компонентов зуба и толщины заготовок для разделителей зуба, можно определять ширина зуба и ширина зазора.
В дополнительном примерном уточнении способа, этап, на котором формируют промежуточный пакет, включает этап, на котором формируют блокированный пакет, при этом по меньшей мере некоторые слои входят в зацепление с их соседними слоями в пакете.
В соответствии с по меньшей мере некоторыми вариантами осуществления, этап, на котором формируют блокированный пакет, включает этап, на котором осуществляют блокировку компонентов зуба и разделителей зуба посредством взаимного ввода в зацепление части. Это может быть достигнуто, например, посредством операции заклепывания или соединения под прессом. Другими словами, одна часть частично проникает в другую, например, посредством этапа штамповки и/или деформации. Например, выступ сопряжения может по меньшей мере частично проникать в паз сопряжения соседней части. Кроме того, компонент слоистого пакета может содержать выступ, входящий в зацепление с первой соседней частью, и паз, который входит в зацепление с выступом другой (противоположной) соседней части. Другими словами, материал, который смещается так, чтобы формировать выступ, оставляет паз, который может входить в зацепление с дальнейшим выступом, и т.д. Вследствие этого, выступы и пазы слоев пакета, которые входят в зацепление друг с другом, могут быть выполнены на общей оси зацепления, которая является параллельной основному направлению расширения (ширине) пакета.
В дополнительном примерном варианте осуществления, этап, на котором формируют блокированный пакет, включает объединенную операцию заклепывания и соединения сваркой. Соединение сваркой может включать в себя лазерную сварку, например. Следовательно, процесс сопряжения, основанный на деформации/смещении материала компонентов зуба, может быть дополнен закреплением операцией соединения сваркой, которая включает по меньшей мере частичное размягчение/плавление и соединение сваркой включенного металлического материала.
В дополнительном примерном варианте осуществления способа, основание лезвия по существу выполнено из металлического материала и в частности включает алюминий или содержащий алюминий сплав. Как уже указывалось выше, основание лезвия не должно обеспечивать точно такие же или сходные свойства прочности и жесткости, что и компоненты зуба. Наоборот, основание лезвия может быть сформировано из материала с уменьшенными механическими свойствами. Например, основание лезвия может быть по существу сформировано литьем под давлением. Предпочтительно, лишь несколько операций механической обработки или даже полностью отсутствующие операции механической обработки требуются после операции литья. Следовательно, операция литья может быть процедурой литья близкого к окончательной форме или литья в окончательной форме.
В дополнительном примерном варианте осуществления способа, этап, на котором соединяют между собой компоненты зуба и основание лезвия, включает этапы многокомпонентного формования или формования со вставкой компонентов зуба с пластиковым компонентом. Это может включать предоставление формы, в которой компоненты зуба могут быть размещены до того, как формуемый пластиковый материал вводится в форму.
Многокомпонентное формование или формование со вставкой могут присутствовать на уровне компонентов зуба. Следовательно, отформованная под давлением промежуточная часть, включающая компоненты зуба, может быть прикреплена к основанию лезвия. Отформованная под давлением промежуточная часть также может включать металлические разделители зуба, если таковые имеются. В альтернативном варианте, пластиковый материал может, так сказать, замещать металлические разделители зуба, тем самым определяя зазор между зубьями.
Кроме того, в альтернативном варианте осуществления, этап многокомпонентного формования или формования со вставкой также включает формирование основания лезвия как такового. Следовательно, в дополнительном примерном уточнении способа, пластиковый компонент формирует основание лезвия, при этом неподвижное лезвие является металлическим пластиковым композитным лезвием. В соответствии с данным вариантом осуществления, основание лезвия является пластиковым компонентом.
Кроме того, в еще одном другом примерном варианте осуществления, основание лезвия содержит металлический каркас, который дополнительно обрабатывается посредством многокомпонентного формования или формования со вставкой, сходно с компонентами зуба. Следовательно, также основание лезвия может быть выполнено в качестве метал-пластикового композитного компонента. Операция формования может формировать механическую связь между металлическим каркасом и зубчатым венцом.
В примерном уточнении способа, пластиковый компонент по меньшей мере частично заполняет зазор между соседними компонентами зуба и предпочтительно связывает компоненты зуба с основанием лезвия. Это может включать то, что пластиковый компонент по меньшей мере частично покрывает разделители зуба, если таковые имеются. Следовательно, разделители зуба могут по-прежнему определять промежуток между компонентами зуба. В альтернативном варианте, пластиковый материал у пластикового компонента замещает разделители зуба. Следовательно, между соседними компонентами зуба присутствует по существу только пластиковый материал. Это может включать то, что форма для процедуры формования со вставкой или многокомпонентного формования определяет установку и размещение разнесенных компонентов зуба, помещенных в нее до ввода пластикового материала.
В целом, компоненты зуба могут быть выполнены, главным образом, в плоской, трапециевидной форме, включающей по существу суженную переднюю часть, которая сужается к переднему острию зуба.
В дополнительном примерном варианте осуществления способа, компоненты зуба выполнены со смещением и прикрепляются отдельно к основанию лезвия. Это может включать отдельное связывание единичных компонентов зуба с основанием лезвия на определенном смещении друг от друга. Связывание может включать сварку, точечную сварку или пайку. Следовательно, также по меньшей мере контактная часть основания лезвия, к которой прикрепляются компоненты зуба, предпочтительно выполнена из металлического материала. Другими словами, разделители зуба могут быть замещены и смещение/промежуток между компонентами зуба может быть определено посредством относительного позиционирования связанных компонентов зуба по отношению к основанию лезвия.
В дополнительном аспекте настоящего раскрытия представляется неподвижное лезвие для устройства для стрижки волос, причем неподвижное лезвие, содержащее:
- основание лезвия, и
- множество зубьев, устойчиво прикрепленных к основанию лезвия,
при этом соответствующие зубья из множества зубьев формируются посредством отдельных компонентов зуба, полученных из металлического материала,
при этом компоненты зуба размещены в ряд,
при этом соседние компоненты зуба размещены со смещением друг от друга, и
при этом компоненты зуба выполнены по существу плоским образом и по меньшей мере частично сужены в направлении их конца острия.
В примерном варианте осуществления неподвижного лезвия, компоненты зуба уложены в пакет, при этом зазоры между компонентами зуба определяются посредством разделителей зуба, полученных из металлического материала.
В другом примерном варианте осуществления неподвижного лезвия, компоненты зуба уложены в пакет, при этом зазоры между компонентами зуба определяются пластиковым материалом, который заполняет по меньшей мере часть зазоров и определяет разделители зуба. Также сочетание пластикового материала и металлического материала может предусматриваться для формирования разделителей зуба.
В другом примерном варианте осуществления неподвижного лезвия, компоненты зуба и разделители зуба, если таковые имеются, прикрепляются к металлическому основанию лезвия посредством связывания, в частности сварки или лазерной сварки.
В другом примерном варианте осуществления неподвижного лезвия, основание лезвия содержит признаки регулировки для регулировки длины стрижки. Регулировка длины стрижки, как правило, включает относительное перемещение установки между неподвижным лезвием и режущим лезвием в направлении, которое является перпендикулярным основному направлению расширения его передних кромок, которые определяются посредством его соответствующих остриев зуба. Признаки регулировка длины стрижки могут включать удлиненные отверстия (щелевые отверстия) с направлением удлинения, которое является параллельным направлению перемещения регулировки.
В дополнительном примерном варианте осуществления неподвижного лезвия, зубья сужаются и обеспечивают диапазон регулировки длины по меньшей мере в 3.0 мм, предпочтительно, по меньшей мере в 5.0 мм, дополнительно предпочтительно, по меньшей мере в 10.0 мм, дополнительно предпочтительно, по меньшей мере в 15.0 мм. Следовательно, один набор лезвий может допускать диапазон регулировки длины стрижки, который может быть обеспечен в обычном наборе лезвий только посредством предоставления дополнительных прикрепляемых гребенок. Это может включать исполнение неподвижного лезвия, при этом компоненты зуба, которые определяют зубья, увеличиваются вверх в направлении верхней стороны за пределы расширения основания лезвия. Следовательно, компоненты зуба могут быть значительно выше основания лезвия.
В дополнительном аспекте настоящего раскрытия представляется устройство для стрижки волос, содержащее набор лезвий, содержащий неподвижное лезвие в соответствии с по меньшей мере одним вариантом осуществления, как раскрывается в данном документе. Предпочтительно, предоставляется механизм регулировки длины стрижки для набора лезвий. Механизм регулировки также может регулировать и устанавливать расстояние острия к острию, между частями острия неподвижного лезвия и подвижного режущего лезвия у набора лезвий. В целом, устройство может быть выполнено в виде стригальной машинки для волос и/или триммера для бороды.
В дополнительном аспекте настоящего раскрытия, представляется устройство для стрижки волос, в частности триммер или стригальная машинка, содержащее корпус, режущую головку, содержащую набор лезвий, содержащий неподвижное лезвие и режущее лезвие, при этом неподвижное лезвие и режущее лезвие выполнены с возможностью перемещения по отношению друг к другу, чтобы стричь волосы, при этом неподвижное лезвие по меньшей мере изготавливается в соответствии с вариантом осуществления способа, как раскрывается в данном документе или выполнено в соответствии с вариантом осуществления неподвижного лезвия, как раскрывается в данном документе, и механизм регулировки длины стрижки выполнен с возможностью установки относительного положения между зубьями неподвижного лезвия и зубьями режущего лезвия так, чтобы определять длину стрижки.
Предпочтительно, устройство для стрижки волос является переносным устройством для стрижки волос с электроприводом. Как правило, устройство для стрижки волос содержит удлиненный корпус и режущую головку на его верхнем конце, в которой предусмотрен набор лезвий. Как правило, набор лезвий содержит по меньшей мере одно неподвижное лезвие и по меньшей мере одно подвижное режущее лезвие, которое является оперируемым, чтобы перемещаться по отношению к неподвижному лезвию, чтобы стричь волосы. Удлиненный корпус дополнительно содержит нижний конец, который противоположен его верхнему концу. Кроме того, предусмотрена передняя сторона и задняя сторона. Когда устройство для стрижки волос находится в работе, как правило, верхняя сторона, где размещается набор лезвий, контактирует с частью кожи, которая должна быть приведена в ухоженный вид непосредственным или через промежуточное звено (например, через прикрепленную гребенку) образом. Передняя сторона, как правило, обращена к части кожи, когда устройство используется. Следовательно, задняя сторона, как правило, обращена от кожи, когда устройство для стрижки волос находится в работе.
В целом, когда устройство для стрижки волос находится в работе, неподвижное лезвие не перемещается, совершая возвратно-поступательное движение по отношению к его корпусу. Наоборот, режущее лезвие работает и перемещается по отношению к неподвижному лезвию и по отношению к корпусу, совершая возвратно-поступательное движение. В результате, относительное перемещение между неподвижным лезвием и режущим лезвием приводит в исполнение операцию стрижки волос.
Предпочтительные варианты осуществления раскрытия определяются в зависимых пунктах формулы изобретения. Следует понимать, что заявленный способ может иметь предпочтительные варианты осуществления сходные с заявленным узлом набора лезвий и заявленным устройством и как определено в зависимых пунктах формулы изобретения системы/устройства, и наоборот.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и прочие аспекты раскрытия будут очевидны из и поясняются со ссылкой на варианты осуществления, описываемые далее. На нижеследующих чертежах
Фиг. 1 показывает схематичный вид в перспективе примерного варианта осуществления электрического устройства для стрижки волос, выполненного в качестве стригальной машинки для волос;
Фиг. 2 показывает упрощенный схематичный вид сбоку примерного варианта осуществления механизма регулировки длины стрижки применительно к устройству для стрижки волос;
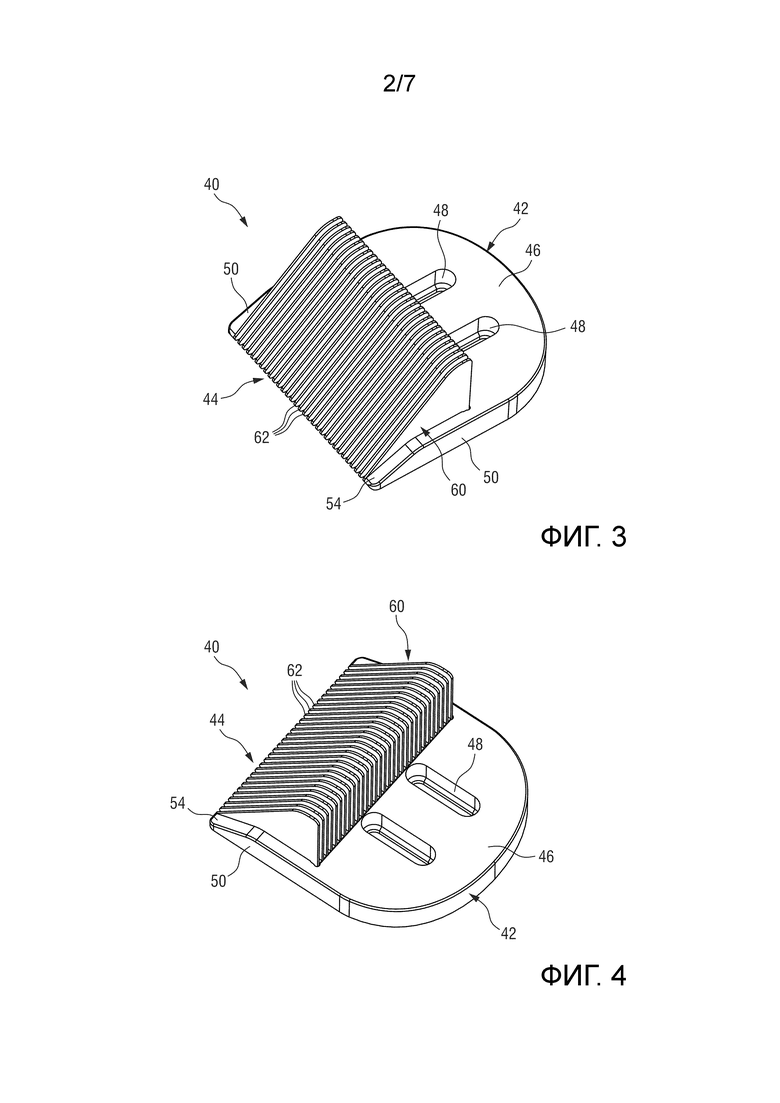
Фиг. 3 показывает фронтальный вид сверху в перспективе примерного варианта осуществления неподвижного лезвия для набора лезвий применительно к устройству для стрижки волос;
Фиг. 4 показывает соответствующий задний вид сверху неподвижного лезвий на Фиг. 3;
Фиг. 5 показывает частично разобранный задний вид снизу неподвижного лезвия на Фиг.3;
Фиг. 6 показывает частично разобранный передний вид снизу неподвижного лезвия на Фиг. 3;
Фиг. 7 показывает дополнительный вид неподвижного лезвия на Фиг. 3 в соответствии с компоновкой и ориентацией Фиг. 6, при этом дополнительно компонент зуба и разделитель зуба показаны в разобранном состоянии;
Фиг. 8 показывает вид сбоку компонента зуба и разделителя зуба для неподвижного лезвия, как показано на с Фиг. 3 по Фиг. 7;
Фиг. 9 показывает вид сбоку неподвижного лезвия на Фиг. 3;
Фиг. 10 показывает вид поперечного сечения компоновки Фиг. 3 по линии X-X на Фиг. 9;
Фиг. 11 показывает частичный вид поперечного сечения компонентов зуба и разделителей зуба в соответствии с компоновкой Фиг. 10, причем компоненты зуба и разделители зуба показаны в разобранном состоянии;
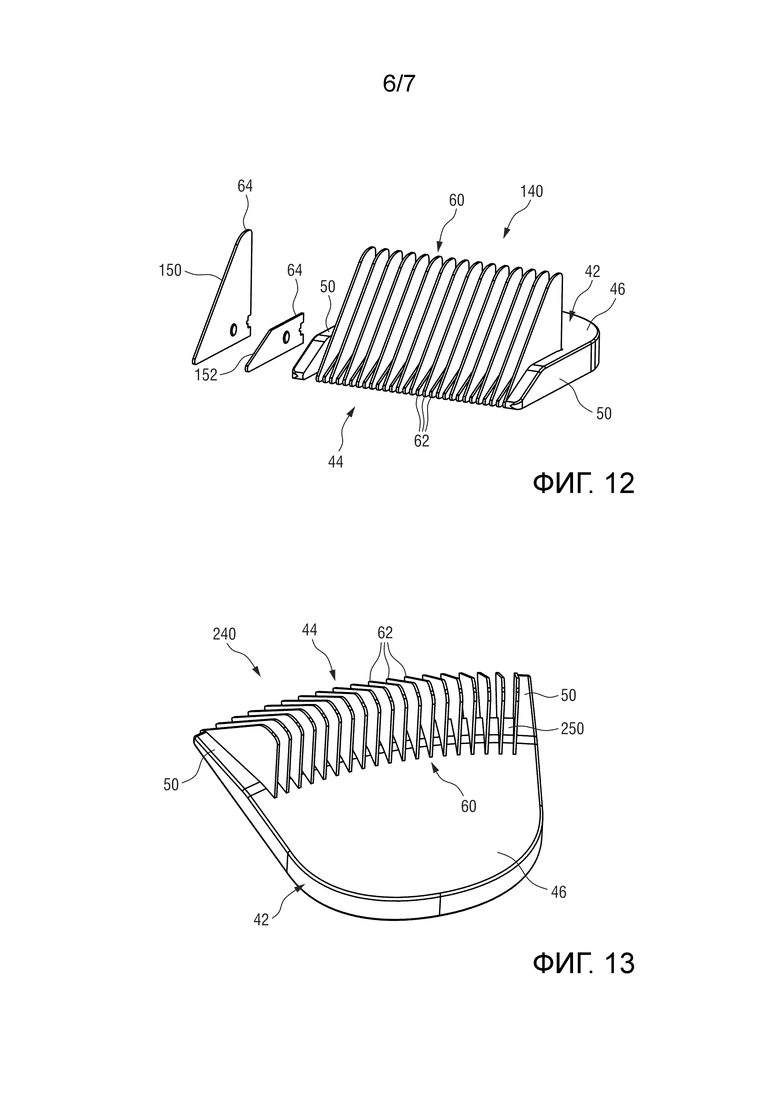
Фиг. 12 показывает фронтальный вид сверху в перспективе другого примерного варианта осуществления неподвижного лезвия для набора лезвий применительно к устройству для стрижки волос, при этом дополнительно два с разной формой компонента зуба показаны в разобранном состоянии;
Фиг. 13 показывает задний вид сверху в перспективе другого примерного варианта осуществления неподвижного лезвия для набора лезвий применительно к устройству для стрижки волос;
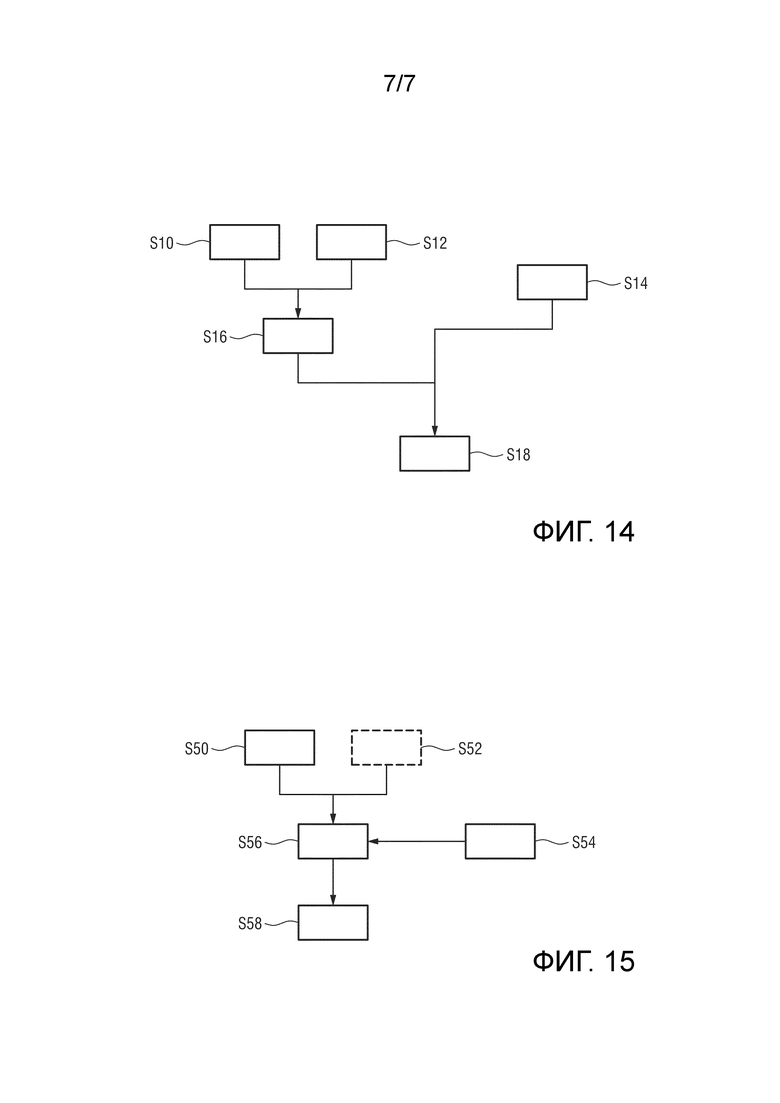
Фиг. 14 показывает упрощенную блок-схему примерного варианта осуществления способа изготовления неподвижного лезвия для набора лезвий; и
Фиг. 15 показывает упрощенную блок-схему другого примерного варианта осуществления способа изготовления неподвижного лезвия для набора лезвий.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 показывает схематичный вид сзади в перспективе устройства 10 для стрижки волос, в частности устройства 10 для стрижки волос с электроприводом. Устройство 10 также может именоваться стригальной машинкой для волос или триммером для волос. Устройство 10 содержит корпус или часть 12 корпуса с, в целом, удлиненной формой. На первом, его верхнем конце, предусмотрена режущая головка 14. Режущая головка 14 содержит узел 16 набора лезвий. Узел 16 набора лезвий содержит неподвижное лезвие 20 и подвижное режущее лезвие 22, которые могут перемещаться друг относительно друга, чтобы стричь волосы. В центральной части и втором, нижнем конце корпуса 12, сформирована часть рукоятки или ручки. Пользователь может сжимать или захватывать корпус 12 в части ручки.
Устройство 10 в соответствии с примерным вариантом осуществления Фиг. 1 дополнительно содержит элементы управления оператора. Например, могут быть предоставлены переключатель включено-выключено или кнопка 24.
В целях иллюстрации, корпус 12 устройства 10 для стрижки волос содержит верхнюю сторону, на которой смонтирован набор 16 лезвий, нижнюю сторону, которая является противоположной верхней стороне, переднюю сторону, которая, как правило, обращена к коже, субъекта, который должен быть приведен в ухоженный вид, когда устройство 10 находится в работе, и заднюю сторону, которая является противоположной передней стороне. Эти и прочие позиционные и/или направляющие указания не следует толковать, как ограничивающие объем раскрытия.
Известны устройства для стрижки волос, которые реализуют механизм 30 регулировки для набора лезвий. Механизм 30 регулировки может быть оперируемым вручную или приводимым посредством мотора. В целом, механизм 30 регулировки может быть выполнен в качестве механизма регулировка острия к острию, который устанавливает и регулирует расстояние между остриями неподвижного лезвия 20 и режущего лезвия 22. Следовательно, смещение в фронтальном направлении между зубчатыми передними кромками неподвижного лезвия 20 и режущего лезвия 22 может быть отрегулировано. Когда неподвижное лезвие 20 является по меньшей мере частично суженным в направлении фронтального конца, регулировка острия к острию также включает регулировку длины стрижки.
Как может быть дополнительно видно из Фиг. 1, механизм 30 регулировки содержит элемент 32 исполнительного механизма, который в качестве примера выполнен в виде рычага 34 оператора. Рычаг 34 оператора оперативно связан с набором 16 лезвий так, чтобы регулировать относительное положение между неподвижным лезвием 20 и режущим лезвием 22.
Дальнейшая ссылка в данном контексте делается на Фиг. 2, схематично иллюстрирующую работу механизма 30 регулировки. Фиг. 2 показывает упрощенный вид режущей головки 14 устройства 10 для стрижки волос. На или смежно с режущей головкой 14, устройство 10 предусмотрено с механизмом 30 регулировки, который включает элемент 32 исполнительного механизма, который выполнен в качестве рычага 34 оператора. Рычаг 34 оператора может быть перемещен между первым состоянием и вторым состоянием. На Фиг. 2, первое состояние указывается непрерывными линями. Второе состояние указывается пунктирными линиями. Первое состояние ассоциировано с первым, втянутым состоянием неподвижного лезвия 20. Второе состояние ассоциировано со вторым, выдвинутым состоянием неподвижного лезвия 20, которое указывается на Фиг. 2 посредством пунктирных линий. Двойная стрелка, обозначенная цифровым обозначением 36, указывает перемещение регулировки между неподвижным лезвием 20 и режущим лезвием 22. Следовательно, расстояние между передними кромками неподвижного лезвия 20 и режущего лезвия 22 может быть отрегулировано, что включает регулировку длины стрижки, поскольку неподвижное лезвие 20 незначительно сужено в направлении фронтального конца.
В обычных устройствах для стрижки волос, механизмы регулировки длины стрижки, которые используют регулировку неподвижного лезвия 20 и подвижного лезвия 22 у набора 16 лезвий как таковую, могут обеспечивать только ограниченные диапазоны регулировки, поскольку присутствуют ограничения исполнения для сужения неразъемных или целостной формы неподвижных лезвий. Следовательно, обычное лезвие не может обеспечить большого сужения, из-за практических ограничения на его высоту.
В соответствии с по меньшей мере некоторыми вариантами осуществления и аспектами настоящего раскрытия, новые подходы к исполнению и изготовлению неподвижных лезвий для набора 16 лезвий у устройства 10 для стрижки волос представляются и будут дополнительно описаны далее.
В данном контексте, ссылка делается на Фиг. 3-11, которые иллюстрируют примерные варианты осуществления неподвижного лезвия 40. Как и с неподвижным лезвием 20 на Фиг. 1 и Фиг. 2, неподвижное лезвие 40 также может быть оперативно связано с режущим лезвием 20 так, чтобы формировать набор 16 лезвий. Кроме того, неподвижное лезвие 40 может формировать часть регулируемого набора 16 лезвий, который выполнен с возможностью регулировки посредством механизма 30 регулировки, как показано на Фиг. 1 и Фиг. 2. Неподвижное лезвие 40 является в частности пригодным для наборов 16 лезвий стригальных машинок для волос, которые реализуют интегрированную острие к острию или длины стрижки регулировку.
Для иллюстративных целей, неподвижное лезвие 40 и набор 16 лезвий будут описаны в данном документе со ссылкой на главные ориентации и направления. Следует понимать, что указания направления и ориентации не должны толковаться как ограничивающие объем. Наоборот, специалист в соответствующей области техники может легко преобразовать или трансформировать указания, сталкиваясь с альтернативными вариантами осуществления, видами и ориентациями.
Конец набора 16 лезвий, на которой указывают острия зубьев, будет именоваться передней стороной или фронтальным концом. На фронтальном конце, зубья неподвижного лезвия 40 и подвижного режущего лезвия 22 определяют соответствующие передние кромки. Противоположная сторона, направленная от передней стороны, будет именоваться здесь задней стороной или задним концом.
Кроме того, сторона набора лезвий, которая обращена к коже и которая входит в контакт с кожей, будет именоваться здесь верхней стороной. Противоположная сторона, обращенная от верхней стороны, будет именоваться здесь нижней стороной. На уровне набора 16 лезвий, неподвижное лезвие 40 размещено на верхней стороне. Подвижное режущее лезвие 22 размещено на нижней стороне. Две оставшиеся стороны могут именоваться боковыми сторонами.
Вновь обращаясь к Фиг. 3-11, неподвижное лезвие 40 показано в качестве сборного лезвия или слоистого/пластинчатого лезвия. Как может быть легко видно из Фиг. 3, сборное неподвижное лезвие 40 может содержать значительно большее сужение в направлении фронтального конца, что допускает большой диапазон регулировки длины стрижки поскольку эффективное расстояние между режущим лезвием 22 и контактирующей участком кожи или волосистой частью кожи головы в настоящее время может быть отрегулировано в широком диапазоне.
Фиг. 3 и Фиг. 4 показывают фронтальный вид сверху и задний вид сверху неподвижного лезвия 40. Неподвижное лезвие 40 содержит основание 42 лезвия, которое выполнено, главным образом, плоским образом. Основание 42 лезвия примерного показанного варианта осуществления выполнено как в основном плоская пластина. Кроме того, неподвижное лезвие 40 содержит зубчатый венец 44, который включает зубчатую переднюю кромку на его фронтальном конце. Неподвижное лезвие 40, в частности зубчатый венец 44, содержит значительное сужение в направлении фронтального конца.
Основание 42 лезвия может быть выполнено в качестве металлического компонента. В альтернативных вариантах осуществления, основание лезвия может быть выполнено в качестве пластикового компонента. В альтернативных вариантах осуществления, основание 42 лезвия может быть выполнено в качестве композитного метал-пластикового компонента. Основание 42 лезвия содержит в основном плоскую заднюю часть 46, в которой сформированы щелевые отверстия 48. Щелевые отверстия 48 выполнены в качестве монтажных щелевых отверстий, которые определяют определенный диапазон перемещения регулировки и направление неподвижного лезвия. Щелевые отверстия 48 увеличиваются параллельно направлению от заднего конца к фронтальному концу неподвижного лезвия 40. Щелевые отверстия 48 могут быть выполнены в качестве направляющих для относительного перемещения регулировки между неподвижным лезвием 40 и режущим лезвием 22. Щелевые отверстия 48 главным образом параллельны направлению перемещения регулировки (цифровое обозначение 36 на Фиг. 2).
Основание 42 лезвия дополнительно содержит две боковые консоли 50, выполненные на противоположных (боковых) сторонах неподвижного лезвия 40. Боковые консоли 50 определяют между собой принимающее пространство для зубчатого венца 44. Боковые консоли 50 дополнительно содержат область острия на их фронтальном конце. Задняя часть 46 и боковые консоли могут определять главным образом U-образную общую форму основания 42 лезвия. Основание 42 лезвия также может именоваться каркасом лезвия.
Зубчатый венец 44 формируется посредством пакета 60. Зубчатый венец содержит ряд или гряду зубьев 62, которые разнесены друг от друга. Между зубьями 62 предусмотрены разделители зубьев или зазоры. Как может быть лучше видно из частично разобранных видов Фиг. 5 и Фиг. 6, пакет 60 может быть прикреплен к основанию 42 лезвия, тем самым формируя неподвижное лезвие 40.
Зубья 62 зубчатого венца 44 сформированы посредством отдельных и разнесенных компонентов 64 зуба, обратитесь также к Фиг. 7, Фиг. 10 и Фиг. 11. Компоненты 64 зуба расположены в ряд и с определенным смещение между ними. Смещение между соседними компонентами 64 зуба в пакете 60, который формирует зубчатый венец 44, может именоваться зазором зуба.
В некоторых вариантах осуществления, промежуток между компонентами 64 зуба в пакете 60 определяется посредством разделителей 66 зуба. Следовательно, чередующийся ряд компонентов 64 зуба и разделителей 66 зуба может формировать пакет 60. Компоненты 62 зуба также могут именоваться ламелями зуба. Разделители 66 зуба также могут именоваться разделительными ламелями.
В по меньшей мере некоторых вариантах осуществления, компоненты 64 зуба могут быть получены из, главным образом, плоского металлического материала, в частности листового металлического материала. Сходным образом, также разделители 66 зуба могут быть получены из, главным образом, плоского металлического материала, в частности из листового металлического материала.
Главное планарное удлинение компонентов 64 зуба является, главным образом, перпендикулярным главному планарному удлинению основания 42 лезвия. Следовательно, посредством переключения ориентации материала предварительного производства для компонентов 64 зуба, свобода исполнения для зубьев 62 может быть значительно увеличена.
В данном контексте делается ссылка на Фиг. 8. Дополнительная ссылка делается на Фиг. 9. Фиг. 8 является видом сбоку примерного компонента 64 зуба и разделителя 62 зуба. Высота компонента 64 зуба указывается посредством ht. Высота разделителя 62 зуба указывается посредством hs. На Фиг. 9, высота основания 42 лезвия указывается посредством hb.
Может быть четко видно, что высота ht компонента 64 зуба и, как результат, высота зубьев 62 может быть значительно больше высоты hb основания 42 лезвия. Высота hs разделителя 62 зуба может, главным образом, соответствовать высоте hb основания 42 лезвия, в зависимости от обстоятельств.
Если неподвижное лезвие 42 было бы выполнено в качестве обычного неразъемного, целостной формы компонента, потребовалось бы много механической обработки, чтобы сформировать сходную компоновку, начиная с обрабатываемой детали предварительного производства с, главным образом, постоянной высотой. Вследствие этого, на практике, высота ht компонента 64 зуба будет, главным образом, соответствовать (много меньше) высоте hb основания 42 лезвия в обычном неподвижном лезвие (обратитесь к неподвижному лезвию 20, показанному на Фиг. 2).
В соответствии с настоящим раскрытием, сборное неподвижное лезвие 40, реализующее слоистый пакет 40, обеспечивает много больший диапазон регулировки. Допустимая высота ht компонентов 64 зуба обеспечивает значительно большее сужение 68 компонентов 64 зуба. Результатом этого является то, что может быть предоставлен больший диапазон регулировки. Как указывается выше, обеспечиваемый диапазон регулировки может включать по меньшей мере от 0.0 мм до 3.0 мм, предпочтительно, по меньшей мере от 0.0 мм до 5.0 мм, дополнительно предпочтительно, по меньшей мере от 0.0 мм до 10.0 мм, дополнительно предпочтительно, по меньшей мере от 0.0 мм до 15.0 мм. Разумеется, на практике, длина стрижки в 0.0 мм может быть сложно реализуемой. Наоборот, максимальная длина стрижки, как правило, незначительно выше 0.0 мм (>0.0 мм исключая 0.0 мм). Компоненты 64 зуба сужаются от их верхней стороны в направлении их фронтальных остриев 70.
Компоненты 64 зуба могут содержать монтажные признаки, которые включают монтажные пазы 72. Разделители 66 зуба могут содержать монтажные признаки, которые включают монтажные пазы 74. Кроме того, режущие кромки 76 предусмотрены и обрабатываются на разделителях 66 зуба. Режущие кромки 76 также присутствуют на результирующих зубьях 62 зубчатого венца 44 неподвижного лезвия 40.
В подсобранном состоянии промежуточного пакета 60, монтажные признаки включенных компонентов 64 зуба выровнены. То же самое может применяться к монтажным признакам включенных разделителей 66 зуба, если таковые имеются. Монтажные признаки формируют контур 78 сопряжения пакета 60, который адаптирован к контуру 80 сопряжения основания 42 лезвия, обратитесь к Фиг. 5 и Фиг. 6. Контуры 78, 80 сопряжения могут именоваться монтажными признаками. В примерном варианте осуществления Фиг. 5 и Фиг. 6, контур 78 сопряжения является пазом сопряжения, который тянется, главным образом, параллельно передней кромке, определяемой остриями 70 компонентов 64 зуба. Кроме того, контур 80 сопряжения является носком сопряжения, сформированным соответствующим фронтальным выступом основания 42 лезвия, который тянется между боковыми консолями 50. Кроме того, на боковых консолях 50, могут быть предусмотрены боковые монтажные признаки 82.
Как может быть лучше видно из Фиг. 7 и Фиг. 8, сужение 68 компонентов 64 зуба определяет поверхность 88 контакта зубчатого венца 44. Поверхность 88 контакта выполнена с возможностью контакта с частью кожи или волосистой частью кожи головы, которая должна быть обработана, когда устройство 10 для стрижки волос работает. Поскольку неподвижное лезвие 40 предпочтительно является перемещаемым по отношению к режущему лезвию 22, также варьируется результирующая длина стрижки, из-за наклонной поверхности 88 контакта.
Далее делается ссылка на Фиг. 9, Фиг. 10 и Фиг. 11. Фиг. 9 является видом сбоку неподвижного лезвия 40 Фиг. 3-8. Фиг. 10 является соответствующим видом поперечного сечения по линии X-X на Фиг. 9. Фиг. 11 подробно представляет компоновку Фиг. 10 посредством частично разобранного вида ее компонентов.
В примерном варианте осуществления, промежуточный пакет 60 походит по меньшей мере в некотором смысле, на так называемые пластинчатые листы статора электрических моторов. Следовательно, предусмотрено множество ламелей. Ламели воплощаются посредством компонентов 64 зуба и разделителей 66 зуба, если таковые имеются. Ламели также могут именоваться слоями. Фиг. 10 иллюстрирует взаимно-соединенное состояние компонентов 64 зуба и разделителей 66 зуба. Пакет 60 принимается между двумя боковыми консолями 50 основания 42 лезвия.
Пакет 60 включает чередующийся порядок компонентов 64 зуба и разделителей 66 зуба, которые определяют зубья 62 и зазоры зуба, соответственно. Компоненты 64 зуба и разделители 66 зуба могут быть устойчиво взаимно-соединены посредством операции смещения материала, посредством которой фрагменты включенных частей проникают в соседние части. Процедура является сходной с процедурой заклепывания, которая может быть выполнена над пластинчатыми листами статора для электрических моторов.
Соответствующие слои частично деформируются, в месте зацепления. Это приводит к выступу на одной боковой стороне и пазу на противоположной боковой стороне. Следовательно, выступ может входить в зацепление с соседним пазом. Кроме того, паз может входить в зацепление с соседним выступом. Следовательно, может быть гарантировано требуемое выравнивание и относительная ориентация слоев пакета 60.
Кроме того, также консоли 50 основания 42 лезвия могут быть предусмотрены с соответствующими боковыми монтажными признаками 82, как уже обсуждалось выше.
На компонентах 64 зуба, могут присутствовать признаки 90 зацепления, включающие выступы 92 зацепления и пазы 94 зацепления. На разделителях 66 зуба, могут присутствовать признаки 100 зацепления, включающие выступы 102 зацепления и пазы 104 зацепления. В смонтированном состоянии, признаки 90, 100 зацепления выровнены и размещаются на оси, которая является параллельной передней оси, определяемой остриями 70 и параллельной основному удлинению контуров 78, 80 сопряжения. На Фиг. 11, ширина компонентов 64 зуба указывается посредством wt. Кроме того, ширина разделителей 64 зуба указывается посредством ws. Ширина ws может определять смещение между соседними компонентами 64 зуба. В сочетании, ширина wt и ширина ws определяют ширину шага зубчатого венца 44. Как показано на Фиг. 11, ширина wt и ширина ws могут быть отличными друг от друга, что дополнительно улучшает свободу исполнения.
В одном примерном варианте осуществления, взаимодействие пазов и выступов гарантирует требуемую относительную ориентацию и выравнивание между слоями пакета 60. С тем чтобы скрепить компоновку, может быть выполнена операция связывания, которая может включать лазерную сварку или пайку, например.
В другом примерном варианте осуществление, зацепление пазов и выступов гарантирует уже скрепляет компоновку слоев пакета 60. Следовательно, не требуется дополнительной операции связывания. Здесь могут предусматриваться гибридные формы, при этом как сцепление пазов и выступов, так и дополнительное связывание скрепляет пакет 60.
Как уже указано выше, формирование неподвижного лезвия 40 также может включать процедуру формования со вставкой или многокомпонентного формования. Вследствие этого, объясненный выше вариант осуществления не следует толковать как ограничивающий объем. Следовательно, пакет также может быть сформирован посредством операции формования. Кроме того, в альтернативном варианте, пакет может быть скреплен посредством операции формования. Кроме того, в альтернативном варианте, пакет может быть составлен, главным образом, из плоских слоев, которые не предусмотрены с выступами и пазами зацепления, как обсуждалось выше в связи с Фиг. 9-11. В данном примерном варианте осуществления, пакет может быть первоначально и исключительно скреплен посредством операции связывания, включающей лазерную сварку, пайку, и т.д.
Дополнительная ссылка делается на Фиг. 12 и Фиг. 13, иллюстрирующие альтернативные варианты осуществления неподвижных лезвий 140, 240 в рамках контекста настоящего раскрытия. Неподвижные лезвия 140, 240 на Фиг. 12 и Фиг. 13 являются значительно сходными с компоновками, показанными на Фиг. 3-11. Следовательно, в первую очередь в нижеследующем будут объяснены альтернативные и/или дополнительные аспекты.
Фиг. 12 показывает неподвижное лезвие 140, которое содержит пакет 60 компонентов 64 зуба. Кроме того, как уже объяснялось выше, также могут присутствовать разделители 66 зуба (скрыты на Фиг. 12). Пакет 60 включает ряд компонентов 64 зуба, которые размещаются со смещением. Компоновка неподвижного лезвия 140 на Фиг. 12 отличается от компоновки на Фиг. 3-11 тем, что компонентам 64 зуба придана другая форма. Например, может присутствовать первый тип 150 и второй тип 152 компонентов 64 зуба. Представитель первого типа 150 и представитель второго типа 152 показаны на Фиг. 12 в разобранном состоянии. Компоненты 150 зуба первого типа могут включать большую высоту, чем компоненты 152 зуба второго типа, например.
Следовательно, ряд компонентов 64 зуба, который формирует часть пакета 60 и который в конце концов определяет зубчатый венец 44 неподвижного лезвия 140, может включать чередующиеся типы компонентов 64 зуба. Компонент 150 зуба первого типа и компонент 152 зуба второго типа могут следовать друг за другом в ряду. Могут быть предусмотрены другие конфигурации, например, два компонента 152 зуба второго типа, за которыми следует один компонент 150 зуба первого типа, за которым следуют два компонента 152 зуба второго типа, и т.д.
В соответствии с компоновкой на Фиг. 12, может быть улучшен захват волос и вертикальное позиционирование перед действием стрижки.
Фиг. 13 показывает неподвижное лезвие 240, которое содержит пакет 60 компонентов 64 зуба, которые определяют зубчатый венец 44. В противоположность линейной компоновке неподвижных лезвий 40, 140, описанных выше, неподвижное лезвие 240 имеет слегка изогнутый контур или переднюю кромку, определяемую фронтальными остриями включенных зубьев 62 зубчатого венца 44. Компоненты 64 зуба определяют арочную переднюю кромку.
Соответственно, также монтажные признаки, контуру сопряжения и/или признаки зацепления могут быть выполнен на или могут удлинятся вдоль слегка изогнутого пути в соответствии с изогнутой компоновкой зубчатого венца 44.
Кроме того, в примерном варианте осуществления неподвижного лезвия 240 на Фиг. 13, не присутствуют явные (металлические) разделители зуба. Наоборот, зазоры между компонентами 64 зуба заполняются выступами 250 разделителя основания 42 лезвия. В соответствии с вариантом осуществления Фиг. 13, основание 42 лезвия может быть выполнено в качестве по меньшей мере части частично пластикового материала. Основание 42 лезвия может быть получено посредством процедуры формования, в частности процедуры многокомпонентного формования или формования со вставкой. Формирование основания 42 лезвия может включать взаимное-соединение компонентов 64 зуба посредством формования со вставкой или многокомпонентного формования. Кроме того, пластиковый материал может попадать в зазоры между компонентами 64 зуба так, чтобы формировать выступы 250 разделителя. Основание 42 лезвия может быть полностью выполнено из пластикового материала. Кроме того, в альтернативных вариантах осуществления, основание 42 лезвия может включать металлическую сердцевину или каркас, на котором формуется пластиковый материал. С тем, чтобы скрепить формованный со вставкой или многокомпонентным образом формованный узел, компоненты 64 зуба могут быть предусмотрены с соответствующими пазами, которые могут быть заполнены пластиковым материалом, тем самым взаимно-соединяя ряд компонентов 64 зуба и крепко закрепляя пакет 60 в основании 42 лезвия.
Разумеется, также варианты осуществления Фиг. 12 и Фиг. 13 могут быть объединены с любым другим обоснованным вариантом осуществления неподвижных лезвий, как обсуждалось в данном документе. Это в частности применяется к компонентам 64 зуба другой формы на Фиг. 12, к компоновке основания лезвия 42 как по меньшей мере частично пластиковой части, изогнутой компоновке зубчатого венца 42, и к пластиковым выступам 250 разделителя основания 42 лезвия на Фиг. 13.
Дополнительно делается ссылка на Фиг. 14, которая является блок-схемой, иллюстрирующей несколько этапов примерного варианта осуществления способа изготовления неподвижного лезвия для набора лезвий у устройства для стрижки волос.
Способ включает этап S10, который включает предоставление множества компонентов зуба. Предпочтительно, компоненты зуба получаются из металлического материала, в частности из листового металлического материала. Следовательно, толщина металлического материала определяет толщину компонентов зуба, которая отражает результирующую толщину зубьев неподвижного лезвия. Поскольку компонент зуба может быть получен из плоского металлического материала, его форма может включать значительно большое сужение.
Кроме того, может присутствовать опциональный этап S12, который включает предоставление разделителей зуба. Также разделители зуба могут быть получены из металлического материала, в частности из листового металлического материала. Следовательно, число разделителей зуба, главным образом, соответствует числу компонентов зуба.
На другом этапе S14, предоставляется основание лезвия. Основание лезвия выполнено с возможностью приема и поддержки множества компонентов зуба и, если таковые имеются, разделителей зуба. В примерном варианте осуществления, основание лезвия выполняется из металлического материала, в частности из алюминия или содержащего алюминий сплава. В целом, основание лезвия может быть получено посредством процесса литья под давлением. Основание лезвия не предусматривается с режущими кромками, которые предоставляются посредством дополнительных компонентов зуба. Следовательно, основание лезвия может быть сформировано из дешевого или более низкого качества материала.
На дополнительном опциональном этапе S16, компоненты зуба и разделители зуба размещаются в ряд и в чередующемся порядке. Это может включать процедуру монтажа, например, взаимное зацепление соседних частей посредством смещения материала. Кроме того, этап S16 может включать операцию связывания, включающую лазерную сварку, пайку, и т.д. Этап S16 может включать взаимное-соединение включенных компонентов зуба и, если таковые имеются, разделителей зуба. Этап S16 может привести к предоставлению промежуточного пакета, который определяет зубчатый венец неподвижного лезвия.
Дополнительный этап S18 может включать прикрепление пакета, полученного на этап S16, к основанию лезвия, предоставленному на этапе S14. Этап S18 может включать одно из операции связывания, операции блокировки защелками, операции формования, и их сочетание. Операция связывания может включать лазерную сварку, пайку, ультразвуковую сварку, сварку трением, и т.д. Операция блокировки защелками может включать зацепление признаков защелки или монтажа с щелчком. Операция формования может включать операцию формования со вставкой или многокомпонентного формования.
Со ссылкой на блок-схему, показанную на Фиг. 15, будет объяснено несколько этапов альтернативного примерного варианта осуществления способа изготовления неподвижного лезвия для набора лезвий у устройства для стрижки волос.
Способ включает этап S50, который, главным образом, соответствует этапу S10, который обсуждается дополнительно выше в связи с Фиг. 12. Этап S50 относится к предоставлению компонентов зуба. Кроме того, может быть предусмотрен опциональный этап S52, который соответствует этапу S12, который обсуждался выше и включает предоставление разделителей зуба.
Кроме того, предусматривается этап S54, который включает предоставление формы для формования под давлением. Форма может быть выполнена в качестве формы многокомпонентного формования и/или формования со вставкой. Форма выполнена с возможностью приема компонентов зуба, предоставленных на этапе S50 и, если таковые имеются, разделителей зуба, предоставленных на этапе S52. Кроме того, форма может определять форму основания лезвия, которое принимает и поддерживает компоненты зуба. В некоторых вариантах осуществления, этап S52 также может включать предоставление каркаса основания для основания лезвия в форме. Каркас основания может быть выполнен в качестве металлического основания для формования под давлением и/или многокомпонентного формования.
Следовательно, предоставляется этап S56, который включает размещение компонентов зуба и, если таковые имеются, разделителей зуба в форме. Компоненты зуба могут быть размещены в ряд и разнесены друг от друга на определенное смещение.
На последующем этапе S58, пластиковый материал для формования под давлением вводится в форму. Следовательно, может быть выполнена процедура многокомпонентного формования или формования со вставкой. В результате, формируется основание лезвия и, в то же самое время, к нему устойчиво прикрепляются компоненты зуба.
В то время, как изобретение было проиллюстрировано и описано подробно на чертежах и вышеизложенном описании, такую иллюстрацию и описание следует считать иллюстративной или примерной, а не ограничивающей; изобретение не ограничивается раскрываемыми вариантами осуществления. Другие вариации раскрываемых вариантов осуществления могут быть понятны и осуществлены специалистами в соответствующей области техники при реализации на практике заявленного изобретения, из изучения чертежей, раскрытия и прилагаемой формулы изобретения.
В формуле изобретения, слово «содержащий» не исключает других элементов или этапов, а формы единственного числа не исключают множественное. Один элемент или другой блок может совершать функции нескольких элементов, перечисленных в формуле изобретения. Тот лишь факт, что некоторые меры перечислены во взаимно разных зависимых пунктах формулы изобретения не указывает на то, что сочетание этих мер не может быть использовано для преимущества.
Любые ссылочные обозначения в формуле изобретения не должны толковаться, как ограничивающие объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС | 2019 |
|
RU2753178C2 |
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2660470C2 |
| НАБОР ЛЕЗВИЙ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС, УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС С ТАКИМ НАБОРОМ И СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ЛЕЗВИЙ | 2013 |
|
RU2684798C2 |
| КОМПЛЕКТ ЛЕЗВИЙ, ПРИБОР ДЛЯ СТРИЖКИ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2689248C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769365C2 |
| НАБОР ЛЕЗВИЙ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2632339C2 |
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2659519C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2676375C2 |
| НЕПОДВИЖНОЕ ЛЕЗВИЕ, КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2763503C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2690061C2 |




Изобретение относится к области устройств для стрижки волос. Способ формирования неподвижного лезвия для устройства для стрижки волос содержит этап обеспечения компонентов зуба, полученных из металлического материала. Компоненты зуба выполнены по существу плоским образом и частично сужены в направлении конца их острия. Размещают компоненты зуба в ряд. Соседние компоненты зуба размещают со смещением друг от друга. Обеспечивают основание лезвия, выполненное с возможностью приема компонентов зуба. Соединяют между собой компоненты зуба и основание лезвия непосредственным образом или через промежуточное звено с обеспечением формирования зубьев неподвижного лезвия. Изобретение также относится к устройству для стрижки волос. Техническим результатом изобретения является улучшение эксплуатационных характеристик устройства для стрижки волос. 2 н. и 11 з.п. ф-лы, 15 ил.
1. Способ формирования неподвижного лезвия (40) для устройства (10) для стрижки волос, который включает следующие этапы, на которых:
- обеспечивают компоненты (64) зуба, полученные из металлического материала и выполненные по существу плоским образом с по меньшей мере частичным сужением в направлении конца (70) их острия,
- размещают компоненты (64) зуба в ряд, при этом соседние компоненты (64) зуба размещают со смещением друг от друга,
- обеспечивают основание (42) лезвия, выполненное в качестве поддерживающего гнезда, при этом основание (42) лезвия выполнено с возможностью приема компонентов (64) зуба, и
- соединяют между собой компоненты (64) зуба и основание (42) лезвия непосредственным образом или через промежуточное звено с обеспечением формирования зубьев (62) неподвижного лезвия (40),
отличающийся тем, что этап, на котором соединяют между собой компоненты (64) зуба и основание (42) лезвия, включает этап формования со вставкой компонентов (64) зуба с пластиковым компонентом, при этом
пластиковый компонент по меньшей мере частично заполняет зазор между соседними компонентами (64) зуба и предпочтительно связывает компоненты (64) зуба с основанием (42) лезвия.
2. Способ по п. 1, в котором этап, на котором соединяют между собой компоненты (64) зуба и основание (42) лезвия, содержит следующие этапы, на которых:
- укладывают в пакет компоненты (64) зуба с обеспечением формирования промежуточного пакета (60),
- прикрепляют промежуточный пакет (60) к основанию (42) лезвия.
3. Способ по п. 1 или 2, в котором этап, на котором обеспечивают компоненты (64) зуба, содержит следующие этапы, на которых:
- обеспечивают компоненты (64) зуба на промежуточной стадии изготовления, которые получают из листового металлического материала, при этом толщина листового металлического материала определяет толщину зубьев (62) неподвижного лезвия (40),
- обрабатывают компоненты (64) зуба, включая формирование на них режущих кромок (76).
4. Способ по любому из пп. 1-3, дополнительно содержащий этапы, на которых:
- обеспечивают разделители (66) зуба,
- формируют промежуточный пакет (60), по меньшей мере секционно-содержащий ряд компонентов (64) зуба, чередующихся с разделителями (66) зуба, при этом компоненты (64) зуба и разделители (66) зуба выполнены в качестве слоев в пакете (60).
5. Способ по п. 4, в котором разделители (66) зуба и компоненты (64) зуба на заднем конце промежуточного пакета (60) определяют контур (78) сопряжения для прикрепления пакета (60) к основанию (42) лезвия.
6. Способ по п. 4 или 5, в котором разделители (66) зуба выполнены из по меньшей мере одного из металлического материала, пластикового материала и их сочетаний.
7. Способ по любому из пп. 4-6, в котором разделители (66) зуба получают из листового металлического материала, при этом высота листового металлического материала определяет зазор между зубьями (62) неподвижного лезвия (40), и в котором этап, на котором обеспечивают разделители (66) зуба, предпочтительно включает этап, на котором получают разделители (66) зуба из листовой металлической заготовки посредством резки.
8. Способ по любому из пп. 4-7, в котором этап, на котором формируют промежуточный пакет (60), включает этап, на котором формируют блокированный пакет (60), при этом по меньшей мере некоторые слои входят в зацепление с их соседними слоями в пакете (60).
9. Способ по любому из пп. 1-8, в котором основание (42) лезвия по существу выполнено из металлического материала и, в частности, включает алюминий или содержащий алюминий сплав.
10. Способ по любому из пп. 1-9, в котором пластиковый компонент формирует основание (42) лезвия, при этом неподвижное лезвие (40) является металлическим пластиковым композитным лезвием.
11. Устройство (10) для стрижки волос, содержащее корпус (12), режущую головку (14), содержащую набор (16) лезвий, содержащий неподвижное лезвие (40) и режущее лезвие (22), при этом неподвижное лезвие (40) и режущее лезвие (22) выполнены с возможностью перемещения по отношению друг к другу для обеспечения возможности стрижки волос, при этом неподвижное лезвие (40) содержит:
- основание (42) лезвия, выполненное в качестве поддерживающего гнезда,
- зубья (62), устойчиво прикрепленные к основанию (42) лезвия, при этом соответствующие зубья (62) cформированы посредством отдельных компонентов (64) зуба, полученных из металлического материала,
компоненты (64) зуба размещены в ряд,
соседние компоненты (64) зуба размещены со смещением друг от друга,
компоненты (64) зуба выполнены, по существу, плоским образом и по меньшей мере частично сужены в направлении их конца острия,
компоненты (64) зуба уложены в пакет, при этом зазоры между компонентами (64) зуба определяются посредством пластикового материала, который заполняет по меньшей мере часть зазоров,
при этом устройство (10) для стрижки волос дополнительно содержит механизм (30) регулировки длины стрижки, выполненный с возможностью установки относительного положения между зубьями (62) неподвижного лезвия (40) и зубьями (62) режущего лезвия (22) для обеспечения возможности определения длины стрижки.
12. Устройство (10) для стрижки волос по п. 11, в котором зазоры между компонентами (64) зуба дополнительно содержат разделители (66) зуба, полученные из металлического материала.
13. Устройство (10) для стрижки волос по п. 11, представляющее собой триммер или стригальную машинку.
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| МАЛЫЙ ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ УДАЛЕНИЯ ВОЛОС | 2009 |
|
RU2487009C2 |
| УСТАНОВКА ДЛЯ ВВОДА ЗАКЛАДНОГО СТЕРЖНЯ В ЗАДЕЛАННОЕ ПРОБКОЙ ВЫПУСКНОЕ ОТВЕРСТИЕ ШАХТНОЙ ПЕЧИ И ВЫВОДА ЕГО | 1992 |
|
RU2096477C1 |
| US 6742262 B2, 01.06.2004. | |||

