Настоящее изобретение относится к области зубопротезной реставрации и, в частности, касается изготовления комплекса, содержащего эталонную модель, получаемую при помощи аддитивной технологии, такой как 3D-печать (называемая также «трехмерной печатью»).
Эталонная модель является отображением по меньшей мере части полости рта пациента, реставрируемой при помощи изготавливаемого протеза. Протезист использует ее для изготовления протеза, размеры которого точно соответствуют дентиции пациента.
Эталонные модели изготавливают на основании съемки интрабуккальной геометрии пациента. Обычно эталонные модели изготавливают из гипса на основании слепков зубов пациента, выполняемых при помощи дентальной массы, располагаемой в лотке, как правило, имеющем U-образную форму. Если речь идет о реставрации дентиции при помощи одного или нескольких зубных имплантатов, эталонная модель содержит один или несколько аналогов имплантатов, расположенных и ориентированных таким образом, чтобы точно воспроизводить положение имплантата или имплантатов во рту пациента. Каждую из заготовок зубопротезных элементов крепят на эталонной модели при помощи крепежного винта с наружной резьбой, завинчиваемого в резьбовое отверстие аналога имплантата.
В настоящее время способ трехмерного внутриротового сканирования позволяет осуществлять съемку интрабуккальной геометрии пациента и отказаться от снятия слепков при помощи лотка, точность которых значительно зависит от опыта врача, производящего снятие слепков. Трехмерное внутриротовое сканирование позволяет производить трехмерное цифровое моделирование дентиции пациента, которое впоследствии протезист использует для подготовки протеза.
Трехмерное цифровое моделирование дентиции пациента используют затем для изготовления эталонной модели при помощи способа изготовления посредством добавления материала (аддитивная технология, такая как 3D-печать). 3D-принтер «печатает» эталонную модель путем наложения друг на друга тонких слоев (пластов) материала.
В рамках этого способа были выполнены полости, предназначенные для точного и фиксированного размещения присоединяемых аналогов имплантатов, как описано в документах US 2011/029093 A1, US 2015/0374466 A1, US 2016/0135931 A1, WO 2014/139498 A1 и WO 2014/161552 A2.
При этом появляется проблема достаточной точности печати полостей, предназначенных для размещения присоединяемых аналогов имплантатов, которые имеют специфические (нестандартные) внешние формы, характерные для каждой марки имплантатов, применяемых хирургами-дантистами. Необходимо также, чтобы протезист располагал достаточным запасом аналогов имплантатов различных марок, затем правильно вставлял аналоги имплантатов в их соответствующие полости. Кроме того, добавление аналогов имплантатов значительно повышает стоимость изготовления эталонной модели.
Наконец, может возникать необходимость расположения смежных имплантатов во рту пациента в непосредственной близости друг от друга и с такими углами между ними, которые делают невозможным их воспроизведение при помощи аналогов имплантатов в эталонной модели.
В документе US 2013/0216980 А1 описана эталонная модель, изготовленная при помощи аддитивной технологии, такой как 3D-печать. В данном случае полость тоже выполняют для точного и фиксированного размещения аналога имплантата. Для большей надежности аналог имплантата можно закрепить на эталонной модели при помощи крепежного винта, завинчиваемого в отверстие, выполненное в эталонной модели (фиг. 32). Однако здесь совсем не упомянут способ выполнения в эталонной модели упомянутого отверстия, предназначенного для установки упомянутого крепежного винта. В частности, его можно выполнить при помощи способа изготовления путем удаления материала (в частности, сверления) после изготовления эталонной модели при помощи аддитивной технологии. Кроме того, не указано, имеет ли упомянутое отверстие внутреннюю резьбу или речь идет о гладком цилиндрическом отверстии, в которое крепежный винт запрессовывают и/или в котором внутренняя резьба нарезается во время его завинчивания.
Задачей настоящего изобретения является изготовление эталонной модели при помощи аддитивной технологии путем нанесения материала последовательными пластами, такой как 3D-печать, при меньших затратах и при снижении рисков неточности.
Другой задачей изобретения является обеспечение надежного удержания протеза на эталонной модели во время работы протезиста над протезом.
Для решения этих и других задач изобретением предложен комплекс для получения зубного протеза, при этом упомянутый комплекс содержит:
- эталонную модель, изготовленную при помощи аддитивной технологии посредством нанесения материала последовательными пластами, такой как 3D-печать,
- крепежный винт с наружной резьбой, предназначенный для разъемного крепления зубопротезного элемента на эталонной модели;
при этом, согласно изобретению:
- эталонная модель содержит по меньшей мере одну опорную поверхность, предназначенную для размещения на ней в положении опоры зубопротезного элемента, при этом упомянутая опорная поверхность соответствует опорной поверхности зубного имплантата во рту пациента и выполнена во время изготовления эталонной модели посредством аддитивной технологии,
- эталонная модель содержит по меньшей мере одну резьбовую полость, внутренняя резьба которой, предназначенная для завинчивания упомянутого крепежного винта, выполнена во время изготовления эталонной модели посредством аддитивной технологии,
- наружная резьба крепежного винта имеет:
- шаг, превышающий или равный 10-кратной толщине пластов,
- высоту нитки, превышающую или равную 5-кратной толщине пластов.
Эталонную модель изготавливают на основании съемки геометрии рта пациента, имеющего по меньшей мере один зубной имплантат, содержащий опорную поверхность. Опорная поверхность эталонной модели соответствует опорной поверхности упомянутого зубного имплантата, и, следовательно, на ней можно разместить в положении прямой опоры зубопротезный элемент.
Эталонная модель не имеет аналога имплантата, поскольку резьбу, предназначенную для завинчивания крепежного винта, печатают непосредственно во время изготовления эталонной модели. Опорные поверхности для установки (с прямым контактом) зубопротезного элемента (такого как протез, типа множественной арматуры протеза, например, сквозной арматуры, или такого как дентальная стойка) тоже выполняют непосредственно методом 3D-печати. Таким образом, стоимость эталонной модели значительно снижается, и больше нет рисков конфликтов между смежными аналогами имплантатов.
Во время изготовления, подгонки или контроля зубопротезного элемента протезист:
- устанавливает упомянутый зубопротезный элемент в положение опоры непосредственно на опорную поверхность эталонной модели,
- крепит упомянутый зубопротезный элемент на эталонной модели, завинчивая крепежный винт в зубопротезный элемент и в резьбовую полость эталонной модели.
Параметры шага и высоты нитки резьбы крепежного винта придают нитке достаточные размеры относительно толщины пластов, чтобы внутренняя резьба резьбовой полости обеспечивала надежное и точное завинчивание крепежного винта и его удовлетворительное удержание.
Предпочтительно профиль резьбы винта крепления (временного) в эталонной модели может отличаться от профиля резьба резьбовой полости имплантата во рту пациента, поэтому этот крепежный винт нельзя потом вставить и/или удерживать путем завинчивания в резьбовой полости имплантата во рту пациента. Это не позволяет хирургу-дантисту повторно использовать винт крепления (временного) протеза (или зубопротезного элемента) на эталонной модели в качестве винта окончательного крепления, чтобы закрепить затем протез на имплантате во рту пациента. Таким образом, снижается риск ослабления крепления протеза во рту. Винт крепления протеза на эталонной модели можно изготовить из биологически несовместимого материала, чтобы снизить расходы, и использовать его только для крепления зубопротезного элемента на эталонной модели, тогда как для крепления зубопротезного элемента на зубном имплантате во рту пациента будет использован другой винт.
Предпочтительно наружная резьба крепежного винта может иметь профиль, который не является метрическим. Для соблюдения параметров, установленных настоящим изобретением, метрический профиль вынудил бы использовать пласты слишком малой толщины. Это намного удлинило бы время 3D-печати и, следовательно, повысило бы стоимость изготовления эталонной модели. Кроме того, как правило, резьбовая полость имплантата во рту пациента имеет резьбу с метрическим профилем. Таким образом, наружная резьба крепежного винта, которая не является метрической, препятствует его повторному использованию в большинстве имплантатов во рту для окончательного крепления протеза.
Предпочтительно наружная резьба крепежного винта может иметь трапециевидный профиль. Таким образом, нитки не имеют в своей вершине режущей кромки, что ограничивает риски повреждения внутренней резьбы резьбовой полости, в которую крепежный винт многократно завинчивают во время изготовления протеза.
Предпочтительно крепежный винт и резьбовая полость могут быть выполнены таким образом, чтобы во время крепления зубопротезного элемента на эталонной модели крепежный винт заходил во внутреннюю резьбу по меньшей мере на четыре шага.
Захождение на четыре шага оказалось достаточным для ограничения рисков повреждения внутренней резьбы резьбовой полости во время затягивания крепежного винта. Это позволяет избегать пластической деформации и даже случайного отрыва материала (как правило, пластика), образующего внутреннюю резьбу резьбовой полости.
Предпочтительно можно предусмотреть следующее:
- комплекс предназначен для объединения с зубопротезным элементом в виде множественной сквозной арматуры протеза,
- резьбовая полость выполнена в выступе с дистальным участком, предназначенным для по меньшей мере частичного захождения в соответствующее полое гнездо, выполненное в упомянутой множественной сквозной арматуре протеза.
Как правило, множественную сквозную арматуру протеза используют для частичной или полной реставрации зубной аркады. Как правило, ее устанавливают во рту пациента на несколько имплантатов, проходящих в не параллельных между собой (наклонных) направлениях. Выступы с дистальным участком, предназначенным для по меньшей мере частичного захождения в соответствующие полые гнезда, выполненные в упомянутой множественной сквозной арматуре протеза, обеспечивают точное позиционирование множественной арматуры протеза на эталонной модели.
Альтернативно, можно предусмотреть следующее:
- комплекс предназначен для объединения с зубопротезным элементом в виде множественной сквозной арматуры протеза,
- резьбовая полость выполнена в продолжении полого гнезда, при этом упомянутое полое гнездо предназначено для по меньшей мере частичного захождения в него дистального участка соответствующего выступа, выполненного на упомянутой множественной сквозной арматуре протеза.
Полые гнезда, предназначенные для по меньшей мере частичного захождения в них дистального участка соответствующих выступов, выполненных на упомянутой множественной сквозной арматуре протеза, обеспечивают точное позиционирование множественной арматуры протеза на эталонной модели.
Предпочтительно можно предусмотреть следующее:
- дистальный участок выступа имеет на своей наружной поверхности боковой уклон, и/или
- полое гнездо имеет на своей внутренней поверхности боковой уклон.
Каждый выступ с дистальным участком, имеющим на своей наружной поверхности боковой уклон (например, за счет внешней усеченной конусной формы), взаимодействует с соответствующим полым гнездом (возможно, имеющим на своей внутренней поверхности боковой уклон, например, за счет внутренней усеченной конусной формы) множественной сквозной арматуры протеза для постепенной и точной центровки арматуры протеза на каждом из выступов. Наружный боковой уклон выступов облегчает посадку множественной сквозной арматуры протеза на выступы, в частности, когда выступы расположены в соответствующих осевых направлениях, проходящих под углом друг к другу.
Предпочтительно можно предусмотреть следующее:
- комплекс дополнительно содержит ложную десну, предназначенную для установки на эталонной модели,
- одна среди эталонной модели и ложной десны содержит выступ, имеющий участок, предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо, выполненное в другой среди эталонной модели и ложной десны.
Ложная десна позволяет протезисту обеспечивать эстетичность подготавливаемой им протезной реставрации, в частности, проверять, чтобы десна закрывала зону соединения между протезом и имплантатом.
Предпочтительно можно предусмотреть следующее:
- участок выступа имеет на своей наружной поверхности боковой уклон, и/или
- полое гнездо имеет на своей внутренней поверхности боковой уклон.
В данном случае каждый участок выступа, имеющий на своей наружной поверхности боковой уклон (например, за счет внешней усеченной конусной формы), тоже взаимодействует с соответствующим полым гнездом (возможно, имеющим на своей внутренней поверхности боковой уклон, например, за счет внутренней усеченной конусной формы) ложной десны для постепенной и точной центровки ложной десны на каждом из выступов. Наружный боковой уклон выступов облегчает посадку ложной десны на выступы, в частности, когда выступы расположены в соответствующих осевых направлениях, проходящих под углом друг к другу.
Предпочтительно можно предусмотреть следующее:
- комплекс предназначен для объединения с зубопротезным элементом в виде унитарной зубопротезной стойки,
- в устье резьбовой полости выполнена полая выемка для размещения упомянутой унитарной зубопротезной стойки.
Таким образом, эталонная модель содержит соединительную систему для точного размещения унитарной зубопротезной стойки, причем эту соединительную систему печатают непосредственно во время изготовления эталонной модели. Упомянутая полая выемка может иметь не круглое поперечное сечение, и стойку можно, таким образом, зафиксировать от вращения относительно эталонной модели.
Альтернативно, можно предусмотреть следующее:
- комплекс предназначен для объединения с зубопротезным элементом в виде унитарной зубопротезной стойки,
- резьбовая полость выполнена с выступе с дистальным участком, предназначенным для по меньшей мере частичного захождения в соответствующее полое гнездо, выполненное в упомянутой унитарной зубопротезной стойке.
В данном случае для постепенной и точной центровки унитарной зубопротезной стойки на выступе можно предусмотреть следующее:
- дистальный участок выступа имеет на своей наружной поверхности боковой уклон, и/или
- полое гнездо имеет на своей внутренней поверхности боковой уклон.
Предпочтительно можно предусмотреть следующее:
- комплекс дополнительно содержит ложную десну, предназначенную для установки на эталонной модели,
- одна среди эталонной модели и ложной десны содержит прилив, предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо, выполненное в другой среди эталонной модели и ложной десны.
Ложная десна позволяет протезисту обеспечивать эстетичность подготавливаемой им протезной реставрации, в частности, проверять, чтобы десна закрывала зону соединения между протезом (или стойкой протеза) и имплантатом.
Предпочтительно можно предусмотреть следующее:
- прилив имеет на своей наружной поверхности боковой уклон, и/или
- полое гнездо имеет на своей внутренней поверхности боковой уклон.
В данном случае каждый прилив, имеющий на своей наружной поверхности боковой уклон (например, за счет внешней усеченной конусной формы), тоже взаимодействует с соответствующим полым гнездом (возможно, имеющим на своей внутренней поверхности боковой уклон, например, за счет внутренней усеченной конусной формы) ложной десны для постепенной и точной центровки ложной десны на приливе.
Другим объектом изобретения является способ изготовления эталонной модели для выполнения зубного протеза при помощи компьютерного файла трехмерного цифрового моделирования реставрируемой дентиции пациента в результате внутриротового сканирования полости рта пациента; согласно изобретению, упомянутый способ содержит этап, на котором в трехмерное цифровое моделирование включают по меньшей мере одну опорную поверхность, предназначенную для выполнения во время изготовления эталонной модели посредством аддитивной технологии и соответствующую опорной поверхности зубного имплантата во рту пациента.
Еще одним объектом изобретения является эталонная модель, изготовленная посредством аддитивной технологии, такой как 3D-печать, при этом упомянутая эталонная модель содержит по меньшей мере одну опорную поверхность, предназначенную для размещения на ней в положении опоры зубопротезного элемента, при этом упомянутую опорную поверхность выполняют во время изготовления эталонной модели посредством аддитивной технологии, и она соответствует опорной поверхности зубного имплантата, располагаемого во рту пациента.
Другие задачи, отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания частных вариантов выполнения со ссылками на прилагаемые фигуры, на которых:
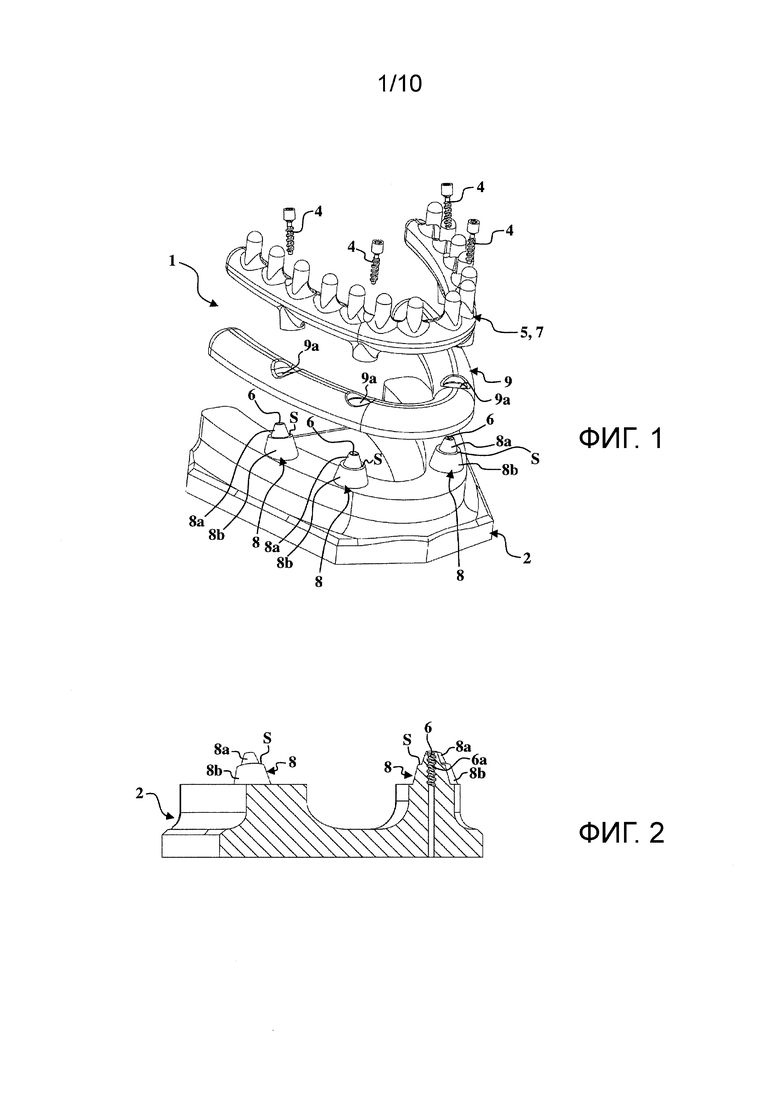
Фиг. 1 - вид в изометрии и в разборе комплекса согласно первому варианту выполнения настоящего изобретения, при этом эталонная модель объединена с зубопротезным элементом в виде множественной сквозной арматуры протеза и с ложной десной.
Фиг. 2 - вид в разрезе эталонной модели, показанной на фиг.1.
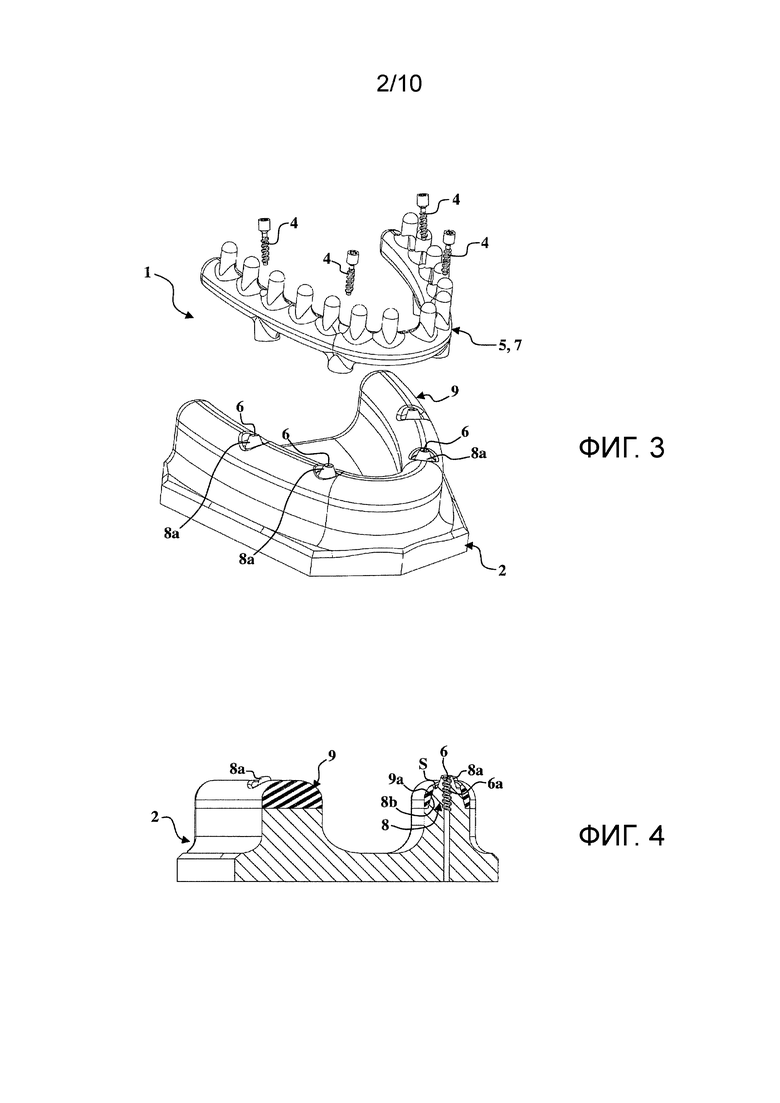
Фиг. 3 - вид в изометрии и в разборе комплекса, показанного на фиг. 1, где ложная десна установлена на эталонной модели.
Фиг. 4 - вид в разрезе эталонной модели, показанной на фиг.3.
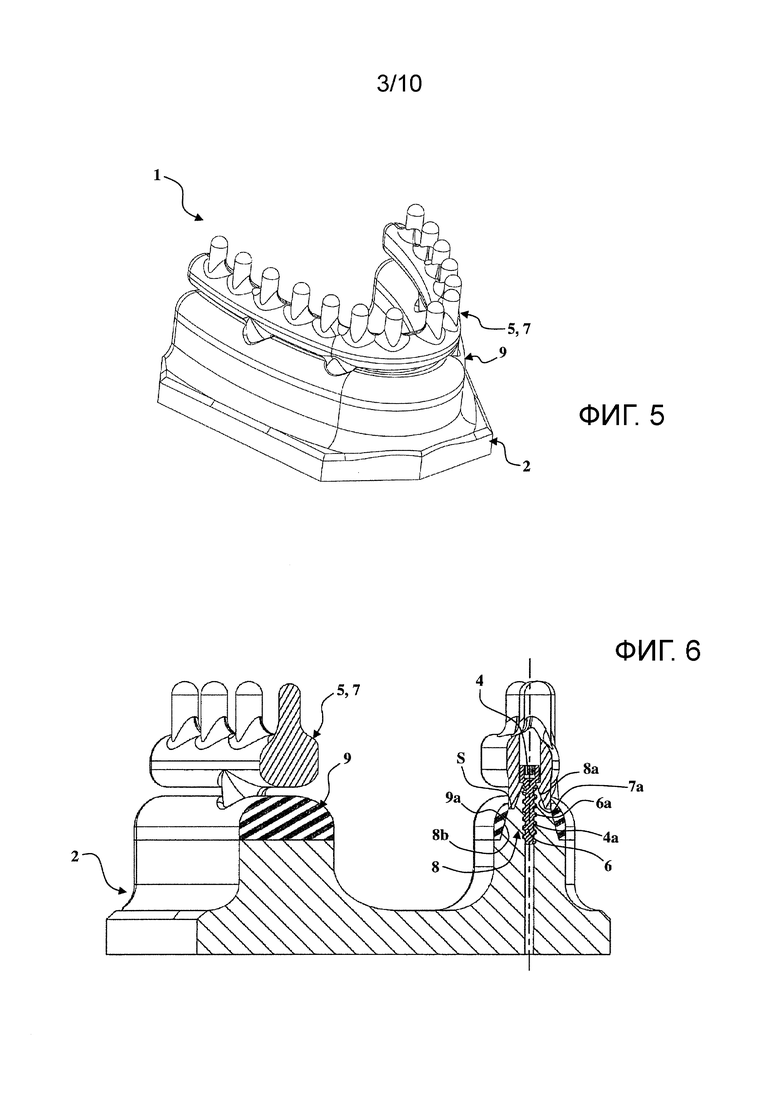
Фиг. 5 - вид в изометрии комплекса, показанного на фиг.1, в собранном виде.
Фиг. 6 - вид в разрезе эталонной модели, показанной на фиг.5.
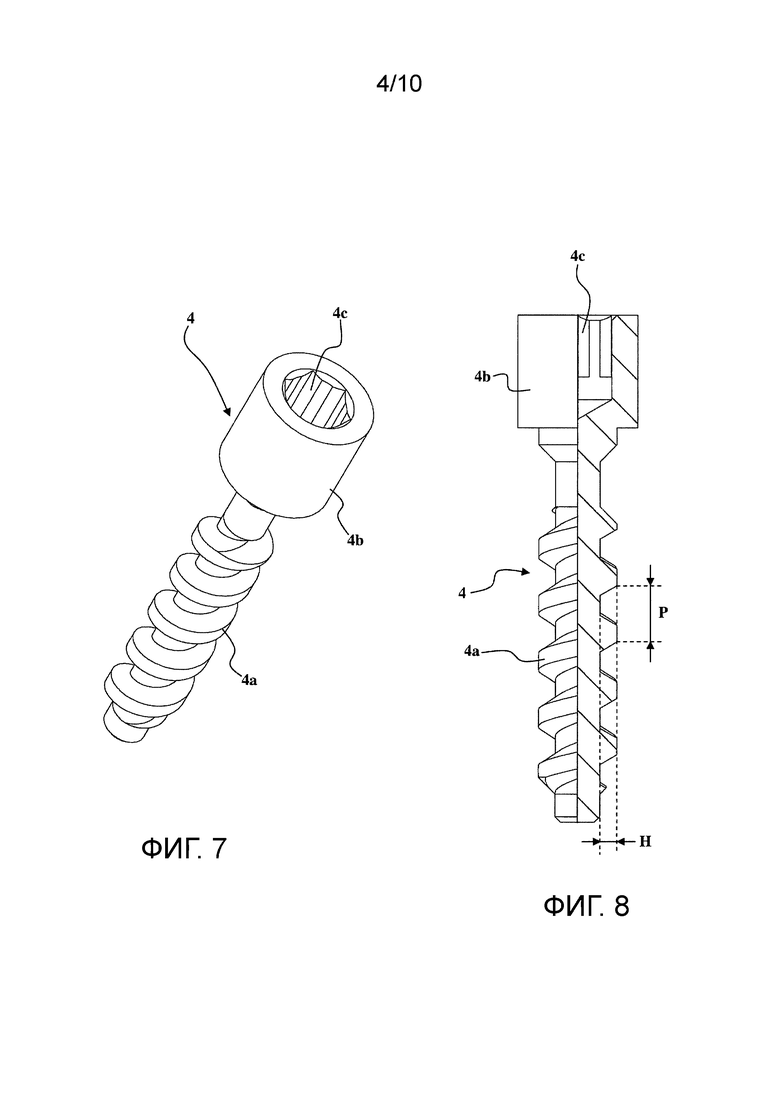
Фиг. 7 - вид в изометрии крепежного винта комплекса, показанного на фиг. 1.
Фиг. 8 - вид сбоку в частичном разрезе винта, показанного на фиг. 7.
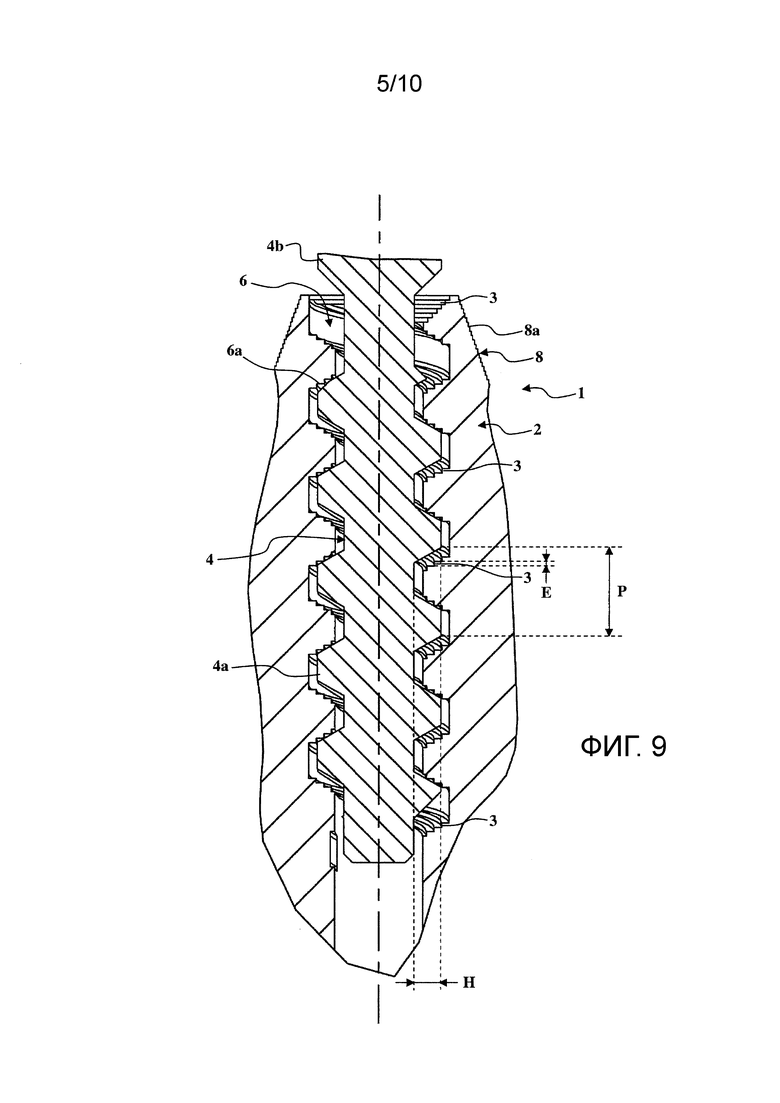
Фиг. 9 - вид сбоку винта, показанного на фиг. 7, завинченного в эталонную модель.
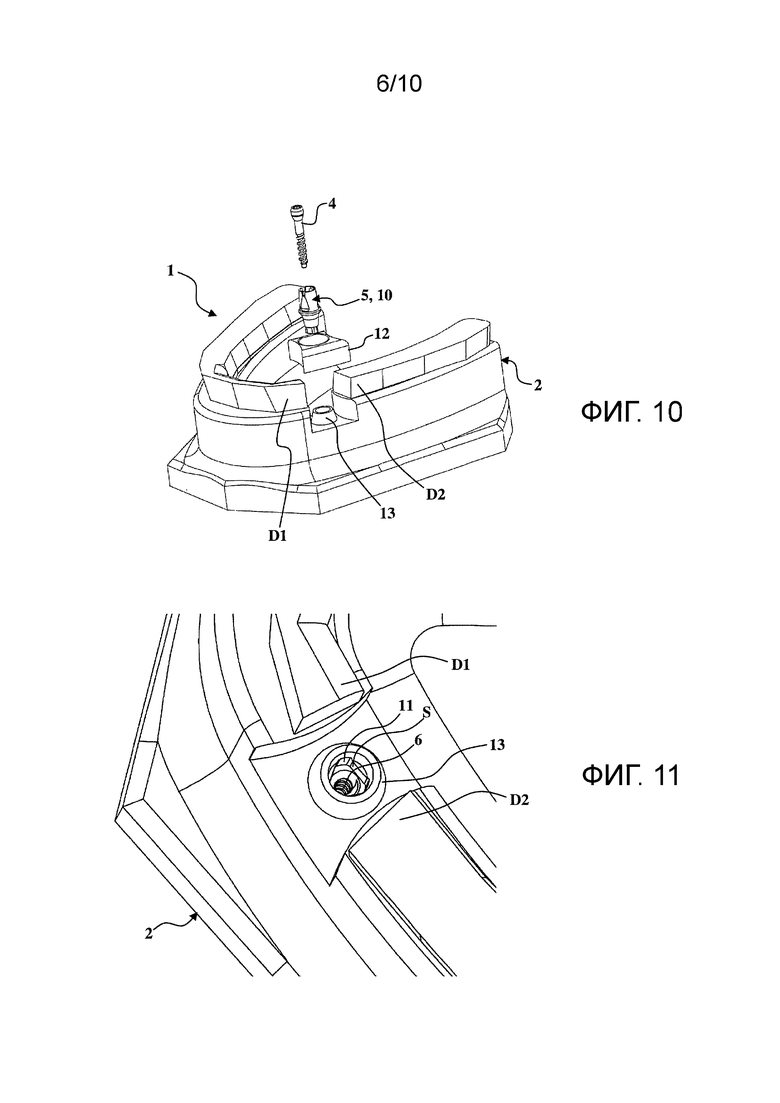
Фиг. 10 - вид в изометрии и в разборе комплекса согласно второму варианту выполнения настоящего изобретения, при этом эталонная модель объединена с зубопротезным элементом в виде унитарной протезной стойки и с ложной десной.
Фиг. 11 - детальный вид в изометрии эталонной модели, показанной на фиг. 10.
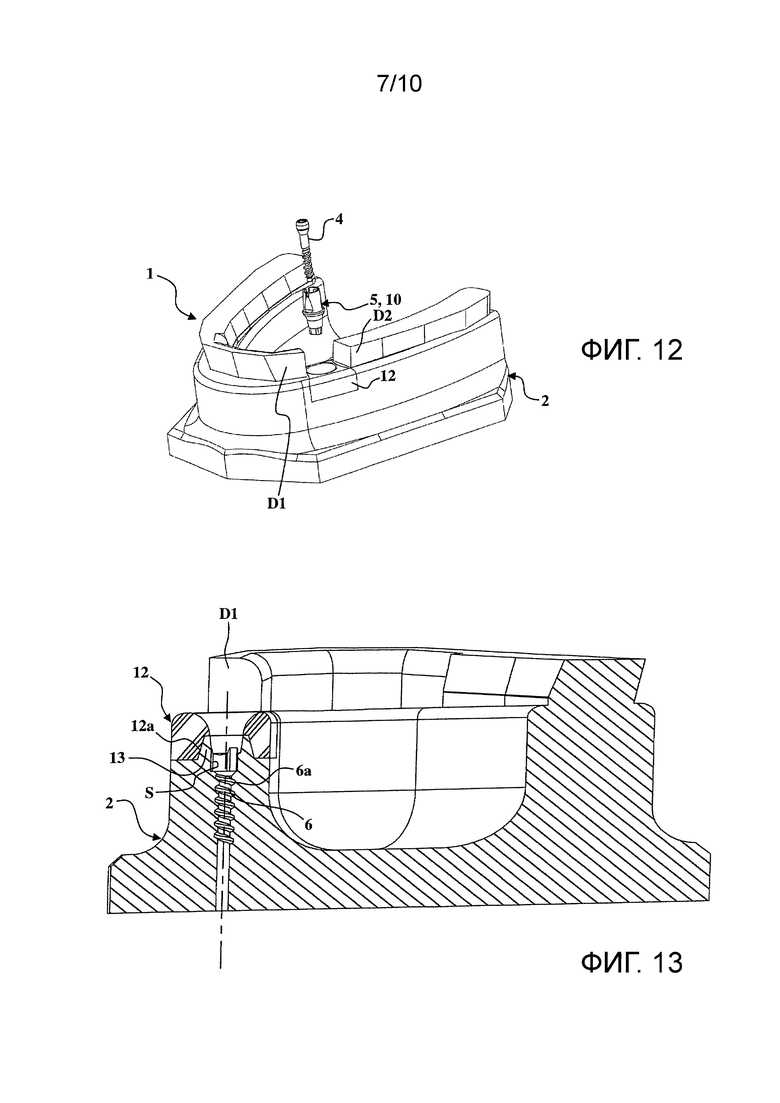
Фиг. 12 - вид в изометрии и в разборе комплекса, показанного на фиг. 10, где ложная десна установлена на эталонной модели.
Фиг. 13 - вид в разрезе эталонной модели, показанной на фиг.12.
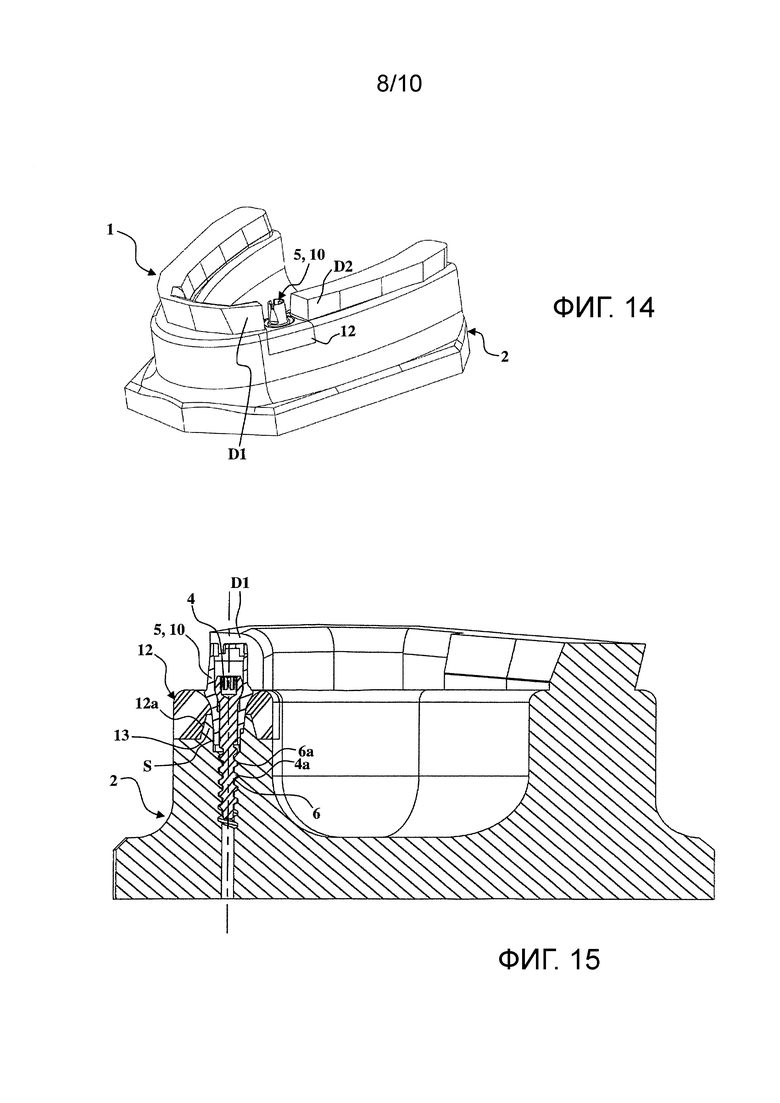
Фиг. 14 - вид в изометрии комплекса, показанного на фиг.10, в собранном виде.
Фиг. 15 - вид в изометрии эталонной модели, показанной на фиг. 14.
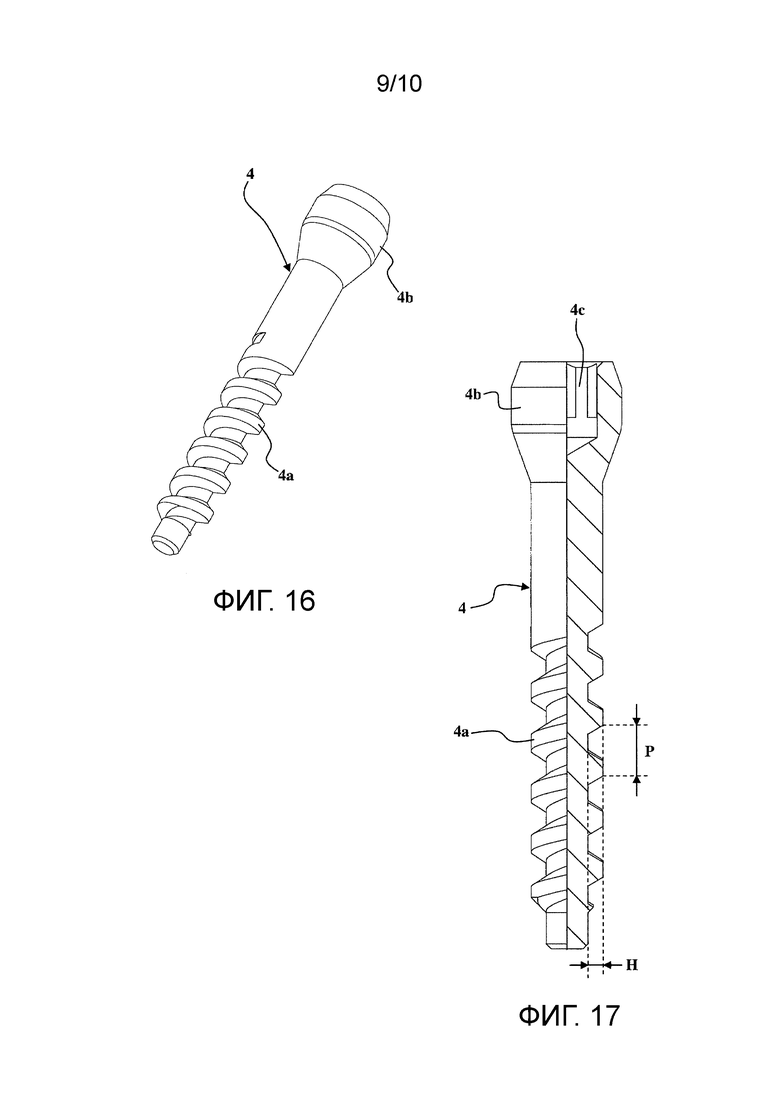
Фиг. 16 - вид в изометрии крепежного винта комплекса, показанного на фиг. 10.
Фиг. 17 - вид сбоку в частичном разрезе винта, показанного на фиг. 16.
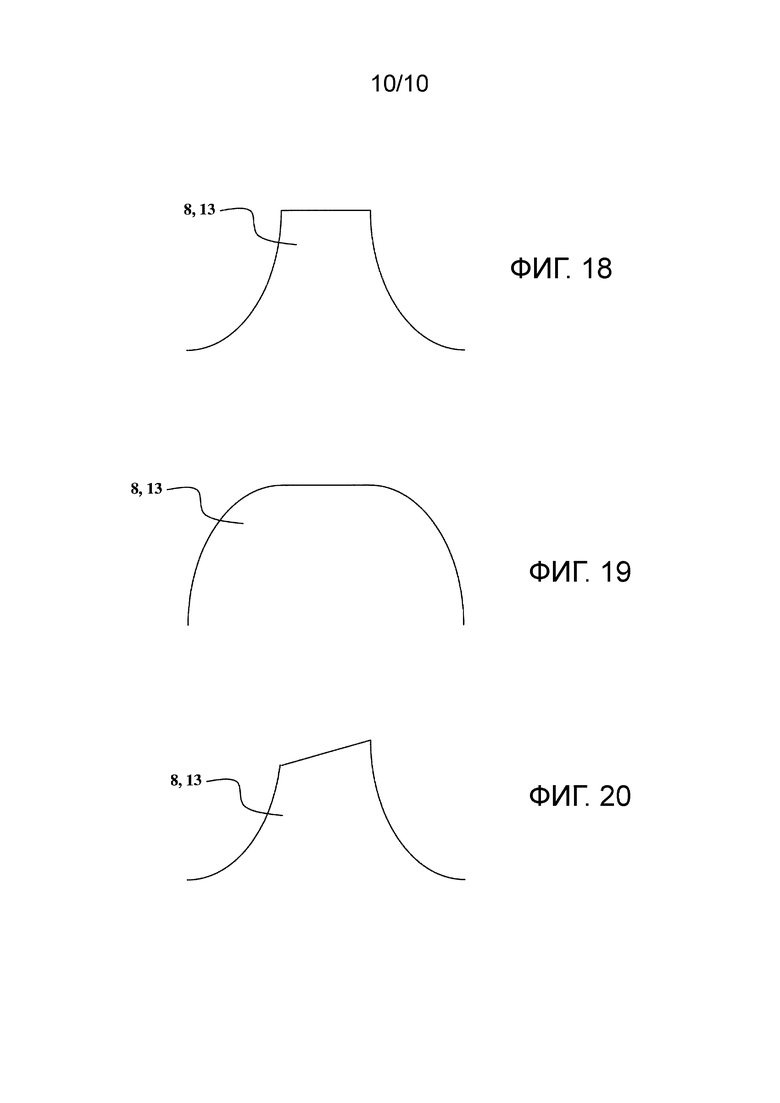
Фиг. 18-20 - виды сбоку нескольких примеров выступа или прилива.
На фиг. 1-18 представлены два частных варианта выполнения заявленных комплексов 1. Первый вариант выполнения представлен на фиг. 1-9, тогда как второй вариант выполнения представлен на фиг. 10-17.
Во всех этих вариантах выполнения комплекс 1 для получения зубного протеза содержит эталонную модель 2, изготовленную при помощи аддитивной технологии посредством нанесения материала в виде последовательных пластов 3 (см. фиг. 9), такой как 3D-печать. Эталонную модель 2 изготавливают на основании внутриротового сканирования.
Кроме того, комплекс 1 дополнительно содержит по меньшей мере один крепежный винт 4 с наружной резьбой 4а, предназначенный для разъемного крепления на эталонной модели 2 зубопротезного элемента 5. На фиг. 7 и 8, с одной стороны, и на фиг. 16 и 17, с другой стороны, показаны два крепежных винта 4, предназначенных для каждого из вариантов выполнения. Эти крепежные винты 4 являются идентичными, что касается их наружной резьбы 4а, и различаются по существу только формой их головки 4b, в которой выполнена шестиугольная полая выемка 4с для обеспечения их вращения.
Эталонная модель 2 содержит по меньшей мере одну опорную поверхность S, предназначенную для размещения на ней в положении опоры зубопротезного элемента 5, при этом упомянутая опорная поверхность S выполнена во время изготовления эталонной модели 2 посредством аддитивной технологии.
Эталонная модель 2 содержит по меньшей мере одну резьбовую полость 6, внутренняя резьба 6а которой, предназначенная для завинчивания упомянутого крепежного винта 4, выполнена во время изготовления эталонной модели 2 посредством аддитивной технологии (см. фиг. 1-6 и фиг. 10-15).
Как показано, в частности, на фиг. 9, наружная резьба 4а крепежного винта 4 имеет:
- шаг Р, превышающий или равный 10-кратной толщине пластов 3,
- высоту Н нитки, превышающую или равную 5-кратной толщине Е пластов 3.
На этой же фиг. 9 видно, что наружная резьба 4а крепежного винта 4 не имеет метрического профиля. Наружная резьба 4а крепежного винта 4 имеет трапециевидный профиль, поэтому крепежный винт 4 нельзя завинтить в зубные имплантаты, которые, как правило, имеют внутреннюю резьбу с метрическим профилем. Крепежный винт 4 изготовлен из недорогого металлического материала и может быть биологически несовместимым, поскольку его нельзя завинчивать в зубной имплантат во рту пациента.
Крепежный винт 4 и резьбовая полость 6 выполнены таким образом, чтобы во время крепления зубопротезного элемента 5 на эталонной модели 2 крепежный винт 4 заходил во внутреннюю резьбу 6а по меньшей мере на четыре шага, как показано на фиг. 9.
В первом варианте выполнения, показанном на фиг. 1-9, комплекс 1 объединен с зубопротезным элементом 5 типа множественной сквозной арматуры 7 протеза. Эта множественная сквозная арматура 7 протеза предназначена для крепления на нескольких имплантатах во рту пациента (в данном случае на четырех). Таким образом, предусмотрены несколько (четыре) резьбовых полостей 6, соответствующих имплантатам, как они расположены во рту пациента.
Каждая резьбовая полость 6 выполнена в выступе 8 с дистальным участком 8а наружной усеченной конусной формы, при этом упомянутый дистальный участок 8а предназначен для по меньшей мере частичного захождения в соответствующее усеченное конусное гнездо 7а, выполненное в упомянутой множественной сквозной арматуре 7 протеза, как показано, в частности, на фиг.6.
Как более наглядно показано на фиг. 1-4, выступы 8, находящиеся в задней части эталонной модели 2, проходят в соответствующих осевых направлениях, которые расположены под углом относительно соответствующих осевых направлений, в которых проходят выступы 8, находящиеся в передней части эталонной модели 2. Это расположение под углом является результатом ориентаций резьбовых полостей 6, которые, в свою очередь, соответствуют ориентациям имплантатов во рту пациента.
Комплекс 1 содержит также ложную десну 9, предназначенную для соединения с эталонной моделью 2. Каждый выступ 8 имеет проксимальный участок 8b наружной конусной усеченной формы, предназначенный для по меньшей мере частичного захождения в соответствующее усеченное конусное гнездо 9а, выполненное в упомянутой ложной десне 9, как показано, в частности, на фиг. 4 и 6.
Между дистальным участком 8а и проксимальным участком 8b выступа 8 эталонная модель 2 содержит опорную поверхность S, по существу имеющую форму венца. Эта опорная поверхность S точно соответствует (по размерам, положению и ориентации) опорной поверхности, которая выполнена на имплантате во рту и на которую должна опираться множественная сквозная арматура 7 протеза. Таким образом, когда множественная сквозная арматура 7 протеза опирается одновременно на все опорные поверхности S различных выступов 8, она оказывается позиционированной и ориентированной так, как она будет находиться во рту пациента. Таким образом, протезист может готовить протез на множественной сквозной арматуре 7 протеза, учитывая находящиеся поблизости зубы (которые в данном случае являются зубами находящейся напротив зубной аркады) для зон контакта и точек окклюзии.
С другой стороны, можно предусмотреть выступ 8 на множественной сквозной арматуре 7 протеза, предназначенный для по меньшей мере частичного захождения в полое гнездо, выполненное в эталонной модели (в устье резьбовой полости 6).
Во втором варианте выполнения, показанном на фиг. 10-17, комплекс 1 объединен с зубопротезным элементом 5 типа унитарной зубопротезной стойки 10.
Для посадки и удержания стойки 10 на эталонной модели 2 точно в том же положении, которое она будет занимать во рту пациента, в устье резьбовой полости 6 выполнена полая соединительная выемка 11.
Полая соединительная выемка 11 содержит опорную поверхность S, которая точно соответствует (по размерам, положению и ориентации) опорной поверхности полой выемки имплантата в рту, в которую должна заходить стойка 10. Таким образом, когда стойку 10 вставляют в полую соединительную выемку 11, ее позиционируют и ориентируют так, как она будет располагаться во рту пациента. Таким образом, протезист может готовить протез, посадив его на стойку 10, учитывая находящиеся поблизости зубы (которые в данном случае являются смежными не протезируемыми зубами D1 и D2 и зубами находящейся напротив зубной аркады) для зон контакта и точек окклюзии.
Полая соединительная выемка 11 имеет не круглое поперечное сечение, чтобы фиксировать от вращения стойку 10. В данном случае поперечное сечение полой соединительной выемки 11 имеет треугольную форму, которая соответствует форме нижнего конца стойки 10.
С другой стороны, можно предусмотреть резьбовую полость 6, выполненную в выступе с дистальным концом, предназначенным для по меньшей мере частичного захождения в соответствующее полое гнездо, выполненное в упомянутой унитарной зубопротезной стойке 10.
Кроме того, комплекс 1 содержит ложную десну 12, предназначенную для соединения с эталонной моделью 2. В частности, на фиг. 10, 11 и 13 видно, что в устье полой соединительной выемки 11 предусмотрен усеченный конусный прилив 13, предназначенный для по меньшей мере частичного захождения в соответствующее усеченное конусное гнездо 12а, выполненное в упомянутой ложной десне 12.
В данном случае можно тоже поменять местами охватываемые/охватывающие элементы, выполненные на ложной десне 12 и эталонной модели 2.
Во время изготовления заявленного комплекса 1 сначала хирург-дантист производит внутриротовое сканирование реставрируемой дентиции пациента.
Это внутриротовое сканирование позволяет осуществить цифровое трехмерное моделирование реставрируемой дентиции пациента.
Затем компьютерный файл, полученный в результате внутриротового сканирования, обрабатывают на компьютере, чтобы включить в него опорные поверхности, соответствующие опорной(ым) поверхности(ям), выполненной(ым) на имплантате(ах), располагаемом(ых) во рту пациента.
После этого при помощи компьютера осуществляют изготовление эталонной модели 2 при помощи аддитивной технологии посредством нанесения материала последовательными пластами, такой как 3D-печать.
Во время этого изготовления 3D-принтер печатает эталонную модель 2 путем последовательного нанесения тонких слоев (или пластов) материала 3 толщиной Е.
В частности, резьбовую(ые) полость(и) 6 с внутренней резьбой 6а выполняют во время изготовления эталонной модели 2 посредством аддитивной технологии. Толщину Е пластов 3 выбирают таким образом, чтобы обеспечивать печать за относительно короткое время изготовления и одновременно надежное удержание протеза на эталонной модели 2 во время выполнения протеза протезистом. Соответственно предусматривают параметры (шаг Р и высоту Н) наружной резьбы 4а крепежного винта 4, а именно:
- шаг Р превышает или равен 10-кратной толщине Е пластов 3,
- высота Н нитки превышает или равна 5-кратной толщине Е пластов 3.
Методом 3D-печати выполняют также опорную(ые) поверхность(и) S полой(ых) соединительной(ых) выемки(выемок) 11 или, в случае необходимости, выступа(ов) 8 или прилива(ов) 13.
После получения эталонной модели 2 протезист может посадить ложную десну 9 (фиг. 3 и 4) или 12 (фиг. 12 и 13) на выступы 8 или прилив(ы) 13. При этом ложные десны 9 или 12 садятся своим(и) усеченным(и) конусным(и) гнездом(ами) 9а или 12а на проксимальные участки 8b или прилив(ы) 13 эталонной модели 2.
В случае первого варианта выполнения протезист укладывает множественную сквозную арматуру 7 протеза на опорные поверхности S, в сторону которых постепенно направляет множественную сквозную арматуру 7 протеза при помощи усеченных конусных дистальных участков 8а. После этого протезист вставляет крепежные винты 4 в резьбовые полости 6 и завинчивает их для крепления множественной сквозной арматуры 7 протеза на эталонной модели 2 (фиг. 5 и 8).
В случае второго варианта выполнения протезист вставляет стойку 10 в полую соединительную выемку 11. Затем протезист вставляет крепежный винт 4 в резьбовую полость 6 и завинчивает его для крепления стойки 10 на эталонной модели 2 (фиг. 14 и 15).
В конце завинчивания крепежные винты 4 заходят во внутреннюю резьбу 6а по меньшей мере на четыре шага Р.
После этого протезист может приступить к изготовлению, подгонке или контролю зубопротезного элемента (например, множественного сквозного протеза 7 в случае первого варианта выполнения или унитарного сквозного протеза с зубной стойкой 10 в случае второго варианта выполнения) так же, как и при использовании «классических» гипсовых эталонных моделей.
После изготовления, подгонки или контроля зубопротезного элемента 7 или 10 его устанавливают и крепят на зубном имплантате во рту пациента при помощи другого винта (который можно назвать винтом окончательного крепления). Действительно, профиль наружной резьбы 4а крепежного винта 4 отличается от профиля внутренней резьбы имплантата во рту пациента, поэтому этот крепежный винт 4 нельзя затем вставить и/или удерживать завинчиванием в резьбовую полость имплантата во рту пациента.
В вариантах выполнения, представленных на фиг. 1-17 выступы 8, приливы 13 и полые гнезда 7а, 9а, 12а имеют форму усеченного конуса. Однако выступы 8 и приливы 13 могут иметь другие внешние формы, тоже имеющие боковой уклон, обеспечивающий постепенное уменьшение их поперечного сечения, как показано на фиг. 18-20, где представлен вид сбоку выступов 8 или приливов 13. Полые гнезда 7а, 9а, 12а тоже могут иметь внутренние формы, отличные от усеченного конуса, например, соответствующие формам, показанным на фиг. 18-20.
Отмечается, что для эталонной модели 2, изготавливаемой посредством аддитивной технологии, такой как 3D-печать, можно испросить отдельную патентную защиту, при этом упомянутая эталонная модель 2 содержит по меньшей мере одну опорную поверхность S, предназначенную для размещения на ней в положении (прямой) опоры зубопротезного элемента (множественной сквозной арматуры 7 протеза, унитарной зубопротезной стойки 10 и т.д.), при этом упомянутую опорную поверхность S выполняют во время изготовления эталонной модели 2 посредством аддитивной технологии, и она соответствует опорной поверхности зубного имплантата, располагаемого во рту пациента. Эту защиту можно также испросить независимо от присутствия и параметров крепежных винтов 4 и резьбовой(ых) полости(ей) 6. Задача, решаемая этой комбинацией признаков, состоит в изготовлении эталонной модели при помощи аддитивной технологии посредством нанесения материала в виде последовательных пластов, такой как 3D-печать, при меньших затратах и со снижением рисков неточности.
Кроме того, необходимо отметить, что решение проблемы, позволяющее избегать повторного использования хирургом-дантистом винта крепления протеза на эталонной модели для крепления протеза на имплантате во рту пациента (в частности, поскольку он уже был завинчен/отвинчен несколько раз и, следовательно, больше подвержен риску ослабления во рту), не зависит от указанного в пункте 1 формулы изобретения отношения между параметрами наружной резьбы 4а крепежного винта 4 и толщиной Е пластов 3. Решением этой конкретной проблемы, для которого можно испросить отдельную патентную защиту, является комплекс 1 для получения зубного протеза, содержащий:
- эталонную модель 2, изготовленную при помощи аддитивной технологии посредством нанесения материала последовательными пластами 3, такой как 3D-печать,
- крепежный винт 4 с наружной резьбой 4а, предназначенный для разъемного крепления зубопротезного элемента 5, 7, 10 на эталонной модели 2;
в котором:
- эталонная модель 2 содержит по меньшей мере одну опорную поверхность S, предназначенную для размещения на ней в положении опоры зубопротезного элемента 5, 7, 10, при этом упомянутая опорная поверхность S выполнена во время изготовления эталонной модели 2 посредством аддитивной технологии,
- эталонная модель 2 содержит по меньшей мере одну резьбовую полость 6, внутренняя резьба 6а которой, предназначенная для завинчивания в нее упомянутого крепежного винта 4, выполнена во время изготовления эталонной модели 2 посредством аддитивной технологии,
- профиль наружной резьбы 4а крепежного винта 4 отличается от профиля внутренней резьбы резьбовой полости имплантата во рту пациента, поэтому крепежный винт 4 нельзя вставить и/или удерживать завинчиванием в резьбовую полость имплантата во рту пациента.
Настоящее изобретение не ограничивается описанными выше вариантами выполнения и включает в себя различные версии и обобщения, представленные в нижеследующей формуле изобретения.
Группа изобретений относится к медицине, а именно к стоматологии, и представляет собой комплекс (1) для получения зубного протеза, содержащий эталонную модель (2), изготовленную при помощи аддитивной технологии посредством нанесения материала последовательными пластами (3), такой как 3D-печать, и содержащий крепежный винт (4) с наружной резьбой (4а), предназначенный для разъемного крепления зубопротезного элемента на эталонной модели (2). Эталонная модель (2) содержит по меньшей мере одну опорную поверхность, предназначенную для размещения на ней в положении опоры зубопротезного элемента, при этом упомянутая опорная поверхность выполнена во время изготовления эталонной модели (2) посредством аддитивной технологии. Эталонная модель (2) содержит по меньшей мере одну резьбовую полость (6), внутренняя резьба (6а) которой, предназначенная для завинчивания в нее упомянутого крепежного винта (4), выполнена во время изготовления эталонной модели (2) посредством аддитивной технологии. Наружная резьба (4а) крепежного винта (4) имеет шаг (Р), превышающий или равный 10-кратной толщине (Е) пластов (3), и имеет высоту (Н) нитки, превышающую или равную 5-кратной толщине (Е) пластов (3). Изобретения позволяют уменьшить затраты и снизить риски неточностей за счет нанесения материала последовательными пластами и обеспечение надежного удержания протеза на эталонной модели во время работы протезиста над протезом. 3 н. и 20 з.п. ф-лы, 20 ил.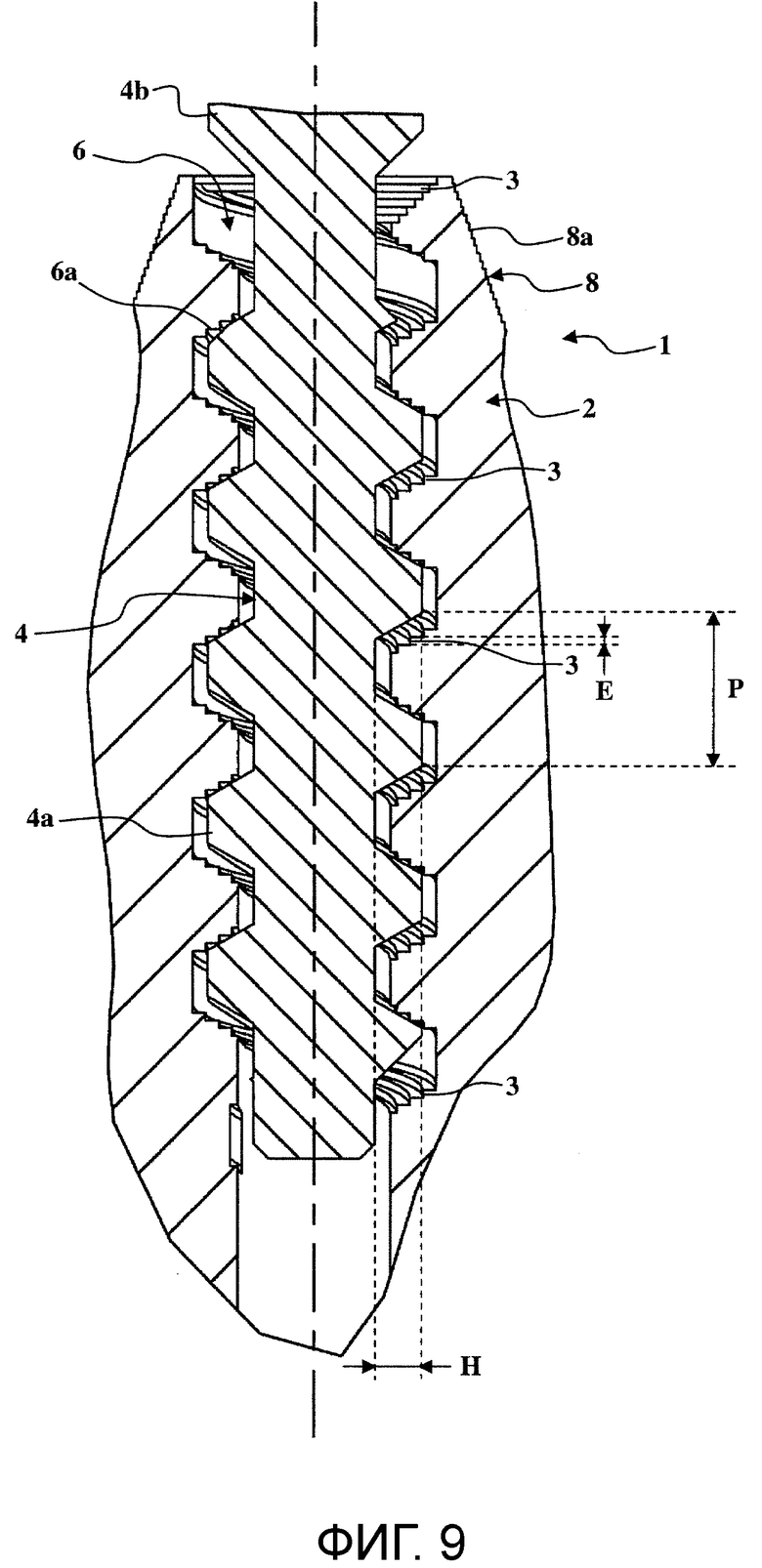
1. Комплекс (1) для получения зубного протеза, содержащий:
эталонную модель (2), изготовленную при помощи аддитивной технологии посредством нанесения материала последовательными пластами (3), такой как 3D-печать,
крепежный винт (4) с наружной резьбой (4а), предназначенный для разъемного крепления зубопротезного элемента (5, 7, 10) на эталонной модели (2),
отличающийся тем, что
эталонная модель (2) содержит по меньшей мере одну опорную поверхность (S), предназначенную для размещения на ней в положении опоры зубопротезного элемента (5, 7, 10), при этом упомянутая опорная поверхность (S) выполнена во время изготовления эталонной модели (2) посредством аддитивной технологии,
эталонная модель (2) содержит по меньшей мере одну резьбовую полость (6), внутренняя резьба (6а) которой, предназначенная для завинчивания в нее упомянутого крепежного винта (4), выполнена во время изготовления эталонной модели (2) посредством аддитивной технологии,
наружная резьба (4а) крепежного винта (4) имеет:
- шаг (Р), превышающий или равный 10-кратной толщине (Е) пластов (3),
- высоту (Н) нитки, превышающую или равную 5-кратной толщине (Е) пластов (3).
2. Комплекс (1) по п. 1, отличающийся тем, что наружная резьба (4а) крепежного винта (4) не имеет метрического профиля.
3. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что наружная резьба (4а) крепежного винта (4) имеет трапециевидный профиль.
4. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что крепежный винт (4) и резьбовая полость (6) выполнены таким образом, чтобы во время крепления зубопротезного элемента (5, 7, 10) на эталонной модели (2) крепежный винт (4) заходил во внутреннюю резьбу (6а) по меньшей мере на четыре шага (Р).
5. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что
комплекс (1) предназначен для объединения с зубопротезным элементом (5) в виде множественной сквозной арматуры (7) протеза,
резьбовая полость (6) выполнена в выступе (8) с дистальным участком (8а), предназначенным для по меньшей мере частичного захождения в соответствующее полое гнездо (7а), выполненное в упомянутой множественной сквозной арматуре (7) протеза.
6. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что
комплекс (1) предназначен для объединения с зубопротезным элементом (5) в виде множественной сквозной арматуры (7) протеза,
резьбовая полость (6) выполнена в продолжении полого гнезда, при этом упомянутое полое гнездо предназначено для по меньшей мере частичного захождения в него дистального участка соответствующего выступа, выполненного на упомянутой множественной сквозной арматуре (7) протеза.
7. Комплекс (1) по п. 5, отличающийся тем, что
дистальный участок (8а) выступа (8) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (7а) имеет на своей внутренней поверхности боковой уклон.
8. Комплекс (1) по п. 6, отличающийся тем, что
дистальный участок (8а) выступа (8) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (7а) имеет на своей внутренней поверхности боковой уклон.
9. Комплекс (1) по п. 5, отличающийся тем, что
дополнительно содержит ложную десну (9), предназначенную для установки на эталонной модели (2),
одна среди эталонной модели (2) и ложной десны (9) содержит выступ (8), имеющий участок (8b), предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо (9а), выполненное в другой среди эталонной модели (2) и ложной десны (9).
10. Комплекс (1) по п. 6, отличающийся тем, что
дополнительно содержит ложную десну (9), предназначенную для установки на эталонной модели (2),
одна среди эталонной модели (2) и ложной десны (9) содержит выступ (8), имеющий участок (8b), предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо (9а), выполненное в другой среди эталонной модели (2) и ложной десны (9).
11. Комплекс (1) по п. 9, отличающийся тем, что
участок (8b) выступа (8) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (9а) имеет на своей внутренней поверхности боковой уклон.
12. Комплекс (1) по п. 10, отличающийся тем, что
участок (8b) выступа (8) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (9а) имеет на своей внутренней поверхности боковой уклон.
13. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что
комплекс (1) предназначен для объединения с зубопротезным элементом (5) в виде унитарной зубопротезной стойки (10),
в устье резьбовой полости (6) выполнена полая соединительная выемка (11) для размещения упомянутой унитарной зубопротезной стойки (10).
14. Комплекс (1) по п. 13, отличающийся тем, что полая соединительная выемка (11) имеет не круглое поперечное сечение.
15. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что
комплекс (1) предназначен для объединения с зубопротезным элементом (5) в виде унитарной зубопротезной стойки (10),
резьбовая полость (6) выполнена с выступе с дистальным участком, предназначенным для по меньшей мере частичного захождения в соответствующее полое гнездо, выполненное в упомянутой унитарной зубопротезной стойке (10).
16. Комплекс (1) по п. 15, отличающийся тем, что
дистальный участок выступа имеет на своей наружной поверхности боковой уклон и/или
полое гнездо имеет на своей внутренней поверхности боковой уклон.
17. Комплекс (1) по п. 14, отличающийся тем, что
дополнительно содержит ложную десну (12), предназначенную для установки на эталонной модели (2),
одна среди эталонной модели (2) и ложной десны (12) содержит прилив (13), предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо (12а), выполненное в другой среди эталонной модели (2) и ложной десны (12).
18. Комплекс (1) по п. 15, отличающийся тем, что
дополнительно содержит ложную десну (12), предназначенную для установки на эталонной модели (2),
одна среди эталонной модели (2) и ложной десны (12) содержит прилив (13), предназначенный для по меньшей мере частично захождения в соответствующее полое гнездо (12а), выполненное в другой среди эталонной модели (2) и ложной десны (12).
19. Комплекс (1) по п. 17, отличающийся тем, что
прилив (13) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (12а) имеет на своей внутренней поверхности боковой уклон.
20. Комплекс (1) по п. 18, отличающийся тем, что
прилив (13) имеет на своей наружной поверхности боковой уклон и/или
полое гнездо (12а) имеет на своей внутренней поверхности боковой уклон.
21. Комплекс (1) по одному из пп. 1 или 2, отличающийся тем, что профиль наружной резьбы (4а) крепежного винта (4) отличается от профиля внутренней резьбы резьбовой полости имплантата во рту пациента, поэтому этот крепежный винт (4) нельзя затем вставить и/или удерживать завинчиванием в резьбовую полость имплантата во рту пациента.
22. Способ изготовления эталонной модели (2) для выполнения зубного протеза при помощи компьютерного файла трехмерного цифрового моделирования реставрируемой дентиции пациента в результате внутриротового сканирования полости рта пациента, отличающийся тем, что содержит этап, на котором в трехмерное цифровое моделирование включают по меньшей мере одну опорную поверхность (S), предназначенную для выполнения во время изготовления эталонной модели (2) посредством аддитивной технологии и соответствующую опорной поверхности зубного имплантата во рту пациента.
23. Использование комплекса (1) по одному из пп. 1 или 2 для изготовления, подгонки или контроля зубопротезного элемента (5, 7, 10) протезистом, отличающееся тем, что протезист:
- устанавливает упомянутый зубопротезный элемент (5, 7, 10) непосредственно в положение опоры на опорную поверхность (S) эталонной модели (2),
- крепит упомянутый зубопротезный элемент (5, 7, 10) на эталонной модели (2), завинчивая крепежный винт (4) в резьбовую полость (6) эталонной модели (2).
| US 2013216980 A1, 22.08.2013 | |||
| US 2016135931 A1, 19.05.2016 | |||
| US 2015359615 A1, 17.12.2015 | |||
| US 6273721 B1, 14.08.2001 | |||
| KR 20130038101 A, 17.04.2013. |

