Область техники, к которой относится изобретение
Настоящее изобретение относится к впитывающему изделию, содержащему впитывающую сердцевину, размещенную между проницаемым для жидкости верхним листом и непроницаемым для жидкости нижним листом.
Настоящее изобретение также относится к способу изготовления впитывающего изделия типа, рассмотренного выше.
Уровень техники
Носимые и одноразовые впитывающие изделия, например, в форме подгузников, белья для страдающих недержанием, предметов женской гигиены, и тому подобное, хорошо известны. Такие изделия используют для впитывания, распределения и хранения различных типов экссудатов организма, в то же время, обеспечивая высокий уровень комфорта и ощущения сухости пользователя в ходе использования.
Обычное одноразовое впитывающее изделие в форме подгузника обычно конструируется с впитывающей сердцевиной, которая заключается между верхним листом и нижним листом. Изделие располагается вдоль продольной оси и вдоль поперечной оси, которая простирается в направлении перпендикулярном относительно продольной оси. Кроме того, изделие может разделяться на переднюю часть, заднюю часть и промежностную часть, и сердцевина располагается в промежностной части.
Потенциальное неудобство, которое может возникать, когда впитывающее изделие находится в своем влажном состоянии, заключается в том, что промежностная часть может провисать и свисать вниз. Эта тенденция к провисанию является нежелательной и может приводить к недостаточности комфорта, прилегания и функционирования изделия.
Заявка на патент США US 2012/316528 описывает одноразовый подгузник, содержащий впитывающую сердцевину, которая, согласно одному из вариантов осуществления, содержит простирающиеся в продольном направлении и, в общем, прямолинейные каналы.
Заявка на патент US 2010/0262099 описывает впитывающее изделие, содержащее индикатор влажности, который позволяет тому, кто осуществляет уход проверять, является ли изделие влажным.
Сущность изобретения
Настоящее изобретение основано на потребности во впитывающем изделии, снабженном герметизирующей с уплотнениями каналов, и оно может быть выполнено конфигурироваться с надежными средствами для индикации того, является ли изделие влажным и, в частности, для индикации того, что пора менять изделия на пользователе, на котором надето изделие.
Согласно настоящему изобретению, предлагается впитывающее изделие по п.1 и способ по п.34.
Впитывающее изделие содержит впитывающую сердцевину, размещенную между верхним листом и нижним листом, указанное изделие располагается вдоль продольной оси и поперечной оси, простирающейся в направлении перпендикулярном относительно продольной оси, и указанное изделие определяет переднюю часть, заднюю часть и промежностную часть, где указанная впитывающая сердцевина содержит впитывающий компонент, окруженный покрытием сердцевины, имеющим верхнюю сторону и нижнюю сторону, и сердцевина формируется с герметизирующей системой в ходе соединения указанных верхней и нижней сторон, содержащих два уплотнения каналов, простирающихся вдоль указанной продольной оси в указанной промежностной части и определяющих ширину первого уплотнения каналов и ширину второго уплотнения каналов, соответственно. Кроме того, впитывающее изделие содержит, по меньшей мере, один индикатор влажности, имеющий продольную протяженность и расположенный, в общем, только в указанной передней части, только в указанной задней части или как в передней части, так и в задней части.
Впитывающее изделие снабжено индикатором замены, показывающим, когда пора менять изделие на новое. Другими словами, изобретение относится скорее к требованию замены изделия в соответствующий момент времени, чем к получению информации относительно реальной влажности изделия. Это является преимуществом по сравнению с предыдущим уровнем техники, и оно связано, прежде всего, с индикатором влажности, расположенным как описано выше.
Индикатор влажности может представлять собой индикатор замены.
Индикатор влажности может формировать полоску, которая является, в общем, прямолинейной и параллельной продольной оси.
Индикатор влажности может простираться, в общем, симметрично вдоль указанной продольной оси.
Индикатор влажности может конфигурироваться для получения визуального сигнала, когда он вступает в контакте с мочой.
Индикатор влажности может состоять из композиции чувствительного к влажности адгезива.
Индикатор влажности может иметь длину (l4), которая находится в интервале 5-35% от длины впитывающей сердцевины.
Индикатор влажности может располагаться таким образом, что он не простирается в указанную промежностную часть.
Также, индикатор влажности может располагаться таким образом, что он не простирается между указанными уплотнениями каналов.
Индикатор влажности может располагаться между указанным нижним листом и указанным покрытием сердцевины.
Уплотнения каналов могут формироваться посредством узора термической и/или механической сварки.
Узор сварки может содержать множество точек сварки, расположенных в форме первого ряда, в котором точки сварки простираются вдоль первой оси, и второго ряда, в котором точки сварки простираются вдоль второй оси, указанные первая ось и вторая ось определяют первый угол относительно друг друга.
Первый угол может составлять 45-130°, например, 45-100°, например, 45-70°.
Кроме того, точки сварки могут, как правило, быть прямоугольными или продолговатыми.
Первая ось может определять второй угол относительно указанной продольной оси, который находится в интервале 30-60°.
Впитывающее изделие может содержать два боковых шва вдоль сторон указанной сердцевины.
Изделие может конфигурироваться таким образом, что центральный сегмент, имеющий первую ширину, определяется во впитывающем компоненте между уплотнениями каналов, и два боковых сегмента, каждый из них имеет вторую ширину, определяются во впитывающем компоненте снаружи от каждого из уплотнений каналов.
Впитывающий компонент может формироваться таким образом, что общее количество впитывающего материала в центральном сегменте, в общем, равно или больше, чем общее количество впитывающего материала в каждом из боковых сегментов.
Изделие может конфигурироваться таким образом, что третья ширина определяется между уплотнениями каналов и четвертая ширина определяется между уплотнением каналов и боковым швом таким образом, что отношение первой ширины и третьей ширины больше, чем отношение второй ширины и четвертой ширины. Это означает, что впитывающий материал в центральном сегменте будет более плотным и жестким, чем в боковых сегментах, когда изделие находится во влажном состоянии. Эта жесткость центрального сегмента будет противодействовать тенденции к провисанию промежностной части в ходе использования. Это означает, что будут получены усовершенствования относительно прилегания, комфорта и функционирования.
Впитывающее изделие может конфигурироваться таким образом, что 33-41 мас.% от общего количества впитывающего материала в промежностной области находятся в центральном сегменте и 25-33 мас.% от впитывающего материала, в общем, в промежностной области находится в каждом из боковых сегментов.
Впитывающий материал в указанной промежностной части может содержать волокнистый материал и сверхвпитывающий материал, указанный волокнистый материал имеет основную массу, которая находится в интервале 50-400 г/м2, и указанный сверхвпитывающий материал имеет основную массу, которая находится в интервале 100-900 г/м2.
Отношение первой ширины и третьей ширины может находиться в интервале 0,75-0.91, предпочтительно, 0,80-0,86, и отношение второй ширины (a2) и четвертой ширины (b2) может находиться в интервале 0,57-0,71, предпочтительно, 0,62-0,66.
Указанная первая, вторая, третья и четвертая ширина могут конфигурироваться таким образом, что b1<b2 * 2 и a1<a2 * 2.
Впитывающий компонент может содержать впитывающий материал с основной массой, которая находится в интервале 400-700 г/м2 и имеет максимальный разброс ±5% от указанной основной массы.
Уплотнения каналов могут быть, в общем, прямыми. Также, уплотнения каналов могут быть, в общем, параллельными указанной продольной оси.
Передняя часть сердцевины может формироваться с углублением, определяющим глубину, простирающуюся от переднего края сердцевины и в указанную переднюю часть, и расстояние, определяемое между указанным передним краем сердцевины и передним краем каждой уплотнения каналов, где отношение указанной глубины и указанного расстояния может находиться в интервале 0,05-0,8, например, 0,15-0,4.
Углубление может формироваться во впитывающем компоненте.
Углубление может формироваться в покрытии сердцевины и во впитывающем компоненте.
Расстояние между уплотнениями каналов в поперечном направлении изделия может быть меньше, чем максимальная ширина указанного углубления.
Максимальная ширина может находиться в интервале 30-70 мм, например, 40-60 мм.
Углубление может, в общем, иметь форму полукруга, U-образную форму, V-образную форму или форму прямоугольника, простирающегося в переднюю часть.
Расстояние между указанным передним краем сердцевины и передним краем каждой уплотнения каналов может находиться в интервале 50-180 мм, например, 75-110 мм.
Глубина углубления может находиться в интервале 10-40 мм, например, 15-30 мм.
Также предлагается способ изготовления впитывающего изделия, изделие имеет продольную ось и поперечную ось, простирающуюся в направлении перпендикулярном относительно продольной оси, и указанное изделие определяет переднюю часть, заднюю часть и промежностную часть, способ включает: формирование впитывающей сердцевины с впитывающим компонентом и размещение указанного впитывающего компонента в покрытии сердцевины, содержащем верхнюю и нижнюю стороны; изготовление двух уплотнений каналов промежностной части, соединяющих указанные верхнюю и нижнюю стороны покрытия сердцевины; и размещение указанной впитывающей сердцевины между проницаемым для жидкости верхним листом и непроницаемым для жидкости нижним листом. Кроме того, стадия формирования включает изготовление индикатора влажности на указанном впитывающем изделии, указанный индикатор влажности имеет продольную протяженность; и расположение указанного индикатора влажности, в общем, только в указанной передней части, только в указанной задней части или как в передней части, так и в задней части.
Другие преимущества и преимущественные признаки настоящего изобретения описаны в следующем далее описании и в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже, настоящее изобретение будет описываться более подробно со ссылками на фигуры, показанные на прилагаемых чертежах, где
Фигура 1 показывает вид сверху впитывающего изделия в форме подгузника;
Фигура 2 показывает вид подгузника в поперечном сечении;
Фигура 3 показывает вид сверху впитывающей сердцевины, предназначенной для использования в указанных подгузниках, показанных на Фигурах 1 и 2;
Фигура 4 показывает узор сварки; и
Фигура 5 показывает дополнительный вид узора сварки.
Подробное описание
Различные аспекты настоящего изобретения будут далее описываться полнее со ссылками на прилагаемые чертежи. Однако варианты осуществления, описанные в настоящем документе, могут реализоваться во множестве различных форм, и они не должны рассматриваться как ограниченные аспектами, приведенными в настоящем документе.
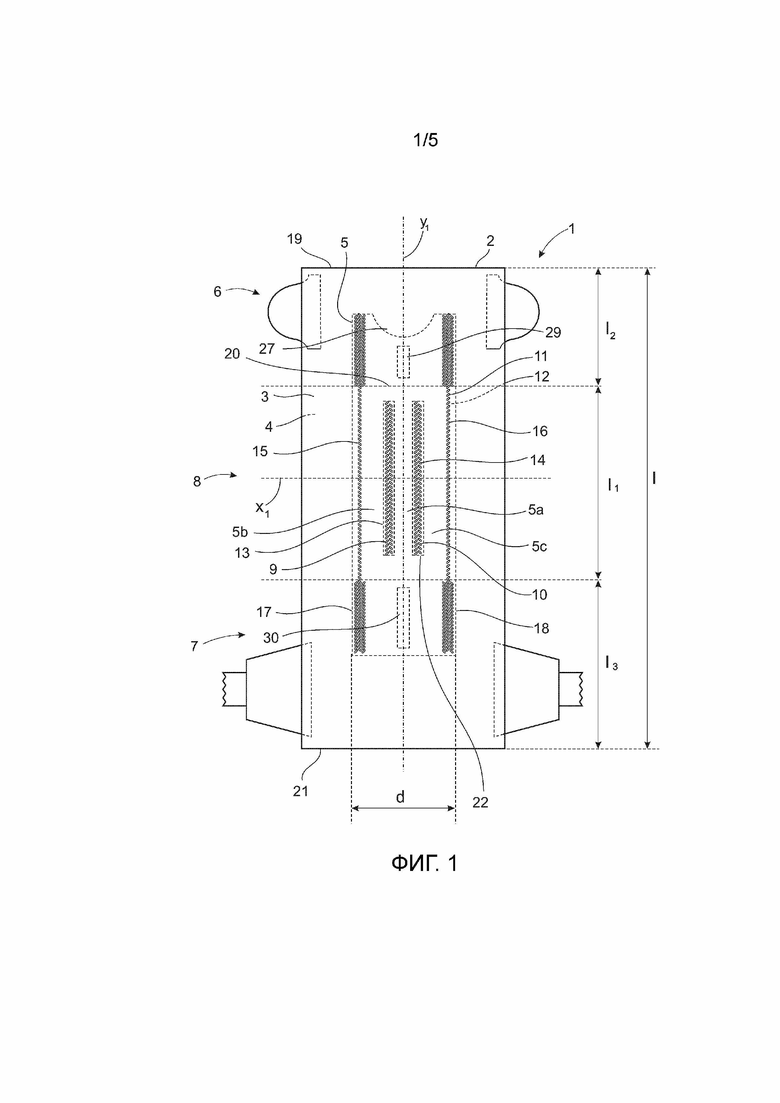
Сошлемся сначала на Фиг.1, здесь показан вид сверху впитывающего изделия 1 в форме детского подгузника. Впитывающее изделие 1 показано на Фиг.1 в развернутом и плоском состоянии. Также, впитывающее изделие 1 основано на впитывающей структуре для впитывания экссудатов организма пользователя для обеспечения сухого и комфортабельного прилегания к пользователю.
Как показано на Фиг.1, впитывающее изделие 1 содержит проницаемый для жидкости верхний лист 3, непроницаемый для жидкости нижний лист 4 и впитывающую сердцевину 5, которая заключается между верхним листом 3 и нижним листом 4. Верхний лист 3 расположен на обращенной к телу поверхности изделия 1, то есть на стороне обращенной к пользователю, в то время как нижний лист 4 расположен на обратной стороне изделия 1. Кроме того, как верхний лист 3, так и нижний лист 4 могут простираться латерально снаружи от впитывающей сердцевины 5 по всему периметру изделия 1.
Впитывающая сердцевина, показанная на Фигуре 1, имеет прямоугольную конструкцию. Однако изобретение не ограничивается этой конструкцией, но может формироваться, в общем, в любой геометрической форме в рамках настоящего изобретения.
Верхний лист 3, нижний лист 4 и впитывающая сердцевина 5 могут состоять из любых материалов пригодных для этих целей, как будет далее обсуждаться более подробно.
Как показано на Фиг.1, впитывающее изделие 1 имеет продольную протяженность вдоль продольной оси y1 и поперечную протяженность вдоль поперечной оси x1, которая перпендикулярна продольной оси y1. Кроме того, впитывающее изделие 1 может определяться как разделенное на переднюю часть 6, заднюю часть 7 и промежностную часть 8. Каждая часть из передней 6 и задней 7 частей имеют поясной край 2. Передняя часть 6 предназначена для ориентирования в направлении со стороны живота пользователя в ходе использования изделия 1.
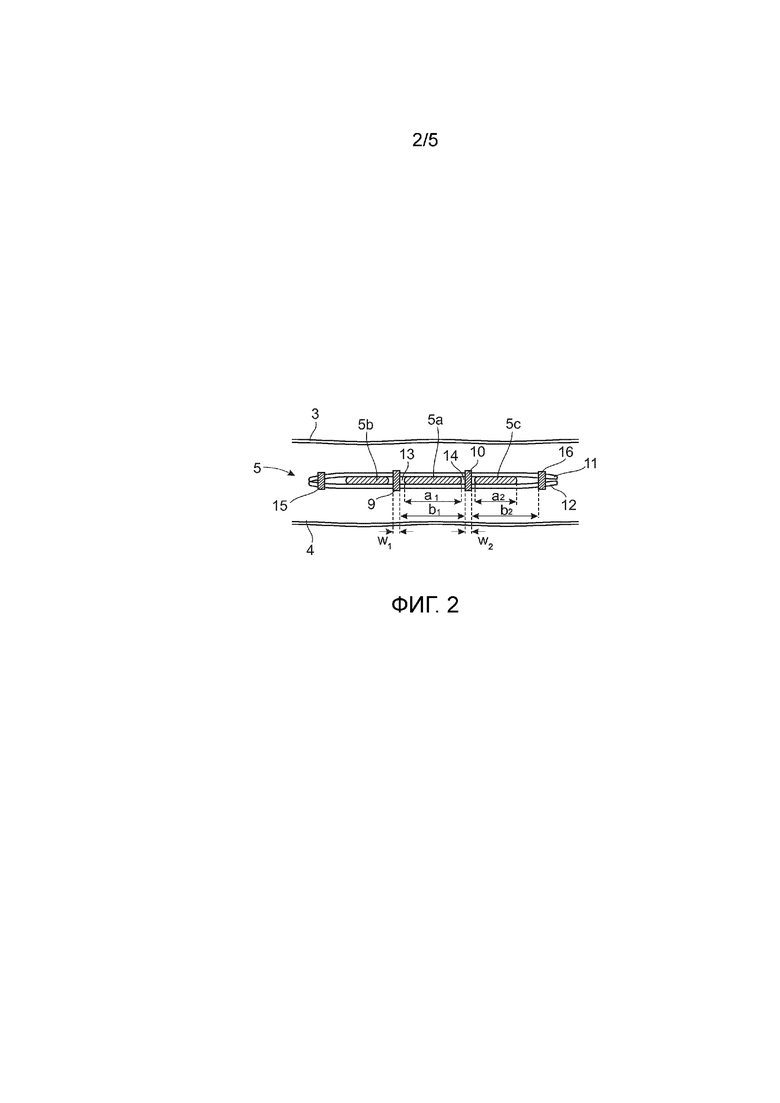
Кроме того, обращаясь к Фигурам 1 и 2, где Фиг.2 представляет собой вид поперечного сечения впитывающего изделия 1 вдоль поперечной оси x1, необходимо отметить, что впитывающая сердцевина 5 содержит впитывающий компонент 5a, 5b, 5c, который заключается между верхней стороной 11 покрытия сердцевины и нижней стороной 12 покрытия сердцевины и формируется с двумя простирающимися в продольном направлении и, в общем, прямолинейными уплотнениями каналов 9, 10 которые конфигурируются таким образом, что соединяют верхнюю 11 сторону покрытия сердцевины с нижней стороной 12 покрытия сердцевины, смотри, в частности, Фиг.2, где впитывающая сердцевина 5 заключается между указанной верхней стороной 11 покрытия сердцевины и указанной нижней стороной 12 покрытия сердцевины. Настоящее изобретение не ограничивается оберткой для сердцевины, содержащей два слоя покрытия сердцевины. Обертка для сердцевины может состоять из одного слоя единственного материала. Впитывающий компонент может быть размещен в один слой покрытия сердцевины, сложенный вдвое или размещен в непрерывный лист покрытия сердцевины, обеспечивая тем самым верхнюю и нижнюю стороны покрытия сердцевины для обертывания впитывающего компонента.
Верхняя сторона 11 покрытия сердцевины и нижняя сторона 12 покрытия сердцевины могут соединяться друг с другом с помощью различных технологий, например, с помощью термического и/или механического связывания, такого как термогерметизация, ультразвуковое связывание, и в сочетании с адгезивом или адгезивами, прошивкой или чем-либо подобным. Согласно Фигурам 1 и 2, верхнее покрытие 11 сердцевины и нижнее покрытие 12 сердцевины соединяются друг с другом с помощью ультразвуковой сварки.
Уплотнения каналов 9, 10 располагаются вдоль двух соответствующих каналов 13, 14, которые представляют собой секции впитывающей сердцевины 5, которые не заполнены впитывающим материалом. Этого можно достичь при изготовлении впитывающей сердцевины 5, включающем процесс формирования мата, в ходе которого впитывающий материал убирается из участков, которые соответствуют каналам 13, 14. Таким образом, впитывающий материал не будет присутствовать в каналах 13, 14, то есть там, где располагаются уплотнения каналов 9, 10.
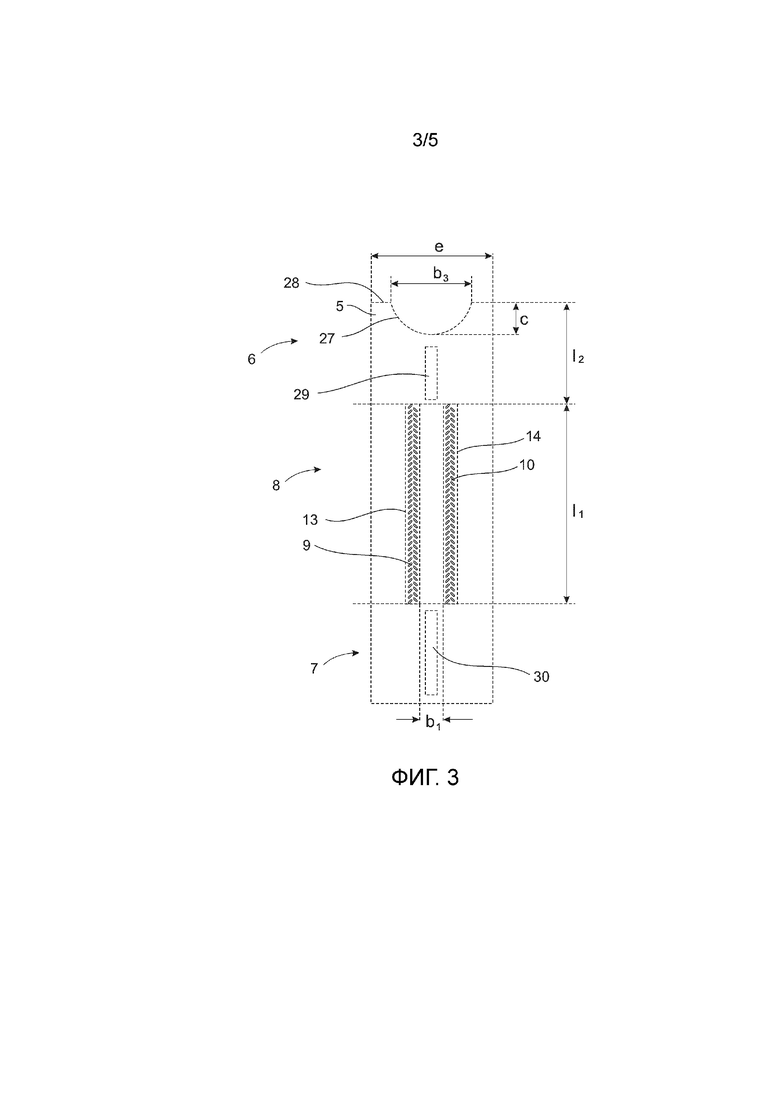
Кроме того, как показано на Фигурах 1-3, впитывающая сердцевина 5 содержит индикатор 29 влажности, который имеет продольную протяженность и который располагается, в общем, только в передней части 6. Сердцевина 5 может также содержать дополнительный индикатор 30 влажности, расположенный, в общем, только в задней части 7. Это означает, что сердцевина 5 содержит расположение индикатора влажности, включающее индикатор 29 влажности, расположенный только в передней части 6, или индикатор 30 влажности, расположенный только в задней части 7, или оба этих индикатора 29, 30 влажности, расположенных только в передней части 6 и задней части 7, соответственно.
В дальнейшем, описание упоминает индикатор влажности, как указано с помощью ссылочного номера 29 на чертежах. Однако описание относится таким же образом к индикатору влажности, как указано с помощью ссылочного номера 30 на чертежах.
Индикатор 29, 30 влажности может состоять из относительно тонкого слоя композиции адгезива, содержащего краситель, такой как индикатор pH или водорастворимый краситель, как известно специалистам в данной области. Один такой индикатор влажности представляет собой Kmelt W 2488 OL от Colquimica S.A. Индикатор влажности может быть чувствительным к изменению влажности и/или pH и изменяет внешний вид/цвет, когда он влажный. Таким образом, индикатор влажности 29, 30 может конфигурироваться для получения визуального сигнала, когда он вступает в контакт с мочой. Индикатор влажности может наноситься с помощью щелевого нанесения покрытия.
Индикатор 29 влажности может формировать полоску, которая является, в общем, прямолинейной и параллельной продольной оси y1 (смотри также Фиг.1). Кроме того, индикатор 29 влажности может простираться, в общем, симметрично в передней части 6 вдоль указанной продольной оси y1.
Индикатор 29 влажности может иметь длину l4, которая находится в интервале 5-35% от длины l впитывающей сердцевины 5.
Индикатор 29 влажности может располагаться таким образом, что он не простирается в промежностную часть 8. Индикатор 29 влажности может располагаться таким образом, что он не простирается между уплотнениями каналов 9, 10. Индикатор 29 влажности может располагаться вдоль центральной продольной оси y1.
Хотя индикатор 29 влажности не показан на Фиг.2 (поскольку это вид в поперечном сечении вдоль поперечной оси x1), можно отметить, что индикатор 29 влажности может располагаться между нижним листом 4 и покрытием 12 сердцевины.
Индикатор 29 влажности, как описано, формирует индикатор замены в том смысле, что он позволяет тому, кто осуществляет уход за пользователем изделия 1, проверять, не пора ли менять изделие 1. Это связано, прежде всего, с тем, что индикатор 29 влажности располагается только в передней части 6 или задней части 7, или как здесь, так и там, но за исключением промежностной части, то есть области между уплотнениями каналов 9,10. Это является преимуществом по сравнению с известными ранее индикаторами влажности, которые направлены скорее на детектирование реальной влажности, попадающей на изделие 1.
Как показано на Фиг.1, передняя часть 6 сердцевины 5 формируется с углублением 27. Это углубление 27 далее будет описываться подробнее в основном со ссылками на Фиг.3. Необходимо отметить, что это углубление 27 является необязательным, то есть изобретение не ограничивается изделием 1, имеющим такое углубление 27.
Как показано на Фигурах 1 и 2, впитывающая сердцевина 5 может разделяться на центральный сегмент 5a и два боковых сегмента 5b, 5c в промежностной части 8. Два рассмотренных выше канала 13, 14 и уплотнения каналов 9, 10 будут, как следствие, конфигурироваться таким образом, что они отделяют три сегмента 5a, 5b, 5c друг от друга вдоль промежностной области 8. Также, длина l1 каждого уплотнения каналов 9, 10 может соответствовать длине промежностной части 8 и может также быть чуть меньше, чем длина каждого канала 13, 14.
Впитывающая сердцевина 5 может быть, в общем, прямоугольной и содержать два, в общем, прямолинейных уплотнения каналов 9, 10, которые, в общем, параллельны указанной продольной оси y1 и определяют ширину w1 первой уплотнения каналов и ширину w2 второй уплотнения каналов. Настоящее изобретение не ограничивается прямоугольной сердцевиной 5 и, в общем, прямолинейными уплотнениями каналов 9, 10, то есть могут осуществляться другие геометрические конфигурации. Уплотнения каналов 9, 10 располагаются внутри первого канала 13 и второго канала 14, соответственно, и конфигурируются для присоединения верхней стороны 11 покрытия сердцевины к нижней стороне 12 покрытия сердцевины.
Кроме того, центральный сегмент 5a определяется в сердцевине 5 между уплотнениями каналов 9, 10. Также, два боковых сегмента 5b, 5c определяются в каждой сердцевине 5 снаружи от каждого из уплотнений каналов 9, 10. Точнее, первый боковой сегмент 5b расположен между первым уплотнением каналов 9 и первым боковым швом 15, в то время как второй боковой сегмент 5c расположен между вторым уплотнением каналов 10 и вторым боковым швом 16. Боковые швы 15, 16 конфигурируются для соединения верхнего покрытия 11 сердцевины с нижним покрытием 12 сердцевины, возможно, посредством ультразвуковой сварки или других пригодных для использования технологий, как описано выше со ссылками на уплотнения каналов 9, 10. Кроме того, боковые швы 15, 16 простираются вдоль каждой стороны впитывающей сердцевины 5, вдоль первого бокового края 17 и второго бокового края 18 впитывающей сердцевины 5.
Как рассмотрено, длина l1 промежностной части 8 может быть равна длине уплотнений каналов 9, 10, то есть уплотнения каналов 9, 10 могут простираться только вдоль промежностной части 8. Однако, боковые швы 15, 16 могут и не быть расположенными вдоль промежностной части 8, но также простираться вдоль передней части 6 и задней части 7. Это будет описано подробно ниже.
В итоге, впитывающая сердцевина 5, сформированная с помощью герметизирующей системы, которая состоит из двух уплотнений каналов 9, 10, а также, необязательно, из двух боковых швов 15, 16. Герметизирующая система может конфигурироваться таким образом, что, в промежностной части 8, впитывающая сердцевина 5 разделяется на центральный сегмент 5a и два боковых сегмента 5b, 5c. Точнее, и как показано на Фиг.2, центральный сегмент 5a имеет первую ширину a1 и каждый из боковых сегментов 5b, 5c имеет вторую ширину a2. Также, определяется третья ширина b1 между двумя уплотнениями каналов 9, 10. Кроме того, четвертая ширина b2 определяется между первым уплотнением каналов и первым боковым швом 15, а также между вторым уплотнением каналов 10 и вторым боковым швом 16.
Согласно Фигурам 1 и 2, впитывающий компонент 5a, 5b 5c может конфигурироваться таким образом, что общее количество впитывающего материала в центральном сегменте 5a, в общем, равно или больше, чем общее количество впитывающего материала в каждом из боковых сегментов 5b, 5c. Как будет описано более подробно ниже, впитывающий материал может содержать смесь волокнистого материала и сверхвпитывающего материала. Также, отношение первой ширины a1 и третьей ширины b1 больше, чем отношение второй ширины a2 и четвертой ширины b2. В практических терминах это означает, что доступное пространство для расширения впитывающего материала в центральном сегменте 5a в ходе использования впитывающего изделия 1 в его влажном состоянии меньше, чем соответствующее доступное пространство для каждого из боковых сегментов 5b, 5c. Это будет приводить к ситуации, в которой центральный сегмент 5a будет жестче (в своем влажном состоянии), чем боковые сегменты 5b, 5c. Это означает, что любая тенденция к провисанию в промежностной части 8 впитывающего изделия 1 будет уменьшаться, в конкретном его влажном состоянии.
Выражение “в общем, равно”, как используется выше для описания количества впитывающего материала в центральном сегменте 5a по сравнению с боковыми сегментами 5b, 5c, должно интерпретироваться таким образом, что количество впитывающего материала могло бы иметь разброс приблизительно ±5% в любой части промежностной части 8.
Впитывающее изделие 1 может конфигурироваться таким образом, что 33-41 мас.% от общего количества впитывающего материала в промежностной части 8 находится в центральном сегменте 5a, в то время как 25-33 мас.% впитывающего материала в общем в промежностной части 8 находится в каждом из боковых сегментов 5b, 5c. Таким образом, можно получить желаемую жесткость в центральном сегменте 5a.
В итоге, впитывающая сердцевина 5 содержит впитывающий компонент, который, в свою очередь, может содержать три рассмотренных выше сегмента 5a, 5b, 5c в промежностной части 8 впитывающего изделия 1. В промежностной части 8, впитывающий компонент 5a, 5b, 5c содержит впитывающий материал, который может иметь форму волокнистого материала и сверхвпитывающего материала. Волокнистый материал может иметь основную массу, которая находится в интервале 50-400 г/м2, и сверхвпитывающий материал может иметь основную массу, которая находится в интервале 100-900 г/м2. Однако разброс ±5% выбранной основной массы в промежностной части 8 является приемлемым для достижения цели создания достаточно жесткого центрального сегмента 5a и уменьшения тенденции изделия 1 к провисанию, как описано выше.
Для впитывающего изделия 1 можно использовать различные типы материалов. Верхний лист 3 располагается, чтобы он был обращен к пользователю впитывающего изделия 1 при носке. Верхний лист 3 может формироваться из проницаемого для текучих сред нетканого материала или пленки, которая сделана из термопластичных синтетических волокон. Верхний лист 3 может быть достаточно проницаемым для жидкости, чтобы сделать возможным проникновение высвобождаемых телесных жидкостей через толщину верхнего листа 3. Также, верхний лист 3 может изготавливаться соответствующим образом из материала, который является податливым и вызывающим ощущение мягкости на коже пользователя. Верхний лист 3 может состоять из одного слоя или иметь структуру ламината, содержащую множество слоев, например, два или более слоев. Слои могут изготавливаться из одинакового материала, или некоторые или все слои могут изготавливаться из различных материалов.
Слой верхнего листа 3 или, для случая структуры ламината, один, некоторые или все слои верхнего листа могут изготавливаться из одного материала или иметь множество частей, изготовленных из различных материалов, например, в различных частях обращенной к пользователю поверхности верхнего листа.
Слой верхнего листа 3 или, в случае структуры ламината, один, некоторые или все слои верхнего листа могут представлять собой нетканый материал, перфорированную пластиковую пленку, пластиковую или текстильную сетку или слой проницаемой для жидкости пены.
Слой верхнего листа 3 или, в случае структуры ламината, один, некоторые или все слои верхнего листа могут представлять собой, например, гидрофильную, неапертурированную нетканую сетку из волокон, таких как природные волокна, например, хлопковые или целлюлозные волокна, синтетические волокна, например, полиэстровые или полипропиленовые волокна, или сочетание этих волокон.
Верхний лист может иметь основную массу в диапазоне 8-40 г/м2. Однако настоящее изобретение не ограничивается верхними листами, имеющими только такую основную массу.
Кроме того, нижний лист 4 может состоять из непроницаемого для жидкости и дышащего слоя, такого как полимерная пленка, например, пленка из полиэтилена или полипропилена. Согласно различным вариантам осуществления, материалы, которые можно использовать для нижнего листа 4, включают тонкие и гибкие непроницаемые для текучих сред пластиковые пленки, или непроницаемые для текучих сред нетканые материалы, непроницаемые для текучих сред пены и непроницаемые для текучих сред ламинаты.
Нижний лист 4 может формироваться из одного слоя, но он может, альтернативно, формироваться с помощью многослойной структуры, то есть ламината, где, по меньшей мере, один слой является непроницаемым для текучих сред. Кроме того, нижний лист 4 может быть эластичным в любом направлении.
Кроме того, нижний лист 4 может иметь структуру ламината, содержащую барьерный лист для жидкости и нетканый слой, расположенные один поверх другого (на чертежах подробно не показано), где нетканый слой располагается на наружной стороне, дальней от пользователя впитывающего изделия 1, при носке.
Нетканый слой может изготавливаться из волокон или нитей термопластичного полимерного материала. Нетканый слой может формироваться посредством разнообразных способов, таких как способы спанбонд, айрлайд, мелтблаун или формирования связанного трикотажного полотна. Нетканый слой может изготавливаться из нетканого материала из полипропилена SMS (спанбонд/мелтблаун/спанбонд) или SS (спанбонд/спанбонд) или из двухкомпонентных волокон из полипропилена и полиэтилена, или из сочетания таких материалов. Нетканый слой может иметь основную массу в диапазоне 5-40 г/м2.
Барьерный лист для жидкости может изготавливаться из материала пластика, например, из материала термопластичной пленки и/или нетканого материала. Например, барьерный лист для жидкости может формироваться как слой пластика, например, слой термопластика или пластиковая пленка, например, термопластичная пленка. Формирование барьерного листа для жидкости из материала пластика, такого как материал термопластичной пленки, дает возможность для особенно хорошей печатаемости барьерного листа для жидкости. Барьерный лист для жидкости может также содержать бумажные волокна.
Барьерный лист для жидкости может представлять собой непроницаемый для жидкости, дышащий или не дышащий слой. Барьерный лист для жидкости может состоять из одного слоя или иметь структуру ламината со множеством слоев, например, двух или более слоев, трех или более слоев, или четырех или более слоев. Слои барьерного листа для жидкости могут ламинироваться, связываться или соединяться друг с другом, например, посредством термического и/или механического связывания, такого как термогерметизация, ультразвуковое связывание, такое как ультразвуковая сварка, адгезива или адгезивов, сшивания или что-либо подобного.
Барьерный лист для жидкости может представлять собой дышащую микропористую пленку. Микропористая пленка может изготавливаться из материала, содержащего, по меньшей мере, два основных компонента, а именно, термопластичный эластомерный полиолефиновый полимер и наполнитель. Эти компоненты и, в некоторых вариантах осуществления, дополнительные компоненты могут смешиваться вместе, нагреваться и впоследствии экструдироваться в виде однослойной или многослойной пленки с использованием любого из многочисленных способов получения пленки, таких как способы с наливом на профилированную подложку, охлаждения и налива на плоскую подложку и раздува пленки.
Относительно выбора материалов для различных слоев впитывающего изделия, материалы могут выбираться для способа связывания для формирования уплотнений каналов и боковых швов. Например, если для соединения верхнего и нижнего слоев покрытия сердцевины выбирается ультразвуковая сварка, выбранные материалы для покрытия сердцевины могут адаптироваться для формирования надежной связи в ходе ультразвуковой сварки.
Кроме того, впитывающая сердцевина 5 предусматривается между верхним листом 3 и нижним листом 4 для впитывания жидкости, такой как моча или другие телесные текучие среды, которые проходят сквозь верхний лист 3. Впитывающая сердцевина 5 может изготавливаться только из одного слоя, изготовленного из любого пригодного для использования впитывающего или поглощающего жидкость материала, например, из одного или нескольких слоев распушенных целлюлозных волокон, пены, охлопьев волокон или что-либо подобного.
Впитывающая сердцевина 5 может содержать соответствующие количества сверхвпитывающих частиц. Такой сверхвпитывающий материал хорошо известен в области впитывающих изделий, и состоит из набухающего в воде и водонерастворимого материала, который может впитывать большие количества текучей среды с образованием гидрогеля. Впитывающая сердцевина 5 может содержать сверхвпитывающий материал в форме волокон или частиц впитывающего полимерного материала. Например, сверхвпитывающий материал может представлять собой поперечно сшитые на поверхности частично нейтрализованные полиакрилаты.
Кроме того, покрытие сердцевины 11, 12, как рассмотрено выше, может изготавливаться из нетканого материала, с основной массой 5-20 г/м2. Нетканый материал может состоять из волокон или нитей термопластичного полимера. Нетканый материал может формироваться с помощью различных способов, таких как способы спанбонд, айрлайд, мелтблаун или формирование связанного трикотажного полотна. Покрытие сердцевины может представлять собой нетканый материал SMS (спанбонд/мелтблаун/спанбонд) или SS (спанбонд/спанбонд) и может состоять из полипропилена или из двухкомпонентных волокон полипропилена и полиэтилена, или из их сочетания.
Сверхвпитывающий материал, например, волокна или сверхвпитывающие частицы, могут смешиваться с другим впитывающим или поглощающим жидкость материалом или материалами, такими как распушенные волокна целлюлозы, и/или размещаться в карманах или слоях во впитывающей сердцевине 5. Отношение сверхвпитывающего материала и волокон во впитывающей сердцевине 5 может составлять 0-50 мас.% волокон целлюлозы и 50-100 мас.% сверхвпитывающего материала.
Впитывающая сердцевина 5 может дополнительно содержать компоненты для улучшения свойств впитывающей сердцевины 5. Например, впитывающая сердцевина 5 может содержать связующее или связующие, такие как связующие волокна.
Кроме того, как известно специалистам в данной области, разные слои впитывающего изделия 1 могут связываться посредством адгезивного материала. Такой адгезив не показан на чертежах.
Во впитывающем изделии 1 может предусматриваться один или несколько дополнительных слоев. Например, между впитывающей сердцевиной 4 и верхним листом 3 может располагаться приемный слой. Такой дополнительный слой может, например, иметь форму слоя из материала, выполненного укладкой в воздушном потоке, слоя из материала фильерного производства (спанлейс), хай-лофт, пены или любого другого типа слоя материала, который можно использовать во впитывающем изделии для действия в качестве слоя для приема и впитывания жидкости. Приемный слой адаптируется для быстрого приема и временного хранения высвобождаемой жидкости до ее впитывания впитывающей сердцевиной. Такой приемный слой может состоять, например, из нетканого материала укладкой в воздушном потоке (айрлайд), нетканого материала спанлейс, нетканого материала хай-лофт или пены. Нетканый материал айрлайд можно получить с помощью распушенных древесных волокон, и при этом распушенные волокна диспергируются в быстро движущемся потоке воздуха и конденсируются на подвижном сите посредством давления и вакуума.
Согласно одному из вариантов осуществления, отношение первой ширины a1 центрального сегмента 5a и третьей ширины b1, то есть, расстояния между уплотнениями каналов 9, 10 (например, a1/b1) находится в интервале 0,75-0,91, например, 0,80-0,86. Кроме того, отношение второй ширины a2 каждого бокового сегмента 5b, 5c и четвертой ширины b2, то есть расстояние между каждым из уплотнений каналов 9, 10 и соответствующим ему соседним боковым швом 11, 12 (то есть a2/b2) находится в интервале 0,57-0,71, например, 0,62-0,66. Таким образом, можно получить необходимую жесткость центрального фрагмента 5a.
В общем, изделие 1 располагается так, что отношение первой ширины a1 и третьей ширины b1 больше, чем отношение второй ширины a2 и четвертой ширины b2, то есть
(a1/b1) > (a2/b2)
Кроме того, первая, вторая, третья и четвертая ширина a1, a2, b1, b2, соответственно, могут конфигурироваться таким образом, что:
b1 < b2 * 2 и a1 < a2 * 2
В дополнение к расположению первой, второй, третьей и четвертой ширины a1, a2, b1, b2, как описано выше, впитывающее изделие 1 может располагаться для обеспечения желаемой жесткости центрального фрагмента 5a и впитывающего изделия 1 в общем с помощью рассмотренного выше расположения впитывающего материала во впитывающей сердцевине 5. Это означает, что центральный сегмент 5a конфигурируется для получения жесткости во влажном состоянии, которая больше, чем у каждого из боковых сегментов 5b, 5c. Это также означает, что впитывающий компонент, то есть сегмент, состоящий из центрального сегмента 5a и боковых сегментов 5b, 5c, может конфигурироваться с возможностью для расширения при увлажнении и для демонстрации первого объема в сухом состоянии и второго объема в полностью расширенном влажном состоянии, когда второй объем больше первого объема.
Обращаясь опять на Фиг.1, можно отметить, что каждое уплотнение каналов 9, 10 может иметь длину l1, которая соответствует продольному удлинению промежностной части 8 или чуть меньше. Каждое из уплотнений каналов 9, 10 может иметь длину l1, которая находится в пределах 5-50%, например, 10-50%, например, 28-38%, от общей длины l впитывающего изделия 1. Кроме того, каждое уплотнение каналов 9, 10 может иметь длину l1, которая находится в пределах 10-60%, например, 20-60%, например, 30-50%, от длины впитывающей сердцевины 5.
Еще один параметр представляет собой положение уплотнений каналов 9,10 вдоль впитывающего изделия 1 в его продольном направлении. Такое положение может определяться посредством выбора соответствующего значения для расстояния l2 между передним краем 19 изделия 1 и передним краем 20 каждого уплотнения каналов. Разумеется, это означает, что уменьшение указанного расстояния l2 означает, что расстояние l3 между задним краем 21 изделия 1 и задним краем 22 уплотнений каналов
Положение уплотнений каналов 9,10 вдоль продольного направления впитывающего изделия 1 может выбираться таким образом, что расстояние l2 между передним краем 17 изделия 1 и передним краем 18 каждого уплотнения каналов 9, 10 находится в пределах 15-40%, например, 22-25%, от общей длины l изделия 1.
Как рассмотрено выше, впитывающая сердцевина 5 заключается между верхней стороной 11 покрытия сердцевины и нижней стороной 12 покрытия сердцевины. Впитывающая сердцевина 5 может изготавливаться как один слой, который обертывается в нетканый материал и располагается между верхним листом 3 и нижним листом 4 в ходе изготовления впитывающего изделия 1.
Кроме того, впитывающая сердцевина 5 может содержать, по меньшей мере, один дополнительный материал, такой как композиция для ухода за кожей. Это может быть преимуществом, когда боковые сегменты 5b, 5c содержат, по меньшей мере, один дополнительный материал в форме композиции для ухода за кожей. Это связано с тем, что боковые сегменты 5b, 5c обычно ближе всего к телу пользователя впитывающего изделия 1. Добавка может располагаться на частях верхнего листа, покрывающих боковые сегменты 5b, 5c.
Согласно тому, что известно специалистам в данной области, впитывающее изделие 1 может дополнительно снабжаться дополнительными компонентами, такими как крепежные язычки, эластичные элементы и другие компоненты, которые обычно используются во впитывающих изделиях таких, например, как детские подгузники или белье для страдающих недержанием. Такие дополнительные компоненты в настоящем документе подробно не описываются.
Обращаясь к Фиг.1, здесь, впитывающая сердцевина 5 снабжена герметизирующей системой 9, 10, 15, 16, например, содержащей рассмотренные выше уплотнения каналов 9, 10 и боковые швы 15, 16. Как показано на Фиг.3, боковые швы 15, 16 простираются вдоль боковых краев 17, 18 сердцевины.
Боковые швы 15,16 могут определять ширину первого бокового шва и ширину w4 второго бокового шва, соответственно, вдоль промежностной части 8 впитывающего изделия 1.
Как показано на Фиг.1, уплотнения каналов 9, 10 могут быть, в общем, быть прямолинейными и, в общем, параллельными продольной оси x1. Также, боковые швы 15, 16 могут быть, в общем, прямолинейными и, в общем, параллельными продольной оси x1.
Обращаясь теперь к Фиг.3, здесь, рассмотренное выше углубление 27 будет теперь описываться более подробно. Необходимо отметить, что углубление 27 является необязательным, то есть изобретение не ограничивается впитывающим компонентом 5a, 5b, 5c, содержащим такое углубление 27.
Как показано на Фиг.3, углубление 27 может определять глубину c, которая согласно показанному варианту осуществления, может простираться от переднего края 28 сердцевины 5 и на заданное расстояние в переднюю часть 6. Кроме того, может определяться расстояние l2 между передним краем 28 сердцевины 5 и передним краем 20 каждого уплотнения каналов 9, 10. Отношение указанной глубины и указанного расстояния l2 может находиться в интервале 0,05-0,8, например, 0,15-0,4.
Углубление 27 может формироваться во впитывающем компоненте 5a, 5b, 5c (смотри также Фиг.1). Кроме того, углубление 27 может формироваться в покрытии 11, 12 сердцевины и во впитывающем компоненте 5a, 5b, 5c.
Кроме того, обращаясь к Фиг.3, здесь, расстояние b1 между уплотнениями каналов 9, 10 в поперечном направлении изделия 1 может быть меньше, чем максимальная ширина b3 указанного углубления 27. Ширина b3 может находиться в интервале 30-70 мм, например, 40-60 мм. Такое расположение может быть преимущественным благодаря тому факту, что промежностная часть 8 изделия 1 может получить относительно высокую жесткость, когда изделие 1 находится в своем влажном состоянии, даже при относительно низких уровнях высвобождаемой текучей среды. Это может быть преимущественным для впитывающих изделий, используемых новорожденными или детьми младшего возраста, где имеется меньшее количество текучей среды, высвобождаемой в изделие, по сравнению с детьми старшего возраста или взрослыми.
Расстояние l2 между передним краем 28 сердцевины 5 и передним краем 20 каждого из уплотнений каналов 9, 10 может находиться в интервале 50-180 мм, например, 75-110 мм. Также, глубина углубления 27 может находиться в интервале 10-40 мм, например, 15-30 мм. Такие измерения вносят вклад в рассмотренные выше преимущества, обеспечиваемые с помощью настоящего изобретения.
Кроме того, углубление 27 может иметь, в общем, форму полукруга, как показано на Фиг.4. Углубление 27 может иметь U-образную форму, V-образную форму или форму прямоугольника, простирающегося в переднюю часть.
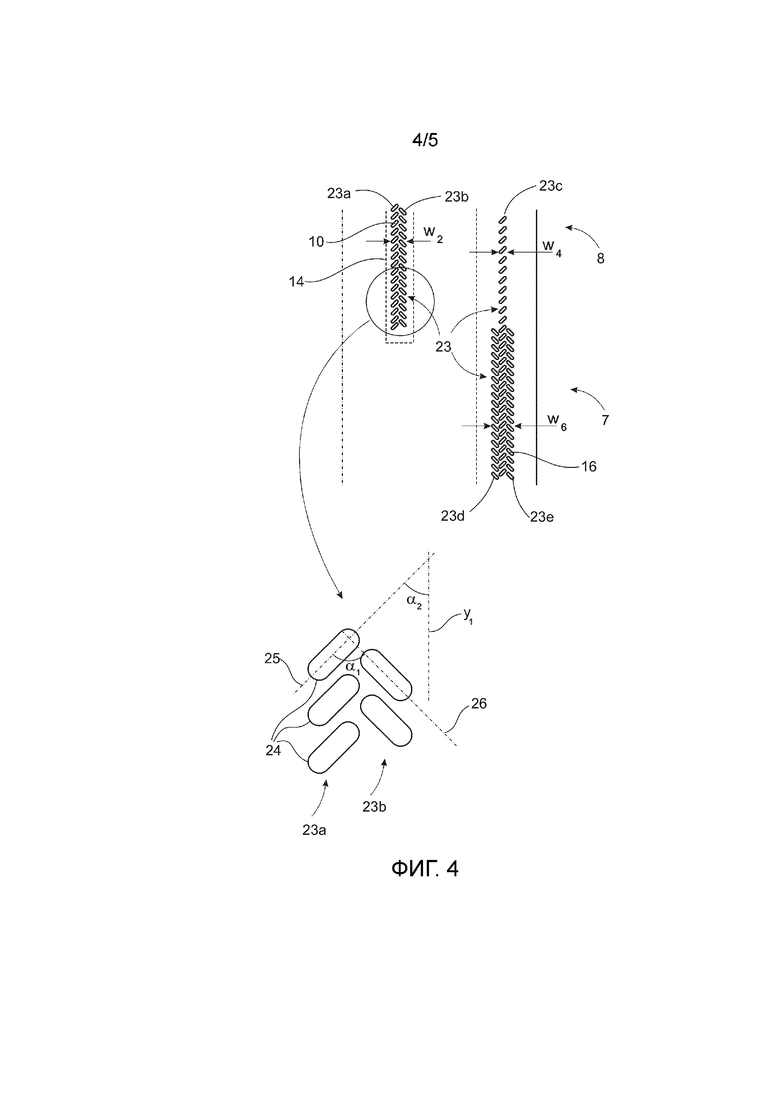
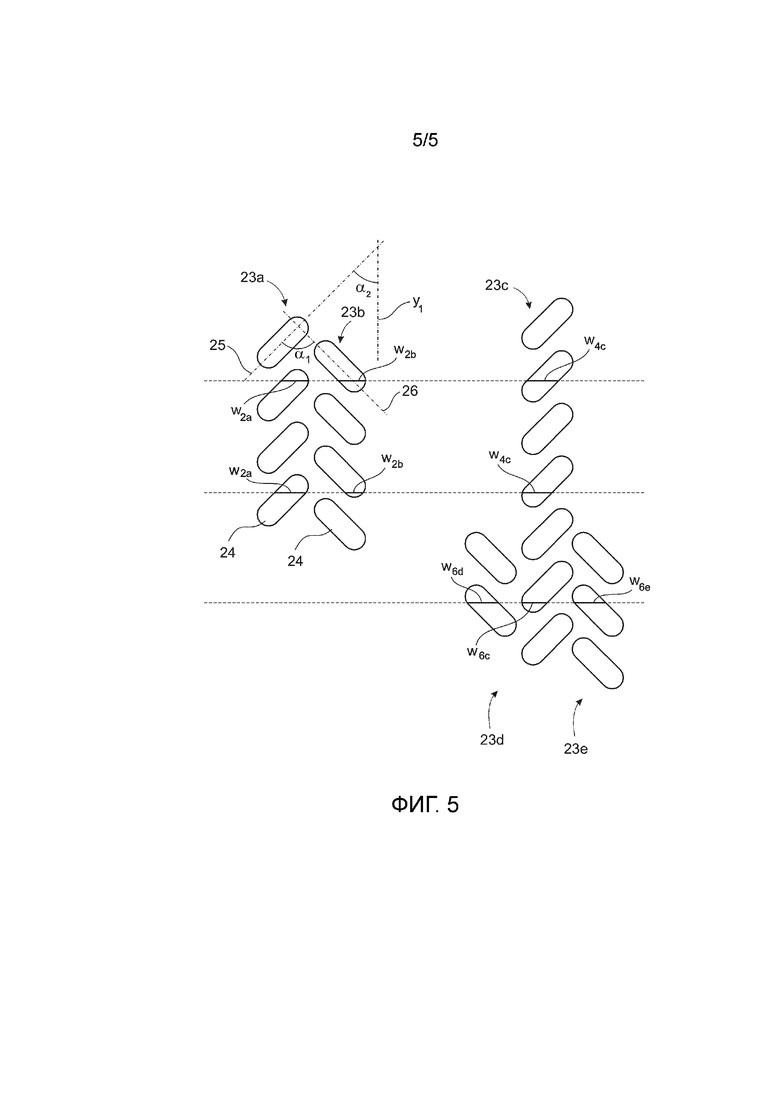
Обращаясь к Фиг.1 и 4, здесь, герметизирующая система 9, 10, 15, 16 может состоять из структуры 23 сварки, полученной с помощью ультразвуковой сварки. Структура 23 сварки может содержать точки 24 сварки, которые располагаются в форме первого ряда 23a, в котором точки 24 сварки располагаются вдоль первой оси 25. Также, дополнительное количество точек 24 сварки располагается в форме второго ряда 23b, в котором точки 24 сварки простираются вдоль второй оси 26. Кроме того, первая ось 25 и вторая ось 26 простираются таким образом, что они определяют первый угол α1 относительно друг друга. Этим способом может обеспечить то, что впитывающая сердцевина 5 может быть изготовлена при высоком уровне прочности материала, как в его продольном, так и в поперечном направлении.
Точки 24 сварки могут иметь, в общем, прямоугольную или продолговатую форму. Также, рассмотренный выше первый угол α1 может находиться в интервале 45-130°. Как показано на Фиг.4, первый угол α1 может иметь величину 90°.
Также, как показано на Фиг.5, первая ось 25 может определять угол α2 относительно указанной продольной оси y1, который находится в интервале 30-60°.
Фиг.1 и 4 показывают один ряд 23c точек сварки в каждом из боковых швов 15, 16 вдоль промежностной части 8 и три ряда 23c, 23d, 23e точек сварки в каждом из боковых швов 15, 16 вдоль передней части 6 и задней части 7, соответственно. Также, каждый их боковых швов 15, 16 может определять ширину третьего бокового шва и ширину w6 четвертого бокового шва вдоль передней части 6 и задней части 7, соответственно.
Как показано на Фигурах 4 и 5, ширина w2 первого ряда 23a и второго ряда 23b может определяться как “эффективная” ширина в том смысле, что она равна сумме эффективной ширины w2a точки 24 сварки в первом ряду 23a и эффективной ширины w2b точки 24 сварки во втором ряду 23b. Каждая “эффективная ширина” может определяться как длина точки 24 сварки в поперечном направлении изделия 1, как показано на Фиг.5. Подобным же образом, эффективная ширина w4c и w6c, соответственно, третьего ряда 23c точки 24 сварки также показана на Фиг.5. Эффективная ширина третьего ряда 23c в промежностной части 8 представляет собой длину w4c точки 24 сварки в указанном поперечном направлении, как показано на Фиг.6. Также, эффективная ширина бокового шва 16 снаружи от промежностной части 8 (как также показано на Фиг.1), то есть объединенная эффективная ширина трех рядов 23c, 23d, 23e, формирующих боковой шов 16, представляет собой сумму длин w6d, w6c, w6e в указанном поперечном направлении, как показано на Фиг.5.
Сумма эффективных ширин w1, w2 уплотнений каналов и ширин w3, w4, w5, w6 первого и второго боковых швов в поперечном направлении изделия 1 может быть, в общем, постоянной вдоль продольной длины сердцевины 5. Это является особенно преимущественным в способе изготовления, включающем ультразвуковую сварку уплотнений каналов 9, 10 и боковых швов 15, 16, поскольку способ изготовления может быть устроен таким образом, что требуется, в общем, постоянная энергия, когда осуществляется ультразвуковая сварка уплотнений каналов 9, 10 и боковых швов 15, 16 вдоль продольного направления сердцевины 5.
Теперь будет описываться способ изготовления впитывающего изделия 1. Сначала, формируется впитывающая сердцевина 5 с помощью впитывающего компонента 5a, 5b, 5c и размещения указанного впитывающего компонент 5a, 5b, 5c между верхней стороной 11 покрытия сердцевины и нижней стороной 12 покрытия сердцевины. Затем, герметизирующая система, то есть уплотнения каналов 9, 10 и необязательно боковые швы 15, 16, формируются таким образом, что они соединяют верхнюю сторону 11 покрытия сердцевины и нижнюю сторону 12 покрытия сердцевины. Как описано выше, герметизирующая система 9, 10, 15, 16 может формироваться посредством ультразвуковой сварки.
Как следствие, впитывающая сердцевина 5 формируется с помощью впитывающего компонента 5a, 5b, 5c, окруженного покрытием сердцевины 11, 12 и герметизирующей системой 9, 10, 15, 16, содержащей два уплотнения каналов 9, 10 и, необязательно, также боковые швы 15, 16. Верхняя сторона 11 покрытия сердцевины и нижняя сторона 12 покрытия сердцевины соединяются с определением указанной герметизирующей системы 9, 10, 15, 16.
Кроме того, способ формирования впитывающей сердцевины 5 включает стадию, на которой создается индикатор 29 влажности на указанной впитывающей сердцевины 5, указанный индикатор влажности 29 имеет продольную протяженность. Также, индикатор 29 влажности (и, необязательно, индикатор 30 влажности) располагается, в общем, только в передней части 6 или только в задней части 7, или только в передней части 6 и в задней части 7, соответственно, как описано выше со ссылкой на чертежи.
Впитывающая сердцевина 5 и герметизирующая система 9, 10, 14, 15 может формироваться таким образом, что формируется центральный сегмент 5a между уплотнениями каналов 9, 10, и формируются два боковых сегмента 5b, 5c снаружи от каждого уплотнения каналов 9, 10. Точнее, центральный сегмент 5a имеет первую ширину a1 и каждый из боковых сегментов 5b, 5c имеет вторую ширину a2. Также, формируется сердцевина 5 с третьей шириной b1 между уплотнениями каналов 9, 10 и с четвертой шириной b2 между уплотнениями каналов 9, 10 и боковыми швами 15, 16.
Изделие 1 (смотри Фиг.1) формируется посредством размещения впитывающей сердцевины 5 между проницаемым для жидкости верхним листом 3 и непроницаемым для жидкости нижним листом 4. Изделие 1 определяет продольную ось y1 и поперечную ось x1, как описано выше. Также, изделие 1 определяет переднюю часть 6, заднюю часть 7 и промежностную часть 8. Кроме того, уплотнения каналов 9, 10 располагаются в промежностной части 8, то есть длина l1 каждого уплотнения каналов 9, 10 может соответствовать протяженности промежностной части 8.
Впитывающий компонент 5 может формироваться таким образом, что общее количество впитывающего материала центрального фрагмента 5a, в общем, равно или больше, чем общее количество впитывающего материала в каждом из боковых сегментов 5b, 5c. Кроме того, способ изготовления может конфигурироваться таким образом, что впитывающая сердцевина 5 формируется таким образом, что отношение первой ширины a1 и третьей ширины b1 больше, чем отношение второй ширины a2 и четвертой ширины b2. Это соответствует описанию выше со ссылками на Фигуры 1 и 2.
Настоящее изобретение может изменяться в рамках прилагаемой формулы изобретения. Например, материалы и размеры, используемые для различных слоев, формирующих впитывающее изделие 1, могут изменяться, как показано выше. Впитывающее изделие может дополнительно включать эластичные элементы для ног, стоячие складки, промежностные и поясные эластичные элементы, боковые панели, системы крепления, и тому подобное, как известно специалистам в данной области, и в зависимости от предполагаемого типа впитывающего изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УМЕНЬШЕННЫМ ПРОВИСАНИЕМ | 2017 |
|
RU2743030C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ НОВОРОЖДЕННЫХ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2735710C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2744851C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2748513C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УМЕНЬШЕННЫМ ПРОВИСАНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2740891C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С СИСТЕМОЙ СВАРНЫХ СОЕДИНЕНИЙ, СОДЕРЖАЩЕЙ СВАРНЫЕ ТОЧКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2018 |
|
RU2743324C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636568C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2598564C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2623970C2 |
Настоящее изобретение относится к впитывающему изделию (1), содержащему впитывающую сердцевину (5), размещенную между верхним листом (3) и нижним листом (4), указанное изделие (1) располагается вдоль продольной оси (y1) и поперечной оси (x1), простирающейся в направлении перпендикулярном продольной оси (y1), и указанное изделие (1) определяет переднюю часть (6), заднюю часть (7) и промежностную часть (8). Впитывающая сердцевина (5) содержит впитывающий компонент (5a, 5b, 5c), окруженный покрытием (11, 12) сердцевины, содержащим верхнюю сторону (11) и нижнюю сторону (12), и сердцевина (5) формируется с герметизирующей системой (9, 10) в ходе соединения указанных верхних и нижних сторон (11, 12), содержащей два уплотнения каналов (9, 10), простирающихся вдоль указанной продольной оси (y1), в указанной промежностной части (8) и определяющих ширину первого уплотнения каналов (w1) и ширину второго уплотнения каналов (w2), соответственно. При этом изделие содержит один индикатор (29) влажности, имеющий продольное удлинение и расположенный, в общем, только в указанной передней части (6), только в указанной задней части (7) или как в передней части (6), так и в задней части (7), причем индикатор (29) влажности расположен таким образом, что он не проходит между указанными уплотнениями (9, 10) каналов, и показывает, когда пора менять изделие на новое. 31 з.п. ф-лы, 5 ил.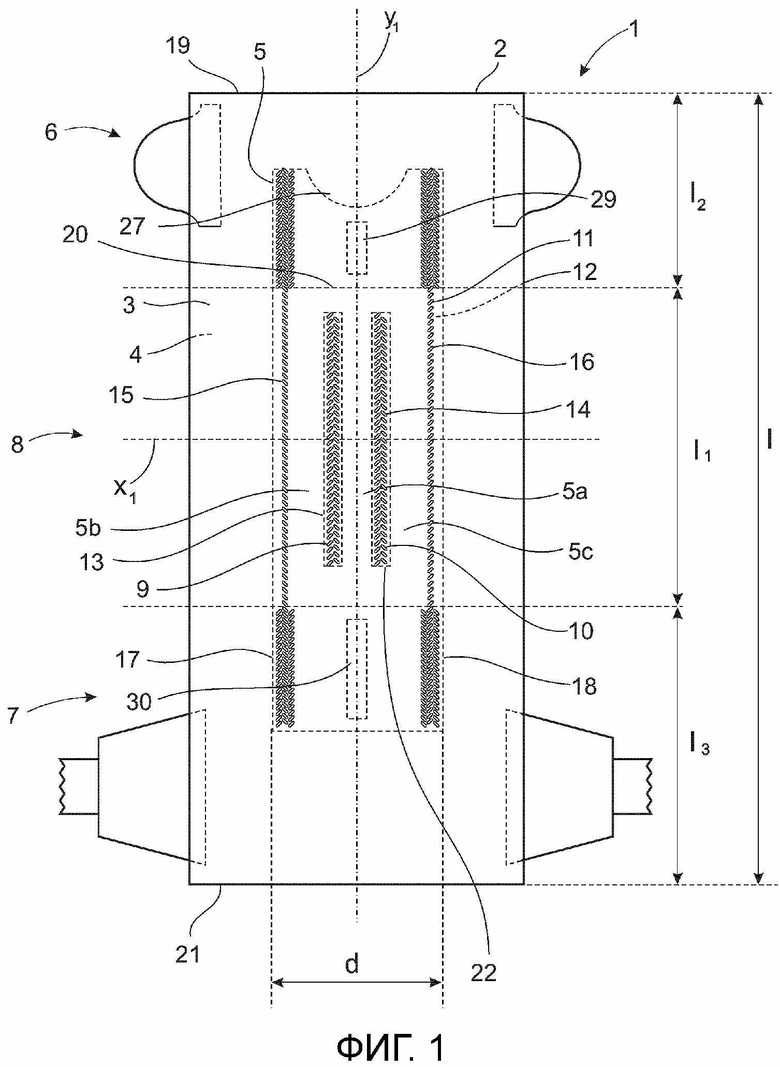
1. Впитывающее изделие (1), содержащее впитывающую сердцевину (5), размещенную между верхним листом (3) и нижним листом (4), причем указанное изделие (1) расположено вдоль продольной оси (y1) и поперечной оси (x1), проходящей в направлении, перпендикулярном относительно продольной оси (y1), и указанное изделие (1) образует переднюю часть (6), заднюю часть (7) и промежностную часть (8), где указанная впитывающая сердцевина (5) содержит впитывающий компонент (5a, 5b, 5c), окруженный покрытием (11, 12) сердцевины, содержащим верхнюю сторону (11) и нижнюю сторону (12), и сердцевина (5) образована с помощью уплотнительной системы (9, 10) для соединения указанных верхней и нижней сторон (11, 12), содержащих два уплотнения каналов (9, 10), проходящих вдоль указанной продольной оси (y1) в указанной промежностной части (8) и определяющих ширину (w1) первого уплотнения каналов и ширину (w2) второго уплотнения каналов, соответственно, отличающееся тем, что впитывающее изделие (1) дополнительно содержит, по меньшей мере, один индикатор (29) влажности, имеющий продольное удлинение и расположенный, в общем, только в указанной передней части (6), только в указанной задней части (7) или как в передней части (6), так и в задней части (7), причем индикатор (29) влажности расположен таким образом, что он не проходит между указанными уплотнениями (9, 10) каналов.
2. Впитывающее изделие (1) по п.1, где индикатор (29) влажности формирует полоску, которая является, в общем, прямой и параллельной продольной оси (y1).
3. Впитывающее изделие (1) по п.1 или 2, где индикатор (29) влажности проходит, в общем, симметрично вдоль указанной продольной оси (y1).
4. Впитывающее изделие (1) по любому из предыдущих пунктов, где индикатор (29) влажности выполнен с возможностью обеспечения визуального сигнала, когда он вступает в контакт с мочой.
5. Впитывающее изделие (1) по любому из предыдущих пунктов, где индикатор (29) влажности состоит из чувствительной к влажности композиции адгезива.
6. Впитывающее изделие (1) по п.1, где индикатор (29) влажности имеет длину (l4), которая находится в интервале 5-35% от длины (l) впитывающей сердцевины (5).
7. Впитывающее изделие (1) по любому из предыдущих пунктов, где указанный индикатор (29) влажности расположен таким образом, что он не проходит в указанной промежностной части (8).
8. Впитывающее изделие (1) по любому из предыдущих пунктов, где указанный индикатор влажности (29) расположен между указанным нижним листом (4) и указанным покрытием сердцевины (12).
9. Впитывающее изделие (1) по любому из предыдущих пунктов, где уплотнения (9, 10) каналов образованы с помощью узора (23) термической и/или механической сварки.
10. Впитывающее изделие (1) по п.9, где узор (23) сварки содержит множество точек (24) сварки, расположенных в форме первого ряда (23a), в котором точки (24) сварки проходят вдоль первой оси (25), и второго ряда (23b), в котором точки (24) сварки проходят вдоль второй оси (26), причем указанные первая ось (25) и вторая ось (26) определяют первый угол (α1) относительно друг друга.
11. Впитывающее изделие (1) по п.10, где указанный первый угол (α1) составляет 45-130°.
12. Впитывающее изделие (1) по п.10 или 11, где указанные точки (24) сварки являются, в общем, прямоугольными или продолговатыми.
13. Впитывающее изделие (1) по любому из пп.10-12, где указанная первая ось (25) определяет второй угол (α2) относительно указанной продольной оси (y1), который находится в интервале 30-60°.
14. Впитывающее изделие (1) по любому из предыдущих пунктов, дополнительно содержащее два боковых шва (15, 16) вдоль сторон указанной сердцевины (5).
15. Впитывающее изделие (1) по п.14, где центральный сегмент (5a), имеющий первую ширину (a1), образован во впитывающем компоненте (5a, 5b, 5c) между уплотнениями каналов (9, 10), и два боковых сегмента (5b, 5c), каждый из которых имеет вторую ширину (a2), образованы во впитывающем компоненте (5a, 5b, 5c) снаружи от каждого уплотнения (9, 10) каналов.
16. Впитывающее изделие (1) по п.15, где впитывающий компонент (5a, 5b, 5c) образован таким образом, что общее количество впитывающего материала в центральном сегменте (5a), в общем, равно или больше, чем общее количество впитывающего материала в каждом из боковых сегментов (5b, 5c).
17. Впитывающее изделие (1) по п.15 или 16, где третья ширина (b1) образована между уплотнениями (9, 10) каналов и четвертая ширина (b2) образована между уплотнениями (9, 10) каналов и боковым швом (15, 16), и это отношение первой ширины (a1) и третьей ширины (b1) больше, чем отношение второй ширины (a2) и четвертой ширины (b2).
18. Впитывающее изделие (1) по любому из пп.15-17, где впитывающее изделие (1) выполнено так, что 33-41 мас.% от общего количества впитывающего материала в промежностной области (8) расположено в центральном сегменте (5a) и 25-33 мас.% от впитывающего материала, в общем, в промежностной области (8) расположено в каждом из боковых сегментов (5b, 5c).
19. Впитывающее изделие (1) по любому из пп.15-18, где указанный впитывающий материал в указанной промежностной части (8) содержит волокнистый материал и сверхвпитывающий материал, причем указанный волокнистый материал имеет основную массу, которая находится в интервале 50-400 г/м2, и указанный сверхвпитывающий материал имеет основную массу, которая находится в интервале 100-900 г/м2.
20. Впитывающее изделие (1) по любому из пп.15-19, где отношение первой ширины (a1) и третьей ширины (b1) находится в интервале 0,75-0.91 и отношение второй ширины (a2) и четвертой ширины (b2) находится в интервале 0,57-0,71.
21. Впитывающее изделие (1) по любому из пп.17-20, где указанная первая, вторая, третья и четвертая ширина (a1, a2, b1, b2) выполнены так, что b1<b2 * 2 и a1<a2 * 2.
22. Впитывающее изделие (1) по любому из предыдущих пунктов, где указанный впитывающий компонент (5a, 5b, 5c) содержит впитывающий материал с основной массой, которая находится в интервале 400-700 г/м2, и он имеет максимальное отклонение ±5% указанной основной массы.
23. Впитывающее изделие (1) по любому из предыдущих пунктов, где указанные уплотнения (9, 10) каналов являются, в общем, прямыми.
24. Впитывающее изделие (1) по любому из предыдущих пунктов, где указанные уплотнения (9, 10) каналов являются, в общем, параллельными указанной продольной оси (y1).
25. Впитывающее изделие (1) по любому из предыдущих пунктов, где передняя часть (6) сердцевины (5) сформирована с углублением (27), определяющим глубину (c), проходящую от переднего края (28) сердцевины (5) и в указанную переднюю часть (6), и это расстояние (l2) определяется между указанным передним краем (28) сердцевины (5) и передним краем (20) каждого уплотнения (9, 10) каналов, где отношение указанной глубины (c) и указанного расстояния (l2) находится в интервале 0,05-0,8.
26. Впитывающее изделие (1) по п.25, где указанное углубление (27) образовано во впитывающем компоненте (5a, 5b, 5c).
27. Впитывающее изделие (1) по п.25, где указанное углубление (27) образовано в покрытии (11, 12) сердцевины и во впитывающем компоненте (5a, 5b, 5c).
28. Впитывающее изделие (1) по любому из пп.25-27, где расстояние (b1) между уплотнениями (9, 10) каналов в поперечном направлении изделия (1) меньше, чем максимальная ширина (b3) указанного углубления (27).
29. Впитывающее изделие (1) по п.28, где указанная максимальная ширина (b3) находится в интервале 30-70 мм, например, 40-60 мм.
30. Впитывающее изделие (1) по любому из пп.25-29, где указанное углубление (27), в общем, имеет полукруглую форму, U-образную форму, V-образную форму или прямоугольную форму, проходящую в переднюю часть (6).
31. Впитывающее изделие (1) по любому из пп.25-30, где расстояние (l2) между указанным передним краем (28) сердцевины (5) и передним краем (20) каждого из уплотнения (9, 10) каналов находится в интервале 50-180 мм.
32. Впитывающее изделие (1) по любому из пп.25-31, где глубина (c) углубления (27) находится в интервале 10-40 мм.
| US 20170079853 A1, 23.03.2017 | |||
| US 20100168700 A1, 01.07.2010 | |||
| US 20110250413 A1, 13.10.2011 | |||
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ДАТЧИКАМИ ВЛАЖНОСТИ | 2009 |
|
RU2519567C2 |

