Изобретение относится к способам нанесения лакокрасочных покрытий на внутренние поверхности металлических изделий, в частности, на внутренние поверхности котлов железнодорожных цистерн, предназначенных для перевозки агрессивных сред.
При транспортировке агрессивных сред внутренняя поверхность стенок котлов железнодорожных цистерн, изготовленных из углеродистых и низколегированных сталей, подвергается интенсивному коррозионному воздействию, которое, в итоге, приводит к разрушению котла.
При транспортировке щелочных сред и пищевых продуктов в котлах железнодорожных цистерн, изготовленных из углеродистых и низколегированных сталей, происходит растворение оксидных и окалинных пленок с поверхности стенок. Продукты растворения смешиваются с перевозимой средой, в результате чего та частично или полностью теряет свои эксплуатационные и технические свойства.
В настоящее время для перевозки агрессивных сред и пищевых продуктов используются железнодорожные цистерны, котлы которых изготовлены из высоколегированных нержавеющих сталей, алюминия или двухслойных сталей (см., например: Специализированные цистерны для перевозки опасных грузов. Справочное пособие. - М., Изд-во стандартов, 1993). Производство такого рода цистерн и дальнейшая их эксплуатация крайне дороги. Кроме того, общее количество цистерн из нержавеющей стали, алюминия и двухслойных сталей намного меньше потребностей железнодорожного транспорта.
Для железнодорожных перевозок агрессивных сред и пищевых продуктов используются также контейнер-цистерны (см, например: www.tanklogistic.ru). Но и они изготавливаются из нержавеющих и специальных сталей, поэтому крайне дороги в производстве и эксплуатации.
Для перевозки соляной кислоты используются цистерны, изготовленные из низколегированных сталей. Для защиты от коррозии вся внутренняя поверхность котла и наружная в верхней части, в зоне расположения арматуры и люков, покрыта резиной (см., например: Специализированные цистерны для перевозки опасных грузов. Справочное пособие. - М, Изд-во стандартов, 1993). Резина наносится методом гуммирования, который очень трудоемок и дорог, крайне опасен в производстве и, кроме того, этот способ защиты пригоден для ограниченной номенклатуры перевозимого продукта.
Известны способы защиты от коррозии резервуаров, цистерн и тары путем нанесения покрытия на основе эпоксидных смол (см., например: патент РФ № 2183649). Эпоксидное армированное покрытие выполняют из грунтовочного, клеевого и пропиточного слоев, содержащих эпоксидную смолу ЭД-20, полиэтиленполиамин, армирующего слоя на основе стеклоткани или стеклосетки, покрывных слоев, содержащих эпоксидную смолу ЭД-20, полиэтиленполиамин и наполнитель, причем грунтовочный, клеевой и покрывные слои дополнительно содержат смолу оксилин -5(6), аминофенольный отвердитель и толуол. В качестве наполнителя покрывные слои содержат алюминиевую пудру и тальк молотый. Сочетание компонентов в определенном соотношении обеспечивает высокую пластичность, отсутствие трещин и высокую эффективность защиты от коррозии. Данный способ также является трудоёмким.
Для перевозки фенола защитный слой внутренней поверхности котла цистерны выполняют из цинка толщиной 0,1-0,15 мм (см., например: Грузоведение: Учебное пособие (для студентов, специализирующихся в области организации перевозок и управления на транспорте (железнодорожном)) - https://vunivere.ru/work46263/page33). Цинк наносится способом электродуговой металлизации (Лыков М. В. Защита от коррозии резервуаров, цистерн, тары и трубопроводов для нефтепродуктов бензостойкими покрытиями. - 2-е изд., перераб. и доп. - Москва : Химия, 1978). Этот метод также очень трудоемок и дорог, а способ защиты пригоден для ограниченной номенклатуры перевозимого продукта.
Известны также технологии окрашивания внутренних поверхностей различных цистерн. Например, на сайте Инжиниринговой компании SPK-GROUP предложена услуга по окраске цистерн изнутри (http://spk-group.pro/clauses/pokraska-tsistern-iznutri).
На сайте представлена следующая информация.
Технология окрашивания состоит из следующих этапов:
- подготовка поверхностей (тщательный осмотр различного рода деформаций);
- обезжиривание (при помощи смывающих составов, например, уайт-спирит);
- грунтование;
- нанесение лакокрасочного состава (краски, эмали, лаки).
Очищая поверхность цистерн изнутри, следует использовать абразивное оборудование.
Необходимо провести обезжиривания поверхности цистерн изнутри, с целью лучшего сцепления с грунтовкой или лакокрасочным составом. Далее, загрунтовываем поверхность цистерн изнутри в несколько слоев, при этом следует дождаться абсолютно полного высыхания каждого из них. Нанеся уже лакокрасочный состав на металлическую поверхность цистерн изнутри, вы на достаточно длительный срок получаете гарантированную и эффективную защиту от разрушающего воздействия внешней среды. Окрашивание поверхности цистерн изнутри может осуществляться как ручным методом: валиком или кистью, так и при помощи распылителей, краскопистолетов. Выполнять покрасочные работы следует в окрасочно-сушильной камере при хорошей вентиляции, фильтрации и освещенности, применяя при этом средства защиты.
Чтобы избавиться полностью от коррозии, наносят несколько слоев лакокрасочного состава. Эмаль, краску, лак часто наносят на слой грунтовки, так как у многих лакокрасочных составов плохая адгезия к металлу.
Известна технология покрасочных работ, раскрытая на сайте компании "Схид-будконструкция" (Киев). На сайте (http://sbk.ltd.ua/ru/stroitelno-montazhnye-raboty/159-okraska-stalnyh-emkostej-rezervuarov-elevatorov.html) в разделе "Окраска стальных емкостей, защита резервуаров от коррозии. Обработка антикоррозийная" размещена следующая информация.
На подготовленную зачищенную поверхность металла, покрасочным аппаратом с краскораспылителем под высоким давлением наносят грунтовочный слой с последующей сушкой его в течение 20-24 часов при температуре не ниже 18-20°С. Толщина слоя грунтовки должна быть 30-50 мкм. Необходимая вязкость краски достигается разбавлением ее растворителем. Растворитель и эмаль не должны содержать влаги, так как при ее наличии лакокрасочная пленка после высыхания белеет. Поверхность резервуара покрывается грунтовкой в один слой и четырьмя слоями эмали или эпоксидной шпатлевки. Каждый слой краски сушат при температуре не ниже 18°С в течение 24 часов (промежуточная полимеризация). После выполнения работ по нанесению последнего слоя, антикоррозийное покрытие выдерживают при температуре не ниже 18°С в течение 7 суток (окончательная полимеризация).
Очевидно также, что сушка и вентиляция представляют собой единый процесс. При нанесении лакокрасочного покрытия в закрытом объеме растворитель будет испаряться, образуя взрывоопасную атмосферу, а также, накапливаясь в объёме цистерны, мешать нормальному процессу полимеризации покрытия. Для этого в котле цистерны должны быть установлены принудительные: приточная и вытяжная вентиляции. Вентиляция должна работать в период нанесения и сушки покрытия. Работающая вентиляция должна гарантировать, что в любой момент времени концентрация растворителя в котле цистерны не будет превышать максимально допустимое значение.
Известен способ полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны (Патент РФ № 2688534), включающий нанесение четырёх слоёв лакокрасочного покрытия и промежуточную полимеризацию каждого слоя, включающую вентиляцию с соблюдением температурного и временного режимов, а также окончательную полимеризацию также с соблюдением температурного и временного режимов, при этом вентиляцию при промежуточной полимеризации осуществляют по следующей схеме: первый слой - суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 25°С в течение 15 часов; второй и третий слои - суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 27°С в течение 15 часов; четвёртый слой - суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 30°С в течение 24 часов, а окончательную полимеризацию осуществляют по следующей схеме: суммарный объем вентилирования 7-10 внутренних объемов котла в час при температуре 30°С в течение 24 часов и далее каждые 24 часа при неизменном суммарном объеме вентилирования повышают температуру на 1°С в течение 10 суток так, чтобы последние 24 часа полимеризации происходили при температуре 40°С.
Задачей предлагаемого изобретения является доработка и оптимизация способа, защищенного вышеуказанным патентом РФ № 2688534. Преимущественно оптимизация направлена на сокращение материалоёмкости процесса. Технический результат - уменьшение количества слоёв лакокрасочного покрытия до трёх с неменьшей механической и химической стойкостью покрытия при уменьшенной толщине.
Указанная задача решается способом полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны, включающий нанесение трёх слоёв лакокрасочного покрытия и промежуточную полимеризацию каждого слоя, включающую вентиляцию с соблюдением температурного и временного режимов, а также окончательную полимеризацию также с соблюдением температурного и временного режимов, при этом вентиляцию при промежуточной полимеризации осуществляют по следующей схеме: первый слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов; второй слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 30°С в течение 24 часов; третий слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов, а окончательную полимеризацию осуществляют по следующей схеме: суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 37°С в течение 24 часов, далее при температуре 28°С в течение 24 часов, далее снова при температуре 37°С в течение 24 часов, далее снова при температуре 28°С в течение 24 часов, и так, при циклически меняющейся температуре, полимеризацию производят в течение 10 суток.
Под лакокрасочными покрытиями понимаются, преимущественно, материалы на основе синтетических пленкообразующих смол, содержащие пигменты, наполнители, пластификаторы, и предназначенные для антикоррозионной защиты стальных поверхностей.
Режимы полимеризации были установлены опытным путем авторами предполагаемого изобретения.
Реализация предлагаемого способа невозможна без монтажа разборной быстросъемной системы вентиляции внутренней поверхности котла железнодорожной цистерны. Существенным, при этом является простота монтажа и демонтажа системы вентиляции, равномерное распределение воздушного потока по всей поверхности котла железнодорожной цистерны, а также возможность автоматической регулировки скорости и температуры воздушного потока до заданных значений.
В качестве системы вентиляции подходит система, раскрытая в патенте РФ № 2688534. Но, в отличие от этой системы, нагреватели устанавливаются не на горловину штатного люка, а снаружи под днищем цистерны. Во-первых, это позволяет осуществлять прогрев не только подаваемого внутрь цистерны воздушного потока, но и самого металла цистерны, что существенно улучшает адгезионные свойства покрытия. Во-вторых, при такой установке обогревателей дорогие в эксплуатации электронагреватели заменяются на газовые, что уменьшает стоимость полимеризации покрытия в 3 раза.
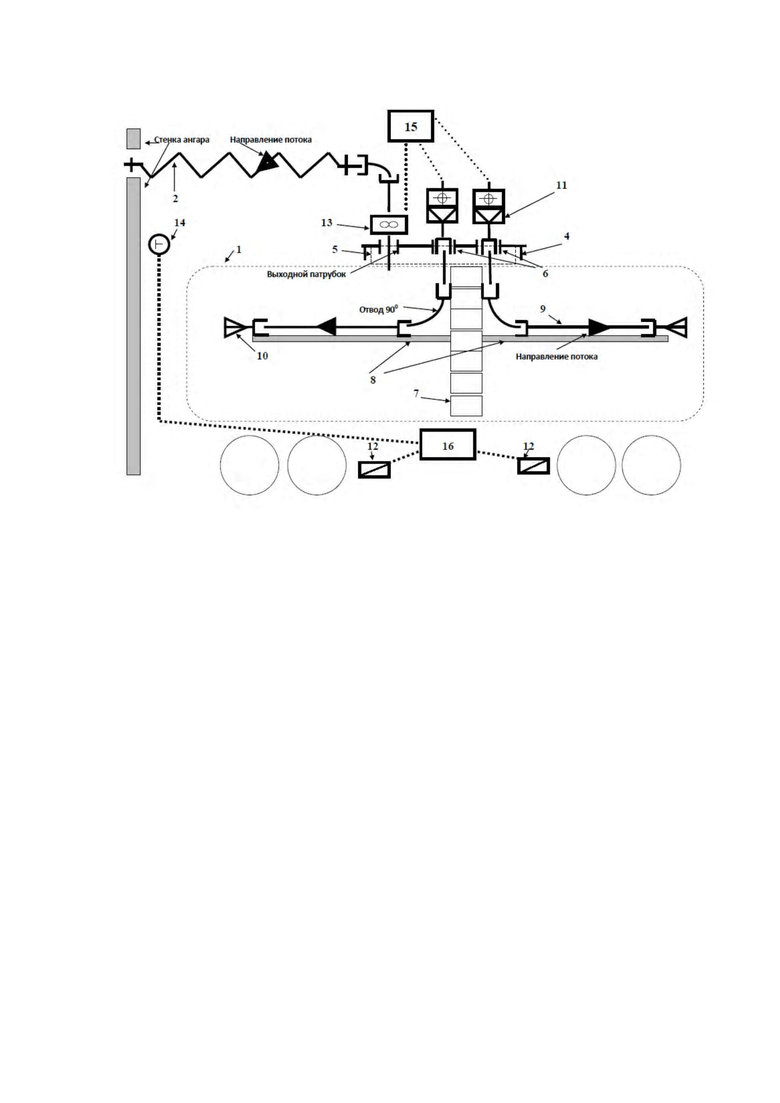
Система вентиляции для реализации способа поясняется чертежом, на котором показана условная схема устройства вентиляции и обогрева котла железнодорожной цистерны.
Разборная быстросъемная система вентиляции внутренней поверхности котла железнодорожной цистерны 1, применяемая при выполнении подготовительно-окрасочных работ и полимеризации барьерного покрытия, содержит подвижный гибкий выход 2, соединяемый с выходным патрубком 3 съемного герметичного люка 4, собственно герметичный люк 4, устанавливаемый на люк 5 цистерны 1 с одним выходным 3 и двумя входными патрубками 6 и прорезями под монтажную лестницу 7, при этом сумма площади сечения входных патрубков 6 равна площади сечения выходного патрубка 3, монтажную лестницу 7 с монтируемым на ней продольным усилителем 8 и многосекционной системой быстросъемных жестких вентиляционных труб 9 с концевыми воздухораспределителями 10, присоединенной к входным патрубкам 6 снизу, два съемных вентилятора 11, устанавливаемых сверху на входные патрубки 6, при этом вентиляторы 11 подключены через электронную систему управления к датчику скорости потока воздуха 13, который установлен в выходном патрубке 3 герметичного люка 4 и позволяет автоматически, с помощью системы управления 15, регулировать скорость воздушного потока в системе вентиляции, два газовых нагревателя 12, которые устанавливаются под днищем цистерны, при этом обогреватели 12 подключены через электронную систему управления к датчику температуры 14, который установлен снаружи цистерны и позволяют автоматически, с помощью системы управления 16, регулировать температуру воздушного потока в системе вентиляции и наружной поверхности котла железнодорожной цистерны 1.
Способ реализуется следующим образом.
Подача нагретого газовыми нагревателями воздуха 12 внутрь цистерны 1 осуществляется с помощью канальных вентиляторов 11, монтируемых на герметичном легкосъемном люке 4, устанавливаемом, в свою очередь, на горловину штатного люка 5 цистерны 1. Температура воздушного потока и наружной поверхности котла цистерны непрерывно регистрируется датчиком температуры 14, который через систему управления 16 меняет скорость подачи газа в нагреватели таким образом, чтобы обеспечивать заданные режимы полимеризации. Далее, через патрубки 6 при помощи быстросъемных вентиляционных труб и отводов 9, собираемых при помощи простого муфтового соединения, воздушный поток направляется к обоим торцам цистерны 1, где с помощью концевых воздухораспределителей 10 равномерно распределяется по всему сечению котла цистерны 1. Жесткость сборной вентиляционной системы внутри котла обеспечивается за счет продольных металлических усилителей 8, которые крепятся к монтажной лестнице 7, закрепленной на обечайке люка 5 котла цистерны 1. Крепление продольных усилителей 8 к лестнице 7 и элементов системы к усилителям 8 осуществляется металлическими хомутами. В результате постоянного притока воздуха из концевых воздухораспределителей 10 воздушный поток, пройдя цистерну 1, попадает в выходной патрубок 3 герметичного люка 4 и при помощи гибкого воздуховода 2 выводится за пределы помещения, в котором ведутся окрасочные работы. Скорость выходящего потока непрерывно регистрируется датчиком скорости потока 13, который через электронную систему управления 15 меняет скорость вращения вентиляторов 11 таким образом, чтобы обеспечивать заданные режимы полимеризации.
При проведении подготовительных и окрасочных работ обогреватели переводятся в режим, обеспечивающий наиболее приемлемую для проведения подготовительных и окрасочных работ температуру, равную 20°С, система управления 15 отключается, датчик скорости потока 13 из выходного патрубка 2 извлекаются, а вентиляторы 11 включаются на полную мощность.
Предлагаемый способ, включающий этапы промежуточной и окончательной полимеризации барьерной защиты обеспечивает создание механических свойств барьерной защиты, позволяющих надежно эксплуатировать ее в условиях воздействия жестких динамических нагрузок, возникающих при железнодорожных перевозках. Важными признаками при этом являются продолжительность, температура и объем вентилирования на различных этапах полимеризации барьерной защиты.
Существенными признаками данного изобретения являются:
1. Уменьшение количества слоев барьерной защита до трех, что ведет к удешевлению стоимости покрытия на 25%.
2. Установка нагревателей снаружи под днищем цистерны, что обеспечивает прогрев металла стенки котлов цистерн не только изнутри, но и снаружи, и ведет к повышению механических свойств покрытия.
3. Замена ранее используемых электронагревателей на газовые нагреватели, что ведет к уменьшению стоимости полимеризации покрытия.
4. Изменение режимов полимеризации, которые позволяют увеличить механическую и химическую стойкость покрытия при уменьшенной толщине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны | 2018 |
|
RU2688534C1 |
| Способ перевозки вязких нефтепродуктов и железнодорожная цистерна для его реализации | 2018 |
|
RU2682130C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2021 |
|
RU2770873C1 |
| Способ перевозки вязких нефтепродуктов и цистерна для его реализации | 2016 |
|
RU2629640C1 |
| Цистерна для перевозки вязких нефтепродуктов | 2017 |
|
RU2666018C1 |
| Способ перевозки вязких нефтепродуктов и железнодорожная цистерна для его реализации | 2016 |
|
RU2639095C1 |
| ЦИСТЕРНА ДЛЯ ХРАНЕНИЯ И/ИЛИ ТРАНСПОРТИРОВКИ ТЕКУЧЕЙ СРЕДЫ ПОД ДАВЛЕНИЕМ И ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА | 2013 |
|
RU2587759C2 |
| ЦИСТЕРНА ДЛЯ ПЕРЕВОЗКИ МАСЕЛ, МАЗУТОВ И ДРУГИХ ВЯЗКИХ НЕФТЕПРОДУКТОВ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2020 |
|
RU2749164C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКИХ ГРУЗОВ | 2001 |
|
RU2197400C1 |
| ЖЕЛЕЗНОДОРОЖНАЯ ВЗРЫВОБЕЗОПАСНАЯ ЦИСТЕРНА | 2017 |
|
RU2662363C1 |
Изобретение относится к способам нанесения лакокрасочных покрытий на внутренние поверхности металлических изделий, в частности на внутренние поверхности котлов железнодорожных цистерн, предназначенных для перевозки агрессивных сред. Способ полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны, включающий нанесение нескольких слоёв лакокрасочного покрытия и промежуточную полимеризацию каждого слоя, включающую вентиляцию с соблюдением температурного и временного режимов, а также окончательную полимеризацию также с соблюдением температурного и временного режимов, при этом наносят три слоя лакокрасочного покрытия, а вентиляцию при промежуточной полимеризации осуществляют по следующей схеме: первый слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов; второй слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 30°С в течение 24 часов; третий слой - суммарный объем вентилирования - не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов, а окончательную полимеризацию осуществляют по следующей схеме: суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 37°С в течение 24 часов, далее при температуре 28°С в течение 24 часов, далее снова при температуре 37°С в течение 24 часов, далее снова при температуре 28°С в течение 24 часов, и так, при циклически меняющейся температуре, полимеризацию производят в течение 10 суток. В системе вентиляции используют нагреватели, установленные снаружи под днищем цистерны. 1 з.п. ф-лы, 1 ил.
1. Способ полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны, включающий нанесение нескольких слоёв лакокрасочного покрытия и промежуточную полимеризацию каждого слоя, включающую вентиляцию с соблюдением температурного и временнóго режимов, а также окончательную полимеризацию также с соблюдением температурного и временнóго режимов, отличающийся тем, что наносят три слоя лакокрасочного покрытия, а вентиляцию при промежуточной полимеризации осуществляют по следующей схеме: первый слой – суммарный объем вентилирования – не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов; второй слой – суммарный объем вентилирования – не более 5 внутренних объемов котла в час при температуре 30°С в течение 24 часов; третий слой – суммарный объем вентилирования – не более 5 внутренних объемов котла в час при температуре 20°С в течение 24 часов, а окончательную полимеризацию осуществляют по следующей схеме: суммарный объем вентилирования 15-20 внутренних объемов котла в час при температуре 37°С в течение 24 часов, далее при температуре 28°С в течение 24 часов, далее снова при температуре 37°С в течение 24 часов, далее снова при температуре 28°С в течение 24 часов, и так, при циклически меняющейся температуре, полимеризацию производят в течение 10 суток.
2. Способ полимеризации по п. 1, отличающийся тем, что в системе вентиляции используют газовые нагреватели, установленные снаружи под днищем цистерны.
| Способ полимеризации барьерной защиты на внутренней поверхности котла железнодорожной цистерны | 2018 |
|
RU2688534C1 |
| "Окраска стальных емкостей, защита резервуаров от коррозии, отработка антикоррозионная"[он-лайн] [найдено 15.03.2021].Найдено в Интернет :http//sbk.ltd.ua/ru/stroitelno-montazhnye-raboty/159-okraska-stalnyh-emkostej-reservuarov-elevatorov.html, опубл.12.11.2017 | |||
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ РЕЗЕРВУАРОВ, ЦИСТЕРН И ТАРЫ | 2001 |
|
RU2183649C1 |

