Настоящее изобретение относится к раскройной заготовке для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, включающему в себя по меньшей мере три боковые поверхности, а также по меньшей мере один донный и/или потолочный язычок для образования трехмерной структуры в сложенном состоянии раскройной заготовки, причем по меньшей мере две из боковых поверхностей и/или по меньшей мере одна из боковых поверхностей с донным язычком и/или язычком крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией. Изобретение относится далее к трехмерной структуре из бумаги, картона или пластика и к складной коробке для хранения товаров, в частности к складной коробке из картона, бумаги или тому подобного.
Подобные раскройные заготовки, трехмерные структуры и складные коробки известны в большом количестве. В частности, говоря об этих раскройных заготовках или трехмерных структурах, или складных коробках, речь идет об откидных коробках, которые представляют собой широко распространенную форму упаковки для сигарет и тому подобного. Так DE 43 11 568 A1, EP 2 141 090 A1, DE 101 06 547 A1, US 6 276 600 B1 и DE 600 28 078 T2 описывают упаковки в виде призматического тела вдоль своей продольной оси, причем с контейнероподобной приемной областью шарнирно соединена крышка. Кроме того, соответствующие родовому понятию раскройные заготовки и упаковки используются для заполнения, транспортировки и хранения упакованных или неупакованных сыпучих товаров. Говоря о товарах, речь может при этом идти, например, о зерновых хлопьях, кукурузных хлопьях или других текучих и сыпучих продуктах питания. Из DE 20 2004 011 165 U1 известна непроницаемая для порошка упаковка для порошкообразных товаров. Известная упаковка выполнена при этом в виде призматического восьмиугольного тела вдоль продольной оси. Также изготовление при помощи лазерной энергии требует относительно много времени и является энергоемким из-за большого количества необходимых линий реза. Из WO 2016/198317 A1 известна помимо этого раскройная заготовка для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, у которой имеется по меньшей мере одна поверхность складывания для образования закругленной краевой области трехмерной структуры в сложенном состоянии раскройной заготовки. При этом поверхность складывания ограничивается двумя проходящими параллельно друг к другу боковыми линиями сгиба, причем внутри поверхности складывания выполнена по меньшей мере одна проходящая под углом к боковым линиям сгиба биговая линия. Боковые линии сгиба и биговая линия изготовлены при этом при помощи лазерной энергии и/или штампования. Однако недостатком известных раскройных заготовок является то, что изготовленные механически биговые линии или линии сгиба лишь вытесняют материал раскройной заготовки из середины линий к соответствующему боковому краю линий. Подобные, изготовленные механически линии имеют, следовательно, тенденцию к тому, что вытесненный материал снова складывается обратно. Тем самым возникают, однако, в частности технические, а также эстетические недостатки сложенных из раскройных заготовок структур или складных коробок. В частности, подобные складные коробки не всегда выдержаны в размерах, так что в частности при транспортировке и/или при хранении, и/или штабелировании этих складных коробок могут возникать проблемы. Изготовление всех биговых линий и линий сгиба при помощи лазерной энергии очень энергоемко и, следовательно, дорого.
Исходя из этого, задача данного изобретения предоставить соответствующую родовому понятию раскройную заготовку для изготовления трехмерной структуры из бумаги, картона или пластика, соответствующую трехмерную структуру, а также соответствующую складную коробку из бумаги, картона или пластика, которая может экономично изготавливаться и которая минимизирует или предотвращает тенденцию изготовленных механически биговых линий к складыванию обратно.
Для решения этой задачи служит раскройная заготовка с признаками пункта 1 формулы изобретения, трехмерная структура с признаками пункта 9 формулы изобретения, а также складная коробка с признаками пункта 11 формулы изобретения. Предпочтительные варианты осуществления с целесообразными усовершенствованиями изобретения указаны в соответствующих зависимых пунктах формулы изобретения, причем предпочтительные варианты осуществления раскройной заготовки могут рассматриваться как предпочтительные варианты осуществления соответствующей изобретению трехмерной структуры или соответствующей изобретению складной коробки и наоборот.
Первый аспект данного изобретения относится к раскройной заготовке для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, включающей в себя по меньшей мере три боковые поверхности, а также по меньшей мере один донный язычок и/или язычок крышки для образования трехмерной структуры в сложенном состоянии раскройной заготовки, причем по меньшей мере две боковых поверхностей и/или по меньшей мере одна из боковых поверхностей с донным язычком и/или язычком крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией. При этом изготовленная механически биговая линия изготовлена без съема или иного удаления материала раскройной заготовки, кроме того, внутри по меньшей мере одной из соединенных биговой линией боковых поверхностей выполнен по меньшей мере один изготовленный лазером паз, причем паз выполнен проходящим под углом к биговой линии и встречается с ней или пересекает ее. Благодаря соответствующему изобретению исполнению раскройной заготовки обеспечено, что возникающие благодаря механическому изготовлению биговых линий, то есть изготовлению без съема материала, остаточные напряжения могут отводиться в изготовленный лазером паз. Благодаря уменьшению остаточного напряжения или остаточных напряжений в биговой линии предотвращается, что вытесненный материал биговой линии снова складывается обратно. Тем самым тенденция изготовленных механически биговых линий к складыванию обратно минимизируется или предотвращается. В частности, изобретение использует то, что при изготовлении пазов лазером материал сжигается или испаряется. Вытеснение материала для изготовления линии не происходит. Кроме того, благодаря комбинации изготовленных лазером пазов с изготовленными механически биговыми линиями может экономиться большая часть энергии при изготовлении раскройной заготовки. Изготовление раскройной заготовки становится вследствие этого более выгодным.
В предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки по меньшей мере одна из соединенных биговой линией боковых поверхностей имеет по меньшей мере два изготовленных лазером паза, причем расстояние между точками встречи или пересечения каждого паза с соответствующей биговой линией составляет по меньшей мере 50%, в частности от 75% до 98% от длины биговой линии. Вследствие этого обеспечено, что остаточные напряжения в изготовленной механически биговой линии могут уменьшаться по всему ее ходу.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки по меньшей мере два паза пересекаются или встречаются внутри боковой поверхности. Далее существует возможность, что пазы расположены таким образом, что они образуют внутри боковой поверхности декоративный рисунок (узор). Далее существует возможность, что пазы расположены таким образом, что они образуют внутри боковой поверхности различные или одинаковые частичные поверхности. Наконец, пазы могут быть выполнены прямыми, изогнутыми, волнообразными, меандрирующими, ступенчатыми или в виде комбинаций из этих геометрий. Наряду с оптимальной адаптацией пазов к имеющимся механическим биговым линиям и тем самым максимально большим уменьшением остаточного напряжения в биговой линии могут при помощи изготовленных лазером пазов выполняться внутри боковой поверхности соответствующие производственные и/или дизайнерские задания. В сложенном состоянии раскройной заготовки возникают на наружной поверхности боковой поверхности соответствующие рисунки, которые возникают благодаря выполненным на внутренней стороне трехмерной структуры пазам. Вследствие этого могут, например, выражаться тактильные различия трехмерных структур или складных коробок.
В дальнейшем предпочтительном варианте осуществления соответствующего изобретению раскройной заготовки глубина паза составляет от 10% до 80% толщины соответствующей боковой поверхности. Глубина паза может при этом адаптироваться к использованному материалу и его требованиям. Через глубину паза может также устанавливаться высота или четкость выделения соответствующего рисунка видимой на противоположной поверхности боковой поверхности линии или видимого рисунка.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению раскройной заготовки биговая линия выполнена прямой, изогнутой, волнообразной, меандрирующей, ступенчатой или в виде соответствующих комбинаций из этого. Кроме того, биговая линия может быть выполнена в виде сплошной или прерывистой между боковыми линиями сгиба биговой линии. Предпочтительно могут вследствие этого также удовлетворяться множество дизайнерских требований.
Второй аспект данного изобретения относится к трехмерной структуре из бумаги, картона или пластика, которая изготовлена посредством складывания и/или склеивания раскройной заготовки, которая была описана выше. Возможности исполнения и преимущества изготовленной таким образом трехмерной структуры проистекают из равным образом описанных выше возможностей исполнения и преимуществ описанной соответствующей изобретению раскройной заготовки согласно первому аспекту изобретения. При этом трехмерная структура может использоваться в качестве упаковки, в частности в качестве упаковки для хранения сигарет или других товаров, как, например, для транспортировки и хранения упакованных или неупакованных сыпучих или несыпучих товаров.
Третий аспект данного изобретения относится к складной коробке для хранения товаров, в частности к складной коробке из картона, бумаги или тому подобного, причем складная коробка включает в себя по меньшей мере три боковые стенки, а также по меньшей мере один донный язычок и/или язычок крышки для образования приемного пространства, и по меньшей мере две боковые стенки и/или по меньшей мере одна из боковых стенок с донным язычком и/или язычком крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией. Изготовленная механически биговая линия изготовлена при этом без съема или иного удаления материала раскройной заготовки. При этом внутри по меньшей мере одной из соединенных биговой линией боковых стенок выполнен по меньшей мере один изготовленный лазером паз, причем паз выполнен проходящим под углом к биговой линии и встречается с ней или пересекает ее. Благодаря исполнению по меньшей мере одного изготовленного лазером паза, который помимо этого пересекает изготовленную механически биговую линию или встречается с ней, обеспечено, что остаточные напряжения внутри биговой линии, которая изготовлена без съема материала, могут отводиться в лазерный паз. Так как при изготовлении пазов лазером материал не вытесняется, а сжигается или испаряется, остаточные напряжения, которые возникают благодаря механическому вытеснению материала при изготовлении биговой линии, могут в этом случае отводиться без проблем. Однако тем самым также минимизируется или полностью предотвращается тенденция к складыванию обратно соединенных биговой линией боковых стенок. Выполненные таким образом складные коробки имеют постоянную форму. Кроме того, применение изготовленных механически биговых линий и изготовленных лазером пазов приводит к существенному снижению расхода энергии при изготовлении складной коробки или лежащей в основе складной коробки раскройной заготовки. Таким образом, изготовление соответствующих изобретению складных коробок удешевляется.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению складной коробки по меньшей мере одна из соединенных биговой линией боковых стенок имеет по меньшей мере два изготовленных лазером паза, причем расстояние между точками встречи или пересечения каждого паза с соответствующей биговой линией составляет по меньшей мере 50%, в частности от 75% до 98% от длины биговой линии. Вследствие этого обеспечено согласно изобретению, что имеющиеся в биговой линии остаточные напряжения могут отводиться по всей ее длине через паз.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению складной коробки по меньшей мере два паза пересекаются внутри боковой стенки или встречаются там. Далее существует возможность, что пазы расположены таким образом, что они образуют внутри боковой стенки декоративный рисунок. Далее существует возможность, что пазы расположены таким образом, что они образуют внутри боковой стенки различные или одинаковые частичные поверхности. Наконец, существует также возможность, что паз выполнен прямым, изогнутым, волнообразным, меандрирующим, ступенчатым или в виде комбинации из этих геометрий. Тем самым существует предпочтительно возможность выполнять внутри боковой поверхности соответствующие производственные и/или дизайнерские задания. В частности, существует возможность, например, выполнять различные тактильные рисунки на наружной стороне боковой стенки. Видимые и/или ощущаемые на наружной стороне боковой стенки пазы или рисунки пазов возникают благодаря изготовленным лазером на внутренней стороне соответствующей боковой стенки пазам. Благодаря легкому изгибу соответствующих, имеющих рисунки областей боковой стенки эти рисунки проявляются.
В дальнейшем предпочтительном варианте осуществления соответствующей изобретению складной коробки глубина паза составляет от 10% до 80% толщины соответствующей боковой стенки. Через глубину паза может также регулироваться степень видимости паза или изготовленных посредством пазов рисунков на наружной стороне соответствующей боковой стенки.
В дальнейших предпочтительных вариантах осуществления соответствующей изобретению складной коробки она может быть упаковкой для хранения сигарет или упаковкой для хранения других товаров, в частности для транспортировки и хранения упакованных или неупакованных сыпучих или несыпучих товаров.
Дальнейшие признаки и их преимущества проистекают из описания первого и второго аспекта изобретения, причем предпочтительные варианты осуществления первого и второго аспекта изобретения могут рассматриваться как предпочтительные варианты осуществления третьего аспекта изобретения и наоборот.
Дальнейшие преимущества, признаки и подробности изобретения проистекают из последующего описания двух примеров осуществления, а также на основе чертежа. Указанные выше в описании признаки и комбинации признаков, а также указанные ниже в описании чертежа и/или показанные отдельно на чертеже признаки и комбинации признаков могут использоваться не только в указанной в каждом случае комбинации, но и в других комбинациях, или по отдельности, не покидая объем изобретения.
На чертеже показаны:
фиг. 1 - схематичное изображение соответствующей изобретению раскройной заготовки согласно первому варианту осуществления; и
фиг. 2 - схематичное изображение соответствующей изобретению раскройной заготовки согласно второму варианту осуществления.
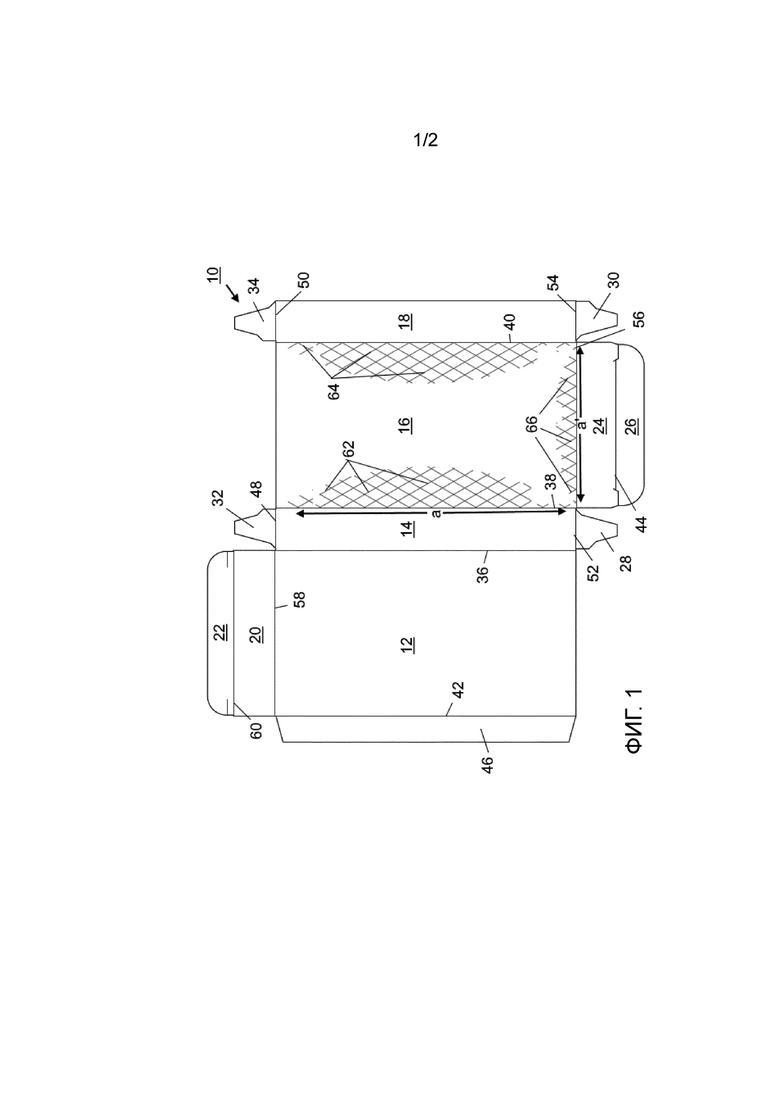
Фиг. 1 показывает схематичное изображение раскройной заготовки 10 для изготовления трехмерной структуры из картона согласно первому варианту осуществления. Говоря о трехмерной структуре, речь идет при этом об упаковке, в частности о складной коробке. Раскройная заготовка 10 включает в себя четыре боковые поверхности 12, 14, 16, 18, которые соединены друг с другом биговыми линиями 36, 38, 40. Боковая поверхность 12 соединена при этом противоположной биговой линии 36 и проходящей параллельно к ней биговой линией 42 с язычком 46 для склеивания. В сложенном состоянии раскройной заготовки 10 язычок 46 для склеивания склеивается с боковой поверхностью 18. Далее можно увидеть, что боковая поверхность 12 соединена линией 58 изгиба с язычком 20 крышки. Боковая же поверхность 16 соединена линией 56 изгиба с противоположным язычку 20 крышки донным язычком 24. На противоположной биговой линии 58 стороне язычка 20 крышки выполнена проходящая параллельно к ней линия 60 изгиба, через которую язычок 20 крышки соединен с вставным язычком 22. Донный язычок 24 соединен биговой линией 44 с вставным язычком 26.
Далее можно увидеть, что с противоположными, короткими концами боковых стенок 14, 18 в каждом случае биговыми линями 48, 50, 52, 54 шарнирно соединены запорные язычки 28, 30, 32, 34.
В изображенном примере осуществления в частности соединяющие боковые стенки 12, 14, 16, 18 биговые линии 36, 38, 40, а также биговые линии 56, 58, через которые донный язычок 24 и язычок 20 крышки шарнирно соединены с боковыми стенками 12, 16, выполнены в виде изготовленных механически биговых линий.
Далее из фиг. 1 видно, что внутри боковой поверхности 16 выполнено множество пазов 62, 64, 66, причем пазы 62, 64, 66 выполнены в каждом случае проходящими под углом к соответствующей биговой линии 38, 40, 56 и в каждом случае встречаются с ней. Пазы 62, 64, 66 изготовлены при этом при помощи лазера. Пазы 62, 64, 66 образовываются, следовательно, за счет испарения материала раскройной заготовки 10. В противоположность этому при механическом изготовлении биговых линий 38, 40, 56, то есть при изготовлении без съема материала, материал раскройной заготовки 10 лишь вытесняется. Вследствие этого существует в этих областях та тенденция, что вытесненный материал снова складывается обратно. Эти остаточные напряжения могут, однако, восприниматься соответствующими, соединенными с биговыми линиями 38, 40, 56 пазами 62, 64, 66. Вследствие этого указанная тенденция к складыванию обратно может минимизироваться или полностью предотвращаться. Далее можно увидеть, что пазы 62, 64, 66 образуют в каждом случае рисунки, в частности ромбовидные рисунки. Снабженные таким образом рисунками области боковой поверхности 16 можно увидеть в сложенном состоянии раскройной заготовки 10 на наружной поверхности боковой стенки 16, и, следовательно, они образуют характеристический дизайн, который приводит к высокой цене узнаваемости торговой марки изготовленной из раскройной заготовки 10 трехмерной структуры. Кроме того, изменяется гаптика на указанной наружной стороне боковой поверхности 16, причем эта гаптика также представляет собой характеристическую узнаваемость торговой марки.
Множество пазов 62, 64, 66 выполнены далее таким образом, что расстояние a, a` между в каждом случае крайними точками встречи пазов 62, 64, 66 с соответствующей биговой линией 38, 40, 56 составляет более 50% от длины соответствующей биговой линии 38, 40, 56. В изображенном примере осуществления расстояние a, a` составляет примерно 90% длины соответствующей биговой линии 38, 40, 56. Тем самым имеющиеся возможно остаточные напряжения в биговых линиях 38, 40, 56 могут надежно восприниматься по всей длине соответствующей биговой линии 38, 40, 56 в пазах 62, 64, 66 и отводиться в них.
В изображенном примере осуществления пазы 62, 64, 66 выполнены прямыми и пересекаются внутри боковой поверхности 16. Также другие рисунки и ходы пазов возможны.
Изображенная раскройная заготовка 10 служит для изготовления трехмерной структуры, в частности складной коробки для упаковывания, транспортировки и хранения упакованных и/или неупакованных сыпучих или несыпучих товаров.
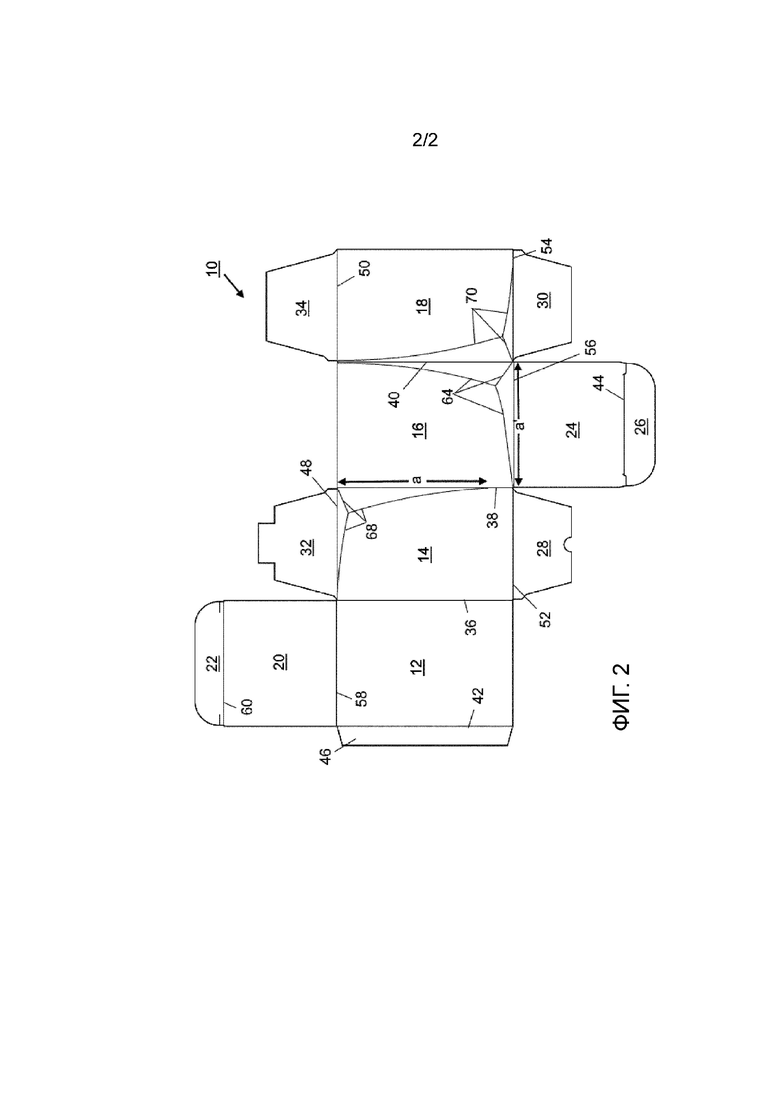
Фиг. 2 показывает схематичное изображение раскройной заготовки 10 для изготовления трехмерной структуры из картона согласно второму варианту осуществления. Можно увидеть, что боковые стенки 12, 14, 16, 18 имеют по сравнению с показанным на фиг. 1 примером осуществления другие размеры. Кроме того, здесь не только на боковой стенке 16 выполнены пазы 64, но и на боковых стенках 14, 18 выполнены пазы 68, 70. При этом пазы 68 встречаются внутри боковой стенки 14, пазы 64 внутри боковой стенки 16 и пазы 70 внутри боковой стенки 18 в каждом случае в заданной точке и образуют соответствующий дизайн. Пазы 64, 68, 70 выполнены при этом внутри боковых стенок 14, 16, 18 таким образом, что в каждом случае два паза 64, 68, 70 соприкасаются или пересекают в соответствующих точках встречи соединяющую боковые стенки 14, 16 биговую линию 38 и соответственно соединяющую боковые стенки 16, 18 биговую линию 40. Далее два из пазов 64, 68, 70 встречаются с соединяющей боковую стенку 14 с запорным язычком 32 биговой линией 48, с соединяющей боковую стенку 16 с донным язычком 24 биговой линией 56, а также с соединяющей боковую стенку 18 с запорным язычком 30 биговой линией 54. Для того чтобы это обеспечивать, в каждом случае один из пазов 64, 68, 70 встречается с соответствующей точкой пересечения между биговой линией 48 и биговой линий 32, соответственно между биговой линией 40 и биговой линией 56 и соответственно биговой линии 40 с биговой линией 54. Также из фиг. 2 можно увидеть, что расстояние a, a` между в каждом случае крайними точками встречи каждого паза 64, 68, 70 с соответствующими биговыми линиями 38, 40, 48, 54, 56 составляет более 50% от длины соответствующей биговой линии. В отношении дальнейшего исполнения раскройной заготовки 10 согласно второму варианту осуществления мы ссылаемся на описание раскройной заготовки 10 согласно первому варианту осуществления, причем те же ссылочные позиции обозначают идентичные или сходные признаки.
Раскройная заготовка (10) для изготовления упаковки из бумаги, картона или пластика, включающая три боковые поверхности (12, 14, 16, 18), а также по меньшей мере один донный язычок и/или язычок (20, 24) крышки для образования трехмерной структуры в сложенном состоянии раскройной заготовки. Две боковые поверхности и/или одна из боковых поверхностей с донным язычком и/или язычком крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией (36, 38, 40, 56, 58). Биговая линия изготовлена без съема или иного удаления материала раскройной заготовки. Внутри по меньшей мере одной из соединенных биговой линией боковых поверхностей (14, 16, 18) выполнен по меньшей мере один изготовленный лазером паз (62, 64, 66, 68, 70), который выполнен проходящим под углом к биговой линии и встречается с ней или пересекает ее. Благодаря уменьшению остаточного напряжения в биговой линии предотвращается складывание биговой линии обратно, т.к. остаточные напряжения могут отводиться в изготовленный лазером паз. 3 н. и 16 з.п. ф-лы, 2 ил.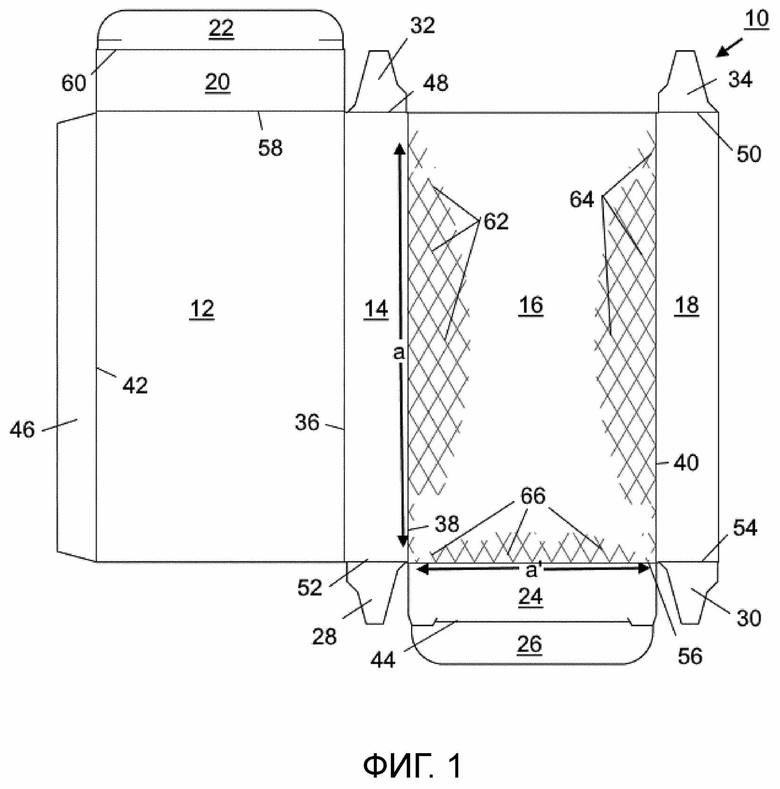
1. Раскройная заготовка (10) для изготовления трехмерной структуры из бумаги, картона или пластика, в частности упаковки или тому подобного, включающая в себя по меньшей мере три боковые поверхности (12, 14, 16, 18), а также по меньшей мере один донный язычок и/или язычок (20, 24) крышки для образования трехмерной структуры в сложенном состоянии раскройной заготовки (10), причем по меньшей мере две боковые поверхности (12, 14, 16, 18) и/или по меньшей мере одна из боковых поверхностей (12, 16) с донным язычком и/или язычком (20, 24) крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией (36, 38, 40, 56, 58),
отличающаяся тем, что
изготовленная механически биговая линия (36, 38, 40, 56, 58) изготовлена без съема или иного удаления материала раскройной заготовки (10), и внутри по меньшей мере одной из соединенных биговой линией (36, 38, 40, 56) боковых поверхностей (14, 16, 18) выполнен по меньшей мере один изготовленный лазером паз (62, 64, 66, 68, 70), причем паз (62, 64, 66, 68, 70) выполнен проходящим под углом к биговой линии (36, 38, 40, 56) и встречается с ней или пересекает ее.
2. Раскройная заготовка (10) по п. 1,
отличающаяся тем, что, по меньшей мере, одна из соединенных биговой линией (36, 38, 40, 56) боковых поверхностей (14, 16, 18) имеет по меньшей мере два изготовленных лазером паза (62, 64, 66, 68, 70), причем расстояние (a, a`) между точками встречи или пересечения каждого паза (62, 64, 66, 68, 70) с соответствующей биговой линией (36, 38, 40, 56) составляет по меньшей мере 50% от длины биговой линии (36, 38, 40, 56).
3. Раскройная заготовка (10) по п. 2,
отличающаяся тем, что расстояние (a, a`) составляет от 75% до 98% длины биговой линии (36, 38, 40, 56).
4. Раскройная заготовка (10) по п. 2 или 3,
отличающаяся тем, что по меньшей мере два паза (62, 64, 66, 68, 70) пересекаются или встречаются внутри боковой поверхности (14, 16, 18).
5. Раскройная заготовка (10) по любому из пп. 2-4,
отличающаяся тем, что пазы (62, 64, 66, 68, 70) расположены таким образом, что они образуют внутри боковой поверхности (14, 16, 18) декоративный рисунок.
6. Раскройная заготовка (10) по любому из пп. 2-5,
отличающаяся тем, что пазы (62, 64, 66, 68, 70) расположены таким образом, что они образуют внутри боковой поверхности (14, 16, 18) различные или одинаковые частичные поверхности.
7. Раскройная заготовка (10) по любому из пп. 1-6,
отличающаяся тем, что глубина паза (62, 64, 66, 68, 70) составляет от 10% до 80% толщины соответствующей боковой поверхности (14, 16, 18).
8. Раскройная заготовка (10) по любому из пп. 1-7,
отличающаяся тем, что паз (62, 64, 66, 68, 70) выполнен прямым, изогнутым, волнообразным, меандрирующим, ступенчатым или в виде комбинаций из этого.
9. Трехмерная структура из бумаги, картона или пластика, которая изготовлена посредством складывания и/или склеивания раскройной заготовки (10) по любому из пп. 1-8.
10. Трехмерная структура по п. 9,
отличающаяся тем, что эта трехмерная структура является упаковкой, в частности упаковкой для хранения сигарет или других товаров, в частности для транспортировки и хранения упакованных или неупакованных сыпучих или несыпучих товаров.
11. Складная коробка для хранения товаров, в частности складная коробка из картона, бумаги или тому подобного, включающая в себя по меньшей мере три боковые стенки (12, 14, 16, 18), а также по меньшей мере один донный язычок и/или язычок (20, 24) крышки для образования приемного пространства, причем по меньшей мере две боковые стенки (12, 14, 16, 18) и/или по меньшей мере одна из боковых стенок (12, 16) с донным язычком и/или язычком (20, 24) крышки соединены друг с другом по меньшей мере одной изготовленной механически биговой линией (36, 38, 40, 56, 58),
отличающаяся тем, что
изготовленная механически биговая линия (36, 38, 40, 56, 58) изготовлена без съема или иного удаления материала раскройной заготовки (10), и внутри по меньшей мере одной из соединенных биговой линией (36, 38, 40, 56) боковых стенок (14, 16, 18) выполнен по меньшей мере один изготовленный лазером паз (62, 64, 66, 68, 70), причем паз (62, 64, 66, 68, 70) выполнен проходящим под углом к биговой линии (36, 38, 40, 56) и встречается с ней или пересекает ее.
12. Складная коробка по п. 11,
отличающаяся тем, что по меньшей мере одна из соединенных биговой линией (36, 38, 40, 56) боковых стенок (14, 16, 18) имеет по меньшей мере два изготовленных лазером паза (62, 64, 66, 68, 70), причем расстояние (a, a`) между точками встречи или пересечения каждого паза (62, 64, 66, 68, 70) с соответствующей биговой линией (36, 38, 40, 56) составляет по меньшей мере 50% от длины биговой линии (36, 38, 40, 56).
13. Складная коробка по п. 11 или 12,
отличающаяся тем, что расстояние (a, a`) составляет от 75% до 98% длины биговой линии (36, 38, 40, 56).
14. Складная коробка по п. 12 или 13,
отличающаяся тем, что по меньшей мере два паза (62, 64, 66, 68, 70) пересекаются или встречаются внутри боковой стенки (14, 16, 18).
15. Складная коробка по любому из пп. 12-14,
отличающаяся тем, что пазы (62, 64, 66, 68, 70) расположены таким образом, что они образуют внутри боковой стенки (14, 16, 18) декоративный рисунок.
16. Складная коробка по любому из пп. 12-15,
отличающаяся тем, что пазы (62, 64, 66, 68, 70) расположены таким образом, что они образуют внутри боковой стенки (14, 16, 18) различные или одинаковые частичные поверхности.
17. Складная коробка по любому из пп. 11-16,
отличающаяся тем, что глубина паза (62, 64, 66, 68, 70) составляет от 10% до 80% толщины соответствующей боковой стенки (14, 16, 18).
18. Складная коробка по любому из пп. 11-17,
отличающаяся тем, что паз (62, 64, 66, 68, 70) выполнен прямым, изогнутым, волнообразным, меандрирующим, ступенчатым или в виде комбинаций из этого.
19. Складная коробка по любому из пп. 11-18,
отличающаяся тем, что складная коробка является упаковкой, в частности упаковкой для хранения сигарет или других товаров, в частности для транспортировки и хранения упакованных или неупакованных сыпучих или несыпучих товаров.
| DE 20010593 U1, 17.08.2000 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| EP 2860024 A1, 15.04.2015 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| КОНТЕЙНЕР ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2011 |
|
RU2530376C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

