Настоящее изобретение относится к курительному изделию, выполненному с возможностью размещения вставного элемента на его расположенном дальше по ходу потока конце. Настоящее изобретение особенно применимо к сигаретам с фильтром, выполненным с возможностью размещения хрупкой капсулы на их расположенном дальше по ходу потока конце.
Сигареты с фильтром представляют собой один из примеров курительных изделий. Сигареты с фильтром обычно содержат стержень из резаного табачного наполнителя, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный конец к концу с обернутым табачным стержнем, причем фильтр прикреплен к табачному стержню с помощью ободковой бумаги. В обычных сигаретах с фильтром указанный фильтр может состоять из заглушки из ацетилцеллюлозного волокна, обернутой в пористую фицеллу. Известны также сигареты с фильтром, имеющие многокомпонентные фильтры, которые содержат два или более сегментов из фильтрующего материала для удаления компонентов в виде частиц и газообразных компонентов из вдыхаемого дыма.
В данной области техники был также предложен ряд курительных изделий, в которых образующий аэрозоль субстрат, такой как табак, нагревают, а не сжигают. В нагреваемых курительных изделиях аэрозоль генерируется в результате нагрева образующего аэрозоль субстрата. Известные нагреваемые курительные изделия включают, например, курительные изделия, в которых аэрозоль генерируется в результате электрического нагрева или в результате передачи тепла от горючего тепловыделяющего элемента или источника тепла на образующий аэрозоль субстрат. Во время курения из образующего аэрозоль субстрата вследствие передачи тепла от источника тепла выделяются летучие соединения, которые захватываются воздухом, втягиваемым через курительное изделие. По мере охлаждения выделяющихся соединений они конденсируются с образованием аэрозоля, который вдыхается потребителем. Известны также курительные изделия, в которых содержащий никотин аэрозоль образуется из табачного материала, табачного экстракта или другого источника никотина без сгорания и, в некоторых случаях, без нагрева, например в результате химической реакции.
Известно включение добавок, таких как ароматизаторы, в курительные изделия с целью модификации ощущений от курения у потребителя. Один известный способ включения добавок, таких как ароматизаторы, в курительное изделие состоит в их включении в форме разрушаемых капсул. Указанные капсулы обычно содержат хрупкую стенку, окружающую жидкую добавку. Потребитель имеет возможность приложения усилия к капсуле для разрыва указанной стенки и, таким образом, для высвобождения добавки, в результате чего для потребителя обеспечивается возможность модификации его ощущений от курения.
Однако такие капсулы включаются внутрь курительного изделия в процессе изготовления, например, путем их встраивания в сегмент волоконного фильтрующего материала, такого как ацетилцеллюлозный жгут. В результате потребитель ограничивается использованием добавок, которые уже предложены как часть изготовленного курительного изделия.
В WO 2013000967 A1 описан фильтр, имеющий выемку на мундштучном конце, которая выполнена с возможностью размещения и удержания вставляемого фильтрующего элемента комплементарной формы. Если капсула должна быть вставлена в выемку на мундштучном конце, то эта капсула сначала должна быть вставлена в заглушку из фильтрующего материала, с последующей вставкой указанной заглушки в указанную выемку. Заглушка сжимается во время вставки с образованием плотного прилегания внутри указанной выемки таким образом, чтобы заглушка удерживалась в ней.
Таким образом, было желательно улучшить способ, с помощью которого потребитель имеет возможность выбора по своему усмотрению своих ощущений от курения и, в частности, выбора по своему усмотрению типа добавки или ароматизатора, которые могут использоваться при курении курительного изделия.
Согласно первому аспекту настоящего изобретения, предложено курительное изделие для размещения вставного элемента, содержащее: генерирующий аэрозоль субстрат и мундштук, прикрепленный к расположенному дальше по ходу потока концу генерирующего аэрозоль субстрата и содержащий первый сегмент из упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине. Первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации указанного участка доступа, так что обеспечивается возможность образования или расширения отверстия в указанном участке доступа в первом сегменте по размещении вставного элемента.
Согласно одному аспекту изобретения, предложено курительное изделие для размещения вставного элемента, содержащее: генерирующий аэрозоль субстрат и мундштук, прикрепленный к расположенному дальше по ходу потока концу генерирующего аэрозоль субстрата и содержащий первый сегмент из упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине. Первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации участка доступа для вставного элемента между: недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в участке доступа для вставного элемента; и деформированным состоянием, в котором граница указанной по меньшей мере одной щели определяет по меньшей мере участок периферии отверстия в участке доступа для вставного элемента по размещении вставного элемента.
Благодаря наличию первого сегмента, имеющего участок доступа, содержащий указанную по меньшей мере одну щель, для потребителя обеспечивается возможность включения вставного элемента в мундштук курительного изделия после того, как курительное изделие изготовлено и поставлено потребителю. Вставной элемент может быть выполнен с возможностью изменения по меньшей мере одной характеристики курительного изделия. Следовательно, потребитель имеет возможность выбора по своему усмотрению своих ощущений от курения, путем выбора того, будут или нет вставляться один или более вставных элементов в мундштук курительного изделия.
Кроме того, в отличие от известных из уровня техники фильтров с выемками, таких как раскрытые в WO2013000967 A1, первый сегмент согласно настоящему изобретению содержит по меньшей мере одну щель, проходящую вдоль по меньшей мере участка длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента. Указанная щель выполнена для облегчения упругой деформации первого сегмента на участке доступа между недеформированным состоянием и деформированным состоянием. Такая деформация обеспечивает возможность образования или расширения отверстия в участке доступа в первом сегменте при вставке вставного элемента внутрь первого сегмента. Иначе говоря, вставка вставного элемента внутрь участка доступа в первом сегменте приводит к смещению упруго деформируемого материала сегмента с обеих сторон от указанной щели и, таким образом, к созданию отверстия или расширению существующего отверстия на участке доступа, через которое вставной элемент может проходить таким образом, чтобы он оказался вставленным внутрь мундштука.
В первой группе предпочтительных вариантов осуществления вставка вставного элемента может в итоге привести к тому, что вставной элемент будет находиться внутри первого сегмента мундштука. В таких случаях упруго деформируемый материал вокруг участка доступа будет действовать таким образом, чтобы удерживать вставной элемент на месте внутри первого сегмента. Путем выбора надлежащего упруго деформируемого материала и надлежащей конфигурации участка доступа, обеспечивается возможность легкой вставки и надежного удержания вставного элемента в первом сегменте мундштука без большого риска повреждения вставного элемента. Например, указанная по меньшей мере одна щель предпочтительно проходит в продольном направлении первого сегмента по меньшей мере на 40 процентов длины первой секции, более предпочтительно по меньшей мере на 60 процентов. Это обеспечивает возможность содействия вставке вставного элемента достаточно далеко вдоль длины первого сегмента, так что участки указанной по меньшей мере одной щели, расположенные дальше по ходу потока относительно вставного элемента, в дальнейшем не будут подвергаться влиянию присутствия вставного элемента, и, следовательно, обеспечивается возможность их возврата в свое исходное состояние для надежного удержания вставного элемента в положении внутри первого сегмента.
В качестве альтернативы, во второй группе предпочтительных вариантов осуществления мундштук также содержит второй трубчатый сегмент, расположенный смежно с первым сегментом раньше по ходу потока относительно него, представляющий собой полый трубчатый сегмент и образующий камеру для размещения вставного элемента. В таких вариантах осуществления вставка вставного элемента может в итоге привести к тому, что вставной элемент пройдет вдоль всей продольной длины образованного или расширенного отверстия первого сегмента до тех пор, пока он не достигнет камеры второго полого трубчатого сегмента мундштука и не расположится внутри нее. В таких вариантах осуществления также обеспечивается возможность легкой вставки и надежного удержания вставного элемента внутри мундштука без большого риска повреждения этого вставного элемента. Это обусловлено тем, что указанная по меньшей мере одна щель обеспечивает возможность содействия лучшему деформированию участка доступа в первом сегменте с его переходом в деформированное состояние при прохождении вставного элемента через образованное или расширенное отверстие, и таким образом предотвращается приложение слишком большого противодействующего или сжимающего усилия упруго деформируемым материалом первого сегмента к указанному элементу при его вставке. Однако после того, как вставной элемент прошел через отверстие первого сегмента и остался в камере второго полого трубчатого элемента, первый сегмент имеет возможность упругого возврата в свое исходное (недеформированное) состояние для обеспечения барьера, который предотвращает или затрудняет выход вставного элемента из мундштука. В частности, обеспечивается возможность упругого возврата участка доступа в первом сегменте из его деформированного состояния в недеформированное состояние, при котором отверстие в первом сегменте уже не существует, или в недеформированное состояние, при котором существующее отверстие в первом сегменте имеет площадь поперечного сечения, которая не полностью охватывает площадь поперечного сечения вставного элемента, заключенного внутри указанной камеры. Более конкретно, после того, как вставной элемент прошел через первый сегмент, участок первого сегмента, определяемый указанной по меньшей мере одной щелью, возвращается из своего деформированного состояния в первоначальное недеформированное состояние, так что указанная по меньшей мере одна щель приобретает свой первоначальный узкий профиль. Таким образом по меньшей мере частично обеспечивается закрывающая поверхность на расположенном дальше по ходу потока конце камеры, что обеспечивает возможность предотвращения выхода вставного элемента из камеры. Таким образом вставной элемент удерживается внутри указанной камеры и предотвращается его выход из мундштука.
Настоящее изобретение особенно подходит для использования с хрупкими вставными элементами, такими как хрупкие капсулы, которые выполнены с возможностью разлома или разрыва под действием внешнего усилия. При использовании с такими вставными элементами, благодаря расположению указанной по меньшей мере одной щели в первом сегменте, обеспечивается, чтобы на капсулу не действовало слишком высокое сжимающее усилие (приводящее к нежелательному разрыву) при ее вставке внутрь мундштука курительного изделия.
Соответственно, настоящее изобретение обеспечивает надежный и эффективный способ, с помощью которого потребитель имеет возможности вставки вставного элемента внутрь мундштука курительного изделия без большого риска повреждения вставного элемента во время вставки. Настоящее изобретение обеспечивает также надежный и эффективный способ удержания вставного элемента в мундштуке курительного изделия после его вставки. Следовательно, потребитель имеет возможность удобного выбора по своему усмотрению своих ощущений от курения, благодаря возможности выбора того, вставлять или нет один или более вставных элементов в мундштук курительного изделия.
Первый сегмент имеет участок доступа, выполненный с возможностью размещения внешнего вставного элемента. Поэтому первый сегмент предпочтительно размещен на расположенном дальше по ходу потока конце мундштука. Иначе говоря, первый сегмент предпочтительно образует расположенную дальше по ходу потока торцевую поверхность мундштука.
В качестве альтернативы, мундштук может содержать участок, расположенный дальше по ходу потока относительно первого сегмента. В таких вариантах осуществления участок, расположенный дальше по ходу потока относительно первого сегмента, должен быть выполнен таким образом, чтобы была обеспечена возможность прохождения вставного элемента от наружной стороны мундштука к участку доступа в первом сегменте. Следовательно, участок, расположенный дальше по ходу потока относительно первого сегмента, может состоять из одного или более полых трубчатых сегментов. В качестве альтернативы или дополнительно, участок, расположенный дальше по ходу потока относительно первого сегмента, может состоять из полости на мундштучном конце, образованной одной или более обертками, проходящими дальше по ходу потока относительно первого сегмента.
Как отмечено выше, указанная по меньшей мере одна щель первого сегмента выполнена с возможностью облегчения деформации участка доступа таким образом, чтобы была обеспечена возможность образования или расширения отверстия в участке доступа в первом сегменте по размещении вставного элемента. Следовательно, в самом широком смысле настоящее изобретение охватывает компоновки, в которых первоначально отверстие в участке доступа по существу отсутствует, и это отверстие образуется лишь при наличии указанной по меньшей мере одной щели, под действием вставки вставного элемента внутрь первого сегмента. Настоящее изобретение также охватывает компоновку, в которой предварительно выполненное отверстие уже существует в первом сегменте в качестве части участка доступа, и указанное предварительно выполненное отверстие способно расширяться благодаря наличию указанной по меньшей мере одной щели и действию вставки вставного элемента на первый сегмент.
Соответственно, в одной группе предпочтительных вариантов осуществления участок доступа в первых сегментах состоит лишь из указанной по меньшей мере одной щели. В таких вариантах осуществления указанная по меньшей мере одна щель выполнена с возможностью облегчения деформации участка доступа таким образом, чтобы на участке доступа в первом сегменте образовывалось отверстие по размещении вставного элемента. Например, в своей самой простой форме первый сегмент может состоять из одной щели, и отверстие образовано границей указанной одной щели, которая растягивается или деформируется при вставке вставного элемента внутрь мундштука. Соответственно, если первый сегмент находится в своем недеформированном состоянии, то отверстие по существу отсутствует, или имеет место отверстие бесконечно малого размера, образованное лишь самой указанной щелью. Тем не мене, при прохождении вставного элемента через первый сегмент или внутрь него, указанная щель облегчает деформацию участка доступа, что приводит к созданию и расширению отверстия, и таким образом обеспечивается возможность прохождения вставного элемента внутрь первого сегмента без приложения слишком большого противодействующего или сжимающего усилия к вставному элементу. В таких случаях периметр отверстия будет определяться лишь границами самой щели.
В еще одном примере участок доступа в первом сегменте может состоять лишь из первой щели и второй щели, причем вторая щель предпочтительно по существу перпендикулярна первой щели. В данном примере первый сегмент предпочтительно является по существу цилиндрическим, и каждая щель предпочтительно проходит вдоль линии, проходящей через центр по существу круглого поперечного сечения первого сегмента. В данном примере, при нахождении участка доступа в первом сегменте в недеформированном состоянии, отверстие по существу отсутствует, или имеет место отверстие с бесконечно малыми размерами, определяемое исключительно двумя указанными щелями. Однако при прохождении вставного элемента через первый сегмент, две указанных щели облегчают деформацию участка доступа, чтобы обеспечить создание и расширение отверстия и таким образом обеспечить возможность прохождения вставного элемента внутрь первого сегмента без приложения слишком большого противодействующего или сжимающего усилия к вставному элементу. В таких случаях периметр отверстия будет определяться лишь границами двух указанных щелей.
Наличие участка доступа в первом сегменте, определяемого исключительно указанной по меньшей мере одной щелью, способно обеспечить простой и эффективный способ облегчения вставки вставного элемента с одновременным предотвращением выхода вставного элемента (или его компонентов) из мундштука через его подносимый ко рту конец. В таких вариантах осуществления второй полый трубчатый сегмент может быть размещен смежно с первым сегментом, раньше по ходу потока относительно него, для образования камеры, в которой может находиться вставной элемент после прохождения через первый сегмент. Тем не менее, может быть более предпочтительным размещение и удержание вставного элемента в собственно первом сегменте. Это объясняется тем, что после того, как вставной элемент вставлен достаточно далеко вдоль длины первого сегмента, участки указанной по меньшей мере одной щели, расположенные дальше по ходу потока относительно вставного элемента (т. е. в направлении подносимого ко рту конца), могут возвращаться в их исходное (недеформированное) состояние для обеспечения эффективного барьера, который предотвращает или затрудняет выход вставного элемента из мундштука.
Как отмечено выше, настоящее изобретение также охватывает компоновку, в которой предварительно выполненное отверстие уже существует как часть участка доступа в первом сегменте, и указанное предварительно выполненное отверстие способно расширяться благодаря наличию указанной по меньшей мере одной щели и действию вставки вставного элемента на первый сегмент. Соответственно, в одной группе предпочтительных вариантов осуществления участок доступа в первом сегменте содержит указанную по меньшей мере одну щель и предварительно выполненное отверстие, проходящее вдоль по меньшей мере части длины первого сегмента. Иначе говоря, первый сегмент предпочтительно представляет собой полый трубчатый сегмент из упруго деформируемого материала, и участок доступа в первом сегменте также содержит предварительно выполненное отверстие в полом трубчатом сегменте, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия. В таких вариантах осуществления мундштук предпочтительно также содержит второй полый трубчатый сегмент, расположенный смежно с первым сегментом раньше по ходу потока относительно него, для образования камеры, в которой вставной элемент может находиться после его прохождения через первый сегмент. Предпочтительно, предварительно выполненное отверстие и указанная по меньшей мере одна щель проходят вдоль всей длины первого сегмента.
В вариантах осуществления, в которых первый сегмент представляет собой полый трубчатый сегмент из упруго деформируемого материала, и участок доступа также содержит предварительно выполненное отверстие в полом трубчатом сегменте, по меньшей мере участок первого полого трубчатого сегмента предпочтительно выступает внутрь указанного предварительно выполненного отверстия для образования по меньшей мере одного упруго деформируемого выступа.
Указанный по меньшей мере один упруго деформируемый выступ выступает внутрь предварительно выполненного отверстия с целью уменьшения той области внутренней поверхности первого полого трубчатого сегмента, которая способна войти в контакт с вставным элементом при его прохождении через первый сегмент. Таким образом обеспечивается дополнительное синергетическое преимущество, состоящее в том, что указанный выступ может затем действовать в качестве барьера, который затрудняет выход элемента из мундштука.
Указанный по меньшей мере один упруго деформируемый выступ может иметь любой подходящий профиль, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука. В частности, предварительно выполненное отверстие может иметь периметр, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука. Если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука, то каждый выступ первого полого трубчатого сегмента ограничен первым участком периметра и воображаемой прямой линией, которая проходит через каждый конец указанного первого участка периметра. Предпочтительно, расстояние между указанной воображаемой прямой линией и точкой на первом участке периметра, наиболее удаленной от указанной воображаемой прямой линии, в направлении, перпендикулярном указанной воображаемой прямой линии, составляет по меньшей мере приблизительно 0,5 миллиметра, предпочтительно по меньшей мере приблизительно 1 миллиметр, более предпочтительно по меньшей мере приблизительно 2 миллиметра. Следовательно, каждый выступ может иметь прямолинейные или криволинейные боковые участки, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука. Каждый выступ может иметь заостренный или закругленный конец, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука.
Предпочтительно, указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия, определяемой концом указанного по меньшей мере одного упруго деформируемого выступа. Например, первый сегмент может содержать первую щель, вторую щель, первый выступ и второй выступ, причем первая щель может проходить вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия, определяемой концом первого выступа, а вторая щель может проходить вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия, определяемой концом второго выступа.
Предпочтительно, форма предварительно выполненного отверстия имеет по меньшей мере одну степень двусторонней симметрии, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука. Предпочтительно, форма предварительно выполненного отверстия имеет радиальную симметрию, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука.
Первый сегмент может иметь любую подходящую форму. Предпочтительно, первый сегмент является по существу цилиндрическим. Иначе говоря, первый сегмент имеет по существу круглое поперечное сечение. В таких вариантах осуществления указанная по меньшей мере одна щель предпочтительно проходит вдоль по меньшей мере участка линии, проходящей через центр по существу круглого поперечного сечения первого сегмента. Таким образом обеспечивается возможность содействия упругому деформированию участка доступа в первом сегменте вокруг указанной по меньшей мере одной щели при прохождении вставного элемента через первый сегмент, и, следовательно, возможность содействия уменьшению сжимающего усилия, которое прикладывается первым сегментом к вставному элементу. Таким образом также обеспечивается возможность содействия пользователю в более точном выравнивании вставного элемента с участком доступа в первом сегменте, либо при использовании устройства для вставки вставного элемента, либо при непосредственной вставке указанного элемента с помощью пальцев.
Участок доступа в первом сегменте может быть оснащен любым подходящим количеством щелей. Например, может быть выполнена лишь единственная щель. В качестве альтернативы, в некоторых вариантах осуществления участок доступа в первом сегменте имеет по меньшей мере первую щель и вторую щель.
В таких вариантах осуществления указанная по меньшей мере одна щель в первом сегменте предпочтительно содержит первую щель и вторую щель, первая щель проходит по ширине первого сегмента вдоль по меньшей мере участка первой воображаемой линии, вторая щель проходит по ширине первого сегмента вдоль по меньшей мере участка второй воображаемой линии, и указанная первая воображаемая линия пересекается с указанной второй воображаемой линией в месте, находящемся на первом сегменте. В таких вариантах осуществления первая щель предпочтительно пересекается со второй щелью в месте, находящемся на первом сегменте.
Предпочтительно, вторая щель по существу перпендикулярна первой щели.
Предпочтительно, по меньшей мере одна щель проходит вдоль всей длины первого сегмента, и, еще более предпочтительно, все щели в первом сегменте проходят вдоль всей длины первого сегмента.
Вставной элемент может представлять собой любой компонент, который может быть вставлен внутрь мундштука курительного изделия. Предпочтительно, вставной элемент способен изменять по меньшей мере одну характеристику ощущений от курения. Например, вставной элемент может содержать фильтрующий материал, и таким образом он способен уменьшать количество определенных составляющих вдыхаемого дыма или пара, проходящих через мундштук. Вставной элемент может изменять поток вдыхаемого дыма или пара через мундштук. Например, вдыхаемый дым или пар могут преимущественно протекать через вставной элемент, или этот вставной элемент может действовать как ограничитель потока. Вставной элемент в этом случае может иметь более высокое или более низкое сопротивление затяжке по сравнению с другими компонентами мундштука.
Предпочтительно, вставной элемент выполнен с возможностью придания по меньшей мере одного аромата вдыхаемому дыму или пару, проходящему через мундштук. Вставной элемент может представлять собой, например, ароматическую гранулу или ароматическую нить. Тем не менее, вставной элемент предпочтительно представляет собой хрупкую капсулу, более предпочтительно хрупкую ароматическую капсулу.
Хрупкая капсула может быть обеспечена в виде части фильтрующего модуля, например в виде хрупкой капсулы, встроенной в заглушку из фильтрующего материала. В качестве альтернативы, в некоторых предпочтительных вариантах осуществления вставной элемент состоит только из хрупкой капсулы.
Хрупкая капсула предпочтительно содержит хрупкую оболочку, заключающую в себе содержимое, содержащее по меньшей мере одну добавку, способную модифицировать вдыхаемый дым или пар, проходящие через мундштук. Предпочтительно, содержимое представляет собой жидкое содержимое.
Если первый сегмент представляет собой полый трубчатый сегмент, имеющий по меньшей мере один упруго деформируемый внутренний выступ, то может быть обеспечен лишь один выступ. Таким образом обеспечивается возможность снижения сложности изготовления первого полого трубчатого сегмента.
В качестве альтернативы, в некоторых предпочтительных вариантах осуществления первый полый трубчатый сегмент содержит два или более упруго деформируемых выступов, которые выступают внутрь предварительно выполненного отверстия первого полого трубчатого сегмента. Предпочтительно, в таких вариантах осуществления указанные два или более упруго деформируемых выступов равномерно распределены вокруг предварительно выполненного отверстия. Например, первый полый трубчатый сегмент может содержать два упруго деформируемых выступа, расположенных диаметрально противоположно вокруг предварительно выполненного отверстия. В еще одном примере первый полый трубчатый сегмент может содержать три упруго деформируемых выступа, распределенных вокруг отверстия таким образом, что каждый выступ расположен в вершине воображаемого равностороннего треугольника, если смотреть со стороны торцевой поверхности мундштука, расположенной дальше по ходу потока. Это равномерное распределение обеспечивает возможность повышения эффективность выступов в плане обеспечения возможности прохождения вставного элемента внутрь камеры, расположенной раньше по ходу потока относительно первого сегмента. Указанное равномерное распределение также обеспечивает возможность повышения эффективности выступов при удержании вставного элемента в мундштуке после вставки. Иначе говоря, указанное равномерное распределение обеспечивает возможность более равномерного распределения сжимающего усилия, прикладываемого первым сегментом к вставному элементу при прохождении этого вставного элемента через указанное отверстие. Таким образом обеспечивается возможность дополнительного снижения риска повреждения вставного элемента при его вставке внутрь мундштука Следовательно, это является особенно полезным, если вставной элемент является хрупким, например в случае хрупкой капсулы.
Предпочтительно, указанный по меньшей мере один выступ ограничивает форму предварительно выполненного отверстия, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия или мундштука, так что указанное предварительно выполненное отверстие неспособно полностью охватить окружность с диаметром от приблизительно 2 миллиметров до приблизительно 5 миллиметров, более предпочтительно от приблизительно 3 миллиметров до приблизительно 4 миллиметров. Такие диаметры окружности соответствуют диаметрам типовой хрупкой капсулы для курительного изделия. Следовательно, такая капсула неспособна пройти через предварительно выполненное отверстие без деформации в первую очередь участка первого полого трубчатого сегмента.
Независимо от того, выступает ли по меньшей мере участок первого сегмента внутрь предварительно выполненного отверстия для образования по меньшей мере одного упруго деформируемого выступа, объем свободного пространства в камере второго полого трубчатого сегмента предпочтительно составляет больше, чем в отверстии первого сегмента, при наличии второго полого трубчатого сегмента. Это способствует эффективному удержанию вставного элемента в камере второго сегмента после его прохождения через отверстие участка доступа в первом полом трубчатом сегменте.
Следовательно, площадь поперечного сечения предварительно выполненного отверстия первого сегмента предпочтительно составляет меньше, чем площадь поперечного сечения камеры второго полого трубчатого сегмента. Таким образом обеспечивается возможность поддержки создания уступа между двумя сегментами, что обеспечивает возможность содействия предотвращению выхода вставного элемента из указанной камеры. Предпочтительно, центральная продольная ось мундштука проходит как через предварительно выполненное отверстие первого сегмента, так и через камеру второго полого трубчатого сегмента.
Это может быть выражено в виде эквивалентного диаметра (Deq.), который представляет собой диаметр окружности, имеющей такую же площадь, что и предварительно выполненное отверстие первого полого трубчатого сегмента. Следовательно, площадь поперечного сечения предварительно выполненного отверстия первого сегмента предпочтительно соответствует эквивалентному диаметру (Deq.) приблизительно 90 процентов или менее, более предпочтительно приблизительно 70 процентов или менее, еще более предпочтительно приблизительно 60 процентов или менее от эквивалентного диаметра (Deq.), соответствующего площади поперечного сечения камеры второго полого трубчатого сегмента. Эквивалентный диаметр (Deq.) может быть вычислен по следующей формуле:

где S – площадь поперечного сечения первого сегмента в заданном месте в продольном направлении, и π – математическая константа «пи». В случае первого сегмента, S представляет собой площадь поперечного сечения первого сегмента в том месте в продольном направлении, где находится указанная по меньшей мере одна щель.
Предпочтительно, площадь поперечного сечения предварительно выполненного отверстия первого сегмента соответствует эквивалентному диаметру (Deq.) от приблизительно 1,8 миллиметра до приблизительно 3,8 миллиметра.
Предпочтительно, площадь поперечного сечения камеры второго полого трубчатого сегмента соответствует эквивалентному диаметру (Deq.) от приблизительно 2,5 миллиметра до приблизительно 6,9 миллиметра.
Предпочтительно, площадь поперечного сечения предварительно выполненного отверстия первого сегмента не изменяется вдоль продольной оси мундштука. В этом случае указанные щели предпочтительно расположены вдоль всей длины первого сегмента. Таким образом обеспечивается возможность содействия упрощению изготовления первого сегмента. В качестве альтернативы, в некоторых вариантах осуществления площадь поперечного сечения предварительно выполненного отверстия первого сегмента изменяется вдоль продольной оси мундштука. Например, предварительно выполненное отверстие первого сегмента может сужаться на конус таким образом, чтобы оно имело меньшую площадь поперечного сечения на одном конце первого сегмента. В еще одном примере сегмент может содержать один или более вышеописанных выступов, которые могут располагаться лишь в пределах определенного продольного участка или участков первого сегмента.
Если мундштук содержит второй полый трубчатый сегмент, то этот второй полый трубчатый сегмент может представлять собой сегмент мундштука, расположенный раньше всего по ходу потока. В таких вариантах осуществления второй полый трубчатый сегмент является непосредственно смежным с расположенным дальше по ходу потока концом генерирующего аэрозоль субстрата. Тем не менее, мундштук предпочтительно также содержит сегмент из фильтрующего материала, расположенный смежно со вторым полым трубчатым сегментом раньше по ходу потока относительно него. Сегмент из фильтрующего материала предпочтительно представляет собой заглушку из волоконного фильтрующего материала, например заглушку из ацетилцеллюлозного жгута. Это обеспечивает расположенную раньше по ходу потока торцевую поверхность камеры второго полого трубчатого сегмента. Такой расположенный раньше по ходу потока сегмент из волоконного фильтрующего материала может быть полезен, если вставной элемент представляет собой капсулу с хрупкой оболочкой, заключающую в себе жидкое содержимое. Это обусловлено тем, что жидкое содержимое способно прилипать к волоконному материалу после разрушения капсулы и содействовать удержанию фрагментов оболочки капсулы в камере. Сегмент из фильтрующего материала, расположенный смежно со вторым полым трубчатым сегментом раньше по ходу потока относительно него, также обеспечивает преимущество, состоящее в возможности дополнительной фильтрации в мундштуке, что обеспечивает возможность содействия компенсации любого отсутствия или низкого уровня фильтрации, осуществляемой дальше по ходу потока относительно указанного сегмента.
Предпочтительно, сегмент из фильтрующего материала имеет цвет, отличающийся от цвета первого полого трубчатого сегмента. Это обеспечивает для потребителя возможность облегчения визуального определения периметра отверстия в первом полом трубчатом сегменте.
Мундштук также может содержать одну или более оберток, окружающих по меньшей мере первый сегмент. Указанные одна или более оберток могут также окружать любые дополнительные сегменты, которые могут присутствовать, такие как второй полый трубчатый сегмент, который расположен смежно с первым сегментом раньше по ходу потока относительно него. В особо предпочтительных вариантах осуществления мундштук также содержит непроницаемую обертку, окружающую по меньшей мере первый сегмент. Непроницаемая обертка может быть полезна, если вставной элемент представляет собой капсулу с хрупкой оболочкой, заключающую в себе жидкое содержимое. Это связано с тем, что непроницаемая обертка способна предотвращать просачивание жидкого содержимого через внешнюю поверхность мундштука. Непроницаемая обертка может содержать основу, такую как бумажная основа, на которую нанесено покрытие, непроницаемое для жидкости. Подходящие покрытия включают, но без ограничения, нитроцеллюлозу и этилцеллюлозу.
Первый сегмент может быть выполнен из любого подходящего упруго деформируемого материала. Например, первый сегмент может быть выполнен из вспененного материала или резины.
Предпочтительно, любой аэрозоль, генерируемый образующим аэрозоль субстратом, может проходить через участок первого сегмента, выполненного из упруго деформируемого материала.
В предпочтительных вариантах осуществления упруго деформируемый материал первого сегмента содержит волоконный фильтрующий материал. Волоконный фильтрующий материал может содержать волокна на основе целлюлозы, такие как ацетилцеллюлозные волокна. В таких вариантах осуществления первый полый трубчатый сегментом может пониматься как один из видов полой ацетатной трубки. В качестве альтернативы или дополнительно, волоконный материал может содержать волокна из полимолочной кислоты или гофрированную бумагу.
Для регулирования упругих свойств первого сегмента в волоконный фильтрующий материал может быть добавлен пластификатор. Такие пластификаторы включают триацетин и триэтиленгликоля диацетат. В случае включения пластификатора в первый сегмент, этот пластификатор предпочтительно включают в количестве от приблизительно 5 весовых процентов до приблизительно 23 весовых процентов от общего веса первого сегмента. В некоторых предпочтительных вариантах осуществления первый сегмент содержит волоконный фильтрующий материал и пластификатор, добавленный к волоконному фильтрующему материалу.
Если мундштучная часть также содержит второй полый трубчатый сегмент, содержащий волоконный фильтрующий материал и пластификатор, добавленный к указанному волоконному фильтрующему материалу, то весовое содержание пластификатора в процентах в первом сегменте может быть таким же, что и весовое содержание пластификатора в процентах во втором полом трубчатом сегменте. Тем не менее, весовое содержание в процентах пластификатора в первом сегменте предпочтительно составляет меньше, чем весовое содержание в процентах пластификатора во втором полом трубчатом сегменте. Таким образом обеспечивается преимущество, состоящее в возможности надлежащей деформации участка доступа в первом сегменте для обеспечения возможности легкой вставки вставного элемента внутрь камеры второго полого трубчатого сегмента с одновременным обеспечением стабильной окружающей среды для вставного элемента после его размещения внутри указанной камеры. Второй полый трубчатый сегмент может быть выполнен из любого пригодного материала. Предпочтительно, второй полый трубчатый сегмент содержит проницаемый периферийный участок и полую центральную сердцевину или камеру. Предпочтительно, второй полый трубчатый сегмент содержит волоконный фильтрующий материал. Иначе говоря, проницаемый периферийный участок второго полого трубчатого сегмента предпочтительно содержит волоконный фильтрующий материал. Волоконный фильтрующий материал может содержать волокна на основе целлюлозы, такие как ацетилцеллюлозные волокна. В таких вариантах осуществления второй трубчатый сегмент может пониматься как один из видов полой ацетатной трубки. Благодаря тому, что второй полый трубчатый сегмент оснащен проницаемым периферийным участком, дым по–прежнему сможет проходить через этот сегмент даже в том случае, если камера заполнена непроницаемым вставным элементом. Например, если в камере размещена хрупкая капсула, то для потребителя по–прежнему будет обеспечиваться возможность курения курительного изделия без разрушения капсулы, поскольку дым сможет проходить через указанный проницаемый периферийный участок. Благодаря этому, потребитель получает возможность по своему усмотрению выбирать, когда разрушить капсулу в процессе сеанса курения, вместо обязательного разрушения им капсулы до курения.
Если второй полый трубчатый сегмент содержит волоконный фильтрующий материал, то в этот волоконный фильтрующий материал может быть добавлен пластификатор. Такие пластификаторы включают триацетин и триэтиленгликоля диацетат. Пластификатор может быть включен во второй полый трубчатый сегмент в количестве от приблизительно 13 весовых процентов до приблизительно 25 весовых процентов от общего веса второго полого трубчатого сегмента.
Предпочтительно, первый сегмент имеет длину в продольном направлении мундштука от приблизительно 3 миллиметров до приблизительно 10 миллиметров, предпочтительно от приблизительно 4 миллиметров до приблизительно 7 миллиметров, наиболее предпочтительно приблизительно 5 миллиметров. Такая длина может содействовать обеспечению того, чтобы вставной элемент не проходил слишком далеко, чтобы достичь указанной камеры, и, следовательно, не подвергался слишком большому сжимающему усилию на протяжении слишком большого промежутка времени при его прохождении через указанное отверстие.
При наличии второго полого трубчатого сегмента, он предпочтительно имеет длину от приблизительно 4 миллиметров до приблизительно 12 миллиметров, предпочтительно от приблизительно 5 миллиметров до приблизительно 10 миллиметров, наиболее предпочтительно приблизительно 5 миллиметров или 7 миллиметров. Таким образом обеспечивается возможность выполнения указанной камеры с размерами, достаточными для вмещения по меньшей мере двух вставных элементов и, в частности, по меньшей мере двух хрупких ароматических капсул. Благодаря способности к вмещению по меньшей мере двух вставных элементов, для потребителя обеспечивается возможность более широкого выбора в плане индивидуальной адаптации мундштука своего курительного изделия, поскольку таким образом потребитель получает возможность выбора между разными комбинациями вставных элементов.
Следует понимать, что хотя настоящее изобретение описано выше в отношении курительного изделия, преимущества и технические эффекты настоящего изобретения в равной степени применимы к мундштуку для курительного изделия. Таким образом, согласно второму аспекту настоящего изобретения, предложен мундштук для курительного изделия, выполненный с возможностью размещения вставного элемента и содержащий: первый сегмент из упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине, причем указанный первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента таким образом, что обеспечивается возможность образования или расширения отверстия в указанном участке доступа в первом сегменте по размещении вставного элемента.
Согласно аспекту настоящего изобретения, предложен мундштук для курительного изделия, выполненный с возможностью вмещения вставного элемента и содержащий: первый сегмент из упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине. Первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облечения деформации указанного участка доступа для вставного элемента между: недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в указанном участке доступа для вставного элемента; и деформированным состоянием, в котором граница указанной по меньшей мере одной щели определяет по меньшей мере участок периферии отверстия в указанном участке доступа для вставного элемента по размещении вставного элемента.
Следует понимать, что настоящее изобретение также относится к способу изготовления мундштука для курительного изделия. Таким образом, согласно третьему аспекту настоящего изобретения, предложен способ изготовления мундштука для курительного изделия, включающий этапы, на которых: обеспечивают первый сегмент из упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине; и выполняют участок доступа в первом сегменте, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации участка доступа таким образом, чтобы была обеспечена возможность образования или расширения отверстия в участке доступа в первом сегменте по размещении вставного элемента.
Согласно аспекту настоящего изобретения, предложен способ изготовления мундштука для курительного изделия, выполненного с возможностью размещения в нем вставного элемента, причем указанный способ включает этапы, на которых: обеспечивают первый сегмент упруго деформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине; и выполняют по меньшей мере одну щель в первом сегменте для образования участка доступа в первом сегменте, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации участка доступа для вставного элемента между: недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в участке доступа для вставного элемента; и деформированным состоянием, в котором граница указанной по меньшей мере одной щели определяет по меньшей мере участок периферии отверстия в участке доступа для вставного элемента по размещении вставного элемента.
Предпочтительно, согласно способу в третьем аспекте настоящего изобретения первый сегмент представляет собой полый трубчатый сегмент из упруго деформируемого материала, имеющий предварительно выполненное отверстие, которое образует часть отверстия для доступа, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии указанного предварительно выполненного отверстия. Предпочтительно, этап выполнения участка доступа в первом сегменте включает выполнение по меньшей мере одной линии разреза в первом сегменте с образованием по меньшей мере одной щели.
Следует понимать, что предпочтительные признаки, описанные выше в отношении первого аспекта настоящего изобретения, могут быть также применимы к каждому из второго и третьего аспектов настоящего изобретения.
Термины «раньше по ходу потока» и «дальше по ходу потока» относятся к относительным местоположениям элементов курительного изделия или мундштука, описанным относительно направления потока вдыхаемого дыма, когда он втягивается из генерирующего аэрозоль субстрата через фильтр или мундштук. Следует понимать, что термин «расширенный» используется в данном документе для обозначения того факта, что существующее пространство или отверстие расширено внутрь другого участка первого сегмента в результате вставки вставного элемента через указанную по меньшей мере одну щель, причем указанное пространство затем обычно заполняется по меньшей мере частью вставного элемента. Это может привести, а может и не привести к тому, что деформируемый материал первого сегмента по меньшей мере временно займет меньший суммарный объем свободного пространства. Например, деформируемый материал может быть просто отклонен по границам указанной по меньшей мере одной щели для создания дополнительного пространства, подлежащего занятию вставным элементом при его вставке внутрь первого сегмента.
В контексте данного документа термин «продольный» относится к направлению, параллельному длине генерирующего аэрозоль изделия.
Курительные изделия согласно настоящему изобретению могут представлять собой сигареты с фильтром или другие курительные изделия, в которых генерирующий аэрозоль субстрат содержит табачный материал, сжигаемый для образования дыма. Следовательно, в любом из вышеописанных вариантов осуществления генерирующий аэрозоль субстрат может содержать табачный стержень. Кроме того, в любом из вышеописанных вариантов осуществления мундштук может представлять собой фильтр. В таких вариантах осуществления фильтр может быть скреплен с табачным стержнем с помощью ободковой бумаги.
В качестве альтернативы, курительные изделия согласно настоящему изобретению могут представлять собой изделия, в которых табачный материал нагревают для образования аэрозоля, а не сжигают. В нагреваемом генерирующем аэрозоль изделии одного типа табачный материал нагревают с помощью одного или более электрических нагревательных элементов для образования аэрозоля. В нагреваемом генерирующем аэрозоль изделии еще одного типа аэрозоль образуется в результате теплопередачи от горючего или химического источника тепла на физически отделенный табачный материал, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла. Настоящее изобретение также охватывает генерирующие аэрозоль изделия, в которых содержащий никотин аэрозоль генерируется из табачного материала, табачного экстракта или другого источника никотина без сжигания, и, в некоторых случаях, без нагрева, например в результате химической реакции
Настоящее изобретение будет далее описано исключительно на примерах со ссылками на сопроводительные чертежи, на которых:
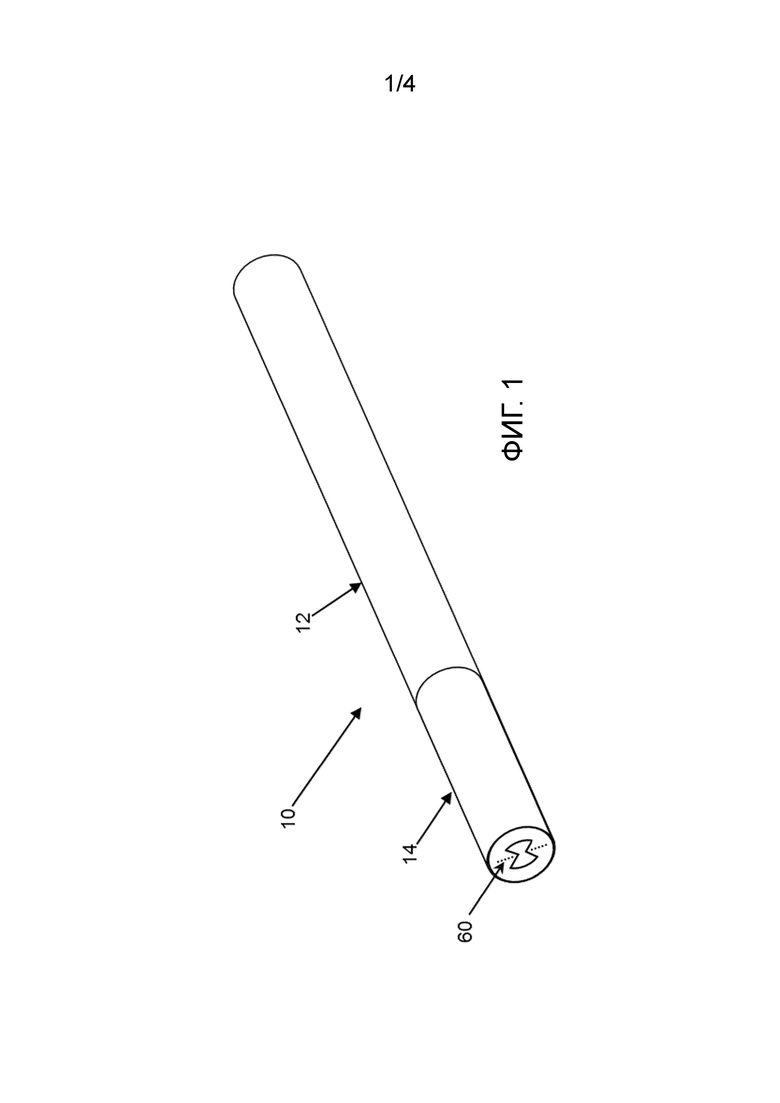
на фиг. 1 показано курительное изделие согласно настоящему изобретению;
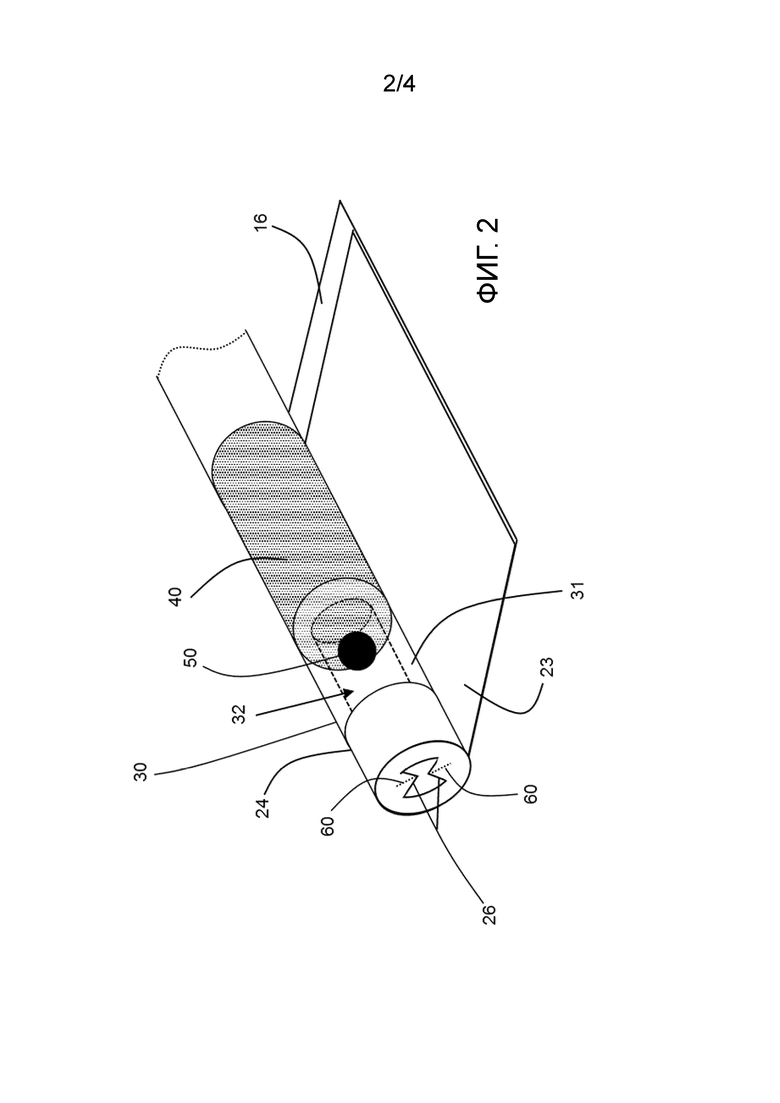
на фиг. 2 показан частично прозрачный вид курительного изделия по фиг. 1 с необернутым фильтром;
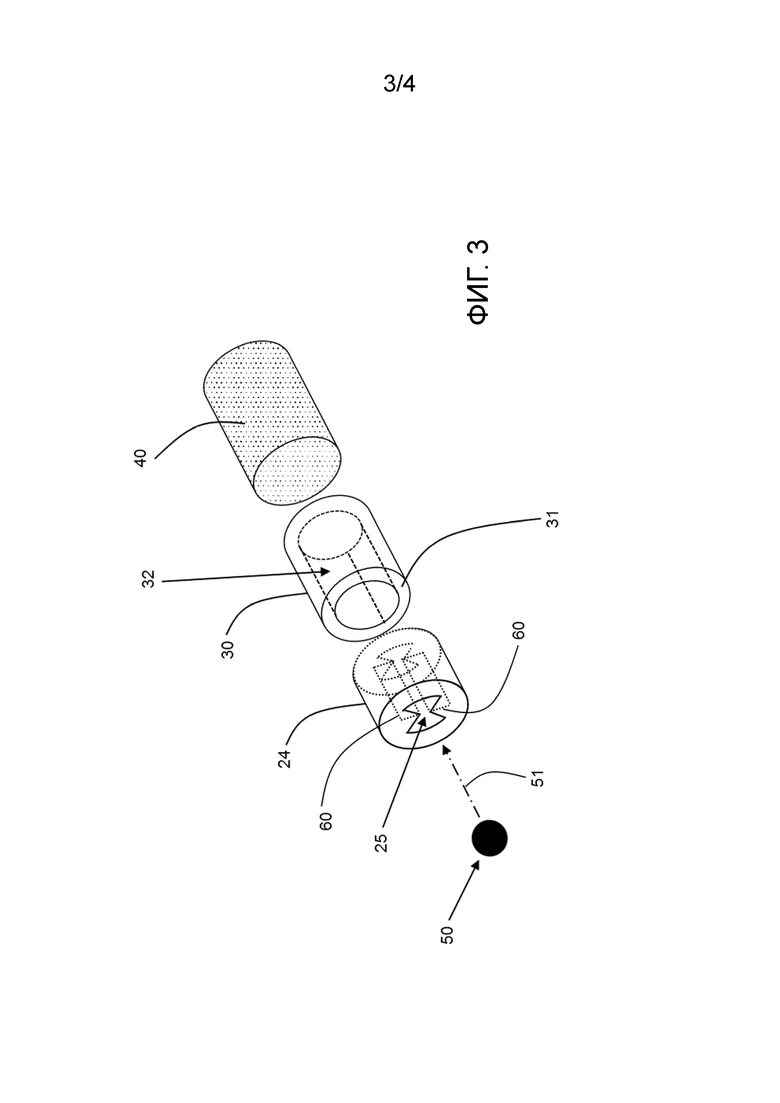
на фиг. 3 показано покомпонентный вид некоторых из компонентов по фиг. 2; и
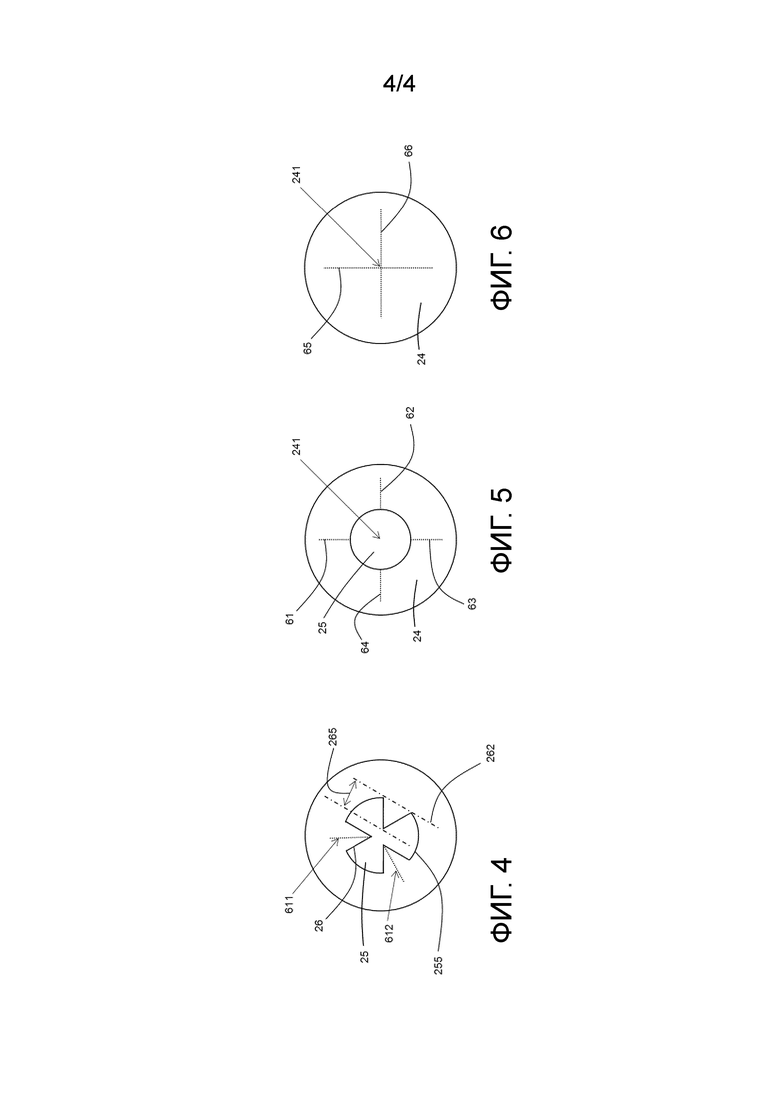
на фиг. 4–6 показаны примеры конфигураций первого сегмента курительного изделия согласно различным вариантам осуществления настоящего изобретения.
На фиг. 1 и фиг. 2 показано курительное изделие 10 согласно варианту осуществления настоящего изобретения. Курительное изделие 10 содержит обернутый стержень 12 из резаного табачного наполнителя, прикрепленный одним концом к выровненному по оси фильтру 14. Полоса ободковой бумаги 16 окружает фильтр 14 и участок обернутого стержня 12 из табака для соединения вместе двух частей курительного изделия 10.
Как показано на фиг. 2, фильтр 14 содержит первый сегмент 24 в виде полого трубчатого сегмента. Первый сегмент 24 содержит проницаемый периферийный участок, выполненный из упруго деформируемого волоконного фильтрующего материала (такого как ацетилцеллюлозный жгут), и предварительно выполненное центральное отверстие 25, проходящее вдоль всей длины сегмента 24.
В курительном изделии по фиг. 2 первый сегмент 24 находится на расположенном дальше по ходу потока конце фильтра 14. Тем не менее, в некоторых случаях фильтр может содержать один или более дополнительных полых трубчатых сегментов , расположенных дальше по ходу потока относительно первого полого трубчатого сегмента. В качестве альтернативы или дополнительно, участок, расположенный дальше по ходу потока относительно первого сегмента, может состоять из полости на мундштучном конце, образованной одной или более обертками, проходящими дальше по ходу потока относительно первого полого трубчатого сегмента.
Раньше по ходу потока относительно первого сегмента 24 расположен второй полый трубчатый сегмент 30, также выполненный из волоконного фильтрующего материала, такого как ацетилцеллюлозный жгут. Второй полый трубчатый сегмент 30 имеет периферийный участок 31, выполненный из волоконного фильтрующего материала, такого как ацетилцеллюлозный жгут. Как показано на фиг. 2, второй полый трубчатый сегмент 30 является смежным с первым сегментом 24.
Второй полый трубчатый сегмент 30 образует камеру 32 для размещения вставного элемента 50, такого как капсула 50. Смежно со вторым полым трубчатым сегментом 30 раньше по ходу потока относительно него расположена заглушка из фильтрующего материала 40, например заглушка из ацетилцеллюлозного жгута. На фиг. 3 можно видеть покомпонентный вид первого полого трубчатого сегмента 24, второго полого трубчатого сегмента 30 и заглушки из фильтрующего материала 40. На фиг. 2 капсула 50 показана как находящаяся в камере 32 второго полого трубчатого сегмента 30. На фиг. 3 капсула 50 показана как внешняя по отношению к сегментам мундштука, при этом стрелка 51 показывает путь, вдоль которого капсула должна переместиться, чтобы войти в камеру 32 второго полого трубчатого сегмента 30.
Как лучше всего видно на фиг. 2 и 3, первый сегмент 24 содержит участок доступа для вставного элемента, содержащий предварительно выполненное отверстие 25 и пару щелей 60. Участок доступа выполнен таким образом, что вставной элемент 50 имеет возможность прохождения с внешней стороны мундштука внутрь камеры 32 второго полого трубчатого сегмента 30. В частности, как лучше всего видно на фиг. 3, два участка первого полого трубчатого сегмента 24 выступают внутрь предварительно выполненного отверстия 25 с образованием двух упруго деформируемых выступов 26 на расположенном дальше по ходу потока конце фильтра 14. Эти выступы содействуют уменьшению площади поперечного сечения предварительно выполненного отверстия 25 по сравнению с площадью поперечного сечения камеры 32.
Каждая щель 60 участка доступа проходит вдоль всей длины первого сегмента 24 и вдоль части ширины первого сегмента 24 от точки на периферии предварительно выполненного отверстия 25, определяемой вершиной соответствующего упруго деформируемого выступа 26. Щели 60 выполнены таким образом, что они облегчают деформацию участка доступа в первом сегменте 24, так что предварительно выполненное отверстие 25 имеет возможность расширения на участке доступа при прохождении вставного элемента через первый сегмент 24.
Щели 60 могут быть выполнены путем воздействия режущего лезвия на первый сегмент 24 после выполнения отверстия 25.
Благодаря наличию щелей 60 в первом сегменте, обеспечивается возможность легкой вставки капсулы 50 внутрь мундштука 14 без большого риска повреждения капсулы 50 во время вставки. Это объясняется тем, что щели 60 обеспечивают возможность содействия лучшей деформации участка доступа в первом сегменте 24 и, в частности, выступов 26 первого сегмента 24, вокруг предварительно выполненного отверстия 25 при прохождении капсулы 50 через первый сегмент 24. Таким образом предотвращается приложение упруго деформируемым материалом первого сегмента 24 слишком большого противодействующего или сжимающего усилия к капсуле 50. Тем не менее, после того, как капсула 50 прошла через предварительно выполненное отверстие 25 и разместилась в камере 32 второго полого трубчатого сегмента 30, первый сегмент 24 и, в частности, выступ 26, имеет возможность упругого возврата в свое исходное недеформированное состояние для обеспечения барьера, который предотвращает или затрудняет выход капсулы 50 из мундштука 14. В частности, первый сегмент 24 имеет возможность упругого возврата в положение, при котором предварительно выполненное отверстие 25 первого сегмента имеет поперечное сечение, не полностью охватывающее поперечное сечение капсулы 50, заключенной внутри камеры 32. Более конкретно, после прохождения капсулы 50 через первый сегмент 24, участок первого сегмента 24, образованный щелями 60, возвращается в свое прежнее положение, так что щели 60 приобретают свой исходный узкий профиль, и таким образом обеспечивается наличие по меньшей мере частичной охватывающей поверхности дальше по ходу потока относительно камеры 32 для закрепления капсулы 50 в камере 32. Таким образом капсула 50 удерживается в камере 32 и предотвращается ее выход из мундштука 13.
Соответственно, потребитель имеет возможность вставки капсулы 50 через участок доступа в первом сегменте 24 внутрь камеры 32 второго полого трубчатого сегмента 30. Во время вставки выступы 26 упруго деформируются, обеспечивая прохождение вставного элемента 50 через отверстие 25. Деформация выступов 26 дополнительно облегчается благодаря наличию щелей 60. После прохождения капсулы 50 внутрь камеры 32, выступы 26 возвращаются в свое исходное (недеформированное) состояние и обеспечивают барьер, который предотвращает выход капсулы 50 из мундштука.
На фиг. 4–6 показаны примеры конфигураций участка доступа в первом сегменте 24 курительного изделия согласно вариантам осуществления настоящего изобретения, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия в точке вдоль центральной продольной оси курительного изделия. На фиг. 4 участок доступа, как и в предыдущем примере, содержит предварительно выполненное отверстие 25. Три упруго деформируемых выступа 26, равномерно распределены вокруг отверстия 25, при этом каждый выступ 26 расположен в вершине воображаемого равностороннего треугольника. Иначе говоря, выступы 26 расположены через равные промежутки вокруг предварительно выполненного отверстия 25.
Как показано на фиг. 4, участок доступа в первом сегменте дополнительно содержит первую щель 611 и вторую щель 612, каждая из которых проходит от конца соответствующего выступа 26. Один из выступов не имеет соответствующей щели.
Как можно видеть на фиг. 4, предварительно выполненное отверстие 25 имеет периметр 255, если смотреть со стороны расположенного дальше по ходу потока конца курительного изделия. Каждый выступ 26 первого полого трубчатого сегмента 24 ограничен первым участком периметра и воображаемой прямой линией 262, которая проходит через каждый конец первого участка периметра. Расстояние 265 между прямой линией 262 и точкой на первом участке периметра, наиболее удаленной от указанной прямой линии в направлении, перпендикулярном этой прямой линии, соответствует «высоте» 265 выступа 26.
На фиг. 5 и 6 показаны дополнительные примеры конфигураций для участка доступа в первом сегменте 24 курительного изделия согласно вариантам осуществления настоящего изобретения. На фиг. 5 участок доступа, как и в предыдущих примерах, содержит предварительно выполненное отверстие 25. Тем не менее, в данном варианте осуществления отсутствуют выступы вокруг предварительно выполненного отверстия 25 участка доступа в первом сегменте 24. Вместо этого, предварительно выполненное отверстие 25 имеет круглое поперечное сечение. Участок доступа в первом сегменте 24 по фиг. 5 также содержит четыре щели 61, 62, 63, 64, которые расположены через одинаковые промежутки вокруг предварительно выполненного отверстия 25. Каждая щель проходит вдоль части ширины первого сегмента 24 от точки на периферии предварительно выполненного отверстия 25, вдоль линии, проходящей через центр 241 по существу круглого поперечного сечения первого сегмента 24. В варианте осуществления по фиг. 5 поперечное сечение предварительно выполненного отверстия 25 меньше поперечного сечения вставного элемента 50, который вставляется внутрь мундштука. В таком варианте можно было бы ожидать, что упруго деформируемый материал первого сегмента 24 будет создавать сравнительно высокое усилие сжатия на вставном элементе 50 при его прохождении через предварительно выполненное отверстие 25. Тем не менее, поскольку участок доступа содержит четыре щели 61, 62, 63, 64, расположенные через промежутки вокруг предварительно выполненного отверстия 25, обеспечивается возможность дополнительного содействия деформации участка доступа. Это способствует предотвращению приложения упруго деформируемым материалом первого сегмента 24 слишком большого противодействующего или сжимающего усилия к вставному элементу 50 при вставке этого элемента 50 в или через участок доступа в первом сегменте.
На фиг. 6 показан еще один пример конфигурации первого сегмента 24 курительного изделия согласно еще одному варианту осуществления настоящего изобретения. В отличие от сегментов по фиг. 4 и 5, участок доступа в первом сегменте по фиг. 6 не содержит предварительно выполненного отверстия 25. Вместо этого участок доступа в первом сегменте на фиг. 6 образован исключительно посредством первой щели 65 и второй щели 66. Вторая щель 66 по существу перпендикулярна первой щели 65. Каждая щель проходит вдоль части ширины первого сегмента 24 и вдоль линии, проходящей через центр 241 по существу круглого поперечного сечения первого сегмента 24. Соответственно, если участок доступа в первом сегменте 24 на фиг. 6 находится в своем недеформированном состоянии, то отверстие в участке доступа по существу отсутствует, или имеет место отверстие бесконечно малого размера, образованное лишь собственно щелями 65, 66. Тем не менее, при попытке потребителя вставить вставной элемент 50 внутрь мундштука через участок доступа в первом сегменте 24, щели 65, 66 облегчают деформацию участка доступа вокруг вставного элемента 50, что приводит к образованию отверстия в участке доступа, и таким образом обеспечивается возможность по меньшей мере частичного прохождения вставного элемента 50 через первый сегмент 24 без приложения слишком большого противодействующего или сжимающего усилия к вставному элементу 50.
После того, как вставной элемент 50 прошел достаточно далеко вдоль длины участка доступа в первом сегменте 24, участки щелей 65, 66 на подносимом ко рту конце первого сегмента 24 больше не будут испытывать влияние присутствия вставного элемента и, следовательно, они будут иметь возможность возврата в свое прежнее недеформированное состояние. Это означает, что щели 65, 66 приобретают свой первоначальный узкий профиль, как показано на фиг. 6, и таким образом они обеспечивают по меньшей мере частичную закрывающую поверхность дальше по ходу потока относительно вставного элемента 50. Следовательно, участки щелей 65, 66 на подносимом ко рту конце обеспечивают чрезвычайно эффективный барьер, который предотвращает или затрудняет выход вставного элемента 50 из мундштука после его вставки.
Группа изобретений относится к курительному изделию для размещения вставного элемента, мундштуку для курительного изделия и к способу изготовления мундштука для курительного изделия. Курительное изделие для размещения вставного элемента содержит генерирующий аэрозоль субстрат и мундштук, прикрепленный к расположенному дальше по ходу потока концу генерирующего аэрозоль субстрата. Мундштук содержит первый сегмент из упругодеформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине. Первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации указанного участка доступа для вставного элемента между: недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в указанном участке доступа для вставного элемента, и деформированным состоянием, в котором граница указанной по меньшей мере одной щели образует по меньшей мере участок периферии отверстия в участке доступа для вставного элемента под действием вставки вставного элемента внутрь первого сегмента мундштука. Технический результат - возможность вставить блок вставки в мундштук курительного изделия без большого риска повреждения блока вставки во время введения. 3 н. и 12 з.п. ф-лы, 6 ил.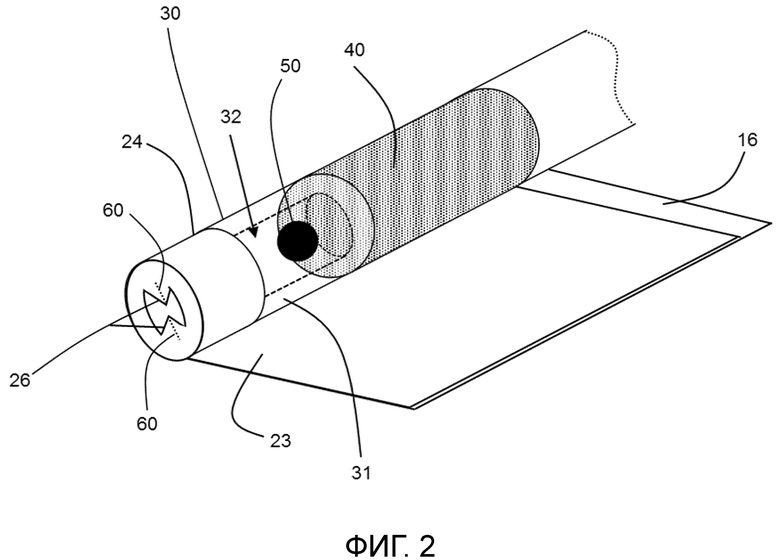
1. Курительное изделие для размещения вставного элемента, содержащее:
генерирующий аэрозоль субстрат и мундштук, прикрепленный к расположенному дальше по ходу потока концу генерирующего аэрозоль субстрата, при этом мундштук содержит:
первый сегмент из упругодеформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине,
при этом первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации указанного участка доступа для вставного элемента между:
недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в указанном участке доступа для вставного элемента; и
деформированным состоянием, в котором граница указанной по меньшей мере одной щели образует по меньшей мере участок периферии отверстия в участке доступа для вставного элемента под действием вставки вставного элемента внутрь первого сегмента мундштука.
2. Курительное изделие по п.1, в котором участок доступа в первом сегменте состоит лишь из указанной по меньшей мере одной щели.
3. Курительное изделие по п.1, в котором первый сегмент представляет собой полый трубчатый сегмент из упругодеформируемого материала и участок доступа в первом сегменте также содержит предварительно выполненное отверстие в полом трубчатом сегменте, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия.
4. Курительное изделие по п.3, в котором по меньшей мере участок первого полого трубчатого сегмента выступает внутрь предварительно выполненного отверстия с образованием по меньшей мере одного упругодеформируемого выступа.
5. Курительное изделие по п.4, в котором указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия, определяемой вершиной указанного по меньшей мере одного упругодеформируемого выступа.
6. Курительное изделие по любому из предыдущих пунктов, в котором первый сегмент имеет круглое поперечное сечение и указанная по меньшей мере одна щель проходит вдоль по меньшей мере участка линии, проходящей через центр круглого поперечного сечения первого сегмента.
7. Курительное изделие по любому из предыдущих пунктов, в котором указанная по меньшей мере одна щель в первом сегменте содержит первую щель и вторую щель, причем первая щель пересекается со второй щелью в месте, расположенном на первом сегменте.
8. Курительное изделие по п.7, в котором вторая щель перпендикулярна первой щели.
9. Курительное изделие по любому из предыдущих пунктов, в котором указанная по меньшей мере одна щель проходит вдоль всей длины первого сегмента.
10. Курительное изделие по любому из предыдущих пунктов, в котором первый сегмент содержит волоконный фильтрующий материал, такой как ацетилцеллюлозные волокна, волокна из полимолочной кислоты или гофрированную бумагу, и пластификатор, добавленный к волоконному фильтрующему материалу.
11. Курительное изделие по любому из предыдущих пунктов, в котором мундштук также содержит второй сегмент, расположенный смежно с первым сегментом раньше по ходу потока относительно него и представляющий собой полый трубчатый сегмент, образующий камеру для размещения вставного элемента.
12. Курительное изделие по п.11, в котором мундштук также содержит сегмент фильтрующего материала, расположенный смежно со вторым сегментом раньше по ходу потока относительно него.
13. Мундштук для курительного изделия, выполненный с возможностью размещения вставного элемента и содержащий:
первый сегмент из упругодеформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине, при этом
первый сегмент содержит участок доступа для вставного элемента, содержащий по меньшей мере одну щель, проходящую вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации указанного участка доступа для вставного элемента между:
недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в участке доступа для вставного элемента; и
деформированным состоянием, в котором граница указанной по меньшей мере одной щели образует по меньшей мере участок периферии отверстия в участке доступа для вставного элемента под действием вставки вставного элемента внутрь первого сегмента мундштука.
14. Способ изготовления мундштука для курительного изделия, причем мундштук имеет возможность размещения в нем вставного элемента; при этом указанный способ включает этапы, на которых:
обеспечивают первый сегмент упругодеформируемого материала, имеющий длину в продольном направлении мундштука и ширину в направлении, поперечном его длине; и
выполняют по меньшей мере одну щель в первом сегменте для образования участка доступа в первом сегменте, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части длины первого сегмента и вдоль по меньшей мере части ширины первого сегмента для облегчения деформации участка доступа для вставного элемента между:
недеформированным состоянием, в котором граница указанной по меньшей мере одной щели не определяет отверстие в участке доступа для вставного элемента; и
деформированным состоянием, в котором граница указанной по меньшей мере одной щели образует по меньшей мере участок периферии отверстия в участке доступа для вставного элемента под действием вставки вставного элемента внутрь первого сегмента мундштука.
15. Способ по п.14, согласно которому первый сегмент представляет собой полый трубчатый сегмент из упругодеформируемого материала, имеющий предварительно выполненное отверстие, которое образует часть отверстия для доступа, причем указанная по меньшей мере одна щель проходит вдоль по меньшей мере части ширины первого сегмента от точки на периферии предварительно выполненного отверстия.
| CA 2961106 A1, 04.02.2016 | |||
| WO 2012156689 A2, 22.11.2012 | |||
| WO 2017009298 A1, 19.01.2017 | |||
| CN 105876854 A, 24.08.2016 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ИЗМЕНЯЮЩИМ ОКРАСКУ СЕГМЕНТОМ | 2012 |
|
RU2564600C1 |

