Эта заявка подана 8 августа 2018 г. как международная патентная заявка РСТ. Настоящее изобретение включает вместе с правками раскрытие предварительной заявки на патент США №62/543090, поданной 9 августа 2017 г. Заявляется приоритет предварительной заявки на патент США №62/543090 в надлежащем объеме; и полное раскрытие предварительной заявки на патент США №62/543090 включено в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к компоновкам фильтров, как правило, для использования при фильтрации воздуха, такого как всасываемый воздух для двигателей внутреннего сгорания. В определенных выбранных примерах настоящее изобретение, в частности, относится к компоновкам фильтров, которые используют обслуживаемые картриджи, имеющие противолежащие концы для потока; однако описаны и другие применения. Также описаны компоновки воздухоочистителей, признаки и способы сборки и использования.
Предпосылки создания изобретения
Воздушные струи могут переносить загрязняющие вещества, например, содержащиеся в них частицы пыли и жидкостей. Во многих случаях желательно отфильтровать из воздушной струи некоторые или все загрязняющие вещества. Например, струи воздушного потока в двигатели (например, воздушные струи для горения) для моторизованных транспортных средств или для оборудования для выработки электроэнергии, газовые струи в системы газовых турбин и воздушные струи в различные пламенные печи переносят содержащийся в них загрязнитель в форме частиц, который следует отфильтровать. Для таких систем предпочтительно, чтобы выбранное загрязняющее вещество было удалено из воздуха (или был снижен его уровень в воздухе). Для удаления загрязнителей были разработаны разнообразные компоновки воздушных фильтров. Производится поиск усовершенствований.
Сущность изобретения
Согласно настоящему изобретению раскрываются воздухоочистительные узлы, корпуса, обслуживаемые картриджи фильтров и связанные с ними признаки, компоненты и способы. В общем, признаки относятся к системам, которые приспособлены для того, чтобы способствовать препятствованию установки ненадлежащего картриджа в корпус воздухоочистителя во время обслуживания. В настоящем документе описываются разнообразные подходы, которые можно независимо или совместно использовать для достижения желаемого результата.
Краткое описание графических материалов
Фиг. 1 местный схематический перспективный вид первого примерного типа набивки, пригодного для использования в компоновках согласно настоящему изобретению.
Фиг. 2 - увеличенный схематический вид в сечении части набивки, относящейся к типу, изображенному на фиг. 1.
Фиг. 3 включает схематические виды примеров различных определений рифленой набивки для набивки, относящейся к типу по фиг. 1 и фиг. 2.
Фиг. 4 - схематический вид примерного процесса изготовления набивки, относящейся к типу по фиг. 1-3.
Фиг. 5 схематический вид в разрезе необязательной концевой наметки для рифлений набивки, относящейся к типу по фиг. 1-4.
Фиг. 6 - схематический перспективный вид свернутой в спираль компоновки фильтра, пригодной для использования в картридже фильтра, обладающем признаками в соответствии с настоящим изобретением, и изготовленной из ленты набивки, например, в соответствии с фиг. 1.
Фиг. 7 схематический перспективный вид компоновки паковки уложенной в стопу набивки, пригодной для использования в компоновке фильтра, обладающей выбранными признаками в соответствии с настоящим изобретением, и изготовленной из ленты набивки, например, в соответствии с фиг. 1.
Фиг.8 - схематический вид конца для потока паковки фильтрующей набивки, в которой используется набивка, альтернативная набивке по фиг. 1 и альтернативно пригодная для использования в выбранных картриджах фильтров в соответствии с настоящим изобретением.
Фиг. 8А - схематический вид конца для потока, противоположный виду по фиг. 8.
Фиг. 8В схематический вид в разрезе паковки набивки по фиг. 8 и фиг. 8А.
Фиг. 9 - схематический местный вид в сечении дополнительного альтернативного типа набивки, пригодного для использования в паковке набивки картриджа фильтра, обладающего признаками в соответствии с настоящим изобретением.
Фиг. 10 схематический местный вид в сечении первого варианта типа набивки по фиг. 9.
Фиг. 11А - схематическое местное изображение другой пригодной для использования комбинации рифленого листа / облицовочного листа в соответствии с настоящим изобретением.
Фиг. 11 В местный второй схематический вид типа набивки, показанной на фиг. 11А, которая показана в паковке набивки.
Фиг. 11С - схематический местный вид в плане еще одного варианта набивки, пригодного для использования в компоновках согласно настоящему изобретению.
Фиг. 12 - схематический вид другого варианта пригодной для использования набивки в соответствии с настоящим изобретением.
Фиг. 12А - схематическое изображение другой пригодной для использования комбинации рифленого листа / облицовочного листа в соответствии с настоящим изобретением.
Фиг. 12В перспективный вид части пригодной для использования комбинации рифленого листа / облицовочного листа, изображенной на фиг. 64.
Фиг. 13 - схематическое изображение узла оборудования, содержащего воздухоочиститель согласно настоящему изобретению.
Фиг. 14 схематический вид сбоку примерного воздухоочистительного узла с учетом принципов согласно настоящему изобретению.
Фиг.14А - перспективный вид выпускного конца воздухоочистительного узла по фиг. 14.
Фиг. 15 схематический покомпонентный вид воздухоочистительного узла по фиг. 14.
Фиг. 15А - схематический покомпонентный перспективный вид узла по фиг. 14.
Фиг. 16 схематический перспективный вид впускного конца главного картриджа фильтра узла по фиг. 14-15.
Фиг. 17 - схематический перспективный вид выпускного конца картриджа фильтра по фиг. 16.
Фиг. 18 - схематический покомпонентный перспективный вид выпускного конца картриджа фильтра по фиг. 16 и фиг. 17.
Фиг. 19 схематический покомпонентный перспективный вид впускного конца картриджа фильтра по фиг. 16-18.
Фиг. 20 - схематический перспективный вид необязательного защитного картриджа фильтра, изображенного в качестве используемого в узле по фиг. 14 и фиг. 15.
Фиг. 21 схематический вид сбоку в плане впуска компонента корпуса воздухоочистителя по фиг. 14 и фиг. 15.
Фиг. 21А - схематический местный вид в разрезе, взятый в целом вдоль линии 21А-21А, фиг. 21.
Фиг. 22 схематический вид сбоку воздухоочистительного узла в соответствии с фиг. 14, на котором части показаны пунктиром, чтобы показать внутренние детали относительно положения главного картриджа воздушного фильтра.
Фиг. 23 - схематический перспективный вид уплотнительного конца первого альтернативного картриджа фильтра, пригодного для использования с описанными общими признаками воздухоочистительного узла.
Фиг. 24 - схематический вид в плане уплотнительного конца картриджа фильтра по фиг. 23.
Фиг. 25 схематический вид в разрезе картриджа фильтра по фиг. 23, фиг. 24, взятый в целом вдоль линии 25-25, фиг. 24.
Фиг.26 - схематический вид в разрезе картриджа фильтра по фиг. 23 и фиг. 24, взятый в целом вдоль линии 26-26, фиг. 24.
Фиг. 27 увеличенный местный вид части, указанной на фиг. 25.
Фиг. 28 схематический вид в плане формованной уплотнительной части картриджа фильтра по фиг. 23 и фиг. 24.
Фиг. 29 - схематический перспективный вид формованной уплотнительной части по фиг. 28.
Фиг. 29А схематический вид в разрезе, взятый вдоль линии 29А-29А, фиг. 28.
Фиг. 29В - схематический вид в разрезе, взятый вдоль линии 29В-29В, фиг. 28.
Фиг. 29С - увеличенный схематический местный вид части, указанной на фиг. 29В.
Фиг. 30 схематический перспективный вид компонента опоры уплотнения заготовки картриджа фильтра по фиг. 23 и фиг. 24.
Фиг. 31 - схематический вид сбоку в плане буртика опоры уплотнения заготовки по фиг. 30.
Фиг. 32 схематический вид в разрезе, взятый вдоль линии 32-32, фиг. 31.
Фиг. 33 - схематический вид в разрезе части опоры каркаса заготовки по фиг. 30, взятый в целом вдоль линии 33-33, фиг. 31.
Фиг. 34 схематический увеличенный местный вид части, указанной на фиг. 32.
Фиг. 35 - схематический перспективный вид третьего картриджа фильтра с учетом принципов в соответствии с настоящим изобретением.
Фиг. 36 - схематический вид в плане уплотнительного конца картриджа фильтра по фиг. 35.
Фиг. 37 увеличенный местный вид в разрезе уплотнительной части картриджа фильтра по фиг. 35 и фиг. 36, взятый в целом вдоль линии 37-37, фиг. 36.
Фиг. 38 увеличенный схематический вид в разрезе уплотнительной части по фиг. 37, но взятый в целом вдоль линии 38-38, фиг. 36.
Фиг.39 - схематический перспективный вид уплотнительного конца четвертого примерного картриджа фильтра, включающего признаки в соответствии с принципами настоящего изобретения.
Фиг. 40 схематический вид в плане уплотнительного конца картриджа фильтра по фиг. 39.
Фиг. 41 - схематический вид в разрезе, взятый вдоль линии 41-41, фиг. 40.
Фиг. 42 схематический вид в разрезе, взятый в целом вдоль линии 42-42, фиг. 40.
Фиг. 43 - схематический перспективный вид компонента опоры уплотнения заготовки картриджа фильтра по фиг. 39.
Фиг. 44 - схематический вид в плане заготовки по фиг. 43.
Фиг. 45 схематический внутренний вид в плане заготовки по фиг. 43.
Фиг. 46 схематический вид в разрезе, взятый в целом вдоль линии 46-46, фиг. 45.
Фиг. 47 - схематический вертикальный вид сбоку воздухоочистительного узла, содержащего картридж фильтра и обладающего признаками в соответствии с настоящим изобретением.
Фиг. 48 - схематический покомпонентный перспективный вид воздухоочистительного узла по фиг. 47.
Фиг. 49 перспективный вид впускного конца картриджа фильтра по фиг. 48.
Фиг. 50 - перспективный вид уплотнительного конца картриджа фильтра по фиг. 49.
Фиг. 51 - схематический вид сбоку картриджа фильтра по фиг. 49.
Фиг. 52 - схематический вертикальный вид выпускного конца картриджа фильтра по фиг. 49.
Фиг. 53 схематический покомпонентный перспективный вид впускного конца картриджа фильтра по фиг. 49.
Фиг. 54 - схематический покомпонентный перспективный вид выпускного конца картриджа фильтра по фиг. 49.
Фиг.55 - схематический местный частичный вид в разрезе, на котором изображены выбранные внутренние детали воздухоочистительного узла по фиг. 47.
Фиг. 56 увеличенный местный вид части, указанной на фиг. 55.
Фиг. 57 - увеличенный покомпонентный местный вид, на котором изображено вхождение в контакт варианта компоновки уплотнения, в которой используются принципы согласно настоящему изобретению, с вариантом уплотнитель ной структуры корпуса, в которой используются принципы в соответствии с настоящим изобретением.
Фиг. 58 - схематический вид в плане альтернативной компоновки уплотнения, в которой используются принципы в соответствии с настоящим изобретением.
Фиг. 59 схематический вид в плане дополнительной альтернативной компоновки уплотнения, в которой используются принципы согласно настоящему изобретению.
Фиг. 60 - схематическое изображение границы волнистой секции уплотнитель ной поверхности картриджа в соответствии с фиг. 24.
Фиг. 61 схематическое изображение дугообразной волнистой секции уплотнитель ной поверхности картриджа в общем в соответствии с принципами, описанными выше в настоящем документе в связи с фиг. 40.
Фиг. 62 схематическое изображение уплотнитель ной поверхности картриджа в общем в соответствии с принципами, описанными в настоящем документе, и причем на нем изображена часть гипотетического периметра уплотнения стандартной геометрической формы.
Фиг. 63 - схематическое изображение альтернативной уплотнительной поверхности в общем в соответствии с принципами, описанными в настоящем документе, отличной от уплотнительной поверхности по фиг. 62; причем на фиг. 63 также изображены части границы альтернативного гипотетического периметра уплотнения стандартной геометрической формы.
Фиг. 64 - схематическое изображение дополнительной альтернативной уплотнительной поверхности, на котором изображен третий гипотетический периметр уплотнения стандартной геометрической формы, но в остальном она соответствует принципам по фиг. 62 и фиг. 63.
Фиг. 65 - схематическое изображение в разрезе части части уплотнитель ной поверхности корпуса воздухоочистителя в соответствии с определенными принципами, описанными в настоящем документе.
Фиг. 66 схематическое изображение в разрезе выбранной уплотнитель ной части корпуса, контактирующей с уплотнительной поверхностью корпуса по фиг. 65.
Фиг. 67 схематический перспективный вид картриджа фильтра, содержащего компоновку уплотнения; первую уплотнительную поверхность по периметру, имеющую по меньшей мере одну часть с контуром с выступами/углублениями; и имеющую вторую секцию периметра уплотнения без выступов/углублений, функционально расположенную на ней.
Фиг. 67А - схематический увеличенный местный вид части, указанной на фиг. 67.
Фиг. 67В увеличенный местный схематический вид в разрезе части картриджа фильтра, изображенной на фиг. 67А; причем вид взят в целом вдоль линии 67В-67В.
Фиг. 68 схематический вид, на котором изображена формованная уплотнительная часть уплотнения фильтра в соответствии с фиг. 67В, установленная в уплотнительном контакте с частью уплотнительной поверхности корпуса.
Фиг. 69А увеличенное местное схематическое изображение картриджа, содержащего первую компоновку уплотнения, альтернативную изображенной на фиг. 67-67В.
Фиг. 69В - увеличенный местный схематический вид в разрезе части по фиг. 69А, взятый вдоль линии 69В-69В на ней.
Фиг. 69С - увеличенный местный схематический вид конфигурации второй компоновки уплотнения, альтернативной показанной на фиг. 69D-69D.
Фиг. 69D увеличенный местный схематический вид в разрезе части по фиг. 69С.
Фиг. 70 - схематический местный вид в частичном разрезе компонента корпуса, содержащего на себе уплотнительную поверхность для вхождения в контакт с определенными картриджами в соответствии с принципами, описанными в настоящем документе.
Фиг.70А - местный схематический вид в разрезе части корпуса по фиг. 70, показанной в контакте с частью уплотнительной поверхности в соответствии с определенными описаниями в настоящем документе.
Фиг. 71 схематическое изображение альтернативного контура уплотнительной поверхности с выступами/углублениями в соответствии с описаниями в настоящем документе.
Фиг. 72 схематическое изображение еще одного альтернативного контура с выступами/углублениями в соответствии с описаниями в настоящем документе.
Фиг. 73 - схематическое изображение контура с выступами/углублениями в соответствии с фиг. 72, но изображенного в контексте поочередно направленного уплотнения.
Фиг. 74 схематическое изображение периметра уплотнения, содержащего в себе сделанный на заказ выступ, в соответствии с описаниями в настоящем документе.
Фиг. 75 - схематическое изображение периметра уплотнения, аналогичного показанному на фиг. 74, но на котором изображена граница альтернативного сделанного на заказ периметра.
Фиг. 76 - схематическое изображение дополнительного периметра уплотнения, альтернативного фиг. 74 и фиг. 75.
Фиг. 77 местное схематическое изображение части уплотнительной поверхности, содержащей выступ уплотнения, имеющий сегментированные секции, в соответствии с описанием в настоящем документе.
Фиг. 78 - местное схематическое изображение, аналогичное фиг. 77, но на котором показано поочередно направленное уплотнение.
Фиг. 79 - схематическое изображение дугообразной секции периметра уплотнения, имеющей усеченные выступающие наружу секции, в соответствии с описаниями в настоящем документе.
Фиг. 80 - схематическое изображение секции направленного внутрь уплотнения, содержащей направленные внутрь выступы, имеющие усеченные формы, в соответствии с описаниями в настоящем документе.
Фиг. 81 схематическое изображение альтернативы конфигурации по фиг. 79.
Фиг.82 - схематическое изображение альтернативы конфигурации по фиг. 80.
Фиг. 83 схематическое изображение уплотнительной поверхности, альтернативной изображенным до этого.
Фиг. 83А - схематическое изображение альтернативной формы уплотнительной поверхности, изображенной на фиг. 83.
Фиг. 84 схематическое изображение примерного компонента корпуса для использования в соответствии с картриджем, имеющим периметр уплотнения, в соответствии с примером принципов, описанных в настоящем документе.
Фиг. 85 - увеличенное местное схематическое изображение компонента заготовки, пригодного для использования в картридже фильтра в соответствии с фиг. 86.
Фиг. 86 местный перспективный вид картриджа фильтра, в котором используется компонент в соответствии с фиг. 85 и который приспособлен для уплотнительного контакта с секцией корпуса в соответствии с фиг. 84.
Фиг. 87 перспективный вид альтернативного картриджа фильтра, в котором используются принципы, описанные в настоящем документе.
Подробное описание
I. Примерные конфигурации набивки в целом
Принципы согласно настоящему изобретению относятся к преимущественным способам взаимодействий между картриджами фильтров и воздухоочистительными системами с целью достижения определенных выбранных желаемых результатов, которые обсуждены ниже. Картридж фильтра будет в целом содержать в себе фильтрующую набивку, через которую воздух и другие газы проходят во время операции фильтрации. Набивка может быть разнообразных типов и конфигураций и может быть изготовлена с использованием разнообразных материалов. Например, компоновки складчатой набивки могут использоваться в картриджах согласно принципам настоящего изобретения, как обсуждено ниже.
Принципы особенно хорошо адаптированы для использования в ситуациях, когда набивка является достаточно глубокой на протяженности между впускным и выпускным концами картриджа, однако возможны альтернативы. Также принципы часто используются в картриджах, имеющих относительно большие поперечные размеры. В таких компоновках часто будут желательными типы набивок, альтернативные складчатой набивке.
В этом разделе предоставлены примеры некоторых компоновок набивок, пригодных для использования с методиками, описанными в настоящем документе. Однако следует понимать, что могут быть использованы разнообразные альтернативные типы набивок. При выборе типа набивки предпочтение в целом отдается: доступности; функции в данной ситуации применения, простоте массового производства и т.д., и выбор не обязательно конкретно связан с общей функцией признаков, выбранных из различных признаков взаимодействия картриджа
фильтра / воздухоочистителя, охарактеризованных в настоящем документе.
А. Компоновки паковок набивки, в которых используются фильтрующие набивки, имеющие гребни (рифления) набивки, скрепленные с облицовочной набивкой
Рифленые фильтрующие набивки (набивки, содержащие гребни набивки) могут быть использованы разнообразными способами для создания конструкций фильтров для текучих сред. Один хорошо известный способ охарактеризован в настоящем документе как z-образная конструкция фильтра. В рамках настоящего документа термин «z-образная конструкция фильтра», как подразумевается, включает (но без ограничения) тип конструкции фильтра, в которой отдельные гофрированные, сложенные или иначе образованные рифления фильтра используются для определения (как правило, в комбинации с облицовочной набивкой) наборов продольных, как правило, параллельных, впускных и выпускных рифлений фильтра для течения текучей среды через набивку. Некоторые примеры z-образной фильтрующей набивки предоставлены в патентах США №5820646; №5772883; №5902364; №5792247; №5895574; №6210469; №6190432; №6350291; №6179890; №6235195; патентах на промышленный образец Des. №399944; Des. №428128; Des. №396098; Des. №398046; и Des. №437401; при этом каждая из этих процитированных ссылок включается в настоящий документ посредством ссылки.
В одном типе z-образной фильтрующей набивки для образования конструкции набивки используются два специальных компонента набивки, соединенных вместе. Этими двумя компонентами являются: (1) лист или листовая секция рифленой (как правило, гофрированной) набивки и (2) лист или листовая секция облицовочной набивки. Лист облицовочной набивки, как правило, не является гофрированным, однако он может являться гофрированным, например, перпендикулярно направлению рифления, как описано в предварительной заявке на патент США №60/543804, поданной 11 февраля 2004 г. и опубликованной 25 августа 2005 г. как РСТ WO 05/077487, включенной в настоящий документ посредством ссылки.
Секция рифленой набивки и секция облицовочной набивки могут содержать отдельные материалы между собой. Однако они также могут представлять собой секции одного листа набивки, сложенного так, чтобы привести материал облицовочной набивки в надлежащее соприкосновение с частью набивки, состоящей из рифленой набивки.
Для определения набивки, имеющей параллельные рифления, как правило, вместе используются лист рифленой (как правило, гофрированной) набивки и лист или листовая секция облицовочной набивки. В некоторых случаях для образования z-образной конструкции фильтрующей набивки рифленый лист и облицовочный лист являются отдельными, а затем их скрепляют друг с другом и потом сворачивают в спираль в виде ленты набивки. Такие компоновки описаны, например, в патентах США №6235195 и №6179890, каждый из которых включен в настоящий документ посредством ссылки. В некоторых других компоновках для создания конструкции фильтра несколько несвернутых в спираль секций или лент рифленой (как правило, гофрированной) набивки, скрепленных с облицовочной набивкой, совместно укладывают в стопу. Пример этого описан в отношении фиг. 11 в патенте США №5820646, включенном в настоящий документ посредством ссылки.
В настоящем документе ленты из материала, содержащего рифленый лист (лист набивки с гребнями), скрепленный с гофрированным листом, которые затем были уложенные в стопы для образования паковок набивки, иногда называются «однопокровными лентами», «лентами с одной лицевой стороной» или называются «однопокровной» набивкой или набивкой «с одной лицевой стороной». Эти термины и их варианты, как подразумевается, указывают на то, что в каждой ленте облицовочным листом облицована одна лицевая поверхность, т.е. единственная лицевая поверхность, рифленого (как правило, гофрированного) листа.
Как правило, сворачивание в спираль ленты, состоящей из сочетания рифленого листа / облицовочного листа (т.е. однопокровной ленты), вокруг себя с целью создания паковки свернутой в спираль набивки проводят так, чтобы облицовочный лист был направлен наружу. Некоторые методики сворачивания в спираль описаны в предварительной заявке на патент США №60/467521, поданной 2 мая 2003 г., и заявке РСТ US 04/07927, поданной 17 марта 2004 г., в настоящее время опубликованной как WO 04/082795, каждая из которых включена в настоящий документ посредством ссылки. В итоге получающаяся в результате свернутая в спираль компоновка в целом содержит в качестве наружной поверхности паковки набивки часть облицовочного листа.
Термин «гофрированный», используемый в настоящем документе, чтобы обозначать структуру в набивке, часто используется, чтобы обозначать рифленую структуру, являющуюся результатом прохождения набивки между двумя гофрирующими валками, т.е. в зазор или зев между двумя валками, каждый из которых имеет признаки поверхности, надлежащие для создания гофров в получающейся в результате набивке. Однако термин «гофрирование» не подразумевает ограничение такими рифлениями, если не указано, что они происходят из рифлений, полученных посредством методик, включающих прохождение набивки в зев между гофрирующими валками. Подразумевается, что термин «гофрированный» применим даже тогда, когда набивка является дополнительно модифицированной или деформированной после гофрирования, например, при помощи методик складывания, описанных в документе РСТ WO 04/007054, опубликованном 22 января 2004 г. и включенном в настоящий документ посредством ссылки.
Гофрированная набивка представляет собой особую форму рифленой набивки. Рифленая набивка представляет собой набивку, которая имеет проходящие поперек нее отдельные рифления или гребни (например, образованные путем гофрирования или складывания).
Конфигурации обслуживаемого фильтрующего элемента или картриджа фильтра, в которых используется z-образная фильтрующая набивка, иногда называются «прямоточными конфигурациями» или их вариантами. В общем в этом контексте подразумевается, что обслуживаемые фильтрующие элементы или картриджи фильтров в целом имеют впускной конец (или поверхность) для потока и противолежащий выходной конец (или поверхность) для потока, при этом поток входит в картридж фильтра и выходит из него в целом в одном и том же прямоточном направлении. Термин «обслуживаемый» в этом контексте подразумевается как относящийся к картриджу фильтра, содержащему набивку, который периодически извлекают из соответствующего очистителя текучей среды (например, воздуха) и заменяют. В некоторых случаях каждый из впускного конца (или поверхности) для потока и выпускного конца (или поверхности) для потока будет в целом плоским или планарными, причем они параллельны друг другу. Тем не менее, возможны другие варианты, например, непланарные поверхности.
Прямоточная конфигурация (особенно для паковки свернутой в спираль или уложенной в стопу набивки) имеет место, например, в отличие от таких обслуживаемых картриджей фильтров, как картриджи цилиндрических складчатых фильтров, относящиеся к типу, показанному в патенте США №6039778, включенном в настоящий документ посредством ссылки, в которых поток в целом совершает существенный поворот по мере прохождения внутрь набивки и наружу из нее. То есть в фильтре согласно патенту США №6039778 поток попадает в цилиндрический картридж фильтра через цилиндрическую сторону, а затем поворачивает к выходу через открытый конец набивки (в системах с прямым потоком). В типичной системе с обратным потоком поток попадает в обслуживаемый цилиндрический картридж через открытый конец набивки, а затем поворачивает к выходу через сторону цилиндрической фильтрующей набивки. Пример такой системы с обратным потоком показан в патенте США №5613992, включенном в настоящий документ посредством ссылки.
Термин «z-образная конструкция фильтрующей набивки» и его варианты, используемые в настоящем документе, не больше и не меньше, как подразумевается, включают, но без необходимости в ограничении, любое или все из: полотна гофрированной или иначе рифленой набивки (набивки, имеющей гребни набивки), скрепленной с (облицовочной) набивкой, независимо от того, являются листы отдельными или частью одного полотна, с надлежащим уплотнением (герметизацией), выполненным с возможностью определения впускных и выпускных рифлений; и/или паковки набивки, сконструированной или образованной из такой набивки в трехмерную сеть впускных и выпускных рифлений; и/или картриджа или конструкции фильтра, содержащих такую паковку набивки.
На фиг. 1 показан пример набивки 1, пригодной для использования в z-образной конструкции фильтрующей набивки. Набивка 1 образована из рифленого, в этом случае гофрированного, листа 3 и облицовочного листа 4. Такая конструкция, как набивка 1, в настоящем документе называется однопокровной лентой или лентой с одной лицевой стороной.
Иногда гофрированный рифленый или гребенчатый лист 3, показанный на фиг. 1, относится к типу, в целом охарактеризованному в настоящем документе как содержащий регулярный криволинейный волнистый узор рифлений, гребней или гофров 7. Термин «волнистый узор» в этом контексте, как подразумевается, относится к рифленому, гребенчатому или гофрированному узору чередующихся впадин 7b и гребней 7а. Термин «регулярный» в этом контексте, как подразумевается, относится к тому факту, что пары впадин и гребней (7b, 7а) чередуются с в целом одинаковыми повторяющимися формой и размером гофра (рифления или гребня). (Также, как правило, в регулярной конфигурации каждая впадина 7b представляет собой по существу обратный гребень для каждого гребня 7а.) Термин «регулярный», таким образом, как подразумевается, указывает на то, что узор гофра (или рифления) содержит впадины (обращенные гребни) и гребни, при этом каждая пара (содержащая смежные впадину и гребень) повторяется без существенной модификации гофров по размеру и форме вдоль по меньшей мере 70% длины рифлений. Термин «существенный» в этом контексте относится к модификации, являющейся результатом изменения в процессе или форме, используемых для создания гофрированного или рифленого листа, в отличие от небольших отклонений по причине того, что лист 3 набивки является гибким. Что касается характерного варианта повторяющегося узора, не подразумевается, что для любой данной конструкции фильтра обязательно имеется равное количество гребней и впадин. Набивка 1 может оканчиваться, например, между парой, содержащей гребень и впадину, или частично вдоль пары, содержащей гребень и впадину. (Например, на фиг. 1 изображенная на местном виде набивка 1 имеет восемь полных гребней 7а и семь полных впадин 7b.) Также могут отличаться друг от друга и противолежащие концы рифлений (концы впадин и гребней). Если конкретно не указано, такими изменениями на концах в этих определениях можно пренебречь. То есть изменения на концах рифлений предназначены для охвата приведенными выше определениями.
В контексте характерного варианта «криволинейного» волнистого узора гофров в некоторых случаях узор гофров не является результатом сложенной формы или формы со сгибами, созданной в набивке, вместо этого верхушка 7а каждого гребня и дно 7b каждой впадины образуются вдоль кривой, закругленной по радиусу. Типичный радиус для такой z-образной фильтрующей набивки будет составлять по меньшей мере 0,25 мм и, как правило, будет составлять не более 3 мм.
Дополнительной характеристикой конкретного регулярного криволинейного волнистого узора, изображенного на фиг. 1, для гофрированного листа 3 является то, что приблизительно в средней точке 30 между каждой впадиной и каждым смежным гребнем вдоль большей части длины рифлений 7 расположена переходная область, в которой происходит обращение кривизны. Например, при рассмотрении обратной стороны или поверхности 3а, показанной на фиг. 1, впадина 7b представляет собой вогнутую область, а гребень 7а представляет собой выпуклую область. Разумеется, при рассмотрении в направлении передней стороны или поверхности 3b впадина 7b стороны 3а образует гребень, а гребень 7а поверхности 3а образует впадину. (В некоторых случаях область 30 вместо точки может представлять собой прямолинейный сегмент с обращением кривизны на концах сегмента 30.)
Характеристикой показанного на фиг. 1 конкретного рифленого (в этом случае гофрированного) листа 3 с регулярным волнистым узором является то, что отдельные гофры, гребни или рифления являются в целом прямолинейными, хотя возможны альтернативы. Под термином «прямолинейный» в этом контексте подразумевается то, что на по меньшей мере 70%, как правило, по меньшей мере 80%, длины поперечное сечение гребней 7а и впадин (или обращенных гребней) 7b по существу не изменяется. Термин «прямолинейный» в отношении узора гофра, показанного на фиг. 1, отчасти отличает узор от сужающихся рифлений гофрированной набивки, описанной в отношении фиг. 1 в документе WO 97/40918 и заявке РСТ WO 03/47722, опубликованной 12 июня 2003 г., включенных в настоящий документ посредством ссылки. Сужающиеся рифления по фиг. 1 в документе WO 97/40918, например, будут представлять собой криволинейный волнистый узор, но не «регулярный» узор или узор прямолинейных рифлений, как в терминах, используемых в настоящем документе.
Обращаясь к фиг. 1 настоящего документа и как упомянуто выше, набивка 1 имеет первую и вторую противолежащие кромки 8 и 9. Если набивка 1 образована в виде паковки набивки, то в общем кромка 9 будет образовывать впускной конец или поверхность для паковки набивки, а кромка 8 - выпускной конец или поверхность, хотя возможна и противоположная ориентация.
В изображенном примере различные рифления 7 полностью проходят между противолежащими кромками 8, 9, однако возможны альтернативы. Например, они могут проходить до местоположения, смежного или находящегося рядом с кромками, но не полностью через них. Также они могут заканчиваться и начинаться, пройдя часть пути сквозь набивку, как, например, в набивке, описанной в документе US 2014/0208705 А1, включенном в настоящий документ посредством ссылки.
Если набивка является такой, как изображено на фиг. 1, смежно с кромкой 8 может быть обеспечена полоса 10 герметика, герметизирующая гофрированный лист 3 и облицовочный лист 4 в уплотнении друг с другом. Полоса 10 иногда будет называться «однопокровной» полосой, или полосой «с одной лицевой стороной», или их вариантами, поскольку она представляет собой полосу между гофрированным листом 3 и облицовочным листом 4, образующую однопокровную (с одной лицевой стороной) ленту 1 набивки. Полоса 10 герметика герметизирует закрытые отдельные рифления 11 смежно с кромкой 8 от прохождения воздуха из них (или в них при противотоке).
В набивке, изображенной на фиг. 1, смежно с кромкой 9 обеспечена уплотнительная полоса 14. Уплотнительная полоса 14 в целом закрывает рифления 15 от прохождения нефильтрованной текучей среды из них (или затекания в них при противотоке) смежно с кромкой 9. Полосу 14, как правило, наносят тогда, когда набивка 1 выполнена в виде паковки набивки. Если паковка набивки изготовлена из стопы лент 1, то полоса 14 будет образовывать уплотнение между обратной стороной 17 облицовочного листа 4 и стороной 18 следующего смежного гофрированного листа 3. Когда набивка 1 разрезана на ленты и уложена в стопу вместо сворачивания в спираль, полоса 14 называется «укладочной полосой». (Когда полоса 14 используется в свернутой в спираль компоновке, образованной из длинной ленты набивки 1, она может называться «обмоточной полосой»).
В альтернативных типах набивки для сквозного потока уплотнительный материал может быть расположен иначе, и даже можно избежать использования дополнительного герметика или клея. Например, в некоторых случаях набивка может быть сложена с образованием концевого или кромочного шва; или набивка может быть герметично закрыта при помощи альтернативных методик, таких как применение ультразвука и т.д. Кроме того, даже при использовании герметизирующего материала, он не обязательно должен быть смежным с противолежащими концами.
Обращаясь к фиг. 1, когда фильтрующая набивка 1 заключена в паковку набивки, например, при помощи укладки в стопу или сворачивания в спираль, с ней могут производиться следующие действия. В первую очередь, воздух будет входить в открытые рифления 11, смежные с концом 9, в направлении стрелок 12. По причине закрывания на конце 8 посредством полосы 10 воздух будет проходить через фильтрующую набивку 1, например, как показано стрелками 13. Затем он может выходить из набивки или паковки набивки путем прохождения через открытые концы 15а рифлений 15, смежные с концом 8 паковки набивки. Разумеется, операция может быть проведена с воздушным потоком в противоположном направлении.
Для конкретной компоновки, показанной в настоящем документе на фиг. 1, параллельные гофры 7а, 7b в целом являются прямолинейными по всей набивке от кромки 8 до кромки 9. Прямолинейные рифления, гребни или гофры могут быть деформированными или сложенными в выбранных местоположениях, особенно на концах. В приведенных выше определениях терминов «регулярный», «криволинейный» и «волнистый узор» модификациями на концах рифлений с целью закрывания, как правило, пренебрегают.
Известны z-образные конструкции фильтров, в которых не используются формы гофрирования с прямолинейными регулярными криволинейными волнистыми узорами. Например, в документе U.S. 5562825 за авторством Yamada и соавт.показаны узоры гофров, в которых используются в некоторой степени полукруглые (в сечении) впускные рифления, смежные с узкими V-образными (с криволинейными сторонами) выходными рифлениями (см. фиг. 1 и фиг. 3 в документе 5562825). В документе U.S. 5049326 за авторством Matsumoto и соавт. показаны круглые (в сечении) или трубчатые рифления, определенные одним листом, содержащим половины трубок, прикрепленным к другому листу, содержащему половины трубок, с плоскими областями между получающимися в результате параллельными прямолинейными рифлениями, см. фиг. 2 в документе U.S. 5049326 за авторством Matsumoto. В документе U.S. 4925561 за авторством Ishii и соавт. (фиг. 1) показаны рифления, сложенные с наличием прямоугольного поперечного сечения, при этом рифления сужаются вдоль своих длин. В документе WO 97/40918 (фиг. 1) показаны рифления или параллельные гофры, имеющие криволинейные волнистые узоры (из-за смежных криволинейных выпуклых и вогнутых впадин), но сужающиеся вдоль своих длин (и, таким образом, не являющиеся прямолинейными). Также в документе WO 97/40918 показаны рифления, имеющие криволинейные волнистые узоры, но с гребнями и впадинами разного размера. Также известны рифления, являющиеся модифицированными по форме так, чтобы содержать различные гребни.
В общем фильтрующая набивка представляет собой относительно гибкий материал, как правило, нетканый волокнистый материал (из целлюлозных волокон, синтетических волокон или обоих типов волокон), в котором часто содержится смола, иногда обработанный дополнительными материалами. Таким образом, она может быть образована или выполнена в виде различных гофрированных узоров без недопустимого повреждения набивки. Также она может быть легко свернута в спираль или другим образом приспособлена для использования, также без недопустимого повреждения набивки. Разумеется, она должна иметь такую природу, чтобы она сохраняла требуемую гофрированную конфигурацию в ходе использования.
Как правило, в процессе гофрирования набивка подвергается неупругой деформации. Это предотвращает возвращение набивки в ее первоначальную форму. Однако после избавления от натяжения рифление или гофры будут склонны отходить обратно, восстанавливая лишь часть возникшего растяжения и изгибания. Лист облицовочной набивки иногда присоединяют к листу рифленой набивки, чтобы препятствовать этому обратному отходу в гофрированном листе. Такое присоединение показано ссылочной позицией 20.
Также, как правило, набивка содержит смолу. В процессе гофрирования набивка может нагреваться до температуры выше точки стеклования смолы. Когда смола после этого остынет, это поможет сохранить рифленые формы.
Набивка из гофрированного (рифленого) листа 3, обращенного к листу 4, или обоих из них может быть снабжен тонковолокнистым материалом с одной или обеих его сторон, например, в соответствии с документом U.S. 6673136, включенным в настоящий документ посредством ссылки. В некоторых случаях, когда используется такой тонковолокнистый материал, может являться предпочтительным предусмотреть тонкое волокно на расположенной выше по ходу стороне материала и внутри рифлений. Когда это происходит, воздушный поток в ходе фильтрации, как правило, будет проходить в кромку, содержащую укладочную полосу.
Трудность в отношении z-образных конструкций фильтров связана с закрыванием концов отдельных рифлений. И хотя возможны альтернативы, как правило, для выполнения закрывания предусматривается герметик или клей. Из приведенного выше обсуждения очевидно, что в типичной z-образной фильтрующей набивке, особенно в той, в которой используются прямолинейные рифления, в отличие от сужающихся рифлений, и герметик для уплотнений рифлений, необходимы большие площади поверхности (и объем) герметика как на расположенном выше по ходу конце, так и на расположенном ниже по ходу конце. Высококачественные уплотнения в этих местоположениях важны для правильного действия получающейся в результате структуры набивки. Большие объем и площадь герметика создают трудности в отношении этого.
Обратимся теперь к фиг. 2, на которой схематически изображена z-образная фильтрующая набивка; т.е. z-образная конструкция 40 фильтрующей набивки, в которой используется гофрированный лист 43 с регулярным криволинейным волнистым узором и негофрированный плоский лист 44, т.е. однопокровная лента. Расстояние D1 между точками 50 и 51 определяет протяженность плоской набивки 44 в области 52 под данным гофрированным рифлением 53. Длина D2 дугообразной набивки для гофрированного рифления 53 на том же расстоянии D1, разумеется, является большей, чем D1, по причине формы гофрированного рифления 53. Для типичной набивки регулярной формы, используемой в применениях в рифленых фильтрах, линейная длина D2 набивки 53 между точками 50 и 51 часто превышает D1 по меньшей мере в 1,2 раза. Как правило, D2 будет превышать D1 в 1,2-2,0 раза включительно. Одна компоновка, особенно удобная для воздушных фильтров, имеет конфигурацию, в которой D2 превышает D1 приблизительно в 1,25 1,35 раза. Такая набивка, например, была использована в коммерческих целях в Z-образных компоновках фильтров Donaldson Powercore™. Другим потенциально удобным размером будет размер, в котором D2 превышает D1 приблизительно в 1,4-1,6 раза. В настоящем документе отношение D2/D1 будет иногда характеризоваться как отношение рифленый/плоский или втягивание набивки для гофрированной набивки.
В промышленности гофрированного картона были определены различные стандартные рифления. Например, стандартное рифление Е, стандартное рифление X, стандартное рифление В, стандартное рифление С и стандартное рифление А. На приложенной фиг. 3 в комбинации с приведенной ниже таблицей А предоставлены определения этих рифлений.
Компания Donaldson Company, Inc. (DCI), правопреемник настоящего изобретения, в разнообразных z-образных компоновках фильтра использовала варианты стандартного рифления А и стандартного рифления В. Эти рифления также определены в Таблице А и на фиг. 3.

Разумеется, из отрасли ящиков из гофрированного картона известны и другие стандартные определения рифлений.
В общем стандартные конфигурации рифлений из отрасли ящиков из гофрированного картона можно использовать для определения форм гофров или приблизительных форм гофров для гофрированной набивки. Приведенные выше сопоставления рифления DCI А и рифления DCI В с рифлениями стандарта А и стандарта В из отрасли гофрированного картона указывают некоторые удобные варианты.
Следует отметить, что для признаков воздухоочистителя, охарактеризованных ниже в настоящем документе, могут быть использованы и альтернативные определения рифлений, например, определения, охарактеризованные в документе USSN 12/215718, поданном 26 июня 2008 г. и опубликованном как US 2009/0127211; документе US 12/012785, поданном 4 февраля 2008 г. и опубликованном как US 2008/0282890; и/или документе US 12/537069, опубликованном как US 2010/0032365. Полные описания каждого из документов US 2009/0127211, US 2008/0282890 и US 2010/0032365 включены в настоящий документ посредством ссылки.
Другой вариант набивки, содержащий рифленую набивку с прикрепленной к ней облицовочной набивкой, который можно использовать в компоновках согласно настоящему изобретению либо в уложенной в стопу, либо в свернутой в спираль форме, описан в документе US 2014/0208705 А1, принадлежащем компании Baldwin Filters, Inc., опубликованном 31 июля 2014 г. и включенном в настоящий документ посредством ссылки.
В. Изготовление конфигураций паковок набивки, содержащих набивку по фиг. 1-3, см. фиг. 4-7
На фиг. 4 показан один пример технологического процесса изготовления (однопокровной) ленты набивки, соответствующей ленте 1, показанной на фиг. 1. В общем облицовочному листу 64 и рифленому (гофрированному) листу 66, содержащему рифления 68, вместе взятым, придают форму полотна 69 набивки с полосой клея, расположенной между ними в ссылочной позиции 70. Полоса 70 клея будет образовывать однопокровную полосу 10, показанную на фиг. 1. В пункте 71 происходит необязательный процесс наметывания с целью образования центральной наметанной секции 72, расположенной в средней части полотна. Z-образная фильтрующая набивка или z-образная лента 74 набивки может быть разрезана или надрезана в пункте 75 вдоль полосы 70 для создания двух фрагментов или лент 76, 77 z-образной фильтрующей набивки 74, каждая из которых имеет кромку с полоской герметика (однопокровной полосой), проходящей между гофрированным и облицовочным листами. Разумеется, если используется необязательный процесс наметывания, кромка с полоской герметика (однопокровной полосой) также будет содержать набор рифлений, наметанных в этом местоположении.
Методики проведения процесса, охарактеризованного в отношении фиг. 4, описаны в документе РСТ WO 04/007054, опубликованном 22 января 2004 г. и включенном в настоящий документ посредством ссылки.
Все еще обращаясь к фиг. 4, перед тем как z-образную фильтрующую набивку 74 проводят через пункт 71 наметывания и, в конечном итоге, надрезают в пункте 75, она должна быть образована. На схеме, показанной на фиг. 4, это осуществляется путем проведения листа фильтрующей набивки 92 через пару гофрирующих валков 94, 95. На схеме, показанной на фиг. 4, лист фильтрующей набивки 92 сматывают с рулона 96, наматывают на натяжные валки 98, а затем проводят через зазор или зев 102 между гофрирующими валками 94, 95. Гофрирующие валки 94, 95 содержат зубья 104, которые после прохождения плоского листа 92 через зазор 102 будут придавать гофрам общую желаемую форму. После прохождения через зазор 102 лист 92 становится гофрированным поперек направления обработки и обозначается ссылочной позицией 66 как гофрированный лист. Гофрированный лист 66 затем крепится к облицовочному листу 64. (Процесс гофрирования в некоторых случаях может включать нагревание набивки.)
Все еще обращаясь к фиг. 4, также показано то, как в этом процессе облицовочный лист 64 направляется в пункт 71 процесса наметывания. Облицовочный лист 64 изображен как находящийся на валке 106, а затем как направляющийся к гофрированному листу 66 для образования z-образной набивки 74. Гофрированный лист 66 и облицовочный лист 64, как правило, скрепляют друг с другом при помощи клея или других средств (например, при помощи ультразвуковой сварки).
Обращаясь к фиг. 4, показано, что для скрепления гофрированного листа 66 и облицовочного листа 64 друг с другом в качестве полосы герметика используется полоса 70 клея. В качестве альтернативы полоса герметика для образования облицовочной полосы может быть нанесена так, как показано ссылочной позицией 70а. Если герметик наносится так, как показано ссылочной позицией 70а, может быть желательно разместить щель в гофрирующем валке 95 и, возможно, в обоих гофрирующих валках 94, 95 для вмещения полосы 70а.
Разумеется, оборудование по фиг. 4 может быть при необходимости модифицировано для обеспечения клейких полос 20, показанных на фиг. 1.
Тип гофрирования, предусматриваемый в гофрированной набивке, является делом выбора, и он будет продиктован гофром или гофрирующими зубьями гофрирующих валков 94, 95. Один полезный узор гофра будет представлять собой гофрирование с регулярным криволинейным волнистым узором прямолинейных рифлений или гребней, как определено выше в настоящем документе. Типичным используемым регулярным криволинейным волнистым узором будет являться узор, в котором определенное выше расстояние D2 в гофрированном узоре по меньшей мере в 1,2 раза больше, чем определенное выше расстояние D1. В примерных применениях, как правило, D2=1,25-1,35×D1, хотя возможны альтернативы. В некоторых случаях могут применяться методики с криволинейными волнистыми узорами, не являющимися «регулярными», в том числе, например, с узорами, в которых не используются прямолинейные рифления. Также возможны отклонения от показанных криволинейных волнистых узоров.
Как описано, процесс, показанный на фиг. 4, может быть использован для создания центральной наметанной секции 72. На фиг. 5 в разрезе показано одно из рифлений 68 после наметывания и надрезания.
Как можно видеть, в сложенной компоновке 118 образовано наметанное рифление 120, содержащее четыре сгиба 121а, 121b, 121с, 121d. Сложенная компоновка 118 содержит плоские первые слой или часть 122, скрепленные с облицовочным листом 64. Вторые слой или часть 124, как показано, прижаты к первым слою или части 122. Вторые слой или часть 124 предпочтительно образуются путем складывания противолежащих наружных концов 126, 127 первых слоя или части 122.
Все еще обращаясь к фиг. 5, две из складок или сгибов 121а, 121b в целом будут называться в настоящем документе «верхними направленными внутрь» складками или сгибами. В этом контексте термин «верхний», как подразумевается, указывает на то, что сгибы лежат на верхней части всей складки 120 при рассмотрении складки 120 в ориентации по фиг. 5. Термин «направленный внутрь», как подразумевается, связан с тем, что линия складки или линия сгиба каждого сгиба 121а, 121b направлена к другой линии.
Показанные на фиг. 5 сгибы 121с, 121d в целом будут называться в настоящем документе «нижними направленными наружу» сгибами. В этом контексте термин «нижний» связан с тем, что сгибы 121с, 121d в ориентации по фиг. 5 не располагаются сверху, как сгибы 121а, 121b. Термин «направленный наружу», как подразумевается, указывает на то, что линии складки сгибов 121с, 121d направлены одна от другой.
Термины «верхний» и «нижний», используемые в этом контексте, как подразумевается, относятся конкретно к складке 120 при рассмотрении в ориентации по фиг. 5. То есть они не подразумеваются как указывающие иное направление, когда складка 120 ориентирована в фактическом изделии для применения.
На основании этих характерных вариантов и рассмотрения фиг. 5 можно увидеть, что регулярная компоновка 118 складок согласно фиг. 5 в настоящем изобретении представляет собой компоновку, содержащую по меньшей мере два «верхних направленных внутрь сгиба». Эти направленные внутрь сгибы являются уникальными и помогают созданию общей компоновки, в которой складывание не вызывает значительного нарушения смежных рифлений.
Третьи слой или часть 128, как можно видеть, прижаты ко вторым слою или части 124. Третьи слой или часть 128 образованы путем складывания из противолежащих внутренних концов 130, 131 третьего слоя 128.
Другим способом рассмотрения компоновки 118 складок является опора на геометрию чередующихся гребней и впадин гофрированного листа 66. Первые слой или часть 122 образованы из обращенного гребня. Вторые слой или часть 124 соответствуют двойному пику (после обращения гребня), который сложен в направлении обращенного гребня, а в предпочтительных компоновках сложен на нем.
Методики создания необязательной наметки, описанной в связи с фиг. 5, предпочтительным образом описаны в документе РСТ WO 04/007054, включенном в настоящий документ посредством ссылки. Методики сворачивания набивки в спираль с применением обмоточной полосы описаны в заявке РСТ US 04/07927, поданной 17 марта 2004 г., и опубликованной как WO 04/082795, и включенной в настоящий документ посредством ссылки.
Возможны альтернативные подходы к наметыванию с закрыванием рифленых концов. Такие подходы могут включать, например: наметывание, которое не является центрированным в каждом рифлении; и прокатывание, прессование или складывание на различных рифлениях. В общем наметывание включает складывание или иное манипулирование набивкой, смежной с рифленым концом, с целью достижения сжатого, закрытого состояния.
Методики, описываемые в настоящем документе, особенно хорошо адаптированы для использования в паковках набивок, являющихся результатом этапа сворачивания в спираль одного листа, содержащего сочетание перфорированного листа / облицовочного листа, т.е. «однопокровной» ленты. Однако они также могут быть изготовлены в виде уложенных в стопу компоновок.
Компоновки свернутой в спираль набивки или паковки набивки могут быть предусмотрены с разнообразными границами периметра по периферии. В этом контексте термин «граница периметра по периферии» и его варианты, как подразумевается, относятся к определенной форме наружного периметра при рассмотрении либо от впускного конца, либо от выпускного конца набивки или паковки набивки. Типичные формы являются круглыми, как описано в документе РСТ WO 04/007054. Другие пригодные для использования формы являются прямоугольными с закругленными углами, при этом некоторые примеры прямоугольных форм с закругленными углами имеют овальную форму. В общем овальные формы имеют противолежащие криволинейные концы, соединенные парой противолежащих сторон. В некоторых овальных формах противолежащие стороны также являются криволинейными. В других овальных формах, иногда называемых формами ипподрома, противолежащие стороны являются в целом прямолинейными. Формы ипподрома описаны, например, в документе РСТ WO 04/007054 и заявке РСТ US 04/07927, опубликованной как WO 04/082795, каждая из которых включена в настоящий документ посредством ссылки.
Другим способом описания формы периферии или периметра является определение периметра, получаемого в результате взятия поперечного сечения через паковку набивки в направлении, ортогональном направлению намотки спирали.
Противолежащие концы для потока или поверхности для потока набивки или паковки набивки могут быть предоставлены разнообразием разных границ. Во многих компоновках концы или конечные поверхности являются в целом плоскими (планарными) и перпендикулярными друг другу. В других компоновках одна или обе конечные поверхности содержат сужающиеся, например, ступенчатые, части, которые могут быть определены либо как выступающие в осевом направлении наружу из осевого конца боковой стенки паковки набивки, либо как выступающие в осевом направлении внутрь из конца боковой стенки паковки набивки.
Уплотнения рифлений (например, из однопокровной полосы, обмоточной полосы или укладочной полосы) могут быть образованы из разнообразных материалов. В различных процитированных и включенных ссылках в качестве возможных в различных применениях описаны термоплавкие или полиуретановые уплотнения.
На фиг. 6 в целом изображена паковка свернутой в спираль набивки (или свернутая в спираль набивка) 130, сконструированная путем сворачивания в спираль одной ленты из набивки с одной лицевой стороной. Изображенная конкретная паковка свернутой в спираль набивки представляет собой овальную паковку 130а набивки, в частности, паковку 131 набивки в форме ипподрома. Задний конец набивки снаружи паковки 130 набивки показан ссылочной позицией 131х. Для удобства и уплотнения задний конец, как правило, будет заканчиваться вдоль прямолинейной секции паковки 130 набивки. Для обеспечения уплотнения уплотнительная полоса или термоплавкая уплотнительная полоса, как правило, расположена вдоль того заднего конца. В паковке 130 набивки противолежащие (концевые) поверхности для потока обозначены ссылочными позициями 132, 133. Одна поверхность может представлять собой впускную поверхность для потока, а другая выпускную поверхность для потока.
На фиг. 7 (схематически) показан этап образования уложенной в стопу z-образной фильтрующей набивки (или паковки набивки) из лент z-образной фильтрующей набивки, при этом каждая лента представляет собой рифленый лист, скрепленный с облицовочным листом. Обращаясь к фиг. 6, однопокровная лента 200 показана как добавляемая в стопу 201 лент 202, аналогичных ленте 200. Лента 200 может быть отрезана от любой из лент 76, 77, показанных на фиг. 4. Ссылочной позицией 205, показанной на фиг. 6, обозначено нанесение укладочной полосы 206 между каждым слоем, соответствующим ленте 200, 202, на кромку, противолежащую однопокровной полосе или уплотнению. (Укладка в стопу также может быть осуществлена так, что каждый слой добавляется к нижней части стопы, в отличие от добавления к верхней части.)
Обращаясь к фиг. 7, каждая лента 200, 202 имеет переднюю и заднюю кромки 207, 208 и противолежащие боковые кромки 209а, 209b. Впускные и выпускные рифления комбинации гофрированного листа / облицовочного листа, содержащей каждую ленту 200, 202, проходят в целом между передней и задней кромками 207, 208 и параллельно боковым кромкам 209а, 209b.
Все еще обращаясь к фиг. 7, в образуемых набивке или паковке 201 набивки противолежащие поверхности для потока обозначены ссылочными позициями 210, 211. Выбор того, какая из поверхностей 210, 211 в ходе фильтрации является поверхностью впускного конца, а какая является поверхностью выпускного конца, является делом выбора. В некоторых случаях укладочная полоса 206 располагается смежно с расположенной выше по ходу или впускной поверхностью 211; в других случаях верно противоположное. Поверхности 210, 211 для потока проходят между противолежащими боковыми поверхностями 220, 221.
Показанная образуемая на фиг. 7 конфигурация уложенной в стопу набивки или паковка 201 иногда называется в настоящем документе «блочной» паковкой уложенной в стопу набивки. Термин «блочный» в этом контексте представляет собой указание на то, что компоновка образована как прямоугольный блок, в котором все поверхности находятся под углом 90° относительно всех примыкающих поверхностей стенок. Например, в некоторых случаях стопа может быть создана так, что каждая лента 200 является немного смещенной от выравнивания со смежной лентой для создания блока в форме параллелограмма или скошенного блока, в котором впускная поверхность и выпускная поверхность параллельны друг другу, но не перпендикулярны верхней и нижней поверхностям.
В некоторых случаях набивка или паковка набивки будут называться имеющими форму параллелограмма в любом поперечном сечении, что означает, что любые две противолежащие боковые поверхности проходят в целом параллельно друг другу.
Следует отметить, что блочная уложенная в стопу компоновка, соответствующая фиг. 7, описана в уровне техники в документе U.S. 5820646, включенном в настоящий документ посредством ссылки. Также следует отметить, что уложенные в стопу компоновки описаны в документах U.S. 5772883; 5792247, предварительной заявке на патент США №60/457255, поданной 25 марта 2003 г.; и документе U.S.S.N. 10/731564, поданном 8 декабря 2003 г. и опубликованном как 2004/0187689. Каждая из этих последних приведенных ссылок включена в настоящий документ посредством ссылки. Следует отметить, что уложенная в стопу компоновка, показанная в документе U.S.S.N. 10/731504, опубликованном как 2005/0130508, представляет собой скошенную уложенную в стопу компоновку.
Также следует отметить, что в некоторых случаях в одну паковку набивки может быть включено более одной стопы. Также в некоторых случаях стопа может быть образована с одной или несколькими поверхностями для потока, которые имеют в себе выемку, например, как показано в документе US 7625419, включенном в настоящий документ посредством ссылки.
С. Выбранные компоновки набивки или паковок набивки, содержащие несколько разнесенных спиралей из рифленой набивки; фиг. 8-8В
Альтернативные типы компоновок или паковок набивки, содержащих рифления, проходящие между противолежащими концами, могут быть использованы в соответствии с выбранными принципами согласно настоящему изобретению. Пример такой альтернативной компоновки или паковки набивки изображен на фиг. 8-8В. Набивка по фиг. 8-8В аналогична набивке, изображенной и описанной в документе DE 202008017059 U1; и ее иногда можно найти в компоновках, доступных под маркой «IQORON» от компании Mann & Hummel.
Обращаясь к фиг. 8, набивка или паковка набивки в целом обозначена ссылочной позицией 250. Набивка или паковка 250 набивки содержит первую наружную складчатую (гребенчатую) петлю 251 набивки и вторую внутреннюю складчатую (гребенчатую) петлю 252 набивки, каждая из которых содержит вершины складок (или гребни), проходящие между противолежащими концами для потока. Вид, показанный на фиг. 8, направлен к концу 255 (для потока) паковки набивки. Изображенный конец 255 может представлять собой впускной конец (для потока) или выпускной конец (для потока) в зависимости от выбранного направления потока. Для многих компоновок, в которых используются охарактеризованные принципы, имеющаяся паковка 250 набивки будет выполнена в картридже фильтра таким образом, что конец 255 представляет собой впускной конец для потока.
Все еще обращаясь к фиг. 8, наружная складчатая (гребенчатая) петля 251 набивки выполнена в овальной форме, хотя возможны альтернативы. Ссылочной позицией 260 изображено закрывание концов складок, например, формованное на месте, закрывающее концы складок или гребней 251 на конце 255 паковки набивки.
Складки или гребни 252 (и связанные с ними вершины складок) расположены так, что они окружены петлей 251 и находятся на расстоянии от нее, и, таким образом, петля 252 складчатой набивки также изображена в несколько овальной конфигурации. В этом случае концы 252е отдельных складок или гребней 252р в петле 252 герметично закрыты. Также петля 252 окружает центр 252с, закрытый центральной лентой 253 материала, как правило, формованной на месте.
Во время фильтрации, когда конец 255 представляет собой впускной конец для потока, воздух попадает в щель 265 между двумя петлями 251, 252 набивки. Затем воздух по мере перемещения сквозь паковку 250 набивки течет либо через петлю 251, либо через петлю 252, подвергаясь фильтрации.
В изображенном примере петля 251 выполнена как скошенная внутрь в направлении петли 252 на протяженности от конца 255. Также показаны распорки 266, поддерживающие центрирующее кольцо 267, окружающее конец петли 252 для структурной целостности.
На фиг. 8А виден конец 256 картриджа 250, противолежащий концу 255. Здесь можно видеть внутреннюю часть петли 252, окружающую открытую область 270 для потока газа. Когда воздух направляется сквозь картридж 250 в общем направлении к концу 256 и от конца 255, часть воздуха, проходящего через петлю 252, будет попадать в центральную область 270 и выходить из нее на конце 256. Разумеется, воздух, попавший в петлю 251 набивки, показанную на фиг. 8, во время фильтрации будет в целом проходить вокруг наружного периметра 256р конца 256 (по нему).
На фиг. 8В предоставлен схематический вид в разрезе картриджа 250. Выбранные идентифицированные и описанные признаки указаны подобными ссылочными позициями.
Из рассмотрения фиг. 8-8В и приведенного выше описания будет понятно, что описанный картридж 250 в целом представляет собой картридж, содержащий вершины набивки, проходящие в продольном направлении между противолежащими концами 255, 256 для потока.
В компоновке по фиг. 8-8В паковка 250 набивки изображена с овальным периметром, в частности, имеющим форму ипподрома. Она изображена таким образом, поскольку картриджи воздушного фильтра во многих приводимых ниже примерах также имеют конфигурацию овальной формы или в форме ипподрома. Однако принципы могут быть воплощены в разнообразных альтернативных периферийных формах.
D. Другие варианты набивки, фиг. 9-12
На фиг. 9-12 настоящего документа предоставлены некоторые схематические местные виды в разрезе еще одних альтернативных вариантов типов набивки, которые могут быть использованы в выбранных применениях принципов, охарактеризованных в настоящем документе. Некоторые примеры описаны в документе USSN 62/077749, поданном 10 ноября 2014 г. и принадлежащем правопреемнику настоящего изобретения, компании Donaldson Company, Inc. В общем каждая из компоновок по фиг. 9-12 представляет тип набивки, который может быть уложен в стопу или свернут в спираль с получением компоновки, содержащей противолежащие впускной и выпускной концы (или поверхности) для потока в прямоточной конфигурации.
На фиг. 9 изображена примерная компоновка 301 набивки из документа USSN 62/077749 (2658), в которой тисненый лист 302 скреплен с нетисненым листом 303, а затем они уложены в стопу и свернуты в спираль с получением паковки набивки, при этом уплотнения вдоль противолежащих кромок относятся к типу, описанному в настоящем документе ранее в отношении фиг. 1.
На фиг. 10 изображена альтернативная примерная паковка 310 набивки из документа USSN 62/077749, в которой первый тисненый лист 311 скреплен со вторым тисненым листом 312, а затем из них образована компоновка паковки уложенной в стопу или свернутой в спираль набивки, содержащая кромочные уплотнения в целом согласно фиг. 1 настоящего документа.
На фиг. 11 изображена третья примерная компоновка 320 набивки из документа USSN 62/077749, в которой лист 321, являющийся тисненым с обеих сторон, скреплен с другим слоем 322 похожей, но обращенной, набивки, и они уложены в стопу или свернуты в спираль с получением паковки 320 набивки с кромочными уплотнениями, в некоторой степени аналогичными описанным в отношении фиг. 1.
Кромочные уплотнения могут проходить или в направлении расположенного выше по ходу конца, или в направлении расположенного ниже по ходу конца, или в некоторых случаях в обоих направлениях. Особенно в тех случаях, когда набивка во время фильтрации, вероятно, будет входить в контакт с химическим веществом, может быть желательно избегать типичного клея или герметика.
На фиг. 11А изображен разрез, в котором рифленый лист X имеет на себе различные тиснения для вхождения в контакт с облицовочным листом Y. Также они могут являться отдельными или представлять собой секции одного и того же листа набивки.
На фиг. 11В также показано схематическое изображение такой компоновки между рифленым листом X и облицовочным листом Y.
На фиг. 11С показан еще один вариант такого принципа между рифленым листом X и облицовочным листом Y. Как подразумевается, это помогает понять, каким образом становится возможным широкое разнообразие подходов.
На фиг. 12 показан еще один возможный вариант с рифленым листом X и облицовочным листом Y.
На фиг. 12А и фиг. 12В изображена примерная компоновка 6401 набивки, в которой рифленый лист 6402 скреплен с облицовочным листом 6403. Облицовочный лист 6403 может представлять собой плоский лист. Компоновка 6401 набивки затем может быть уложена в стопу или свернута в спираль с получением паковки набивки с уплотнениями вдоль противолежащих кромок, относящимися к типу, описанному ранее в настоящем документе в отношении фиг. 1. В показанном варианте осуществления рифления 6404 рифленого листа 6402 имеют волнообразную линию гребней, содержащую ряд пиков 6405 и седловин 6406. Пики 6405 смежных рифлений 6404 могут быть либо выровнены, как показано на фиг. 12А и фиг. 12В, либо смещены. Кроме того, высота и/или плотность пиков может увеличиваться, уменьшаться или оставаться постоянной по всей длине рифлений 6404. Отношение высоты пика рифления к высоте седловины рифления может изменяться от приблизительно 1,5 к приблизительно 1 до, как правило, 1,1 к приблизительно 1.
Следует отметить, что отсутствует конкретное требование того, чтобы для секции рифленого листа и секции облицовочного листа использовалась одна и та же набивка. Для получения разных эффектов в каждой из секций могут быть использованы разные набивки. Например, одна набивка может представлять собой набивку из целлюлозы, тогда как другая набивка представляет собой набивку, содержащую некоторое нецеллюлозное волокно. Для достижения желаемых результатов они могут быть предусмотрены с разной пористостью или разными структурными характеристиками.
Могут быть использованы разнообразные материалы. Например, секция рифленого листа или секция облицовочного листа может содержать целлюлозный материал, синтетический материал или их смесь. В некоторых вариантах осуществления одна из секции рифленого листа и секции облицовочного листа содержит целлюлозный материал, а другая из секции рифленого листа и секции облицовочного листа содержит синтетический материал.
Синтетический материал (синтетические материалы) может (могут) включать такие полимерные волокна, как полиолефиновые, полиамидные, сложные полиэфирные, поливинилхлоридные волокна, волокна из поливинилового спирта (с различными степенями гидролиза) и поливинилацетатные волокна. Подходящие синтетические волокна включают, например, полиэтилентерефталатные, полиэтиленовые, полипропиленовые, нейлоновые и вискозные волокна. Другие подходящие синтетические волокна включают волокна, изготовленные из термопластичных полимеров, целлюлозные и другие волокна, покрытые термопластичными полимерами, и многокомпонентные волокна, в которых по меньшей мере один из компонентов включает термопластичный полимер. Одно- и многокомпонентные волокна могут быть изготовлены из сложного полиэфира, полиэтилена, полипропилена и других традиционных термопластичных волокнистых материалов.
Примеры по фиг. 9-12В, как подразумевается, в целом указывают на то, что в соответствии с принципами в настоящем документе можно использовать разнообразные альтернативные паковки набивки. В отношении общих принципов конструкции и применения некоторых альтернативных типов набивки следует также обратить внимание на документ USSN 62/077749, включенный в настоящий документ посредством ссылки.
Е. Еще одни типы набивок
Многие из методик, охарактеризованных в настоящем документе, предпочтительно будут применяться тогда, когда набивка, ориентированная на фильтрацию между противолежащими концами для потока картриджа, представляет собой набивку, содержащую рифления или вершины складок, проходящие в направлении между теми противолежащими концами. Однако возможны альтернативы. Методики, охарактеризованные в настоящем документе в отношении границы компоновки уплотнения, могут применяться в картриджах фильтров, содержащих противолежащие концы для потока, с набивкой, расположенной так, чтобы фильтровать поток текучей среды между теми концами даже тогда, когда набивка не содержит рифлений или вершин складок, проходящих в направлении между теми концами. Например, набивка может представлять собой глубинную набивку, может являться складчатой в альтернативном направлении, или она может представлять собой нескладчатую набивку.
Однако методики, охарактеризованные в настоящем документе, действительно являются особенно преимущественными для использования с картриджами, являющимися относительно глубокими по протяженности между концами для потока, обычно по меньшей мере 100 мм, как правило, по меньшей мере 150 мм, часто по меньшей мере 200 мм, иногда по меньшей мере 250 мм и в некоторых случаях по меньшей мере 300 мм или более, и они выполнены в расчете на большой объем нагрузки во время использования. Эти типы систем, как правило, будут представлять собой системы, в которых набивка выполнена с вершинами складок или рифлениями, проходящими в направлении между противолежащими концами для потока.
Также следует отметить, что, несмотря на то что методики, описанные в настоящем документе, были, как правило, разработаны для преимущественного применения и компоновок, включающих паковки набивки с прямоточными конфигурациями, методики могут быть применены для получения преимущества в других системах. Например, методики могут быть применены, когда картридж содержит набивку, окружающую центральную внутреннюю часть, в которой картридж имеет открытый конец. Такие компоновки могут предусматривать «прямой поток», при котором воздух, который должен быть отфильтрован, попадает в центральную открытую внутреннюю часть путем прохождения через набивку и выходит через открытый конец; или обратный поток, при котором воздух, который должен быть отфильтрован, попадает в открытый конец, а затем поворачивает и проходит через набивку. Возможны разнообразные такие компоновки, включая складчатую набивку и альтернативные типы набивки. Пригодные для использования конфигурации будут включать цилиндрические и конические, среди прочего.
II. Некоторые общие проблемы, связанные с проектированием и обслуживанием воздухоочистителя
А. Система оборудования, использующая воздухоочистительный узел, в целом, фиг. 13
На фиг. 13 изображено схематическое изображение компоновки 360 оборудования двигателя. Система 360 оборудования в этом примере содержит транспортное средство или другое оборудование 361, имеющее компоновку 362 двигателя внутреннего сгорания с воздухозаборником 363 двигателя. Компоновка 360 оборудования содержит воздухоочистительную систему 365, имеющую в себе компоновку 366 фильтра, как правило, содержащую обслуживаемый (т.е. извлекаемый и заменяемый) картридж фильтра. Воздух, всасываемый в систему, показан ссылочной позицией 367 как направляемый в воздухоочистительный узел 365 перед фильтрацией нефильтрованного воздуха через набивку компоновки 366 картриджа фильтра. Ссылочной позицией 368 показан фильтрованный воздух, направляемый в воздухозаборник 363 оборудования. Ссылочной позицией 370 показано необязательное оборудование, такое как система турбонаддува.
Разумеется, альтернативные системы оборудования могут быть представлены компоновками, аналогичными показанным на фиг. 13. Система оборудования может представлять собой, например, промышленный воздушный фильтр, воздухоочистительную компоновку, используемую совместно с турбиной, и т.д. Использование совместно с двигателем внутреннего сгорания является типичным, но конкретно не требуется для многих из принципов, охарактеризованных в настоящем документе.
В. Гарантирование того, что картридж, устанавливаемый в воздухоочиститель, является надлежащим для рассматриваемого воздухоочистителя
В общем воздухоочистители, например, используемые для фильтрования всасываемого воздуха оборудования, содержат корпуса, имеющие расположенные в них по меньшей мере главный картридж фильтра и иногда защитное средство. Главный картридж фильтра в целом сконструирован для сбора загрязнителя в форме частиц по мере его протекания в струю воздухозаборника для оборудования. Это защищает оборудование от повреждения. Такие картриджи фильтров в целом приспособлены для извлечения и замены, т.е. они представляет собой обслуживаемые части. В различных определенных интервалах обслуживания и/или когда увеличение ограничений (из-за пылевой нагрузки) становится проблемой, картриджи извлекают из воздухоочистителя и восстанавливают или заменяют.
Во многих случаях картриджи специально спроектированы так, чтобы соответствовать требованиям изготовителей оборудования относительно работы. Важно гарантировать, чтобы картридж, который заменяют в полевых условиях, был надлежащим для используемого оборудования и, таким образом, подходил и обеспечивал уплотнение надлежащим образом.
В общем первичный стык между картриджем фильтра и воздухоочистителем проходит вдоль уплотнения с корпусом. Этот стык иногда использовали для способствования гарантированию того, чтобы картридж, который подходит, также был надлежащим для системы, представляющей интерес. Примеры предоставлены с помощью описаний в документе U.S. 8864866, раскрытие которого включено в настоящий документ посредством ссылки. В том конкретном документе варианты уплотнитель ной поверхности описаны с помощью выступов и/или углублений в общих чертах. Те общие принципы применяются в настоящем документе с улучшениями и изменениями для определенных применений.
В настоящем документе охарактеризованные принципы характеризуются как реализованные конкретно в компоновках, в которых уплотнение с корпусом, расположенное на картридже фильтра, представляет собой «радиальное» или «радиально направленное» уплотнение. Под этим подразумевается ссылка на уплотнение, которое используется для приложения сжимающих уплотняющих усилий, направленных: либо в целом в направлении окружающей части корпуса; либо альтернативно вместе с уплотняющими усилиями, направленными в направлении части корпуса, окруженной уплотнением, для уплотнения во время использования. В случае картриджей фильтров, относящихся к охарактеризованного в настоящем документе типу, радиальное уплотнение будет в целом представлять собой уплотнение, которое окружает проход для потока, причем первичное направление сжатия (при установке) проходит в направлении того прохода для потока или от него. Направленное наружу или радиально наружу уплотнение будет представлять собой уплотнение, которое имеет уплотнительную поверхность на компоновке уплотнения (картриджа), которая входит в контакт с окружающей структурой с обеспечением уплотнения при использовании. Направленное радиально внутрь уплотнение представляет собой компоновку уплотнения, в которой уплотнительная поверхность картриджа окружает структуру, с которой она обеспечивает уплотнение во время использования.
С. Наблюдения касательно проблем с установкой картриджей в системах, в которых радиальное уплотнение корпуса, представляющее интерес, глубоко утоплено в корпус; и/или при использовании боковой загрузки
Во многих случаях уплотнительная поверхность, которая должна быть введена в контакт с уплотнением на картридже, глубоко утоплена внутри корпуса и находится вне поля зрения поставщика услуг. Кроме того, может быть сложно, если не невозможно, вручную достичь уплотнительной поверхности, когда картридж установлен, из-за размера корпуса и блокирующего эффекта картриджа. Проблема с использованием картриджей, имеющих уплотнения, которые не имеют исключительно простую или одинаковую геометрическую форму, например, круглую или овальную, заключается в том, что может быть сложно в зависимости от конструкции ориентировать картридж надлежащим образом для возникновения надлежащего уплотнения во время установки. Определенные методики, охарактеризованные в настоящем документе, полезны для способствования этому при применении, как будет понятно из дополнительных подробных описаний ниже.
Проблема иногда может усугубляться, когда картридж приспособлен для боковой загрузки. Под боковой загрузкой подразумевается ссылка на часть корпуса, через которую картридж устанавливают при использовании. В частности и в некоторых случаях, прямоточный картридж загружают через боковую сторону корпуса, а затем проталкивают вбок в положение, обеспечивающее уплотнение. Может быть сложно манипулировать картриджем и воздействовать на него надлежащим образом, чтобы получить хорошее уплотнение. Примеры преимущественных компоновок боковой загрузки с полезными признаками для способствования загрузке описаны, например, в документах U.S. 7396375; U.S. 7655074; U.S. 7905936; U.S. 7713321 и U.S. 7972404, включенных в настоящий документ посредством ссылки.
В компоновках согласно документам, указанным в предыдущем абзаце, в целом используются уплотнения овальной формы, как правило, овалы в форме ипподрома. (Формы имеют прямолинейные стороны, разделенные полукруглыми криволинейными концами в уплотнительной поверхности). Если необходимо внести изменение в уплотнительную поверхность, иногда может быть сложно в зависимости от реализации получить хорошую удобную установку в применении с боковой загрузкой. Некоторые принципы, описанные в настоящем документе, характеризуются как особенно полезные в таких ситуациях для способствования загрузке.
III. Первый примерный узел, фиг. 14-22
А. Общие признаки узла, фиг. 14-15А
Выбранные принципы согласно настоящему изобретению можно понять со ссылкой на фиг. 14-22. Изображенным примером, как будет понятно из следующего описания, является воздухоочистительный узел с главным картриджем фильтра, установленным в нем с возможностью извлечения. Дополнительно узел выполнен с возможностью «концевой загрузки», что означает, что крышка для доступа корпуса расположена на противолежащем конце картриджа относительно выпуска для воздушного потока. Принципы могут быть применены в альтернативных конфигурациях корпуса.
Обращаясь далее к фиг. 14, ссылочная позиция 400 в целом указывает воздухоочистительный узел в соответствии с выбранными принципами согласно настоящему изобретению. Воздухоочистительный узел 400 содержит корпус 401. Корпус 401 в целом содержит главную часть 403 и крышку 404 для доступа, в этом случае закрепленную на месте с помощью замков 405. В изображенном примере крышка 404 для доступа является полностью съемной с основной части 403 корпуса, но принципы могут быть применены в альтернативных компоновках.
Корпус 401 в целом определяет компоновку 407 впуска для воздушного потока и компоновку 408 выпуска для воздушного потока. Воздух, который должен быть отфильтрован, попадает в корпус 401 через впуск 407, проходит через расположенную внутри компоновку фильтра, причем фильтрованный воздух выходит через компоновку 408 выпуска. В изображенном примере поток на впуске через компоновку 407 впуска в целом перпендикулярен воздушному потоку через картридж, установленный в корпусе, и воздушный поток через компоновку 408 выпуска в целом выровнен с направлением воздушного потока через установленный картридж фильтра при использовании, но принципы могут быть применены на практике в альтернативных компоновках.
На фиг. 14 не предпринимается никаких конкретных действий, чтобы указать ориентацию внутри оборудования для использования. Узел 400 может быть ориентирован для использования так, чтобы одна из сторон, например, сторона, обращенная к зрителю на фиг.14, была направлена вверх, непосредственно вниз или ориентирована в сторону. Принципы, описанные в настоящем документе, могут быть применены в разнообразных таких компоновках, и никакая конкретная ориентация не требуется. Действительно, это может быть преимуществом компоновок согласно настоящему изобретению.
На фиг. 14А изображен выбранный перспективный вид узла 400. Признаки, подобные уже идентифицированным, указаны похожими ссылочными позициями. Изображенный корпус 401 необязательно содержит на себе различные монтажные площадки 409, с помощью которых он может быть скреплен с оборудованием.
На фиг. 15 изображен покомпонентный вертикальный вид воздухоочистительного узла 400. Здесь крышка 404 для доступа показана снятой с основной части 403 для доступа к внутренним признакам. Изображена необязательная прокладка 411, предохраняющая от атмосферных осадков. Она может быть скреплена с одной или другой крышкой 404 для доступа в основной части 403 при желании, или она может представлять собой отдельный элемент. Прокладка 411, предохраняющая от атмосферных осадков, представляет собой прокладку, которая будет способствовать обеспечению уплотнения, предохраняющего от атмосферных осадков, между крышкой 404 для доступа и основной частью 403, будучи установленной, например, чтобы препятствовать попаданию притока воды (например, из-за дождя) во внутреннюю часть корпуса 401.
В примере по фиг. 15 как компоновка 407 впуска, так и компоновка 405 выпуска показаны изображенными на главной части 403; возможны альтернативы. Также, как было указано ранее, компоновки 407/408 впуска и выпуска могут быть расположены или направлены альтернативным образом.
Все еще обращаясь к фиг. 15, воздухоочистительный узел 400 содержит вмещаемый внутрь, извлекаемый и заменяемый (т.е. обслуживаемый) главный картридж 415 фильтра. Также изображено, что узел 400 имеет необязательный защитный картридж 416 фильтра. В примерном узле защитный картридж 416 фильтра расположен ниже по ходу относительно главного картриджа 415 фильтра при использовании.
Главный картридж 415 фильтра представляет собой картридж, ответственный за сбор большей части материала в виде частиц, отделяемого от струи воздушного потока, во время использования. Защитный картридж 416 фильтра предоставляет разнообразные функции. Он может быть оставлен на месте при извлечении и обслуживании главного картриджа 415 фильтра, таким образом защищая выпуск для чистого воздуха от попадания пыли внутрь корпуса и решетки на нем. Защитное средство 416 картриджа фильтра может также собирать некоторую пыль, в случае неисправности набивки или уплотнения главного картриджа 415 фильтра. Это хорошо известные использования защитных картриджей фильтров. Изображенный конкретный защитный картридж 416 фильтра в целом относится к известному типу, см., например, документ U.S. 7905936, включенный в настоящий документ посредством ссылки.
На фиг. 15А изображен покомпонентный перспективный вид узла 400, позволяющий дополнительно рассмотреть общие компоненты, обсужденные ранее. Следует обратить внимание на защитный картридж 416 фильтра и, в частности, на установочный выступ 417 и рукоятку или компоновку 418 рукоятки. Такие признаки описаны, например, в документе U.S. 7905936, ссылка на который осуществлялась выше и который включен в настоящий документ посредством ссылки. Во время установки защитного картриджа 416 фильтра, как правило, поставщик услуг будет проталкивать защитный картридж 416 фильтра в основную часть 403 корпуса, вводя выступ 417 в контакт с приемным элементом, надлежащим образом расположенным в основной части 403. Таким образом, пользователь может воздействовать на защитный картридж 416 фильтра для продвижения на место, используя рукоятку 418. В изображенном конкретном защитном картридже 416 фильтра используется периферийное уплотнение 419, которое будет контактировать (как радиальное уплотнение) с окружающей частью корпуса, когда защитное средство 416 надлежащим образом установлено. Таким образом, в защитном средстве 416 используется направленное наружу радиальное уплотнение в терминах, охарактеризованных в настоящем документе выше.
Из рассмотрения фиг. 15 и фиг. 15А можно понять, что изображенный узел 400 представляет собой узел, в котором главный картридж 415 фильтра установлен посредством концевой загрузки, в соответствии с характерными вариантами таких терминов выше. В примере главный картридж 415 проталкивают в основную часть 403 корпуса во время установки и в направлении выпускного конца или компоновки 408 выпуска. Обращаясь к фиг. 15 и фиг. 15А, можно видеть, что главный картридж 415 фильтра содержит компоновку 420 уплотнения на конце картриджа 415, который утоплен глубже всего в основной части 403 корпуса во время установки. В изображенном примере он представляет собой выпускной конец для нисходящего воздушного потока на картридже 415.
В. Общие признаки главного картриджа 415 фильтра, фиг. 16-19
Выбранные признаки главного картриджа 415 фильтра можно понять после рассмотрения фиг. 16-19.
Обращаясь сперва к фиг. 16, главный картридж 415 фильтра в целом содержит паковку набивки, приспособленную для прямого потока, имеющую противолежащие концы 424, 425 для потока. В настоящем документе при использовании термина «конец для потока» при охарактеризовании паковки 427 набивки или картриджа 415 фильтра подразумевается ссылка на конечную поверхность или область, в которую (или из которой) течет воздух во время использования. Как правило, концы для потока являются планарными, но возможны альтернативы. В целом один из концов будет представлять собой впускной конец для потока, и противолежащий конец будет представлять собой выпускной конец для потока. В случае изображенного конкретного картриджа 415 фильтра конец 424 для потока представляет собой впускной конец для потока, и конец 425 для потока представляет собой выпускной конец для потока. Паковка 427 набивки в целом содержит набивку для фильтрации воздуха, которая закрыта для прохождения впускного воздуха, попадающего в картридж на впускном конце 424 из выходящего выпускного потока 425 без прохождения с фильтрованием через набивку.
Картридж 415 фильтра в целом содержит паковку 427 набивки. Паковка набивки содержит набивку, надлежащую для операции фильтрации, которая должна быть проведена, в целом с воздушным потоком через противолежащие концы. Может быть использована набивка, охарактеризованная выше в связи с фиг. 1-12В. Изображенная конкретная примерная паковка 429 набивки имеет в целом овальную форму с противолежащими криволинейными концами 427а, 427b, как правило, приблизительно полукруглыми, и с относительно прямолинейными (противолежащими) первой и второй боковыми секциями 427с, 427d, проходящими между ними. Такая паковка набивки может быть выполнена из свернутой в спираль ленты гофрированной набивки, скрепленной с облицовочной набивкой, в соответствии с описаниями выше, но возможны альтернативы.
Изображенная конкретная паковка 427 набивки будет, как правило, иметь конструкцию без центральной сердцевины, например, в соответствии с методиками в документе U.S. 8226786, но возможны альтернативы, включая те, в которых предоставлена центральная сердцевина. Паковка 427 набивки может содержать наружные оболочку, кожух или защитное покрытие, окружающие ее. Однако во многих применениях наружная поверхность 427s паковки 427 набивки вдоль большей части открытой длины паковки набивки будет содержать облицовочную набивку без наружного защитного покрытия, помимо, возможно, этикетки.
Во многих случаях, включая пример по фиг. 16-19, главные картриджи фильтров согласно настоящему изобретению будут содержать на себе одну или несколько необязательных «заготовок». Под термином «заготовка» и его вариантами в этом контексте подразумевается ссылка на структурный фрагмент, который, как правило, предварительно изготавливают, например, формуют из пластмассы, а затем скрепляют с паковкой набивки картриджа фильтра с использованием клеящего или герметизирующего материала или другого материала, который отверждается или затвердевает. Заготовки, в целом, являются хорошо известными, см., например, документы U.S. 7905936; U.S. 7713321 и U.S. 7972404.
Конкретный картридж 415 по фиг. 16-19 содержит две такие необязательные заготовки, указанные в целом ссылочными позициями 430, 431. Заготовка 430 расположена смежно с концом 424. Она содержит компоновку 434 установочной рукоятки, которая в изображенном примере перекрывает в осевом направлении конец 424 для потока; и компоновку 435 по периметру, которая окружает паковку 427 набивки. Заготовка 430 может быть расположена на месте и закреплена с помощью клея при желании или с помощью уплотнительного материала. Однако, поскольку заготовка 430 расположена выше по ходу относительно компоновки 420 уплотнения с корпусом, уплотнение между заготовкой 430 и паковкой 427 набивки не является критическим. Обращаясь к фиг. 16, заготовка 430 также содержит необязательную компоновку 435 концевой решетки, выровненную в осевом направлении с концом 424 набивки. Концевая решетка 435 может обеспечивать прочность, структуру и целостность как для заготовки 430, так и для набивки паковки 427 набивки.
Обращаясь к фиг. 17, заготовка 431 расположена смежно с концом 425 для потока. Заготовка 431 представляет собой заготовку с опорой уплотнения и содержит на себе необязательную решетку 440 для стабилизации конца 425 набивки относительно перекоса. Что касается заготовки 431 с опорой уплотнения, заготовка 431 содержит на себе опору 441 уплотнения, обсужденную ниже и расположенную так, чтобы поддерживать уплотняющее давление относительно уплотнительного материала 445 компоновки 420 уплотнения при использовании.
Могут быть использованы разнообразные компоновки 420 уплотнения. В изображенной конкретной компоновке используется компоновка уплотнения, в которой уплотнительный материал формован на месте для закрепления заготовки 431 в положении, а также для образования уплотнитель ной поверхности 445а уплотнительного материала 445. Могут быть использованы такие методики, как описанные в документах U.S. 7396376 и U.S. 8409316, но возможны альтернативы.
Следует обратить внимание на фиг. 18, на которой показан покомпонентный перспективный вид картриджа 415 фильтра. Могут быть легко рассмотрены различные признаки, идентифицированные ранее. Обращаясь к заготовке 431, следует обратить внимание на буртик 447 опоры уплотнения, который, как будет понятно, выступает на надлежащие части компоновки 420 уплотнения для поддержки уплотнительного материала 445 во время уплотнения.
На фиг. 19 показан альтернативный покомпонентный перспективный вид, взятый в целом в направлении конца 424 для потока картриджа 415.
Все еще обращаясь к фиг. 16-19, следует понимать, что конкретная компоновка 420 уплотнения изображена с уплотнитель ной поверхностью 445а, которая приспособлена для образования направленного наружу радиального уплотнения. То есть она расположена в картридже 415 в таком месте, чтобы образовывать уплотнение во время установки с окружающей частью (структурой корпуса) воздухоочистителя (как правило, внутренней части корпуса). В альтернативных вариантах уплотнительная поверхность 445а может быть приспособлена для окружения части воздухоочистителя (как правило, внутренней части корпуса) во время установки и, таким образом, образования направленного радиально внутрь уплотнения.
Кроме того, изображенное радиальное уплотнение представляет собой «поддерживаемое уплотнение» в том смысле, что буртик 447 опоры заготовки 431 расположен так, чтобы поддерживать уплотнительный материал 445 во время установки, так что материал 445 по меньшей мере частично зажат между буртиком 431 опоры и поверхностью корпуса во время использования. Хорошо известны опоры уплотнения, которые действуют таким общим образом.
Для конкретной уплотнитель ной поверхности 445 изображенной примерной компоновки 415 используется необязательная модифицированная овальная форма. В частности, это не просто овальная форма, в которой прямолинейные или дугообразные в противоположных направлениях секции уплотнения расположены между двумя противолежащими криволинейными (например, полукруглыми) концами, как в случае с уплотнениями в форме овального ипподрома компоновок, например, в документе U.S. 7905936. Для получения преимущества скорее используется конкретная компоновка позиционных изменений в той поверхности. Такие изменения могут относиться к типу, связанному с описанным в целом в документе U.S. 8864866, включенном в настоящий документ посредством ссылки. Однако конкретные выбранные конфигурации и варианты могут включать признаки, обсужденные в настоящем документе, для получения преимущества.
В общих чертах и обращаясь к фиг. 17, преимущественные непрямолинейные секции уплотнительной поверхности указаны в целом ссылочной позицией 448 как содержащие чередующиеся секции 448р с выступом и секции 448r с углублением, обсужденные дополнительно ниже. Обращаясь к фиг. 18 и фиг. 19, следует отметить, что буртик 447 опоры содержит похожие секции с выступами/углублениями со ссылочной позицией 449 для предоставления опоры для компоновки уплотнения в связанных секциях уплотнения.
С. Фильтр с защитным средством, фиг. 20
На фиг. 20 изображен необязательный фильтр 416 с защитным средством. Фильтр 416 с защитным средством содержит заготовку 450, имеющую набивку, как правило, складчатую набивку 451, расположенную в ней. Заготовка 450 имеет ободок 452 наружного периметра, содержащий выступ 417, обсужденный ранее. Распорки складок указаны в заготовке ссылочной позицией 453. Показана компоновка 418 рукоятки для управления защитным средством. Уплотнительный элемент 419, закрепленный на месте, как правило, с помощью клея, расположен на заготовке 450 и окружает набивку 451. Возможны альтернативы.
D. Примерный уплотнительный контакт главного картриджа фильтра с корпусом, фиг. 21-22
Как указано выше, конфигурация уплотнения главного картриджа 415 фильтра выбрана так, чтобы иметь конфигурацию, которая может быть уникальной для рассматриваемой системы при желании, чтобы предотвращать установку альтернативных компоновок, а также чтобы относиться к типу, который может быть безопасно и надежно установлен и снят. Изображенная конкретная компоновка имеет общий овальный периметр с двумя противолежащими криволинейными (полукруглыми) концами, с которыми контактируют противолежащие секции компоновки уплотнения, которые не являются прямолинейными. В настоящем документе изображенная конкретная конфигурация для не прямолинейной секции может иногда называться «волнистой секцией», как обсуждено более подробно ниже. Она представляет собой в целом секцию, имеющую контур с выступами/углублениями, как описано ниже. Вхождение в контакт таких компоновок для уплотнения может быть понято со ссылкой на фиг. 21, фиг. 21А и фиг. 22.
На фиг. 21 изображен вид в плане корпуса 401, взятый в направлении впуска 407. На этом виде картридж не расположен в корпусе. Можно видеть, что на фиг. 21 предоставлена ориентация для фиг. 21А.
Фиг. 21А - вид в разрезе, взятый в целом вдоль линии 21А-21А, фиг. 21. Следует отметить, что имеется уплотнительная поверхность (или структура) 460 корпуса, расположенная внутри корпуса, которая в этом случае будет окружать компоновку 420 уплотнения картриджа при установке и в отношении которой компоновка 420 уплотнения и, таким образом, картридж 415 будут обеспечивать уплотнение при установке. Изображенные уплотнитель нал поверхность 460 и компоновка, в которой используется направленное наружу радиальное уплотнение, представляет собой уплотнительную поверхность, которая окружает компоновку 420 уплотнения при использовании и к которой уплотнительная поверхность 445а прижимается во время использования. Изображенная уплотнительная поверхность 460 содержит гладкие (неволнистые) секции 461 и секции 462, волнистые или с выступами/углублениями. Секции 462, волнистые или с выступами/углублениями, представляют собой секции поверхности 460, которые содержат конфигурацию с чередующимися выступами/углублениями для уплотнительного контакта с одной или несколькими ответными волнистыми поверхностями 448, фиг. 18, в картридже 415. На конкретном разрезе, изображенном на фиг. 21А, показана приблизительно половина всей поверхности 460, причем противолежащая половина поверхности 460, как правило, представляет собой зеркальное отражение. В результате можно понять, что будет две волнистые (или с выступами/углублениями) секции 462, причем в примере каждая из них содержит три направленных внутрь выступа 465 с двумя выступающими наружу секциями 466 между ними. Секции могут быть охарактеризованы как «обращенные внутрь выпуклые» в случае секций 465; и «обращенные внутрь вогнутые» в случае секций 466 при желании. Возможны альтернативы.
Из рассмотрения фиг. 21 и фиг. 21А можно понять, что уплотнительные поверхности 460 корпуса, относящиеся к типу, пригодному для использования в компоновке, включающей принципы, описанные в настоящем документе в целом (и, в частности, как будет использовано в связи с примерным картриджем 415), могут представлять собой признаки, формованные как часть формованного корпуса при желании.
На фиг. 22 предоставлено схематическое изображение корпуса 401 с картриджем 405, расположенным в нем.
Е. Некоторые выбранные варианты
Фиг. 14-22 предназначены для демонстрации примерной компоновки, в которой используются выбранные принципы согласно настоящему изобретению. Признаки могут быть реализованы в широком разнообразии вариантов относительно признаков корпуса, признаков картриджа и, конечно же, относительно конкретных конфигураций уплотнения. Что касается конфигураций уплотнения, общие принципы предоставлены в настоящем документе после показа дополнительных вариантов осуществления и примеров.
Следует понимать, что принципы могут быть применены вместе с непрямолинейными версиями с «чередующимися» выступами/углублениями уплотнитель ной поверхности, которые отличаются от этих конкретных изображенных примеров, в картридже 415 по фиг. 16-19. Например, количество чередующихся выступов и углублений в любом из участков может отличаться. Также суммарное количество участков, которые содержат такие области с чередующимися выступами/углублениями, может отличаться, как и местоположение в уплотнительной поверхности. Также возможны изменения формы, размера, местоположения и расстояния. Некоторые принципы относительно вышеизложенного охарактеризованы дополнительно ниже.
Все еще обращаясь к фиг. 14-22, следует отметить, что изображенный (на фиг. 16) картридж содержит установочную рукоятку 434, охарактеризованную ранее. Можно видеть со ссылкой на различные фигуры, что рукоятка 434 расположена так, что перекрывает впускной конец для потока паковки набивки, и может быть использована для проталкивания картриджа на место или вытягивания картриджа из уплотнения во время обслуживания. Этот тип рукоятки 434 будет иногда называться «установочной рукояткой», охарактеризованной для осевого направления установки и снятия.
IV. Дополнительные варианты осуществления и варианты
На фиг. 23-34 изображен первый примерный вариант, отличный от картриджа 415. Конкретные изображенные картридж, и компоненты картриджа, и эти признаки отличаются от картриджа 415 двумя главными аспектами: отсутствием заготовки на конце картриджа, противолежащем компоновке уплотнения; и изменением компоновки заготовки на уплотнитель ном конце картриджа. Однако следует отметить, что заготовка, такая как заготовка 430, фиг. 19, может быть использована в компоновках в соответствии с фиг. 23-34 при желании.
Обращаясь к фиг. 23, картридж 480 в целом содержит паковку 481 набивки и компоновку 482 уплотнения. Паковка 481 набивки может в целом иметь конструкцию в соответствии с принципами, описанными в настоящем документе выше, и, конечно же, может в целом соответствовать паковке 427 набивки, фиг. 16-19.
Картридж 480 содержит противолежащие концы 484, 485 для потока. Компоновка 482 уплотнения расположена на конце 485 для потока. Несмотря на то что возможны альтернативы, при типичном применении предполагается, что ссылочная позиция 484 будет соответствовать впускному концу для потока, и ссылочная позиция 485 будет соответствовать выпускному концу для потока, в случае паковки 481 набивки.
Следует отметить, что, хоть заготовка или компоновка рукоятки и отсутствует на конце 484, компоновка 488 рукоятки присутствует на конце 485, который является тем же концом, на котором изображена компоновка 482 уплотнения. Компоновка 488 рукоятки может быть приспособлена как часть той же самой заготовки, которая используется в компоновке 482 уплотнения, как обсуждено ниже, хотя возможны альтернативы.
Отсутствие компоновка рукоятки смежно с концом 484 для потока не подразумевает указание того, что картридж 480 не проталкивается (и извлекается) путем хвата за этот конец. Наоборот, подразумевается указание того, что в некоторых случаях картридж 480 и узел могут быть приспособлены так, что можно браться за картридж и перемещать его в уплотнительную ориентацию и из нее без необходимости компоновки рукоятки на конце, противолежащем компоновке уплотнения с корпусом.
Следует отметить, обращаясь к фиг. 23, что компоновка 482 уплотнения в целом содержит уплотнительный элемент 489, формованный на месте. Уплотнительный элемент 489 содержит уплотнительную поверхность 489s. Изображенная уплотнительная поверхность 489s представляет собой направленную наружу поверхность, приспособленную для образования направленного наружу радиального уплотнения в соответствии с принципами, описанными выше. Возможны альтернативы.
Следует отметить, что уплотнительная поверхность 489s имеет форму, подобную по общим признакам форме поверхности 448s, фиг. 16 и фиг. 17.
Конфигурация, используемая в компоновке по фиг. 23, может быть применена в компоновка по фиг. 16; и конфигурация, используемая в компоновке по фиг. 16, может быть использована в соответствии с признаками по фиг. 23.
На фиг. 24 изображен вид в плане картриджа 480, взятый в направлении поверхности 485 и компоновки 482 уплотнения. Виды в разрезе указаны в целом на фиг. 25 и фиг. 26. На фиг. 27 показан увеличенный местный вид части по фиг. 25.
Из рассмотрения этих фигур можно понять, что изображенная компоновка 482 уплотнения содержит формованную на месте уплотнительную часть 489 и заготовку 490 с опорой уплотнения. Изображенная заготовка 490 содержит на себе буртик 491 опоры уплотнения.
Обращаясь к фиг. 27, на ней показан вид в разрезе через уплотнительную поверхность 490s. Можно видеть, что уплотнительная поверхность 490s в целом имеет форму, которая сужается от части 489х с наибольшим диаметром к вершине 490t для вставки. Изображенное конкретное сужение представляет собой ступенчатую компоновку. Однако возможны прямолинейные скошенные компоновки. Это способствует установке и является хорошо известным относительно широкого разнообразия типов радиального уплотнения, см., например, документы U.S. 7396376 и U.S. 8409316.
На фиг. 28-29С формованная уплотнительная часть 489 показана отдельно от картриджа и заготовки. Фиг. 28 вид в плане, взятый из ориентации, аналогичной фиг. 24. Фиг. 29 перспективный вид, и фиг. 29А, фиг. 29В и фиг. 29С - виды в разрезе.
На фиг. 30-34 изображена заготовка 490 с опорой уплотнения. На фиг. 30 показан перспективный вид, взятый в направлении рукоятки 488. На фиг. 31 показан вид в плане, взятый в направлении рукоятки 488. На фиг. 32, фиг. 33 и фиг. 34 показаны виды в разрезе.
В компоновках по фиг. 23-34 предоставлены некоторые примерные размеры. Они предназначены для указания рабочей компоновки, в которой используются принципы согласно настоящему изобретению. Возможны изменения размеров. Примерные размеры являются следующими. Радиус АХ=16 мм; радиус AY=19 мм; и радиус AZ=99 мм; на фиг. 25 ВА=200 мм; ВВ=182 мм; ВС=198 мм; и BD=205 мм; на фиг. 26 BE=349 мм; BF=344 мм; BG=200 мм; ВН=231 мм; и BI=342 мм; на фиг. 27 BJ=9 мм; и BK=3 мм; на фиг. 28 АА=349 мм; радиус АВ=16 мм; радиус АС=19 мм; AD=44,5 мм; АЕ=44,5 мм; радиус AF=34,4 мм; радиус AG=5 мм; и АН=205 мм; на фиг. 29A AN=313,9 мм; АО=224,6 мм; АР=336 мм; и AQ=342 мм; на фиг. 29 В AI=41,9 мм; AJ=171,4 мм; AK=145,2 мм; AL=182 мм; и AM=198 мм; на фиг. 29С AR=31,1 мм; AS=3 мм; AT=1,5 мм; AU=2 мм; AV=4,1 мм; и AW=14,3 мм.
На фиг. 31 BL=203,4 мм; радиус ВМ=33 мм; BN=44,5 мм; ВО=44,5 мм; радиус BP=5 мм; BQ=60°; радиус BR=85,4 мм; BS=193,9 мм; и ВТ=336,9 мм; на фиг. 32 BU=170 мм; и BV=17 мм; на фиг. 33 BW=314 мм; и на фиг. 34 ВХ=27 мм; BY=10 мм; BZ=0,3 мм; СА=127,9°; СВ=1°; и СС=2,4 мм.
Как правило, максимальная толщина формованной на месте секции уплотнения (между уплотнительной поверхностью и опорой), выровненной с опорой уплотнения, составляет по меньшей мере 10 мм и обычно не превышает 20 мм (зачастую 12-16 мм), хотя возможны альтернативы.
Некоторые аналогичные размеры могут быть использованы для аналогичных признаков и ранее описанного варианта осуществления по фиг. 16-19 при желании.
Расположение рукоятки смежно с уплотнительный концом может предоставить некоторое преимущество. Например, когда такой картридж обслуживают, как правило, поставщик услуг будет держать картридж за конец рукоятки и вставлять его так, чтобы картридж был направлен вверх. Это будет способствовать поддержанию уплотнительного материала 489 вне контакта с рабочими поверхностями и т.д. во время обслуживания.
Может быть желательно также иметь некоторую форму компоновки рукоятки, но приспособленную так, чтобы картридж не мог стоять на этой компоновке на противолежащем конце 488 для потока, фиг. 23. Если так, то она может быть добавлена. Однако, если картридж имеет такие размер и применение, что его можно взять путем хвата за паковку набивки, смежную с этим концом, без заготовки, то она может быть нежелательна.
V. Примерные компоновки, в которых волнистая уплотнительная часть расположена смежно с концом модифицированной овальной формы, фиг. 35-56
A. Общее описание
В примерных компоновках по фиг. 16-19 и фиг. 23-34 уплотнительные поверхности были выполнены с двумя полукруглыми криволинейными концами, имеющими противолежащие секции, проходящие между ними, определяя общую овальную форму, модифицированную так, чтобы содержать одну или несколько секций, волнистых или с выступами/углублениями, там, где иначе были бы прямолинейные секции в (соответствующей) овальной форме. Можно реализовать принципы настоящего изобретения в альтернативных компоновках, содержащих по меньшей мере одну секцию, волнистую или с выступами/углублениями, в иной концевой кривой овальной формы либо в качестве альтернативы, либо в дополнение к обсужденным признакам. Некоторые примеры описаны в этом разделе и в отношении перечисленных фигур.
B. Первый пример, фиг. 35-38
На фиг. 35-38 схематически изображен первый примерный картридж фильтра и его признаки, имеющий волнистую (или с выступами/углубления) секцию в дугообразном «конце» компоновки уплотнения в соответствии с принципами, описанными в настоящем документе. На фиг. 35 показан схематический перспективный вид такого картриджа ссылочной позицией 500. Картридж 500 будет содержать паковку 501 набивки (показанную пунктиром) с противолежащими концами 502, 503 для потока. Следует отметить, что паковка 501 набивки изображена пунктиром, но может быть похожа на конфигурации ранее описанных паковок набивки в настоящем документе и используемую набивку в соответствии с обсуждениями выше.
В изображенном конкретном примере заготовка на конце 502 для потока не показана. Однако она может быть расположена в этом месте при желании.
На конце 503 изображена компоновка 505 уплотнения. Компоновка 505 уплотнения содержит уплотнительный элемент 506, выполненный с уплотнитель ной поверхностью 506s. Хотя возможны альтернативы, изображенный конкретный уплотнительный элемент 506 выполнен с использованием формованного на месте материала, как обсуждено ранее, и расположен так, что поверхность 506s выполнена как направленное наружу радиальное уплотнение, т.е. с возможностью уплотнения относительно окружающей части корпуса при использовании, возможны альтернативы.
На фиг. 36 изображен вид в плане картриджа 500, взятый в направлении компоновки 505 уплотнения. Показано уплотнительное кольцо 506, содержащее уплотнительную поверхность 506s, изображающее его форму периметру. Обращаясь к фиг.36, можно видеть, что поверхность 506s имеет первую концевую часть 508, противолежащие боковые части 509, 510 и концевую часть 510х, противолежащую части 508. Форма периметра является в целом овальной, за исключением модификаций на конце 510, как обсуждено ниже. Таким образом, в изображенном примере конец 508 является дугообразным (в примере в целом полукруглым) в форме периметра, и противолежащие секции 509, 510 являются в целом прямолинейными и параллельными друг другу. Возможны альтернативы.
Все еще обращаясь к фиг. 36, можно видеть, что конец 510х проходит вокруг 180° дуги, но имеет область поверхности, выполненную с волнистой формой или формой с выступами/углублениями, содержащей чередующиеся секции 511 с углублением и секции 512 с выступом. В изображенном примере имеются три секции 511 с углублением и два выступа 512, хотя возможны альтернативы.
На фиг. 37 изображен вид в разрезе формованного на месте уплотнительного материала 505 компоновки 505 уплотнения, взятый вдоль линии 37-37, фиг. 36. Области 513 показывают, где формованная на месте часть будет вмещать выступ опоры на заготовке. Области 514 показывают формованные поверх части, предназначенные для скрепления уплотнения, уплотнительного материала (и заготовки) с паковкой набивки.
На фиг. 38 показан вид в разрезе, взятый в целом вдоль линии 38-38, фиг. 37.
В примере по фиг. 35-38 пригодные для использования размеры указаны далее. На фиг. 37 CD=41,9 мм; СЕ=10,5 мм; CF=7,5 мм; CG=118,4 мм; СН=113,6 мм; CI=92,5 мм; CJ=4,5 м; CK=113 мм; CL=122 мм; CJ=118,4 мм; СМ=16,7 мм; и CN=20,1 мм. На фиг. 38 СО=21,2°; CP=321,7 мм; CQ=317,6 мм; CR=295,7 мм; CS=32,4°; СТ=322,9 мм; CU=332 мм; CW=24,2°; и CV=4,5°.
Разумеется, возможны альтернативы, в которых используются принципы согласно настоящему изобретению. Некоторые общие пригодные для использования варианты обсуждены дополнительно в настоящем документе ниже.
С. Второй вариант, фиг. 39-45
Принципы, охарактеризованные в связи с вариантом осуществления по фиг. 35-38, могут быть применены в компоновке, в которой компоновка заготовки с опорой уплотнения содержит на себе рукоятку на том же конце картриджа, что и компоновку уплотнения. Пример предоставлен на фиг. 39-46, как описано далее.
На фиг. 39 изображен примерный картридж 550, содержащий паковку 551 набивки и компоновку 552 уплотнения. Они могут в целом соответствовать компоновке по фиг. 35-38, за исключением наличия компоновки 553 рукоятки, перекрывающей конец 555 набивки 551.
Что касается компоновки по фиг. 35-38, компоновка 551 уплотнения содержит формованную на месте область 555 материала, содержащего область 556, имеющую уплотнительную поверхность 556s.
Паковка 550 набивки может в целом быть такой, как описано ранее, имеющей противолежащие концы 558, 559 для потока.
На фиг. 40 изображен вид в плане, взятый в направлении конца 559 для потока. На фиг. 41 показан вид в разрезе, взятый вдоль линии 41-41, фиг. 40. На фиг. 42 показан вид в разрезе, взятый вдоль линии 42-42, фиг. 40. На этих фигурах можно видеть заготовку 560 с опорой 561 уплотнения.
На фиг. 43 показана заготовка 560 в перспективе. На фиг. 44 показан вид в плане, взятый в направлении конца, противоположного буртику 561. На фиг. 45 показан противоположный вид в плане в направлении буртика 461. На фиг. 46 показан вид в разрезе, взятый вдоль линии 46-46, фиг. 45.
На графических материалах примера по фиг. 43-46 указаны некоторые размеры. Подразумевается, что они являются примерами и будут соответствовать следующему описанию. На фиг. 40 радиус СХ=23,6 мм; радиус CY=26,4 мм; CZ=30°; и радиус CRC=50 мм; на фиг. 41 DA=332 мм; DB=321,7 мм; DC=250 мм; DD=281,1 мм; и DE=327 мм; на фиг. 42 DH=118,4 мм; DF=2,4 мм; DG=122 мм; и DI=117 мм; на фиг.44 DJ=2,4 мм; DK=105 мм; и DL=210 мм; на фиг. 45 DO=112,9 мм; DP=30°; DQ=30°; радиус DR=11,1 мм; и радиус DS=38,9 мм; и DT=322,9 мм; и на фиг. 46 DM=28,3 мм; и DU=34,8 мм.
Разумеется, возможны альтернативы, в которых используются принципы в соответствии с описанными методиками.
D. Примерный воздухоочистительный узел, фиг. 47-56
На фиг. 47-56 изображен примерный воздухоочистительный узел, пригодный для использования с главным картриджем фильтра, имеющим характеристики уплотнения, подобные описанным выше в вариантах осуществления по фиг. 35-38 и/или фиг. 39-45.
Обращаясь к фиг. 47, воздухоочистительный узел в соответствии с этой частью описания указан в целом ссылочной позицией 600. Воздухоочистительный узел 600 содержит корпус 601, содержащий основную часть 602 корпуса, и крышку 603 для доступа и обслуживания.
В примере изображенного воздухоочистительного узла 600, как будет понятно из обсуждения ниже, показан вариант, отличный от ранее описанного корпуса 401 (фиг. 14), в котором крышку 603 для доступа не снимают с основной части 602 корпуса, когда открывают крышку 603 для доступа. Наоборот, она остается скрепленной с основной частью корпуса. Возможны альтернативы; и вариант может быть использован с узлом 400, фиг. 14.
Все еще обращаясь к фиг. 47, другие признаки, которые можно видеть, включают компоновку 604 выпуска для фильтрованного воздушного потока, посредством которой фильтрованный воздух покидает корпус для направления ниже по ходу относительно оборудования. Воздух, который должен быть отфильтрован, будет в целом попадать в корпус через впуск на конце 605. Ссылочной позицией 606 показаны необязательные монтажные площадки для способствования монтированию на оборудовании при использовании. Площадки 606 могут быть расположены в разнообразных местах для способствования скреплению.
Из ориентации, изображенной на фиг. 47, никакой конкретный характерный вариант не подразумевается относительно того, как целый корпус 601 и весь узел 600 будут ориентированы при использовании. Узел 600 может быть расположен так, чтобы вид сбоку, обращенный к виду на фиг. 47, был направлен вверх или вниз. Однако, он может также быть ориентирован так, чтобы выпуск 604 был направлен вверх или вниз.
На фиг. 48 изображен покомпонентный вид воздухоочистительного узла 600 с открытой на шарнирах крышкой 603 для доступа. Вмещаемый внутрь картридж 620 показан вытащенным из внутренней части 602i основной части 602. Из рассмотрения по фиг. 48 можно понять, что изображенный примерный воздухоочистительный узел 600 представляет собой узел «с боковой загрузкой», который в виде термина используется в настоящем документе. То есть картридж 620 вставляется в основную часть 602 корпуса и извлекается из нее через ее боковую сторону между впуском 605 и выпуском 604. Это означает в целом, что для картриджа 620 необходимы два типа движений во время установки. В случае первого типа движения, см. стрелку 609, направление в целом перпендикулярно воздушному потоку через картридж 620, когда картридж 620 вставляют в основную часть 602 корпуса. В случае второго типа движения, см. стрелку 610, картридж проталкивают в направлении потока через него в уплотнительную ориентацию с корпусом. Этот тип боковой загрузки описан в принципе в связи с документами U.S. 7396375; U.S. 7655074; U.S. 7905936; U.S. 7713321 и U.S. 7972404, включенными в настоящий документ посредством ссылки.
На фиг. 49 и фиг. 50 показаны перспективные виды картриджа 620. Можно видеть, что картридж 620 содержит паковку 621 набивки, имеющую противолежащие концы 622, 623 для потока.
На конце 623 для потока изображена компоновка 625 уплотнения. Компоновка 625 уплотнения может в целом соответствовать компоновке 552 уплотнения, фиг.39-40, хотя могут быть использованы варианты. Таким образом, она содержит уплотнительный элемент 626, образующий уплотнительную поверхность 626s, приспособленную для образования направленного наружу радиального уплотнения; причем уплотнительная поверхность 626s имеет форму периметра с дугообразным полукруглым криволинейным концом 627; противолежащие прямолинейные боковые секции 628, 629; и криволинейный конец, противолежащий концу 627, со ссылочной позицией 630. Конец 630 содержит конфигурацию, волнистую или с выступами/углублениями, имеющую три секции 631 с углублением и две секции 632 с выступом. На конце 623 показана заготовка 635 с опорой уплотнения, содержащая часть 636 в виде рукоятки и опорную область 637 (фиг. 53) для поддержки уплотнения.
Компоновка 625 уплотнения может быть закреплена на месте с помощью формы, формованной поверх, со ссылочной позицией 638, фиг. 49, относящейся к типу, подобному описанному выше.
Обращаясь к фиг. 49 и фиг. 50, на конце 622 для потока изображена вторая заготовка 640, имеющая: часть 641 в виде обода, окружающую набивку 620; часть 642 в виде концевого ободка, проходящую поверх части конца 622; и компоновку 645 установочной рукоятки. Конкретная компоновка 625 рукоятки расположена так, что перекрывает криволинейный конец 621а овальной паковки 621 набивки.
Следует отметить, что в изображенной конкретной примерной компоновке компоновка 645 рукоятки выровнена с тем же криволинейным концом 621а паковки 621 набивки, что и волнистая (с выступами/углублениями) концевая секция 630 уплотнительной поверхности 626s, обсужденной ранее. Преимущества от этого обсуждены ниже, хотя возможны альтернативы.
На фиг. 51 указан вертикальный вид сбоку картриджа 620 фильтра, оснащенного описанными признаками. На фиг. 52 показан вид с торца, взятый в направлении конца 623, с обсужденными указанными признаками.
На фиг. 53 показан покомпонентный вид с указанными признаками. На фиг. 54 показан альтернативный схематический покомпонентный перспективный вид, аналогичный показанному на фиг. 53.
Как будет понятно из рассмотрения фиг. 48, компоновка 645 рукоятки расположена так, чтобы способствовать установке при ориентации смежно с тем же криволинейным концом 621а паковки 621 набивки, с которым смежна волнистая секция 630. Это связано с тем, что во время боковой установки концевая дугообразная секция 627 компоновки уплотнения, противолежащая дугообразной волнистой (с выступами/углублениями) секции 630, может быть сначала вложена или частично вложена, а затем пользователь манипулирует рукояткой 645 так, чтобы обеспечить полный контакт с уплотнением и завершить установку. При этом типе операции неволнистая дугообразная секция 627 уплотнения, противолежащая волнистой секции 630, способствует установке.
Следует отметить, что компоновка 645 рукоятки может также быть использована как часть компоновки выступа, которая должна быть введена в контакт с крышкой 603 для доступа, закрепляя картридж в положении. Пример этого показан на фиг. 55-56. Крышка 603 для доступа может, таким образом, иметь разнообразные признаки, которые помогают поддерживать картридж 620 для предотвращения нежелательного движения во время установки.
Е. Некоторые полезные варианты и альтернативы, фиг. 57-59
Принципы, описанные в настоящем документе в связи с различными вариантами осуществления по предыдущим фигурам, могут быть применены в качестве альтернативы. Например, как указано, могут быть использованы показанные направленные наружу радиальные уплотнения. Альтернативно, как указано, могут быть использованы направленные внутрь радиальные уплотнения. Действительно, в некоторых случаях могут быть использованы оба типа уплотнений.
В изображенных примерах показанные компоновки уплотнения относятся к типу, который контактирует с окружающей частью структуры корпуса. Уплотнения могут быть образованы посредством установки в канавку или другую вмещающую компоновку в корпусе при использовании.
Вышеизложенные принципы можно понять, например, из местного схематического вида по фиг. 57. Изображена компоновка 700 структуры корпуса, содержащая вмещающую канавку 701 для компоновки уплотнения во время использования. На фиг. 57 показана компоновка 720 уплотнения, вставляемая в канавку 701. Компоновка 720 уплотнения может содержать направленные радиально наружу уплотнительные элемент или поверхность 721, как показано, для контакта с наружным буртиком 701о на канавке 701. Альтернативно или в дополнение компоновка 720 уплотнения может содержать направленную радиально внутрь уплотнительную поверхность 722, ориентированную и приспособленную так, чтобы контактировать с внутренней поверхностью или буртиком 701i канавки 701 при использовании.
Таким образом, из рассмотрения фиг. 57 можно понять, что любое или оба из направленного наружу радиального уплотнения или направленного внутрь радиального уплотнения могут быть использованы с канавкой 701. Следует отметить, что, если используется только одно уплотнение, противолежащая сторона компоновки уплотнения может все еще быть приспособлена для контакта с релевантной поверхностью в канавке 701, но не обязательно с уплотнением, для обеспечения стабильности.
На фиг. 58 показана компоновка уплотнения, имеющая направленное внутрь радиальное уплотнение со ссылочной позицией 730.
На фиг. 59 показана компоновка уплотнения, имеющая как направленную наружу компоновку 731 уплотнения, так и направленную внутрь компоновку 732 уплотнения.
Варианты, обсужденные в этом разделе, могут быть реализованы с любым из разнообразных конкретных признаков и в любом из вариантов осуществления, охарактеризованных ранее.
VI. Некоторые общие принципы, комментарии и наблюдения относительно фиг. 14-61
A. Общие сведения; фиг. 60 и фиг. 61
Примеры, охарактеризованные выше в связи с фиг. 41-59, показывают, что общие принципы, охарактеризованные в настоящем документе, могут быть применены в разнообразных формах картриджей фильтров и корпусов воздухоочистителей. В этом разделе охарактеризованы некоторые общие наблюдения типичных и предпочтительных компоновок.
Фиг. 60 схематическое представление недугообразной, но волнистой (с выступами/углублениями) секции уплотнительной поверхности, пригодной для использования в выбранных компоновках согласно настоящему изобретению.
Фиг. 60 можно рассматривать как схематическое представление части периметра волнистой секции уплотнительной поверхности примера по фиг. 24.
Фиг. 61 дугообразная волнистая (с выступами/углублениями) секция поверхности, пригодная для использования в выбранных компоновках согласно представленному изобретению. Фиг. 61 в целом аналогична фиг. 60; и ее можно рассматривать как указание части периметра волнистой секции уплотнительной поверхности примера по фиг. 40.
B. Выбранные общие признаки примерных вариантов осуществления, описанных до этого и/или показанных в предварительной заявке на патент США №62/543090, включенной в настоящий документ посредством ссылки
При типичном применении охарактеризованных методик с прямоточными конфигурациями может быть предоставлен картридж воздушного фильтра, который содержит паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока. Первый из первого и второго противолежащих концов для потока может представлять собой выпускной конец для потока, причем противолежащий конец представляет собой впускной конец для потока. Паковка набивки будет выполнена с набивкой, ориентированной так, чтобы фильтровать воздух, протекающий во впускной конец для потока, перед тем как тот воздух покинет противолежащий выпускной конец для потока. Охарактеризованы разнообразные типы набивок, и могут быть использованы разнообразные формы и конфигурации. Такие картриджи (например) включены в изображения картриджа по фиг. 15, фиг. 16, фиг. 23, фиг. 39 и фиг. 48.
Компоновка уплотнения с корпусом расположена на паковке набивки. Компоновка уплотнения с корпусом будет, как правило, расположена на (или в) одном из двух концов для потока. Во многих случаях она будет находиться в выпускном конце для потока; но возможны альтернативы. Примеры картриджей с компоновкой уплотнения на конце для потока включены в изображения по фиг. 15, фиг. 16, фиг. 23, фиг. 39 и фиг. 48.
Компоновка уплотнения с корпусом в целом содержит радиально направленный уплотнительный элемент, определяющий радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт со структурой воздухоочистителя с возможностью отсоединения и с обеспечением уплотнения при использовании. Компоновки уплотнения с корпусом, как правило, приспособлены для определения прохода для воздушного потока, перекрывающего паковку набивки, сквозь которую проходит поток, и радиальная уплотнительная поверхность проходит вокруг прохода для воздушного потока. Примеры таких картриджей включены в изображения по фиг. 15, фиг. 16, фиг. 23, фиг. 39 и фиг. 48.
Радиальная уплотнительная поверхность может быть обращена к проходу для потока, если уплотнение представляет собой направленное внутрь радиальное уплотнение; или она может быть обращена от прохода для воздушного потока, если уплотнение представляет собой направленное радиально наружу уплотнение, что касается терминов, используемых в настоящем документе. Также возможны компоновки с 2-сторонними уплотнениями (направленными как радиально наружу, так и радиально внутрь), как описано выше.
Радиальная уплотнительная поверхность будет в целом охарактеризована как определяющая направление по периметру на протяженности вокруг прохода для потока. Термин «направление по периметру», как подразумевается, относится к протяженности уплотнительной поверхности, по мере того как она проходит вокруг внутреннего или наружного периметра материала уплотнительной поверхности и прохода для воздушного потока в направлении по периметру (в зависимости от того, направлена поверхность внутрь или наружу).
Во многих применениях типичная уплотнительная поверхность содержит по меньшей мере первую дугообразную секцию уплотнения, предпочтительно приспособленную для «радиального контакта с обеспечением уплотнения с неволнистой (без выступов/углублений) структурой воздухоочистителя», хотя возможны альтернативы. Под этим и подобными терминами подразумевается, что уплотнительная поверхность выполнена в этой области так, что, будучи установленной в воздухоочистителе, она будет обеспечивать уплотнение с неволнистой (или без выступов/углублений) поверхностью соответствующей области (структуры) корпуса. Это не обязательно означает, что уплотнительная поверхность (на картридже) в первой дугообразной секции уплотнительной поверхности (на картридже) полностью лишена какого-либо или всех из локализованных выступов или углублений, содержащихся в ней. Наоборот, это означает, что, если на уплотнительной поверхности картриджа все же содержатся какие-либо такие признаки, они являются предпочтительно достаточно малыми, чтобы не мешать уплотнению, когда уплотнение структурной области корпуса, в отношении которого происходит уплотнение, само не имеет волнистых секций (выступов и/или углублений) в соответствующей области. Примерные картриджи с такими первыми дугообразными секциями показаны на фиг. 24 (см. секцию 801) и на фиг. 40 (см. секцию 901).
Хотя возможны альтернативы, в определенных примерах первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге (между противолежащими концами дуги), составляющей по меньшей мере 130°, обычно не превышающей 270°, и, как правило, проходит по дуге: в диапазоне 150-210° включительно; зачастую в диапазоне 160-200° включительно, и, как правило, дуга составляет 170-190° включительно. Зачастую первая дугообразная уплотнительная поверхность будет проходить по дуге (между концами дуги), составляющей 180°.
Однако следует отметить, что неволнистые (без выступов/углублений) секции в дуге могут проходить по относительно коротким дугам, например, дугам, протяженность которых составляет по меньшей мере 20°, как правило, по меньшей мере 30°, зачастую по меньшей мере 40° и зачастую не более 110°, в некоторых случаях не более 180°. Примеры этого предложены за счет описаний в настоящем документе ниже, относящихся к последующим фигурам.
В примере по фиг. 24 дугообразные концы первой дугообразной секции 801 указаны ссылочными позициями 802, 803; и первая дугообразная секция 801 проходит по дуге, составляющей 180°. В примере по фиг. 40 первый дугообразный конец 901 проходит по дуге между концами 902, 903 и может быть охарактеризован как дуга, составляющая 180°. Следует отметить, что в соответствии с терминологией, используемой до этого, дугообразная секция 901 на фиг. 40 не будет рассматриваться как проходящая по дуге между концевыми точками 904, 905, причем дуга все еще охарактеризована как составляющая 180°, но имеющая в себе прямолинейные секции. Это связано с тем, что, хоть первая дугообразная секция и может содержать в себе прямолинейные секции, в некоторых случаях концы дуги будут, как правило, рассматриваться как конечные концевые точки, где оканчиваются различные криволинейные секции (внутри первой дугообразной секции), в общей протяженности по длине дуги. Таким образом, они представляют собой концевые точки 902, 903, которые находятся в противолежащих концах первой дугообразной секции, как определено одной или несколькими криволинейными секциями, содержащимися в них.
В картридже по фиг. 24 первая волнистая (с выступами/углублениями) секция уплотнения может пониматься как идентифицированная любой секцией 806 между концевыми точками 803, 807; или как волнистая (с выступами/углублениями) секция 808 уплотнения между концевыми точки 802, 809 (причем другая указанная волнистая секция уплотнения представляет собой вторую волнистую (с выступами/углублениями) секцию уплотнения). В примере по фиг. 40 первая волнистая (с выступами/углублениями) секция уплотнения может содержать секцию 906, проходящую между концевыми точками 904, 905. На фиг. 60 показано схематическое представление, соответствующее секции 806, фиг. 24; и на фиг. 61 показано схематическое представление волнистой (с выступами/углублениями) секции в соответствии с секцией 906, фиг. 40.
Когда термин «первая дугообразная уплотнительная поверхность» используется в этом контексте, не подразумевается, что предполагается или предлагается, что дугообразная уплотнительная поверхность определяет круговую дугу, если не указано иное, например, вследствие охарактеризования ее как «круговой» или как имеющей радиус некоторой величины. (Даже тогда очень незначительные отличия от круглой формы должны быть включены в термин, если не указано иное).
Как правило, в компоновке, описанной до этого, уплотнительная поверхность содержит по меньшей мере первую волнистую (с выступами/углублениями) секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися радиальными выступами/углублениями; то есть конфигурацию, имеющую в себе чередующиеся радиальные выступы и радиальные углубления. Как правило, возможны варианты, и некоторые из них охарактеризованы ниже.
В настоящем документе термин «конфигурация с радиальными выступами/углублениями» и варианты, как подразумевается, в целом характеризуют «волнистую» конструкцию чередующихся углублений и выступов в области. Термин не подразумевает указание (на протяженности от конца секции) того, что появляется первым, выступ или углубление. Таким образом, термин конфигурация «с выступами/углублениями» в настоящем документе имеет то же значение, что и конфигурация «с углублениями/выступами». Термин «волнистый» в этом контексте, как подразумевается, указывает чередующиеся выступы и углубления без конкретного дополнительного характерного варианта характера формы тех углублений и выступов; и не подразумевает указание того, что все углубления имеют одинаковую форму (или размер), и того, что все выступы имеют одинаковую форму (или размер), если не указано иное. В примере по фиг. 40 радиус первой дугообразной секции 901 указан в целом размером 915. Радиусы различных чередующихся секций с углублением и выступом волнистой секции 906 указаны ссылочными позициями 916, 917, 918, 919 и 920.
Первая дугообразная уплотнительная поверхность во многих компоновках согласно настоящему изобретению представляет собой, как правило, дугообразную секцию уплотнительной поверхности, которая имеет неволнистую (без выступов/углублений) конфигурацию в полной протяженности в направлении по периметру вокруг соответствующей внутренней дуги, см., например, фиг. 24 и фиг. 40. В некоторых случаях, если она все же имеет в себе какие-либо малые выступы или углубления, как правило и предпочтительно, такие углубления или выступы не вызывают изменения кривизны дуги относительно противолежащих сторон изменения, составляющего более приблизительно 2 мм и, как правило, не более приблизительно 1 мм. Под этим, как подразумевается, следует понимать, что даже неволнистая (без выступов/углублений) секция уплотнительной поверхности может иметь на себе некоторые небольшие выступы, углубления или конфигурацию с выступами/углублениями, пока они являются достаточно малыми, чтобы не мешать радиальному уплотнению с неволнистой (без выступов/углублений) секцией корпуса.
В настоящем документе термин «длина уплотнительной поверхности в направлении по периметру», как подразумевается, относится к размеру в длину в направлении по периметру радиальной уплотнительной поверхности или некоторой идентифицированной секции радиальной уплотнительной поверхности. То есть подразумевается ссылка на направление протяженности до уплотнительной поверхности вокруг прохода для воздушного потока, который окружен уплотнительным элементом.
Хотя возможны альтернативы и что касается компоновок, изображенных и описанных выше, как правило, первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 5% от суммарной длины уплотнительной поверхности в направлении по периметру всей радиальной уплотнительной поверхности; зачастую она составляет по меньшей мере 10% от того расстояния и обычно по меньшей мере 15% от того расстояния, см., например, фиг. 24. Также, как правило и предпочтительно, первая дугообразная уплотнительная поверхность имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую не более 90% от суммарной длины уплотнительной поверхности в направлении по периметру и зачастую не более 80% от той длины. Примеры этого предоставлены за счет по меньшей мере картриджей по фиг. 24 и фиг. 40.
Хотя возможны альтернативы, как правило, первая волнистая (с выступами/углублениями) секция уплотнения имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 5% от суммарной длины уплотнительной поверхности в направлении по периметру радиальной уплотнительной поверхности, как правило, по меньшей мере 10% и зачастую по меньшей мере 15%; и, как правило, не более 90%, зачастую не более 80% от нее, см. пример по фиг. 24 и вариант по фиг. 40.
Как правило, первая дугообразная секция уплотнительной поверхности может быть охарактеризована как имеющая первую длину X1 открытой поверхности в направлении по периметру. Это подразумевает ссылку на расстояние протяженности уплотнительной поверхности в направлении по периметру между концевыми точками первой дугообразной секции уплотнительной поверхности. Первая волнистая секция уплотнения может быть охарактеризована как имеющая первую суммарную длину уплотнительной поверхности в направлении по периметру, обозначенную как Х2. Во многих применениях согласно настоящему изобретению отношение X1 к Х2 будет составлять по меньшей мере 0,8, зачастую по меньшей мере 1,0 и обычно по меньшей мере 1,50. Во многих случаях отношение X1 к Х2 будет составлять не более 6,0, зачастую не более 4,0 и во многих случаях находиться в диапазоне от 1,0 до 3,0, хотя возможны альтернативы. В примерном картридже по фиг. 24 первая длина X1 в направлении по периметру дугообразной секции будет представлять собой длину уплотнительной поверхности между концевыми точками 802, 803 первой секции 801 уплотнительной поверхности. В том же примере по фиг. 24 Х2 будет представлять собой расстояние между концевыми точками 803, 807 поверх первой соответствующей волнистой секции 806, 808 уплотнения. В примере по фиг. 40 X1 будет соответствовать расстоянию между концевыми точками 902, 903 поверх первой дугообразной секции 901 уплотнительной поверхности; и Х2 будет соответствовать длине между концевыми точками 905, 906 первой волнистой секции 906 уплотнения. В настоящем документе термины «расстояние», «длина» и их варианты в этом контексте подразумевают ссылку на расстояние уплотнительной поверхности, включая контуры (т.е. не обязательно прямое, самое короткое, линейное расстояние).
В настоящем документе не обязательно подразумевается, что выступы или углубления в конфигурации с выступами/углублениями являются криволинейными, если это не указано. Также не подразумевается, что они изогнуты с образованием границы круглой формы, если это не указано или предложено границей с радиусом кривизны. Таким образом, когда используется термин «радиус кривизны», подразумевается, что форма является по существу круглой, и, таким образом, она может быть математически круглой или отличаться от нее лишь слегка.
Как правило, для компоновок, например, описанных ранее, по меньшей мере одна из секции с выступом и секции с углублением в волнистой (с выступами/углублениями) секции имеет радиус R2 кривизны, и первая дугообразная секция уплотнительной поверхности имеет радиус R1 кривизны. Как правило, отношение R1/R2 составляет по меньшей мере 1,5, обычно по меньшей мере 2,0 и зачастую по меньшей мере 4,0. Возможны варианты. Этот характерный вариант можно понять, например, посредством ссылки на пример по фиг. 24 и альтернативно на пример по фиг. 40. Обращаясь сперва к фиг. 24, радиус R1 кривизны первой дугообразной секции уплотнительной поверхности указан в целом ссылочной позицией 815; и отдельные радиусы R2 различных секций с выступом и секций с углублением первой волнистой секции 806 (или 808) уплотнения указаны различными размерами 816, 817, 818, 819, 820 (или 821, 822, 823, 824, 825). Под характерными вариантами в этом абзаце подразумевается взаимоотношение между R1 и R2 для по меньшей мере секции, выбранной из секции с выступом и секции с углублением. Не подразумевается указание того, что все секции с углублением и секции с выступом имеют такой же радиус, как и остальные, и т.д. В примере по фиг. 24 R1 будет соответствовать радиусу 815 первой дугообразной секции 801 уплотнения; и R2 будет соответствовать радиусу секции, выбранной из различных секций с выступом/углублением (816-820; или 821 825) в первой волнистой секции уплотнительной поверхности (либо 806, либо 808 соответственно).
Как правило, каждая секция с выступом и каждая секция с углублением в конфигурации секции с криволинейными выступами / криволинейными углублениями первой волнистой (с выступами/углублениями) секции уплотнительной поверхности имеет радиус R2 кривизны, так что отношение R1/R2 для каждой из них составляет по меньшей мере 1,5, обычно по меньшей мере 2,0 и зачастую по меньшей мере 4,0. Под этим не подразумевается, что радиус кривизны каждого углубления и каждого выступа является обязательно одинаковым. Таким образом, R2 может быть разным для различных выступов и углублений до тех пор, пока идентифицированное отношение остается таким, как указано.
Несмотря на наблюдения в предыдущем абзаце, предполагается, что в некоторых типичных случаях каждое криволинейное углубление в первой волнистой (с выступами/углублениями) секции уплотнительной поверхности, будучи изогнутым до кругообразной кривизны, будет иметь тот же радиус кривизны, что и каждое другое углубление в той же волнистой (с выступами/углублениями) секции уплотнительной поверхности; и каждая секция с криволинейным выступом, будучи изогнутой до кругообразной кривизны, в первой волнистой (с выступами/углублениями) секции уплотнительной поверхности будет иметь тот же радиус кривизны, что и каждый другой криволинейный выступ в той же волнистой секции уплотнительной поверхности, см. фиг. 24 и фиг. 40. Однако альтернативы изображены на определенных фигурах, описанных ниже.
Хотя возможны альтернативы, в некоторых случаях каждая секция с выступом в данной волнистой секции поверхности будет иметь больший радиус кривизны, чем у каждой секции с углублением в той же волнистой секции уплотнительной поверхности, см. фиг. 24 и фиг. 40, как охарактеризовано с помощью примерных размеров, предоставленных в настоящем документе выше.
В некоторых примерах каждая секция с выступом будет иметь радиус кривизны, который не более чем на 12 мм больше, чем у каждой секции с углублением в той же волнистой (с выступами/углублениями) секции уплотнительной поверхности; зачастую не более чем на 6 мм больше и во многих случаях не более чем на 4 мм больше.
Обычно каждая секция с выступом будет иметь радиус кривизны, который по меньшей мере на 0,4 мм больше, обычно по меньшей мере на 0,5 мм и во многих случаях по меньшей мере на 2 мм больше, чем у каждой секции с углублением.
Обращаясь к фиг. 60 и фиг. 61, волнистая (с выступами/углублениями) секция уплотнительной поверхности может быть охарактеризована как имеющая «глубину выступа/углубления». В общем термин «размер в глубину выступа/углубления» и его варианты, как подразумевается, относятся к радиальному расстоянию между максимальным углублением и максимальным выступом. На схематическом изображении по фиг. 60 эта глубина выступа/углубления представлена размером D1. В примере по фиг. 61 она представлена как D2.
Как правило, глубина D1 (или D2) выступа/углубления является такой, что наибольшая глубина выступа/углубления внутри первой волнистой (с выступами/углублениями) секции уплотнительной поверхности не превышает 70 мм, зачастую не превышает 50 мм и обычно не превышает 30 мм. Однако, как правило, наибольшая глубина D1 (или D2) выступа/углубления составляет по меньшей мере 5 мм, обычно по меньшей мере 10 мм и зачастую по меньшей мере 15 мм. Возможны альтернативы.
Как указано выше, не требуется, чтобы первая дугообразная секция уплотнительной поверхности сама представляла собой неволнистую (без выступов/углублений) секцию. Однако, если она содержит в себе какие-либо выступы или углубления, как правило, каждые из них предпочтительно не превышают максимальный рельеф, составляющий 2 мм (обычно не превышают максимальный рельеф, составляющий 1 мм), от смежных частей поверхности, если обеспечивается уплотнение с неволнистой (без выступов/углублений) поверхностью корпуса. В некоторых примерах, изображенных и описанных до этого, первая дугообразная секция уплотнения представляет собой неволнистую секцию, как показано в примерах по фиг. 24 и фиг. 40.
В некоторых примерных и предпочтительных компоновках, включая показанные на фиг. 24 и фиг. 40, внутри первой волнистой (с выступами/углублениями) секции уплотнения каждое углубление и каждый выступ приспособлены к круговой дуге данного радиуса (за исключением переходов (или перегибов)), где вдоль размера по периметру каждое углубление погружается в каждый выступ. Под этим не подразумевается, что граница круглой формы (при наличии) каждых из них обязательно является одинаковой. Когда каждая секция с выступом и каждая секция с углублением внутри волнистой секции стремится к в целом круговой дуге, предпочтительно, что дугообразная протяженность не превышает полукруг (180°), как правило, она меньше, обычно не превышает 170° и предпочтительно не превышает 150°. Однако, как правило и предпочтительно, каждая из них проходит по дуге, составляющей по меньшей мере 45°, зачастую по меньшей мере 60° и во многих случаях по меньшей мере 90°. Обращаясь к фиг. 60, радиальная дуга, например, в секции 816с углублением, показана между приблизительными концевыми точками 816а и 816b. Примерная дуга для секции 817 с выступом показана между концевыми точками 816b и 816с.
Из этого будет понятно, что концевая точка секции с углублением или секции с выступом представляет собой в целом точку, в которой происходит криволинейный переход от углубления к выступу (от вогнутости к выпуклости). Ссылка на дугу, как подразумевается, снова указывает, что данная секция с углублением или секция с выступом в целом не проходит по дуге, которая является такой же большой, как полукруг, с указанными предпочтениями. Это в целом подразумевает, что отдельные волны (представленные смежными углублениями и выступами внутри волнистой секции) будут, как правило (во многих применениях), относительно широкими и неглубокими в общей конфигурации. В этом контексте величина радиальной дуги просто, как подразумевается, относится к части периметра круга, определенного радиусом, по которой проходит дуга секции с выступом и секции с углублением.
Как охарактеризовано выше, первая волнистая (с выступами/углублениями) секция уплотнительной поверхности может быть охарактеризована как имеющая первую и вторую противолежащие секции концевых краев. Обращаясь к фиг. 60, секции концевых краев волнистой (с выступами/углублениями) секции уплотнительной поверхности идентифицированы ссылочными позициями 803 и 807; в примере по фиг. 61 они идентифицированы ссылочными позициями 904 и 905. Как правило, волнистые (с выступами/углублениями) секции уплотнения будут выполнены, особенно когда включено направленное наружу радиальное уплотнение, с секциями концевых краев, содержащими углубления (т.е. вогнутые формы), например, показанные на фиг. 60 и фиг. 61. Однако в альтернативных применениях волнистая секция уплотнительной поверхности может быть выполнена с первым и вторым противолежащими концевыми краями, содержащими (выпуклые) секции с выступами, или с одним краем каждой секции.
В настоящем документе волнистая (с выступами/углублениями) секция уплотнения может иногда быть охарактеризована как «дугообразная» или альтернативно как «недугообразная». В этом контексте терминология подразумевает ссылку на протяженность между концевыми точками упомянутой волнистой (с выступами/углублениями) секции уплотнения. Например, на схематическом изображении по фиг. 60 изображенная волнистая (с выступами/углублениями) секция уплотнения не является недугообразной, т.е. является дугообразной между концевыми точками 803, 807. С другой стороны, в схематическом примере по фиг. 61 волнистая (с выступами/углублениями) секция уплотнения является дугообразной на протяженности между концевыми точками 804, 805 (в примере, проходящей по полукруглой дуге, составляющей 180°). Терминология в этом контексте не подразумевает ссылку на отдельные волны или границу с выступами/углублениями, а лишь на те, которые вдоль периметра радиального уплотнения, пути в направлении по периметру непосредственно между двумя концевыми точками (т.е. как прямолинейного или дугообразного).
Как указано выше в связи с примерами по фиг. 24, первая волнистая (с выступами/углублениями) секция уплотнительной поверхности может быть недугообразной волнистой (с выступами/углублениями) секцией уплотнительной поверхности, т.е. может быть расположена в иначе прямолинейной части границы уплотнения. Однако она может представлять собой дугообразную волнистую (с выступами/углублениями) секцию уплотнительной поверхности, например, проходящую по дуге между двумя противолежащими концами секции, как показано в примере по фиг. 40.
Величину «волнистости» в секции уплотнительной поверхности можно в некоторых случаях понять путем сравнения: длины волнистой (с выступами/углублениями) секции уплотнительной поверхности в направлении по периметру между концевыми точками и по контуру; и непосредственной длины между концевыми краями волнистой (с выступами/углублениями) секции уплотнительной поверхности. Длина по секции с контуром будет иногда охарактеризована здесь как «первая длина L1 по контуру в направлении по периметру» первой волнистой (с выступами/углублениями) секции уплотнительной поверхности. Длина между концевыми краями первой волнистой (с выступами/углублениями) секции уплотнительной поверхности будет иногда называться «первой длиной L2 не по контуру в направлении по периметру». На примерном схематическом изображении по фиг. 60 первая длина L1 по контуру в направлении по периметру будет представлять собой длину между концевыми точками 803, 807, следующую по контуру волнистой секции; длина L2 будет представлять собой прямолинейный размер в длину между концевыми точки 803 и 807, представленный длиной линии L2.
На фиг. 61 показана дугообразная волнистая (с выступами/углублениями) секция поверхности, и, таким образом, L1 будет представлять собой длину между концевыми точками 904, 905, следующую по контуру волнистой (с выступами/углублениями) секции; и L2 будет представлять собой длину дуги (неволнистой или без выступов/углублений), указанной линией L2, проходящей между теми же двумя концевыми точками.
Следует отметить, что в некоторых применениях, когда волнистая (с выступами/углублениями) секция уплотнения представляет собой прямолинейную или недугообразную секцию уплотнения (фиг. 60), как правило, отношение длины, соответствующей длине L1 по контуру, к длине L2 не по контуру будет довольно большим. Однако в дугообразной волнистой (с выступами/углублениями) секции уплотнения, показанной на фиг. 61, дугообразная длина по контуру может быть относительно близка к соответствующей дугообразной длине не по контуру, и отношение L1/L2 отражает это.
Зачастую, в волнистых (с выступами/углублениями) секциях отношение L1 к L2 не будет превышать 2,5, обычно не будет превышать 2, зачастую не будет превышать 1,6. Однако отношение L1 к L2 будет составлять не меньше 1,0, обычно не меньше 1,01, и, например, не меньше 1,03, и иногда не меньше 1,1. Возможны альтернативы.
На протяженности между концевыми краями, как правило и предпочтительно, волнистая (с выступами/углублениями) секция уплотнения не имеет существенной длины протяженности, которая является прямолинейной, т.е. не является криволинейной. Действительно, во многих случаях утопленная секция будет переходить в секцию с выступом с криволинейной секцией при каждой стыковке в точке перехода, но без значительной прямолинейной (некриволинейной) секции. Однако в некоторых случаях могут быть включены прямолинейные секции. Как правило, первая волнистая (с выступами/углублениями) секция уплотнительной поверхности между концевыми краями не имеет некриволинейной вспомогательной секции в себе (т.е. прямолинейной секции в себе), превышающей 10 мм в длину в направлении по периметру, предпочтительно превышающей 5 мм в длину в направлении по периметру, обычно превышающей 3 мм в длину и зачастую не имеет некриволинейной вспомогательной секции в направлении по периметру поверхности вовсе.
Хотя возможны альтернативы, во многих применениях первая волнистая (с выступами/углублениями) секция уплотнительной поверхности будет содержать по меньшей мере три углубления в себе и обычно не более 8 (зачастую не более 5) углублений в себе. Также во многих случаях первая волнистая (с выступами/углублениями) секция уплотнительной поверхности будет содержать по меньшей мере 2 выступа в себе и зачастую не более 7 выступов (как правило, не более 5) в себе. Возможны альтернативы. Примеры трех углублений и двух выступов показаны в волнистых (с выступами/углублениями) секциях уплотнения по фиг. 60 и фиг. 61.
Многие из методик, охарактеризованных в настоящем документе, особенно хорошо адаптированы для применения на практике с картриджами, которые имеют относительно большой размер по периметру уплотнения. Зачастую первая дугообразная секция уплотнительной поверхности будет иметь длину уплотнительной поверхности в направлении по периметру по меньшей мере 150 мм, обычно по меньшей мере 200 мм, зачастую по меньшей мере 250 мм. Следует отметить, что первая дугообразная секция уплотнительной поверхности может в некоторых случаях быть охарактеризована как «единственная секция с выступом» в уплотнительной поверхности на протяженности между концевыми точками дуги, см. примеры по фиг. 21 со ссылочной позицией 861 и фиг. 40 со ссылочной позицией 901 (с примерными размерами, охарактеризованными выше).
В соответствии с типичными и предпочтительными применениями в относительно больших картриджах первая волнистая (с выступами/углублениями) секция уплотнительной поверхности может быть охарактеризована как имеющая, как правило, относительно большую длину уплотнительной поверхности в направлении по периметру, как правило, по меньшей мере 50 мм, зачастую по меньшей мере 80 мм и во многих случаях по меньшей мере 100 мм. Примеры показаны в компоновках по фиг. 24 и фиг. 40 (с примерными размерами, охарактеризованными выше).
Как было указано ранее, радиальная уплотнительная поверхность может представлять собой направленную радиально наружу уплотнительную поверхность, направленную радиально внутрь уплотнительную поверхность; или компоновка уплотнения может быть охарактеризована как имеющая как направленную радиально внутрь радиальную уплотнительную поверхность, так и направленную радиально наружу радиальную уплотнительную поверхность.
Во многих применениях методик, описанных в настоящем документе, общая радиальная поверхность будет представлять собой ту, которая может быть охарактеризована как имеющая модифицированную овальную форму периметра или модифицированную овальную форму. В этом контексте «овальная форма» будет в целом включать форму, которая не имеет волнистой (с выступами/углублениями) секции в себе и которая имеет два противолежащих криволинейных конца с боковыми секциями, проходящими между ними. Когда две криволинейные секции являются полукруглыми, в областях, проходящих между двумя дугообразными криволинейными концами, прямолинейными, овальная уплотнительная поверхность может быть охарактеризована как «ипподром» или как версия овальной формы в виде ипподрома. В настоящем документе термин «модифицированный», как подразумевается, относится к по меньшей мере одной секции уплотнительной поверхности иной овальной формы (или формы ипподрома), имеющей волнистую (с выступами/углублениями) границу уплотнительной поверхности в соответствии с характерными вариантами в настоящем документе. Примеры по фиг. 24 и фиг. 40 могут быть охарактеризованы как уплотнения «модифицированной овальной формы», и в каждом случае модификация будет представлять собой модифицированную овальную форму в виде ипподрома.
Обращаясь к фиг. 60 и фиг. 61, в изображенных примерах каждая секция с выступом проходит до точки, тангенциальной относительно немодифицированной прямолинейной или немодифицированной криволинейной секции «овальной формы периметра». Это будет являться типичным во многих применениях, но не необходимым. Альтернативы обсуждены ниже.
В примерной компоновке, имеющей модифицированную овальную форму периметра, уплотнительная поверхность имеет форму в направлении по периметру с: первой дугообразной секцией уплотнительной поверхности, проходящей по полукруглой дуге; второй дугообразной секцией уплотнительной поверхности, противолежащей первой дугообразной секции уплотнительной поверхности; первой боковой секцией уплотнительной поверхности, проходящей между первой и второй дугообразными секциями уплотнения; первая боковая секция уплотнительной поверхности содержит первую волнистую (с выступами/углублениями) секцию уплотнительной поверхности; и второй боковой секцией уплотнительной поверхности, проходящей между первой дугообразной секцией уплотнительной поверхности и второй дугообразной секцией уплотнительной поверхности, вторая боковая секция уплотнительной поверхности является противолежащей первой боковой секции уплотнительной поверхности. Пример по фиг. 24 соответствует этому, причем вторая дугообразная секция уплотнительной поверхности является неволнистой (без выступов/углублений) секцией, и к тому же вторая боковая секция уплотнения является волнистой (с выступами/углублениями) секцией уплотнительной поверхности.
Во многих случаях, относящихся к типу согласно примеру 24, вторая боковая секция уплотнительной поверхности будет представлять собой зеркальное отражение первой боковой секции уплотнительной поверхности.
В компоновках, относящихся к типу согласно примеру 24, как правило, радиальная уплотнительная поверхность не имеет в себе прямолинейной секции в направлении по периметру, превышающей 15 мм, обычно превышающей 10 мм и зачастую превышающей 5 мм. Действительно, во многих применениях они не имеют в себе прямолинейной секции уплотнительной поверхности в направлении по периметру вовсе.
Однако в некоторых применениях, например, компоновке на фиг. 40, уплотнительная поверхность все же имеет в себе прямолинейные секции уплотнительной поверхности в направлении по периметру. Действительно, компоновка по фиг. 40 может быть охарактеризована как имеющая модифицированную овальную форму периметра с: первой дугообразной секцией уплотнительной поверхности, проходящей по полукруглой дуге; второй дугообразной секцией уплотнительной поверхности, противолежащей первой дугообразной секции уплотнительной поверхности и содержащей первую волнистую (с выступами/углублениями) секцию уплотнительной поверхности; первой боковой секцией уплотнительной поверхности, проходящей между первой и второй дугообразными секциями уплотнительной поверхности; и второй боковой секцией уплотнительной поверхности, проходящей между первой дугообразной уплотнительной поверхностью на секции и второй секцией поверхности; вторая боковая секция поверхности является противолежащей первой боковой секции уплотнительной поверхности. В примере по фиг. 40 первая боковая секция уплотнительной поверхности представляет собой первую неволнистую (без выступов/углублений) боковую секцию уплотнительной поверхности; вторая боковая секция уплотнительной поверхности представляет собой зеркальное отражение первой боковой секции уплотнительной поверхности; и каждые из первой и второй боковых секций уплотнительной поверхности являются прямолинейными и параллельными друг другу в направлении по периметру. Возможны альтернативы.
В некоторых примерах, охарактеризованных в настоящем документе, картридж может содержать заготовку с опорой уплотнения, расположенную так, что буртик опоры уплотнения встроен в уплотнительный материал (или иным образом находится в контакте с ним), который определяет радиальную уплотнительную поверхность. Заготовка с опорой уплотнения может быть закреплена на месте на паковке набивки, например, с помощью формованного на месте материала, который также содержит область, являющуюся одним целым с ним, самого уплотнительного материала. Опора уплотнения может быть непрерывной и сплошной на протяженности, или в ней могут быть предоставлены пазы, надрезы или отверстия. В примерах, описанных до этого, буртик опоры определяет размер, который является достаточно малым, чтобы перекрывать конец контактируемой паковки набивки.
Как правило, буртик опоры уплотнения имеет периметр в направлении по периметру в радиальном выравнивании с радиальным уплотнением. Таким образом, буртик опоры уплотнения имеет неволнистую (неволнистые) (без выступов/углублений) секцию (секции), перекрывающую (перекрывающие) (выровненную (выровненные) с) неволнистые (без выступов/углублений) секции (неволнистыми (без выступов/углублений) секциями) уплотнительной поверхности; и опора уплотнения имеет волнистую (волнистые) (с выступами/углублениями) секцию (секции), радиально перекрывающую (перекрывающие) волнистую секцию (волнистые секции) уплотнительной поверхности или выровненную с ней (выровненные с ними). Это будет способствовать обеспечению опорой уплотнения желаемого уровня прижатия контролируемым образом к уплотнению в полной протяженности по периметру.
Следует отметить, что заготовка с опорой уплотнения может быть охарактеризована как определяющая или окружающая проход для воздушного потока, вокруг которого проходит радиальное уплотнение.
Зачастую заготовка с опорой уплотнения будет содержать необязательную компоновку решетки паковки набивки, проходящую поперек нее. Это может обеспечить жесткость опоры уплотнения, а также поддержку паковки набивки относительно перекоса.
На заготовке с опорой уплотнения может быть предоставлена скоба рукоятки, например, перекрывающая конец паковки набивки. Примеры показаны в связи с фиг. 23 и фиг. 39.
Заготовка с опорой уплотнения будет, как правило, расположена в выпускном конце для потока паковки набивки, хотя возможны альтернативы. Причина этого заключается в том, что зачастую желательно отделить объем чистого воздуха от объема грязного воздуха в месте, смежном с выпускным концом паковки набивки, если позволяют параметры конструкции.
Как правило, компоновка уплотнения с корпусом будет содержать формованную на месте часть, скрепляющую заготовку с опорой уплотнения с паковкой набивки и окружающую паковку набивки, как указано. Как правило, та формованная на месте часть также содержит радиальное уплотнение, являющееся одним целым с ней. Как правило и предпочтительно, формованный на месте материал имеет «плотность в отформованном виде», не превышающую 0,45 кг/куб.см, как правило, не превышающую 0,295 кг/куб.см. Как правило, он формован до твердости «в отформованном виде» по Шору А, не превышающей 30, как правило, не превышающей 24, зачастую не превышающей 20 и зачастую составляющей по меньшей мере 10. Зачастую будут желательны вспененные полимерные материалы. Хорошо известные материалы, пригодные для использования в таких ситуациях, включают пенополиуретан, который увеличивается в объеме во время использования, такой как, например, описанный в таком документе, как документ U.S. 9457310, включенный в настоящий документ посредством ссылки.
Картридж может содержать концевую заготовку, расположенную на расстоянии и отдельную от заготовки с опорой уплотнения. Примеры показаны на фиг. 16 со ссылочной позицией 430; и на фиг. 49 со ссылочной позицией 610. Эта концевая заготовка может содержать часть или ободок, окружающие паковку набивки, и при желании элемент в виде установочной рукоятки. Элемент в виде установочной рукоятки представляет собой элемент в виде рукоятки, ориентированный так, чтобы за него браться, с целью способствования установке или извлечения картриджа из корпуса. Если компоновку опоры уплотнения располагают в наиболее глубоко утопленном конце картриджа во время установки, следует понимать, что заготовку с элементом в виде установочной рукоятки будут, как правило, располагать на противолежащем конце паковки набивки относительно заготовки с опорой уплотнения или рядом с ним. Элемент в виде установочной рукоятки может быть расположен так, чтобы перекрывать в осевом направлении конец для потока паковки набивки (см. фиг. 16); или он может перекрывать боковую сторону паковки набивки, см. фиг. 49. Термин элемент в виде «установочной рукоятки» и его варианты, как подразумевается, относятся к элементу в виде рукоятки, за который можно браться и который можно использовать для способствования либо установке, либо извлечению картриджа.
Признаки и методики, охарактеризованные в настоящем документе, были конкретно разработаны для использования с паковками набивки, которые сами имеют овальную форму периметра, хотя методики могут быть применены и в других областях применения. Как правило, когда паковка набивки имеет овальную форму периметра, она имеет периметр с формой ипподрома или приблизительно ипподрома с: противолежащими криволинейными концами и прямолинейными боковыми сторонами, проходящими между ними.
В случае такой паковки набивки, как правило, если предоставлена заготовка, которая имеет элемент в виде рукоятки, выровненный с криволинейным концом паковки набивки, именно компоновка рукоятки выровнена с выбранным криволинейным концом паковки набивки, а также имеет выровненную с ней дугообразную волнистую секцию уплотнительной поверхности на противолежащем конце паковки набивки.
Следует отметить, что отсутствует конкретное требование того, чтобы картридж воздушного фильтра, компонент или воздухоочистительный узел содержал все признаки, охарактеризованные в настоящем документе, чтобы получить некоторое преимущество согласно настоящему изобретению. Дополнительно признаки, охарактеризованные в отношении каждого варианта осуществления, например, представляют собой характерный вариант, который должен быть реализован в картриджах, альтернативных конкретному примеру, и без необходимости во всех остальных характерных вариантах при желании.
Следует отметить, что в примерах изображенные паковки набивки в целом имеют овальную форму, например, которая может быть получена в результате различных методик, охарактеризованных выше для определения набивки. Как правило, такие компоновки будут содержать свернутые в спираль компоновки набивки, но возможны альтернативы. Методики могут даже быть использованы в связи с компоновками уложенной в стопу набивки, например, показанной на фиг. 7. Типичным в таких случаях было бы использование заготовки, которая входит в контакт с паковкой набивки надлежащим образом, которая затем поддерживает конфигурацию уплотнения, относящуюся к желаемому и охарактеризованному типу.
Следует отметить, что на фигурах, описанных до этого, показаны некоторые конкретные изображенные примеры. Однако изображенные общие признаки могут быть выбраны по эстетическим причинам (причинам внешнего вида конструкции) и быть согласованы с переменными, охарактеризованными в настоящем документе, для конкретных признаков при использовании. То есть изображенные конкретные конструкции также предназначены для отражения эстетических характеристик, причем возможны варианты в соответствии с описаниями в настоящем документе.
С. Примерные характерные варианты из раскрытия предварительной заявки на патент США №62/543090, включенной в настоящий документ посредством ссылки
1. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый из противолежащих концов для потока представляет собой впускной конец для потока; (ii) второй из противолежащих концов для потока представляет собой выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и
(b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит радиально направленный уплотнительный элемент, определяющий радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) уплотнительная поверхность содержит: (А) по меньшей мере первую дугообразную секцию уплотнительной поверхности, приспособленную для: полного радиального контакта с обеспечением уплотнения с секцией неволнистой структуры воздухоочистителя; и проходящую по внутренней дуге, составляющей по меньшей мере 130°, между концами дуги; и (В) по меньшей мере первую волнистую секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися радиальными выступами/углублениями.
2. Картридж воздушного фильтра согласно характерному варианту 1, при этом: (а) первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге, составляющей не более 270°.
3. Картридж воздушного фильтра согласно любому из характерных вариантов 1 и 2, при этом: (а) первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге в диапазоне 150-210° включительно.
4. Картридж воздушного фильтра согласно любому из характерных вариантов 1 и 2, при этом: (а) первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге в диапазоне 160-200° включительно.
5. Картридж воздушного фильтра согласно любому из характерных вариантов 1-4, при этом (а) первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге, составляющей не более 130°.
6. Картридж воздушного фильтра согласно любому из характерных вариантов 1-5, при этом: (а) первая дугообразная секция уплотнительной поверхности проходит по внутренней дуге, составляющей 180°.
7. Картридж воздушного фильтра согласно любому из характерных вариантов 1-6, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет неволнистую конфигурацию на полной протяженности в направлении по периметру вокруг соответствующей внутренней дуги.
8. Картридж воздушного фильтра согласно любому из характерных вариантов 1-7, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 5% от суммарной длины уплотнительной поверхности в направлении по периметру радиального уплотнения.
9. Картридж воздушного фильтра согласно любому из характерных вариантов 18, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 10% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
10. Картридж воздушного фильтра согласно любому из характерных вариантов 1-8, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 15% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
11. Картридж воздушного фильтра согласно любому из характерных вариантов 1-10, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую не более 90% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
12. Картридж воздушного фильтра согласно любому из характерных вариантов 1-11, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую не более 80% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
13. Картридж воздушного фильтра согласно любому из характерных вариантов 1-12, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 5% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
14. Картридж воздушного фильтра согласно любому из характерных вариантов 1-13, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 10% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
15. Картридж воздушного фильтра согласно любому из характерных вариантов 1-14, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 15% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
16. Картридж воздушного фильтра согласно любому из характерных вариантов 115, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую не более 90% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
17. Картридж воздушного фильтра согласно любому из характерных вариантов 1-16, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, составляющую не более 80% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности.
18. Картридж воздушного фильтра согласно любому из характерных вариантов 1-17, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, обозначенную как X1; и (b) первая волнистая секция уплотнения имеет первую суммарную длину уплотнительной поверхности в направлении по периметру, обозначенную как Х2; (i) отношение X1 к Х2 составляет по меньшей мере 0,8.
19. Картридж воздушного фильтра согласно характерному варианту 18, при этом: (а) отношение X1 к Х2 составляет по меньшей мере 1,0.
20. Картридж воздушного фильтра согласно любому из характерных вариантов 18 и 19, при этом: (а) отношение X1 к Х2 составляет по меньшей мере 1,5.
21. Картридж воздушного фильтра согласно любому из характерных вариантов 18-20, при этом: (а) отношение X1 к Х2 составляет не более 6.
22. Картридж воздушного фильтра согласно любому из характерных вариантов 18-21, при этом: (а) отношение X1 к Х2 составляет не более 4,0.
23. Картридж воздушного фильтра согласно любому из характерных вариантов 18-22, при этом: (а) отношение X1 к Х2 находится в диапазоне от 1,0 до 3,0.
24. Картридж воздушного фильтра согласно любому из характерных вариантов 1-23, при этом: (а) первая дугообразная секция уплотнительной поверхности проходит по дуге, составляющей 160-200° включительно, и имеет радиус кривизны, обозначенный как R1; и (b) первая волнистая секция содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере несколько секций с углублением; (i) по меньшей мере выбранная из секции с выступом и секции с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением имеет такой радиус R2 кривизны, что отношение R1/R2 составляет по меньшей мере 1,5.
25. Картридж воздушного фильтра согласно характерному варианту 24, при этом: (а) отношение R1/R2 составляет по меньшей мере 2,0.
26. Картридж воздушного фильтра согласно любому из характерных вариантов 24 и 25, при этом: (а) отношение R1/R2 составляет по меньшей мере 4,0.
27. Картридж воздушного фильтра согласно любому из характерных вариантов 1-26, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет радиус кривизны, обозначенный как R1; (b) первая волнистая секция содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере несколько секций с углублением и несколько секций с выступом; (i) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением первой волнистой секции уплотнительной поверхности имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 1,5.
28. Картридж воздушного фильтра согласно любому из характерных вариантов 1-27, при этом: (а) первая волнистая секция содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере несколько секций с углублением и несколько секций с выступом; (i) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением первой волнистой секции уплотнительной поверхности имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 2,0.
29. Картридж воздушного фильтра согласно любому из характерных вариантов 1-28, при этом: (а) первая волнистая секция содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере несколько секций с углублением и несколько секций с выступом; (i) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением первой волнистой секции имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 4,0.
30. Картридж воздушного фильтра согласно любому из характерных вариантов 26-28, при этом: (а) каждая секция с криволинейным выступом в первой волнистой секции уплотнительной поверхности имеет одинаковый радиус кривизны с каждой другой секцией с криволинейным выступом в первой волнистой секции уплотнительной поверхности; и (b) каждая секция с криволинейным углублением в первой волнистой секции уплотнительной поверхности имеет одинаковый радиус кривизны с каждой другой секцией с криволинейным углублением в первой волнистой секции уплотнительной поверхности.
31. Картридж воздушного фильтра согласно любому из характерных вариантов 1-30, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет больший радиус кривизны, чем у каждой секции с углублением в первой волнистой секции уплотнительной поверхности.
32. Картридж воздушного фильтра согласно характерному варианту 30, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который не более чем на 12 мм больше, чем у каждой секции с углублением в первой волнистой секции уплотнительной поверхности.
33. Картридж воздушного фильтра согласно любому из характерных вариантов 31 и 32, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который не более чем на 6 мм больше, чем у каждой секции с углублением в той же первой волнистой секции уплотнительной поверхности.
34. Картридж воздушного фильтра согласно любому из характерных вариантов 31-33, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который не более чем на 4 мм больше, чем у каждой секции с углублением в той же первой волнистой секции уплотнительной поверхности.
35. Картридж воздушного фильтра согласно любому из характерных вариантов 30-34, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который по меньшей мере на 0,4 мм больше, чем у каждой секции с углублением в той же первой волнистой секции уплотнительной поверхности.
36. Картридж воздушного фильтра согласно любому из характерных вариантов 30-35, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который по меньшей мере на 0,5 мм больше, чем у каждой секции с углублением в той же первой волнистой секции уплотнительной поверхности.
37. Картридж воздушного фильтра согласно любому из характерных вариантов 30-36, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности имеет радиус кривизны, который по меньшей мере на 2,0 мм больше, чем у каждой секции с углублением в той же первой волнистой секции уплотнительной поверхности.
38. Картридж воздушного фильтра согласно любому из характерных вариантов 1-37, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий не более 70 мм.
39. Картридж воздушного фильтра согласно любому из характерных вариантов 1-38, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий не более 50 мм.
40. Картридж воздушного фильтра согласно любому из характерных вариантов 1-39, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий не более 30 мм.
41. Картридж воздушного фильтра согласно любому из характерных вариантов 1-40, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий по меньшей мере 5 мм.
42. Картридж воздушного фильтра согласно любому из характерных вариантов 1-41, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий по меньшей мере 10 мм.
43. Картридж воздушного фильтра согласно любому из характерных вариантов 1-42, при этом: (а) первая волнистая секция уплотнительной поверхности имеет наибольший размер в глубину выступа/углубления, составляющий по меньшей мере 15 мм.
44. Картридж воздушного фильтра согласно любому из характерных вариантов 1-43, при этом: (а) первая дугообразная секция уплотнительной поверхности не имеет в себе вспомогательного выступа, максимальный рельеф которого превышал бы 2 мм.
45. Картридж воздушного фильтра согласно любому из характерных вариантов 1-44, при этом: (а) первая дугообразная секция уплотнительной поверхности не имеет в себе вспомогательного углубления, максимальный рельеф которого превышал бы 2 мм.
46. Картридж воздушного фильтра согласно любому из характерных вариантов 1-45, при этом: (а) первая дугообразная секция уплотнительной поверхности представляет собой неволнистую секцию.
47. Картридж воздушного фильтра согласно любому из характерных вариантов 1-46, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 180°.
48. Картридж воздушного фильтра согласно любому из характерных вариантов 1-47, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 170°.
49. Картридж воздушного фильтра согласно любому из характерных вариантов 1-48, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 150°.
50. Картридж воздушного фильтра согласно любому из характерных вариантов 1-49, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 60°.
51. Картридж воздушного фильтра согласно любому из характерных вариантов 1-50, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 90°.
52. Картридж воздушного фильтра согласно любому из характерных вариантов 1-51, при этом: (а) каждая секция с углублением в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 110°.
53. Картридж воздушного фильтра согласно любому из характерных вариантов 1-52, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 180°.
54. Картридж воздушного фильтра согласно любому из характерных вариантов 1-53, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 170°.
55. Картридж воздушного фильтра согласно любому из характерных вариантов 1-54, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей не более 150°.
56. Картридж воздушного фильтра согласно любому из характерных вариантов 1-55, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 60°.
57. Картридж воздушного фильтра согласно любому из характерных вариантов 1-56, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 90°.
58. Картридж воздушного фильтра согласно любому из характерных вариантов 1-57, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит по радиальной дуге, составляющей по меньшей мере 110°.
59. Картридж воздушного фильтра согласно любому из характерных вариантов 1-58, при этом: (а) первая волнистая секция уплотнительной поверхности содержит первую и вторую противолежащие секции с углублениями концевых краев.
60. Картридж воздушного фильтра согласно любому из характерных вариантов 1-58, при этом: (а) первая волнистая секция уплотнительной поверхности содержит первую и вторую противолежащие секции с выступами концевых краев.
61. Картридж воздушного фильтра согласно любому из характерных вариантов 1-60, при этом: (а) первая волнистая секция уплотнительной поверхности представляет собой недугообразную волнистую секцию уплотнительной поверхности.
62. Картридж воздушного фильтра согласно любому из характерных вариантов 1-60, при этом: (а) первая волнистая секция уплотнительной поверхности представляет собой дугообразную волнистую секцию уплотнительной поверхности.
63. Картридж воздушного фильтра согласно любому из характерных вариантов 1-62, при этом: (а) первая волнистая секция уплотнительной поверхности имеет первую длину L1 по контуру в направлении по периметру; (b) первая волнистая секция уплотнительной поверхности имеет первый размер в длину не по контуру в направлении по периметру, обозначенный как L2; (i) отношение L1 к L2 составляет не более 2,5.
64. Картридж воздушного фильтра согласно характерному варианту 63, при этом: (а) отношение L1 к L2 составляет не более 2,0.
65. Картридж воздушного фильтра согласно любому из характерных вариантов 63 и 64, при этом: (а) отношение L1 к L2 составляет не более 1,6.
66. Картридж воздушного фильтра согласно любому из характерных вариантов 63-65, при этом: (а) отношение L1 к L2 составляет не менее 1,01.
67. Картридж воздушного фильтра согласно любому из характерных вариантов 63-66, при этом: (а) отношение L1 к L2 составляет не менее 1,03.
68. Картридж воздушного фильтра согласно любому из характерных вариантов 63-67, при этом: (а) отношение L1 к L2 составляет не менее 1,1.
69. Картридж воздушного фильтра согласно любому из характерных вариантов 1-68, при этом: (а) первая волнистая секция уплотнительной поверхности не имеет в себе вспомогательной секции с некриволинейной поверхностью, длина в направлении по периметру которой превышала бы 5 мм.
70. Картридж воздушного фильтра согласно любому из характерных вариантов 1-69, при этом: (а) первая волнистая секция уплотнительной поверхности не имеет в себе вспомогательной секции с некриволинейной поверхностью, длина в направлении по периметру которой превышала бы 3 мм.
71. Картридж воздушного фильтра согласно любому из характерных вариантов 1-70, при этом: (а) первая волнистая секция уплотнительной поверхности не имеет в себе вспомогательной секции с некриволинейной поверхностью в направлении по периметру.
72. Картридж воздушного фильтра согласно любому из характерных вариантов 1-70, при этом: (а) первая волнистая секция уплотнительной поверхности содержит в себе по меньшей мере 3 углубления.
73. Картридж воздушного фильтра согласно любому из характерных вариантов 1-72, при этом: (а) первая волнистая секция уплотнительной поверхности содержит в себе не более 8 углублений.
74. Картридж воздушного фильтра согласно любому из характерных вариантов 1-73, при этом: (а) первая волнистая секция уплотнительной поверхности содержит в себе по меньшей мере 2 выступа.
75. Картридж воздушного фильтра согласно любому из характерных вариантов 1-74, при этом: (а) первая волнистая секция уплотнительной поверхности содержит в себе не более 7 выступов.
76. Картридж воздушного фильтра согласно любому из характерных вариантов 1-75, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении выступа, составляющую по меньшей мере 150 мм.
77. Картридж воздушного фильтра согласно любому из характерных вариантов 1-76, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении выступа, составляющую по меньшей мере 200 мм.
78. Картридж воздушного фильтра согласно любому из характерных вариантов 1-77, при этом: (а) первая дугообразная секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении выступа, составляющую по меньшей мере 250 мм.
79. Картридж воздушного фильтра согласно любому из характерных вариантов 1-78, при этом: (а) первая волнистая секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 50 мм.
80. Картридж воздушного фильтра согласно любому из характерных вариантов 1-79, при этом: (а) первая волнистая секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 80 мм.
81. Картридж воздушного фильтра согласно любому из характерных вариантов 1-80, при этом: (а) первая волнистая секция уплотнительной поверхности имеет длину уплотнительной поверхности в направлении по периметру, составляющую по меньшей мере 100 мм.
82. Картридж воздушного фильтра согласно любому из характерных вариантов 1-80, при этом: (а) радиальная уплотнительная поверхность представляет собой направленную радиально наружу радиальную уплотнительную поверхность.
83. Картридж воздушного фильтра согласно любому из характерных вариантов 181, при этом: (а) радиальная уплотнительная поверхность представляет собой направленную радиально внутрь радиальную уплотнительную поверхность.
84. Картридж воздушного фильтра согласно любому из характерных вариантов 1-83, при этом: (а) радиальная уплотнительная поверхность имеет модифицированную овальную форму.
85. Картридж воздушного фильтра согласно характерному варианту 84, при этом: (а) каждая секция с выступом в первой волнистой секции уплотнительной поверхности проходит в место, тангенциальное относительно овальной формы, содержащей первый и второй противолежащие полукруглые концы с первой и второй противолежащими прямолинейными сторонами, проходящими между ними.
86. Картридж воздушного фильтра согласно любому из характерных вариантов 1-85, при этом: (а) уплотнительная поверхность имеет модифицированную овальную форму периметра с: (i) первой дугообразной секцией уплотнительной поверхности, проходящей по полукруглой дуге; (ii) второй дугообразной секцией уплотнительной поверхности, противолежащей первой дугообразной секции уплотнительной поверхности; (iii) первой боковой секцией уплотнительной поверхности, проходящей между первой и второй дугообразными секциями уплотнительной поверхности; первая боковая секция уплотнительной поверхности содержит первую волнистую секцию уплотнительной поверхности; и (iv) второй боковой секцией поверхности, проходящей между первой дугообразной секцией уплотнительной поверхности и второй дугообразной секцией уплотнительной поверхности; вторая боковая секция уплотнительной поверхности является противолежащей первой боковой секции уплотнительной поверхности.
87. Картридж воздушного фильтра согласно характерному варианту 86, при этом: (а) вторая боковая секция поверхности представляет собой вторую волнистую секцию уплотнительной поверхности.
88. Картридж воздушного фильтра согласно любому из характерных вариантов 86 и 87, при этом: (а) вторая боковая секция поверхности представляет собой зеркальное отражение первой боковой секции уплотнительной поверхности.
89. Картридж воздушного фильтра согласно любому из характерных вариантов 86-88, при этом: (а) радиальная уплотнительная поверхность не имеет в себе прямолинейной в направлении по периметру секции уплотнительной поверхности, превышающей 15 мм.
90. Картридж воздушного фильтра согласно любому из характерных вариантов 85-89, при этом: (а) уплотнительная поверхность не имеет в себе прямолинейной в направлении по периметру секции уплотнительной поверхности, превышающей 10 мм.
91. Картридж воздушного фильтра согласно любому из характерных вариантов 85-90, при этом: (а) уплотнительная поверхность не имеет в себе прямолинейной в направлении по периметру секции, превышающей 5 мм.
92. Картридж воздушного фильтра согласно любому из характерных вариантов 1-85, при этом: (а) уплотнительная поверхность имеет модифицированную овальную форму периметра с: (i) первой дугообразной секцией уплотнительной поверхности, проходящей по полукруглой дуге; (ii) второй дугообразной секцией уплотнительной поверхности, противолежащей первой дугообразной секции уплотнительной поверхности и содержащей первую волнистую секцию уплотнительной поверхности; (iii) первой боковой секцией уплотнительной поверхности, проходящей между первой и второй дугообразными секциями уплотнительной поверхности; и (iv) второй боковой секцией уплотнительной поверхности, проходящей между первой дугообразной секцией уплотнительной поверхности и второй дугообразной секцией уплотнительной поверхности; вторая боковая секция уплотнительной поверхности является противолежащей первой боковой секции уплотнительной поверхности.
93. Картридж воздушного фильтра согласно характерному варианту пункта 92: (a) первая боковая секция уплотнительной поверхности представляет собой первую неволнистую боковую секцию уплотнительной поверхности.
94. Картридж воздушного фильтра согласно любому из характерных вариантов 92 и 93, при этом: (а) вторая боковая секция уплотнительной поверхности представляет собой зеркальное отражение первой боковой секции уплотнительной поверхности.
95. Картридж воздушного фильтра согласно любому из характерных вариантов 92-94, при этом: (а) каждые из первой и второй боковых секций уплотнительной поверхности являются прямолинейными и параллельными друг другу в направлении по периметру.
96. Картридж воздушного фильтра согласно любому из характерных вариантов 1-95, содержащий: (а) заготовку с опорой уплотнения, расположенную на нем для поддержки уплотнительного элемента во время уплотнения.
97. Картридж воздушного фильтра согласно характерному варианту 96, при этом: (а) уплотнительный элемент содержит формованную на месте часть, определяющую радиально направленный уплотнительный элемент; и (b) заготовка с опорой уплотнения имеет форму опоры уплотнения, встроенную в формованную на месте часть, определяющую радиально направленный уплотнительный элемент.
98. Картридж воздушного фильтра согласно любому из характерных вариантов 96 и 97, при этом: (а) буртик опоры уплотнения имеет форму периметра, имеющую форму в направлении по периметру, находящуюся в радиальном выравнивании с радиальным уплотнением.
99. Картридж воздушного фильтра согласно любому из характерных вариантов 96-98, при этом: (а) заготовка с опорой уплотнения определяет проход для воздушного потока, имеющий компоновку решетки паковки набивки, проходящую поперек него.
100. Картридж воздушного фильтра согласно любому из характерных вариантов 96-99, при этом: (а) заготовка с опорой уплотнения содержит на себе скобу рукоятки.
101. Картридж воздушного фильтра согласно любому из характерных вариантов 96-101, при этом: (а) заготовка с опорой уплотнения расположена на выпускном конце для потока паковки набивки.
102. Картридж воздушного фильтра согласно любому из характерных вариантов 96-101, при этом: (а) компоновка уплотнения с корпусом содержит формованную на месте часть, скрепляющую заготовку с опорой уплотнения с паковкой набивки; и окружающую паковку набивки.
103. Картридж воздушного фильтра согласно любому из характерных вариантов 96-102 содержащий: (а) концевую заготовку, расположенную на расстоянии и отдельную от заготовки с опорой уплотнения; (i) вторая заготовка содержит часть, окружающую паковку набивки.
104. Картридж воздушного фильтра согласно характерному варианту 103, при этом: (а) вторая заготовка содержит элемент в виде рукоятки, находящийся в выравнивании в осевом направлении с концом для потока паковки набивки.
105. Картридж воздушного фильтра согласно любому из характерных вариантов 1-104, при этом: (а) паковка набивки имеет овальную форму с первым и вторым противолежащими криволинейными концами и первой и второй боковыми секциями, проходящими между ними; (i) первая и вторая боковые секции имеют формы в направлении по периметру, которые зеркально отражают друг друга.
106. Картридж воздушного фильтра согласно характерному варианту 105, при этом: (а) первый и второй криволинейные концы паковки набивки являются полукруглыми; и (b) первая и вторая боковые секции паковки набивки являются прямолинейными.
107. Картридж воздушного фильтра согласно любому из характерных вариантов 105 и 106, при этом: (а) первая дугообразная секция уплотнительной поверхности, относящаяся к радиальной уплотнительной поверхности, расположена в выравнивании по периметру с первым криволинейным концом паковки набивки.
108. Картридж воздушного фильтра согласно характерному варианту 107, при этом: (а) первая волнистая секция уплотнительной поверхности расположена в выравнивании по периметру с одной из первой и второй боковых секций паковки набивки.
109. Картридж воздушного фильтра согласно характерному варианту 108, при этом: (а) первая волнистая секция уплотнительной поверхности расположена в выравнивании по периметру со вторым криволинейным концом паковки набивки.
110. Картридж воздушного фильтра согласно характерному варианту 109, содержащий: (а) элемент в виде установочной рукоятки, расположенный на расстоянии от компоновки уплотнения с корпусом и содержащий выступ рукоятки, находящийся в выравнивании по периметру со вторым криволинейным концом паковки набивки.
111. Картридж воздушного фильтра согласно любому из характерных вариантов 1-110, при этом: (а) уплотнительный элемент содержит формованный на месте элемент, имеющий твердость по Шору А не более 24.
112. Картридж воздушного фильтра согласно любому из характерных вариантов 1-111, при этом: (а) уплотнительный элемент содержит формованный на месте элемент, имеющий твердость по Шору А не более 20.
113. Картридж воздушного фильтра согласно любому из характерных вариантов 1-112, при этом: (а) уплотнительный элемент содержит формованный на месте элемент, имеющий плотность в отформованном виде не более 0,45 г/куб.см.
114. Картридж воздушного фильтра согласно любому из характерных вариантов 1-113, при этом: (а) уплотнительный элемент содержит формованный на месте элемент, имеющий плотность в отформованном виде не более 0,291 г/куб.см.
115. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый из противолежащих концов для потока содержит впускной конец для потока; (ii) второй из противолежащих концов для потока содержит выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и (iv) паковка набивки имеет овальную форму с первым и вторым противолежащими криволинейными концами и первой и второй боковыми секциями, проходящими между ними; (А) первая и вторая боковые секции имеют формы в направлении по периметру, которые зеркально отражают друг друга; (b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит радиально направленный уплотнительный элемент, определяющий радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая и вторая неволнистые дугообразные секции уплотнительной поверхности проходят по полукруглой дуге; и (v) первая и вторая противолежащие боковые секции уплотнительной поверхности проходят между первой и второй дугообразными секциями уплотнительной поверхности; (А) по меньшей мере первая боковая секция уплотнительной поверхности представляет собой волнистую секцию уплотнительной поверхности, содержащую конфигурацию с чередующимися радиальными выступами/углублениями.
116. Картридж воздушного фильтра согласно характерному варианту 115, при этом: (а) вторая боковая секция уплотнительной поверхности представляет собой зеркальное отражение первой боковой секции уплотнительной поверхности.
117. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый из противолежащих концов для потока содержит впускной конец для потока; (ii) второй из противолежащих концов для потока содержит выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и (iv) паковка набивки имеет овальную форму с первым и вторым противолежащими криволинейными концами и первой и второй боковыми секциями, проходящими между ними; (А) первая и вторая боковые секции имеют формы в направлении по периметру, которые зеркально отражают друг друга; (b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит радиально направленный уплотнительный элемент, определяющий радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) имеется первая неволнистая полукруглая дугообразная секция уплотнительной поверхности; (v) вторая волнистая дугообразная секция уплотнения является противолежащей первой неволнистой полукруглой секции уплотнительной поверхности; и (vi) первая и вторая противолежащие боковые секции уплотнительной поверхности проходят между первой и второй дугообразными секциями уплотнительной поверхности.
118. Картридж воздушного фильтра согласно характерному варианту 117, при этом: (а) первая боковая секция уплотнения является прямолинейной.
119. Картридж воздушного фильтра согласно характерному варианту 118, при этом: (а) вторая боковая секция уплотнительной поверхности представляет собой зеркальное отражение первой боковой секции уплотнительной поверхности.
120. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый из противолежащих концов для потока содержит впускной конец для потока; (ii) второй из противолежащих концов для потока содержит выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и (b) компоновку уплотнения с корпусом, расположенную на паковке набивки;
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит радиально направленный уплотнительный элемент, определяющий радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; (А) радиальная уплотнительная поверхность имеет первую неволнистую дугообразную секцию уплотнительной поверхности, проходящую по дугообразной протяженности, составляющей по меньшей мере 60°; и (В) первая дугообразная волнистая секция уплотнительной поверхности содержит конфигурацию с чередующимися радиальными выступами/углублениями и проходит по внутренней дуге, составляющей не более 80% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности; (С) первая дугообразная секция уплотнительной поверхности имеет радиус кривизны, обозначенный как R1; и (D) первая волнистая секция содержит конфигурацию с криволинейными выступами/криволинейными углублениями, имеющую по меньшей мере три секции с углублением и несколько секций с выступом; (1) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом/секциями с криволинейным углублением первой волнистой секции уплотнительной поверхности имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 1,5.
121. Воздухоочистительный узел, содержащий: (а) корпус, содержащий основную часть и крышку для доступа; (i) корпус содержит структурную уплотнительную поверхность, содержащую волнистую секцию для обеспечения там уплотнения относительно уплотнения картриджа;
(b) картридж воздушного фильтра в соответствии с любым из пунктов 1-120, расположенный внутри корпуса и уплотненный с возможностью извлечения со структурной уплотнительной поверхностью корпуса.
122. Воздухоочистительный узел согласно характерному варианту 121, при этом: (а) крышка для доступа съемным образом расположена на основной части корпуса.
123. Воздухоочистительный узел согласно характерному варианту 121, при этом: (а) крышка для доступа несъемным образом расположена на основной части корпуса.
VII. Проблема с определенными границами уплотнений
А. Потенциальная проблема с определенными уплотнениями, имеющими варианты уплотнений, как описано ранее - видимость надлежащей установки и уплотнения в неправильном корпусе; фиг. 62-66
Потенциальная проблема с определенными компоновками радиального уплотнения, имеющими секции или узоры «волнистого уплотнения» или «выступа/углубления», в соответствии с примерами и описаниями выше состоит в том, что в результате их использования при определенных обстоятельствах картридж может казаться установленным в корпусе, когда надлежащее уплотнение не имеет места. Эту проблему можно понять, ссылаясь на примеры в следующем обсуждении и фиг. 62-66.
Сперва обратимся к фиг.62. Фиг. 62 является чертежом, на котором схематически изображена компоновка 506 уплотнения по фиг.36 с определенной информацией, добавленной к чертежу для упрощения понимания проблемы. Обращаясь к фиг. 62, компоновка 506 уплотнения, как указано ранее, содержит уплотнительную поверхность 506s, содержащую радиально направленную уплотнительную поверхность. В примере радиально направленная уплотнительная поверхность 506s приспособлена для демонстрации направленного радиально наружу радиального уплотнения в выражениях, описанных в настоящем документе. (Будет понятно, что рассматриваемая проблема также может быть поднята в контексте направленного внутрь уплотнения).
В частности, и обращаясь к фиг. 62, изображенная примерная компоновка 506 уплотнения, как описано ранее, является овальной (в частности, имеет форму ипподрома) и содержит первую и вторую прямолинейные параллельные противолежащие боковые секции 509, 510; и первую и вторую (дугообразные) концевые секции 508, 510х, как обсуждалось выше. В примере концевая секция 508 является полукруглой, а концевая секция 510х нет. Вместо этого секция 510х имеет форму «с выступами/углублениями» или «волнистую» форму в выражениях, используемых в настоящем документе.
В общих чертах, противолежащие прямолинейные боковые секции 509, 510 могут быть описаны как тангенциальные относительно гипотетического стандартного периметра контакта уплотнительной поверхности. В примере гипотетический стандартный периметр контакта уплотнительной поверхности будет овальным, и гипотетическая овальная граница контакта уплотнительной поверхности будет содержать стороны, одинаковые по протяженности (коллинеарные) с противолежащими прямолинейными сторонами 509, 510, и два противолежащих полукруглых конца. В примере один такой полукруглый конец определен одинаковым по протяженности (коллинеарным) с уплотнительной поверхностью 506 со ссылочной позицией 508, а другой полукруглый конец является гипотетическим и изображен сегментированной линией 510z, проходящей в виде дуги, коллинеарной (одинаковой по протяженности) со сторонами 509, 510. В настоящем документе такая овальная форма для гипотетической стандартной формы, снова, будет иногда называться «ипподромом», поскольку она имеет две противолежащие параллельные стороны и два полукруглых конца.
Следует понимать, что гипотетическая овальная граница контакта уплотнительной поверхности не предназначена для изображения конкретного размера компонента корпуса, с которым будет происходить уплотнение. Действительно, как правило, уплотнительный материал в компоновке 506 уплотнения с корпусом будет сжат при установке для обеспечения уплотнения относительно окружающей уплотнительной поверхности. (То есть вероятно окружающая уплотнительная поверхность корпуса, предназначенная для стандартного овального (в форме ипподрома) уплотнения, будет, как правило, иметь такую же форму, но будет немного меньше в размере периметра).
Обращаясь к фиг. 62, можно видеть, что картридж, имеющий изображенное уплотнение, может быть установлен в корпусе, имеющем уплотнительную поверхность корпуса (неволнистую или без выступов/углублений), которая была приспособлена для установки картриджа, который имеет овальную (в форме ипподрома) форму уплотнения правильного размера, например, имеющего форму ипподрома (гипотетическую овальную форму), соответствующую противолежащим сторонам 509, 510, концу 508 и гипотетическому концу 510z. Этому частично способствует тот факт, что выступы 512 в поверхности 510х заканчиваются тангенциально относительно гипотетической секции 510z уплотнительной линии стандартной формы.
Таким образом, если воздухоочиститель имел уплотнительную поверхность корпуса, без выступов/углублений или неволнистую, которая была приспособлена для полного контакта с овалом (в форме ипподрома) в уплотнении правильного размера, картридж, имеющий уплотнение по фиг. 62, будет подходить надлежащим образом, так что может казаться, что он правильно установлен, даже если в результате углублений 511 он может не быть уплотнен надлежащим образом.
В настоящем документе, когда сказано, что уплотнительная поверхность корпуса или часть уплотнительной поверхности корпуса, относящаяся к корпусу или структуре воздухоочистителя, с которыми уплотняется картридж, имеет «неволнистую» форму или «форму без выступов/углублений», подразумевается, что часть не содержит в себе никаких углублений или выступов, например, вдоль длины протяженности, составляющей по меньшей мере 50 мм, как правило, по меньшей мере 100 мм. Часто в поверхности структуры или корпуса, где происходит уплотнение, нет выступа или углубления по всей ее длине протяженности. В этом контексте сама дугообразная секция структуры в корпусе, которая может быть концом овальной границы, например, не должна интерпретироваться как «углубление» или «выступ». То есть подразумевается ссылка на локализованные выступы или углубления, которые будут иметь длину между противолежащими концами не более приблизительно 40 мм, а обычно значительно меньше.
Разумеется, эта проблема видимости уплотнения не будет создавать проблему с уплотнением, относящимся к типу по фиг. 62, если бы такого корпуса не существовало. В основном это будет проблемой, если картридж был выполнен в другом размере в соответствии с картриджем, имеющим периметр уплотнения, соответствующий такой же гипотетической стандартной форме, но не имеющий надлежащей формы уплотнения, приспособленной для контакта с корпусом с обеспечением уплотнения.
На фиг. 63 показан пример похожей потенциальной проблемы в контексте компоновки 482 уплотнения, относящейся к типу, упомянутому выше в связи с фиг. 24. В частности, компоновка 482 уплотнения определяет периметр 489s уплотнения, в данном случае направленное наружу радиальное уплотнение, имеющее две противолежащие полукруглые концевые секции 1001, 1002; и две противолежащие стороны 1003, 1004, каждая из которых имеет в себе секцию (1003w, 1004w) уплотнения, волнистую или с выступами/углублениями. Здесь гипотетическая граница контакта уплотнитель ной поверхности стандартной формы (овальной, ипподрома) будет предусматривать овал в форме ипподрома с противолежащими криволинейными концами 1002, 1001; и противолежащими прямолинейными секциями 1006, 1007; прямолинейные секции 1006, 1007 в примере являются тангенциальными относительно криволинейных концов 1002, 1001. И снова, если получающийся в результате картридж оказался такого же размера, что и картридж, который не имел секций 1003, 1004 уплотнительной поверхности, а вместо этого имел периметр уплотнительной поверхности, определенный в соответствии с гипотетическим периметром контакта уплотнительной поверхности стандартной геометрической формы (овальной) (и был приспособлен для посадки в корпусе, предназначенном для такого картриджа), картридж, имеющий уплотнение в соответствии с фиг. 63, может казаться уплотненным, даже если он не может быть уплотнен в результате углублений 1010r. Это частично обусловлено тем, что наружные выступы 1010р проходят тангенциально относительно противолежащих прямолинейных сторон 1006, 1007 гипотетического периметра контакта уплотнительной поверхности стандартной формы (овальной).
И снова, видимость уплотнения в основном будет проблемой, если окажется, что существует корпус, имеющий уплотнительную поверхность, которая была приспособлена для размещения надлежащим образом с уплотнением картриджа, имеющего такую овальную радиальную уплотнительную поверхность в форме ипподрома, но без волнистых секций или секций с выступами/углублениями.
До этого примерные гипотетические периметры уплотнения стандартной формы, упомянутые в данном разделе, представляли собой овалы, в примере в форме ипподрома, см. фиг. 62 и фиг. 63. Возможны альтернативы. Например, похожая проблема может возникнуть, если стандартной формой гипотетического периметра является овальная форма, имеющая первую пару круто криволинейных противолежащих концов и противолежащие криволинейные наружу стороны, проходящие между ними, примером такой формы является эллиптическая. Разумеется, возможны и другие стандартные формы гипотетического периметра, другим примером является круглая.
На фиг. 64, показан гипотетический периметр уплотнения стандартной геометрической формы, имеющий форму периметра, которая является в целом многоугольной формой, например, прямоугольной формой (со скругленными углами или вершинами). Примерная уплотнительная поверхность 1020 представляет собой направленную радиально наружу уплотнительную поверхность, но похожие принципы могут быть применены относительно направленной внутрь уплотнительной поверхности. Можно сказать, что уплотнительная поверхность 1020 определяет гипотетический прямоугольный контакт уплотнительной поверхности, определенный направленными радиально наружу секциями 1022, 1023 уплотнительной поверхности и противолежащими гипотетическими боковыми сегментами 1024, 1025. И снова, проблема, обсуждаемая в данном разделе, усугубляется тангенциальным выравниванием между гипотетическими боковыми секциями 1024, 1025 и выступами 1028 в присутствии углублений 1029.
И снова-таки, проблема может возникнуть, если существовал корпус, который был предназначен для радиального контакта с уплотнением, имеющим показанную гипотетическую прямоугольную границу уплотнительной поверхности. Если такого корпуса не было, менее вероятно возникнет проблема мнимой установки без уплотнения.
На фиг. 65 изображен схематический вид в разрезе, изображающий часть 1039 уплотнительной части (структуры) корпуса, имеющей уплотнительную поверхность для направленного наружу радиального уплотнения. Уплотнительная поверхность корпуса показана ссылочной позицией 1040. Следует понимать, что подразумевается, что уплотнительная поверхность 1040 не содержит волн или волнистых секций (секций с выступами/углублениями) для надлежащего радиального контакта с уплотнительной поверхностью корпуса картриджа. Вместо этого подразумевается, что она является поверхностью относительно стандартной формы, которая принимает стандартную неволнистую (или без выступов/углублений) уплотнительную поверхность радиального уплотнения картриджа, предназначенного для контакта с ней. В конкретном примере уплотнительная поверхность 1040 предназначена для окружения уплотнительной поверхности картриджа, и, таким образом, уплотнение картриджа будет представлять собой направленное радиально наружу уплотнение.
На фиг. 66 показана (схематически) та же секция 1040 уплотнительной поверхности корпуса, с которой контактирует часть уплотнения 1041 картриджа, имеющего уплотнительную поверхность 1045 с секцией 1045 уплотнения, волнистой или с выступами/углублениями, указанной в части, где показано, что происходит контакт. Можно видеть, что картридж может казаться установленным, однако можно понять, что в уплотнительной поверхности могут быть углубления, которые могут препятствовать возникновению фактического уплотнения.
Все еще обращаясь к фиг. 66, следует обратить внимание на область 1046. Эта область указывает, где будет расположена опора уплотнения (например, относящаяся к образованной заранее пластиковой опоре) на картридже для радиальной поддержки уплотнения. На фиг. 66 схематически изображена компоновка уплотнения и показаны только формованные на месте части уплотнения.
Также следует отметить, что в примерах, изображенных на фиг. 62-66, задействованные уплотнения были направлены радиально наружу. Похожие принципы/проблемы могут быть применены относительно направленных радиально внутрь уплотнений, и относительно гипотетического периметра уплотнения стандартной формы, определенного вдоль находящейся радиально внутри или направленной радиально внутрь поверхности уплотнения (тангенциальной, например, относительно волнистых секций или секций с выступами/углублениями).
Следует отметить, что проблема, охарактеризованная в данном разделе, усугубляется, когда структурная поверхность корпуса, относительно которой происходит уплотнительный контакт с картриджем, расположена утоплено в корпусе и не видна поставщику услуг, когда картридж установлен. Это однако имеет место в случае многих воздухоочистительных узлов.
В. Дополнительное рассмотрение принципа «гипотетического периметра уплотнения стандартной формы»
Под термином «гипотетический периметр уплотнения стандартной формы» и его вариантами, используемыми в настоящем документе, подразумевается ссылка на гипотетическую форму, которая не имеет в себе выступов, углублений или волн, а вместо этого соответствует форме периметра, которая будет определена в целом неволнообразными (неволнистыми или без выступов/углублений) частями соответствующей уплотнительной поверхности, в некоторых случаях с прямыми или дугообразными линиями, проходящими между ними, где «волнистые», «волнообразные» части или части с выступами/углублениями уплотнения по периметру находятся в фактической уплотнительной поверхности. Как упомянуто выше, такие «гипотетические периметры уплотнения стандартной формы» часто будут: овальными, и в некоторых примерах в форме ипподрома; многоугольными (например, прямоугольными) или круглыми. Однако возможны альтернативы.
Конкретно не требуется, чтобы гипотетические линейные секции были тангенциальными относительно выступов секций с выступом/углублением внутри картриджа. Однако примеры, в которых имеет место такое тангенциальное отношение в направленных наружу радиальных уплотнениях, были предоставлены на фиг. 62-64 для понимания потенциальной проблемы мнимой посадки в корпусе, который был предназначен для приема стандартного уплотнения.
Следует отметить, что гипотетический периметр уплотнения стандартной формы, как правило, определен линиями, которые являются коллинеарными или одинаковыми по протяженности: с частями формы уплотнения, которые не являются частями с выступом/углублением; и с соответствующими наиболее выступающими частями уплотнения (в направлении, в котором будет иметь место контакт с уплотнительной поверхностью при использовании). То есть гипотетический периметр, как правило, определен формой уплотнения, которая соответствует части (частям) без выступа/углубления уплотнительной поверхности, которая/которые является/являются наиболее сжатыми во время уплотнения.
Отсутствует конкретное требование того, чтобы части без выступа/углубления фактического периметра уплотнения, который определяет гипотетический стандартный периметр уплотнения, были непрерывными по всей своей протяженности. Например, в компоновке, изображенной на фиг. 63, представлены две такие секции (полукруглые концы), расположенные на расстоянии друг от друга за счет секций с выступом/углублением. Также отсутствует конкретное требование того, чтобы гипотетическая секция уплотнения стандартной формы была определена любой конкретной величиной кораспространения. Однако, как правило, гипотетическая форма будет коллинеарной (одинаковой по протяженности) на по меньшей мере 20%, часто по меньшей мере 30%, обычно по меньшей мере 40% протяженности уплотнительной поверхности либо в одной непрерывной части, либо в нескольких сложенных вместе частях.
С. Первое решение проблемы мнимого уплотнения: при возможности избегать предоставления корпусов воздухоочистителя надлежащего размера для возникновения мнимого уплотнения
Разумеется, как упомянуто выше, первое решение описанного типа проблемы будет состоять в том, чтобы избегать наличия любого в остальном соответствующего корпуса или другой структуры, которые имеют надлежащий размер (но которые не имеют надлежащей секции уплотнения корпуса, волнистой или с выступом/углублением) и, таким образом, не могут принимать картридж в общем в соответствии с проблемами, поднятыми в предыдущем разделе, т.е. с видимостью установки без фактического уплотнения.
Данное решение может быть эффективным независимо от того, является радиальное уплотнение направленным радиально внутрь или наружу; в примерах, обсуждаемых ранее, указаны принципы в связи с направленным наружу уплотнением, но они также применимы к направленным внутрь уплотнениям, как обсуждалось.
В некоторых случаях однако может быть не практично использовать данный подход к проблеме. Например, изготовитель оригинального оборудования мог предварительно определить конкретные размер, форму и расположение корпуса, которые должны быть воспроизведены в новых производимых корпусах. Также может быть желательно предоставить новые картриджи, которые являются такими, что их части (или части корпуса) могут быть изготовлены лишь с небольшой модификацией ранее существующего производства картриджа или корпуса.
D. Второй подход к проблеме мнимого уплотнения: предоставление картриджа со второй секцией радиального уплотнения корпуса с выступом/углублением, которая надлежащим образом перекрывается в осевом направлении секцией уплотнительной поверхности корпуса картриджа с выступом/углублением (волнистой) и является смежной с ней; вторая секция уплотнения выполнена в таком размере и положении, чтобы обеспечивать уплотнение с секцией уплотнительной поверхности корпуса без выступа/углубления (неволнистой), относящейся к соответствующему корпусу
Второй подход для такой ситуации, особенно с определенными границами уплотнительной поверхности корпуса воздухоочистителя, известного из уровня техники, можно понять, приняв во внимание фиг. 67-70А.
Обращаясь к фиг. 67, изображено, что картридж 1050 фильтра имеет компоновку 1051 уплотнения, расположенную на паковке 1050m набивки. Изображенная компоновка 1051 уплотнения представляет собой направленную радиально наружу компоновку уплотнения. Показана примерная компоновка 1051 уплотнения, определяющая гипотетический периметр уплотнения стандартной формы, имеющий овальную форму, и в конкретном примере форму ипподрома, хотя возможны альтернативы. Фактическая уплотнительная поверхность 1051 имеет противолежащие прямолинейные стороны 1052, 1053 с противолежащими криволинейными концами 1054, 1055; каждый из концов 1054, 1055 является дугообразным и имеет волнообразную, волнистую конфигурацию или конфигурацию с выступами/углублениями из выступов 1056 и углублений 1057. В примере уплотнительная поверхность, определенная прямолинейными секциями 1051, 1052 и секциями 1054, 1055 с выступами/углублениями (волнистыми), содержит основное или первое направленное наружу радиальное уплотнение (или секцию уплотнения) для контакта с (окружающей) поверхностью корпуса надлежащей формы. Тогда проблема состоит в предоставлении картриджа с компоновкой уплотнения, которая будет обеспечивать надлежащее уплотнение, даже когда корпус имеет уплотнительную поверхность корпуса, которая не является волнообразной или волнистой, а вместо этого приспособлена для обеспечения надлежащего уплотнения со стандартным уплотнением гипотетического периметра уплотнения стандартной формы. Данное решение решает это за счет предоставления одной или нескольких вторых (или вспомогательных) частей или секций радиальной уплотнительной поверхности, находящихся в выравнивании в осевом направлении с волнообразными частями 1054, 1055. Пример этого можно понять с помощью вспомогательных частей 1060, 1060а уплотнения без выступов/углублений, фиг. 67.
Вспомогательную часть 1060 уплотнения можно видеть в увеличенном виде в схематическом изображении по фиг. 67А.
Следует отметить, что секция 1060 уплотнительной поверхности в изображенном примере не имеет выступов/углублений (не является волнистой), а вместо этого имеет более стандартную форму для способствования уплотнению. Предусмотрена протяженность, которая обеспечивает контакт с боковыми секциями 1052, 1051 в переходных частях (радиального уплотнения), см., например, переходную часть 1065, фиг. 67А.
Как будет очевидно из следующего описания, в примере по фиг. 67А не обязательно подразумевается, что форма второй секции 1060 уплотнения должна полностью не иметь выступов/углублений. Действительно, она может иметь в себе относительно небольшие выступы и/или углубления. Также не обязательно подразумевается, что гипотетическое уплотнение стандартной формы, к которому она будет приспосабливаться, будет тангенциальным относительно различных выступов 1056. Действительно, в изображенном примере вспомогательная или вторая секция 1060 уплотнения, в частности, является не тангенциальной, а утопленной внутрь от выступов 1056. Однако в примере секция 1060 утоплена не так глубоко, как углубления 1057. Важно то, что она (часть 1060 поверхности) может радиально контактировать со стандартной (неволнистой) структурой уплотнительной поверхности, например в корпусе, несмотря на часть с углублением части со ссылочной позицией 1054, при этом протечка не является проблемой.
На фиг. 67В изображен местный схематический вид в разрезе, взятый вдоль линий 67В-67В, фиг. 67А, и между двумя выступами 1056. Изображена опора 1070 для уплотнения, при этом опора 1070 содержит часть заготовки. Можно видеть часть второй секции 1060 поверхности.
На фиг. 68 изображен схематический вид в частичном разрезе, на котором показана часть компоновки уплотнения, имеющая форму в общем в соответствии с компоновкой 1050 уплотнения, фиг. 67, установленной в «стандартном» корпусе, который имеет уплотнительную поверхность, предназначенную для контакта с уплотнением стандартной формы, например, компоновкой уплотнения, которая не имеет волнообразной поверхности.
Обращаясь к фиг. 68, уплотнительная поверхность корпуса в общем в соответствии с фиг. 66 показана ссылочной позицией 1040. Часть 1056 с выступом уплотнения показана с перекрытием, указывая, где будет иметь место сжатие. Вспомогательный выступ уплотнения показан ссылочной позицией 1060. Можно видеть, что будет иметь место надлежащее уплотнение полностью вокруг уплотнения картриджа, поскольку поверхность 1060 расположена там, где она может предоставить уплотнение части поверхности 1040 в качестве вспомогательной секции уплотнения.
Следует понимать, что на фиг. 68 схематически показаны принципы, задействованные в использовании вспомогательной секции 1060 уплотнительной поверхности. Не подразумевается, что изображенные части выполнены точно в таких размерах, которые они будут иметь, если они предназначены для совместного использования.
Как указано выше, вспомогательная уплотнительная поверхность не обязательно должна быть предоставлена в полностью гладком неволнообразном (без выступов/углублений или неволнистом) состоянии. Она может содержать в себе выступы и/или углубления, достаточно маленькие, чтобы не препятствовать уплотнению с требуемой (неволнистой или без выступов/углублений) поверхностью секции уплотнения корпуса. Пример этого можно понять из фиг. 69А, фиг. 69В.
Обращаясь к фиг. 69А, показан местный вид картриджа 1080, содержащий паковку 1081 набивки с компоновкой 1082 уплотнения на ней. Изображенная часть в целом аналогична части, изображенной на фиг. 67А, с контуром с выступами/углублениями, обеспеченным выступами 1083 и углублениями 1084, расположенными на (вокруг) криволинейном конце 1085 компоновки 1082 уплотнения. Вспомогательная секция уплотнения изображена ссылочной позицией 1087. Эта вспомогательная секция уплотнения расположена в осевом направлении относительно выступов 1083 и углублений 1084, т.е. она проходит вокруг того же криволинейного конца 1085 с частями 1087а в нем, который выступает немного наружу. В ином случае форма секции 1087 будет соответствовать стандартной форме без выступов/углублений. Подразумевается, что секции 1087а достаточно слабо выступают, чтобы они по-прежнему надлежащим образом сжимались и обеспечивали уплотнение с уплотнительной поверхностью корпуса в корпусе надлежащего размера и формы, но имеющем границу поверхности без выступов/углублений (неволнистой). Таким образом, секция 1087 поверхности содержит часть, расположенную в осевом направлении относительно волнообразной части уплотнительной поверхности 1082, чтобы обеспечивать требуемое уплотнение, если картридж 1080 установлен в неправильном корпусе.
На фиг. 69В предоставлено изображение в разрезе, взятое вдоль линии 69В-69В, фиг. 69А, для способствования пониманию. Обратим внимание на опору 1088 уплотнения.
На фиг. 69С и фиг. 69D предоставлен дополнительный пример компоновки, имеющей вспомогательную секцию уплотнительной поверхности для обеспечения уплотнения с уплотнительной поверхностью корпуса, которая приспособлена для уплотнения стандартной формы.
Обращаясь к фиг. 69С, изображен картридж 1090 в схематическом местном виде, содержащий набивку 1091, с компоновкой 1092 уплотнения с корпусом на нем. Компоновка 1092 уплотнения с корпусом в примере будет в целом содержать направленное радиально наружу уплотнение, имеющее конфигурацию в целом в соответствии с границей стандартной формы ипподрома, овальной формы, за исключением контура с выступами/углублениями на одном или обоих криволинейных концах. В изображенном примере такой контур, содержащий выступы 1094 и углубления 1095, показан ссылочной позицией 1093.
Здесь вспомогательная секция уплотнительной поверхности показана ссылочной позицией 1097, в примере, как правило, не имея в себе никакой границы с выступами/углублениями или волнообразной границы. Определено, что она перекрывается в осевом направлении (надлежащим образом) частями стандартной формы уплотнительной поверхности 1092, см. область 1098 в качестве примера, чтобы способствовать уплотнению, если картридж 1090 установлен в неправильном корпусе.
На фиг. 69D показан схематический вид в разрезе, взятый в целом вдоль линии 69D-69D, фиг. 69. Обратим внимание на опору 1099 уплотнения.
В виде сверху можно понять, что может быть предоставлено широкое разнообразие вспомогательных секций уплотнения. Главная трудность состоит в обеспечении того, чтобы такая секция предоставлялась так, чтобы перекрываться в осевом направлении секцией уплотнения с выступами/углублениями в таком месте, что она может контактировать со стандартной уплотнительной поверхностью корпуса, если картридж случайно установлен в корпусе, имеющем такую поверхность.
В более общих чертах, таким образом можно понять, что подход к проблеме наличия картриджа с секцией уплотнения, волнистой, волнообразной или с выступами/углублениями, в основной уплотнительной поверхности, который кажется надлежащим образом установленным и уплотненным с уплотнительной поверхностью (структурой) корпуса, не предусматривающей уплотнительную поверхность, волнистую, волнообразную или с выступами/углублениями, состоит в предоставлении картриджа со вспомогательной уплотнительной поверхностью или секцией поверхности, которая перекрывается в осевом направлении волнистой или волнообразной (с выступами/углублениями) частью (волнистыми или волнообразными (с выступами/углублениями) частями) частей уплотнения. Под «перекрытием в осевом направлении» в данном контексте не обязательно имеется в виду, что она находится только в выравнивании в осевом направлении с волнистой или волнообразной (с выступами/углублениями) секцией (волнистыми или волнообразными (с выступами/углублениями) секциями) по всей своей протяженности. Она может проходить полностью вокруг картриджа. Однако, когда картридж содержит неволнистую секцию (секции) уплотнения, она просто переходит в нее (них) (или выравниваться с ней (ними)), как показано и описано.
Подразумевается, что термин «перекрытие в осевом направлении» или «выравнивание в осевом направлении» в данном контексте относится к положению вдоль размера в длину уплотнения и картриджа в направлении, в целом перпендикулярном направлению по периметру уплотнения. В типичной компоновке, такой как показанные, в которой паковка набивки содержит компоновку, имеющую противолежащие концы для потока или концы набивки, вспомогательная секция (вспомогательные секции) уплотнительной поверхности будет (будут), как правило, расположена (расположены) между первой секцией уплотнительной поверхности (или основной секцией уплотнительной поверхности) в волнообразных волнистых местах и набивкой или паковкой набивки или по меньшей мере в направлении к противолежащему (удаленному) концу набивки или паковки набивки.
Пример, описанный в связи с фиг. 67-69В, может быть охарактеризован как создающий уникальные конфигурации радиального уплотнения, в которых первая часть уплотнения (в примере основная часть уплотнения, которая содержит в себе «волнистые» секции) имеет больший «наибольший размер поперечного сечения», чем наибольший размер поперечного сечения периметра уплотнения, который будет определен вторыми секциями уплотнительной поверхности (т.е. неволнистыми секциями). Как правило, разница в наибольшем размере поперечного сечения для них будет составлять по меньшей мере 1 мм, обычно по меньшей мере 2 мм, часто по меньшей мере 3 мм и в некоторых случаях 4 мм или больше.
Как правило, тогда первая часть уплотнения содержит по меньшей мере одну часть, которая проходит в направлении уплотнения на по меньшей мере 1 мм дальше, обычно на по меньшей мере 2 мм дальше, часто на 3 мм или больше дальше в направлении уплотнения, чем смежная в осевом направлении секция второй части радиального уплотнения.
Следует отметить, что это необычная конфигурация, независимо от того, имеет первая часть уплотнения волнистую секцию или нет. Как правило, радиальное уплотнение будет сужаться вниз в размере по направлению к вершине, удаленной от набивки, а не сужаться вниз в размере по направлению от вершины уплотнения и к набивке (или к удаленному концу набивки или паковки набивки).
В настоящем документе в данном контексте ссылка на «первые» и «вторые» секции или части уплотнения не подразумевает предложения того, что целые первое и второе уплотнения отделены друг от друга вдоль своей полной протяженности. Как указано в примерах, части второго уплотнения могут проходить одинаково по протяженности с частями первого уплотнения, например, в неволнистых секциях или секциях без выступов/углублений. Разнесенное выравнивание в осевом направлении, в частности, подразумевает ссылку на части второго уплотнения, которые связаны или смежны с волнистыми частями или частями с выступами/углублениями первого уплотнения.
Е. Конфигурация специального корпуса для уплотнения с контуром с выступами/углублениями, который не позволит обеспечивать уплотнение со стандартным уплотнением или секцией стандартного уплотнения, фиг. 70 и фиг. 70А
В некоторых случаях также может быть желательно иметь поверхность в корпусе или другой структуре для уплотнения, которая выполнена так, что она не может легко принять стандартный картридж. Принципы, связанные с этим, могут быть понятны из приведенных выше описаний, и фиг. 70, и фиг. 70А.
Обращаясь к фиг. 70, предоставлено схематическое изображение, на котором показана секция 1100 корпуса. Хотя это не показано подробно фигуре, секция 1101 поверхности, которая будет представлять собой секцию уплотнительной поверхности корпуса, будет выполнена с секцией уплотнения с выступами/углублениями (или волнистой) для контакта с надлежащей уплотнительной поверхностью картриджа с выступами/углублениями (или волнистой), такой как рассмотренная выше в связи с фиг. 67-67В. В отличие от компоновки по фиг. 68, конкретная секция 1101 корпуса, изображенная на фиг. 70, содержит наружное углубление со ссылочной позицией 1105, которое не будет контактировать с обеспечением уплотнения ни с каким вспомогательным выступом уплотнения, который является аналогом выступа 1060, фиг. 67, или которое можно найти на уплотнении стандартной формы.
Обращаясь к фиг. 70А, это в качестве примера показано компоновкой 1051 уплотнения с корпусом, установленной в секции 1100 корпуса, аналогично фиг. 68. Здесь выступ 1060 показан в углублении 1105, но не уплотнен. Предполагается, что компоновка 1056 выступа уплотнения будет контактировать со связанной волнообразной (волнистой или с выступами/углублениями) секцией части 1100 корпуса.
F. Третье решение - предоставление уплотнительной поверхности с компоновкой выступа для создания препятствия
Другой подход к предотвращению создания видимости установленного надлежащим образом картриджа в корпусе, который может принимать картридж, соответствующий гипотетическому периметру уплотнения стандартной геометрической формы, будет состоять в том, чтобы обеспечить наличие компоновки выступа для создания препятствия в или на уплотнении. Подразумевается, что термин «компоновка выступа для создания препятствия» относится к области одного или нескольких выступов в уплотнительной поверхности, которые проходят достаточно далеко, чтобы создавать препятствие при попытке установки в неправильном корпусе. Это может, например, быть один или несколько увеличенных выступов в части уплотнения с выступами/углублениями, но это также может быть один или несколько выступов, обеспеченных в другом месте в уплотнительной поверхности. Это может быть обеспечено в поддерживаемой части уплотнительной поверхности или части, не поддерживаемой особым образом, для компоновки выступа для создания препятствия, как может быть необходимо.
Величина выступания за пределы любого периметра уплотнения стандартной геометрической формы (наружу, если задействовано радиально направленное уплотнение; внутрь, если задействовано направленное радиально внутрь уплотнение), которая является достаточной для создания препятствия, может изменяться в зависимости от различных факторов, включая материалы компоновки уплотнения и размер картриджа и т.д. В общем, все, что требуется, это достаточное выступание, чтобы человек, пытающийся осуществить установку, понял, что картридж не подходит к корпусу, в который он пытается установить картридж. В некоторых случаях может быть подходящей величина выступания, составляющая всего 1 миллиметр. В типичных случаях может быть желательно обеспечить величину выступания для создания препятствия, составляющую по меньшей мере 2 мм и часто по меньшей мере 4 мм.
Примеры таких компоновок обсуждаются ниже.
Разумеется, ответная уплотнительная поверхность в корпусе, для которой предусматривается установка картриджа, предпочтительно будет иметь надлежащую компоновку углубления приемного элемента для компоновки выступа для создания препятствия таким образом, что она не препятствует уплотнению картриджа с поверхностью.
Выше в настоящем документе было указано, что компоновка выступа может находиться в локально поддерживаемой особым образом части уплотнительной поверхности. Под этим подразумевается, что опора уплотнения, расположенная внутри материала уплотнения, может содержать на себе выступ, находящийся в особом выравнивании и соответствии с компоновкой выступа для создания препятствия, если это необходимо. С другой стороны, компоновка выступа в уплотнительной поверхности может быть расположена в части, в которой опора уплотнения под уплотнительным материалом не модифицирована относительно своей конфигурации, чтобы иначе поддерживать компоновку уплотнения. Последнюю будут иногда называть «локально не поддерживаемой особым образом для выступа для создания препятствия» компоновкой, но, разумеется, под этим не подразумевается, что обязательно не будет никакой опоры для уплотнения в этом месте.
VIII. Некоторые выбранные варианты уплотнения и связанные принципы, фиг. 71-83
А. Первый примерный тип, фиг. 71-73
Как указано в целом в настоящем документе, важно, чтобы картридж для корпуса воздухоочистителя был выполнен так, чтобы он мог быть легко, правильно установлен и уплотнен в надлежащем, правильном корпусе. Также особенно важно, если возможно, чтобы воздухоочистительная система была выполнена так, чтобы ненадлежащий, недопустимый картридж не мог быть легко установлен и не казался уплотненным. В общем, принципы, описанные выше в настоящем документе в связи с компоновками, имеющими в себе секции с контуром с выступами/углублениями, могут быть использованы для способствования конструкциям картриджа, которые решают эти проблемы. Некоторые дополнительные варианты и принципы могут быть понятны из примеров по фиг. 71-73.
На фиг. 71 предоставлено схематическое изображение части картриджа компоновки уплотнения с корпусом, содержащей контур с выступами/углублениями.
Чертеж по фиг. 71 является схематическим и предназначен для ссылки на секцию уплотнения с выступами/углублениями (волнистую) на криволинейном (дугообразном) конце картриджа, имеющего направленную радиально наружу уплотнительную поверхность. В ином случае картридж может иметь гипотетическую уплотнительную поверхность стандартной формы ипподрома, но возможны альтернативы.
Принципы, описанные в связи с фиг. 71, могут быть применены с уплотнениями альтернативной формы и альтернативно направленными уплотнительными поверхностями. Это будет понятно из следующего описания.
Обращаясь к фиг. 71, следует понимать, что изображенная компоновка содержит контур с выступами/углублениями или волнистый контур, содержащий, в примере, выступы 1201; относительно глубокие углубления 1202 между выступами 1201 и относительно небольшие (необязательные) выступы 1204 между концевыми выступами 1201о трех выступов 1201 и смежные части 1205, неволнистые или без выступов/углублений, соответствующего периметра уплотнения.
В общих терминах, используемых в настоящем документе, линия 1210 будет содержать гипотетический периметр уплотнения овальной формы (формы ипподрома) с частью 1215, волнообразной, волнистой или с выступами/углублениями, проходящими вокруг секции с криволинейным (дугообразным) периметром. Часть 1215 содержит выступы 1201, которые не проходят в место, тангенциальное относительно периметра 1210, а вместо этого проходят радиально (наружу) поперек этого периметра 1210 в направлении уплотнения. Кроме того, различные углубления 1202, 1204 проходят радиально внутрь от этого гипотетического периметра 1210. Таким образом, часть 1215 уплотнения 1210, представляющая собой часть с выступами/углублениями или волнистую часть, содержит одну или несколько секций, которые проходят поперек (т.е. в места на обеих сторонах) гипотетической линии 1210 периметра уплотнения стандартной формы (ипподрома).
Как правило, и предпочтительно в направлении, проходящем (в направлении уплотнения) к уплотнительной поверхности корпуса, которая должна быть введена в контакт, по меньшей мере выбранные части уплотнения проходят на по меньшей мере 1 мм, как правило, на по меньшей мере 2 мм; и часто на по меньшей мере 2,5 мм, и в некоторых случаях на по меньшей мере 3 мм от (в сторону от) гипотетической линии 1210 периметра уплотнения стандартной геометрической формы.
Поскольку уплотнение, фиг. 71, выполнено как направленное радиально наружу уплотнение, оно содержит вершины выступов 1201, показанные проходящими через (за) линию 1120. Размер, соответствующий этой протяженности, для изображенного примера представляет собой размер ЕЕ.
Как правило, по меньшей мере выбранные части, проходящие поперек линии 1210 в направлении, противоположном направлению уплотнительной поверхности выступа 1201, будут проходить (противоположно направлению уплотнения) в место на расстоянии по меньшей мере 1 мм, часто по меньшей мере 2 мм и, как правило, 38 мм от линии 1210. Пример показан размером ED для углублений 1202.
В примере относительно неглубокие концевые углубления или секции 1204 с углублениями будут все еще, как правило, проходить внутрь (или поперек) от гипотетической линии 1210 на расстояние по меньшей мере 0,5 мм и обычно по меньшей мере 1 мм.
Некоторые примерные полезные размеры можно понять из следующего описания: диаметр ЕА = 107,4 мм; диаметр ЕВ = 118,2 мм; ЕС = по меньшей мере 5 мм, например, 5-15 мм, как пример, 9,3 мм; ED = по меньшей мере 2, например, 2-8 мм, например, 5,4 мм; ЕЕ = 3,9 мм; радиус ЕЕ = 4 мм; радиус EG = 11 мм; радиус EH = 6 мм; радиус EI = 10 мм; и EJ = 42°. Разумеется, подразумевается, что они являются только примерами, и возможны альтернативы.
Следует отметить, что относительно неглубокие концевые углубления 1204 могут способствовать посадке картриджа в надлежащий корпус.
Разумеется, если уплотнение было приспособлено для направления радиально внутрь, выступы 1201 уплотнения будут направлены радиально в направлении уплотнения, внутрь, а углубления 1202, 1204 уплотнения будут направлены (противоположно) радиально наружу.
Преимущество, обеспечиваемое такой компоновкой, состоит в том, что, если корпус аналогично приспособлен для такой уплотнительной поверхности, будет тяжелее разместить в корпусе картридж, который не является надлежащим для этого корпуса. Кроме того, из-за протяженности выступов 1201 далеко за пределы гипотетического периметра 1210 уплотнения стандартной геометрической формы в направлении уплотнения выступы 1201 будут склонны препятствовать установке в секции корпуса, приспособленной для стыковки с таким уплотнением. То есть выступы 1201 в этом случае содержат компоновку выступа для создания препятствия, относящуюся к типу, упомянутому выше.
Принципы, описанные в связи с фиг. 71, могут быть применены с разнообразными альтернативными компоновками уплотнения. На фиг. 72, показан пример, в котором часть с выступами/углублениями не проходит вокруг кривой, т.е. не является дугообразной, а вместо этого является в ином случае прямолинейной секцией уплотнения, например, аналогично секции 1024, фиг. 64. Здесь гипотетическая линия периметра стандартной формы является прямой, как указано ссылочной позицией 1230, и можно видеть, что выступы 1231 проходят радиально наружу или в направлении уплотнения за эту линию 1230, а углубления 1232 проходят радиально внутрь (или в противоположных направлениях уплотнения) от этой линии. Следует отметить, что концы углублений 1232 могут быть несколько менее глубокими по сравнению с компоновкой по фиг. 71, если это необходимо.
Можно использовать размеры, подобные обсуждаемым выше в связи с фиг. 71. В изображенном примере на фиг. 72 приведены некоторые следующие примерные размеры: ЕО = 9,3 мм; EN = 6,4 мм; ЕМ = по меньшей мере 2, например, 2-7 мм.
На фиг. 73 изображен аналог фиг. 72, за исключением того, что радиальное уплотнение предназначено для направления радиально внутрь, с гипотетическим сегментом прямой линии, указанным ссылочной позицией 1240; выступами 1241, проходящими поперек этой линии радиально внутрь в направлении уплотнения; и углублениями 1242, проходящими радиально наружу от этой линии. Таким образом, компоновка по фиг. 73 является такой же, как на фиг. 72, за исключением того, что она перевернута наоборот для направленного внутрь уплотнения, а не направленного наружу уплотнения. Некоторые примерные размеры, представленные в примере по фиг. 72, являются следующими: ЕТ = 3 мм; ES = 6,4 мм; и ER = по меньшей мере 2, например, 2-7 мм.
В общих чертах, можно понять, что компоновки в соответствии с фиг. 71 73 предоставляют основной принцип, состоящий в том, что в некоторых случаях может быть желательно обеспечить поверхность с выступами/углублениями, которая проходит поперек (т.е. в место на обеих сторонах) границы стандартного гипотетического уплотнения к выступам и одной стороне или углублениям на другой. Как правило, когда используется такая компоновка, по меньшей мере один (и, как правило, выбранные) из выступов будет проходить на по меньшей мере 1 мм и обычно на по меньшей мере 2 мм от границы гипотетического уплотнения. Часто выбранные выступы будут проходить на по меньшей мере 3 мм и иногда на по меньшей мере 4 мм (например, на 39 мм) за гипотетическую линию границы уплотнения. По меньшей мере одно из углублений (например, концевое углубление) часто будет проходить на по меньшей мере 0,5 мм. Часто по меньшей мере одно углубление будет заканчиваться в по меньшей мере 1 мм и, как правило, в 3-8 мм за линией, по меньшей мере самые глубокие используемые углубления.
Также следует понимать, что в таких случаях и, если это необходимо, в связанных случаях будет иметь место амплитуда «вершин» наибольшего выступа относительно самого глубокого углубления на по меньшей мере одной (связанной) его стороне суммарной протяженностью по меньшей мере 4 мм, часто по меньшей мере 5 мм, как правило, по меньшей мере 6 мм, иногда по меньшей мере 8 мм. Такая минимальная амплитуда может быть обеспечена на обеих сторонах выступа, если это необходимо, но возможны и неравные величины протяженностей или амплитуд между двумя сторонами, как показано концевыми выступами в компоновке по фиг. 71.
В. «Сделанные на заказ» границы уплотнения, фиг. 74-76
Как объяснено в целом, желательно предоставить компоновки воздухоочистителей, которые предпочтительно разработаны для приема только правильного картриджа, разрешенного или допустимого для воздухоочистительного узла и соответствующего оборудования. В некоторых случаях изготовитель транспортного средства с оригинальным оборудованием или оборудования захочет иметь предпочтительный «сделанный на заказ» или «разрешенный» картридж для в остальном вполне стандартного комплекта воздухоочистителя. Под «сделанным на заказ» в данном контексте подразумевается, что изготовитель транспортного средства или другого оборудования, с которым используется воздухоочиститель, может предпочесть картридж, который может обеспечить надлежащее уплотнение только с установленным корпусом воздухоочистителя. Например, изготовитель транспортного средства или другого оборудования, с которым используется воздухоочиститель, может предпочесть только разрешенные картриджи, которые соответствуют определенным минимальным эксплуатационным характеристикам фильтрации (например, эффективности, перепаду давления, пылеулавливающей способности или сроку службы фильтра).
Методики, описанные в настоящем документе, могут быть применены в отношении таких сделанных на заказ применений относительно просто. Примеры можно понять из следующих описаний по фиг. 74-77.
Обращаясь сперва к фиг. 74, периметр уплотнения картриджа схематически изображен ссылочной позицией 1260. Периметр 1260 уплотнения представляет собой модифицированный овал в форме ипподрома с противолежащими прямолинейными сторонами или боковыми секциями 1261, 1262 и противолежащими криволинейными (дугообразными) концами (или концевыми секциями) 1263, 1264. В изображенном примере показано, что конец 1263 выполнен с контуром с выступами/углублениями или волнистым контуром, в целом аналогичным схематически изображенному на фиг. 71.
Конец 1264, с другой стороны, приспособлен для предоставления сделанной на заказ части с конфигурацией, которая в ином случае могла быть более широко используемой стандартной конфигурацией. Для целей данного рассмотрения примем, что более широко используемая конфигурация содержала бы конец 1264, имеющий полукруглую форму без границы выступа или углубления в нем. Сделанная на заказ компоновка, изображенная на фиг. 74, содержит модификацию относительно этого конца со ссылочной позицией 1264 и, в частности, содержит выступ 1168. Выступ может быть сделан достаточно большим, чтобы препятствовать установке картриджа в корпусе, приспособленном для «стандартной» предоставленной границы, и, таким образом, может представлять собой компоновку выступа для создания препятствия. Клиенту может быть предоставлен корпус, выполненный с углублением, чтобы надлежащим образом принимать уплотнение 1260, имеющее границу со ссылочной позицией 1268, и, таким образом, картридж будет обеспечивать надлежащее уплотнение только с этим корпусом.
Выступ 1268 может содержать локализованную соответствующую опору уплотнения, выступающую в нем, или он может быть формован так, чтобы перекрываться опорой уплотнения, имеющей кривую, в целом соответствующую концу 1264, без какой-либо конкретной поддержки выступа 1268. Можно использовать любой подход.
Разнообразные альтернативы могут быть реализованы с использованием этих принципов. Пример показан на фиг. 75 со ссылочной позицией 1270. И снова, пример представляет собой конфигурацию в форме ипподрома с: противолежащими прямолинейными сторонами 1271, 1272;
первым концом 1273 с выступами/углублениями; и с контуром на противолежащем криволинейном конце 1275, в этом случае содержащем три выступа 1278. Даже если картридж в остальной был таким же, как картридж 1260, фиг. 74, пока корпус выполнен с такой формой, чтобы контактировать с выступами 1278, и ни один из выступов 1278 не находится в выравнивании с выступом 1268, фиг. 74, корпус будет обеспечивать сделанную на заказ компоновку даже относительно компоновки 1260, фиг. 74.
Все еще ссылаясь на периметр 1270 уплотнения, фиг. 75, следует отметить, что конец периметра уплотнения со ссылочной позицией 1275 соответствует криволинейному концу, имеющему границу с выступами/углублениями, содержащую выступы 1278 и выбранные углубления 1279 между ними. Следует отметить, что углубления 1279 не изгибаются внутрь, а имеют формы, немного выгнутые наружу (в направлении уплотнения), в примере, выгнутые секции, выровненные с гипотетическим периметром уплотнения.
Также следует отметить, что на фиг. 75 граница с выступами/углублениями на конце 1273 является в целом аналогичной границе, обсуждаемой выше в связи с фиг. 71, хотя возможны альтернативы.
На фиг. 76 вариант этих принципов показан в уплотнитель ной поверхности 1280. Здесь снова изображение приведено в связи с уплотнением в форме ипподрома, имеющим противолежащие прямолинейные стороны 1281, 1282 и противолежащие криволинейные концы 1283, 1284. Здесь противолежащие концы 1183, 1184 являются зеркальными отражениями друг друга, при этом каждый содержит контур с выступами/углублениями (или волнистый), в примере в целом в соответствии с фиг. 76. Компоновка по фиг. 76 указывает еще один дополнительный способ обеспечения сделанной на заказ конструкции уплотнительной поверхности.
Хотя примеры и принципы, обсуждаемые в связи с фиг. 74-76, показаны в контексте уплотнения в форме ипподрома; они могут быть применены в разнообразных других контекстах, включая, например, уплотнения многоугольной формы (например, прямоугольной), уплотнения альтернативной овальной формы, круглые уплотнения или уплотнения, в которых контур с выступами/углублениями находится в иначе прямолинейных секциях, а не криволинейных секциях. Также контуры с выступами/углублениями могут быть обеспечены как в дугообразной секции (дугообразных секциях), так и в иначе прямолинейной секции (прямолинейных секциях) одного и того же уплотнения. Принципы, разумеется, могут быть применены в направленном радиально внутрь уплотнении, также как и в направленном радиально наружу уплотнении.
С. Изменения формы выступа и/или углубления, фиг. 77-83А
В примерах, изображенных до этого в настоящем документе, многие из предоставленных секций «с выступом» и/или «с углублением» различных границ уплотнений имеют в целом гладкие, дугообразные, криволинейные формы с одной точкой перегиба между ними; т.е., где одно дугообразное углубление переходит в дугу смежного выступа. Термин «с выступами/углублениями», «волнистый» или «волнообразный» и его варианты, используемые в настоящем документе, при упоминании уплотнительной поверхности картриджа не подразумевают однако, что упомянутая форма обязательно является гладкой кривой на всей границе секции уплотнения. Действительно, подразумевается, что термины включают широкое разнообразие возможных вариантов, отличных от гладких кривых и других вариантов. Некоторые примеры можно понять из описаний в этом разделе в отношении фиг. 77-83А.
Обращаясь сперва к фиг. 77, было намерение схематически показать выступ уплотнения, который не определен в гладко изогнутой области. Обращаясь к фиг. 77, фрагментированная секция уплотнительной поверхности схематически изображена со ссылочной позицией 1500 и предназначена, чтобы изобразить часть направленной наружу уплотнитель ной поверхности с уплотняющими усилиями, представляющими собой направление двусторонней стрелки 1501 относительно окружающего уплотнения корпуса. Таким образом, в изображенной секции 1500 уплотнительной поверхности имеется выступ со ссылочной позицией 1505, ограниченный на противолежащих сторонах смежными углублениями 1506.
Выступ 1505 имеет форму, которая охарактеризована в настоящем документе как «сегментированный» выступ. То есть выступающая форма содержит множество сегментов 1505s. В примере каждый из сегментов 1505s является прямолинейным или практически прямолинейным, но возможны альтернативы. Сегменты, например, могут быть немного выгнуты наружу или немного выгнуты внутрь, (или могут отличаться друг от друга), и концевой выступ 1505 все еще может иметь надлежащую форму для работы в качестве выступа в уплотнительной поверхности, контактирующей с уплотнительной поверхностью корпуса надлежащей границы, даже включая те, которые предназначены для приема соответствующего гладко изогнутого выступа. То есть секция уплотнительной поверхности корпуса, относящаяся к окружающему корпусу, не обязательно должна иметь сегментированную поверхность контакта с уплотнением, если сегмент 1505s выполнен в таком размере и положении и уплотнительный материал является достаточно сжимаемым, чтобы приспосабливаться к уплотнительной поверхности корпуса более гладкой изогнутой границы.
В примере по фиг. 77 углубления 1506 показаны не сегментированными. Однако они могут быть сегментированы в общем в соответствии с описанными принципами. Также принципы могут быть применены в отношении выступа, то есть гладкой дугообразной кривой с сегментированными только углублениями.
Также следует отметить, что в примере по фиг. 77 углубления 1506 также показаны симметричными, т.е. с одинаковыми размером и формой. Возможны альтернативы, включая такие, которые относятся к типам, показанным выше в связи с фиг. 71-73.
Кроме того, нет конкретного требования, чтобы, если выступ и/или углубление имеют сегментированную форму, то: все из выступа/углублений в одной и той же уплотнительной поверхности обязательно должны иметь сегментированную границу; или, даже если предоставлено больше, чем сегментированный выступ и/или углубление, сегментированные границы будут одинаковыми. В общем, все, что требуется, это чтобы используемая форма (используемые формы) с выступами/углублениями была достаточной (были достаточными) для правильного вхождения в контакт в уплотнительной поверхности корпуса, с которой она должна обеспечивать уплотнение.
Назначение этой части описания состоит в том, чтобы указать, что, даже когда уплотнительная поверхность корпуса выполнена с гладкими кривыми, уплотнительная поверхность картриджа, приспособленная для контакта с этой секцией уплотнительной поверхности, может быть определена с сегментами или другими альтернативами, отличными от гладкой кривой, если изменения являются достаточно небольшими, чтобы позволить сжатию обеспечить приспособление, необходимое для хорошего уплотнения. Таким образом, этот раздел предназначен для указания, что термины «выступ», «углубление», «волнистый» и их варианты, используемые в настоящем документе, не подразумевают только гладко изогнутые поверхности, а могут иметь границу формы, отличную от них.
Все еще ссылаясь на фиг. 79, следует отметить, что изображенные конкретные усеченные секции 1525s создают симметричные стороны с соответствующими выступами 1525. Возможны альтернативы.
На фиг. 78 показан аналог фиг. 77, назначение которого состоит в том, чтобы показать похожее понимание относительно направленного радиально внутрь уплотнения. Частично, уплотнительная поверхность 1510 предназначена для уплотнения в направлении стрелки 1511, к части корпуса, которую окружает уплотнительная поверхность 1510; т.е. поверхность 1510 направлена для уплотнения радиально внутрь. Здесь направленный радиально внутрь выступ 1515 показан с сегментированной границей в целом в соответствии с границей 1505, фиг. 77, между углублениями 1516. Те же типы изменений сегментов, формы сегмента, количества сегментированных выступов или углублений и т.д,, обсуждаемые выше в связи с фиг. 77, могут быть применены в связи с компоновкой по фиг. 78.
Другой вариант формы выступов или углубления может представлять собой «единую» усеченную границу, в отличие от наличия нескольких сегментов. Пример показан на фиг. 79.
Обращаясь к фиг. 79, уплотнительная поверхность показана ссылочной позицией 1520. В примере она является частью поверхности, проходящей по дуге, такой как конец уплотнения в остальном в форме ипподрома. Она является направленной наружу уплотнительной поверхностью 1520, приспособленной для уплотнения с окружающей частью корпуса. Показаны выступы 1525, как и углубления 1526. Здесь выступы 1525 в примере усечены прямолинейным сегментом. То есть гладкая дугообразная кривизна каждого из выступов 1525 ограничена или усечена сегментами 1525s. В примере сегменты 1525s являются прямолинейными, хотя они могут быть предоставлены с альтернативными границами, такими как немного выгнутая наружу или немного выгнутая внутрь и т.д. В общем, требуется, чтобы усеченный участок 1525s был выполнен в таком размере и положении, что он будет обеспечивать уплотнение даже с поверхностью корпуса, которая в остальном приспособлена для полностью дугообразного выступа.
Все еще обращаясь к фиг. 79, следует отметить, что усеченные секции в целом выбраны так, чтобы создавать симметрию между двумя сторонами выступа, на котором они расположены. Альтернативы возможны и предназначены для включения в рамки значения термина «усеченный» и его вариантов, используемых в настоящем документе.
Разумеется, аналогичные принципы могут быть применены как дополнение или альтернатива углублениям 526.
Разнообразные конкретные формы выступа могут быть использованы в одной и той же уплотнительной поверхности, как и разнообразные формы углубления.
Принципы, описанные в связи с фиг. 79, также могут быть обеспечены в компоновке, приспособленной для направленного радиально внутрь уплотнения. Пример такой компоновки показан на фиг. 80 в уплотнительной поверхности 1530, которая предназначена для демонстрации схематически изображенной уплотнительной поверхности картриджа, которая приспособлена для окружения части корпуса во время уплотнения. Направленные внутрь выступы 1535 показаны усеченными с неусеченными углублениями 1536 между ними. И снова, могут быть применены изменения принципов, обсуждаемых выше в связи с поверхностью 1520.
Также следует отметить, что усеченный участок может иметь место в углублениях 1536, а не в выступах 1535 или и там, и там.
На фиг. 81 изображен вариант с направленной наружу уплотнительной поверхностью 1540, имеющей усеченный выступ 1545 с секциями 1546 с углублением; сами секции 1546 с углублением имеют немного выгнутую наружу форму. И снова, такая конфигурация может обеспечивать уплотнение с поверхностью корпуса, которая приспособлена для приема регулярных криволинейных выступов наружу с криволинейными углублениями внутрь между ними, если углубления 1546 с усеченным участком 1545 имеют надлежащие размер и форму; и материал уплотнения является достаточно сжимаемым и деформируемым.
На фиг. 82 показан аналогичный вариант для направленного внутрь уплотнения со ссылочной позицией 1550 на внутренних выступах 1555 и углублениях 1556, имеющих выгнутые внутрь формы.
На фиг. 83 и фиг. 83А изображены дополнительные возможные изменения контура уплотнения, с выступами/углублениями или волнистого. На фиг. 83 показана уплотнительная поверхность 1570. Следует понимать, что подразумевается, что уплотнительная поверхность представляет собой уплотнительную поверхность картриджа, обращенную в общем направлении стрелки 1571, т.е. радиально наружу, и содержащую разнесенные выступы 1575 и углубления 1576. Здесь выступы 1575 имеют форму с боковыми вырезами или выемками, указанными в целом ссылочной позицией 1580. В примере каждый выступ 1575 имеет пару противолежащих вырезов 1580, хотя возможны альтернативы. Поверхности, такие как поверхность 1570, можно протолкнуть в уплотнительный контакт с уплотнительной поверхностью корпуса, которая не имеет аналогичной формы, а вместо этого приспособлена для выступов без вырезов, если материал является достаточно сжимаемым и вырезы выполнены в надлежащем размере. С другой стороны, выступы, такие как выступы 1575, могут быть приспособлены для проталкивания в поверхность корпуса, имеющую ответные вырезы с выступом 1575, защелкивающимся вокруг части этой поверхности корпуса.
На фиг. 83А показан вариант, в котором каждый из определенных выступов 1590 имеет одну сторону 1591, которая не имеет выреза или углубления, и одну сторону 1592, которая имеет. Пример по фиг. 83А в остальном может быть аналогичен компоновке по фиг. 83.
Варианты уплотнения, обсуждаемые в этом разделе выше, предназначены для указания разнообразных общих принципов. Главный из них состоит в том, что термин «с выступами/углублениями», его варианты и/или такие термины, как «волнистый» и «волнообразный», не обязательно подразумевают определение уплотнитель ной поверхности с гладкими кривыми в ней, если не указано иное. Поверхность может содержать сегменты, выгнутые секции, вырезы и т.д. и все еще иметь размер и форму, подходящие для надлежащего корпуса с использованием принципов в настоящем документе. Действительно, во многих случаях, пока материал является достаточно сжимаемым и отклонения от гладкой кривизны сохраняются относительно небольшими, уплотнительная поверхность, которая не имеет гладких криволинейных секций, может даже контактировать и обеспечивать уплотнение с корпусом или структурной уплотнительной поверхностью, которая имеет гладко изогнутые волнистые (или с выступами/углублениями) секции.
IX. Примерные принципы, относящиеся к конфигурации воздухоочистительного узла и его изготовлению
На фиг. 84-86 предоставлены схематические изображения для облегчения понимания изготовления типичного воздухоочистителя и изготовления картриджа с использованием принципов, описанных в настоящем документе.
Обращаясь сперва к фиг. 84, часть воздухоочистительного узла изображена ссылочной позицией 1600. Часть 1600 должна быть той частью воздухоочистительного узла, которая содержит уплотнительную поверхность 1601 корпуса для контакта с уплотнительной поверхностью на картридже, при этом уплотнительная поверхность картриджа соответствует выбранным в настоящем документе общим границам. В изображенном примере секция 1600 корпуса представляет собой выпускную секцию 1600х, при этом фильтрованный воздушный поток выходит через выпуск 1605.
Изображенная уплотнительная поверхность 1601 формована и в целом приспособлена для приема направленного наружу радиального уплотнения картриджа с обеспечением уплотнения, которое в остальном имеет гипотетическую уплотнительную поверхность в форме ипподрома с противолежащими прямолинейными боковыми секциями 1610, 1611 и противолежащими криволинейными концевыми секциями 1612, 1613. Каждая из секций 1612, 1613 содержит части контура, с выступами/углублениями, волнистые или волнообразные, содержащие три наружных выступа 1615, разделенных выступающими внутрь секциями 1616. Разумеется, можно использовать альтернативные формы.
Следует отметить, что в примере секции 1615 являются гладкими и дугообразными в выступе наружу, но они все еще могут обеспечивать уплотнение с уплотнительной поверхностью, которая не обязательно имеет соответствующую гладкую дугообразную форму, а вместо этого содержит по меньшей мере одно из сегментированных выступа или углубления или содержит выгибы, усеченные участки и т.д., как описано, если они находятся в уплотнительном материале, достаточно сжимаемом и приспособленном для контакта с секциями 1615 поверхности надлежащим образом для сжатия или деформации в уплотнительный контакт.
В общем, часто (и, как правило, предпочтительно) компоновка уплотнения с корпусом будет содержать «поддерживаемое» уплотнение. Под этим подразумевается, что уплотнительная поверхность сжимается относительно опорной структуры. Как правило, опорная структура обеспечена частью заготовки картриджа, как указано в определенных ранее описанных примерах. На фиг. 85 фрагментированное изображение компоновки опоры уплотнения корпуса заготовки показано (схематически) ссылочной позицией 1620. Часть заготовки, которая поддерживает уплотнение, указана в целом ссылочной позицией 1621. В поверхности 1621 показаны криволинейные секции 1622 и выступ 1623. Когда они содержатся в картридже, имеющем надлежащую форму, выступы 1623 будут проходить в (и поддерживать) выступы в уплотнительной поверхности, а углубления 1622 будут принимать углубления в уплотнительной поверхности. Это можно понять посредством ссылки на фиг. 86, на которой изображен картридж 1650, выполненный с заготовкой 1620, относящейся к описанному и показанному типу, которая была формована поверх и закреплена на месте материалом 1655 для формования, обеспечивая направленную наружу уплотнительную поверхность 1656, выполненную в таком размере, чтобы контактировать с уплотнительной поверхностью 1601, фиг. 84, с обеспечением уплотнения. Разумеется, варианты, описанные выше, могут быть обеспечены в уплотнительной поверхности 1656.
Следует понимать, что некоторые изменения различных выступов уплотнительной поверхности 1656 могут быть обеспечены без изменения конкретной формы опоры 1620. Например, усеченные поверхности или сегментированные поверхности и т.д. могут быть использованы с одной и той же заготовкой 1620. Это может быть преимуществом при изготовлении, поскольку не обязательно требуется, чтобы новая сформированная заготовка 1620 была сделана в каждой возможной форме уплотнения.
Обращаясь к фиг. 85, следует отметить, что смежно с вершинами выступы 1623 могут быть охарактеризованы как имеющие максимальный размер смежно с вершиной поперек них или ширину Dx, а различные углубления 1622 могут быть охарактеризованы как имеющие наибольший размер поперек них, обозначенный как Dy, при этом Dy/Dx составляет по меньшей мере 2 (т.е. Dy равен по меньшей мере двум Dx), как правило, по меньшей мере 3 и часто 5 или больше. То есть выступы 1623 являются относительно узкими, а углубления 1612 являются относительно широкими. Это несмотря на то, что в получающейся в результате уплотнительной поверхности, фиг. 86, выступы являются относительно широкими, а углубления являются относительно узкими. Это также указывает на то, что выступы 1623 опоры не обязательно повторяют форму выступов в получающемся в результате уплотнении, которая будет зависеть от литейной формы. Вместо этого выступы 1623 должны быть расположены надлежащим образом для сопротивления сжатию уплотнительной поверхности в области выступа в необходимом количестве.
В примерном картридже по фиг. 86 схематически показана усеченная паковка 1650 т набивки. Паковка набивки приспособлена для прямого потока и может содержать, например, свернутую в спираль компоновку рифленого материала, скрепленного с облицовочными материалами, как обсуждалось ранее. Разумеется, возможны альтернативы.
X. Применение принципов в связи с непрямоточными компоновками
В изображенных до этого примерах в настоящем документе паковки набивки были в целом приспособлены для прямого потока с противолежащими поверхностями для впускного и выпускного потоков, выровненными с направлением воздушного потока через область, окруженную уплотнительной поверхностью (независимо от того, является уплотнение радиально внутренним или наружным). Однако описанные принципы могут быть применены в паковках набивки, которые имеют набивку, окружающую открытую внутреннюю часть. Пример этого можно понять посредством ссылки на фиг. 87.
На фиг. 87 изображен картридж 1700, содержащий набивку 1701, окружающую внутреннюю часть 1702 картриджа. Набивка, например, может быть складчатой, но это конкретно не требуется. Набивка 1701 проходит между первой и второй концевыми крышками 1705, 1706. Концевая крышка 1706 представляет собой открытую концевую крышку с отверстием 1707, проходящим сквозь нее.
Картридж 1700 содержит уплотнительную поверхность 1710, которая содержит секцию с выступами/углублениями, которая в изображенном примере содержит три направленных радиально наружу выступа 1715.
В типичной компоновке концевой фрагмент 1705 будет закрыт.
Следует отметить, что уплотнительная поверхность 1710 в целом имеет круглую форму, отличную от той, где показана секция с выступами/углублениями. То есть поверхность 1710 определяет гипотетическую уплотнительную поверхность круглой формы. Возможны альтернативы.
Следует отметить, что паковка 1708 набивки показана в некоторой степени конической, увеличивающейся на протяженности поперечного размера от концевой крышки 1705 и концевой крышки 1706. Возможны альтернативы, включающие цилиндрические компоновки или компоновки с альтернативным сужением.
В более общих чертах, набивка, смежная с каждый концом, может быть охарактеризована как имеющая «наибольший размер поперечного сечения», независимо от того, имеет она круглую, овальную или другую форму. Наибольший размер поперечного сечения может быть одинаковым на обоих концах или может быть больше на одном конце, чем на другом (например, больше на открытом конце, чем на закрытом; или больше на закрытом конце, чем на открытом).
Разумеется, те же принципы, описанные в связи с фиг. 87, могут быть применены с компоновками, которые имеют направленные радиально внутрь уплотнения, если это необходимо. Также следует отметить, что изображенная уплотнитель пая поверхность 1710 находится в положении, которое окружает наружный периметр уплотнения, в месте, выступающем радиально наружу от смежного конца набивки 1708. Этот вариант можно использовать с другими конфигурациями, описанными выше.
Поверхность 1710 альтернативно может быть расположена на выступающей части концевого фрагмента 1706, поддерживаемого опорой уплотнения, проходящей в осевом направлении от смежного конца набивки 1701, если это необходимо.
В общем подразумевается, что на фиг. 87 указано, что принципы, описанные в настоящем документе выше, могут быть применены в компоновках разнообразных форм и типов набивки. Различные описанные варианты и примеры тогда могут быть применены в компоновках, таких как изображенные и описанные для фиг. 87.
XI. Некоторые заключительные размышления и наблюдения
В настоящем документе описаны и показаны разнообразные полезные и преимущественные признаки в конструкции воздухоочистителя и конструкции картриджа фильтра. Эти признаки можно использовать вместе или отдельно в зависимости от применения, при этом по-прежнему достигая некоторого преимущества согласно настоящему изобретению. Отсутствует конкретное требование того, чтобы воздухоочистительный узел, картридж фильтра или компонент одного из них включал все признаки, охарактеризованные в настоящем документе.
Также следует отметить, что фиг. 1-61 и характерные варианты, относящиеся к ним, были включены в ранее поданную предварительную заявку на патент США USSN 62/543090, поданную 9 августа 2017 г., раскрытие которой включено в настоящий документ посредством ссылки. Многие из признаков этой предварительной заявки на патент также включены в описанные далее фиг. 62-87 в различных формах.
В данном разделе даны некоторые общие итоговые наблюдения. В разделе А ниже рассмотрены некоторые выбранные итоговые общие положения и/или проблемы. В разделе В ниже даны выбранные примерные характерные варианты компоновок в соответствии с настоящим изобретением.
А. Выбранное краткое изложение определенных терминов, характерных вариантов и типичных элементов
Многие из элементов, охарактеризованных в настоящем документе, относятся к конкретным преимущественным картриджам воздушного фильтра. Картриджи воздушного фильтра могут относиться к разнообразным типам для разнообразных применений. Во многих случаях они будут относиться к типу, который предусматривает извлекаемые и заменяемые компоненты в воздухоочистительной системе, такие как компоновка воздухоочистителя для фильтрации воздухозаборника двигателя для транспортного средства или другого оборудования. Такие картриджи в целом имеют такие размеры и приспособлены так, чтобы легко устанавливаться в корпусе.
В настоящем документе конкретные рассматриваемые картриджи охарактеризованы как имеющие компоновку уплотнения с корпусом, содержащую «радиально направленный» уплотнительный элемент, или подобными терминами. Радиальный уплотнительный элемент представляет собой в целом уплотнительный элемент, который обеспечивает уплотнение с любой окружающей структурой компоновки воздухоочистителя при использовании или который окружает структуру компоновки воздухоочистителя при использовании, обеспечивая уплотнение с ней. Подразумевается, что это отличает радиальные компоновки от компоновок осевого уплотнения или компоновок сжимаемого уплотнения, как описано. Упомянутая «структура» представляет собой, как правило, часть корпуса воздухоочистителя, но возможно альтернативы. Когда присутствует направленное радиально наружу уплотнение на картридже, уплотнение обеспечивается с окружающей структурой. Когда присутствует направленное радиально внутрь уплотнение, уплотнение обеспечивается со структурой, окруженной уплотнением.
Во многих случаях, радиальное уплотнение охарактеризовано в отношении элемента в «направлении по периметру» или различными связанными терминами. «Направление по периметру» и его варианты в данном контексте, как подразумевается, относится к направлению вокруг уплотнитель ной поверхности, в отличие от осевого направления, которое будет соответствовать направлению между вершиной уплотнитель ной поверхности и направлением от нее.
В настоящем документе термин «волнистый» или его варианты используются во многих случаях, чтобы охарактеризовать одну или несколько частей уплотнитель ной поверхности в направлении по периметру. Такие термины охарактеризованы в настоящем документе и, как подразумевается, являются взаимозаменяемыми с термином «конфигурация с радиальными выступами/углублениями» и его вариантами.
Отсутствует конкретное требование того, чтобы какая-либо секция с выступами/углублениями или волнистая секция содержала гладкие кривые. Охарактеризованы разнообразные альтернативы им.
Следует отметить, что в некоторых случаях первый элемент и второй элемент упоминаются как связанные. «Связанный» в данном контексте будет иметь значение, указанное охарактеризованной ситуацией, и в целом, как подразумевается, относится к одному из двух условий: либо второй элемент является следующим смежным элементом относительно первого элемента; либо связанный второй элемент является чем-то, контактирующим с первым элементом во время использования.
В настоящем документе термин «неволнистый» и «без выступов/углублений» иногда используется для указания части уплотнитель ной поверхности или другой структуры, которая не содержит в себе углублений или выступов. Подразумевается ссылка на локализованные элементы. Например, «радиальное уплотнение в форме ипподрома»; известное из уровня техники, которое, например, может соответствовать гипотетической форме по фиг. 62, может быть охарактеризовано как имеющее неволнистую конфигурацию или конфигурацию без выступов/углублений, даже если сами два полукруглых конца можно рассматривать как выступы.
В настоящем документе волнистая часть или часть с выступами/углублениями уплотнительной поверхности может иногда быть охарактеризована как имеющая одно или несколько «концевых углублений». В данном контексте концевое углубление, как подразумевается, относится к углублению в выбранной волнистой секции, которая находится на одном из его двух противолежащих концов в направлении протяженности волнистого углубления. Промежуточные углубления будут представлять собой углубления, расположенные на расстоянии от этих концов за счет по меньшей мере одного выступа.
В настоящем документе в связи с выступами иногда подразумевается ссылка на «амплитуду вершин». Как подразумевается, она относится к размеру выступания протяженности или выступа между наиболее глубокой частью следующих смежных или связанных углублений и вершиной в выступе.
В настоящем документе иногда делается ссылка на «направление уплотнения». Этот термин, как подразумевается, относится к направлению контакта между уплотнительной поверхностью и структурой, с которой обеспечивается уплотнение. С радиальными уплотнениями, посредством ссылки на картридж и уплотнительную поверхность, таким образом, направленное наружу уплотнение имеет наружное направление уплотнения, а направленное внутрь уплотнение имеет внутреннее направление уплотнения.
В настоящем документе иногда делается ссылка на «первое и второе уплотнения» или «части уплотнения», выровненные в осевом направлении. Не подразумевается указание того, что эти первое и второе уплотнения (которые выровнены в осевом направлении) по меньшей мере в некоторой части протяженности полностью вокруг периметра не имеют частей с общей протяженностью. Это будет понятно посредством ссылки на примеры по фиг. 67-67В.
Следует отметить, что типичная первая уплотнительная поверхность имеет конфигурацию с выступами/углублениями или волнистую конфигурацию в соответствии с описанием, по меньшей мере в этом месте, которая не соответствует или повторяет форму периметра следующей смежной части периметра набивки. Под отсутствием «соответствия» или «повторения» в данном контексте подразумевается лишь указание на то, что граница периметра набивки и граница периметра уплотнения в выровненных в осевом направлении областях имеют разную общую форму относительно уплотнитель ной поверхности, подразумевается указание на границы контура. Относительно границы периметра набивки подразумевается ссылка на общую форму периметра смежно с концевым фрагментом, имеющем на себе уплотнение. Эта общая граница набивки в случае складчатой набивки, как подразумевается, относится к границе, созданной вершинами складок. Когда набивка не является складчатой смежно с ее периметром, ссылка делается только на общую форму. В каждом из изображенных примеров применимы эти типы характерных вариантов.
В. Характерные варианты некоторых примерных полезных применений принципов, описанных в настоящем документе
1. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый конец для потока представляет собой впускной конец для потока; (ii) второй конец для потока представляет собой выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и (b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый направленный радиально наружу уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с окружающей структурой с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая радиальная уплотнительная поверхность содержит: (А) по меньшей мере первую секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися радиальными выступами/углублениями, содержащую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру; и (В) участок, составляющий по меньшей мере 30% протяженности радиальной уплотнительной поверхности в направлении по периметру, не содержащий конфигурации с чередующимися выступами/углублениями и не имеющий в себе углублений.
2. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку; и (b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиально направленный уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая радиальная уплотнительная поверхность содержит: (А) первую секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися выступами/углублениями, содержащую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру радиальной уплотнительной поверхности; и (В) вторую секцию уплотнительной поверхности, приспособленную для полного радиального контакта с обеспечением уплотнения со связанной частью окружающей структуры; связанная часть окружающей структуры не имеет в себе выступов или углублений на непрерывной длине в направлении по периметру, составляющей по меньшей мере 100 мм.
3. Картридж воздушного фильтра согласно характерному варианту 2, при этом: (а) паковка набивки содержит фильтрующую набивку, определяющую первый и второй противолежащие концы для потока.
4. Картридж воздушного фильтра согласно характерному варианту 3, при этом: (а) секция в виде первой радиальной уплотнительной поверхности содержит первую и вторую противолежащие боковые секции уплотнительной поверхности, проходящие между первой и второй противолежащими дугообразными секциями уплотнительной поверхности.
5. Картридж воздушного фильтра, содержащий: (а) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока; (i) первый из противолежащих концов для потока представляет собой впускной конец для потока; (ii) второй из противолежащих концов для потока представляет собой выпускной конец для потока; и (iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и (b) компоновку уплотнения с корпусом, расположенную на паковке набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиально направленный уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; (А) первая радиальная уплотнительная поверхность имеет секцию в виде первой неволнистой дугообразной уплотнительной поверхности, проходящую по дугообразной протяженности; и (В) первая дугообразная волнистая секция уплотнительной поверхности содержит конфигурацию с чередующимися радиальными выступами/углублениями и проходит по внутренней дуге, составляющей не более 80% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности; (С) первая дугообразная волнистая секция уплотнительной поверхности имеет радиус кривизны, обозначенный как R1; и (D) первая дугообразная волнистая секция уплотнительной поверхности содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере три секции с углублением и несколько секций с выступом; (1) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением первой волнистой секции уплотнительной поверхности имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 1,5.
6. Картридж воздушного фильтра согласно характерному варианту 5, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 60°.
7. Картридж воздушного фильтра согласно характерному варианту 6, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность проходит по непрерывной дугообразной протяженности, составляющей по меньшей мере 60°.
8. Картридж воздушного фильтра согласно характерному варианту 6, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность содержит в себе несколько разнесенных дугообразных секций, которые суммарно имеют дугообразную протяженность, составляющую по меньшей мере 60°.
9. Картридж воздушного фильтра согласно характерному варианту 5, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 20°.
10. Картридж воздушного фильтра согласно характерному варианту 5, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 30°.
11. Картридж воздушного фильтра согласно характерному варианту 5, при этом: (а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 40°.
12. Картридж воздушного фильтра согласно любому из характерных вариантов 10 и 11, при этом: (а) первая дугообразная секция уплотнительной поверхности, относящаяся к радиальной уплотнительной поверхности, приспособлена для прохождения по внутренней дуге, составляющей по меньшей мере 130°.
13. Картридж воздушного фильтра согласно любому из характерных вариантов 10-12, при этом: (а) первая дугообразная секция уплотнительной поверхности, относящаяся к радиальной уплотнительной поверхности, приспособлена для прохождения по полукруглой внутренней дуге.
14. Картридж воздушного фильтра согласно любому из характерных вариантов 2-13, при этом: (а) компоновка уплотнения с корпусом содержит первую направленную радиально наружу радиальную уплотнительную поверхность.
15. Картридж воздушного фильтра согласно любому из характерных вариантов 2-13, при этом: (а) компоновка уплотнения с корпусом содержит первую направленную радиально внутрь радиальную уплотнительную поверхность.
16. Картридж воздушного фильтра согласно любому из характерных вариантов 1-15, при этом: (а) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности и вторую секцию уплотнительной поверхности на протяженности в направлении по периметру, каждая из которых содержит радиально направленную часть, содержащую конфигурацию с чередующимися выступами/углублениями.
17. Картридж воздушного фильтра согласно характерному варианту 16, при этом: (а) вторая секция уплотнительной поверхности содержит по меньшей мере три выступа с углублениями между ними на протяженности в направлении по периметру.
18. Картридж воздушного фильтра согласно любому из характерных вариантов 1-17, при этом: (а) участок, составляющий по меньшей мере 40% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
19. Картридж воздушного фильтра согласно любому из характерных вариантов 1-18, при этом: (а) участок, составляющий по меньшей мере 50% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
20. Картридж воздушного фильтра согласно любому из характерных вариантов 1-19, при этом: (а) участок, составляющий по меньшей мере 50% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, представляет собой непрерывную протяженность, не содержащую конфигурации с чередующимися выступами/углублениями и не имеющую в себе углублений.
21. Картридж воздушного фильтра согласно любому из характерных вариантов 1-20, при этом: (а) первая радиальная уплотнительная поверхность содержит по меньшей мере две разнесенные секции, которые суммарно составляют по меньшей мере 30% протяженности первой уплотнительной поверхности в направлении по периметру и которые не содержат конфигурации с чередующимися выступами/углублениями и не имеют в себе углублений.
22. Картридж воздушного фильтра согласно любому из характерных вариантов 1-21, при этом: (а) первая радиальная уплотнительная поверхность содержит несколько разнесенных секций в направлении по периметру, включающих по меньшей мере две секции, каждая из которых содержит по меньшей мере 15% протяженности в направлении по периметру радиальной уплотнительной поверхности и каждая из которых не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
23. Картридж воздушного фильтра согласно любому из характерных вариантов 1-22, при этом: (а) набивка имеет овальный наружный периметр, смежный с ее концом.
24. Картридж воздушного фильтра согласно любому из характерных вариантов 1-23, при этом: (а) набивка имеет наружный периметр в форме ипподрома, содержащий две противолежащие прямолинейные боковые секции и две противолежащие полукруглые концевые секции, смежные с ее концом.
25. Картридж воздушного фильтра согласно любому из характерных вариантов 1 24, при этом: (а) первая радиальная уплотнительная поверхность имеет форму в направлении по периметру, имеющую: две противолежащие прямолинейные секции уплотнительной поверхности и две противолежащие дугообразные секции уплотнительной поверхности; (i) прямолинейные секции уплотнительной поверхности проходят между дугообразными секциями уплотнительной поверхности.
26. Картридж воздушного фильтра согласно характерному варианту 25, при этом: (а) каждая из двух противолежащих дугообразных секций уплотнения имеет конфигурацию с чередующимися выступами/углублениями, имеющую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру.
27. Картридж воздушного фильтра согласно характерному варианту 16, при этом: (а) каждая из двух противолежащих дугообразных секций уплотнения содержит первый и второй концевые выступы и первое и второе концевые углубления; (i) каждый концевой выступ расположен на расстоянии от смежной из двух противолежащих прямолинейных секций за счет по меньшей мере смежного из концевых углублений.
28. Картридж воздушного фильтра согласно характерному варианту 27, при этом: (а) каждая из двух противолежащих дугообразных секций уплотнения содержит связанное промежуточное углубление, смежное с каждым концевым выступом на его стороне, противолежащей смежному из концевых углублений; (i) каждое связанное промежуточное углубление имеет большую глубину протяженности в направлении от наиболее наружной части выступа, чем каждое следующее смежное концевое углубление.
29. Картридж воздушного фильтра согласно характерному варианту 28, при этом: (а) каждый концевой выступ имеет первую амплитуду вершин углубления/выступа относительно смежного промежуточного углубления, которая по меньшей мере на 3 мм больше, чем вторая амплитуда вершин углубления/выступа относительно смежного из концевых углублений.
30. Картридж воздушного фильтра согласно любому из характерных вариантов 1-30, при этом: (а) первая радиальная уплотнительная поверхность содержит: (i) часть, определяющую гипотетический периметр контакта уплотнитель ной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и (ii) по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с компоновкой выступа для создания препятствия при установке, которая проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
31. Картридж воздушного фильтра согласно характерному варианту 30, при этом: (а) компоновка выступа для создания препятствия при установке содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 1 мм.
32. Картридж воздушного фильтра согласно любому из характерных вариантов 30 и 31, при этом: (а) компоновка выступа для создания препятствия при установке содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 2 мм.
33. Картридж воздушного фильтра согласно любому из характерных вариантов 30-32, при этом: (а) компоновка выступа для создания препятствия при установке содержит несколько выступов, которые проходят в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
34. Картридж воздушного фильтра согласно любому из характерных вариантов 1-33, при этом: (а) первая радиальная уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и (b) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с по меньшей мере первой частью уплотнительной поверхности, которая проходит в направлении поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
35. Картридж воздушного фильтра согласно характерному варианту 34, при этом: (а) первая радиальная уплотнительная поверхность содержит часть, которая проходит по меньшей мере на 1 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
36. Картридж воздушного фильтра согласно любому из характерных вариантов 34 и 35, при этом: (а) граница первой радиальной уплотнительной поверхности содержит часть, которая проходит по меньшей мере на 2 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
37. Картридж воздушного фильтра согласно любому из характерных вариантов 3436, при этом: (а) граница первой радиальной уплотнительной поверхности содержит по меньшей мере один выступ, который проходит по меньшей мере на 3 мм в выбранном направлении от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
38. Картридж воздушного фильтра согласно любому из характерных вариантов 34-37, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является овальным.
39. Картридж воздушного фильтра согласно любому из характерных вариантов 34-38, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы имеет форму ипподрома.
40. Картридж воздушного фильтра, содержащий: (а) паковку фильтрующей набивки; и (b) компоновку уплотнения с корпусом; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; (iv) первая уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнитель ной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и (v) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с компоновкой выступа для создания препятствия при установке, которая проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
41. Картридж воздушного фильтра согласно характерному варианту 40, при этом: (а) компоновка выступа для создания препятствия содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 1 мм.
42. Картридж воздушного фильтра согласно любому из характерных вариантов 40 и 41, при этом: (а) компоновка выступа для создания препятствия содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 2 мм.
43. Картридж воздушного фильтра согласно любому из характерных вариантов 40^12, при этом: (а) компоновка выступа для создания препятствия содержит несколько выступов, которые проходят в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
44. Картридж воздушного фильтра, содержащий: (а) паковку фильтрующей набивки; и (b) компоновку уплотнения с корпусом; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; (iv) первая радиальная уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и (v) первая уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с по меньшей мере первой частью уплотнительной поверхности, которая проходит в направлении поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
45. Картридж воздушного фильтра согласно характерному варианту 44, при этом: (а) граница первой поверхности содержит по меньшей мере первую часть уплотнительной поверхности, которая проходит по меньшей мере на 1 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
46. Картридж воздушного фильтра согласно любому из характерных вариантов 44 и 45, при этом: (а) граница первой поверхности содержит по меньшей мере первую часть уплотнительной поверхности, которая проходит по меньшей мере на 2 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
47. Картридж воздушного фильтра согласно любому из характерных вариантов 6, при этом: (а) граница поверхности содержит по меньшей мере один выступ, который проходит по меньшей мере на 3 мм в выбранном направлении от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
48. Картридж воздушного фильтра согласно любому из характерных вариантов 43-47, при этом: (а) гипотетический периметр контакта уплотнитель ной поверхности стандартной формы является коллинеарным с по меньшей мере 20% фактического периметра уплотнения.
49. Картридж воздушного фильтра согласно любому из характерных вариантов 43-48, при этом: (а) гипотетический периметр контакта уплотнитель ной поверхности стандартной формы является коллинеарным с по меньшей мере 30% фактического периметра уплотнения.
50. Картридж воздушного фильтра согласно любому из характерных вариантов 43-49, при этом: (а) гипотетический периметр контакта уплотнитель ной поверхности стандартной формы является коллинеарным с по меньшей мере 40% фактического периметра уплотнения.
51. Картридж воздушного фильтра согласно любому из характерных вариантов 51-50, при этом: (а) часть гипотетического периметра контакта уплотнитель ной поверхности стандартной формы, которая является коллинеарной с фактическим периметром уплотнения, содержит единую непрерывную часть гипотетического периметра контакта уплотнительной поверхности стандартной формы.
52. Картридж воздушного фильтра согласно характерному варианту 51, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является овальным.
53. Картридж воздушного фильтра согласно характерному варианту 52, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы имеет форму ипподрома.
54. Картридж воздушного фильтра согласно любому из характерных вариантов 51-53, при этом: (а) часть гипотетического периметра контакта уплотнительной поверхности стандартной формы, которая является коллинеарной с фактическим периметром уплотнения, содержит разнесенные секции гипотетического периметра контакта уплотнительной поверхности стандартной формы.
55. Картридж воздушного фильтра согласно любому из характерных вариантов 40-52, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы выбран из: многоугольного и круглого.
56. Картридж воздушного фильтра согласно характерному варианту 55, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является прямоугольным.
57. Картридж воздушного фильтра согласно характерному варианту 55, при этом: (а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является круглым.
58. Картридж воздушного фильтра, содержащий: (а) паковку фильтрующей набивки; и (b) компоновку уплотнения с корпусом; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая уплотнительная поверхность содержит первую секцию уплотнительной поверхности с выступами/углублениями, имеющую по меньшей мере одну амплитуду выступа/углубления на по меньшей мере одной своей стороне, составляющую по меньшей мере 5 мм; и (v) первая уплотнительная поверхность содержит границу уплотнительной поверхности без выступов/углублений, составляющую по меньшей мере 30% расстояния в направлении по периметру на протяженности вокруг прохода для потока.
59. Картридж воздушного фильтра согласно характерному варианту 58, при этом: (а) первая уплотнительная поверхность содержит часть границы поверхности без выступов/углублений, которая проходит непрерывно вдоль по меньшей мере 30% расстояния в направлении по периметру на протяженности вокруг прохода для потока.
60. Картридж воздушного фильтра согласно любому из характерных вариантов 1 59, при этом: (а) компоновка уплотнения с корпусом содержит вторую часть радиальной уплотнительной поверхности, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (i) вторая часть радиальной уплотнитель ной поверхности находится в выравнивании в осевом направлении с первой радиально направленной частью; и (ii) вторая часть радиальной уплотнительной поверхности приспособлена для контакта с уплотнитель ной поверхностью без выступов/углублений, относящейся к корпусу, с обеспечением уплотнения.
61. Картридж воздушного фильтра согласно характерному варианту 60, при этом: (а) вторая часть уплотнительной поверхности представляет собой часть уплотнительной поверхности без выступов/углублений.
62. Картридж воздушного фильтра, содержащий: (а) паковку фильтрующей набивки; и (b) компоновку уплотнения с корпусом; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая радиальная уплотнительная поверхность содержит первую радиально направленную часть, содержащую конфигурацию с радиальными выступами/углублениями; и (v) компоновка уплотнения с корпусом содержит второй радиальный уплотнительный элемент, имеющий вторую часть радиальной уплотнительной поверхности, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (А) вторая часть радиальной уплотнительной поверхности находится в выравнивании в осевом направлении с первой частью радиальной уплотнительной поверхности; и (В) вторая часть уплотнительной поверхности приспособлена для контакта с уплотнительной поверхностью без выступов/углублений, относящейся к корпусу, с обеспечением уплотнения.
63. Картридж воздушного фильтра согласно любому из характерных вариантов 1 62, при этом: (а) паковка набивки имеет овальную форму поперечного сечения на протяженности между первым и вторым противолежащими впускным и выпускным концами для потока; (i) овальная форма поперечного сечения определяет первый и второй криволинейные концы со сторонами, проходящими между ними; (b) компоновка уплотнения с корпусом расположена на выпускном конце для потока; и (с) компоновка рукоятки расположена на заготовке, смежной с впускным концом для потока, причем элемент в виде рукоятки перекрывает один из первого и второго криволинейных концов.
64. Картридж воздушного фильтра согласно характерному варианту 63, при этом: (а) элемент радиальной уплотнительной поверхности определяет первую секцию с контуром с выступами/углублениями, находящуюся в выравнивании в осевом направлении с первым криволинейным концом паковки набивки; и (b) компоновка рукоятки расположена так, чтобы перекрывать в осевом направлении второй криволинейный конец паковки набивки.
65. Картридж воздушного фильтра, содержащий: (а) паковку фильтрующей набивки, имеющую первый и второй противолежащие концы; и (b) компоновку уплотнения с корпусом, расположенную смежно с первым концом паковки набивки; (i) компоновка уплотнения с корпусом определяет проход для воздушного потока; (ii) компоновка уплотнения с корпусом содержит первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и (iv) первая радиальная уплотнительная поверхность содержит первую радиально направленную уплотнительную часть, имеющую первый наибольший размер поперечного сечения; и (v) компоновка уплотнения с корпусом содержит вторую часть радиальной уплотнительной поверхности, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании; (А) вторая часть радиальной уплотнительной поверхности находится в выравнивании в осевом направлении с первой радиально направленной уплотнительной частью и расположена на расстоянии от первой радиальной уплотнительной части в направлении второго конца паковки набивки; и (В) вторая часть уплотнительной поверхности имеет второй наибольший размер поперечного сечения, который меньше, чем первый наибольший размер поперечного сечения.
66. Картридж воздушного фильтра согласно характерному варианту 65, при этом: (а) каждая первая часть радиальной уплотнительной поверхности второй части радиальной уплотнительной поверхности представляет собой направленную наружу секцию радиального уплотнения.
67. Картридж воздушного фильтра согласно любому из характерных вариантов 65 и 66, при этом: (а) второй наибольший размер поперечного сечения по меньшей мере на 2 мм меньше, чем первый наибольший размер поперечного сечения.
68. Картридж воздушного фильтра согласно любому из характерных вариантов 65-67, при этом: (а) второй наибольший размер поперечного сечения по меньшей мере на 4 мм меньше, чем первый наибольший размер поперечного сечения.
69. Картридж воздушного фильтра согласно любому из характерных вариантов 1 68, при этом: (а) паковка набивки содержит рифленую набивку, скрепленную с облицовочной набивкой.
70. Картридж воздушного фильтра согласно характерному варианту 69, при этом: (а) паковка набивки содержит свернутую в спираль компоновку набивки.
71. Картридж воздушного фильтра согласно любому из характерных вариантов 1-70, при этом: (а) паковка набивки содержит складчатую набивку на протяженности вокруг открытой внутренней части фильтра.
72. Картридж воздушного фильтра согласно любому из характерных вариантов 2, 40-62 и 65-69, при этом: (а) фильтрующая набивка проходит между первым и вторым противолежащими концевыми фрагментами; (i) первый концевой фрагмент представляет собой открытый концевой фрагмент и имеет на себе компоновку уплотнения с корпусом; (ii) второй концевой фрагмент является закрытым; и (iii) набивка проходит вокруг открытой внутренней части фильтра.
73. Картридж воздушного фильтра согласно характерному варианту 72, при этом: (а) набивка является складчатой.
74. Картридж воздушного фильтра согласно любому из характерных вариантов 72 и 73, при этом: (а) набивка определяет цилиндрический наружный периметр.
75. Картридж воздушного фильтра согласно любому из характерных вариантов 72 и 73, при этом: (а) набивка определяет конический наружный периметр.
76. Картридж воздушного фильтра согласно любому из характерных вариантов 72 и 73, при этом: (а) набивка определяет больший наружный размер поперечного сечения смежно с первым концевым фрагментом, чем смежно со вторым концевым фрагментом.
77. Картридж воздушного фильтра согласно любому из характерных вариантов 72 и 73, при этом: (а) набивка определяет меньший наружный размер поперечного сечения смежно с первым концевым фрагментом, чем смежно со вторым концевым фрагментом.
78. Картридж воздушного фильтра согласно любому из характерных вариантов 1-77, при этом: (а) картридж содержит в себе опору уплотнения, встроенную в уплотнительный материал компоновки уплотнения с корпусом.
79. Картридж воздушного фильтра согласно характерному варианту 78, при этом: (а) опора уплотнения содержит по меньшей мере одно широкое углубление с каждой стороны от вершины узкого выступа.
80. Картридж воздушного фильтра согласно характерному варианту 79, при этом: (а) вершина узкого выступа имеет наибольший поперечный размер, обозначенный как Dx; и (b) широкое углубление имеет наибольший поперечный размер, обозначенный как Dy; (i) Dy по меньшей мере вдвое больше Х2.
81. Картридж воздушного фильтра согласно характерному варианту 80, при этом: (а) вершина узкого выступа имеет наибольший поперечный размер, обозначенный как Dx; и (b) широкое углубление имеет наибольший поперечный размер, обозначенный как Dy; (i) Dy по меньшей мере вчетверо больше Dx.
82. Картридж воздушного фильтра согласно характерному варианту 9, при этом: (а) вершина узкого выступа имеет наибольший поперечный размер, обозначенный как Dx; и (b) широкое углубление имеет наибольший поперечный размер, обозначенный как Dy; (i) Dy по меньшей мере впятеро больше Dx.
83. Картридж воздушного фильтра согласно любому из характерных вариантов 1-15, при этом: (а) по меньшей мере один выступ в первой радиальной уплотнительной поверхности представляет собой сегментированный выступ.
84. Картридж воздушного фильтра согласно любому из характерных вариантов 1-82, при этом: (а) по меньшей мере одно углубление в первой радиальной уплотнительной поверхности представляет собой сегментированное углубление.
85. Картридж воздушного фильтра согласно любому из характерных вариантов 1-84, при этом: (а) по меньшей мере один выступ в первой радиальной уплотнительной поверхности представляет собой усеченный выступ.
86. Картридж воздушного фильтра согласно любому из характерных вариантов 1-85, при этом: (а) по меньшей мере один выступ в первой радиальной уплотнительной поверхности содержит по меньшей мере одну боковую часть с вырезом.
87. Картридж воздушного фильтра согласно любому из характерных вариантов 1-86, при этом: (а) по меньшей мере один выступ в первой радиальной уплотнительной поверхности содержит по меньшей мере две противолежащие боковые части с вырезом.
88. Картридж воздушного фильтра согласно любому из характерных вариантов 1-87, при этом: (а) по меньшей мере одно углубление в первой радиальной уплотнительной поверхности содержит часть, выгнутую в направлении выступа.
89. Картридж воздушного фильтра согласно любому из характерных вариантов 1-88, при этом: (а) по меньшей мере один выступ в первой радиальной уплотнительной поверхности содержит часть, выгнутую в направлении углубления.
90. Картридж воздушного фильтра согласно любому из характерных вариантов 1-89, при этом: (а) первая радиальная уплотнительная поверхность содержит участок, составляющий по меньшей мере 30% протяженности в направлении по периметру: не содержащий конфигурации с чередующимися выступами/углублениями, не имеющий в себе углубления; и имеющий форму в направлении по периметру, соответствующую границе круговой дуги.
91. Картридж воздушного фильтра согласно любому из характерных вариантов 1-89, при этом: (а) компоновка уплотнения с корпусом содержит первую часть уплотнительной поверхности, имеющую секцию волнистой формы, содержащую конфигурацию с чередующимися выступами/углублениями, с: (i) первой длиной L1 по контуру в направлении по периметру; и (ii) соответствующей первой длиной L2 не по контуру в направлении по периметру; (А) при этом отношение L1/L2 составляет по меньшей мере 1,01.
92. Картридж воздушного фильтра согласно характерному варианту 91, при этом: (а) L1/L2 составляет по меньшей мере 1,03.
93. Картридж воздушного фильтра согласно любому из характерных вариантов 91 и 92, при этом: (а) L1/L2 составляет по меньшей мере 1,1.
94. Картридж воздушного фильтра согласно любому из характерных вариантов 1 93, при этом: (а) L1/L2 составляет не более 2,5.
95. Картридж воздушного фильтра согласно характерному варианту 94, при этом: (а) L1/L2 составляет не более 2,0.
96. Картридж воздушного фильтра согласно характерному варианту 95, при этом: (а) L1/L2 составляет не более 1,6.
97. Картридж воздушного фильтра согласно любому из характерных вариантов 91-96, при этом: (а) первая уплотнительная поверхность содержит несколько разнесенных волнистых секций; и (b) каждая волнистая секция в уплотнительной поверхности независимо имеет: (i) первую длину L1 по контуру в направлении по периметру; (ii) соответствующую первую длину L2 не по контуру в направлении по периметру; (А) при этом отношение L1/L2 составляет по меньшей мере 1,01.
98. Картридж воздушного фильтра согласно характерному варианту 97, при этом: (а) L1/L2 составляет по меньшей мере 1,03.
99. Картридж воздушного фильтра согласно любому из характерных вариантов 97 и 98, при этом: (а) L1/L2 составляет по меньшей мере 1,1.
100. Картридж воздушного фильтра согласно любому из характерных вариантов 97-99, при этом: (a) L1/L2 составляет не более 2,5.
101. Картридж воздушного фильтра согласно характерному варианту 100, при этом: (а) L1/L2 составляет не более 2,0.
102. Картридж воздушного фильтра согласно характерному варианту 101, при этом: (а) L1/L2 составляет не более 1,6.
103. Картридж воздушного фильтра согласно любому из характерных вариантов 1 102, при этом: (а) первая уплотнительная поверхность содержит по меньшей мере одну часть в направлении по периметру, имеющую границу с выступами/углублениями, которая не соответствует форме периметра следующей смежной набивки.
104. Воздухоочистительный узел, содержащий: (а) корпус, содержащий основную часть и крышку для доступа; (i) корпус содержит структурную уплотнительную поверхность, содержащую волнистую секцию для обеспечения там уплотнения относительно уплотнения картриджа; (b) картридж воздушного фильтра в соответствии с по меньшей мере одним из характерных вариантов 1 103, расположенный внутри корпуса и уплотненный с возможностью извлечения со структурной уплотнительной поверхностью корпуса.
105. Воздухоочистительный узел согласно характерному варианту 104, при этом: (а) корпус содержит впускной конец и выпускной конец; и (b) корпус приспособлен для боковой загрузки картриджа воздушного фильтра в месте между впускным и выпускным концами корпуса, см., например, фиг. 47.
106. Воздухоочистительный узел согласно характерному варианту 105, при этом: (а) картридж также соответствует по меньшей мере одному из характерных вариантов 63 и 64.
107. Воздухоочистительный узел согласно характерному варианту 106, при этом: (а) картридж соответствует характерному варианту 64.
108. Воздухоочистительный узел согласно любому из характерных вариантов 104-107, при этом: (а) корпус содержит структурную уплотнительную поверхность, имеющую по меньшей мере одну неволнистую секцию, составляющую по меньшей мере 100 мм, не имеющую в себе ни выступа, ни углубления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЕ ЭЛЕМЕНТЫ, ВОЗДУХООЧИСТИТЕЛЬНЫЕ УЗЛЫ И СПОСОБЫ ПРИМЕНЕНИЯ И СБОРКИ | 2017 |
|
RU2741961C2 |
| ФИЛЬТРУЮЩИЕ ЭЛЕМЕНТЫ, ВОЗДУХООЧИСТИТЕЛЬНЫЕ УЗЛЫ И СПОСОБЫ ПРИМЕНЕНИЯ И СБОРКИ | 2017 |
|
RU2817594C1 |
| КАРТРИДЖ ФИЛЬТРА ДЛЯ ВОЗДУХА И ВОЗДУХООЧИСТИТЕЛЬНЫЙ УЗЕЛ | 2016 |
|
RU2709693C2 |
| КАРТРИДЖИ ФИЛЬТРОВ И ВОЗДУХООЧИСТИТЕЛЬНЫЕ УЗЛЫ | 2016 |
|
RU2736466C2 |
| ФИЛЬТРУЮЩИЕ КАРТРИДЖИ, ВОЗДУХООЧИСТИТЕЛИ В СБОРЕ, КОРПУСА, КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ, КОМПОНЕНТЫ И СПОСОБЫ | 2014 |
|
RU2672734C2 |
| ВАРИАНТЫ КОНСТРУКЦИИ И КОНФИГУРАЦИИ ФИЛЬТРУЮЩИХ КАРТРИДЖЕЙ, СПОСОБЫ СБОРКИ И ИСПОЛЬЗОВАНИЕ | 2014 |
|
RU2668911C2 |
| ВАРИАНТЫ КОНСТРУКЦИИ И КОНФИГУРАЦИИ ФИЛЬТРУЮЩИХ КАРТРИДЖЕЙ, ПРЕДПОЧТИТЕЛЬНЫЕ ПРИЗНАКИ, СПОСОБЫ СБОРКИ И ИСПОЛЬЗОВАНИЕ | 2014 |
|
RU2764983C2 |
| ФИЛЬТРУЮЩИЙ ПАТРОН (ВАРИАНТЫ) И УЗЕЛ ВОЗДУШНОГО ФИЛЬТРА (ВАРИАНТЫ) | 2008 |
|
RU2528844C2 |
| ФИЛЬТРУЮЩИЕ ЭЛЕМЕНТЫ, ВОЗДУХООЧИСТИТЕЛИ В СБОРЕ И СПОСОБЫ ПРИМЕНЕНИЯ И СБОРКИ | 2017 |
|
RU2747357C2 |
| УЗЛЫ ВОЗДУШНОГО ФИЛЬТРА БОКОВОЙ ЗАГРУЗКИ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2018 |
|
RU2795916C2 |
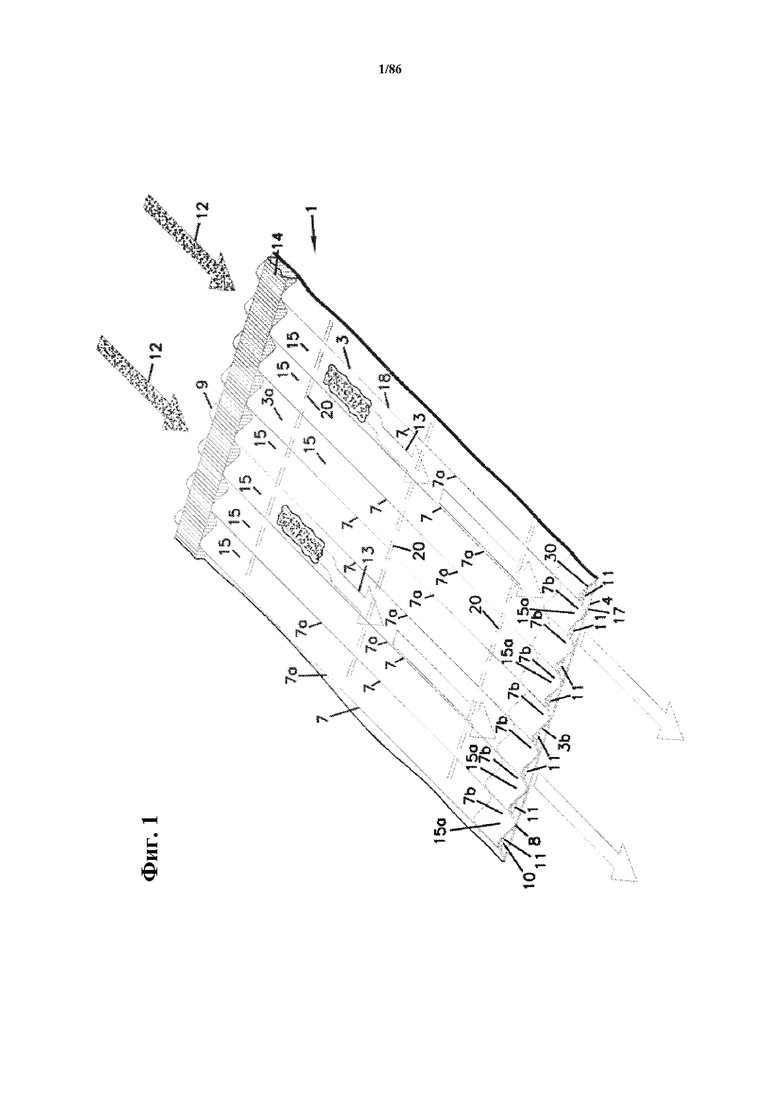
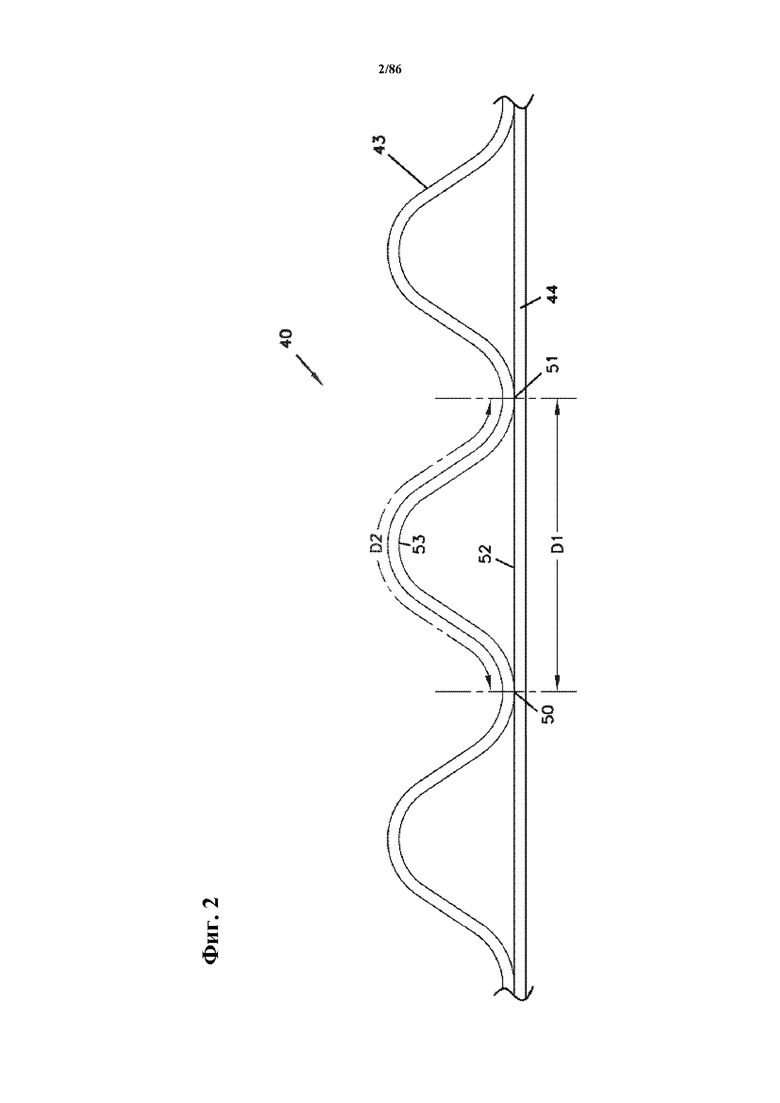
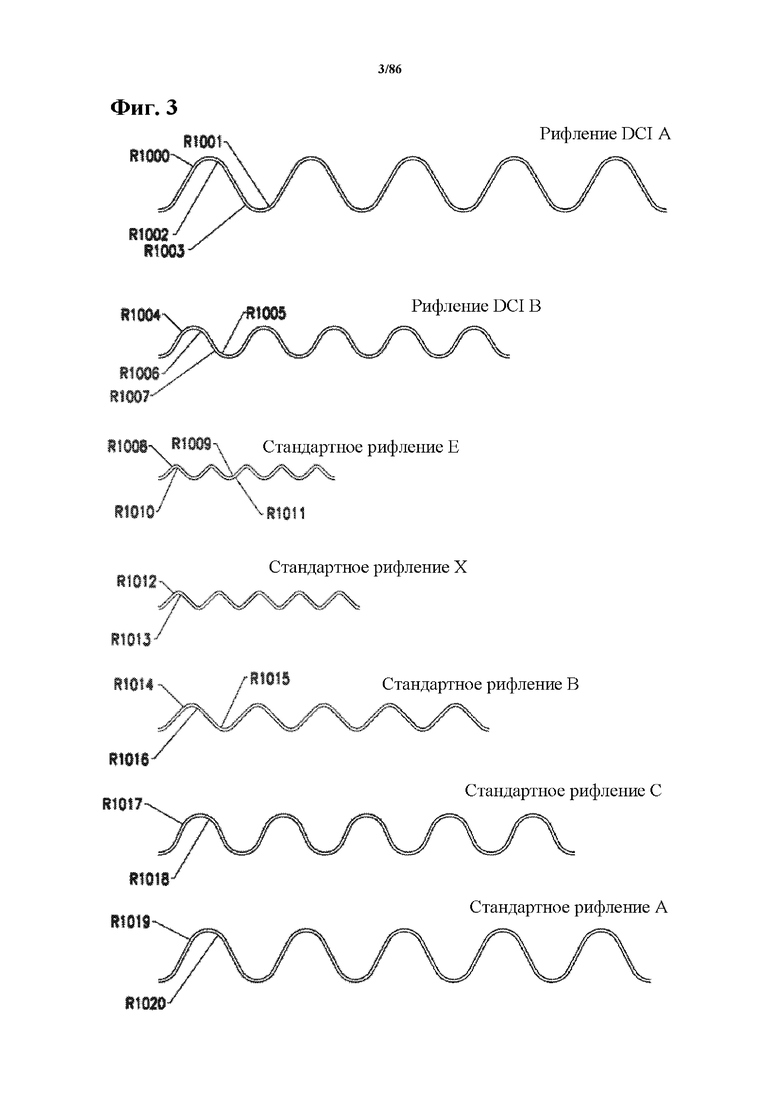
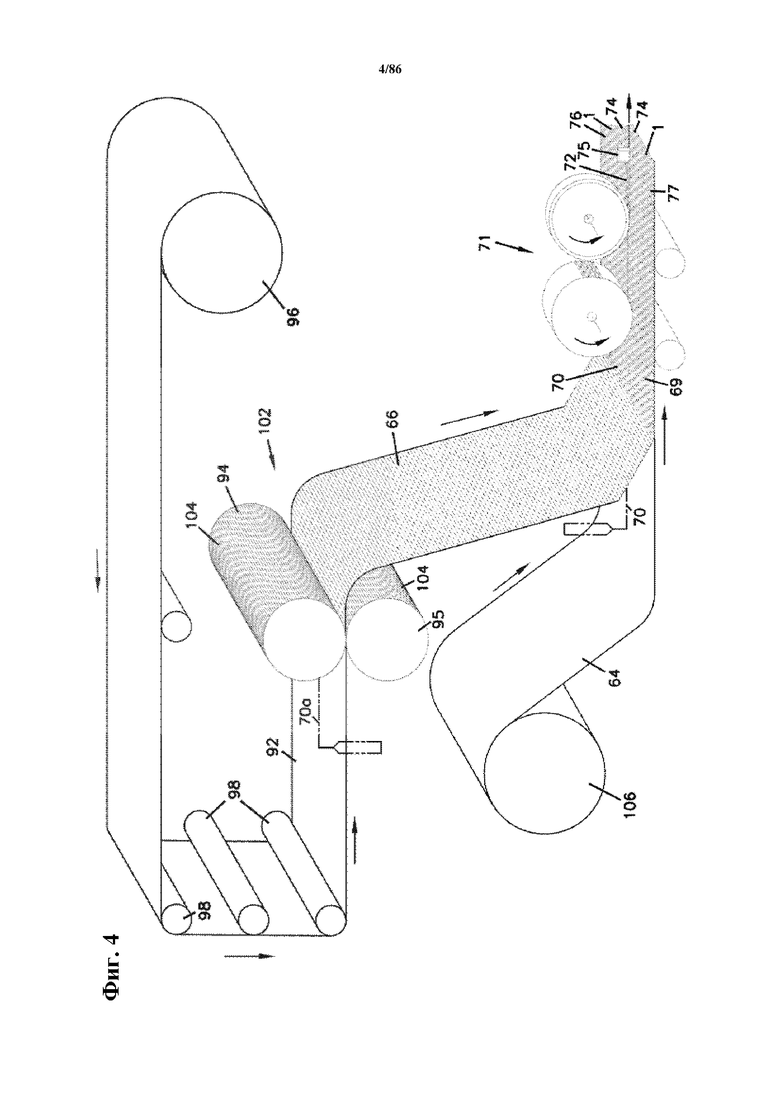
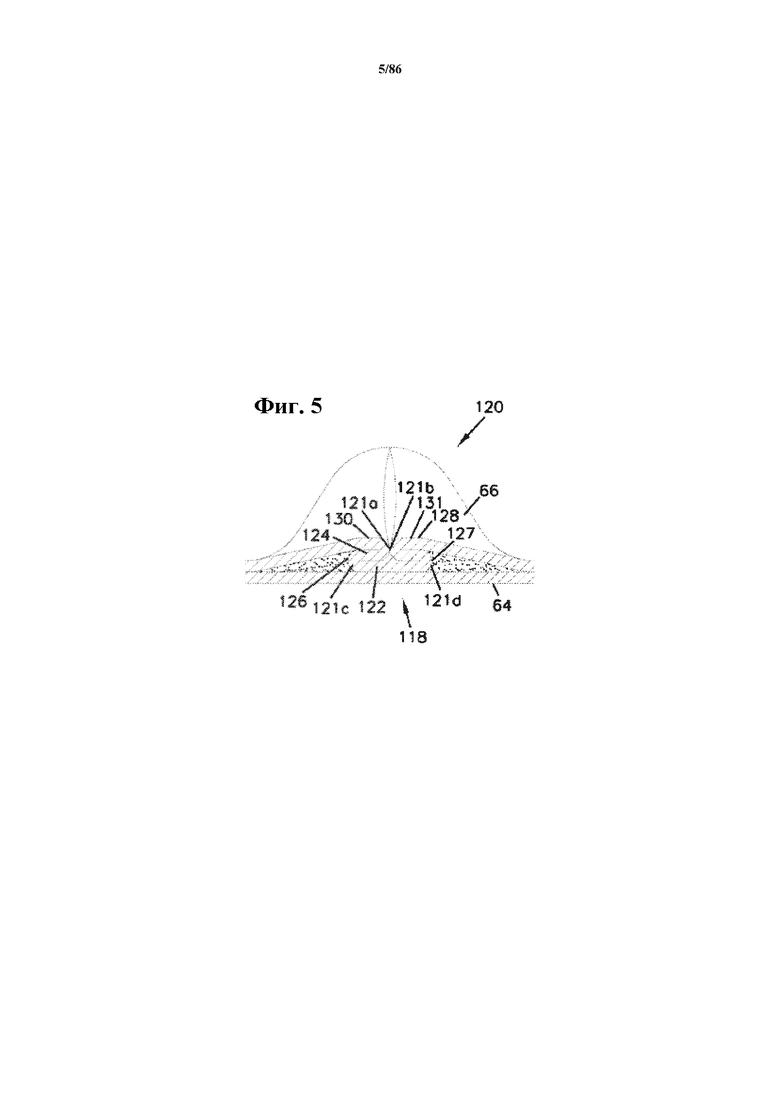
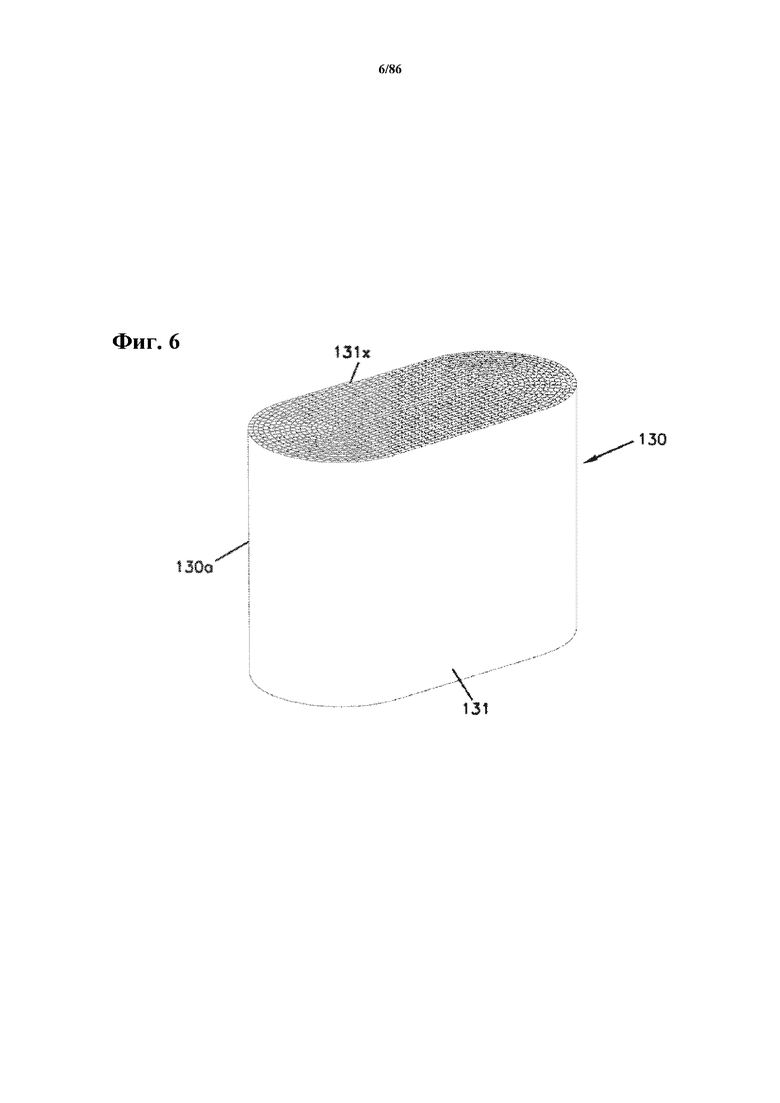
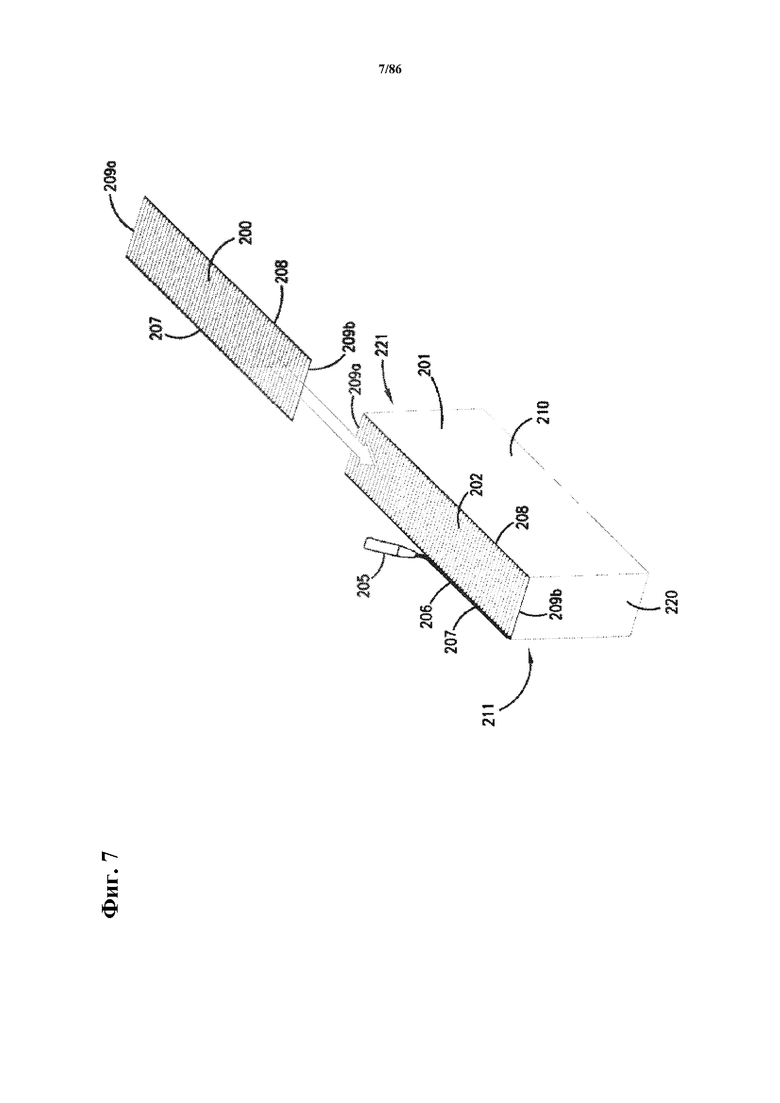
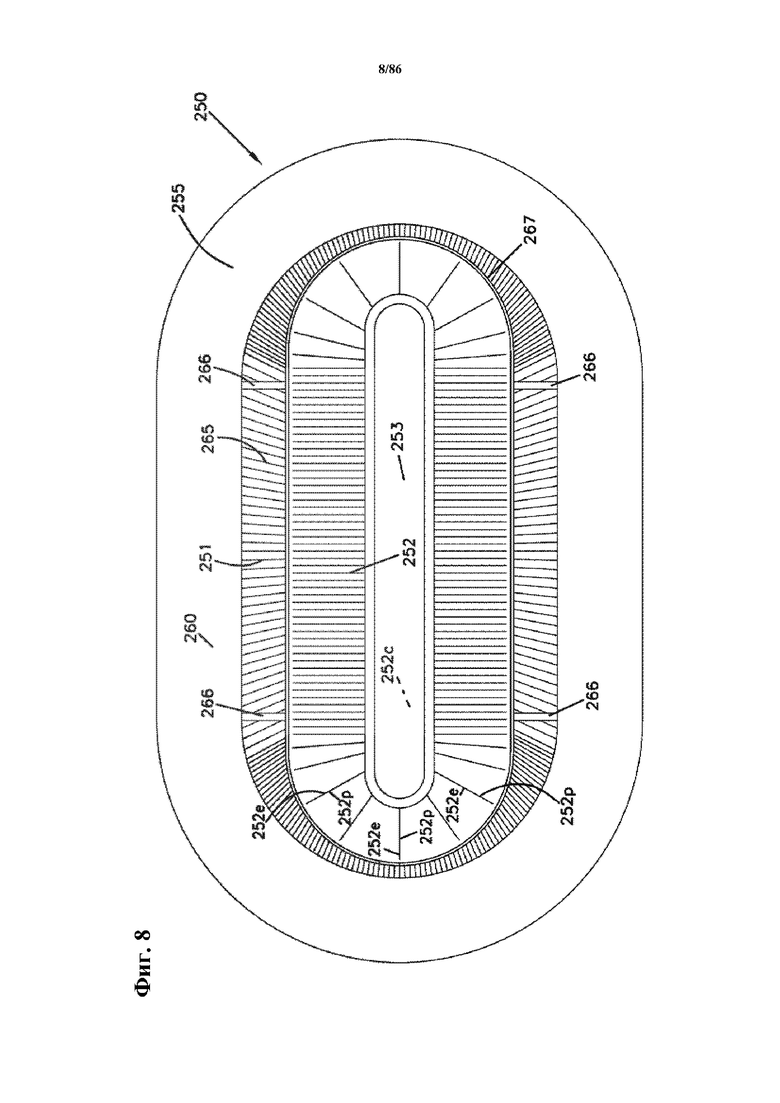
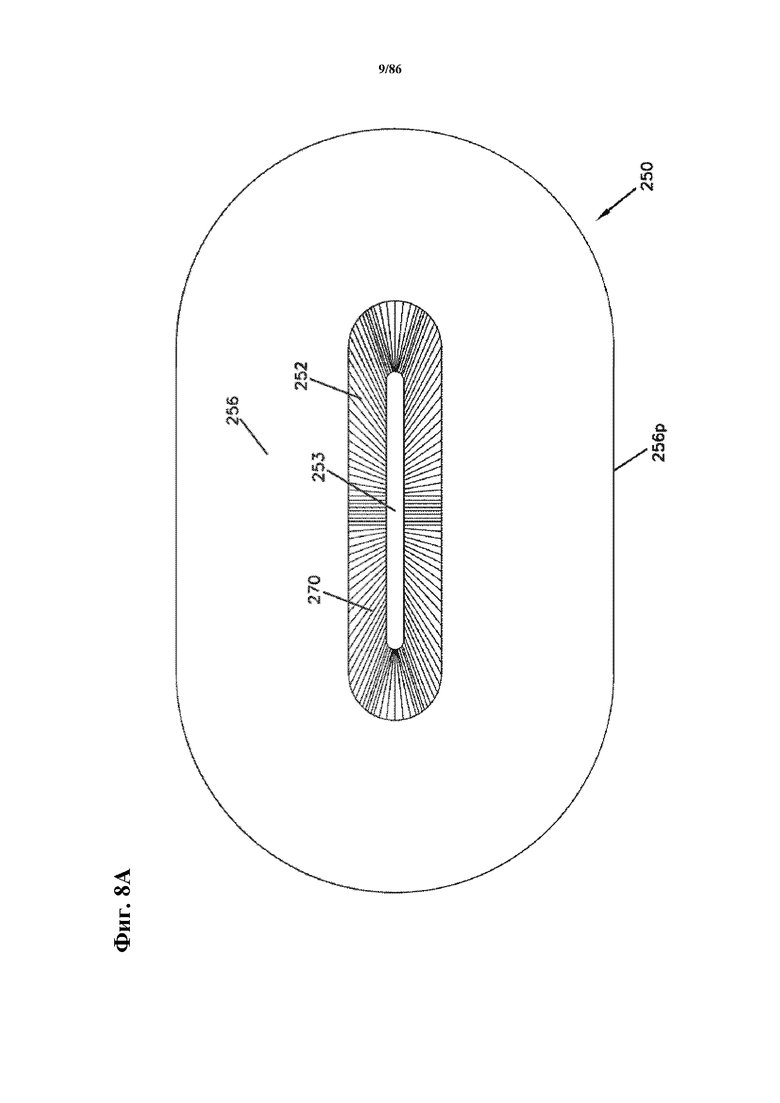
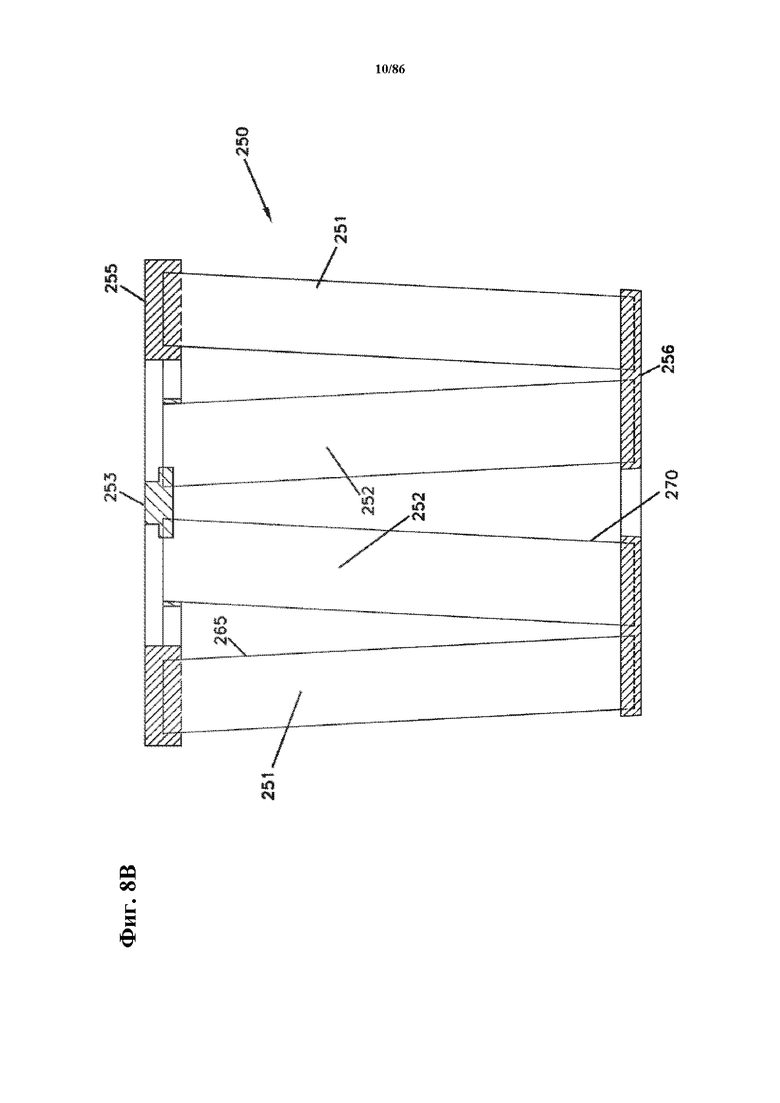
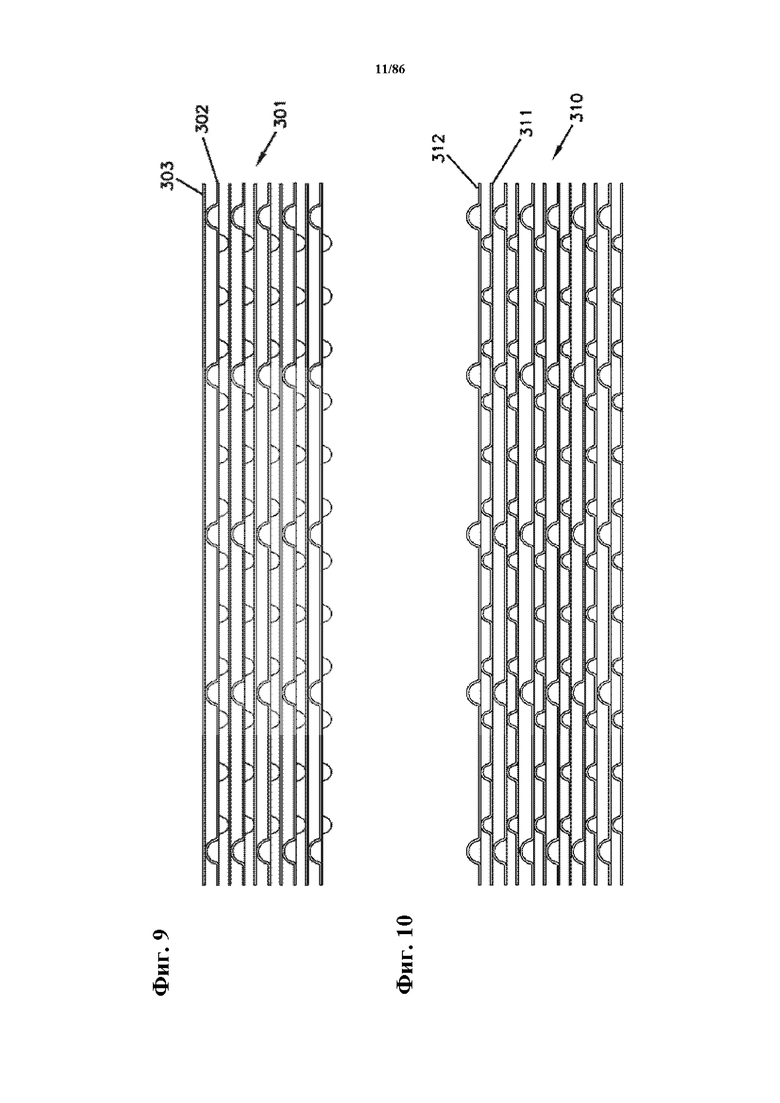
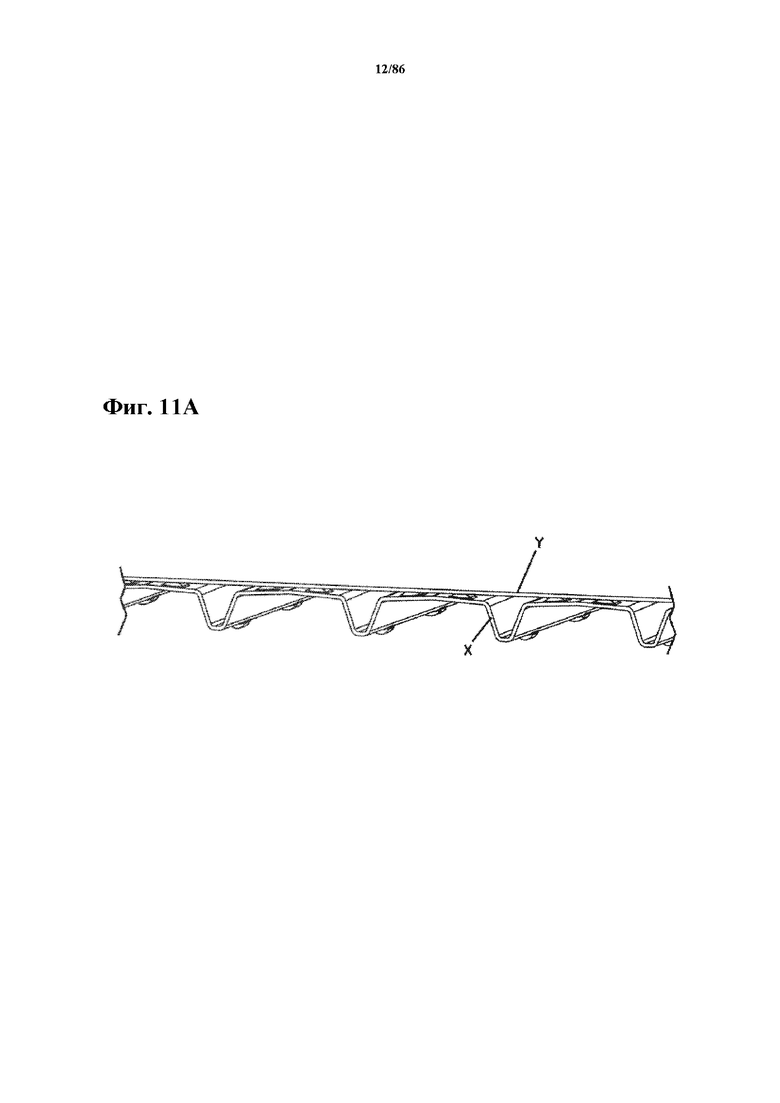
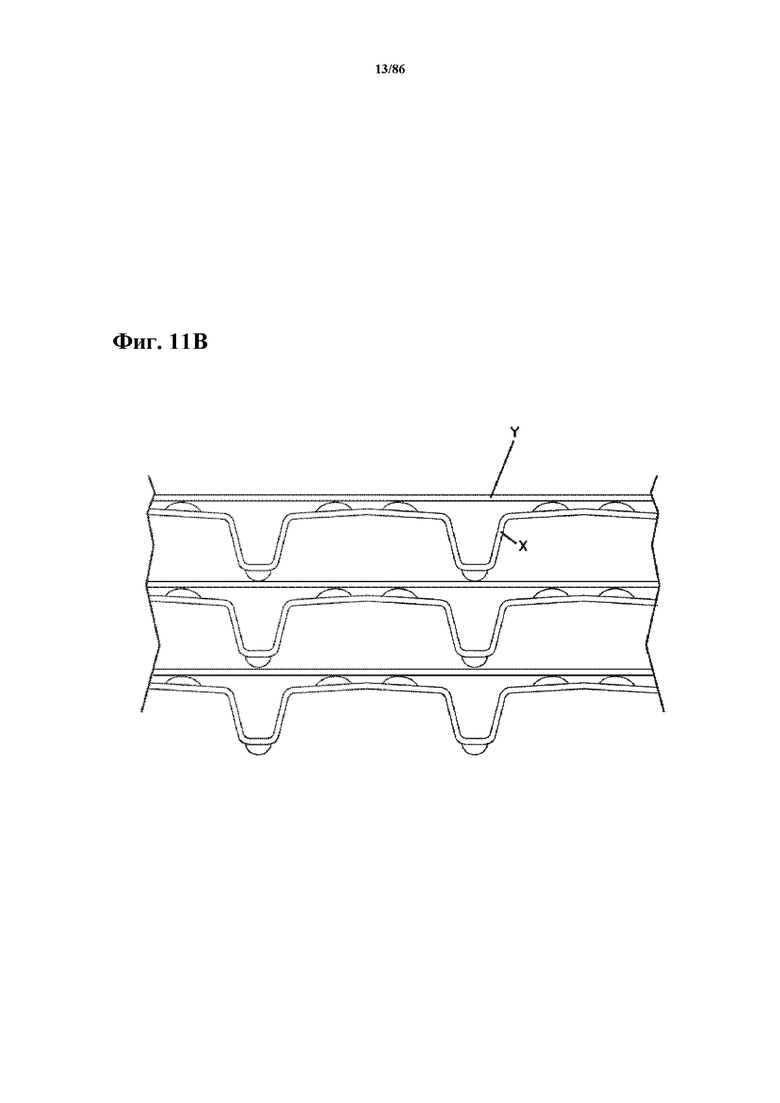
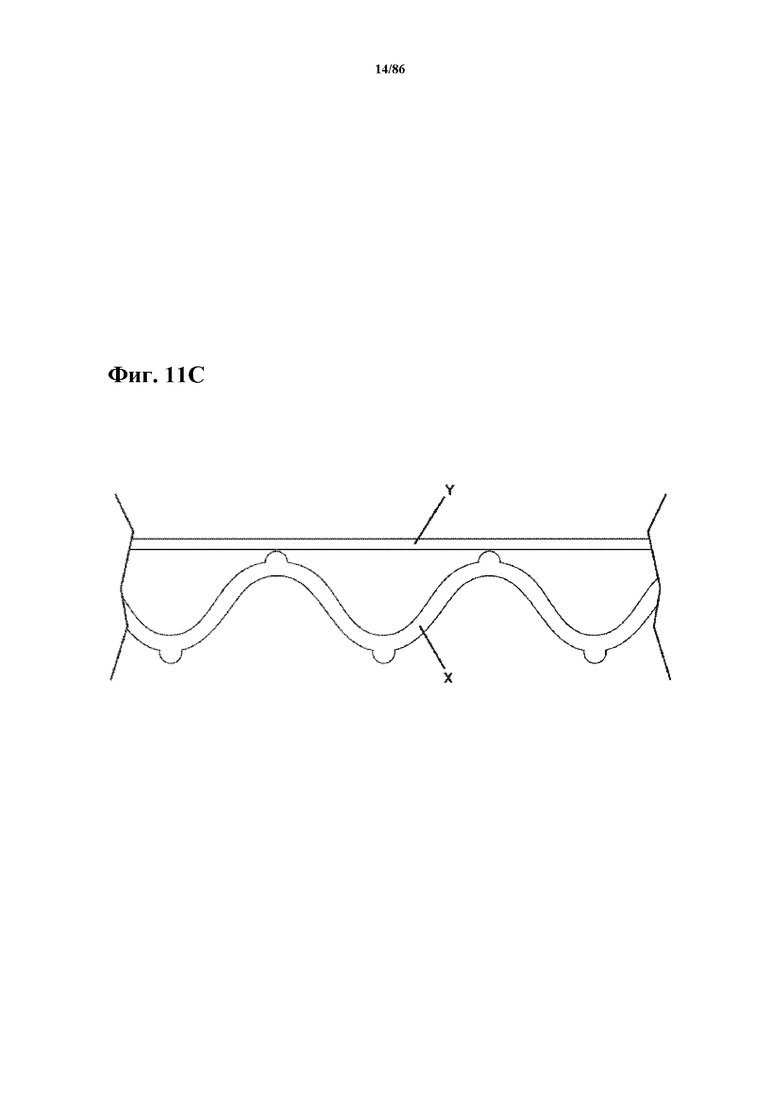
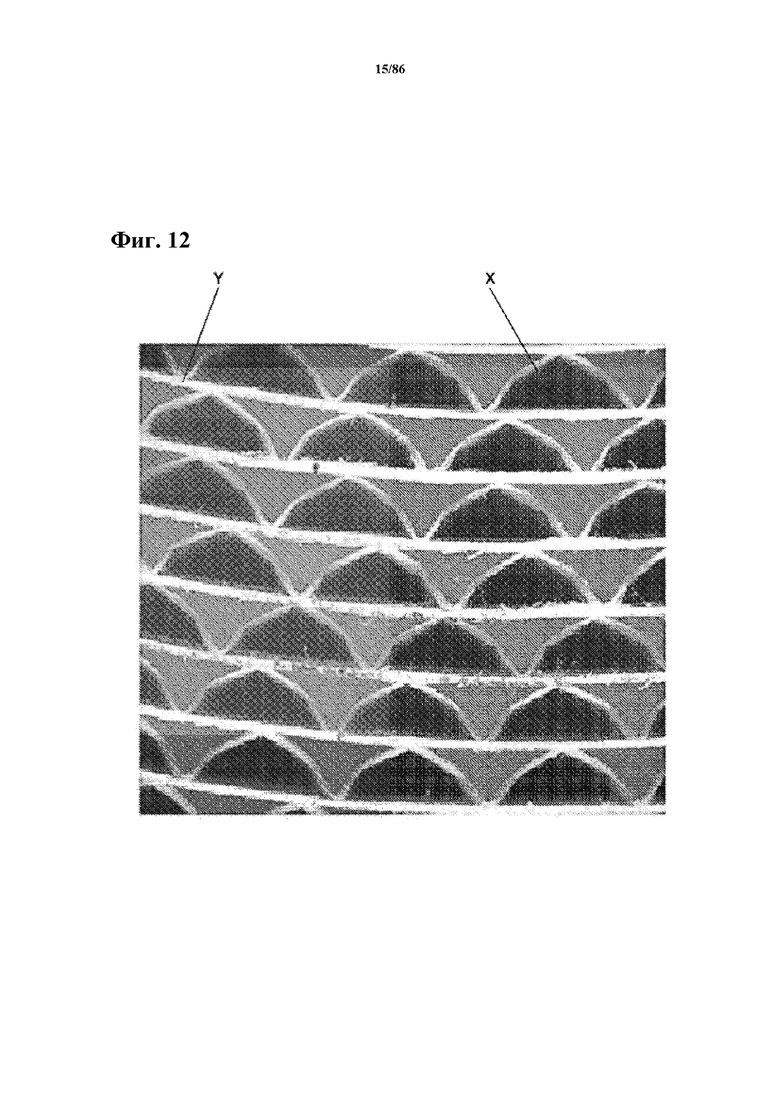
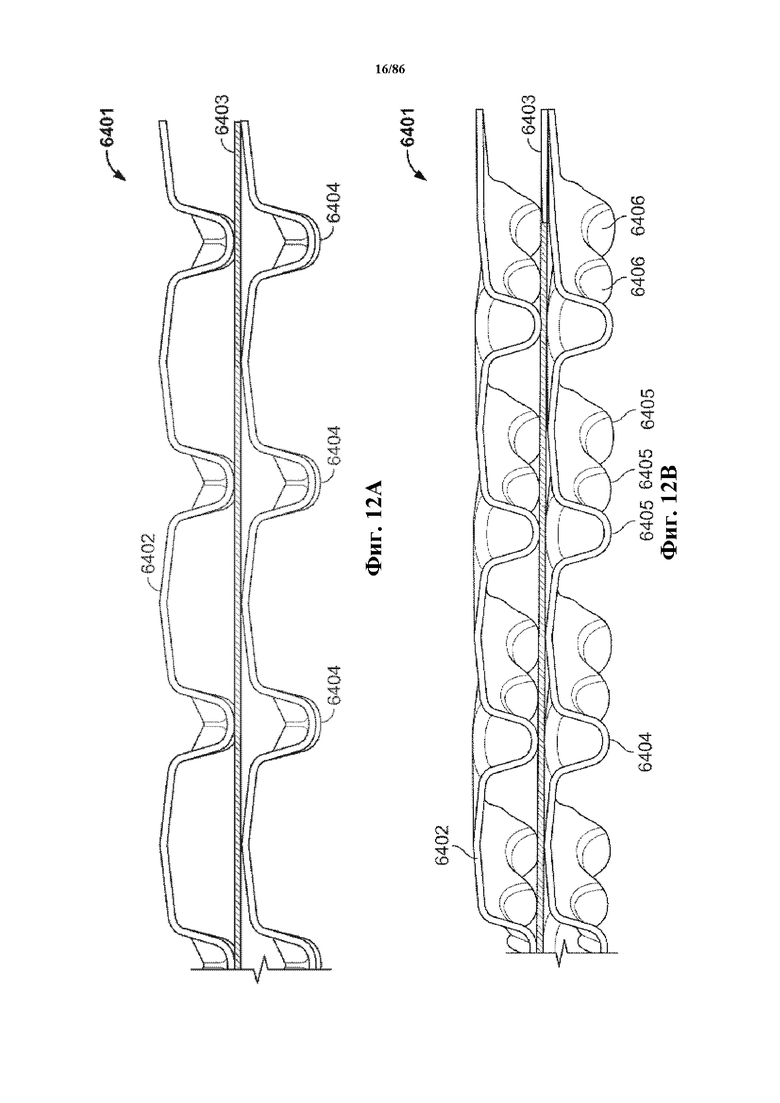
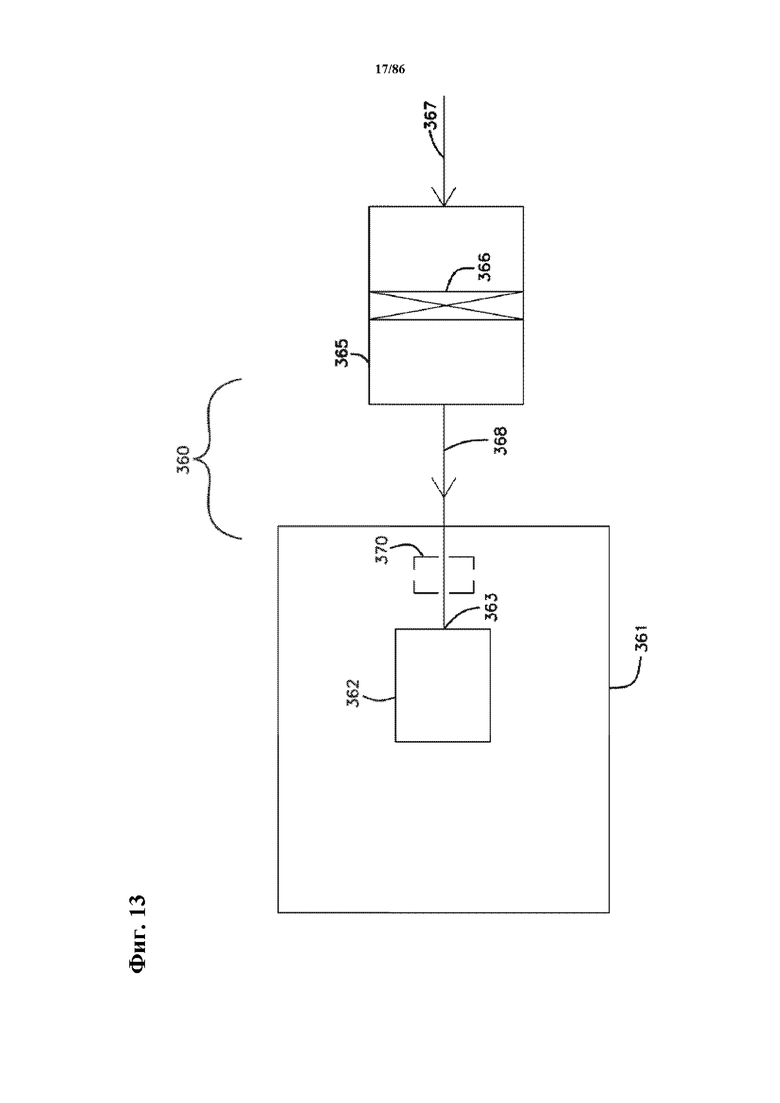
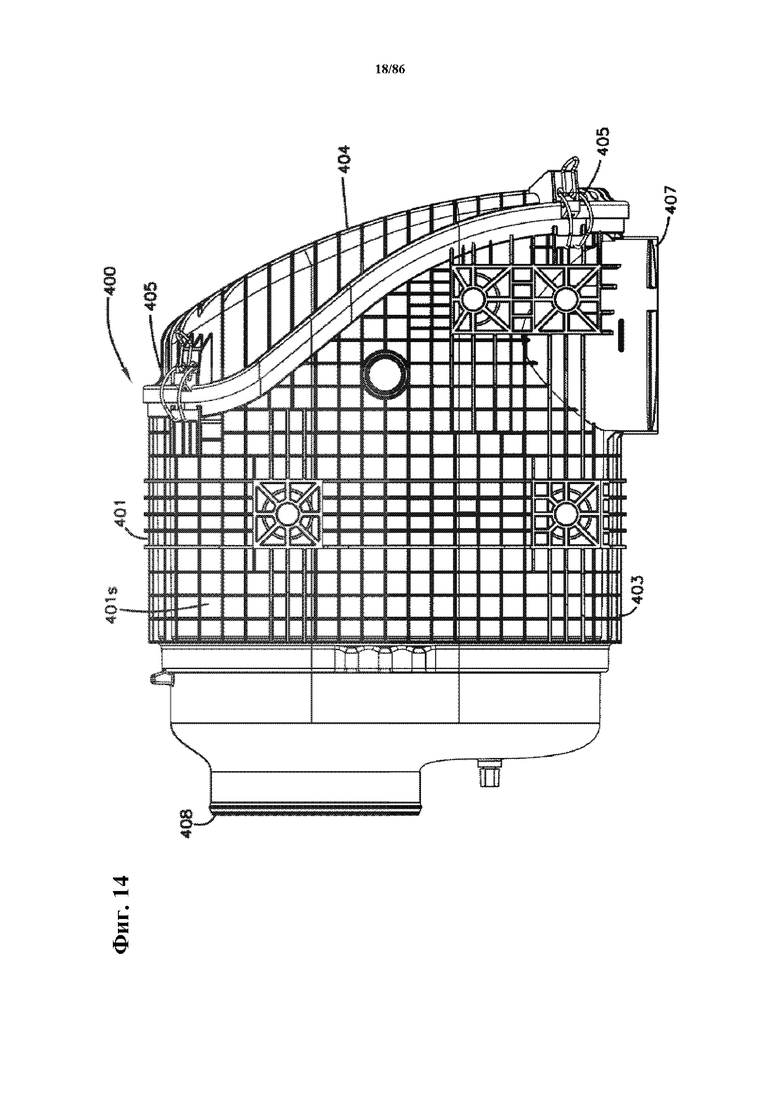
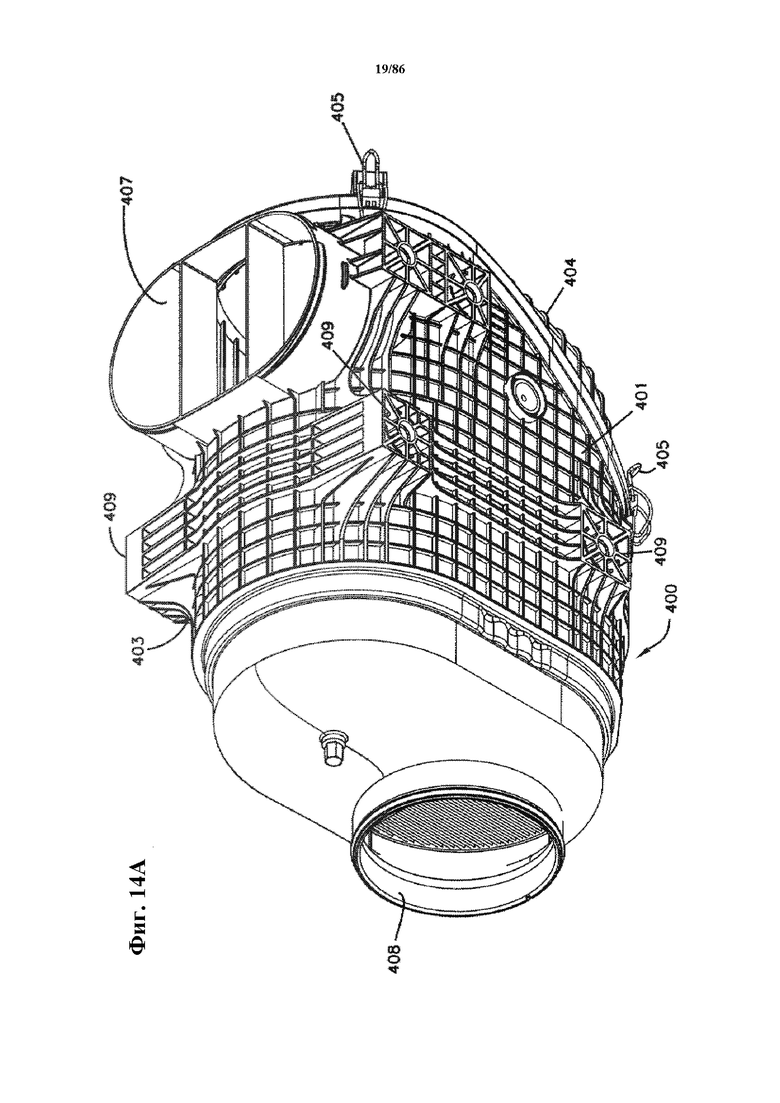
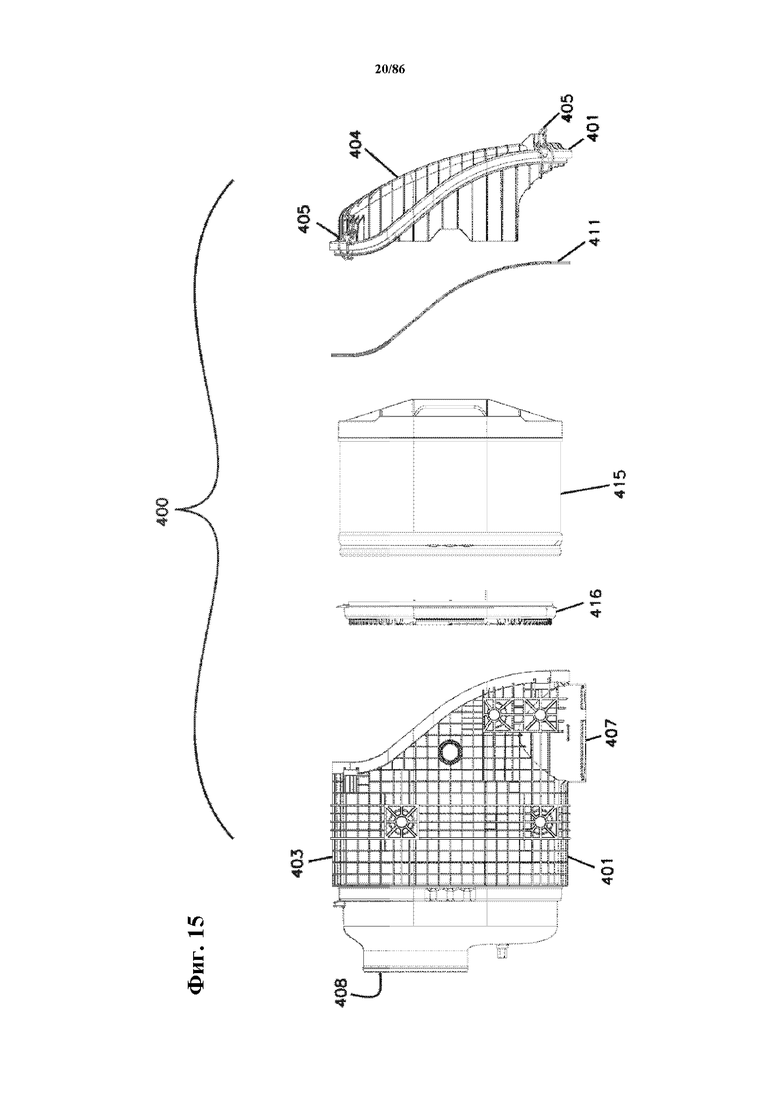
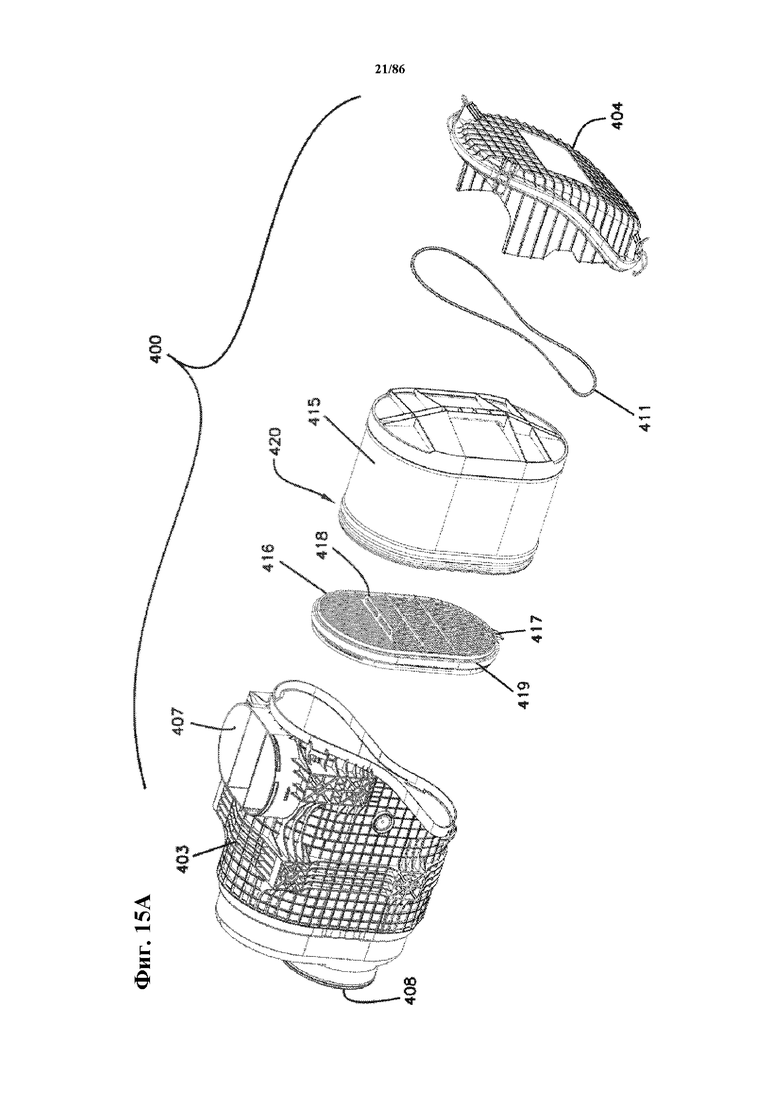
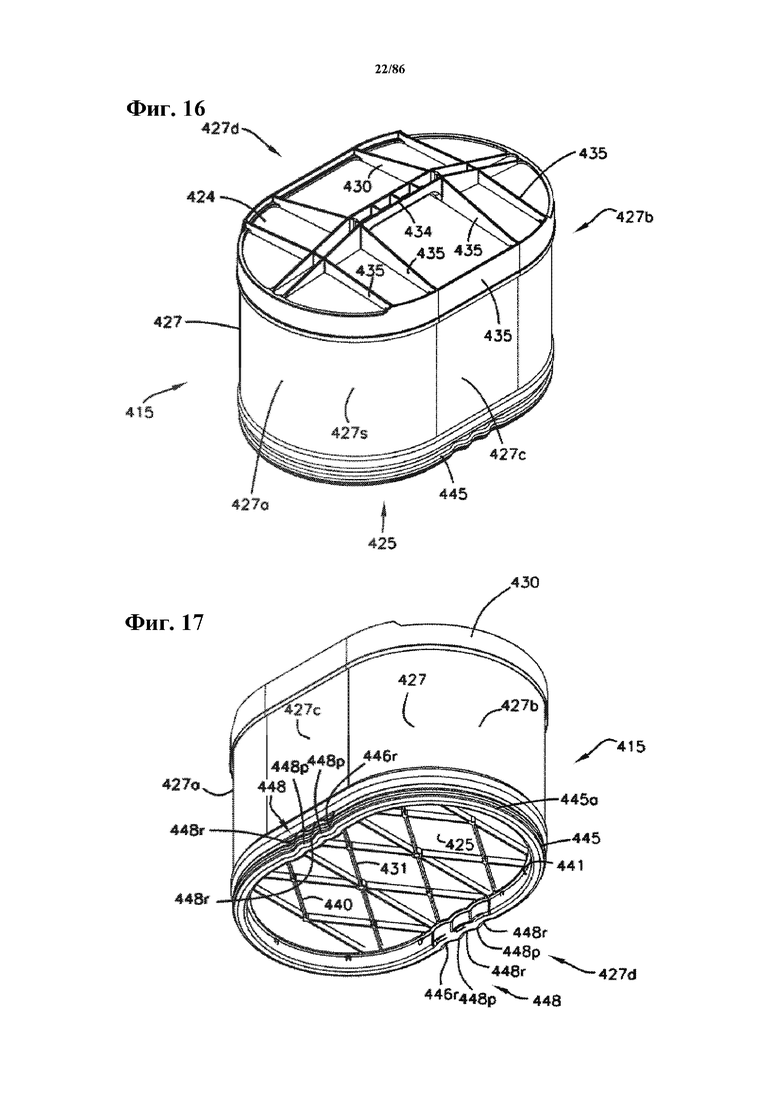
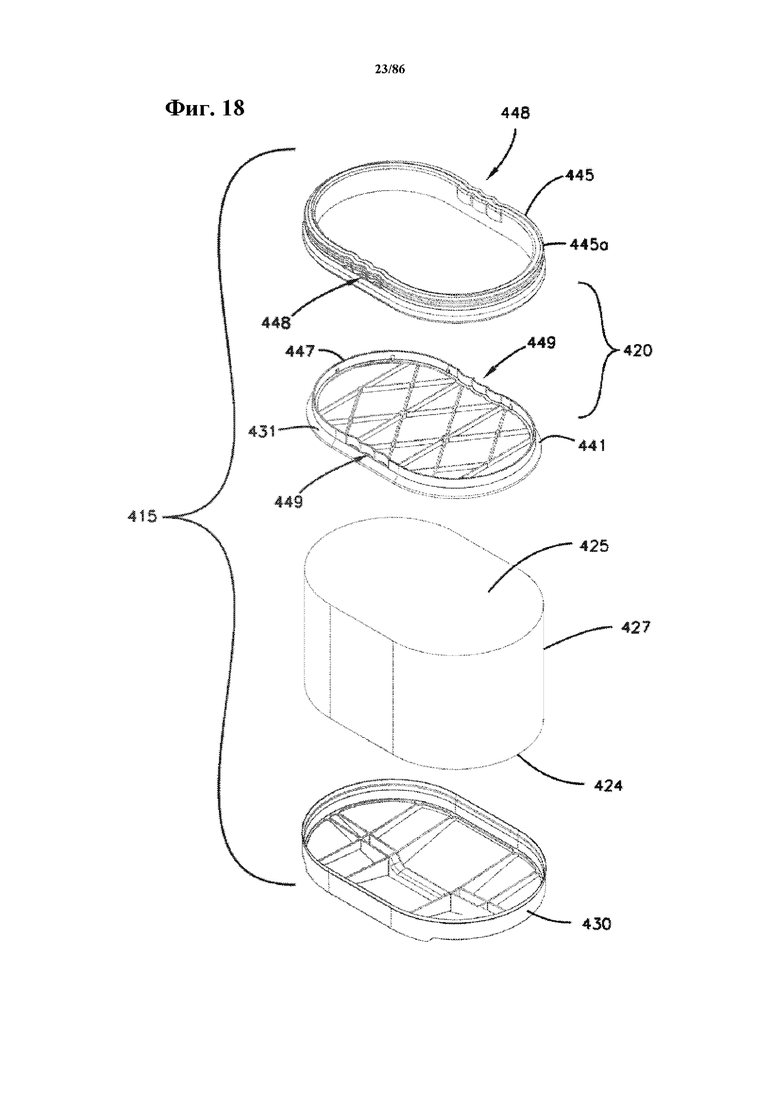
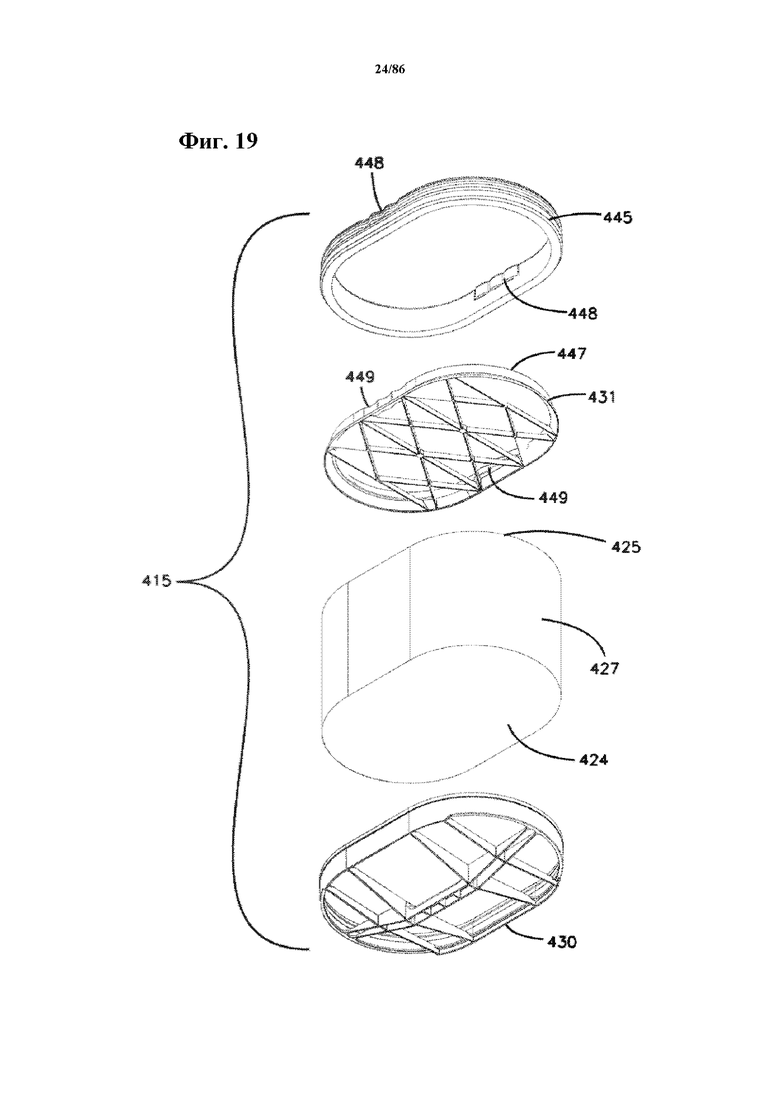
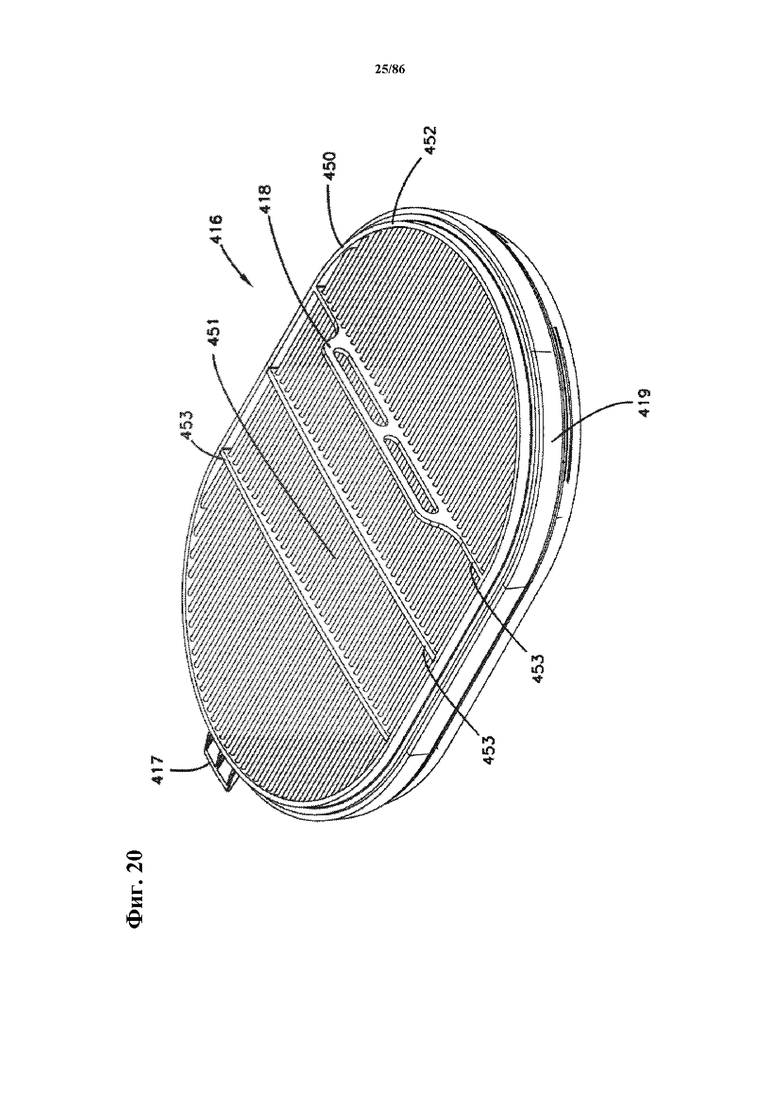
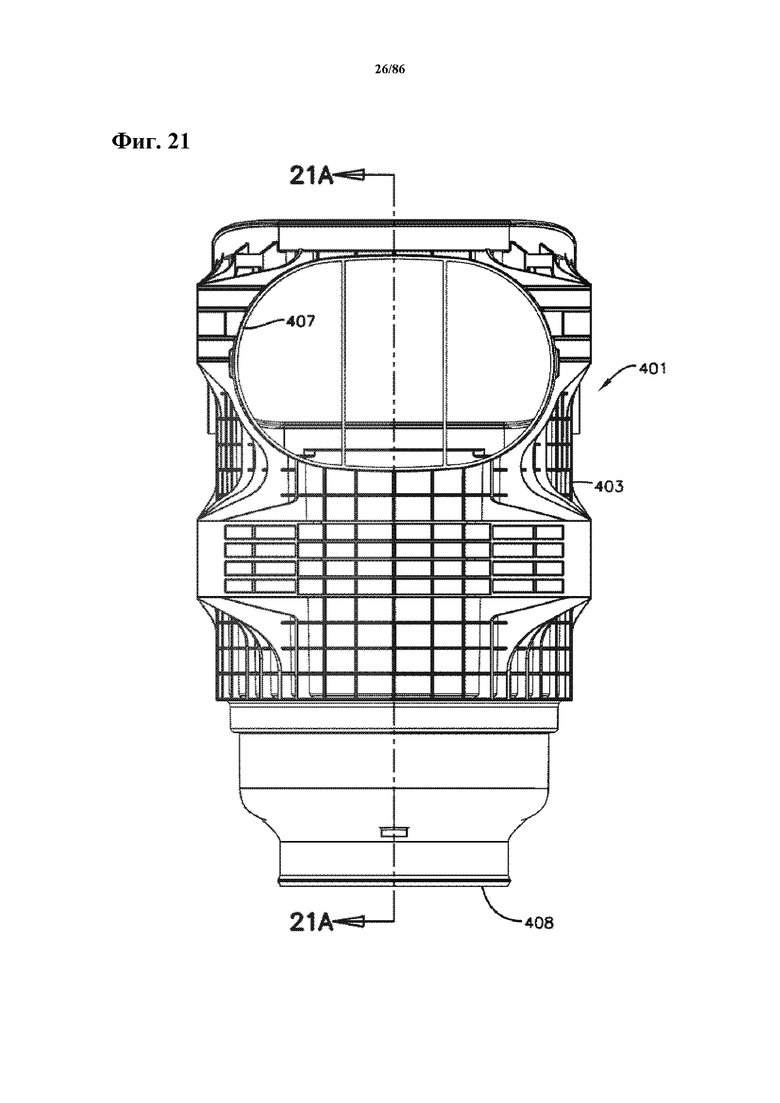
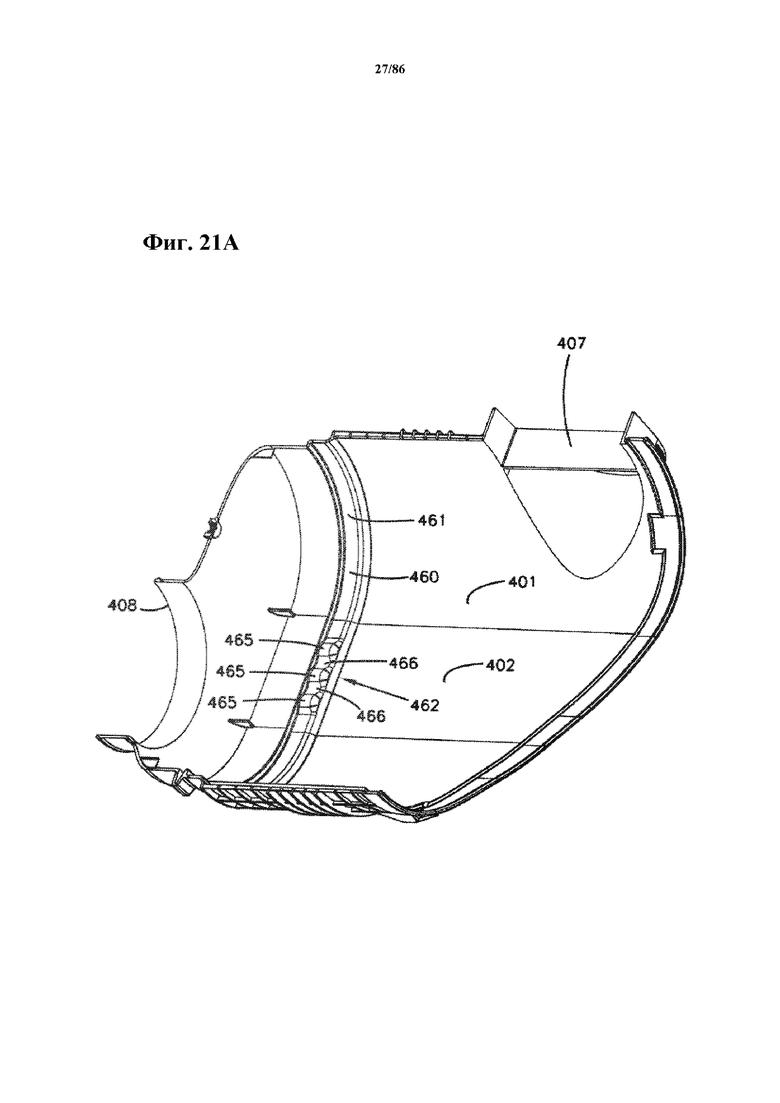
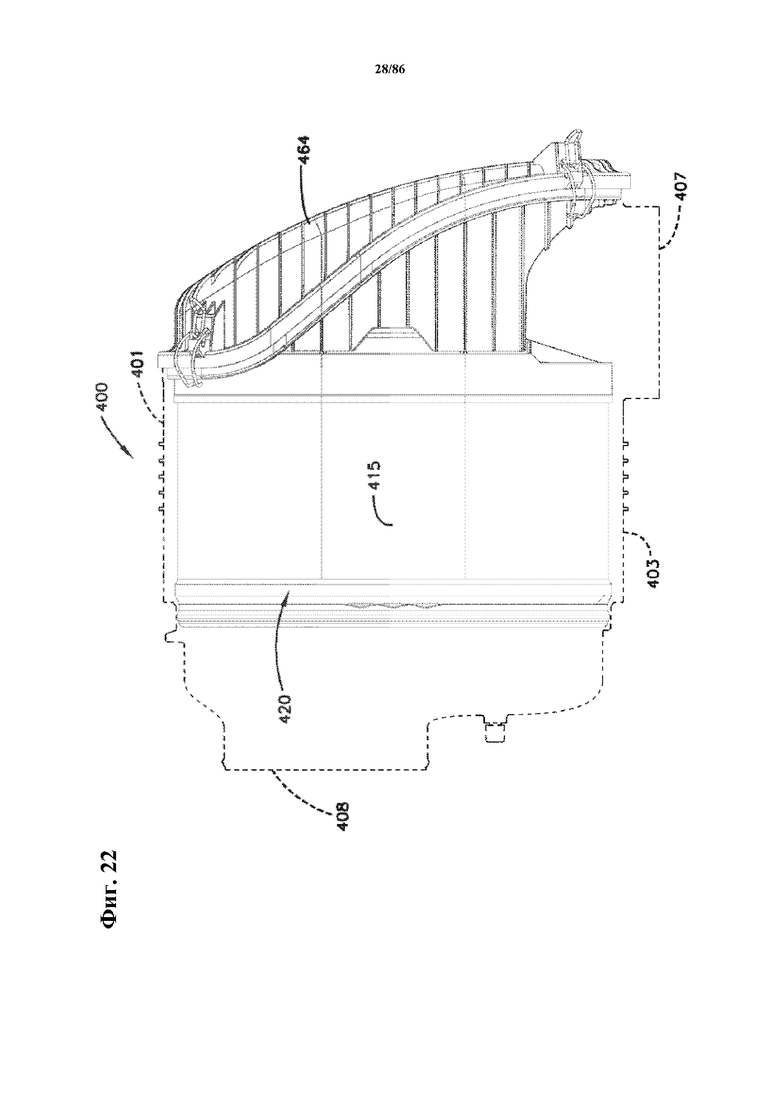
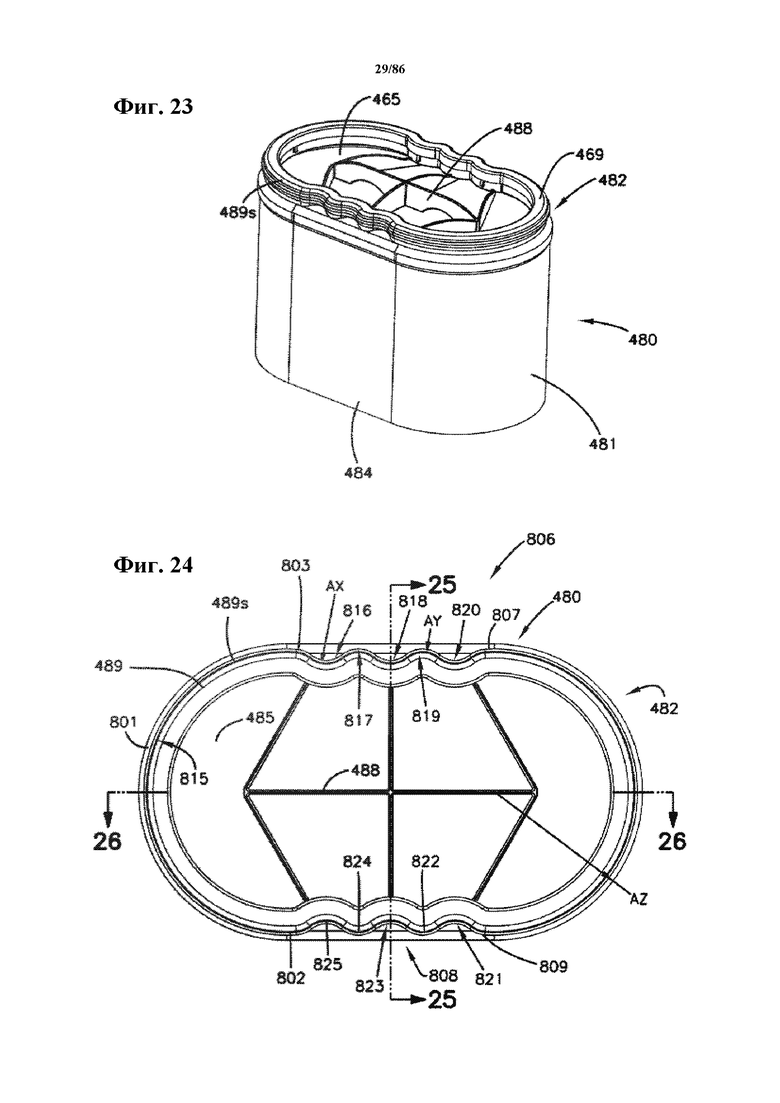
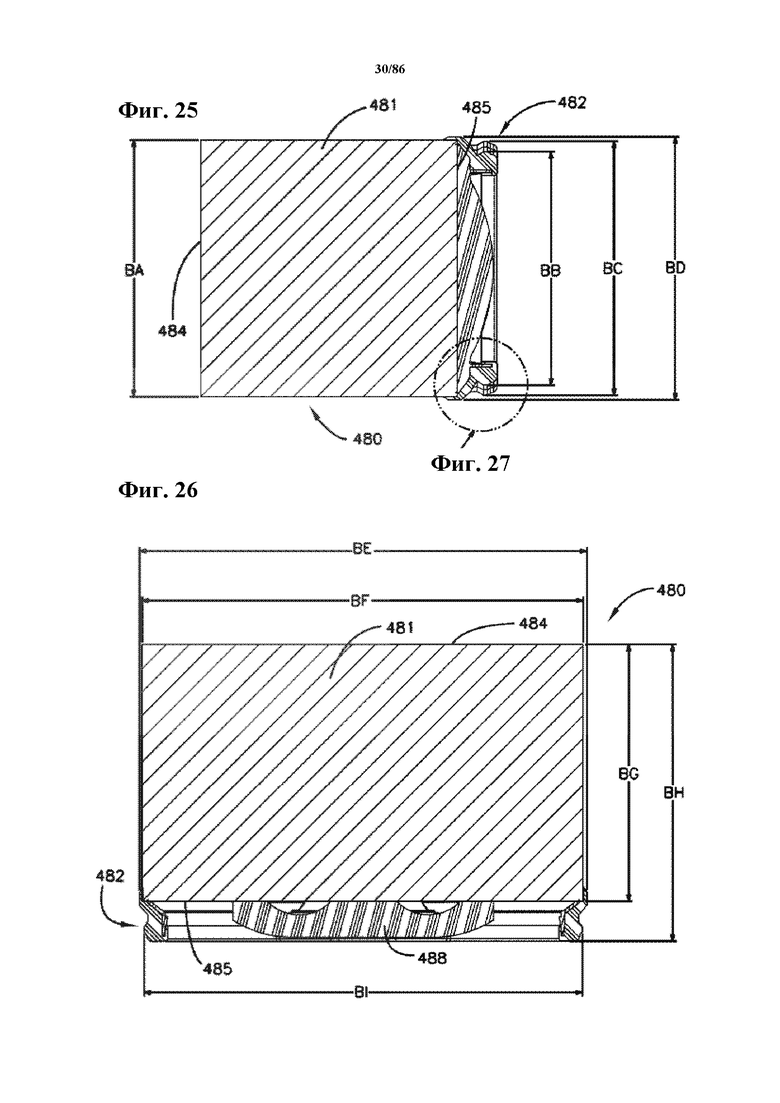
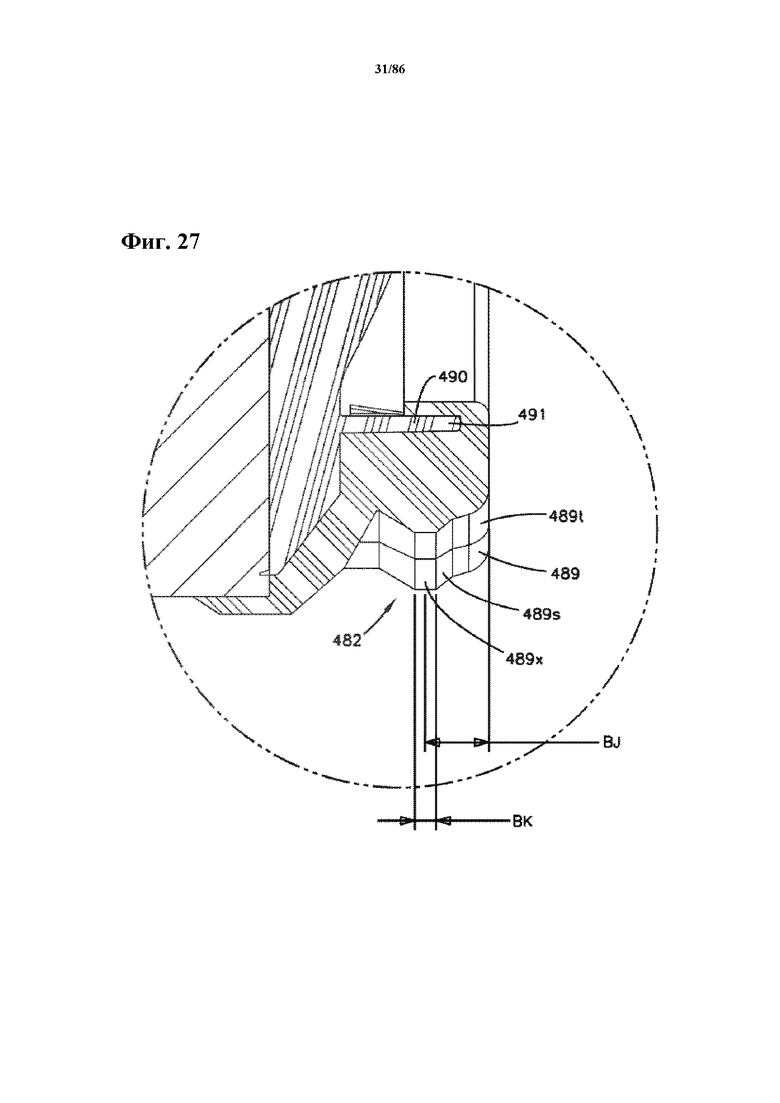
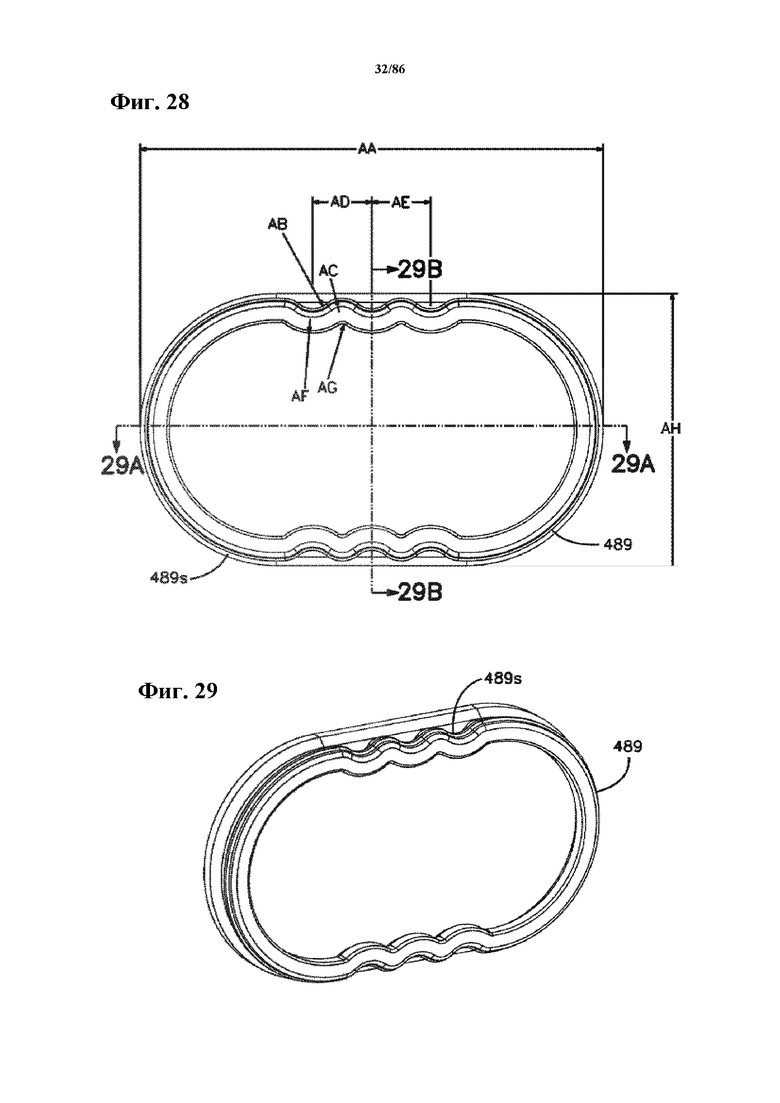
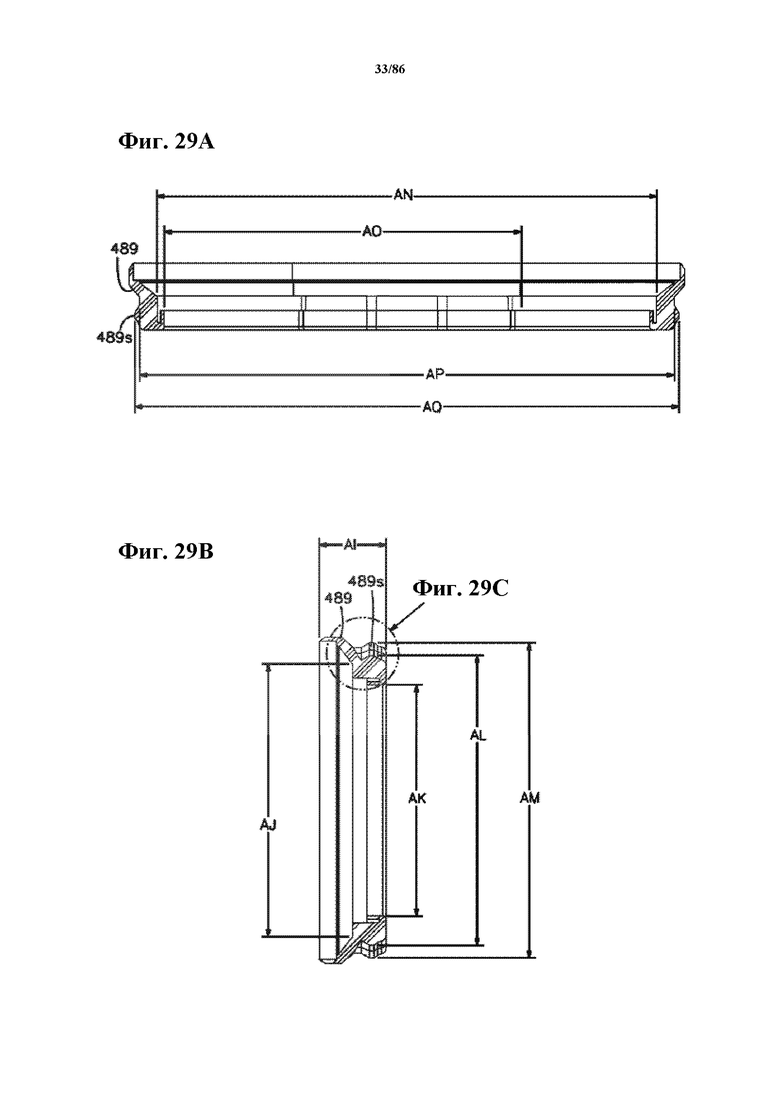
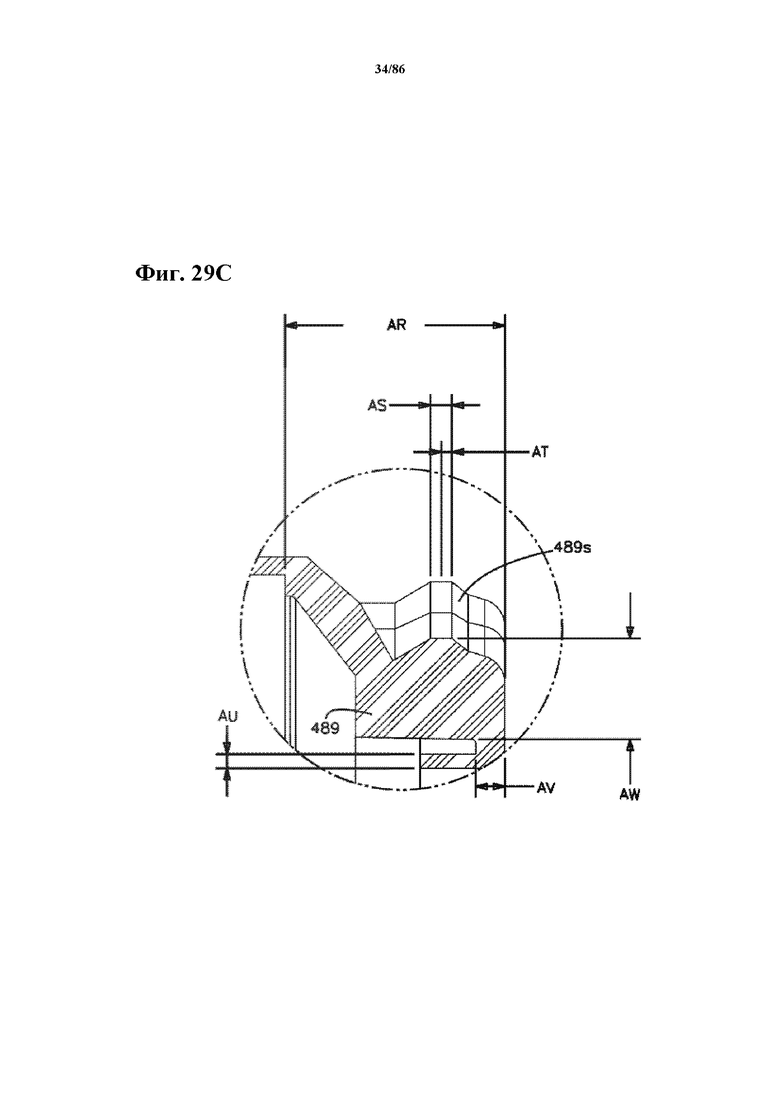
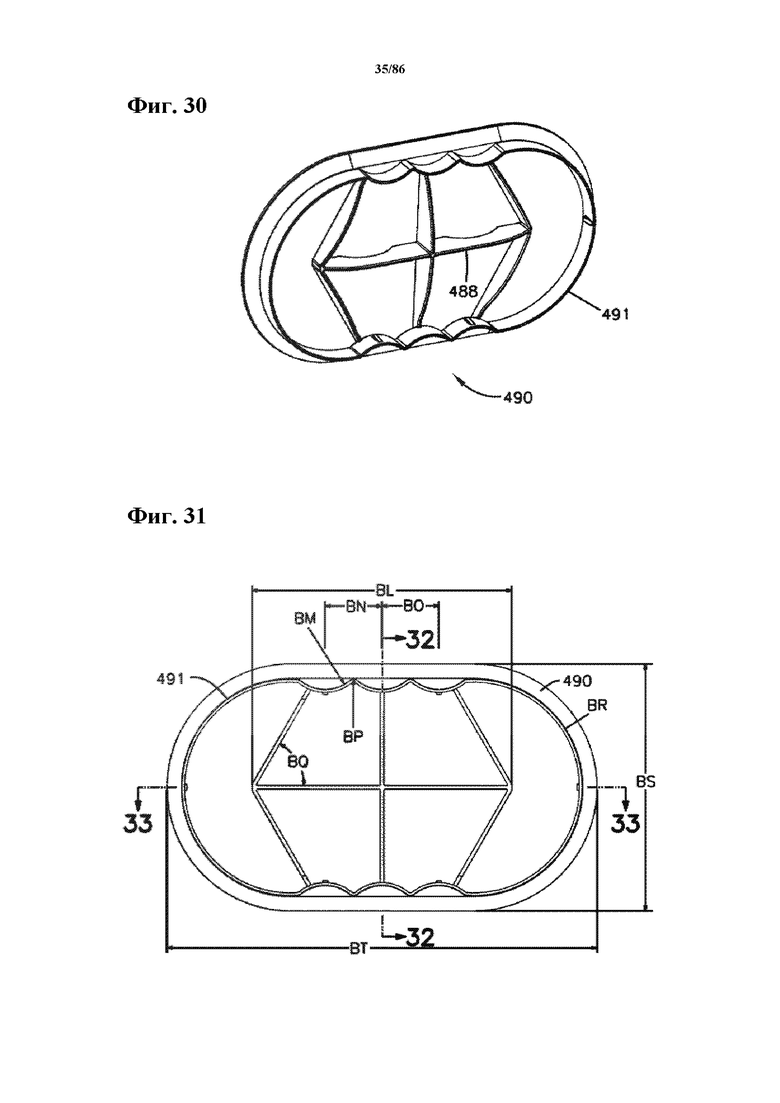
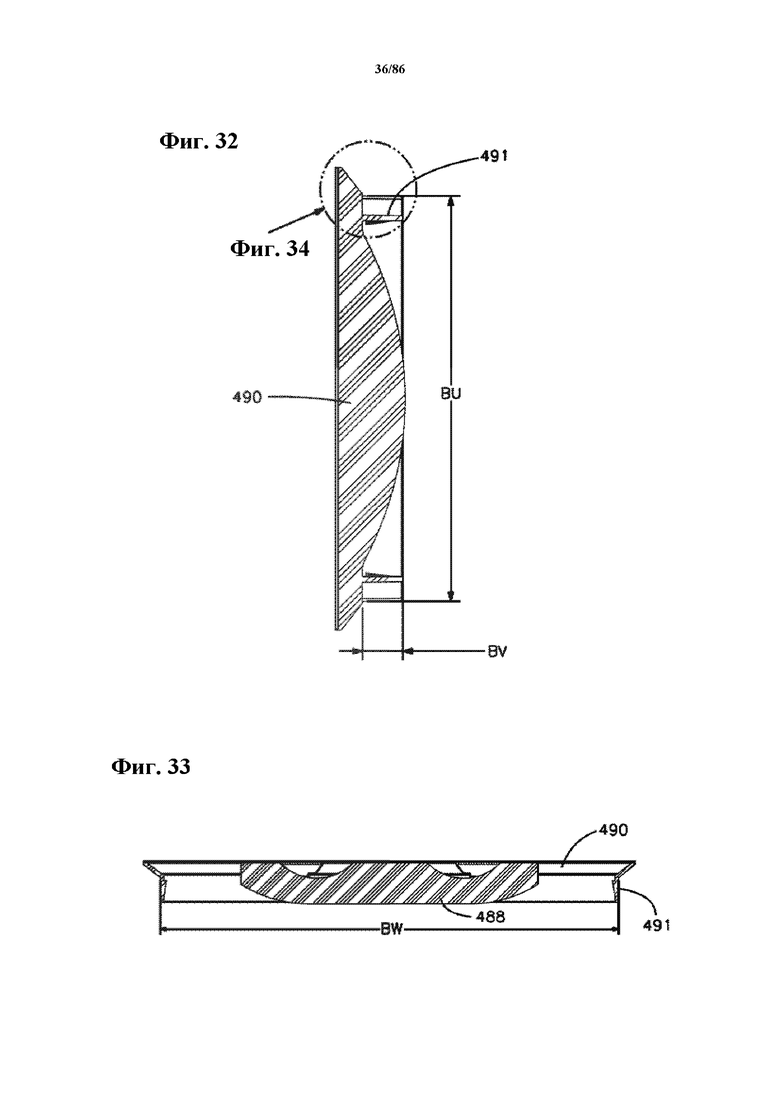
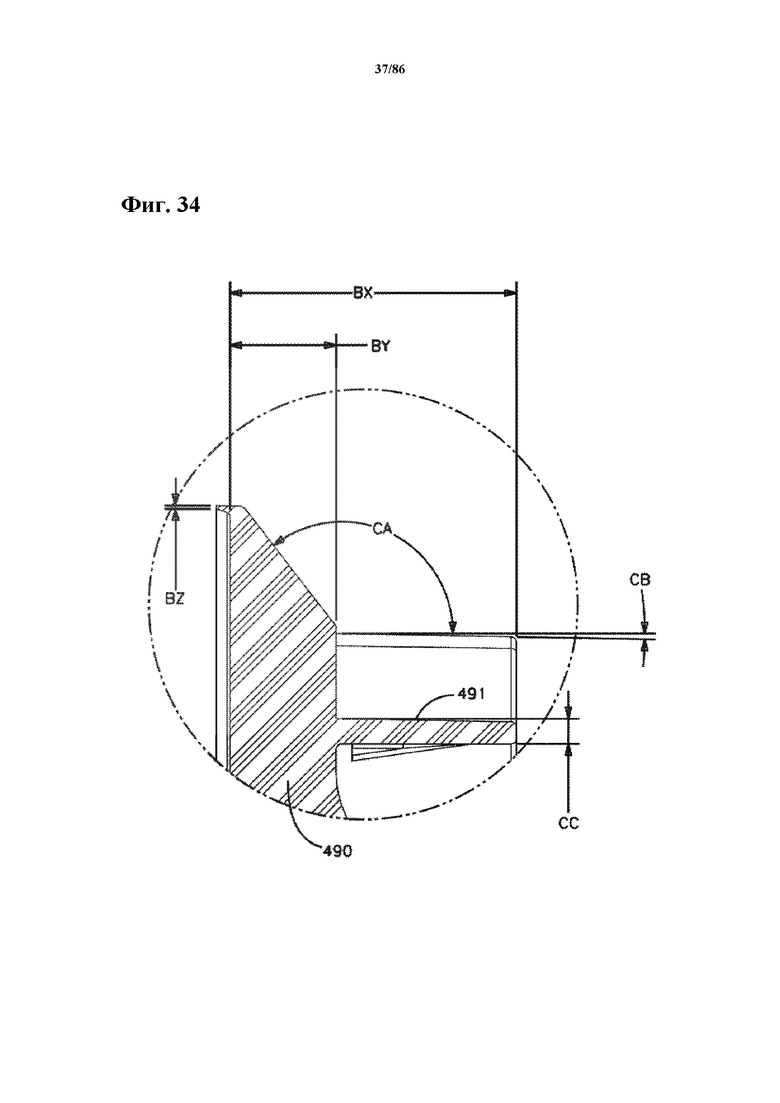
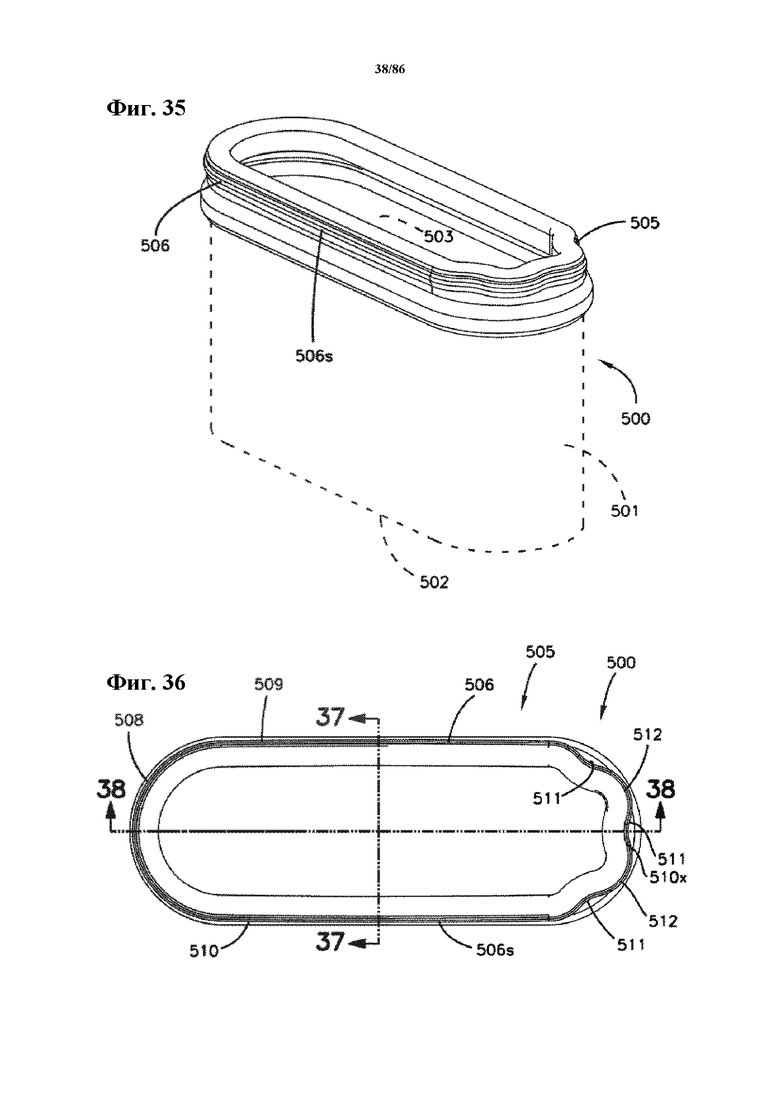
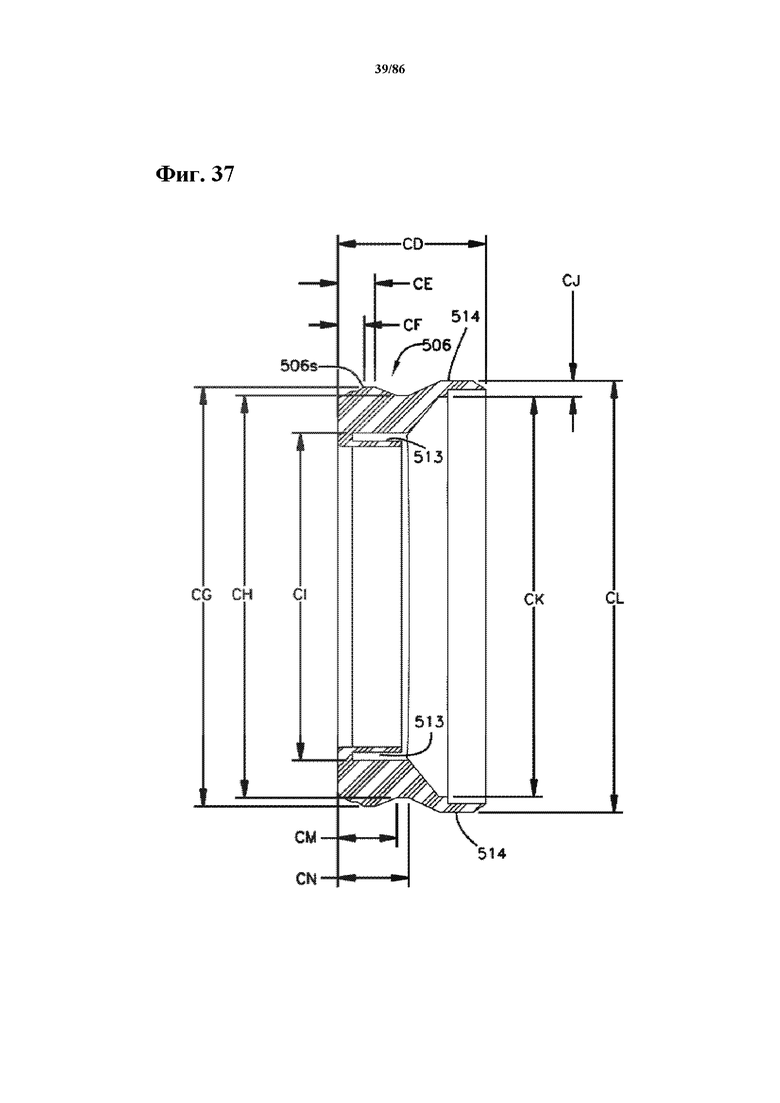
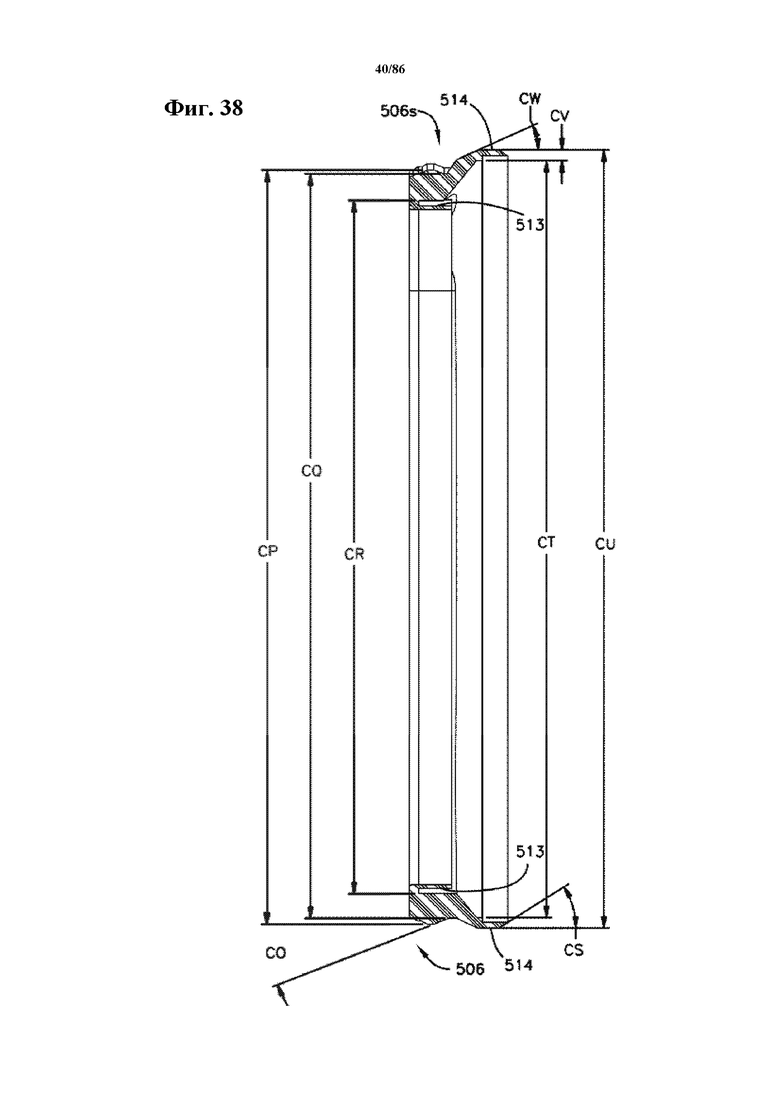
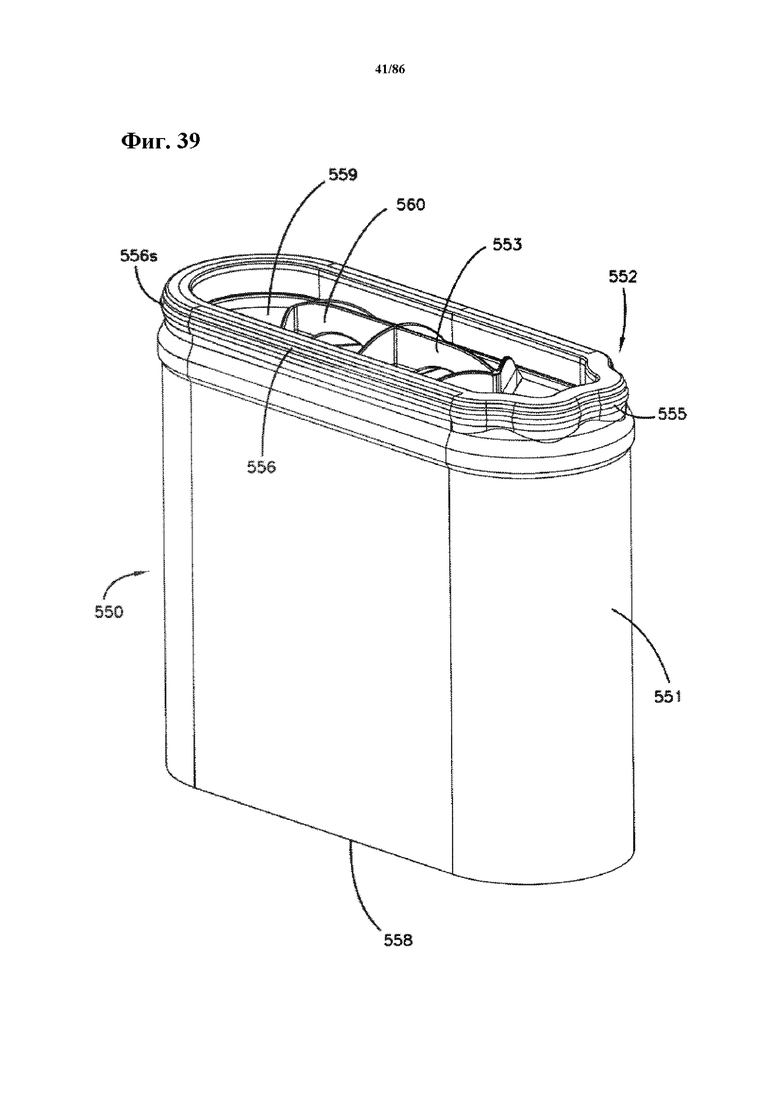
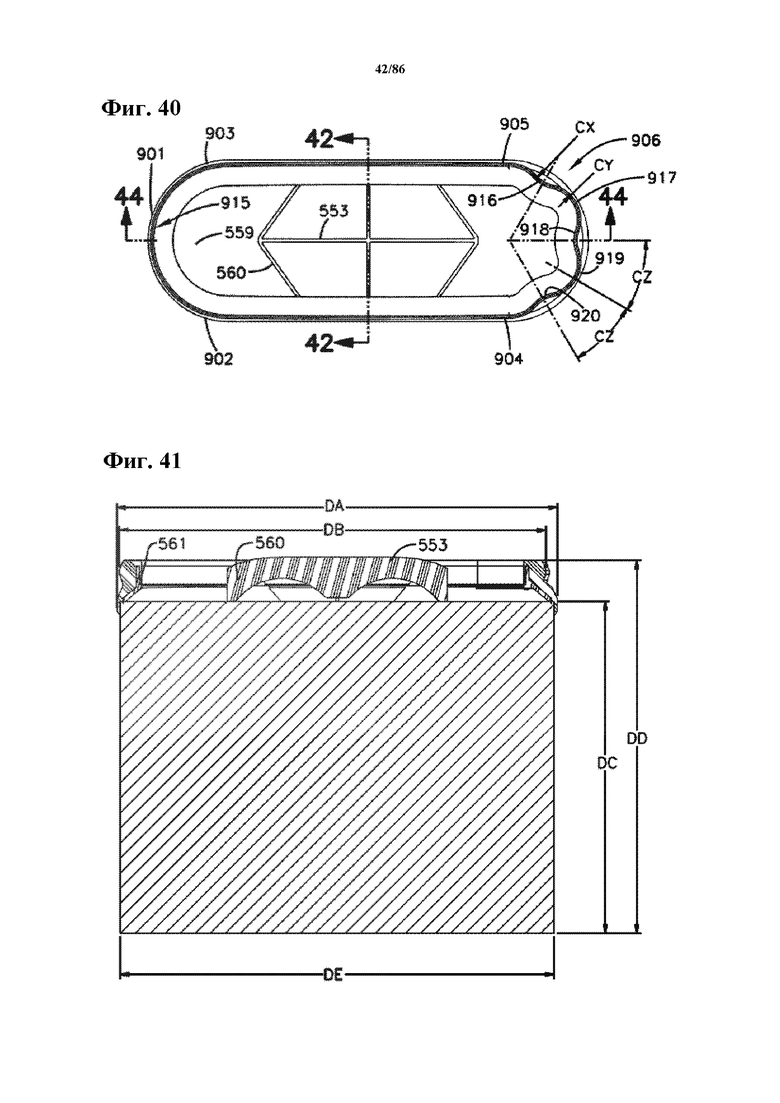
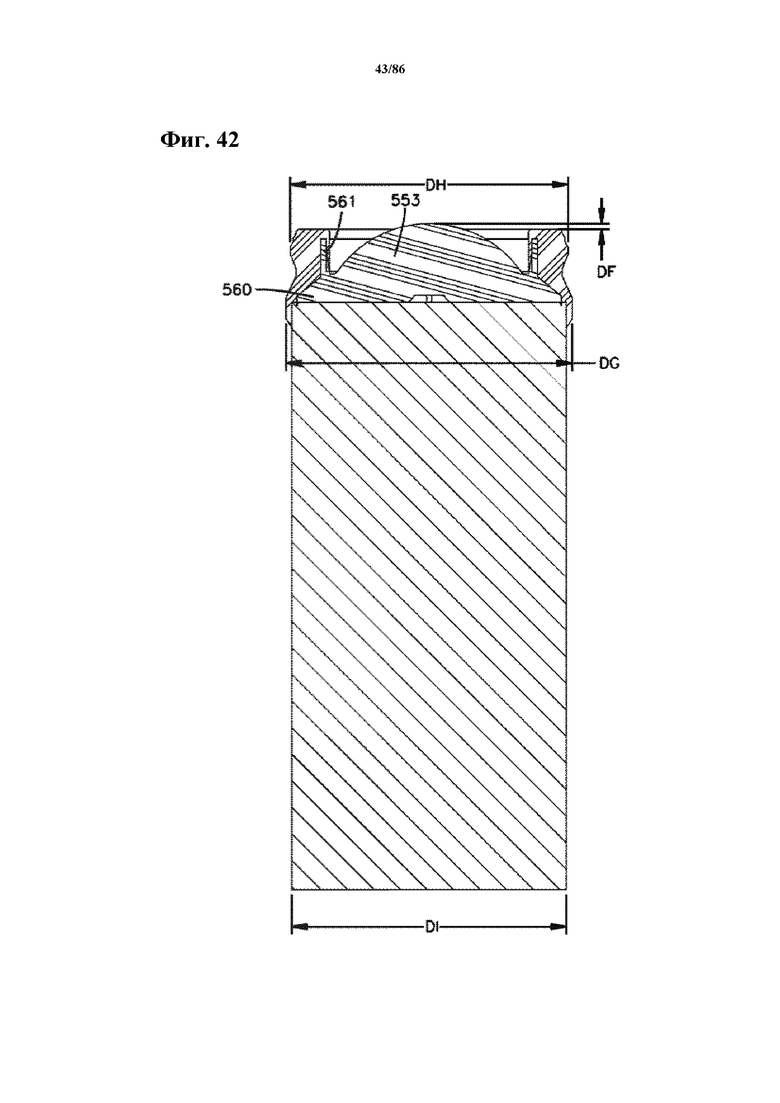
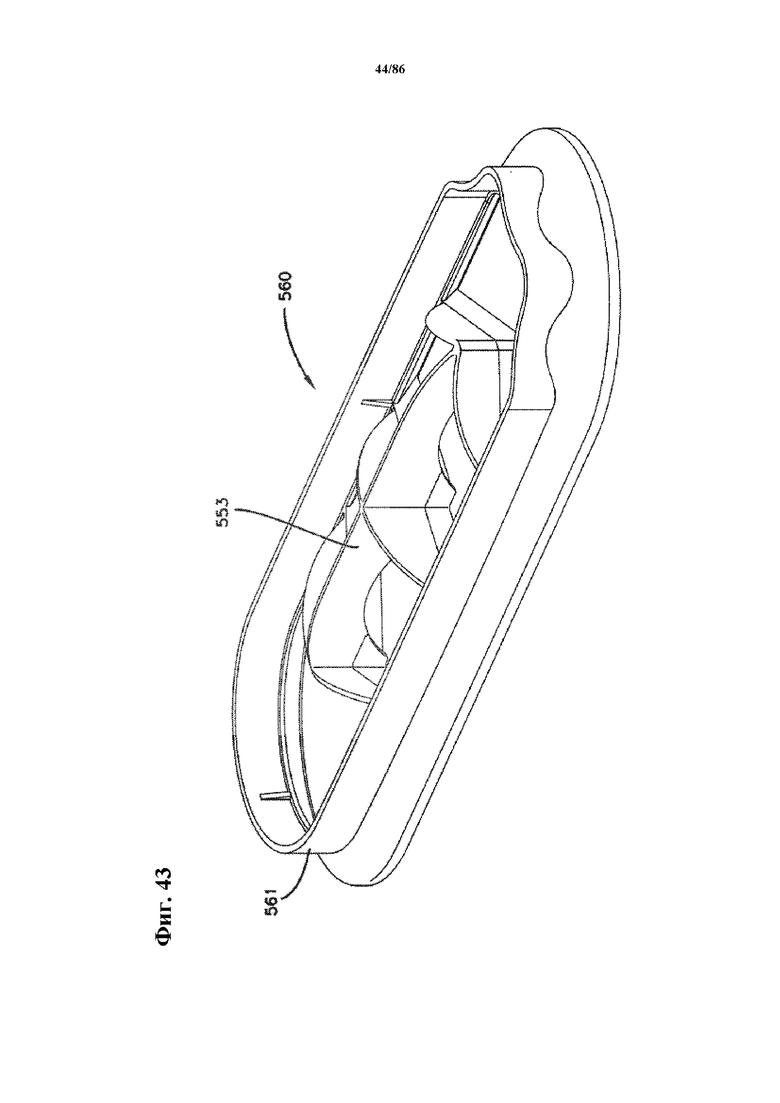
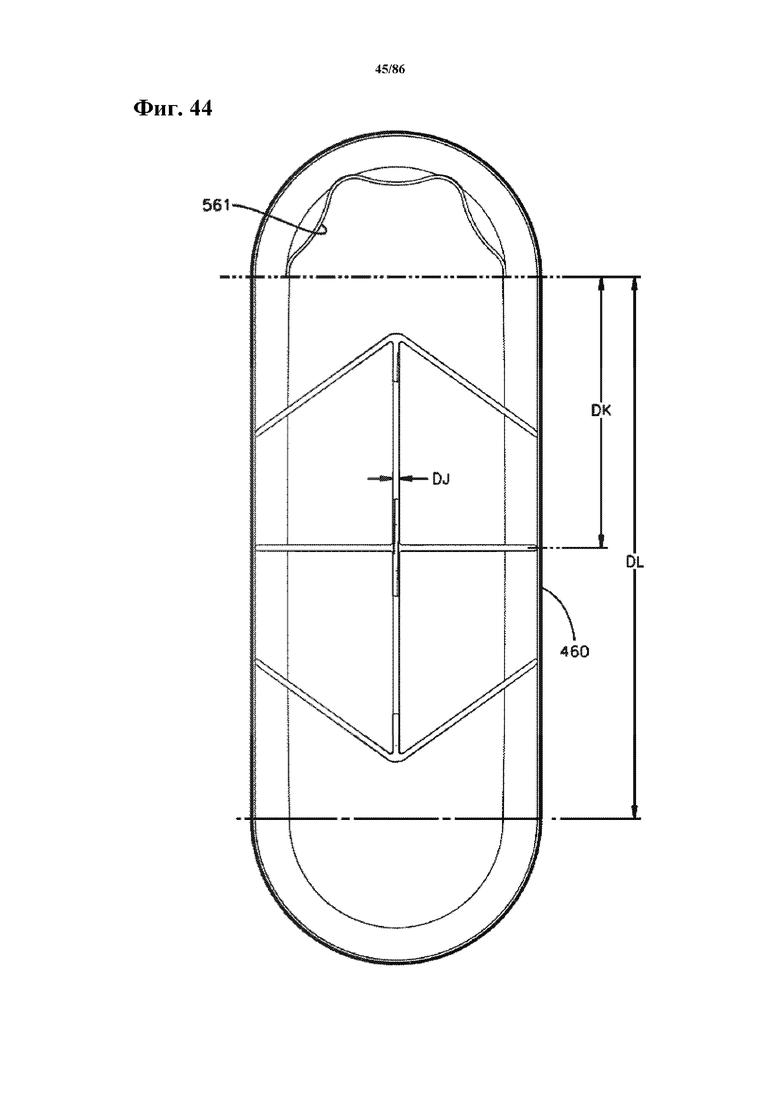
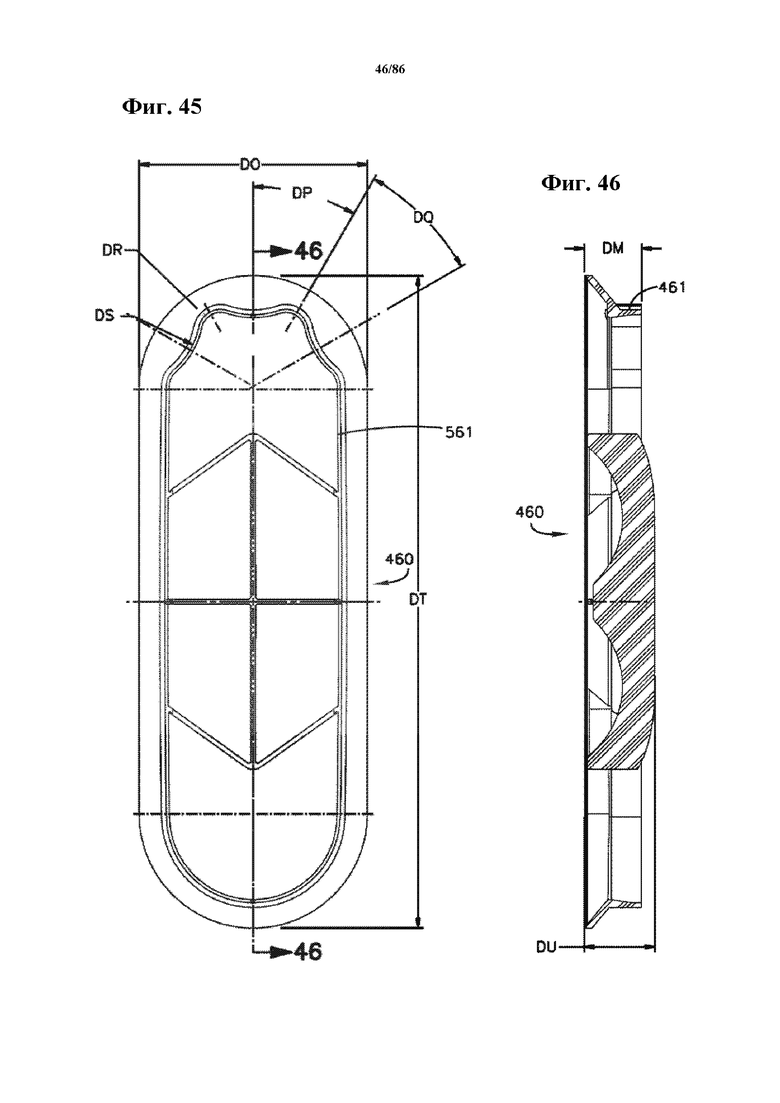
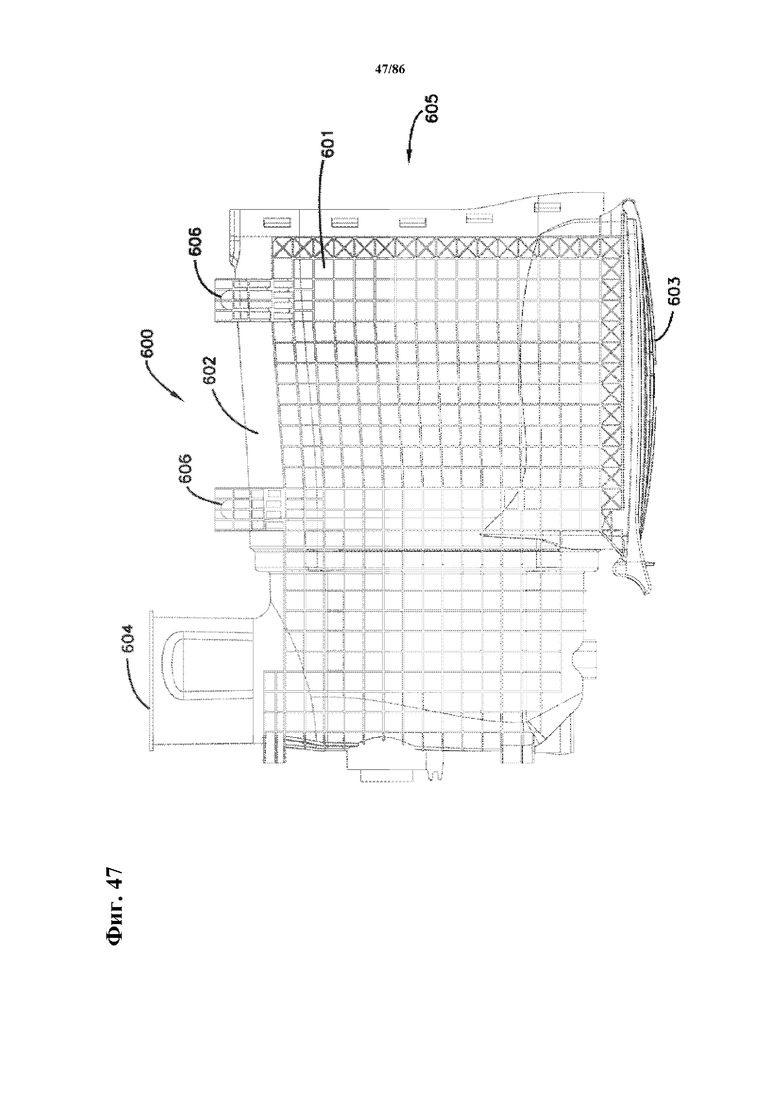
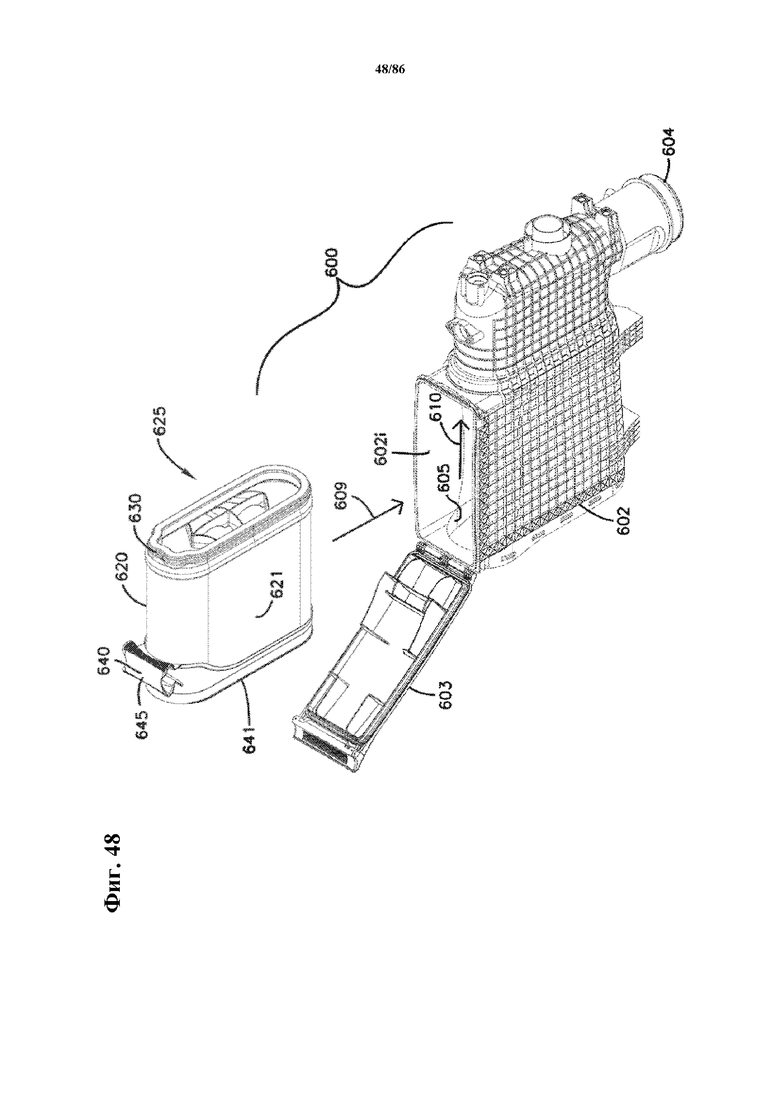
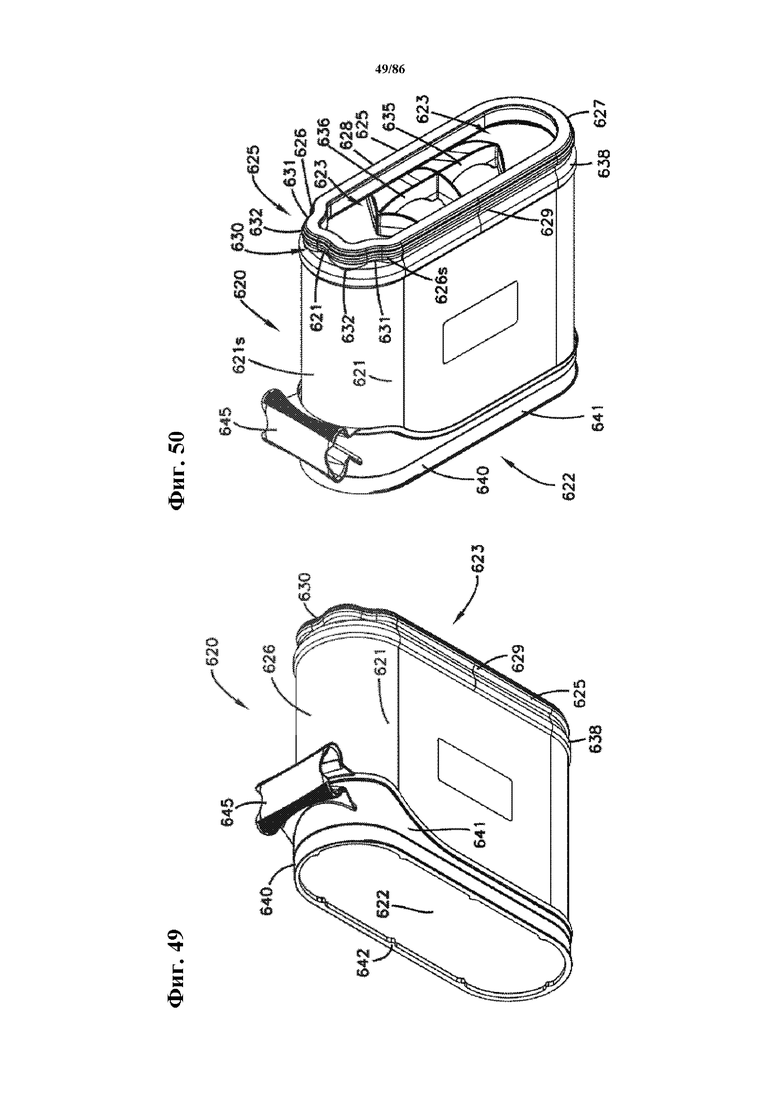
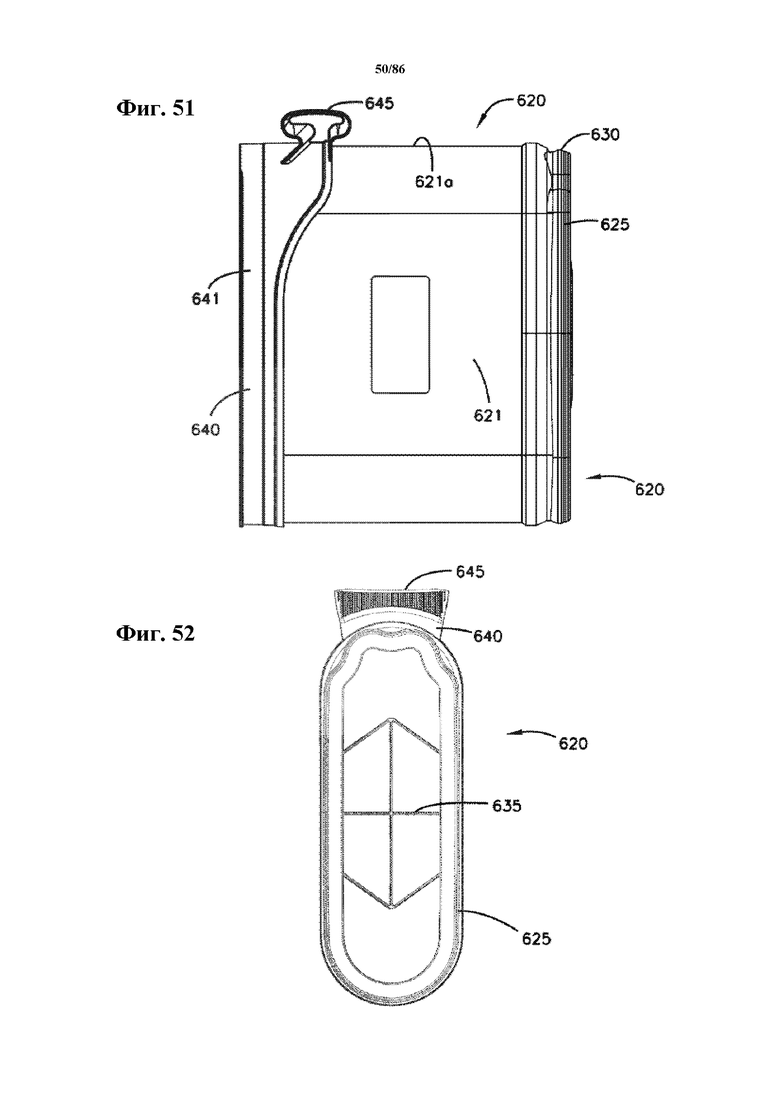
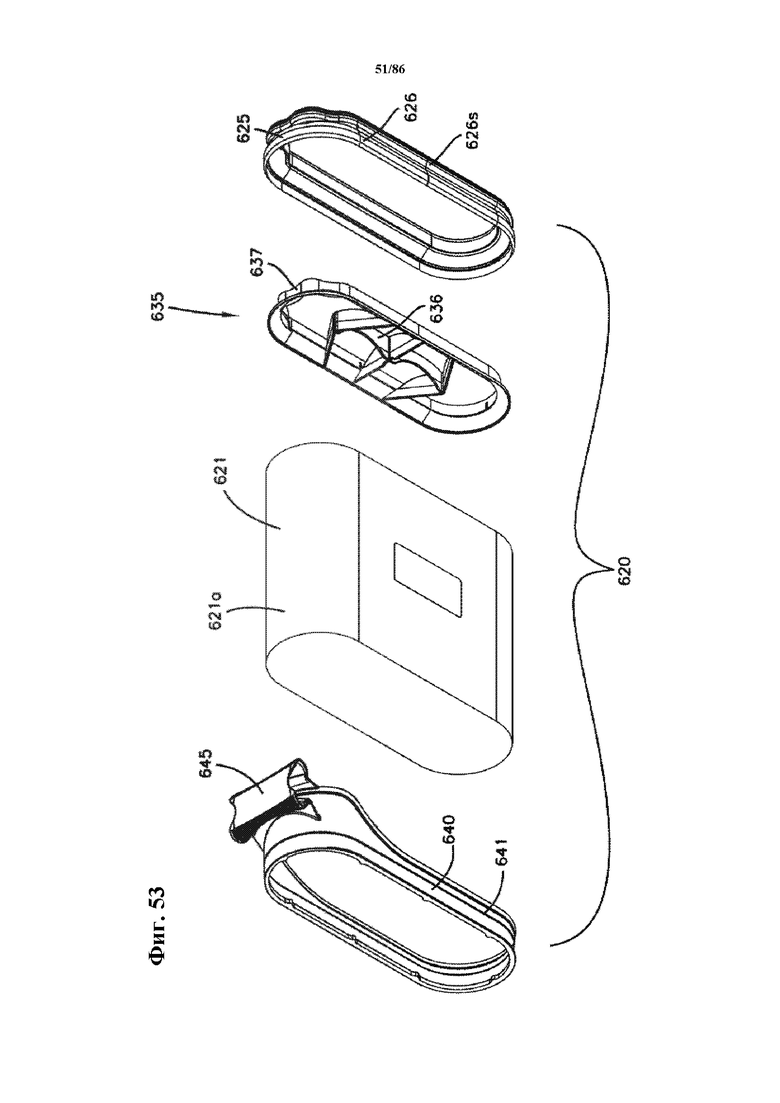
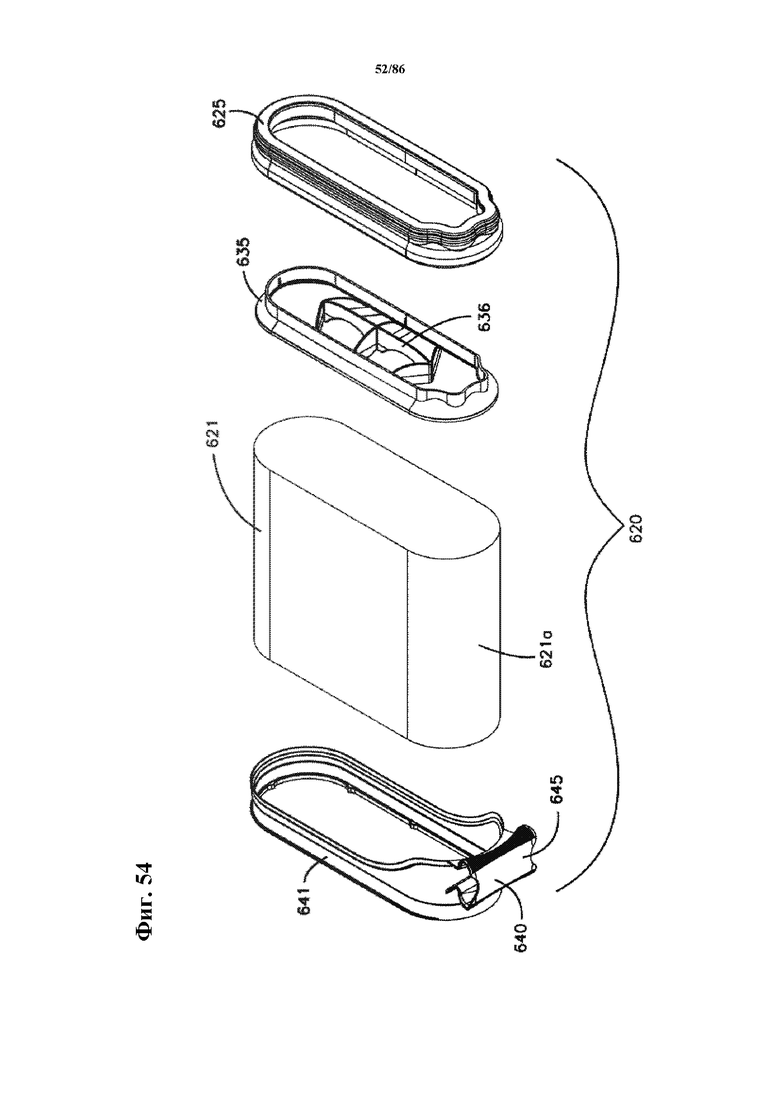
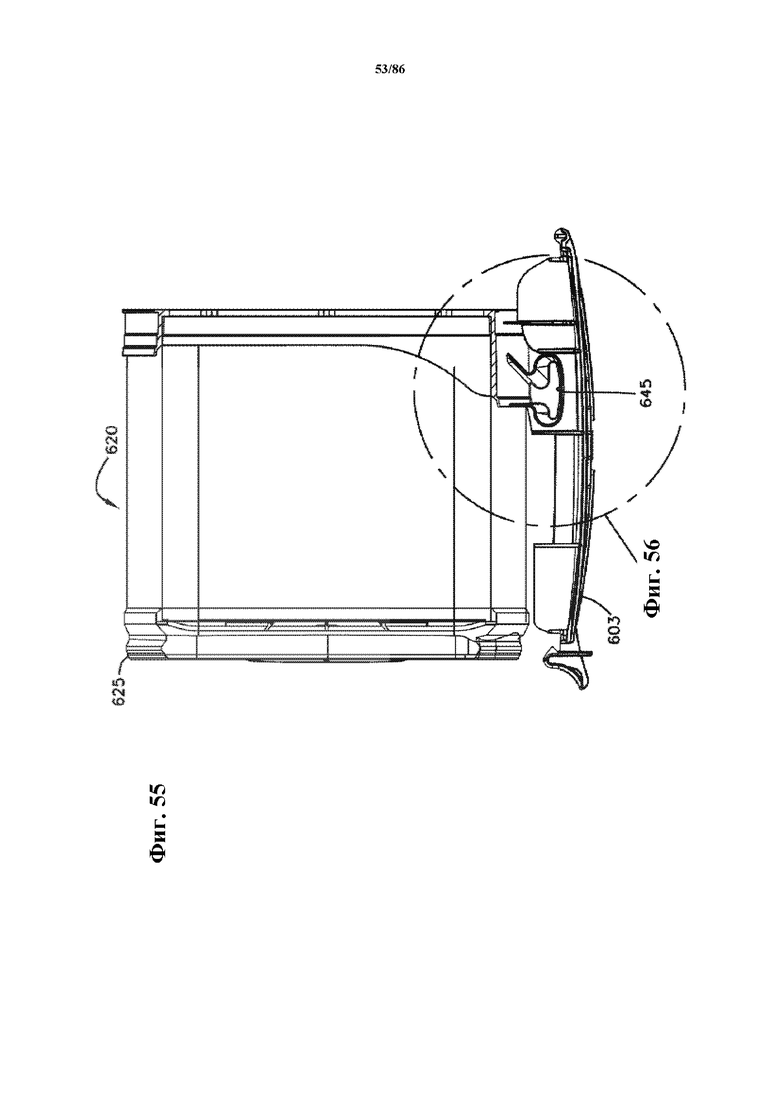
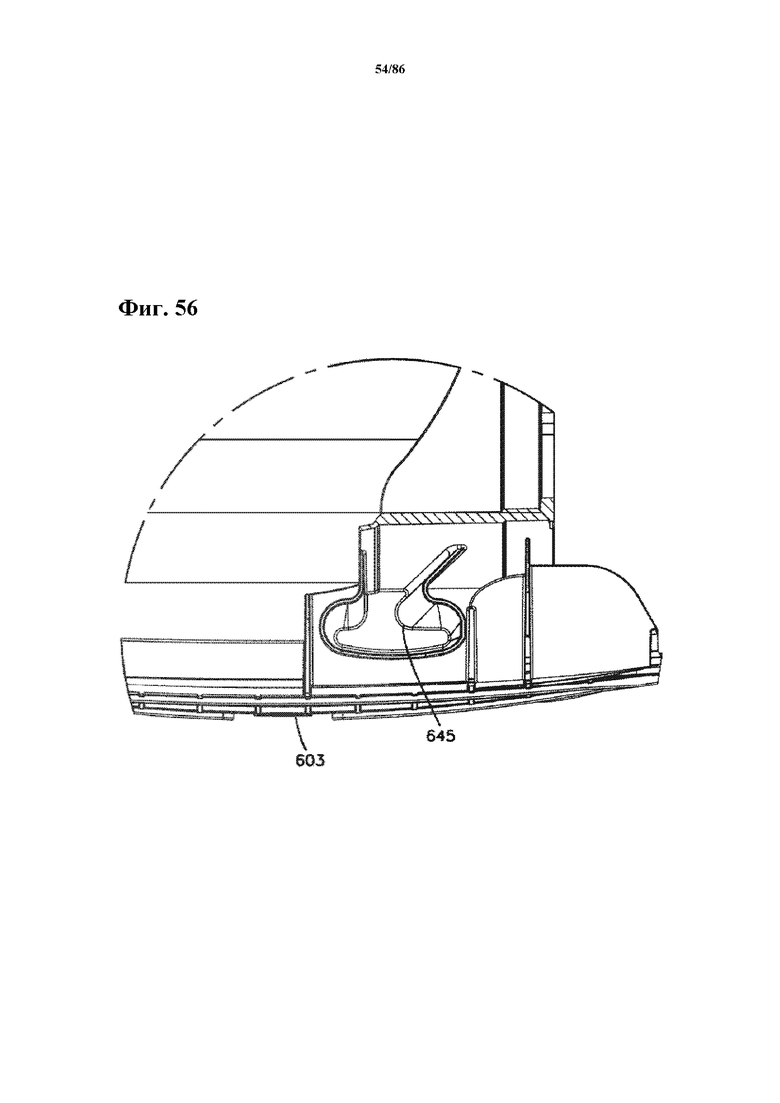
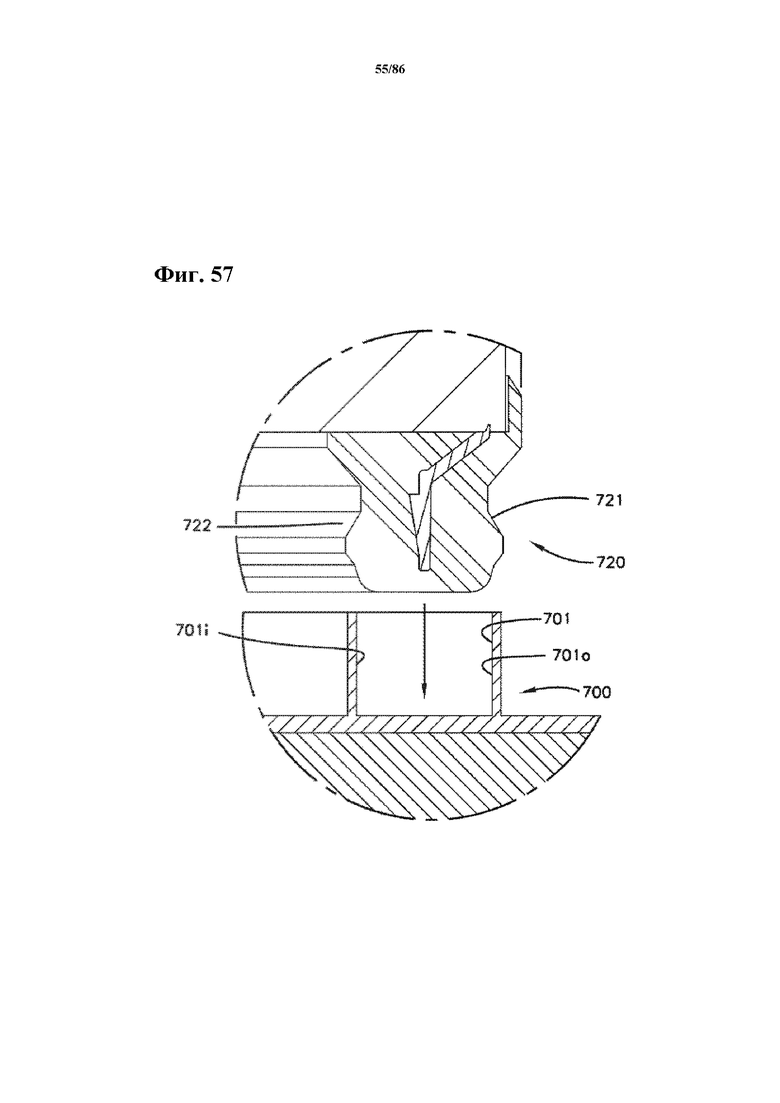
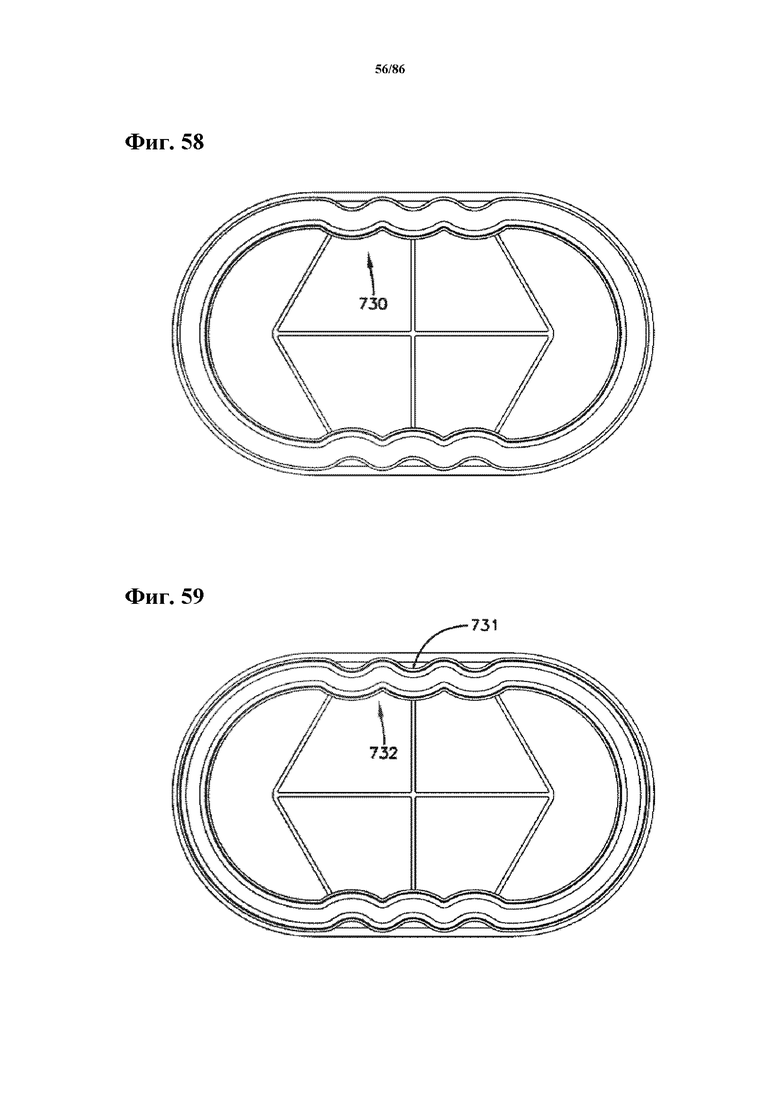
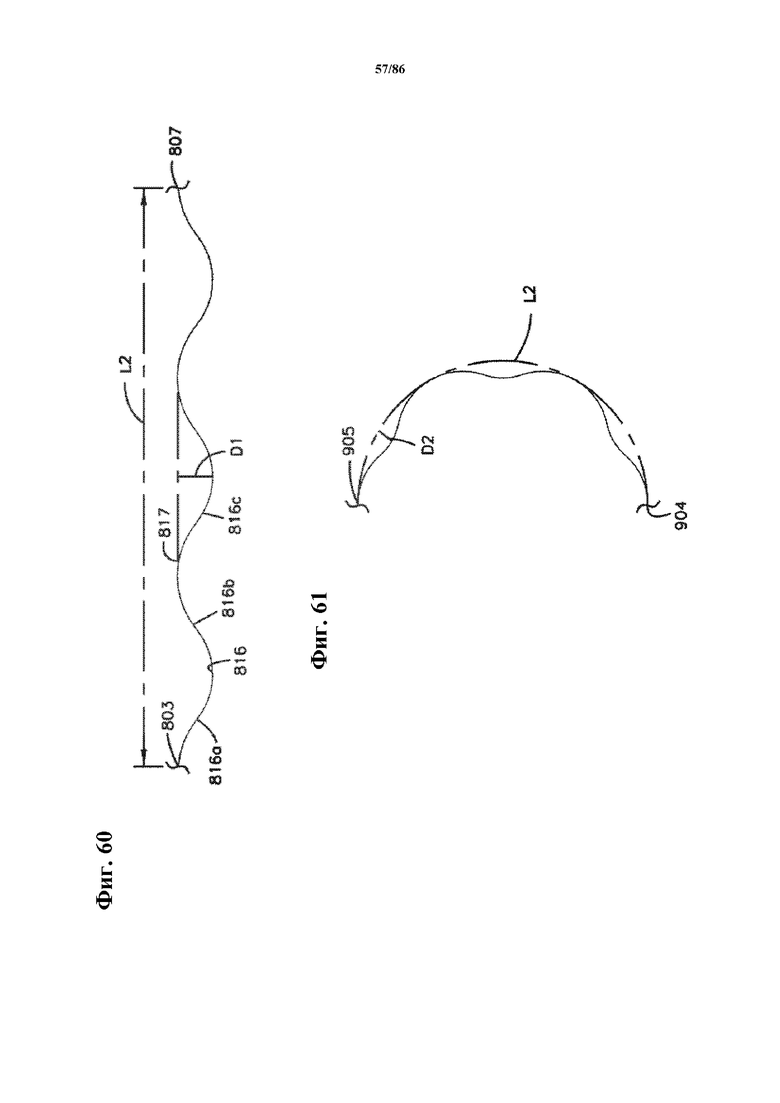
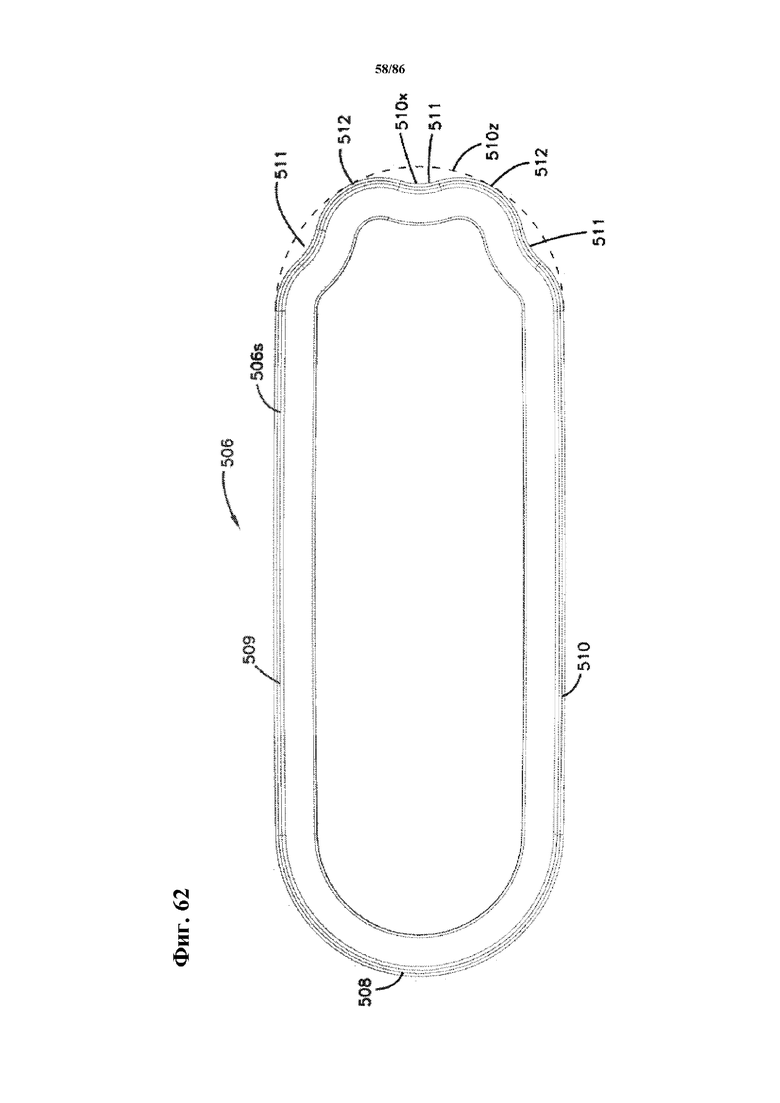
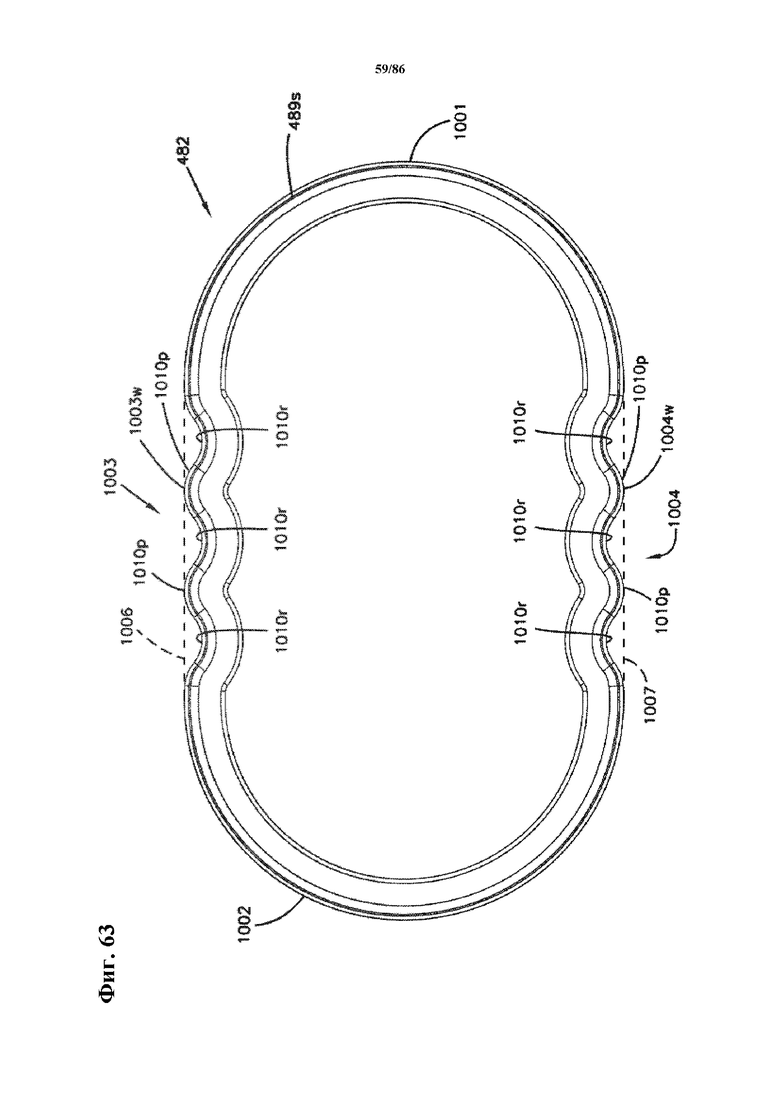
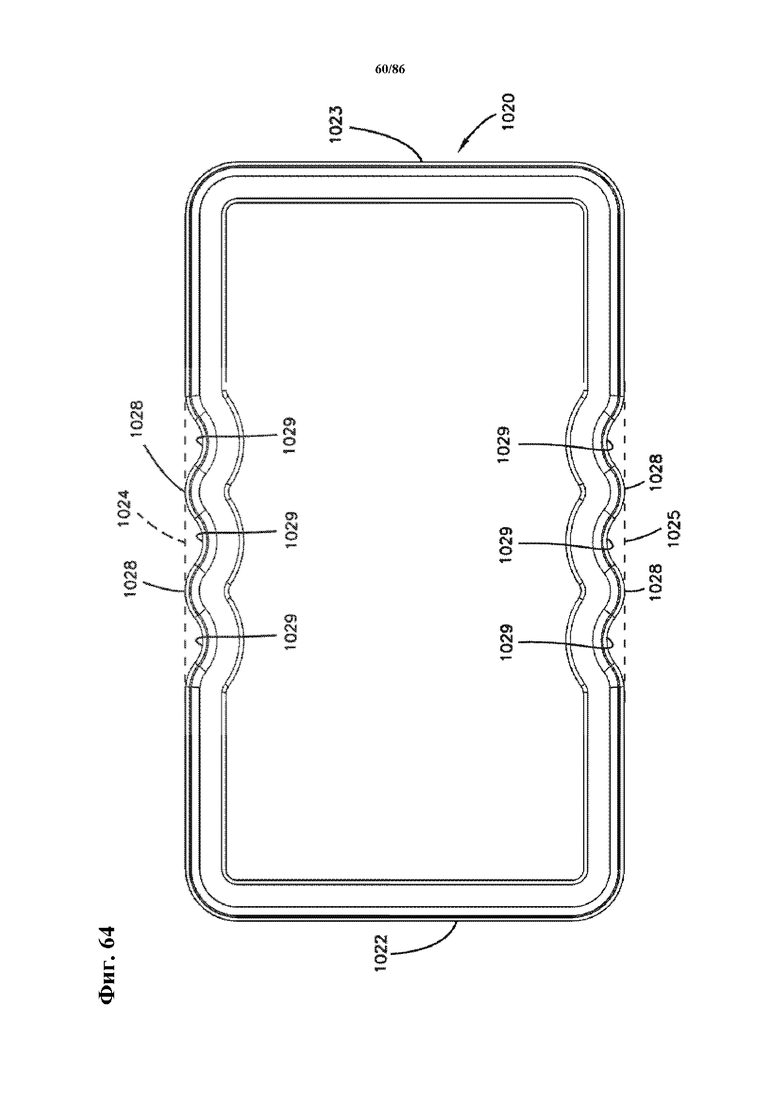
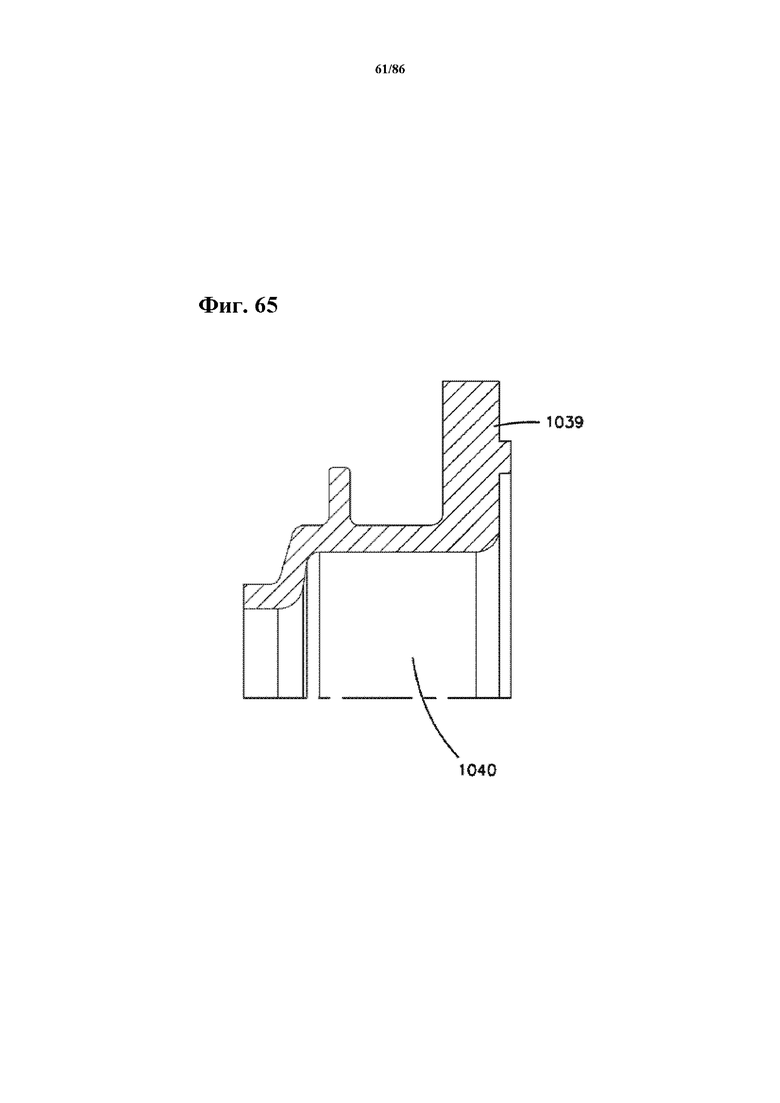
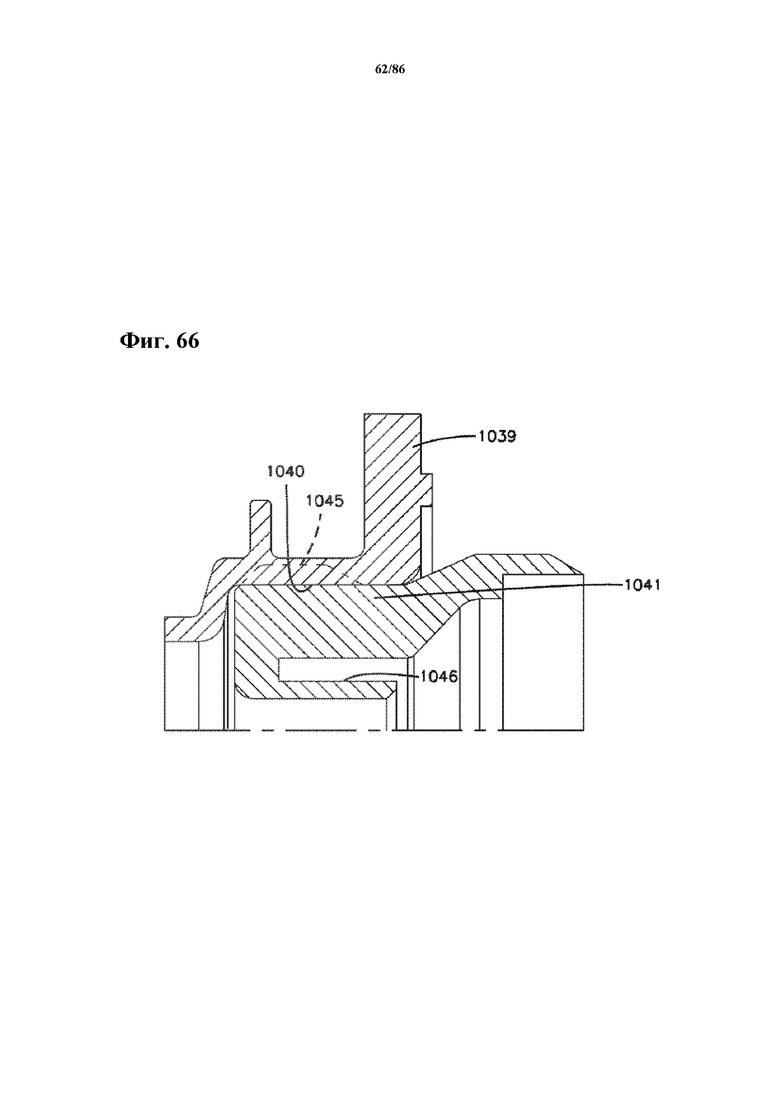
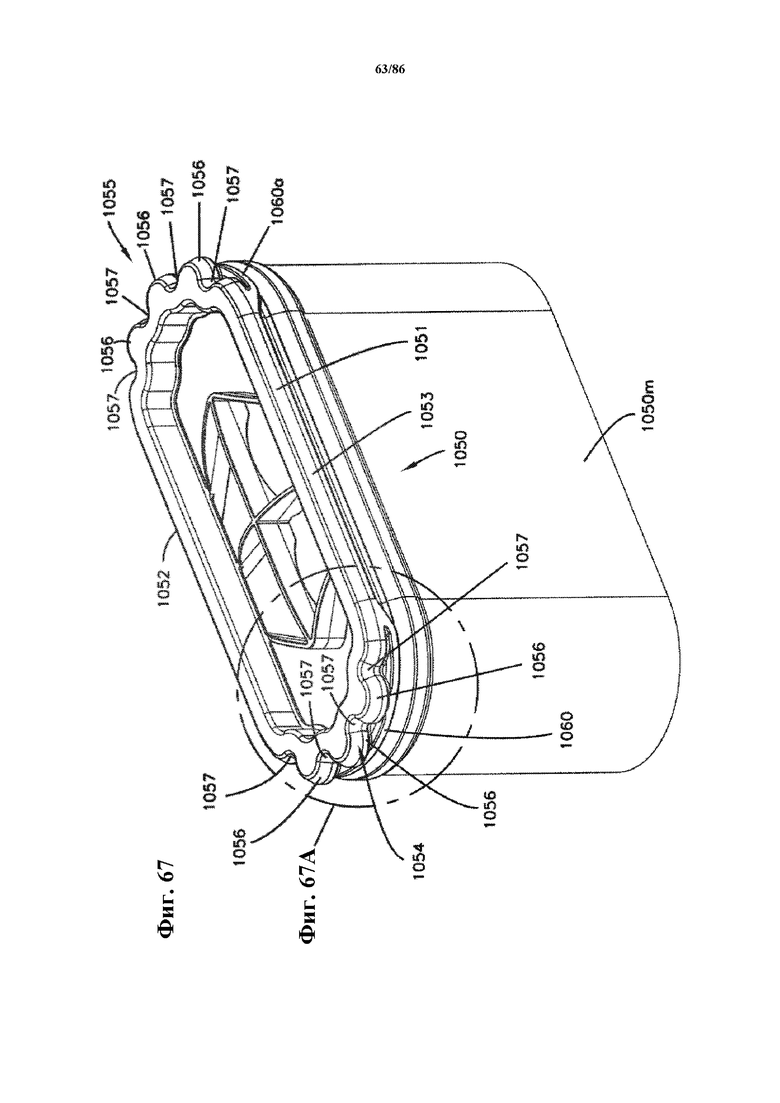
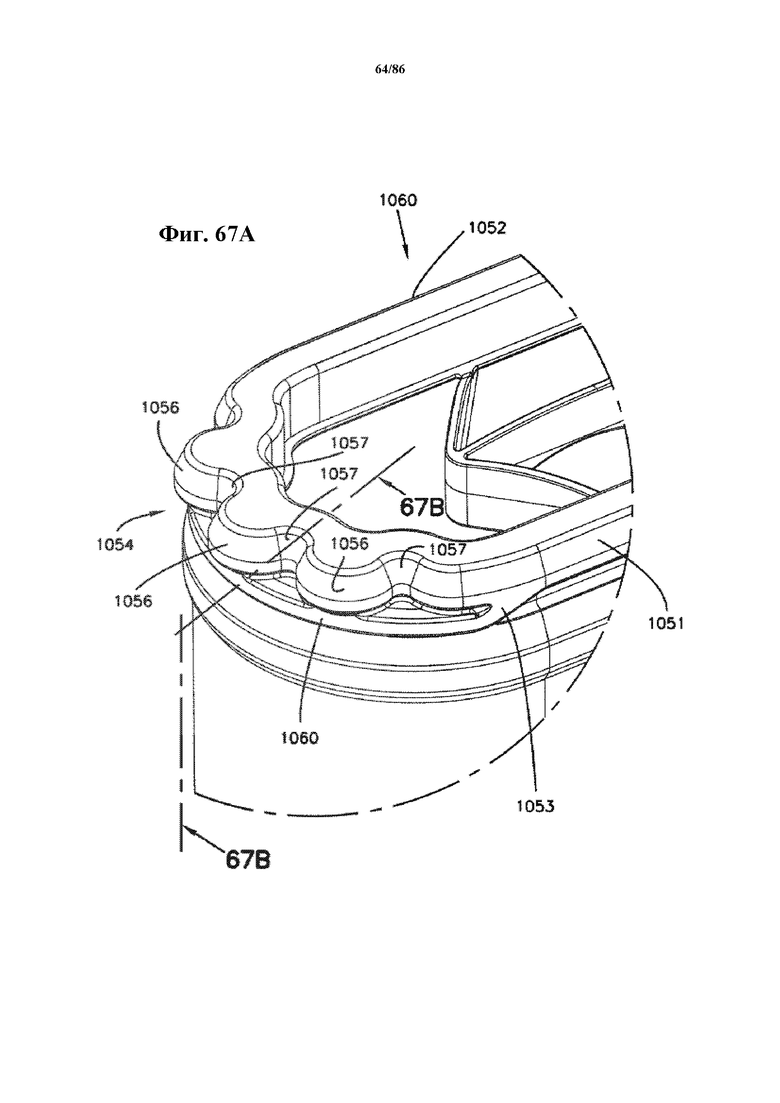
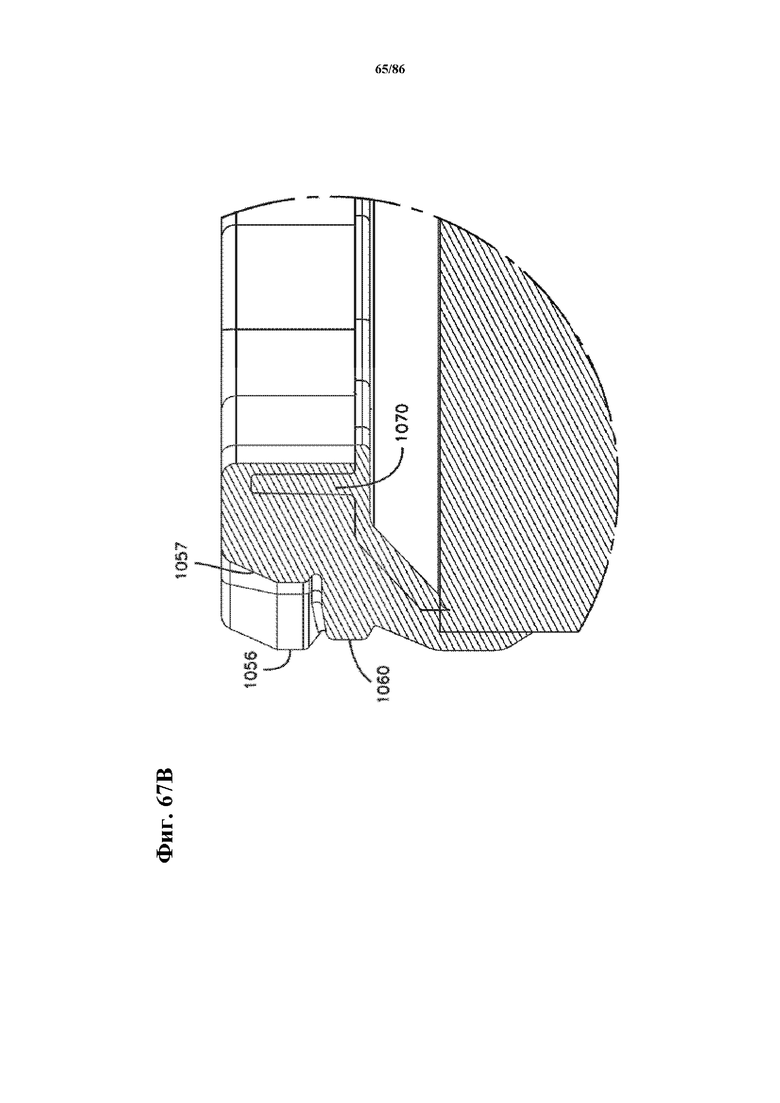
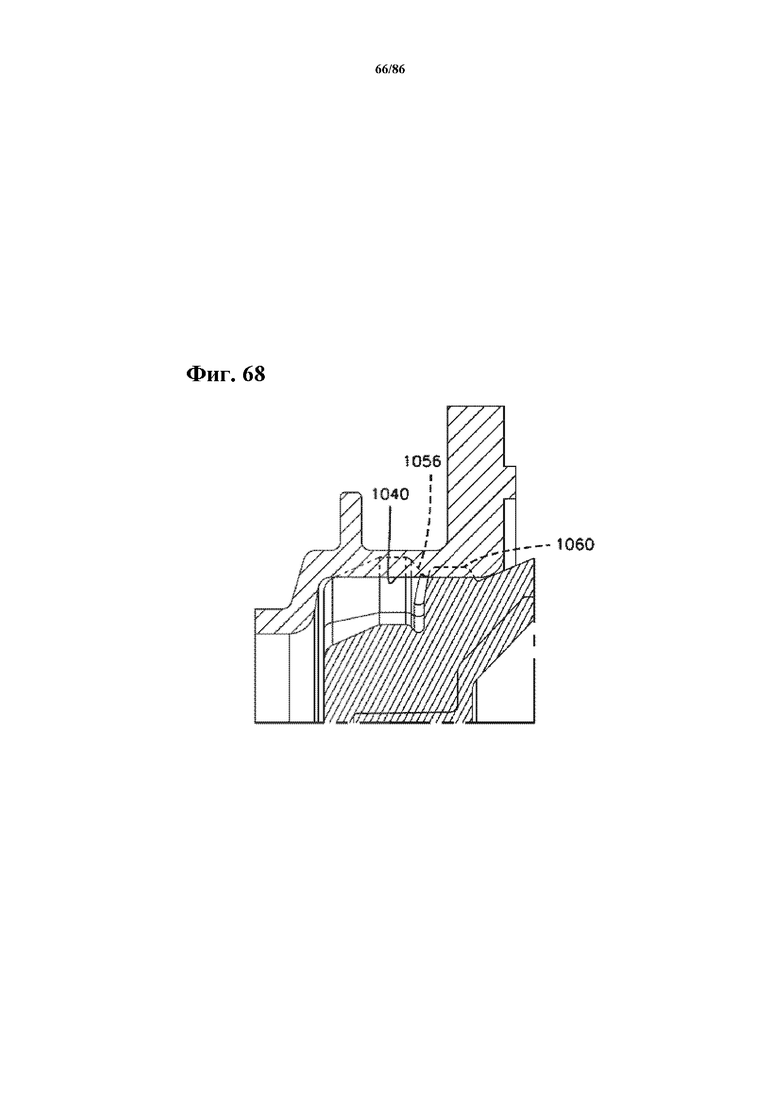
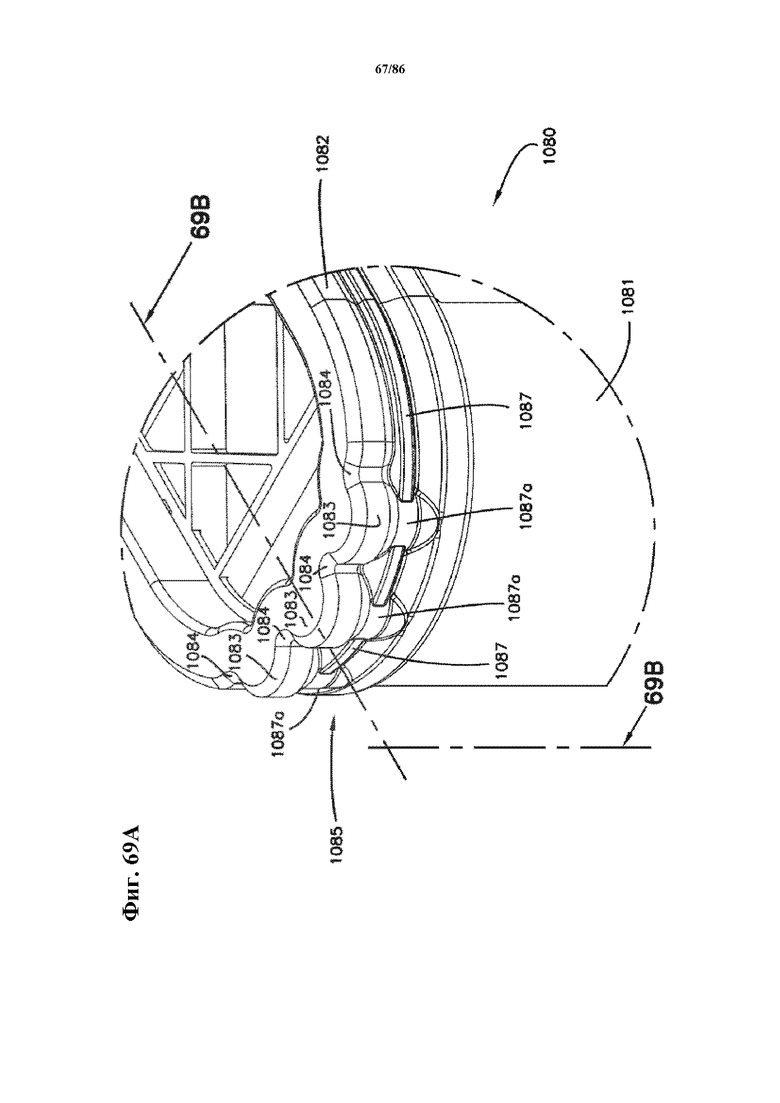
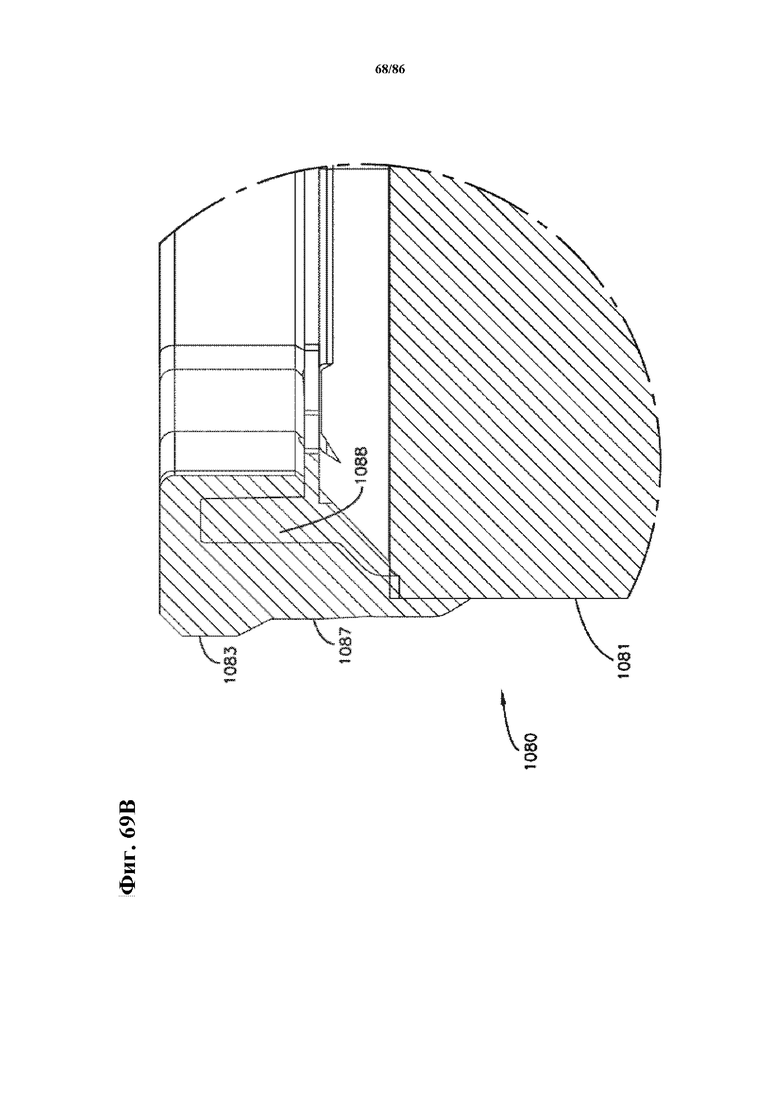
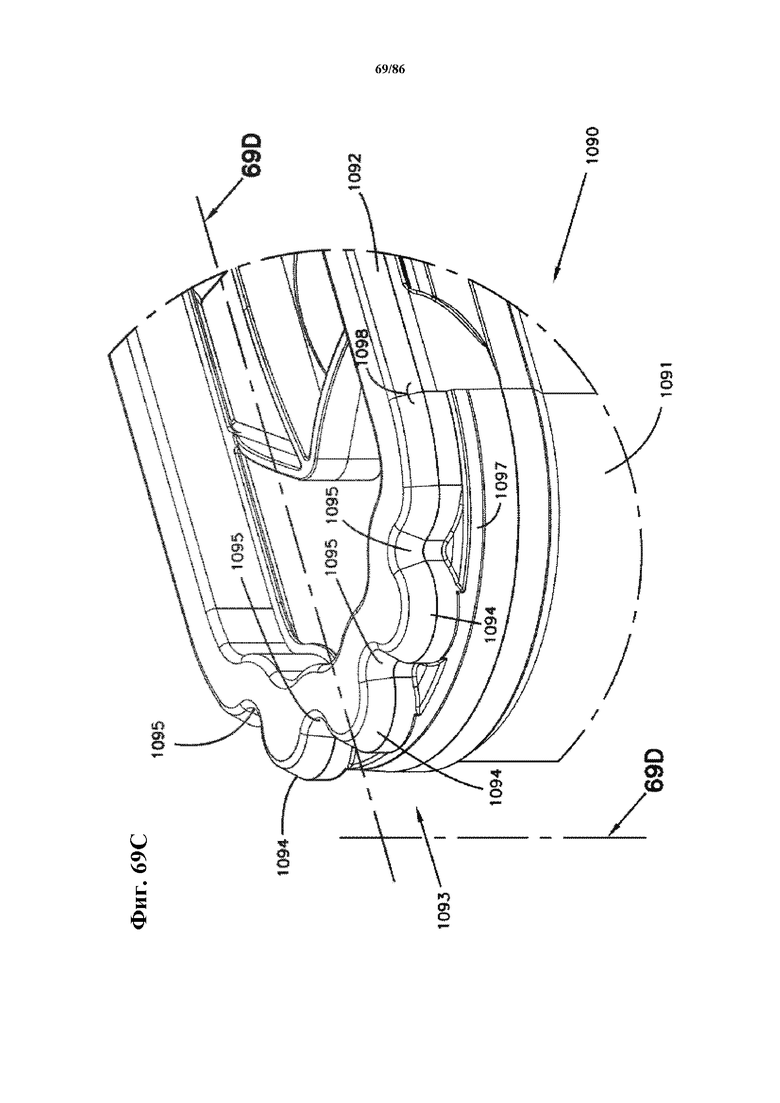
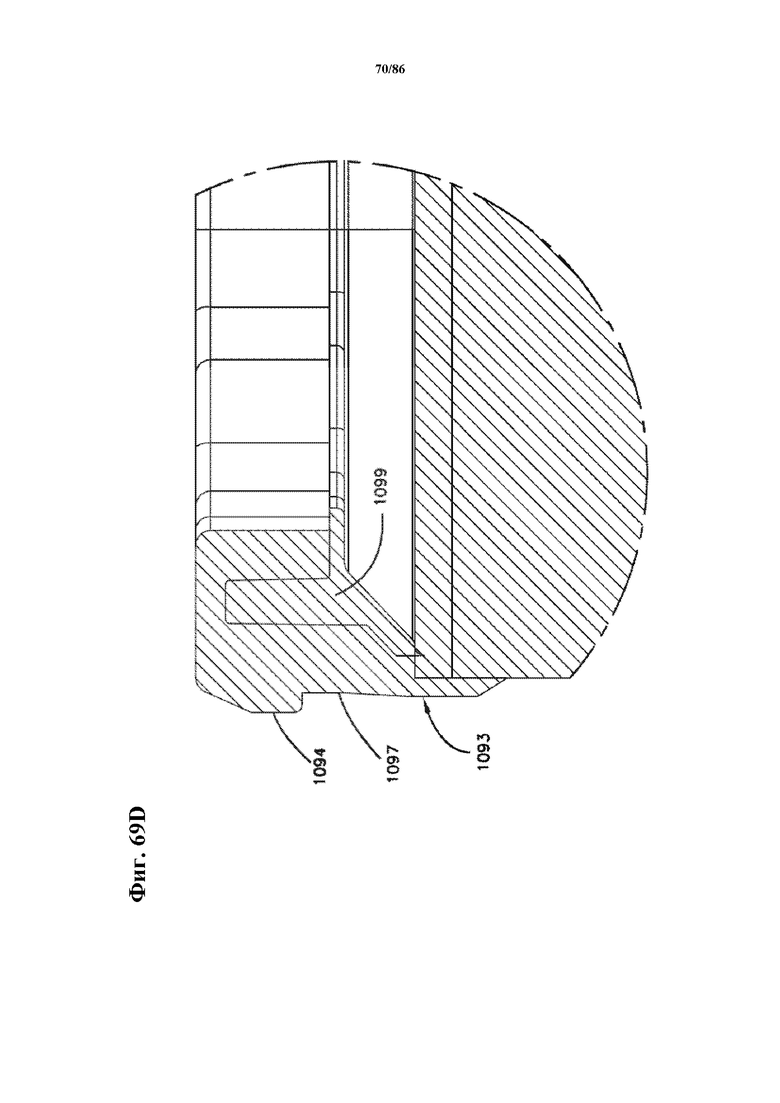
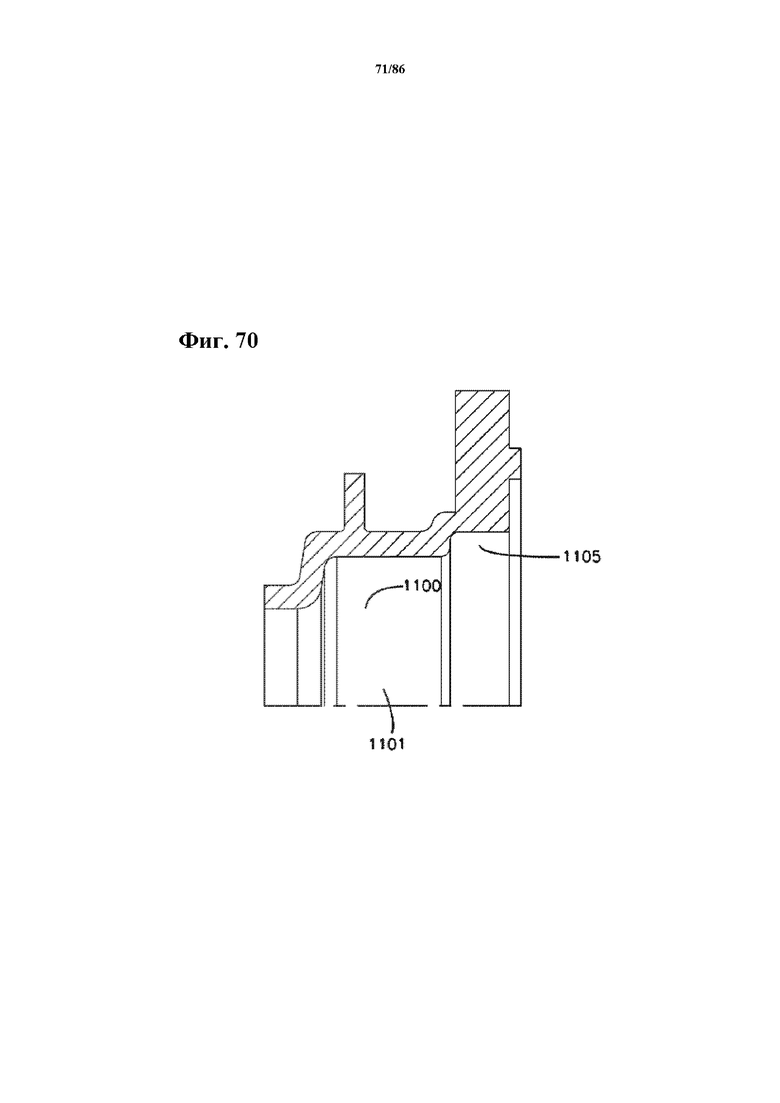
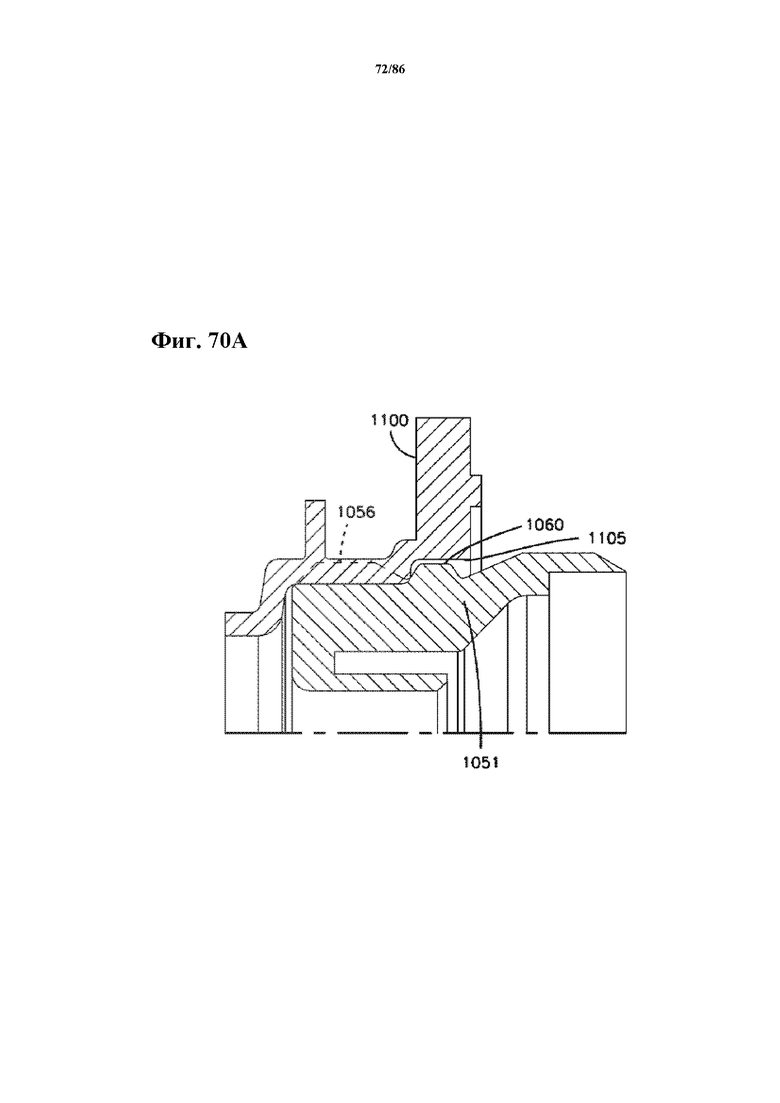
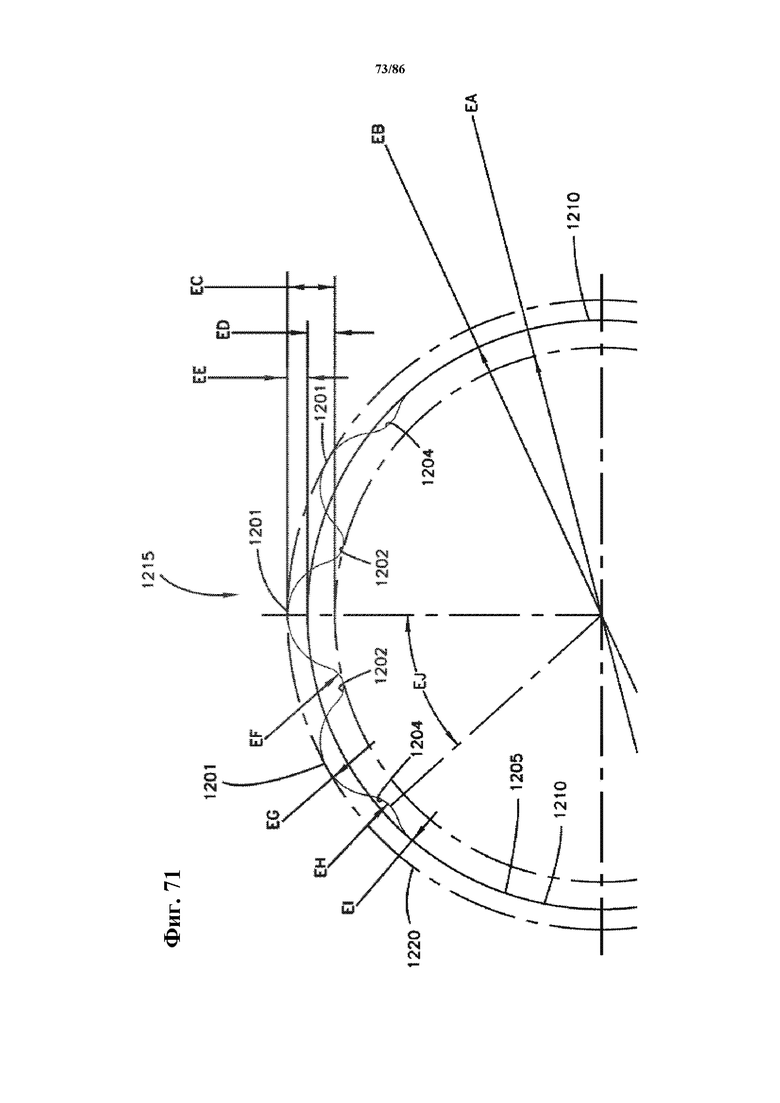
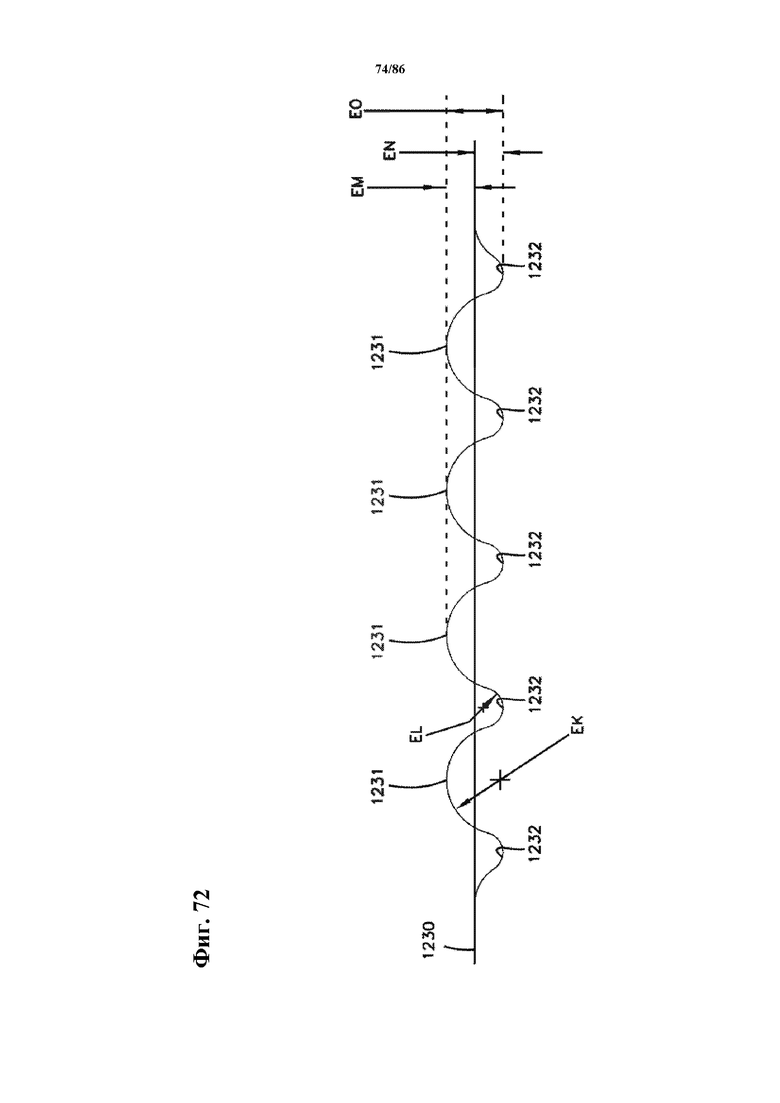
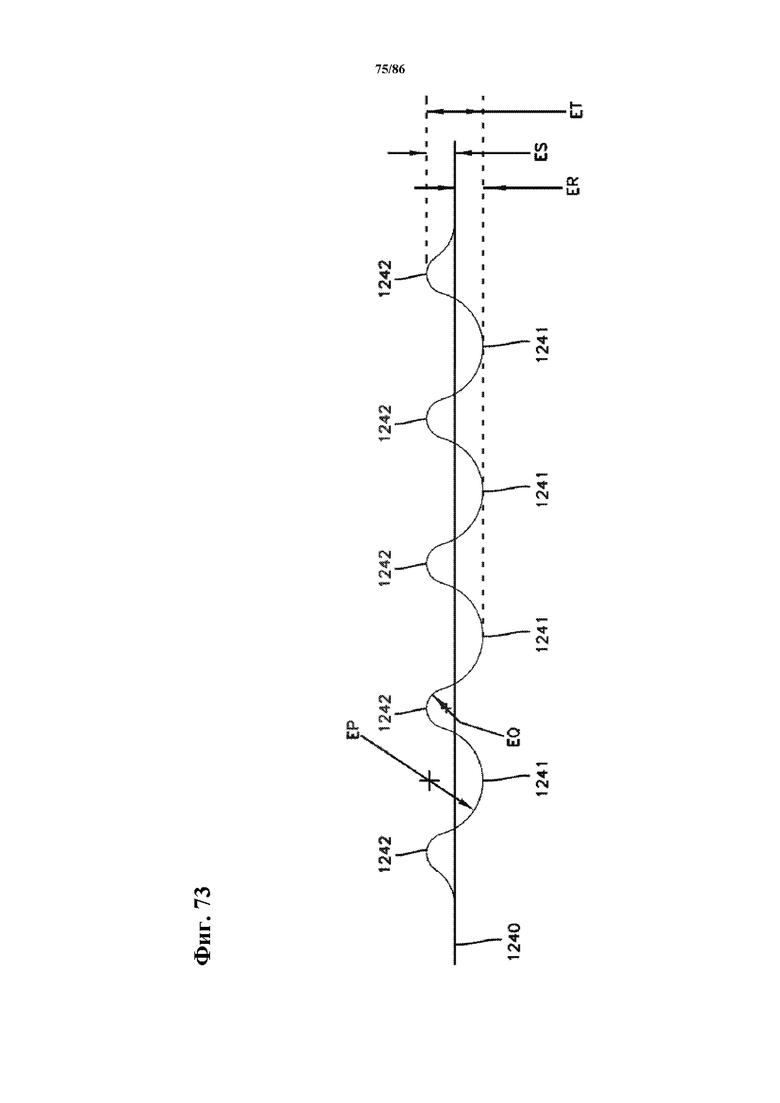
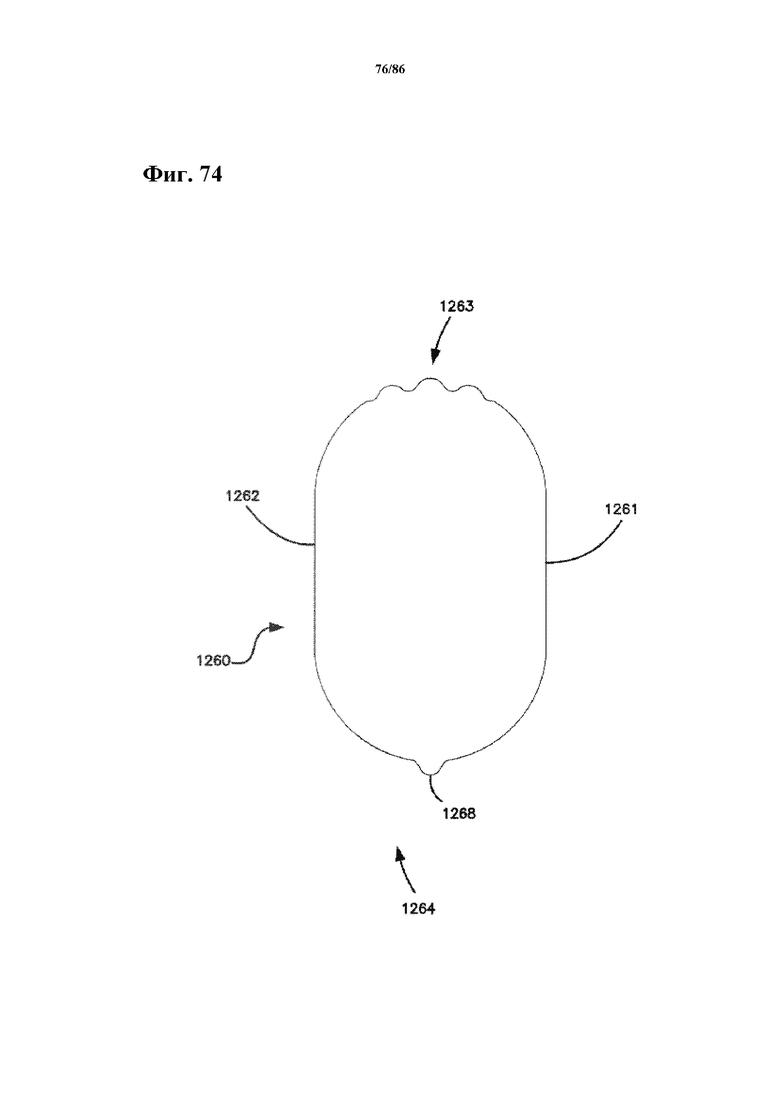
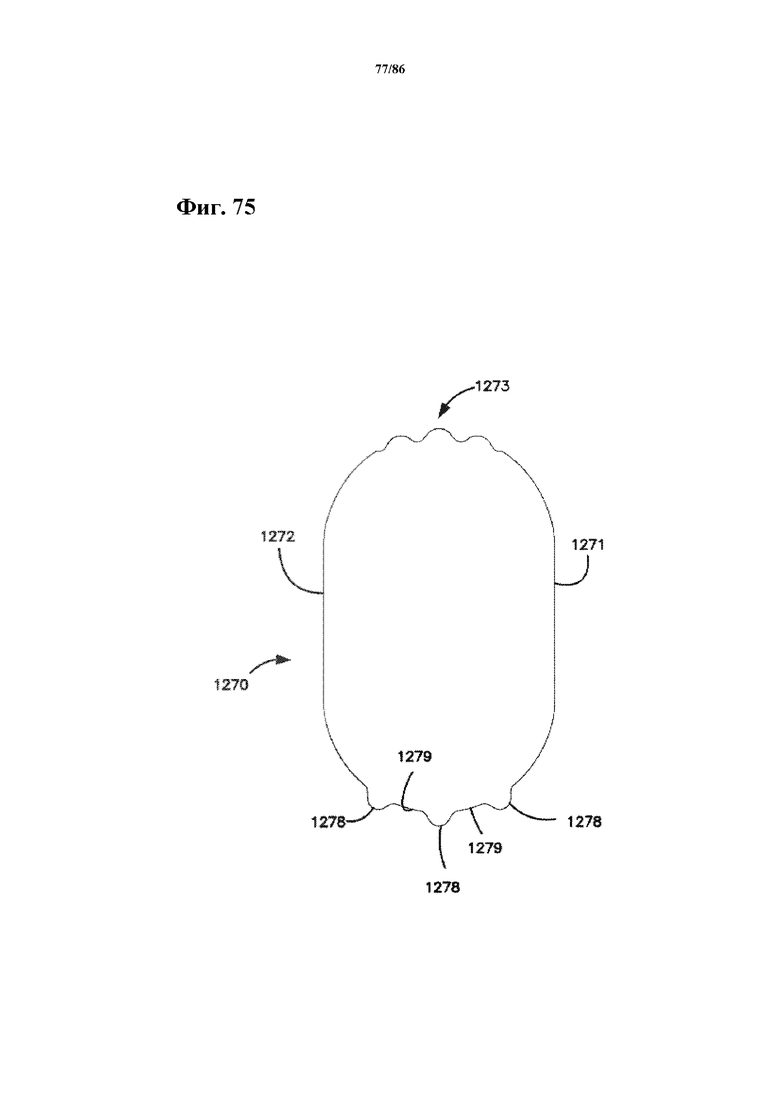
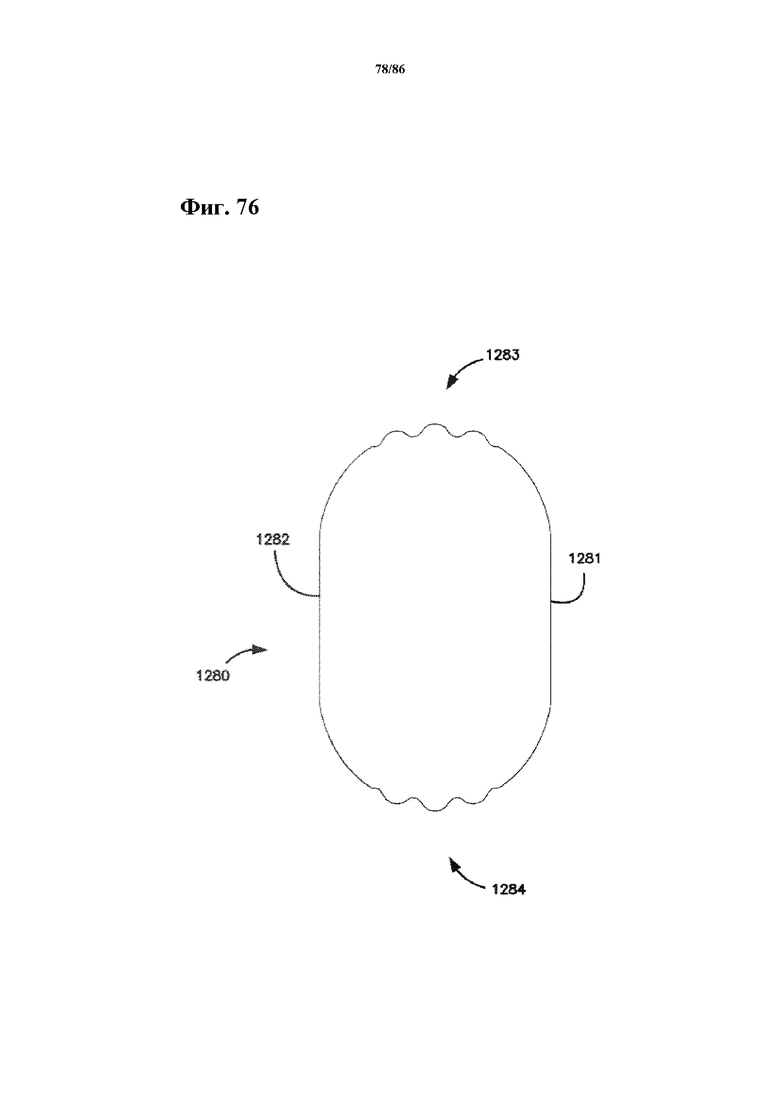
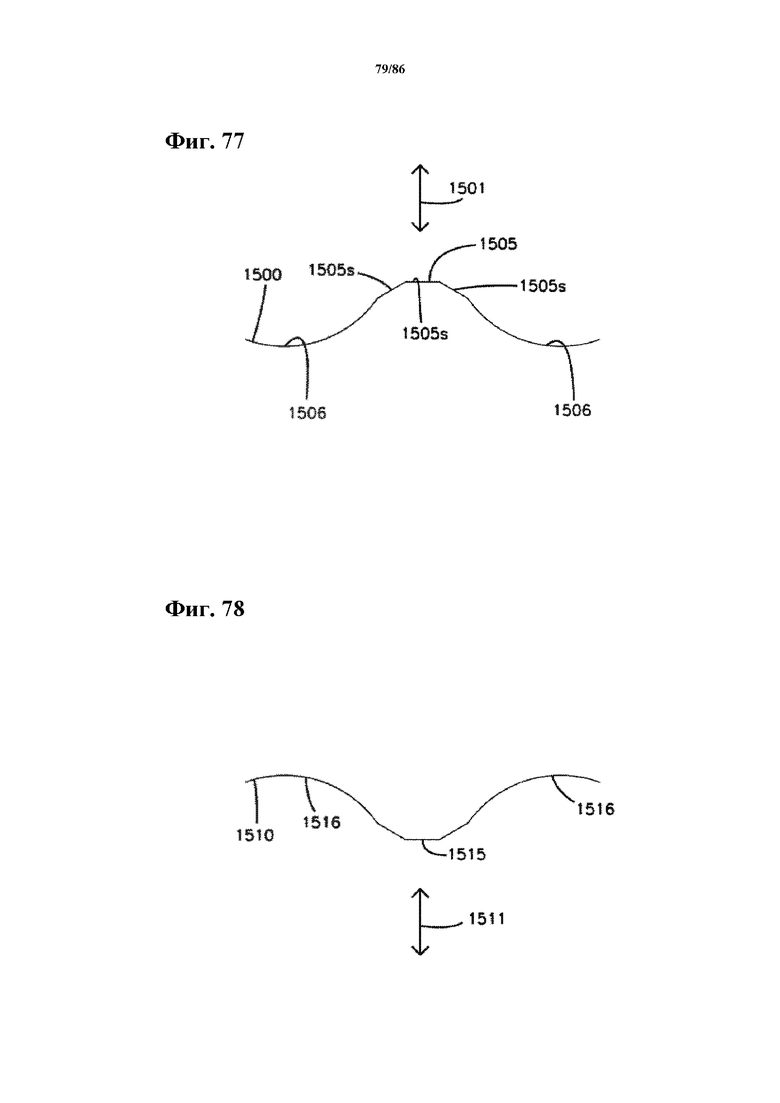
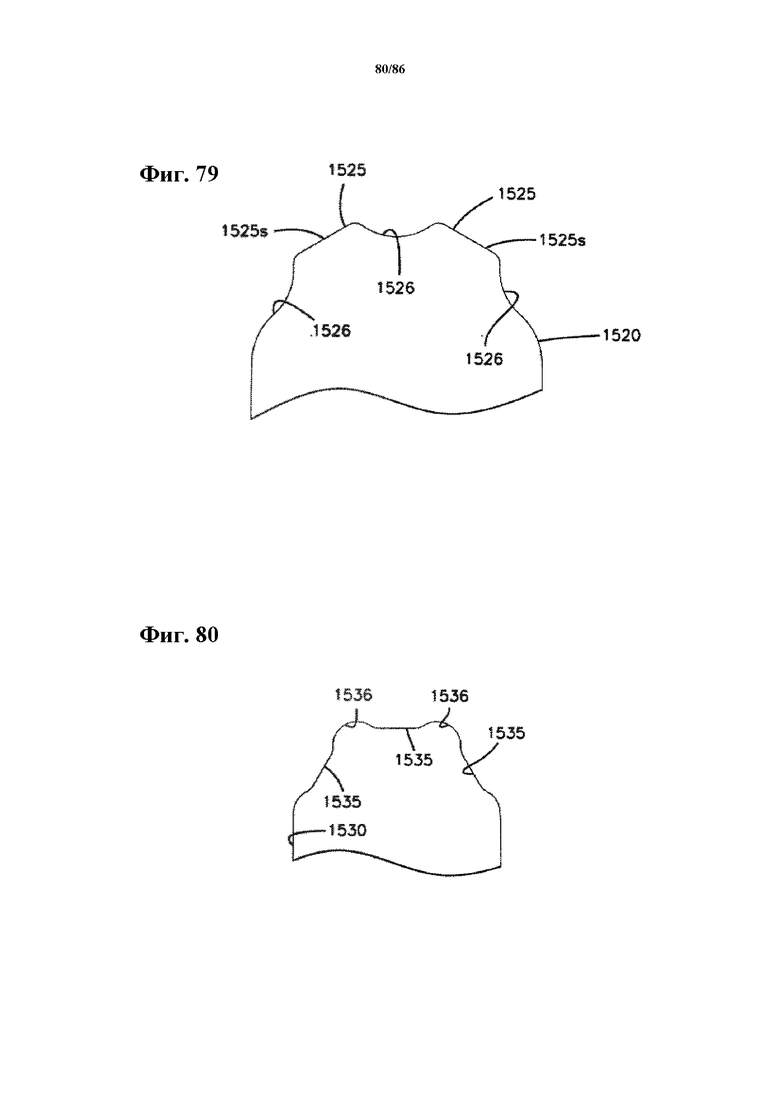
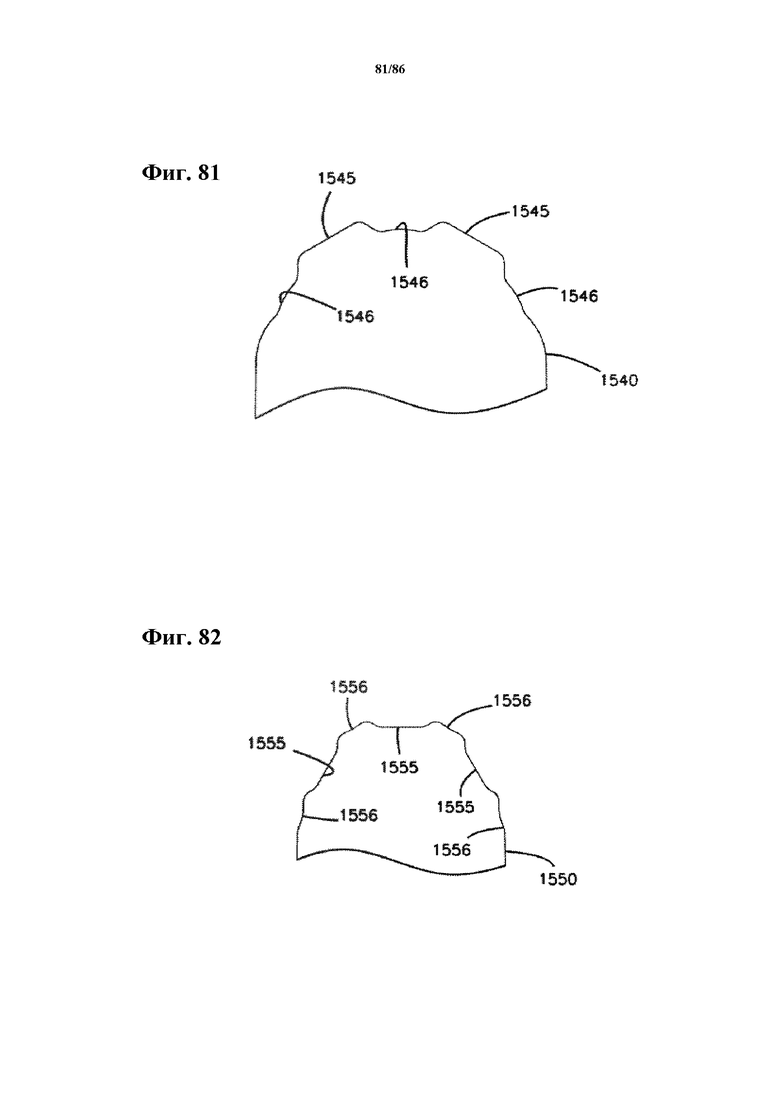
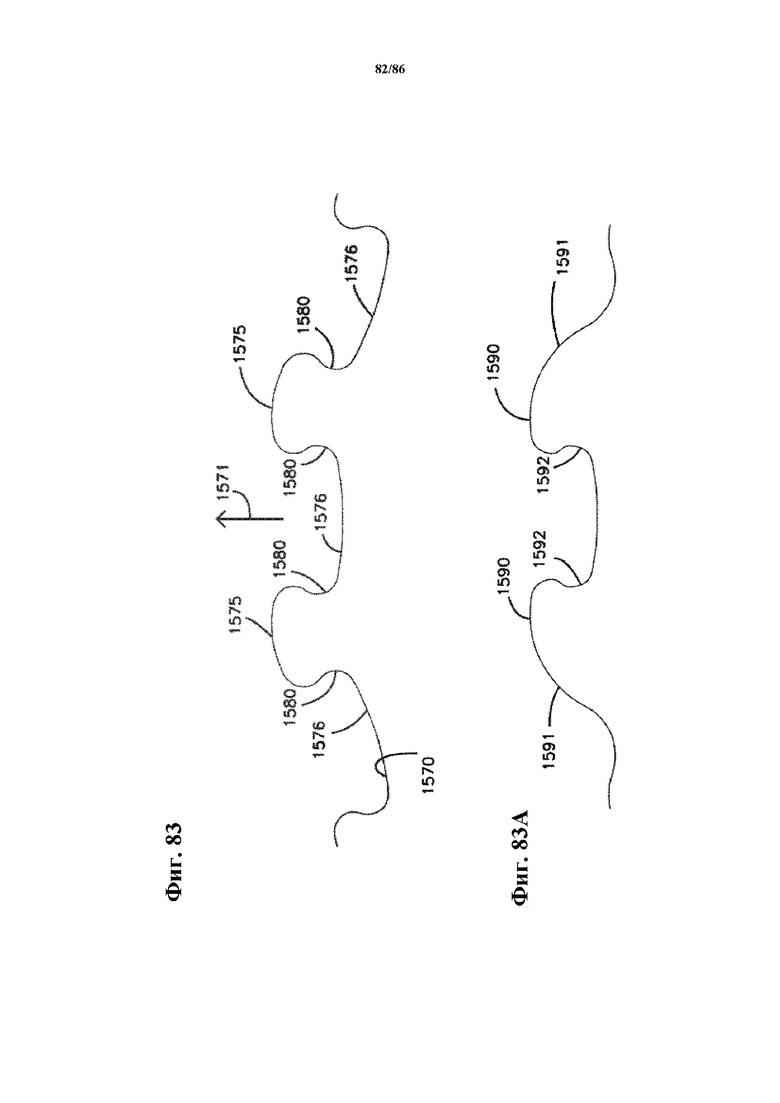
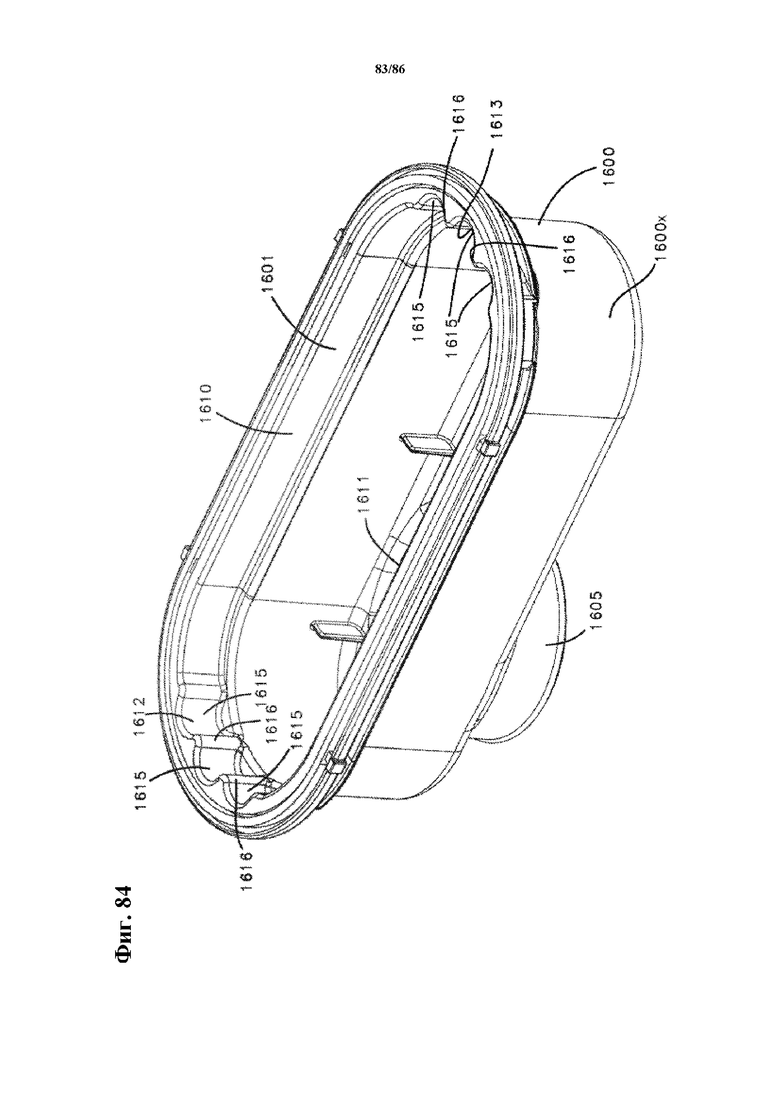
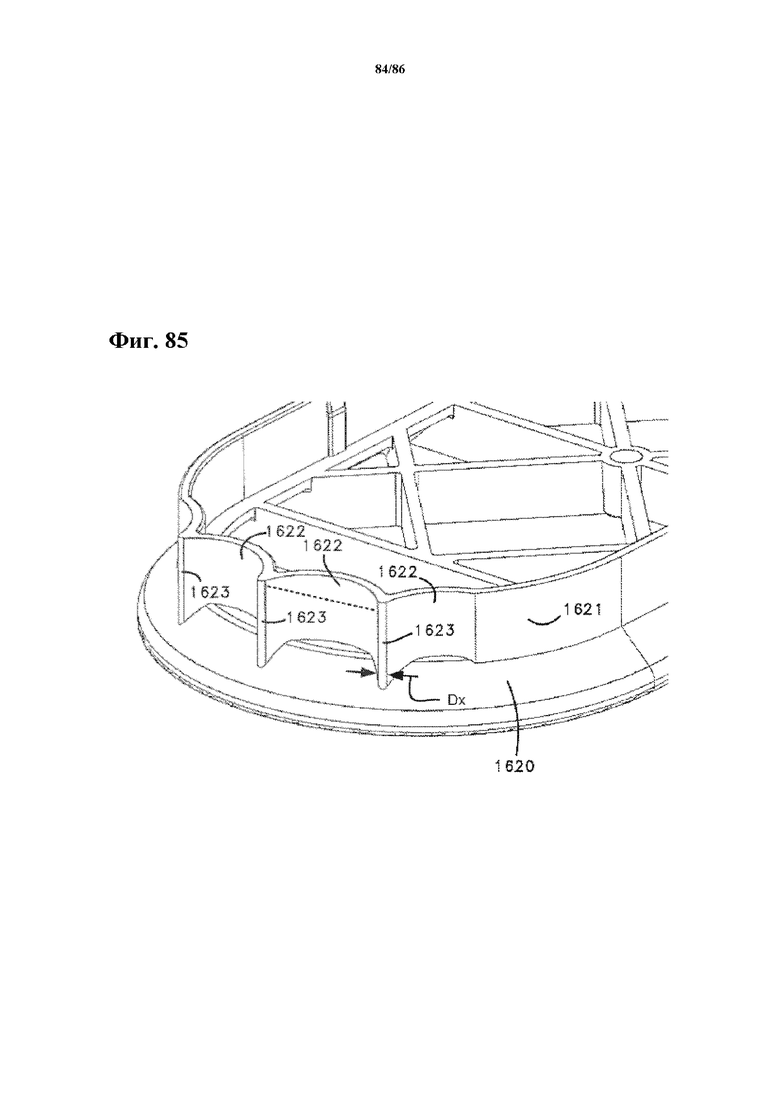
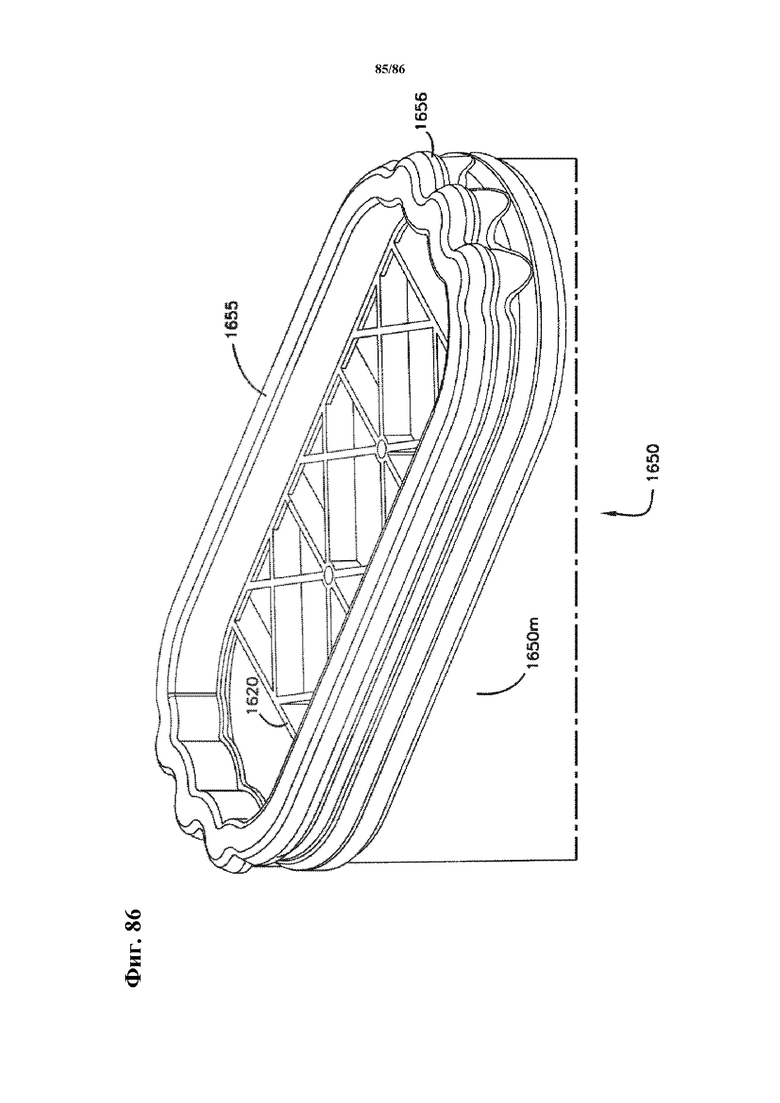
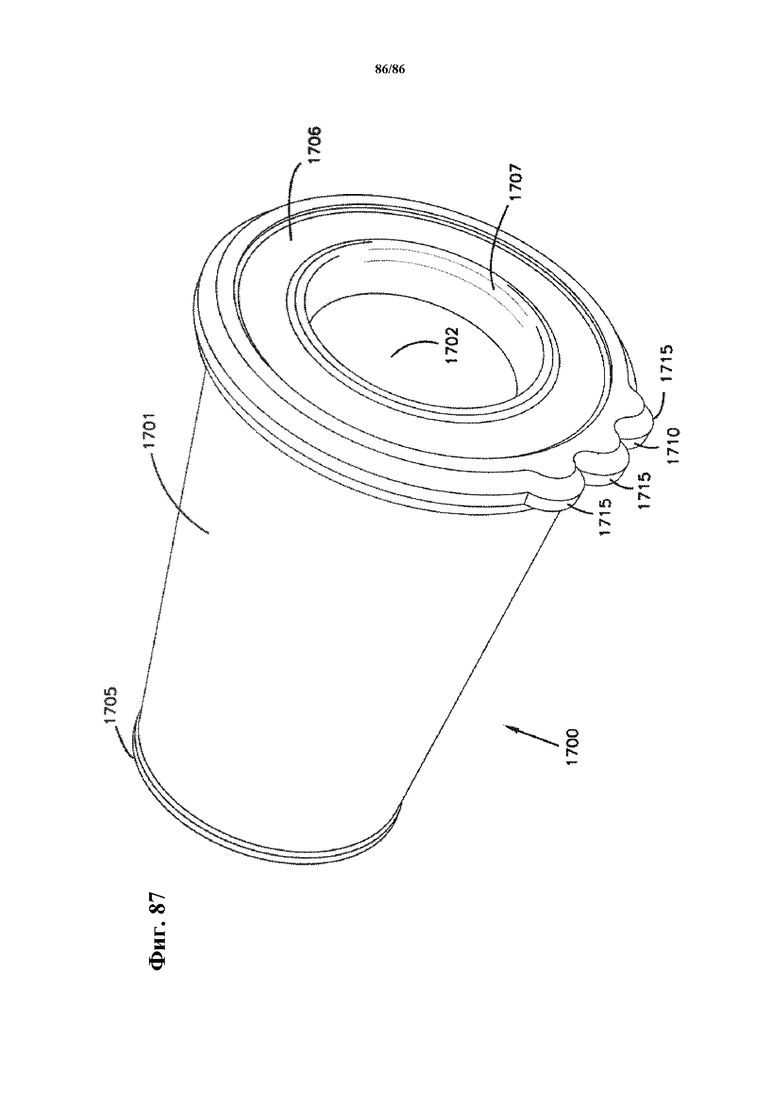
Изобретение предназначено для очистки воздуха. Описаны обслуживаемые картриджи фильтров. Картридж (415) содержит компоновку (420) уплотнения, имеющую радиально направленную уплотнительную поверхность (445а) с по меньшей мере первой секцией, неволнистой или без выступов/углублений, и второй секцией, волнистой или с выступами/углублениями. Технический результат: препятствование установке ненадлежащего картриджа в корпус воздухоочистителя во время обслуживания. 6 н. и 48 з.п. ф-лы, 106 ил.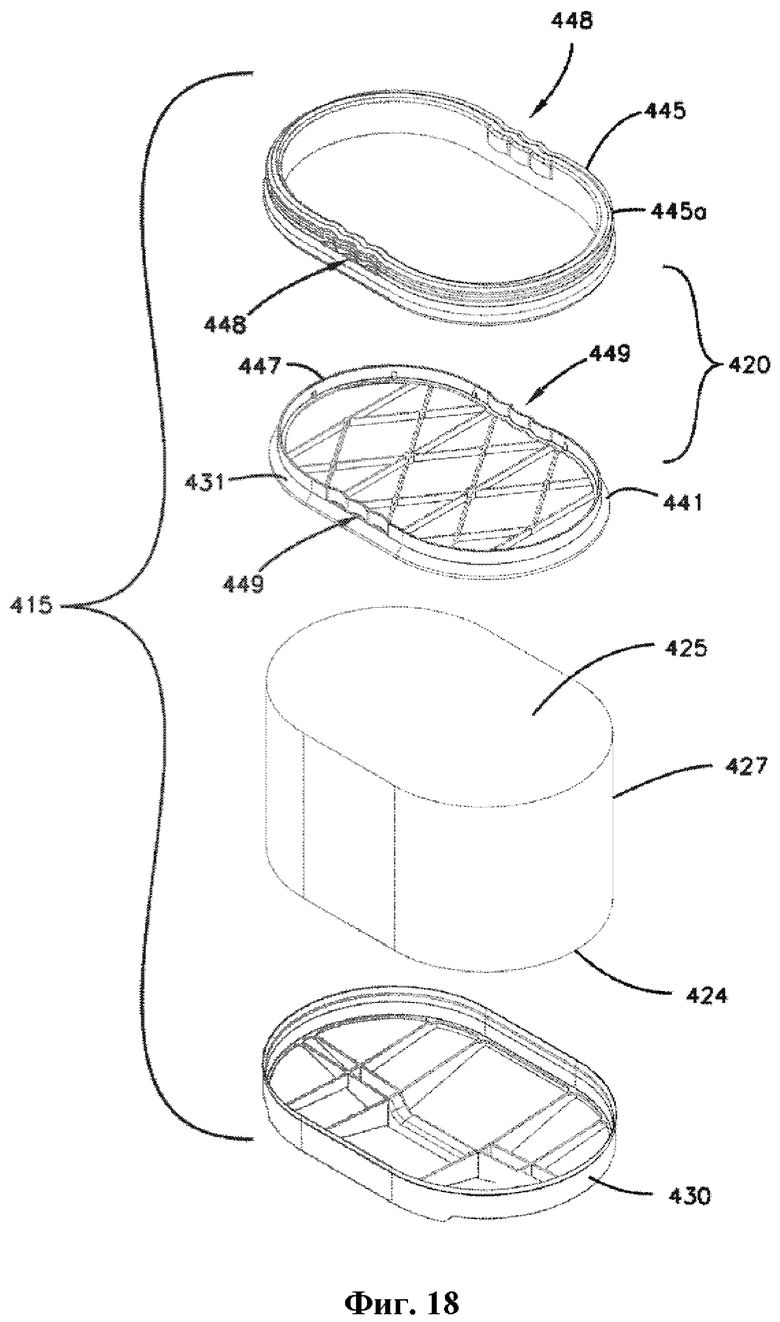
1. Картридж воздушного фильтра, содержащий:
(a) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока:
(i) первый конец для потока представляет собой впускной конец для потока;
(ii) второй конец для потока представляет собой выпускной конец для потока; и
(iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и
(b) компоновку уплотнения с корпусом, расположенную на паковке набивки:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый направленный радиально наружу уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с окружающей структурой с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и
(iv) первая радиальная уплотнительная поверхность содержит:
(A) по меньшей мере первую секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися радиальными выступами/углублениями, содержащую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру; и
(B) участок, составляющий по меньшей мере 30% протяженности радиальной уплотнительной поверхности в направлении по периметру, не содержащий конфигурации с чередующимися выступами/углублениями и не имеющий в себе углублений.
2. Картридж воздушного фильтра, содержащий:
(a) паковку набивки, содержащую фильтрующую набивку; и
(b) компоновку уплотнения с корпусом, расположенную на паковке набивки:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый радиально направленный уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и
(iv) первая радиальная уплотнительная поверхность содержит:
(A) первую секцию уплотнительной поверхности, содержащую радиально направленную часть, содержащую конфигурацию с чередующимися выступами/углублениями, содержащую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру радиальной уплотнительной поверхности; и
(B) вторую секцию уплотнительной поверхности, приспособленную для полного радиального контакта с обеспечением уплотнения со связанной частью окружающей структуры; связанная часть окружающей структуры не имеет в себе выступов или углублений на непрерывной длине в направлении по периметру, составляющей по меньшей мере 100 мм.
3. Картридж воздушного фильтра по п. 2, отличающийся тем, что:
(а) паковка набивки содержит фильтрующую набивку, определяющую первый и второй противолежащие концы для потока.
4. Картридж воздушного фильтра по п. 3, отличающийся тем, что:
(а) секция в виде первой радиальной уплотнительной поверхности содержит первую и вторую противолежащие боковые секции уплотнительной поверхности, проходящие между первой и второй противолежащими дугообразными секциями уплотнительной поверхности.
5. Картридж воздушного фильтра, содержащий:
(a) паковку набивки, содержащую фильтрующую набивку и имеющую первый и второй противолежащие концы для потока:
(i) первый из противолежащих концов для потока представляет собой впускной конец для потока;
(ii) второй из противолежащих концов для потока представляет собой выпускной конец для потока; и
(iii) паковка набивки приспособлена для фильтрации воздуха, протекающего во впускной конец для потока, до выхода воздуха из выпускного конца для потока; и
(b) компоновку уплотнения с корпусом, расположенную на паковке набивки:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый радиально направленный уплотнительный элемент, определяющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока:
(A) первая радиальная уплотнительная поверхность имеет секцию в виде первой неволнистой дугообразной уплотнительной поверхности, проходящую по дугообразной протяженности; и
(B) первая дугообразная волнистая секция уплотнительной поверхности содержит конфигурацию с чередующимися радиальными выступами/углублениями и проходит по внутренней дуге, составляющей не более 80% от суммарной длины уплотнительной поверхности в направлении по периметру, относящейся к радиальной уплотнительной поверхности;
(C) первая дугообразная волнистая секция уплотнительной поверхности имеет радиус кривизны, обозначенный как R1; и
(D) первая дугообразная волнистая секция уплотнительной поверхности содержит конфигурацию с криволинейными выступами / криволинейными углублениями, имеющую по меньшей мере три секции с углублением и несколько секций с выступом:
(1) каждая секция с выступом и каждая секция с углублением в конфигурации с секциями с криволинейным выступом / секциями с криволинейным углублением первой волнистой секции уплотнительной поверхности имеет такой радиус R2 кривизны, что отношение R1/R2 для каждой из них составляет по меньшей мере 1,5.
6. Картридж воздушного фильтра по п. 5, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 60°.
7. Картридж воздушного фильтра по п. 6, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность проходит по непрерывной дугообразной протяженности, составляющей по меньшей мере 60°.
8. Картридж воздушного фильтра по п. 6, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность содержит в себе несколько разнесенных дугообразных секций, которые суммарно имеют дугообразную протяженность, составляющую по меньшей мере 60°.
9. Картридж воздушного фильтра по п. 5, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 20°.
10. Картридж воздушного фильтра по п. 5, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 30°.
11. Картридж воздушного фильтра по п. 5, отличающийся тем, что:
(а) первая неволнистая дугообразная уплотнительная поверхность проходит по дугообразной протяженности, составляющей по меньшей мере 40°.
12. Картридж воздушного фильтра по любому из пп. 10 и 11, отличающийся тем, что:
(а) первая дугообразная секция уплотнительной поверхности, относящаяся к радиальной уплотнительной поверхности, приспособлена для прохождения по внутренней дуге, составляющей по меньшей мере 130°.
13. Картридж воздушного фильтра по любому из пп. 10-12, отличающийся тем, что:
(а) первая дугообразная секция уплотнительной поверхности, относящаяся к радиальной уплотнительной поверхности, приспособлена для прохождения по полукруглой внутренней дуге.
14. Картридж воздушного фильтра по любому из пп. 2-13, отличающийся тем, что:
(а) компоновка уплотнения с корпусом содержит первую направленную радиально наружу радиальную уплотнительную поверхность.
15. Картридж воздушного фильтра по любому из пп. 2-13, отличающийся тем, что:
(а) компоновка уплотнения с корпусом содержит первую направленную радиально внутрь радиальную уплотнительную поверхность.
16. Картридж воздушного фильтра по любому из пп. 1-15, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности и вторую секцию уплотнительной поверхности на протяженности в направлении по периметру, каждая из которых содержит радиально направленную часть, содержащую конфигурацию с чередующимися выступами/углублениями.
17. Картридж воздушного фильтра по п. 16, отличающийся тем, что:
(а) вторая секция уплотнительной поверхности содержит по меньшей мере три выступа с углублениями между ними на протяженности в направлении по периметру.
18. Картридж воздушного фильтра по любому из пп. 1-17, отличающийся тем, что:
(а) участок, составляющий по меньшей мере 40% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
19. Картридж воздушного фильтра по любому из пп. 1-18, отличающийся тем, что:
(а) участок, составляющий по меньшей мере 50% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
20. Картридж воздушного фильтра по любому из пп. 1-19, отличающийся тем, что:
(а) участок, составляющий по меньшей мере 50% протяженности первой радиальной уплотнительной поверхности в направлении по периметру, представляет собой непрерывную протяженность, не содержащую конфигурации с чередующимися выступами/углублениями и не имеющую в себе углублений.
21. Картридж воздушного фильтра по любому из пп. 1-20, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность содержит по меньшей мере две разнесенные секции, которые суммарно составляют по меньшей мере 30% протяженности первой уплотнительной поверхности в направлении по периметру и которые не содержат конфигурации с чередующимися выступами/углублениями и не имеют в себе углублений.
22. Картридж воздушного фильтра по любому из пп. 1-21, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность содержит несколько разнесенных секций в направлении по периметру, включающих по меньшей мере две секции, каждая из которых содержит по меньшей мере 15% протяженности в направлении по периметру радиальной уплотнительной поверхности и каждая из которых не содержит конфигурации с чередующимися выступами/углублениями и не имеет в себе углублений.
23. Картридж воздушного фильтра по любому из пп. 1-22, отличающийся тем, что:
(а) набивка имеет овальный наружный периметр, смежный с ее концом.
24. Картридж воздушного фильтра по любому из пп. 1-23, отличающийся тем, что:
(а) набивка имеет наружный периметр в форме ипподрома, содержащий две противолежащие прямолинейные боковые секции и две противолежащие полукруглые концевые секции, смежные с ее концом.
25. Картридж воздушного фильтра по любому из пп. 1-24, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность имеет форму в направлении по периметру, имеющую две противолежащие прямолинейные секции уплотнительной поверхности и две противолежащие дугообразные секции уплотнительной поверхности:
(i) прямолинейные секции уплотнительной поверхности проходят между дугообразными секциями уплотнительной поверхности.
26. Картридж воздушного фильтра по п. 25, отличающийся тем, что:
(а) каждая из двух противолежащих дугообразных секций уплотнения имеет конфигурацию с чередующимися выступами/углублениями, имеющую по меньшей мере два выступа и три углубления на протяженности вдоль части направления по периметру.
27. Картридж воздушного фильтра по п. 26, отличающийся тем, что:
(а) каждая из двух противолежащих дугообразных секций уплотнения содержит первый и второй концевые выступы и первое и второе концевые углубления:
(i) каждый концевой выступ расположен на расстоянии от смежной из двух противолежащих прямолинейных секций за счет по меньшей мере смежного из концевых углублений.
28. Картридж воздушного фильтра по п. 27, отличающийся тем, что:
(а) каждая из двух противолежащих дугообразных секций уплотнения содержит связанное промежуточное углубление, смежное с каждым концевым выступом на его стороне, противолежащей смежному из концевых углублений:
(i) каждое связанное промежуточное углубление имеет большую глубину протяженности в направлении от наиболее наружной части выступа, чем каждое следующее смежное концевое углубление.
29. Картридж воздушного фильтра по п. 28, отличающийся тем, что:
(а) каждый концевой выступ имеет первую амплитуду вершин углубления/выступа относительно смежного промежуточного углубления, которая по меньшей мере на 3 мм больше, чем вторая амплитуда вершин углубления/выступа относительно смежного из концевых углублений.
30. Картридж воздушного фильтра по любому из пп. 1-29, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность содержит:
(i) часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и
(ii) по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с компоновкой выступа для создания препятствия при установке, которая проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы,
причем гипотетический периметр контакта уплотнительной поверхности стандартной формы выполнен в форме овала или ипподрома.
31. Картридж воздушного фильтра по п. 30, отличающийся тем, что:
(а) компоновка выступа для создания препятствия при установке содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 1 мм.
32. Картридж воздушного фильтра по любому из пп. 30 и 31, отличающийся тем, что:
(а) компоновка выступа для создания препятствия при установке содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 2 мм.
33. Картридж воздушного фильтра по любому из пп. 30-32, отличающийся тем, что:
(а) компоновка выступа для создания препятствия при установке содержит несколько выступов, которые проходят в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
34. Картридж воздушного фильтра по любому из пп. 1-33, отличающийся тем, что:
(a) первая радиальная уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и
(b) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с по меньшей мере первой частью уплотнительной поверхности, которая проходит в направлении поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
35. Картридж воздушного фильтра по п. 34, отличающийся тем, что:
(а) первая радиальная уплотнительная поверхность содержит часть, которая проходит по меньшей мере на 1 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
36. Картридж воздушного фильтра по любому из пп. 34 и 35, отличающийся тем, что:
(а) граница первой радиальной уплотнительной поверхности содержит часть, которая проходит по меньшей мере на 2 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
37. Картридж воздушного фильтра по любому из пп. 34-36, отличающийся тем, что:
(а) граница первой радиальной уплотнительной поверхности содержит по меньшей мере один выступ, который проходит по меньшей мере на 3 мм в выбранном направлении от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
38. Картридж воздушного фильтра, содержащий:
(а) паковку фильтрующей набивки; и
(b) компоновку уплотнения с корпусом:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока;
(iv) первая уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и
(v) первая радиальная уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с компоновкой выступа для создания препятствия при установке, которая проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы,
причем гипотетический периметр контакта уплотнительной поверхности стандартной формы выполнен в форме овала или ипподрома, или прямоугольной формы, или круглой формы.
39. Картридж воздушного фильтра по п. 38, отличающийся тем, что:
(а) компоновка выступа для создания препятствия содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 1 мм.
40. Картридж воздушного фильтра по любому из пп. 38 и 39, отличающийся тем, что:
(а) компоновка выступа для создания препятствия содержит по меньшей мере один выступ, который проходит в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы по меньшей мере на 2 мм.
41. Картридж воздушного фильтра по любому из пп. 38-40, отличающийся тем, что:
(а) компоновка выступа для создания препятствия содержит несколько выступов, которые проходят в направлении уплотнения от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
42. Картридж воздушного фильтра, содержащий:
(a) паковку фильтрующей набивки; и
(b) компоновку уплотнения с корпусом:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока;
(iv) первая радиальная уплотнительная поверхность имеет часть, определяющую гипотетический периметр контакта уплотнительной поверхности стандартной формы, коллинеарный с по меньшей мере одной секцией уплотнения без выступов/углублений, относящейся к первой радиальной уплотнительной поверхности; и
(v) первая уплотнительная поверхность содержит по меньшей мере первую секцию уплотнительной поверхности с выступами/углублениями, содержащую радиально направленную часть, содержащую границу первой поверхности с по меньшей мере первой частью уплотнительной поверхности, которая проходит в направлении поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
43. Картридж воздушного фильтра по п. 42, отличающийся тем, что:
(а) граница первой поверхности содержит по меньшей мере первую часть уплотнительной поверхности, которая проходит по меньшей мере на 1 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
44. Картридж воздушного фильтра по любому из пп. 42 и 43, отличающийся тем, что:
(а) граница первой поверхности содержит по меньшей мере первую часть уплотнительной поверхности, которая проходит по меньшей мере на 2 мм в каждом направлении протяженности поперек гипотетического периметра контакта уплотнительной поверхности стандартной формы.
45. Картридж воздушного фильтра по п. 6, отличающийся тем, что:
(а) граница поверхности содержит по меньшей мере один выступ, который проходит по меньшей мере на 3 мм в выбранном направлении от гипотетического периметра контакта уплотнительной поверхности стандартной формы.
46. Картридж воздушного фильтра по любому из пп. 41-45, отличающийся тем, что:
(а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является коллинеарный с по меньшей мере 20% фактического периметра уплотнения.
47. Картридж воздушного фильтра по любому из пп. 41-46, отличающийся тем, что:
(а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является коллинеарным с по меньшей мере 30% фактического периметра уплотнения.
48. Картридж воздушного фильтра по любому из пп. 41-47, отличающийся тем, что:
(а) гипотетический периметр контакта уплотнительной поверхности стандартной формы является коллинеарным с по меньшей мере 40% фактического периметра уплотнения.
49. Картридж воздушного фильтра по любому из пп. 41-48, отличающийся тем, что:
(а) часть гипотетического периметра контакта уплотнительной поверхности стандартной формы, которая является коллинеарной с фактическим периметром уплотнения, содержит единую непрерывную часть гипотетического периметра контакта уплотнительной поверхности стандартной формы.
50. Картридж воздушного фильтра по п. 49, отличающийся тем, что:
(а) часть гипотетического периметра контакта уплотнительной поверхности стандартной формы, которая является коллинеарной с фактическим периметром уплотнения, содержит разнесенные секции гипотетического периметра контакта уплотнительной поверхности стандартной формы.
51. Картридж воздушного фильтра, содержащий:
(a) паковку фильтрующей набивки; и
(b) компоновку уплотнения с корпусом:
(i) компоновка уплотнения с корпусом определяет проход для воздушного потока;
(ii) компоновка уплотнения с корпусом содержит первый радиальный уплотнительный элемент, имеющий первую радиальную уплотнительную поверхность, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании;
(iii) первая радиальная уплотнительная поверхность определяет направление по периметру на протяженности вокруг прохода для потока; и
(iv) первая уплотнительная поверхность содержит первую секцию уплотнительной поверхности с выступами/углублениями, имеющую по меньшей мере одну амплитуду выступа/углубления на по меньшей мере одной своей стороне, составляющую по меньшей мере 5 мм; и
(v) первая уплотнительная поверхность содержит границу уплотнительной поверхности без выступов/углублений, составляющую по меньшей мере 30% расстояния в направлении по периметру на протяженности вокруг прохода для потока.
52. Картридж воздушного фильтра по п. 51, отличающийся тем, что:
(а) первая уплотнительная поверхность содержит часть границы поверхности без выступов/углублений, которая проходит непрерывно вдоль по меньшей мере 30% расстояния в направлении по периметру на протяженности вокруг прохода для потока.
53. Картридж воздушного фильтра по любому из пп. 1-52, отличающийся тем, что:
(а) компоновка уплотнения с корпусом содержит вторую часть радиальной уплотнительной поверхности, ориентированную так, чтобы входить в контакт с воздухоочистителем с возможностью отсоединения и с обеспечением уплотнения при использовании:
(i) вторая часть радиальной уплотнительной поверхности находится в выравнивании в осевом направлении с первой радиально направленной частью; и
(ii) вторая часть радиальной уплотнительной поверхности приспособлена для контакта с уплотнительной поверхностью без выступов/углублений, относящейся к корпусу, с обеспечением уплотнения.
54. Картридж воздушного фильтра по п. 53, отличающийся тем, что:
(а) вторая часть уплотнительной поверхности представляет собой часть уплотнительной поверхности без выступов/углублений.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ (ВАРИАНТЫ), ФИЛЬТРУЮЩАЯ СИСТЕМА (ВАРИАНТЫ) И СПОСОБ ФИЛЬТРАЦИИ (ВАРИАНТЫ) | 2001 |
|
RU2278722C2 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

