Область техники, к которой относится изобретение
Настоящее изобретение относится к области турбомашин и направлено, в частности, на многокорпусной газотурбинный двигатель. Оно относится к операциям сборки двигателей, в частности, к установке турбинного модуля низкого давления на ступень высокого давления.
Уровень техники
Уровень техники включает, в частности, документы US-A1-2009/288291 и EP-A1-1757 777.
Двухкорпусный турбореактивный двигатель, например, с передним нагнетателем, содержит корпус высокого давления, называемый корпусом HP, и корпус высокого давления, называемый корпусом BP. Корпус BP, находящийся за корпусом HP, вращается с первой скоростью и содержит турбину низкого давления, которая приводит в движение передний нагнетатель. В настоящем документе термины передний и задний, соответственно передняя часть и задняя часть, определены относительно общего направления течения газов в турбореактивном двигателе. Корпус HP вращается со скоростью, отличающейся от скорости вращения турбины низкого давления. Валы обоих корпусов являются концентрическими, и вал корпуса BP проходит внутри вала корпуса HP. Вал корпуса BP приводится во вращение подшипниками, поддерживаемыми неподвижной конструкцией двигателя и находящимися соответственно за турбиной и перед компрессором высокого давления. Вал корпуса HP приводится во вращение подшипниками, поддерживаемыми неподвижной конструкцией двигателя. В турбореактивном двигателе, рассматриваемом в настоящем изобретении, отсутствует подшипник сзади корпуса HP, соединяющий вал корпуса HP и вал корпуса BP. Таким образом, вал корпуса BP свободно проходит через корпус HP вперед, пока не будет удерживаться передними подшипниками.
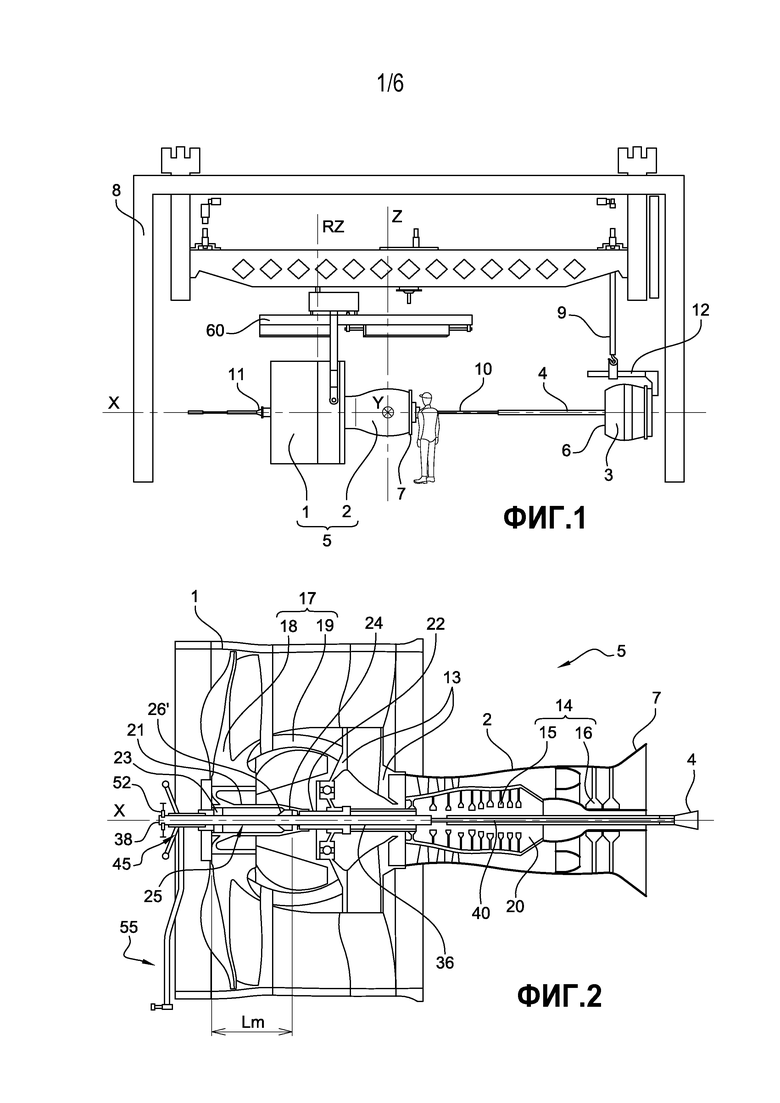
Фигура 1 показывает турбомашину этого типа в процессе сборки. В данном случае речь идет о двухпоточном турбореактивном двигателе с двумя корпусами, содержащим корпус переднего нагнетателя 1, корпус HP 2 с его валом (на фиг. 1 не показан) и модуль BP 3 с его валом 4, называемым валом BP. Корпус переднего нагнетателя 1 и корпус HP 2 уже собраны и образуют модуль 5, называемый первым модулем. На фигуре показан этап стыковки модуля BP 3 с первым модулем 5.
Термином стыковка в настоящем документе обозначается вся или часть поступательного перемещения модуля BP 3 вдоль продольной оси X первого модуля 5 до тех пор, пока фланец 6 его наружного кожуха не войдет в контакт с соответствующим фланцем 7 корпуса HP 2.
Во время операции стыковки вал BP 4 должен пройти сквозь корпус HP 2 без контакта, обычно с минимальным зазором 0,5 мм на уровне вала, чтобы гарантировать, что антикоррозионное покрытие вала BP или внутреннего части первого модуля не будет повреждено, и с зазором 0,08 мм на уровне лабиринтов. Лабиринты (на фигуре 1 не показаны) представляют собой уплотнительные устройства, размещенные между корпусом HP 2 и корпусом BP 3, каждое из которых содержит элемент, вращающийся валом корпуса HP и элемент, вращающийся валом BP. Эти элементы собирают во время стыковки, когда фланцы 6 и 7 корпуса HP 2 и корпус BP 3 находятся в контакте.
В примере с фигуры 1 стыковка проводится по горизонтали. Первый модуль 5 подвешен к козловому крану 8 посредством подвесной люльки 60 таким образом, чтобы его продольная ось X была горизонтальной. Его можно также поддерживать на тележке или цоколе.
Модуль BP 3, закрепленный на поперечине 12, перемещается вдоль продольной оси X посредством тали 9, установленной с возможностью перемещения на козловом кране 8, чтобы пройти к первому модулю 5 до контакта двух фланцев 6 и 7.
На конце вала BP 4 известным способом крепится направляющий вал 10, образуя его продолжение в направлении вперед. Этот направляющий вал 10 является более тонким, чем вал BP 4, и может продвигаться внутри первого модуля 5, пока не достигнет центрирующего устройства 11, находящегося перед первым модулем 5. Оказавшись в центрирующем устройстве 11, направляющий вал 10 может направлять продвижение вала BP 4 вдоль продольной оси X.
При движении направляющего вала 10 и вала BP 4 до соединения фланцев 6 и 7 необходимо обеспечить точность наведения, чтобы контакты этих элементов с элементами внутренней части первого модуля 5 не приводили к ухудшению краски покрытия, обеспечивая отсутствие коррозии материала деталей или вала, или чтобы предотвратить повреждение лабиринтов или возникновение чрезмерных напряжений.
Однако модуль BP 3 является тяжелым (обычно 1200 кг), и имеется большой риск раскачивания и осевого смещения вала BP 4 во время стыковки.
Каждый толчок тали 9 вызывает неконтролируемое смещение модуля BP 3 в результате эффекта качелей. Существует также риск осевого смещения от вертикальной оси RZ (связь между козловым краном 8 и подвесной люлькой 60) из-за механического люфта подвесной люльки 60, поддерживающей модуль 5, а также риск смещения от поперечной горизонтальной оси Y из-за люфта между опорными штифтами модуля 5 и люлькой 60.
Это заставляет использовать для осуществления центрирования достаточно тяжелые устройства и длительные процедуры, включающие многочисленные манипуляции для регулярной коррекции выравнивания модулей 5 и 3.
Таким образом, существует потребность в инструменте, позволяющем соблюдать ограничения центрирования при устранении вышеназванных проблем.
Кроме того, такой инструмент должен подходить для использования на различных средствах переноса модулей турбореактивного двигателя, будь то новая сборка или ремонт.
Представляло бы также интерес, чтобы этот инструмент позволял осуществить функцию плотного прижатия модуля BP 3 к первому модулю 5 во время стыковки, а затем функцию удаления модуля BP 3 с его валом 4, например, во время демонтажа для ремонтных работ.
Описание изобретения
С этой целью изобретение относится к устройству для сборки турбомашины, предназначенному для центрирования вала второго модуля относительно продольной оси полой центральной ступицы, находящейся перед первым модулем, причем выражения спереди и сзади определены относительно общего направления течения газов в турбомашине, причем указанный первый модуль имеет продольную полость, расположенную вдоль указанной оси, переходящую спереди в указанную полую ступицу и проходящую через первый модуль вдоль продольной оси до заднего конца, причем указанный вал должен быть вставлен в указанную продольную полость через указанный задний конец, содержащий центрирующий элемент центральной оси, имеющий два конца и выполненный с возможностью установки в указанную полую ступицу путем вставки через первый конец и взаимодействия со ступицей, так чтобы его центральная ось совпала с указанной продольной осью, отличающееся тем, что устройство содержит также направляющую трубку, способную входить в по меньшей мере одну часть продольной полости первого модуля сзади полой ступицы, и тем, что устройство выполнено так, чтобы направляющая трубка скользила внутри центрирующего элемента вдоль указанной центральной ось между первым положением, в котором направляющая трубка целиком находится перед центрирующим элементом относительно указанного первого конца, и задним положением, в котором направляющая трубка выступает за пределы указанного первого конца, проникая в продольную полость, когда центрирующий элемент помещен в полую ступицу.
Первое положение направляющей трубки позволяет вставить центрирующий элемент в полую ступицу без риска повредить внутреннее покрытие первого модуля из-за контакта с направляющей трубкой. Заднее положение направляющей трубки позволяет валу или направляющему валу, размещенному на конце вала, зайти как можно дальше во второй модуль, чтобы ограничить амплитуду раскачиваний при перемещениях. Кроме того, дополнительная длина направляющей, обеспечиваемая направляющей трубкой, в которой может скользить направляющий вал, позволяет достичь точного осевого направления вала. В частности, в конце стыковки это позволяет обеспечить сцепление лабиринтов. Таким образом, манипуляции заметно упрощаются, что позволяет обойтись без систематических проверок центровки.
Предпочтительно, в заднем положении направляющая трубка вставлена по меньшей мере до середины корпуса HP турбомашины, какая описана во введении.
Предпочтительно, первый конец направляющей трубки подходит для введения в центрирующий элемент через второй конец этого последнего, противоположный первому концу, вдоль центральной оси, так что первое положение направляющей трубки соответствует ее отсоединению от центрирующего элемента.
Это позволяет уменьшить вес и габариты элемента, который должен сначала вводиться в полую ступицу, ограничивая его одним центрирующим элементом, и, таким образом, облегчить манипуляции с разными частями оборудования.
Предпочтительно, центрирующий элемент содержит первое приспособление, предназначенное для взаимодействия, посредством контакта, с полой ступицей, находящееся на указанном первом конце центрирующего элемента, и второе приспособление, находящееся вблизи конца, противоположного первому концу относительно центральной оси, предназначенное для взаимодействия, посредством замыкания, например, с помощью кулачкового соединения, с полой ступицей.
Расстояние между первым и вторым приспособлениями позволяет использовать длину центрирующего элемента для достижения желаемой точности центрирования. Контактное соединение на первом конце позволяет центрировать центрирующий элемент и легко удерживать его в полой ступице, причем этот конец не виден, когда элемент вставлен. Кроме того, ограничиваясь крепежными средствами только на двух концах, можно уменьшить площади поверхностей, предназначенных для контактов, и обработать остальную внутреннюю поверхность полой ступицы антикоррозионным покрытием, аналогичным покрытию на остальных стенках продольной полости.
Предпочтительно, устройство содержит также направляющий вал, предназначенный для ввода первым концом в направляющую трубку и прикрепления к указанному валу второго модуля вторым концом, причем устройство выполнено так, чтобы направляющая трубка взаимодействовала с направляющим валом, чтобы удерживать его на центральной оси устройства, когда направляющий вал перемещается вперед, и сумма длины направляющей трубки и длины направляющего вала больше протяженности продольной полости первого модуля.
Наличие направляющего вала подходящей длины позволяет избежать введения вала внутрь продольной полости первого модуля до того как вал будет корректно центрирован с помощью направляющей трубки. Это позволяет устранить риск контакта вала со стенками продольной полости в первом модуле.
Предпочтительно, направляющий вал скользит внутри направляющей трубки до тех пор, пока осевой ограничитель направляющего вала не войдет в контакт с указанным первым концом направляющей трубки.
Скольжение направляющего вала в направляющей трубке позволяет легко центрировать направляющий вал и, следовательно, вал при его движении. Ограничитель препятствует направляющей трубке вступать в контакт с валом.
Предпочтительно, направляющий вал имеет выемку на заданном расстоянии от указанного осевого ограничителя, а направляющая трубка содержит щели, находящиеся по существу на таком же расстояние от его первого конца, чтобы обеспечить радиальный доступ к выемке снаружи.
Наличие выемки позволяет захватывать направляющий вал, чтобы приложить к нему продольное усилие в фазе стыковки, когда желательно плотно прижать второй модуль к первому модулю.
Предпочтительно, устройство содержит продольные зажимные средства, прикрепленные к центрирующему элементу на его втором конце, противоположном его первому концу, причем указанные зажимные средства содержат осевые штифты, способные проходить через щели направляющей трубки и взаимодействовать с выемкой в направляющем валу для приложения к валу усилия вдоль центральной оси.
Предпочтительно, зажимные средства поддерживаются деталью, которая может быть отсоединена от центрирующего элемента.
Это позволяет ограничить вес центрирующего элемента во время манипуляций с ним, чтобы установить его в полую ступицу.
Предпочтительно, устройство дополнительно содержит элемент, предназначенный для фиксации на центрирующем элементе, или крепежный элемент, установленный на центрирующем элементе, и кожух первого модуля, чтобы воспрепятствовать вращению устройства вокруг продольной оси.
Изобретение относится также к способу сборки турбомашины с использованием описанного выше устройства, причем турбомашина содержит по меньшей мере один первый модуль, имеющий продольную полость, переходящую спереди в полую ступицу и проходящую через первый модуль вдоль продольной оси полой ступицы до заднего конца, и по меньшей мере один второй модуль с валом, причем указанный вал должен вводиться в указанную продольную полость через указанный задний конец до положения сборки, причем способ отличается тем, что он включает следующие этапы:
- установка центрирующего элемента в полой ступице, при этом направляющая трубка находится в первом положении или отсутствует в центрирующем элементе;
- скольжение направляющей трубки через центрирующий элемент до заднего положения;
- сближение второго модуля до положения, в котором свободный конец вала или направляющий вал, закрепленный на валу, входит в задний конец направляющей трубки, чтобы направляющая трубка направляла вал вдоль продольной оси полой ступицы;
- продольное перемещение второго модуля с продвижением вала, удерживаемого по центру на продольной оси полой ступицы с помощью направляющей трубки, до положения сборки.
Как указывалось выше, модули могут быть выполнены иначе, чем описано во введении, а полая ступица может быть стационарной деталью или способной вращаться.
Краткое описание фигур
Настоящее изобретение станет более понятным, и другие детали, характеристики и преимущества настоящего изобретения выявятся более четко при прочтении следующего описания одного неограничивающего примера, обращающегося к прилагаемым чертажам, на которых:
- фигура 1 показывает турбомашину в процессе стыковки второго модуля с первым модулем;
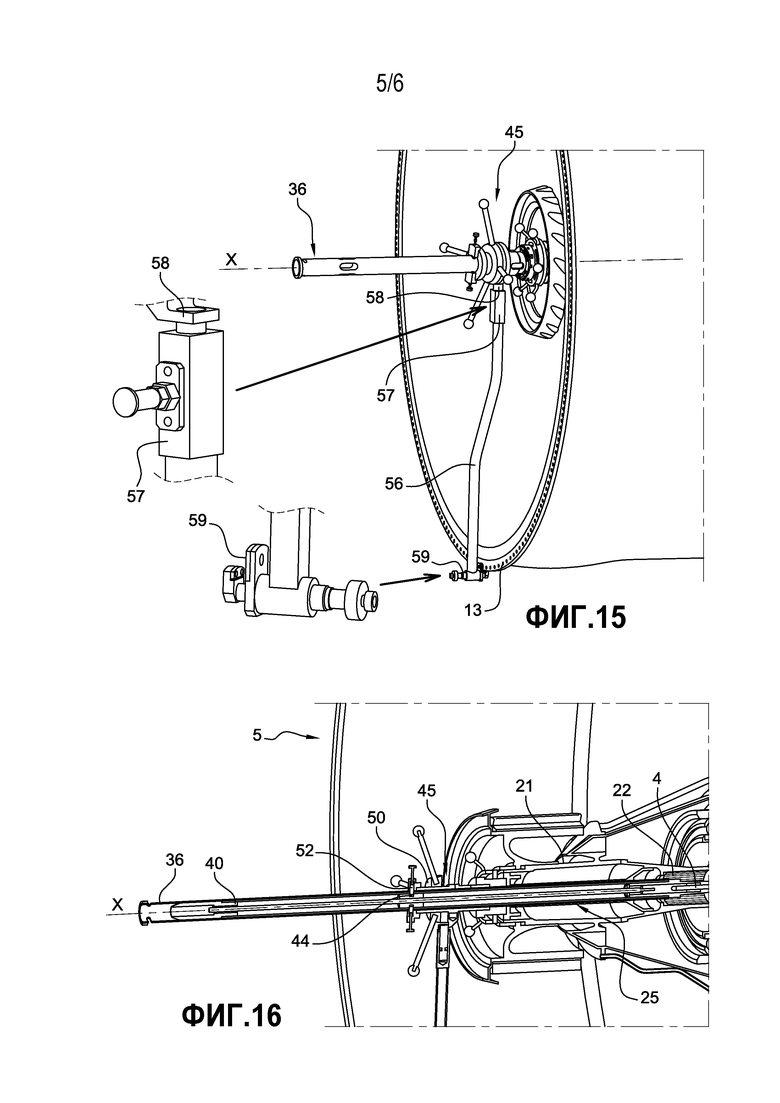
- фигура 2 показывает продольный разрез первого модуля турбомашины, оснащенного устройством согласно изобретению, с направляющим валом с фигуры 6, введенным сзади;
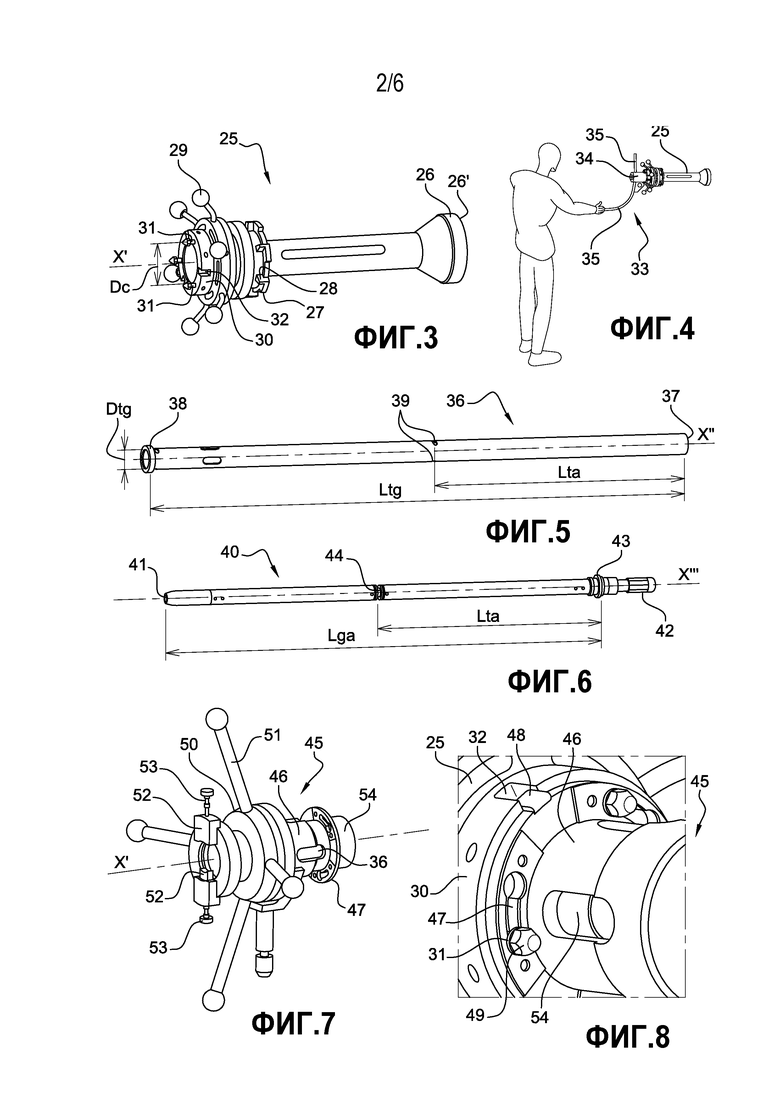
- фигура 3 показывает вид в перспективе центрирующего элемента, относящегося к устройству согласно изобретению,
- фигура 4 схематически показывает манипулирование центрирующим элементом с фигуры 3 с помощью манипулятора;
- фигура 5 показывает вид в перспективе направляющей трубки, относящейся к устройству согласно изобретению;
- фигура 6 показывает вид в перспективе направляющего вала, использующегося в устройстве согласно изобретению;
- фигура 7 показывает вид в перспективе подбивочного ключа, использующегося в устройстве согласно изобретению;
- фигура 8 показывает вид в перспективе детали крепления подбивочного ключа с фигуры 7 на центрирующем элементе с фигуры 3;
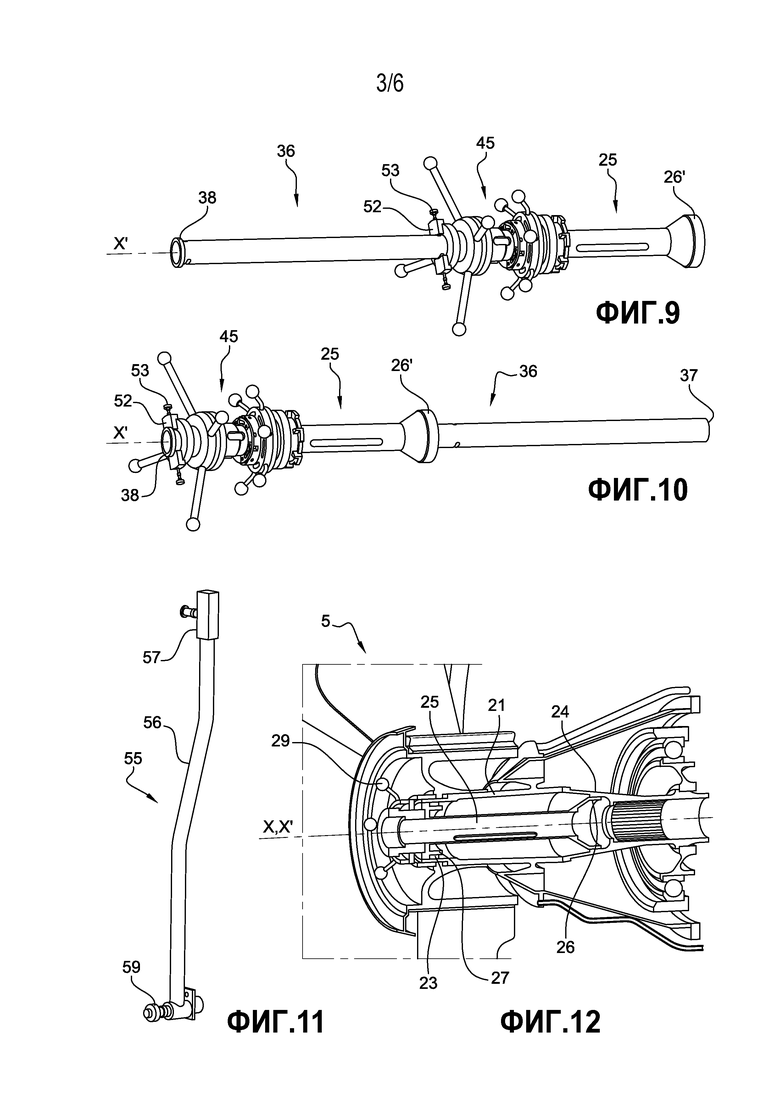
- фигуры 9 и 10 показывают в перспективе два положения направляющей трубки с фигуры 5 относительно узла, состоящего из центрирующего элемента с фигуры 3 и подбивочного ключа с фигуры 7;
- фигура 11 показывает запорный штифт, использующийся в устройстве согласно изобретению;
- фигура 12 показывает в продольном разрезе результат этапа способа по изобретению, на котором центрирующий элемент с фигуры 3 был установлен на первом модуле турбомашины;
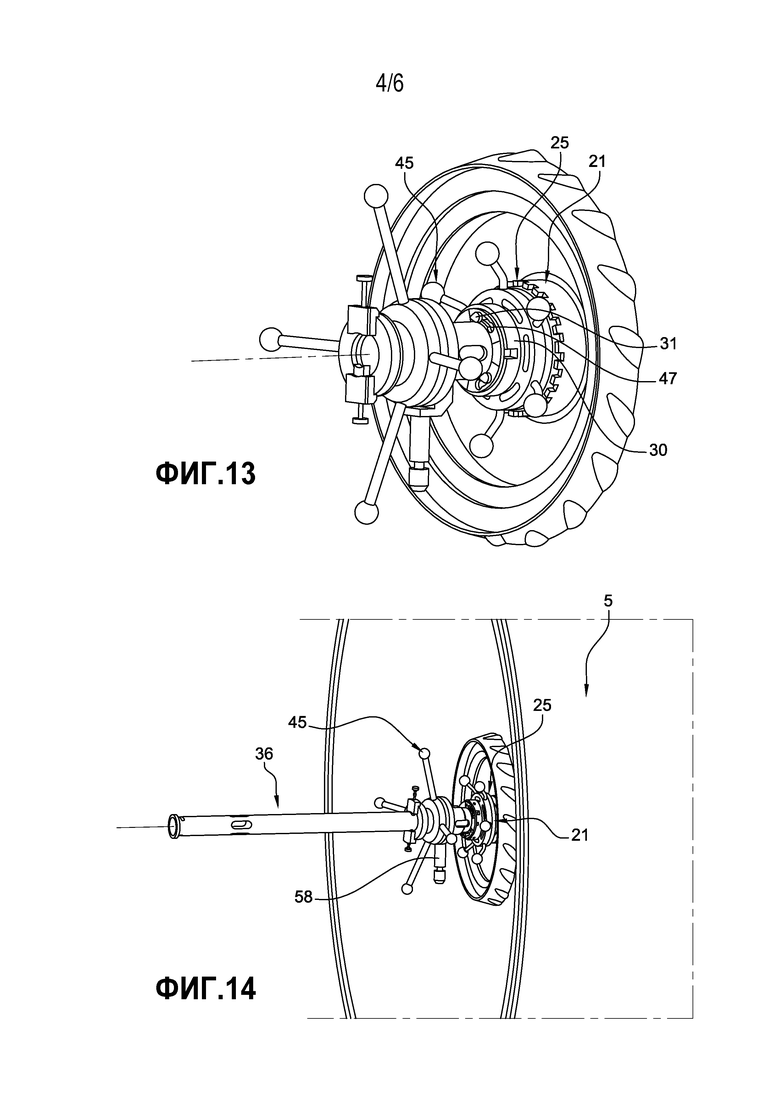
- фигура 13 показывает результат этапа способа по изобретению, на котором подбивочный ключ с фигуры 7 был установлен на центрирующем элементе, смонтированном как показано на фигуре 12;
- фигура 14 показывает этап способа по изобретению, на котором направляющая трубка с фигуры 5 вставлена в подбивочный ключ, а центрирующий элемент смонтирован, как показано на фигуре 13;
- фигура 15 показывает этап способа согласно изобретению, на котором запорный штифт с фигуры 11 установлен на элементах устройства согласно изобретению, смонтированных как показано на фигуре 14;
- фигура 16 показывает в продольном разрезе результат этапа способа по изобретению, на котором направляющий вал с фигуры 6 прошел вперед через элементы устройства согласно изобретению после его введения, как показано на фигуре 2;
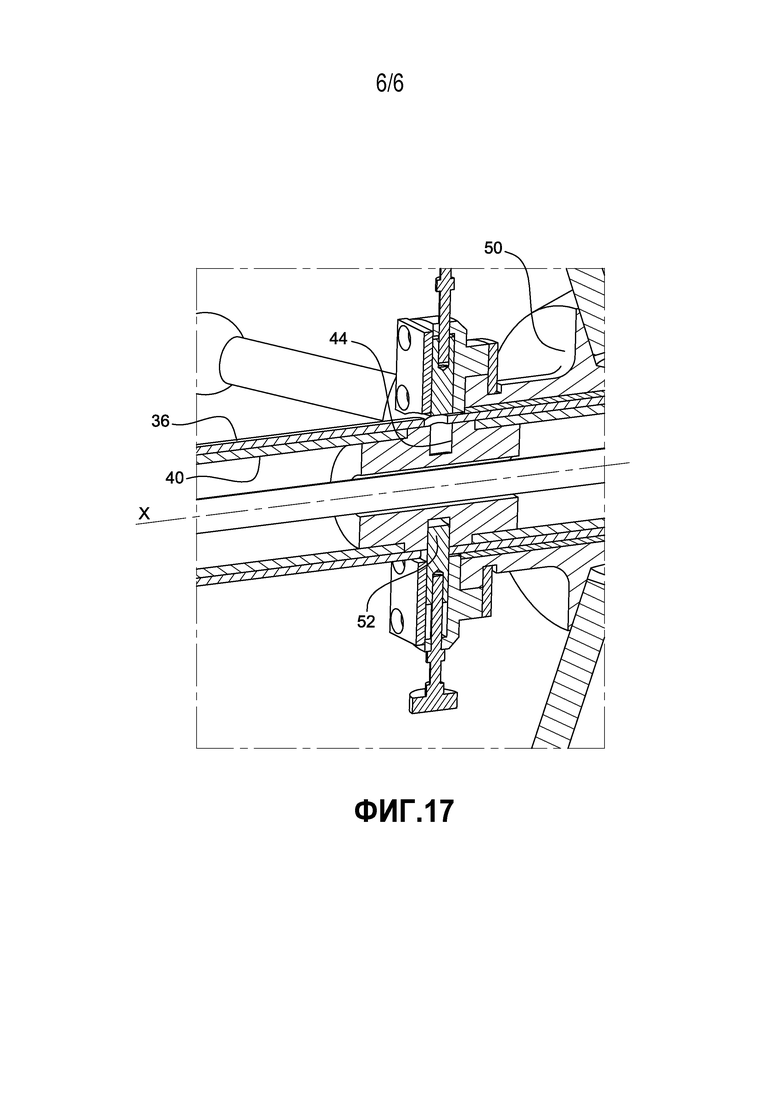
- фигура 17 показывает фрагмент фигуры 16 на уровне взаимодействия между направляющим валом с фигуры 6 и подбивочным ключом с фигуры 7.
Описание одного варианта осуществления
Предлагаемое изобретением устройство предназначено для применения, в частности, на стадии сборки, показанной на фигуре 1 и уже описанной во введении. Прежде чем описывать устройство и способ его применения, необходимо кратко уточнить тип турбомашины, к которой оно применимо.
На фигуре 2 показан первый модуль 5, какой определен выше, то есть корпус переднего нагнетателя 1 и корпус HP 2 в сборе, с устройством, установленным для фазы сборки. Первый модуль 5 содержит стационарную конструкцию 13, называемую здесь первым кожухом, которая поддерживает вращающиеся детали 14 корпуса HP 2, в данном случае компрессор высокого давления 15 и турбину высокого давления 16, а также вращающиеся детали 17 корпуса переднего нагнетателя 1, приводимые во вращение валом BP 4, в данном случае нагнетатель 18 и компрессор низкого давления 19. Модуль BP 3 на фигуре не представлен. Показан только передний конец вала BP 4 снаружи у задней части первого модуля 5.
Элементы первого модуля 5 имеют продольную полость 20, расположенную по центру на оси X симметрии первого модуля 5, и проходящую насквозь него. Перед модулем 5 продольная полость 20 переходит в полую ступицу 21, которая в данном примере жестко соединена с вращающимися деталями 17 корпуса переднего нагнетателя 1. За полой ступицей 21 соединительные средства 22 для соединения этих вращающихся деталей 17 с валом BP 4 установлены в продольную полость 20. За этими соединительными средствами 22 минимальный диаметр продольной полости 20 существенно больше, чем диаметр вала BP 4, чтобы он мог проходить без трения. В этом случае подшипник, удерживающий вал BP в продольной полости 20 первого модуля 5 между указанными соединительными средствами 22, соединяющими вращающиеся детали корпуса переднего нагнетателя 1, и задней частью корпуса HP 2, отсутствует. Здесь следует отметить, что поверхности деталей первого модуля 5, ограничивающего продольную полость 20, обработаны антикоррозионным покрытием, которое может повредиться в случае контакта при прохождении вала BP 4 или направляющего вала 10 в процессе сборки.
Полая ступица перед соединительными средствами имеет значительную продольную протяженность Lm. В данном примере эта протяженность Lm больше или равна протяженности рабочего колеса нагнетателя 18. Внутренняя часть корпуса полой ступицы 21 является цилиндрической, ее диаметр существенно больше, чем диаметр продольной полости 20 на уровне указанных соединительных средств 22. Внутренняя часть полой ступицы содержит, на уровне ее конца, направленного вперед, зубцы 23, предназначенные для образования первых элементов для соединения, посредством кулачкового соединения, с деталью, которая будет прикрепляться в этом месте. Задний конец внутренней части полой ступицы 22 имеет контактную поверхность 24, в данном случае по существу цилиндрическую, выполняющую функцию опоры для детали, которая размещена внутри этой контактной поверхности с центром на продольной оси X. Геометрия контактной поверхности 24 и зубчатых элементов 23 кулачкового соединения задается в зависимости от продольной протяженности Lm полой ступицы 21 таким образом, чтобы продольная ось X' детали, закрепленной между этими двумя приспособлениями, совпадала с продольной осью X первого модуля 5 с точностью, необходимой для монтажных работ. Согласно цифрам, указанным во введении, эта точность обычно соответствует минимальному зазору 0,5 мм на уровне вала BP 4 и зазору 0,08 мм на уровне лабиринтов.
Отметим также, что внутренняя поверхность полой ступицы 21 обработана, как и вся продольная полость 20, антикоррозионным покрытием, за исключением элементов 23 кулачкового соединения и контактной поверхности 24. Элементы 23 кулачкового соединения выполнены из алюминия. Контактная поверхность 24 покрыта материалом, называемым "синтетическим металлом", образованным из полимеров, обладающих собственной проводимостью.
Устройство согласно изобретению содержит ряд элементов, действующих совместно на последовательных этапах стыковки, но отделяемых друг от друга.
Первый элемент 25, называемый центрирующим элементом, является деталью, предназначенной для установки во внутренней части полой ступицы 21, чтобы центрировать другие элементы и вал BP 4 на продольной оси X первого модуля 5. Согласно фигуре 3, он представляет собой трубчатую деталь вращения вокруг оси X', имеющую цилиндрическую внутреннюю полость диаметром Dc, который меньше минимального диаметра центральной полости 20 первого модуля 5. Центральная часть элемента 25 имеет наружный диаметр, который существенно меньше, чем диаметр внутренней поверхности полой ступицы 21. Элемент 25 содержит на одном продольном конце 26' наружную контактную поверхность 26, по существу цилиндрическую, диаметр которой равен диаметру контактной поверхности 24 в полой ступице 21 первого модуля 5, а на противоположном конце имеет зубцы 27, образующие элементы кулачкового соединения, устроенные так, чтобы взаимодействовать с зубчатыми элементами 23 полой ступицы 21, образуя кулачковое соединение. Эти два приспособления 26, 27 разнесены по продольной оси X' на расстояние, по существу равное расстоянию между соответствующими приспособлениями 23, 24 на полой ступице 21 по продольной оси X. Таким образом, центрирующий элемент 25 можно вставить с передней части первого модуля 5 в полую ступицу 21 таким образом, чтобы когда между соответствующими элементами 23 и 27 будет образовано кулачковое соединение, контактная поверхность 24 внутренней части полой ступицы 21 и контактная поверхность 26 наружной части центрирующего элемента 25 находились в контакте, удерживая последний в положении, в котором его ось X' совпадает с продольной осью X первого модуля 5 с необходимой точностью.
Контактная поверхность 26 центрирующего элемента 25 обработана таким же материалом, называемым "синтетическим металлом", что и контактная поверхность 24 полой ступицы 21. Приспособления 27, взаимодействующие с приспособлениями 23 полой ступицы 21 для кулачкового соединения, в данном случае сделаны из алюминия, как и последние. Как можно видеть на фигуре 3, зубцы 27 содержат ограничители 28 вращения, чтобы остановить зубцы 27 центрирующего элемента 25 напротив зубцов 23 полой ступицы 21, когда кулачковое соединение сформировано.
Центрирующий элемент 25 имеет также головку, находящуюся на его конце перед приспособлениями для кулачкового соединения. Эта головка должна оставаться снаружи полой ступицы. Она содержит радиальные рычаги 29, имеющие такую форму, чтобы их можно было захватывать рукой и прикладывать вращательное усилие для замыкания кулачкового соединения, после того как зубцы 27 зацепятся за зубцы 23 соответствующих приспособлений на полой ступице 21. В данном примере головка содержит также на ее свободном конце плоский диск 30, несущий распределенные по окружности продольные резьбовые штифты 31, и имеет наружный вырез 32 на периферии. Эта система образует средство, предназначенное для взаимодействия со средствами второй детали, описываемыми ниже, и образования между ними так называемого "четвертьоборотного" соединения, которое жестко скрепляет указанную вторую деталь с центрирующим элементом.
Предпочтительно, вес центрирующего элемента 25 ограничен так, чтобы им мог управлять единственный оператор. Однако, учитывая напряжения, которые он должен выдерживать, его вес, обычно составляющий 12 кг, может вызвать значительный эффект рычага, когда речь идет о поддержке элемента за один конец, чтобы ввести в полую ступицу 21. Согласно фигуре 4, можно с успехом использовать дополнительный манипулятор 33. Имеется в виду инструмент, содержащий продольный стержень 34, предназначенный для ввода внутрь центрирующего элемента 25, имеющий на своем конце два рычага 35, простирающихся в радиальном направлении и предназначенные для захвата. Как показано на фигуре 4, манипулятор 33 позволяет легко удерживать центрирующий элемент 25 по существу горизонтально, чтобы ввести его в полую ступицу 21.
Согласно фигуре 5, второй элемент устройства представляет собой направляющую трубку 36, способную скользить внутри цилиндрической полости центрирующего элемента 25, оставаясь при этом в контакте с ней, чтобы смещаться в продольном направлении, оставаясь центрированной относительно оси X' первого элемента 25. Таким образом, наружный диаметр тела направляющей трубки 36 равен диаметру Dc цилиндрической полости центрирующего элемента 25. Кроме того, один из его концов, называемый задним концом 37, имеет наружный диаметр меньше или равный диаметру трубчатого тела, чтобы направляющая трубка 36 могла войти в центрирующий элемент 25 через его передний конец. Направляющая трубка 36 имеет длину Ltg, определенную так, чтобы она существенно заходила за задний конец центрирующего элемента 25, когда она скользит назад и когда ее противоположный, передний конец, заходит за передний конец центрирующего элемента 25. В рассматриваемом примере длина Ltg направляющей трубки 36 существенно больше расстояния, отделяющего передний конец первого модуля 5 и переднюю часть корпус HP 2, чтобы приблизиться к заднему концу первого модуля 5.
Направляющая трубка 36 является полой и имеет диаметр Dtg, чтобы принимать своим задним концом 37 стержень, который скользит в ней, оставаясь центрированным относительно продольной оси X" направляющей трубки 36. Передний конец направляющей трубки 36 имеет в данном случае кольцо 38 диаметром больше, чем диаметр трубки, чтобы образовать продольный ограничитель на направляющей трубке 36. На расстоянии Lta, отсчитываемом от ее заднего конца 37, направляющая трубка 36 имеет поперечные щели 39, распложенные так, чтобы штифты могли проходить в радиальном направлении.
Предпочтительно, чтобы избежать вдавливания вала BP 4 в первый модуль 5, направляющий вал 40, показанный на фигуре 6, предназначен для крепления к указанному валу BP 4. Направляющий вал 40 образует стержень, способный вставляться передним концом 41 в задний конец 37 направляющей трубки 36 и скользить внутри нее, оставаясь центрированным относительно ее оси X". Задний конец направляющего вала имеет головку 42, которая может крепиться спереди вала BP 4 и которая содержит осевой ограничитель 43 для блокирования скольжения направляющего вала 40 в направляющей трубке 36. Длина Lga направляющего вала 40, в соответствии с конструкцией направляющей трубки 36, определяется так, чтобы сумма длины Ltg направляющей трубки 36 и длины Lga направляющего вала 40 была существенно больше, чем длина первого модуля 5 вдоль продольной оси X, чтобы головка 42 на заднем конце направляющего вала 40 выходила за задний конец первого модуля 5, а передний конец 38 направляющей трубки 36 выступал из передней части первого модуля 5, когда эти элементы состыковываются в продольной полости 20. Кроме того, направляющий вал 40 имеет выемку 44, предназначенную для взаимодействия с радиальными штифтами, чтобы блокировать его продольное перемещение. Выемка 44 находится на расстоянии от осевого ограничителя 43, которое по существу равно расстоянию Lta, отделяющего щели 39 направляющей трубки 36 от ее заднего конца 37, чтобы выемка 44 и щели 39 находились в соответствии, когда направляющий вал 40 упирается в заднюю часть 37 направляющей трубки 36, и чтобы щели 39 позволяли пройти радиальным штифтам снаружи до выемки 44. Отметим, что это расстояние существенно больше, чем продольная протяженность центрирующего элемента 25, чтобы выемка выступала из него вперед, когда направляющий вал 40 скользит по направлению к передней части первого модуля до тех пор, пока его задняя головка 42 не достигнет заднего положения центрирующего элемента 25 и не приведет вал BP 4 к средствам 22 соединения с вращающимися элементами 17 модуля переднего нагнетателя 1. В этом случае указанные штифты, предназначенные для блокировки осевого перемещения направляющего вала 40, могут быть вставлены снаружи центрирующего элемента 25, перед первым модулем 5.
Предпочтительно, устройство содержит также элемент 45, называемый подбивочным ключом, который прикреплен к передней части центрирующего элемента 25 посредством четвертьоборотного соединения, описанного выше, с продольными резьбовыми штифтами 31. Трубчатое тело 46 в таком случае центрировано относительно центральной оси X' центрирующего элемента 25. Согласно фигуре 7, элемент 45 имеет трубчатое тело 46, содержащее круговые щели 47, предназначенные для взаимодействия с продольными резьбовыми штифтами 31 передней головки 30 центрирующего элемента 25, чтобы образовать четвертьоборотное соединение, как показано на фигуре 8. Согласно фигуре 8, подбивочный ключ 45 содержит также запорный палец 48, который вставляется во внешний вырез 32 центрирующего элемента 25, когда продольные штифты 31 корректно позиционированы в круговых щелях 47. Затем четвертьоборотное соединение замыкается с помощью гаек 49, затянутых на продольных резьбовых штифтах 31.
Трубчатое тело 46 подбивочного ключа 45 содержит шпиндель 50 с радиальными рычагами 51, предназначенными для поворота вручную. Вращение шпинделя 50 позволяет приводить его в продольное перемещение вперед или назад вдоль центральной оси X' относительно трубчатого тела 46.
Трубчатое тело 46 и шпиндель 50 выполнены так, чтобы оставлять свободной продольную полость на оси X' центрирующего элемента 25, и имеют достаточный диаметр, чтобы пропускать направляющую трубку 36.
Передний конец шпинделя 50 содержит систему, содержащую в данном случае два штифта 52, которые могут перемещаться радиально и которые могут находиться либо в "отведенном" положении, где они находятся на расстоянии от центральной оси X', равном половине диаметра центральной полости центрирующего элемента, и оставляют свободной центральную продольную полость, либо в "зацепленном" положении, когда они могут вставляться в выемку 44 направляющего вала 40, чтобы блокировать его движение в продольном направлении. Штифты 52 дополнены механической системой 53, позволяющей их блокировать, чтобы оказывать радиальное усилие на внешнюю поверхность направляющей трубки 36.
Предпочтительно, корпус 46 подбивочного ключа 45 имеет продольные щели 54, которые позволяют контролировать продвижение направляющего вала 36 в подбивочный ключ.
В данном примере подбивочный ключ 45 имеет довольно малый вес, обычно 4 кг, чтобы им можно было легко манипулировать при его прикреплении на центрирующем элементе 25.
Когда подбивочный ключ 45 собран с центрирующим элементом 25, и штифты 52 находятся в отведенном положении, система образует узел, через который направляющая трубка 36 и направляющий вал 40 могут скользить в продольном направлении вдль оси X' центрирующего элемента 25. Если посмотреть, в частности, на направляющую трубку 36, то после ее введения в переднюю часть этого узла ее задним концом 37 она может находиться в двух особых положениях, между которыми она может скользить. В первом положении, называемом положением ожидания, показанном на фигуре 9, она удерживается в узле, но ее задний конец не выступает из заднего конца 26' центрирующего элемента 25. Во втором положении, показанном на фигуре 10, направляющая трубка 36 выходит за задний конец 26' центрирующего элемента 25, а ее головка 38, находящаяся на переднем конце, упирается в штифты 52 подбивочного ключа 45. Отметим, что направляющая трубка 36 может быть блокирована в этом положении путем затягивания штифтов 52 на ее наружной поверхности механическими приспособлениями 53, предусмотренными для этой цели.
Предпочтительно, чтобы полая ступица 21, на которой должен быть закреплен центрирующий элемент 25, была способна вращаться, кроме того, устройство содержит элемент 55, препятствующий вращению всей системы. Как показано на фигуре 11, этот запорный элемент 55 состоит в данном случае из съемной стержневой поперечины 56. Как показано на фигуре 15, запорный стержень 56 имеет на одном конце крепеж 57, предназначенный для приема штифта 58, предусмотренного для этой цели на подбивочном ключе 45, а на другом конце имеет зажим 59, предназначенный для скрепления с кожухом 13 на периферии нагнетателя 18.
Такое устройство можно использовать, чтобы обеспечить корректную центровку второго модуля 3 при стыковке с первым модулем 5. Описанная выше фигура 1 иллюстрирует процесс сборки, в котором первый модуль 5 удерживается неподвижным, в данном случае под козловым краном 8, при этом его продольная ось X является горизонтальной, а второй модуль 3, удерживаемый талью 9, поддерживаемой указанным козловым краном 8, может перемещаться поступательно для осуществления стыковки.
Предпочтительно, способ сборки согласно изобретению начинается с оснащения первого модуля 5 соответствующими элементами устройства, при этом первый модуль 5 поддерживается горизонтально под козловым краном.
На первом этапе центрирующий элемент 25 устанавливается в полой ступице 21 спереди первого модуля 5. Для этого оператор устанавливает описанный выше манипулятор 33 так, как показано на фигуре 4, и вводит горизонтально центрирующий элемент 25 в полую ступицу 21 до тех пор, пока зубцы 27 элемента не пройдут через соответствующие зубцы 23 кулачкового соединения на полой ступице, и контактная поверхность 26 центрирующего элемента 25 не прижмется к контактной поверхности 24 полой ступицы 21. Затем, после отведения манипулятора 33, оператор должен повернуть центрирующий элемент 25 вокруг продольной оси X с помощью радиального рычага 29 до тех пор, пока ограничители 28 кулачкового соединения не заблокируют перемещение. В конце этого этапа, как показано на фигуре 12, центрирующий элемент 25 закреплен в полой ступице 21 посредством кулачкового соединения, при поддержке контактных поверхностей 24, 26, и его продольная ось X' совпадает с продольной осью X полой ступицы 21.
На втором этапе на центрирующем элементе устанавливается подбивочный ключ путем замыкания четвертьоборотного соединения 30, 31, 47, описанного выше. В конце этого этапа, как показано на фигуре 13, узел, состоящий из центрирующего элемента 25 и подбивочного ключа 45, закрепляется спереди полой ступицы 21.
На третьем этапе, согласно фигуре 14, оператор вводит направляющую трубку 36 ее задним концом 37 в систему, состоящую из центрирующего элемента 25 и подбивочного ключа 45, до ее установки в положение ожидания, показанное на фигуре 9.
На четвертом этапе запорный стержень 56 вставлен, как показано на фигуре 15. Сначала он вводится в соответствующий штифт 58 подбивочного ключа 45, а затем крепится к периферии кожуха 13 с помощью его зажима 59.
На пятом этапе направляющая трубка 36 скользит назад во второе положение, показанное на фигуре 10, при этом ее головка 38 упирается в штифты 52 подбивочного ключа 45. Эти штифты прижимаются к ее наружной поверхности, блокируя скольжение направляющей трубки 36 вперед. В конце этого этапа, как показано на фигуре 2, первый модуль подготовлен и готов к приему направляющего вала 40 для стыковки со вторым модулем 3.
На этапе, который может выполняться параллельно с предыдущими этапами, направляющий вал 40 прикрепляется своим задним концом к переднему концу вала BP 4 второго модуля 3.
На шестом этапе, показанном на фигуре 1, второй модуль 3, поддерживаемый здесь подвижной талью 9, показан расположенным горизонтально перед задней частью первого модуля 5. Оператор следит и помогает введению направляющего вала 40 в продольную полость 20 первого модуля 5, чтобы направляющий вал 40 двигался горизонтально в продольной полости 20 до тех пор, пока его передний конец 41 не войдет в направляющую трубку 36. Как показано на фигуре 2, направляющий вал 40 в таком случае центрирован относительно продольной оси X первого модуля 5 с помощью направляющей трубки 36, тогда как вал BP 4 второго модуля 3 еще не введен в продольную полость 20. Затем направляющий вал 40 скользит в направляющей трубке 36 до тех пор, пока его осевой ограничитель 43 не достигнет заднего конца 37 направляющей трубки 36.
На седьмом этапе замыкаются штифты 52, которые блокируют направляющую трубку 36 и заставляют второй модуль 3 двигаться вперед, удерживая его по центру относительно продольной оси X первого модуля 5. Вал 4 второго модуля 3 толкает тогда направляющий вал 40 и направляющую трубку 36 вперед. Так как направляющий вал удерживается на продольной оси X направляющей трубкой 36, отсутствует опасность, что вся система будет ударяться о стенки продольной полости 20 вследствие раскачивания из-за продвижения второго модуля 3. Движение останавливается, когда выемка 44 в направляющем вале 40 находится напротив штифтов 52, расположенных на шпинделе 50 подбивочного ключа 45, как показано на фигуре 16. Головка вала 4 второго модуля 3 в таком случае также вставлена в соединительные средства 22 с вращающимися элементами 17 модуля переднего нагнетателя. Затем штифты 52 вставляются в выемку 44 направляющего вала 40, чтобы жестко соединить его со шпинделем 50 вдоль продольной оси X, как показано на фигуре 17.
На восьмом этапе последние сантиметры продольного продвижения вала 4 и второго модуля 3 осуществляются путем ручного воздействия на шпиндель 50, чтобы вставить головку вала в соединительные средства 22 вращающихся элементов 17 модуля переднего нагнетателя и чтобы контролировать точность соединения элементов уплотнительных лабиринтов на границе между первым 5 и вторым 3 модулей, до тех пор, пока фланцы 6, 7 указанных модулей не будут скреплены друг с другом.
Здесь следует отметить, что подбивочный ключ 45 может использоваться также в обратном направлении при разборке двигателя для расцепления двух модулей 3, 5 перед их отделением.
Таким образом, устройство, элементы которого могут быть разобраны на два модуля, позволяет осуществить стыковку при соблюдении требуемой точности центрирования и предотвращении контактов, которые могут повредить элементы того или иного из этих двух модулей. Как указывалось выше, устройство может также использоваться при демонтаже турбомашины, чтобы избежать нежелательных контактов при перемещении второго модуля 3 относительно первого модуля 5.
Изобретение относится к устройству для сборки турбомашины, предназначенному для центрирования вала (4) второго модуля относительно продольной оси (X) полой центральной ступицы (21), находящейся перед первым модулем (5), причем указанный первый модуль (5) имеет продольную полость (20), проходящую вдоль указанной оси (X), переходящую спереди в указанную полую ступицу (21) и проходящую через первый модуль (5) вдоль продольной оси (X) до заднего конца, причем указанный вал (4) должен быть вставлен в указанную продольную полость (20) через указанный задний конец, содержащий центрирующий элемент (25) центральной оси, выполненный с возможностью установки в указанную полую ступицу (21) путем вставки через первый конец (26') и взаимодействия со ступицей, так чтобы его центральная ось совпала с указанной продольной осью (X), кроме того, устройство содержит направляющую трубку (36), способную входить в по меньшей мере одну часть продольной полости (20) первого модуля (5) сзади полой ступицы (21), а также устройство выполнено так, чтобы направляющая трубка (36) скользила внутри центрирующего элемента (25) вдоль указанной центральной ось между первым положением, в котором направляющая трубка (36) целиком находится перед центрирующим элементом (25) относительно указанного первого конца (26'), и задним положением, в котором направляющая трубка (36) выступает за пределы указанного первого конца (26'), проникая в продольную полость (20), когда центрирующий элемент (25) помещен в полую ступицу (21). Изобретение относится также к системе, состоящей из устройства и калибровочного приспособления, а также к способу сборки, в котором она используется. Изобретение позволяет обеспечить сцепление лабиринтов, манипуляции заметно упрощаются, что позволяет обойтись без систематических проверок центровки. 2 н. и 8 з.п. ф-лы, 17 ил.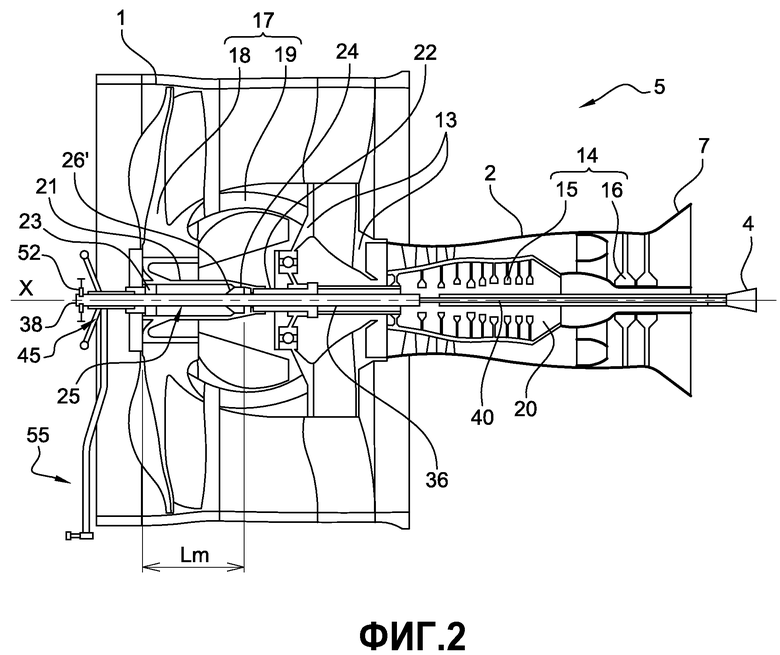
1. Устройство для сборки турбомашины, предназначенное для центрирования вала (4) второго модуля (3) относительно продольной оси (X) полой центральной ступицы (21), находящейся перед первым модулем (5), причем выражения спереди и сзади определены относительно общего направления течения газов в турбомашине, причем указанный первый модуль (5) имеет продольную полость (20), расположенную вдоль указанной оси (X), переходящую спереди в указанную полую ступицу (21) и проходящую через первый модуль (5) вдоль продольной оси (X) до заднего конца, причем указанный вал (4) должен быть вставлен в указанную продольную полость (20) через указанный задний конец, содержащий центрирующий элемент (25) центральной оси (X'), имеющий концы и выполненный с возможностью установки в указанную полую ступицу (21) путем вставки через первый конец (26') и взаимодействия со ступицей, так чтобы его центральная ось (X') совпала с указанной продольной осью (X), причем устройство содержит также направляющую трубку (36), способную входить в по меньшей мере одну часть продольной полости (20) первого модуля (5) сзади полой ступицы (21), и отличается тем, что устройство выполнено так, чтобы направляющая трубка (36) скользила внутри центрирующего элемента (25) вдоль указанной центральной ось между первым положением, в котором направляющая трубка (36) целиком находится перед центрирующим элементом (25) относительно указанного первого конца (26'), и задним положением, в котором направляющая трубка (36) выступает за пределы указанного первого конца (26'), проникая в продольную полость (20), когда центрирующий элемент (25) помещен в полую ступицу (21).
2. Устройство по предыдущему пункту, отличающееся тем, что первый конец (37) направляющей трубки (36) выполнен с возможностью введения в центрирующий элемент (25) через его второй конец (30), противоположный первому концу (26'), вдоль центральной оси (Χ'), так чтобы первое положение направляющей трубки соответствовало ее отсоединению от центрирующего элемента (25).
3. Устройство по одному из предыдущих пунктов, причем указанный центрирующий элемент (25) содержит первые приспособления (26), предназначенные для взаимодействия, посредством контакта, с полой ступицей (21), находящейся на указанном первом конце (26') центрирующего элемента, и вторые приспособления (27), находящиеся вблизи конца (30), противоположного первому концу (26') относительно центральной оси (Χ'), предназначенные для взаимодействия, посредством замыкания, например, с помощью кулачкового соединения, с полой ступицей (21)
4. Устройство по одному из предыдущих пунктов, дополнительно содержащее направляющий вал (40), предназначенный для ввода первым концом (41) в направляющую трубку (36) и прикрепления к указанному валу (4) второго модуля (3) вторым концом (42), причем устройство выполнено так, чтобы направляющая трубка (36) взаимодействовала с направляющим валом (40), чтобы удерживать его на центральной оси (Χ') устройства, когда направляющий вал (40) перемещается вперед, и сумма длины (Ltg) направляющей трубки (36) и длины (Lga) направляющего вала (40) больше протяженности продольной полости (20) первого модуля (5).
5. Устройство по предыдущему пункту, выполненное так, чтобы направляющий вал (40) скользил внутри направляющей трубки (36) до тех пор, пока осевой ограничитель (43) направляющего вала (40) не войдет в контакт с указанным первым концом (37) направляющей трубки (36).
6. Устройство по предыдущему пункту, причем направляющий вал (40) имеет выемку (44) на заданном расстоянии (Lta) от указанного осевого ограничителя (43), и направляющая трубка (36) содержит щели (39), находящиеся по существу на таком же расстояние (Lta) от его первого конца (37), чтобы обеспечить радиальный доступ к выемке (44) снаружи.
7. Устройство по предыдущему пункту, отличающееся тем, что оно содержит продольные зажимные средства (45), прикрепленные к центрирующему элементу (25) на его втором конце (30), противоположном его первому концу (26'), причем указанные зажимные средства содержат осевые штифты, способные проходить через щели (39) направляющей трубки (36) и взаимодействовать с выемкой (44) в направляющем вале (40) для приложения к валу усилия вдоль центральной оси (Χ').
8. Устройство по предыдущему пункту, отличающееся тем, что зажимные средства поддерживаются деталью, которая может быть отсоединена от центрирующего элемента (25).
9. Устройство по одному из предыдущих пунктов, содержащее элемент (55), предназначенный для фиксации на центрирующем элементе (25), или крепежный элемент (45), установленный на центрирующем элементе (25), и кожух (13) первого модуля (5), чтобы воспрепятствовать вращению устройства вокруг продольной оси (X).
10. Способ сборки турбомашины с использованием устройства по одному из предыдущих пунктов, причем турбомашина содержит по меньшей мере один первый модуль (3), имеющий продольную полость (20), переходящую спереди в полую ступицу (21) и проходящую через первый модуль (5) вдоль продольной оси (X) полой ступицы (21) до заднего конца, и по меньшей мере один второй модуль (3) с валом (5), причем указанный вал (5) должен вводиться в указанную продольную полость (20) через указанный задний конец до положения сборки, причем способ включает этап установки центрирующего элемента (25) в полой ступице (21), при этом направляющая трубка (36) находится в первом положении или отсутствует в центрирующем элементе (25), и отличается тем, что он включает этапы:
- скольжение направляющей трубки (36) через центрирующий элемент (25) до заднего положения;
- сближение второго модуля (3) до положения, в котором свободный конец вала (4) или направляющий вал (40), закрепленный на валу (4), входит в задний конец (37) направляющей трубки (36), чтобы направляющая трубка (40) направляла вал вдоль продольной оси (X) полой ступицы (21);
- продольное перемещение второго модуля (3) с продвижением вала (4) по центру на продольной оси (X) полой ступицы (21) с помощью направляющей трубки (40), до положения сборки.
| FR 3016337 A1, 17.07.2015 | |||
| УСТРОЙСТВО ДЛЯ БОКОВОГО МОНТАЖА И ДЕМОНТАЖА КОМПРЕССОРНОГО ЦИЛИНДРА | 2006 |
|
RU2406882C2 |
| СПОСОБ СБОРКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2415275C2 |
| US 7195447 B2, 27.03.2007 | |||
| US 7779540 B2, 24.08.2010. | |||

