ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Неприменимо.
ЗАЯВЛЕНИЕ О НАУЧНОМ ИССЛЕДОВАНИИ ИЛИ РАЗРАБОТКЕ, ФИНАНСИРУЕМОЙ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
[0002] Неприменимо.
УРОВЕНЬ ТЕХНИКИ
[0003] Область техники
[0004] Настоящее изобретение относится в целом к ультразвуковым расходомерам и, в частности, к преобразовательным узлам, используемым в ультразвуковых расходомерах. Точнее говоря, настоящее изобретение относится к структурам согласующих слоев для модификации передачи акустической энергии в преобразовательные узлы и из них.
[0005] Уровень техники
[0006] Текучие среды, такие как природный газ, транспортируют с места на место по трубопроводам. Желательно точно знать количество текучей среды, протекающей в трубопроводе, и особая точность нужна, когда текучая среда переходит из рук в руки или «передается потребителю». Даже если не происходит передачи потребителю, тем не менее точность измерения желательна, и в этих ситуациях могут быть использованы расходомеры.
[0007] Ультразвуковые расходомеры представляют собой тип расходомера, который может быть использован для измерения количества текучей среды, протекающей в трубопроводе. Ультразвуковые расходомеры обладают достаточной точностью для использования, например, при передаче продукта потребителю. В ультразвуковом расходомере акустические сигналы направляются туда и обратно через поток текучей среды, подлежащей измерению. В расходомере скорость потока текучей среды определяется на основе параметров принятых акустических сигналов. Объем текучей среды, протекающей через расходомер, может быть определен с помощью вычисленных скоростей потока и известной площади поперечного сечения расходомера. Ультразвуковой расходомер содержит преобразователи, которые формируют и обнаруживают акустические сигналы.
[0008] Некоторые ультразвуковые преобразователи в качестве слоя согласования импедансов используют массив миниатюрных рупоров. Массив миниатюрных рупоров - это набор разнесенных рупорообразных структур, которые можно назвать «рупорами», проходящих между парой пластин. Пластины акустически связаны с пьезоэлектрическим кристаллом на одной стороне и текучей средой внутри ультразвукового расходомера на другой стороне. Массив миниатюрных рупоров обеспечивает согласование акустических импедансов между пьезоэлектрическим кристаллом и текучей средой.
[0009] Известные массивы миниатюрных рупоров содержат зазоры или проходы для обеспечения возможности выравнивания давлений между решеткой и текучей средой, которая проходит через расходомер. В некоторых случаях зазоры между рупорами в массиве миниатюрных рупоров могут быть заполнены высоковязким малосжимаемым материалом, таким как воск или консистентная смазка.
[0010] Ультразвуковые преобразователи в ультразвуковых расходомерах используют для осуществления сверхточных измерений времени, требуемого звуковой энергии для пересечения измерителя, чтобы определить скорость потока текучей среды через измеритель, а затем это значение используют для определения общего расхода через измеритель. Любая ошибка в измерении времени приведет к ошибке в измеряемом расходе. Так как ультразвуковые расходомеры часто используют при передаче продукта потребителю, например, при покупке/продаже нефтепродуктов, любая ошибка в измерении расхода может привести к потере денег. Одним из недостатков стандартных массивов миниатюрных рупоров является то, что инородные вещества, которые оказываются в массиве миниатюрных рупоров, вызывают сдвиг в измерении времени, в конечном счете приводящий к ошибкам в измерении расхода. Это проблема, так как трубопроводы обычно не отличаются чистотой. Газопроводы обычно загрязнены маслами, водой и другими частицами. Со временем эти загрязнения могут накапливаться в массиве миниатюрных рупоров, вызывая сдвиги в измерении времени, приводящие к ошибке в измерении расхода. Даже в решетке, изначально заполненной высоковязким материалом, таким как консистентная смазка, из-за изменения температуры и давления в трубопроводе со временем этот высоковязкий материал может выйти из решетки, приводя к сдвигам времени (и неточным измерениям) ввиду отсутствия высоковязкого материла или замены его загрязнителями.
[0011] Кроме того, изготовление массива миниатюрных рупоров может быть времязатратным и дорогостоящим. Особенно много времени занимает согласование массива миниатюрных рупоров, так как необходимо выполнить большое количество мелких отверстий/зазоров.
[0012] Стандартный массив миниатюрных рупоров может быть изготовлен методом 3D-печати, но и он не лишен недостатков, так как этот процесс может значительно увеличить время и расходы. Одним из способов 3D-печати является прямое лазерное спекание металлов (ПЛСМ). Осаждают тонкий слой металлического порошка (такого, как титан, инконель или нержавеющая сталь). Затем для выборочного нагрева и сплавления (спекания) порошка во всех точках, где требуется твердый материал, используют лазер. После этого осаждают новый слой порошка и выборочно спекают с использованием лазера. Этот процесс повторяют до тех пор, пока массив миниатюрных рупоров не будет полностью получен. Однако после этого из решетки необходимо удалить неспеченный порошок. Удаление порошка из решетки через зазоры может быть крайне времязатратным. Если после этого требуется заполнить решетку высоковязким материалом, это может потребовать еще времени, чтобы обеспечить равномерное заполнение решетки высоковязким материалом.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0013] В вариантах реализации, раскрытых в настоящем документе, предложены усовершенствования для ультразвуковых расходомеров и преобразователей за счет использования массива миниатюрных рупоров, который полностью отделяет внутреннюю часть массива миниатюрных рупоров от текучей среды, пропускаемой через измеритель, и которая может быть изготовлена при меньших производственных издержках.
[0014] В варианте реализации ультразвуковой расходомер содержит корпус измерителя и проход в корпусе измерителя для пропускания потока текучей среды, подлежащей измерению. Кроме того, ультразвуковой расходомер содержит пару ультразвуковых преобразователей, связанных с корпусом измерителя и выполненных с возможностью формирования хордальной траектории через проход между преобразователями. Каждый преобразователь содержит корпус преобразователя, пьезоэлектрический кристалл, размещенный внутри корпуса преобразователя, и массив миниатюрных рупоров, связанный с корпусом преобразователя. Массив миниатюрных рупоров содержит не имеющую отверстий оболочку и замкнутую полость внутри оболочки. Полость имеет ближнюю концевую поверхность и дальнюю концевую поверхность. Массив миниатюрных рупоров также содержит множество рупоров, заключенных в замкнутую полость, причем рупоры имеют участок основания рупора, смежный с ближней концевой поверхностью полости, и участок горловины рупора, который проходит от участка основания рупора в направлении от пьезоэлектрического кристалла к дальней концевой поверхности полости. В полости участки горловины рупора отделены друг от друга промежутками.
[0015] В другом варианте реализации способ создания ультразвукового преобразователя включает: построение массива миниатюрных рупоров с использованием метода 3D-печати так, что массив миниатюрных рупоров содержит рупоры, расположенные в не имеющей отверстий оболочке; а также включает прикрепление массива миниатюрных рупоров к корпусу преобразователя, который выполнен с возможностью размещения пьезоэлектрического кристалла.
[0016] В некоторых вариантах реализации способ создания ультразвукового преобразователя включает нанесение первого слоя порошка на корпус преобразователя и инициирование отверждения первого слоя порошка и его связывание с корпусом преобразователя с образованием первого отвержденного слоя. Более того, в некоторых вариантах реализации способ включает добавление последующих слоев порошка поверх первого отвержденного слоя и инициирование отверждения частей последующих слоев, и связывания с ранее полученными отвержденными слоями с образованием последующих отвержденных слоев. Кроме того, в некоторых вариантах реализации способ включает построение решетки рупоров внутри полости, причем последующие отвержденные слои строят и заключают в полость с использованием метода 3D-печати.
[0017] В еще одном варианте реализации узел преобразователя содержит корпус преобразователя, который содержит первый конец, второй конец и канал, проходящий между первым и вторым концами, и массив миниатюрных рупоров, который получен методом 3D-печати и который отделен промежутком от канала и проходит к первому концу. Кроме того, узел преобразователя содержит пьезоэлектрический кристалл, размещенный внутри канала вблизи первого конца корпуса преобразователя. Массив миниатюрных рупоров содержит не имеющую отверстий оболочку, множество рупоров, размещенных внутри оболочки, и порошок, находящийся в оболочке между рупорами. Не имеющую отверстий оболочку герметизируют методом 3D-печати, удерживая порошок внутри полости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Для подробного описания раскрываемых примеров реализации обратимся теперь к прилагаемых чертежам, на которых:
[0019] на ФИГ. 1 показан ультразвуковой расходомер в соответствии с принципами, раскрытыми в настоящем документе;
[0020] на ФИГ. 2 показан вид сверху сечении ультразвукового расходомера, изображенного на ФИГ. 1;
[0021] на ФИГ. 3 показан вид с торца ультразвукового расходомера, изображенного на ФИГ. 1;
[0022] на ФИГ. 4 показано расположение пары преобразователей для ультразвукового расходомера, изображенного на ФИГ. 1;
[0023] на ФИГ. 5 показан вид сечении преобразовательного узла для использования в ультразвуковом расходомере, изображенном на ФИГ. 2, в соответствии с принципами, описанными в настоящем документе;
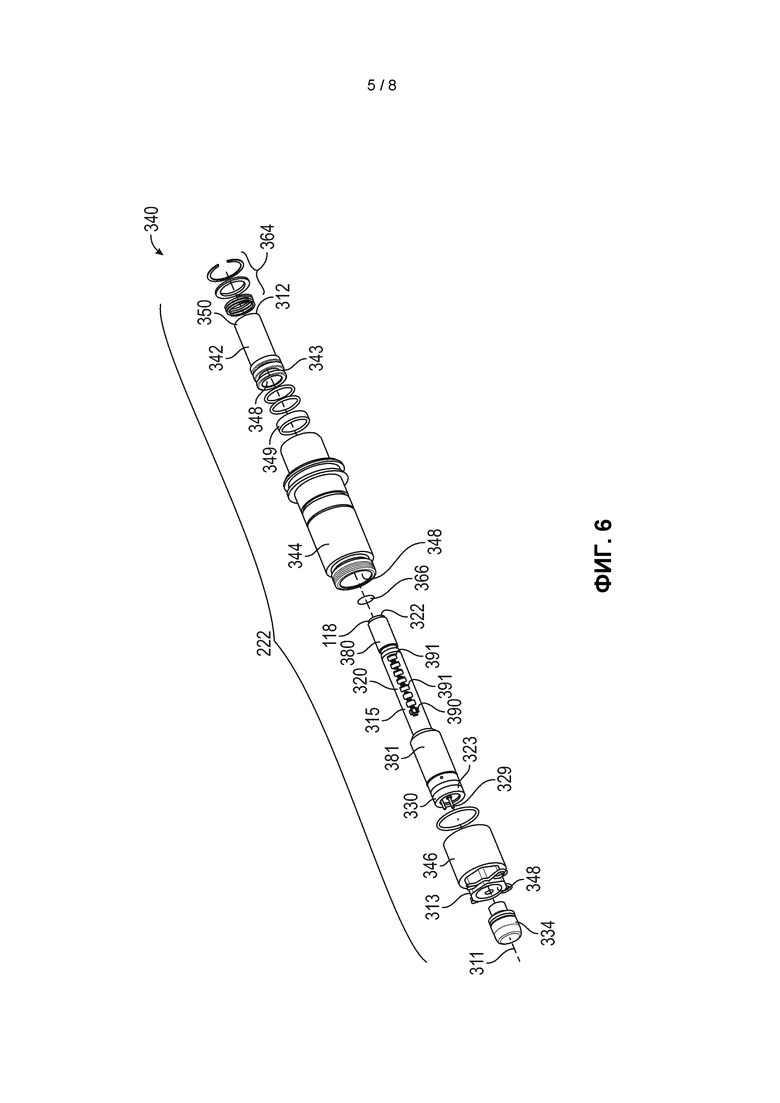
[0024] на ФИГ. 6 показан вид в перспективе с пространственным разделением компонентов преобразовательного узла, изображенного на ФИГ. 5;
[0025] на ФИГ. 7 приведен вид сечении, показывающий передний колпачок и его массив миниатюрных рупоров для преобразовательного узла, изображенного на ФИГ. 5;
[0026] на ФИГ. 8 приведен вид сечении, показывающий массив миниатюрных рупоров переднего колпачка, изображенного на ФИГ. 7;
[0027] на ФИГ. 9 приведен вид сечении, показывающий другой вариант реализации массива миниатюрных рупоров, который совместима с передним колпачном, изображенным на ФИГ. 7, в соответствии с принципами, раскрытыми в настоящем документе;
[0028] на ФИГ. 10 приведен вид в перспективе, показывающий частично завершенный передний колпачок с массивом миниатюрных рупоров на стадии изготовления в соответствии с принципами, раскрытыми в настоящем документе;
[0029] на ФИГ. 11 показан вид в перспективе частично завершенного переднего колпачка с частично готовым массивом миниатюрных рупоров на другой стадии изготовления преобразовательного узла, содержащего массив миниатюрных рупоров, в соответствии с принципами, раскрытыми в настоящем документе;
[0030] на ФИГ. 12 показан вид в перспективе кольца 660, подходящего для формирования кольцевой стенки вокруг узла переднего колпачка, изображенного на ФИГ. 11;
[0031] на ФИГ. 13 приведена блок-схема, показывающая способ изготовления массива миниатюрных рупоров с использованием метода 3D-печати в соответствии с принципами, раскрытыми в настоящем документе; и
[0032] на ФИГ. 14 приведена другая блок-схема, показывающая способ изготовления массива миниатюрных рупоров с использованием метода 3D-печати в соответствии с принципами, раскрытыми в настоящем документе.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И НОМЕНКЛАТУРА
[0033] Последующее описание является примером определенных вариантов реализации настоящего изобретения. Специалисту в данной области понятно, что последующее описание имеет широкое применение, а обсуждение любого варианта реализации может служить примером данного варианта реализации и не предполагает никоим образом ограничения объема изобретения, включая формулу изобретения, этим вариантом реализации.
[0034] Фигуры изображены не в масштабе. Определенные признаки и компоненты, раскрытые в настоящем документе, могут быть показаны в увеличенном масштабе или довольно схематично, а некоторые подробности определенных элементов могут быть не показаны для большей ясности и лаконичности. На некоторых фигурах для большей ясности и лаконичности могут быть опущены один или более компонентов, или аспектов компонентов, или могут отсутствовать номера позиций, определяющие признаки или компоненты. Кроме того, в описании, включая чертежи, для указания общих или схожих элементов могут быть использованы подобные или идентичные номера позиций.
[0035] Используемые в настоящем документе, включая формулу изобретения, термины «включающий» и «содержащий», как и их производные, используются в неограничивающем смысле и, следовательно, должны интерпретироваться как означающие «включая, без ограничений». Кроме того, термины «связывает» или «связанный» означают прямое или опосредованное соединение. Таким образом, если первый компонент связывает или связан со вторым компонентом, соединение между этими компонентами может быть выполнено с помощью прямого соединения двух компонентов или через опосредованное соединение, которое осуществлено с помощью других промежуточных компонентов, устройств и/или соединений. Описание «основан на» означает «основан по меньшей мере частично на». Поэтому, если X основан на Y, то X может быть основан на Y и на любом количестве других факторов. Слово «или» используется включающим образом. Например, «А или В» означает следующее: только «А», только «В» или оба «А» и «В». Кроме того, слово «по существу» означает в пределах диапазона плюс или минус 10%. Слово «однородный» равносильно фразе «однородный или по существу однородный».
[0036] Кроме того, термины «аксиальный» или «аксиально», как правило, означают вдоль или параллельно данной оси, тогда как термины «радиальный» или «радиально», как правило, означают перпендикулярно оси. Например, аксиальное расстояние означает расстояние, измеряемое вдоль или параллельно данной оси, а радиальное расстояние означает расстояние, измеряемое перпендикулярно оси. Далее, любая ссылка на направление или относительное положение делается для большей ясности, в том числе, например, «верх», «низ», «вверх», «верхний», «кверху», «вниз», «нижний», «по часовой стрелке», «левый», «влево», «вправо» и «правый». Например, относительное направление или относительное положение объекта или признака может относиться к ориентации, как показано на фигуре или описано. Если бы объект или признак наблюдали с другой ориентации или реализовывали в другой ориентации, тогда описывать направление или положение, возможно, было бы целесообразно с использованием альтернативного термина.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0037] Различные варианты реализации расходомера, раскрытые в данном документе, разрабатывались в контексте измерения углеводородных потоков (например, сырой нефти, природного газа), и описание следует контексту разработки; однако описанные системы и способы в равной степени применимы к измерению потока любой текучей среды.
[0038] Измерение расхода в условиях экстремальных температур сопряжено с многочисленными трудностями. В стандартных ультразвуковых расходомерах преобразователи содержат согласующий слой из низкоплотной эпоксидной смолы, который обеспечивает хорошее акустическое согласование между пьезоэлектрическим элементом, например, высокоплотным пьезоэлектрическим кристаллом, преобразователя и имеющей относительно низкую плотность текучей средой, протекающей через измеритель. К сожалению, несоответствие коэффициентов теплового расширения пьезоэлектрического элемента и низкоплотной эпоксидной смолы может привести к растрескиванию низкоплотной эпоксидной смолы под воздействием экстремальных температур, чередования высоких и низких температур и/или высоких давлений, которые часто имеют место в окружающей обстановке измерения текучей среды. Кроме того, эпоксидная смола обладает низкой химической устойчивостью, в частности, к химически агрессивным компонентам природного газа. Согласующий слой из треснувшей и/или расслоенной эпоксидной смолы ухудшает рабочие характеристики преобразователя, что, в свою очередь, может потребовать прерывания потока через расходомер и связанную систему труб.
[0039] Варианты реализации ультразвукового преобразователя, раскрытые в настоящем документе, содержат пьезоэлектрический элемент и корпус с согласующей структурой или слоем для обеспечения согласования импедансов между пьезоэлектрическим элементом и текучей средой, протекающей через ультразвуковой расходомер. По этой причине согласующие структуры, раскрытые в настоящем документе, менее подвержены отказам при воздействии различных экстремальных условий окружающей среды. Согласующая структура в соответствии с настоящим изобретением содержит массив миниатюрных рупоров, который напечатан в виде монолитной структуры методом 3D-печати. В различных вариантах реализации массив миниатюрных рупоров изготовлен из того же химически устойчивого материала, что и корпус, например, из титана, титанового сплава, сплава Inconel® или нержавеющей стали, так что коэффициенты теплового расширения этих элементов по существу одинаковые, поэтому данные элементы имеют аналогичное расширение и сокращение. Массив миниатюрных рупоров содержит рупорообразные структуры, или просто «рупоры», для обеспечения согласования импедансов между пьезоэлектрическим элементом и текучей средой, протекающей через ультразвуковой расходомер.
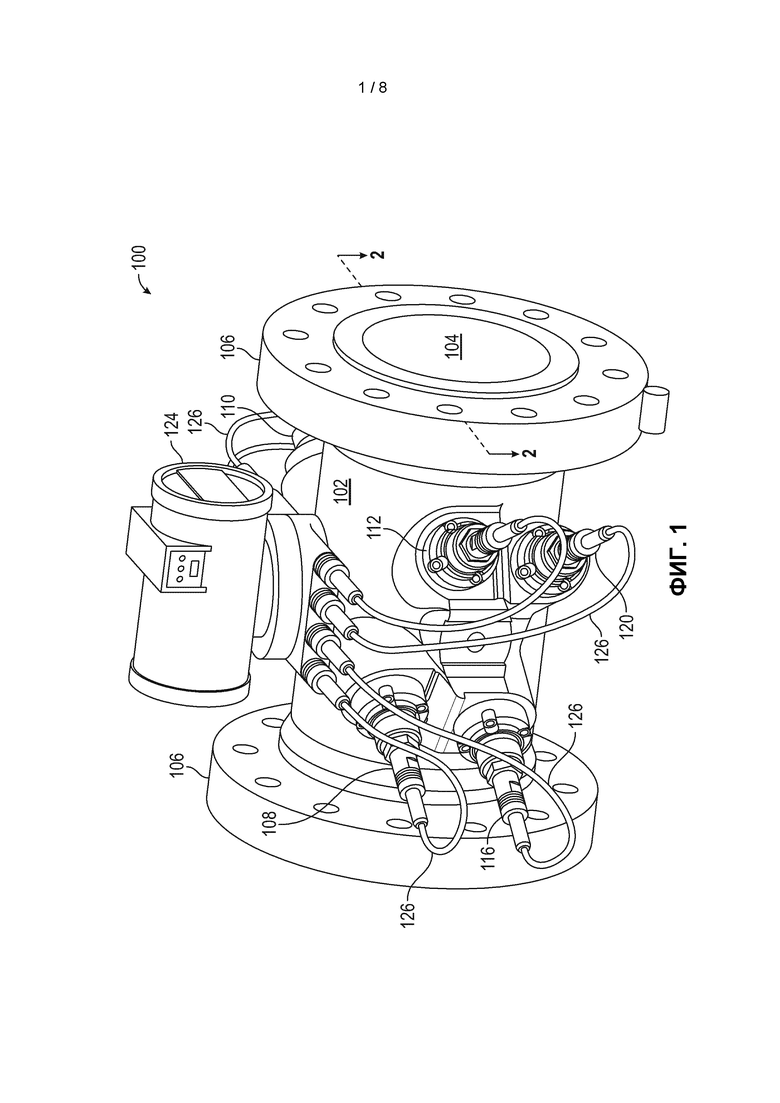
[0040] На ФИГ. 1 показан ультразвуковой расходомер 100 в соответствии с принципами, раскрытыми в настоящем документе. Ультразвуковой расходомер 100 содержит корпус измерителя или трубную секцию 102, которая образует центральное отверстие или проход 104. Трубная секция 102 спроектирована и сконструирована с возможностью соединения с трубопроводом или другой структурой (не показано), переносящей текучие среды (например, природный газ) так, что текучие среды, протекающие в трубопроводе, проходят через центральный проход 104. Во время прохождения текучими средами через центральный проход 104 ультразвуковой расходомер 100 измеряет расход; следовательно, текучую среду можно называть измеряемой текучей средой. Трубная секция 102 содержит фланцы 106, которые способствуют соединению трубной секции 102 с другой структурой. В других вариантах реализации для соединения трубной секции 102 со структурой может быть в равной степени использована любая другая подходящая система (например, сварные соединения).
[0041] Для измерения расхода текучей среды внутри трубной секции 102 ультразвуковой расходомер 100 содержит множество преобразовательных узлов. На ФИГ. 1 показаны пять таких преобразовательных узлов 108, 110, 112, 116 и 120. Преобразовательные узлы объединены в пары (например, преобразовательные узлы 108 и 110), как будет дополнительно рассмотрено ниже. Кроме того, каждый узел преобразователя электрически связан с электронным модулем 124 управления с помощью соответствующего кабеля 126, или равноценного узла передачи сигнала, или способа беспроводного обмена данными.
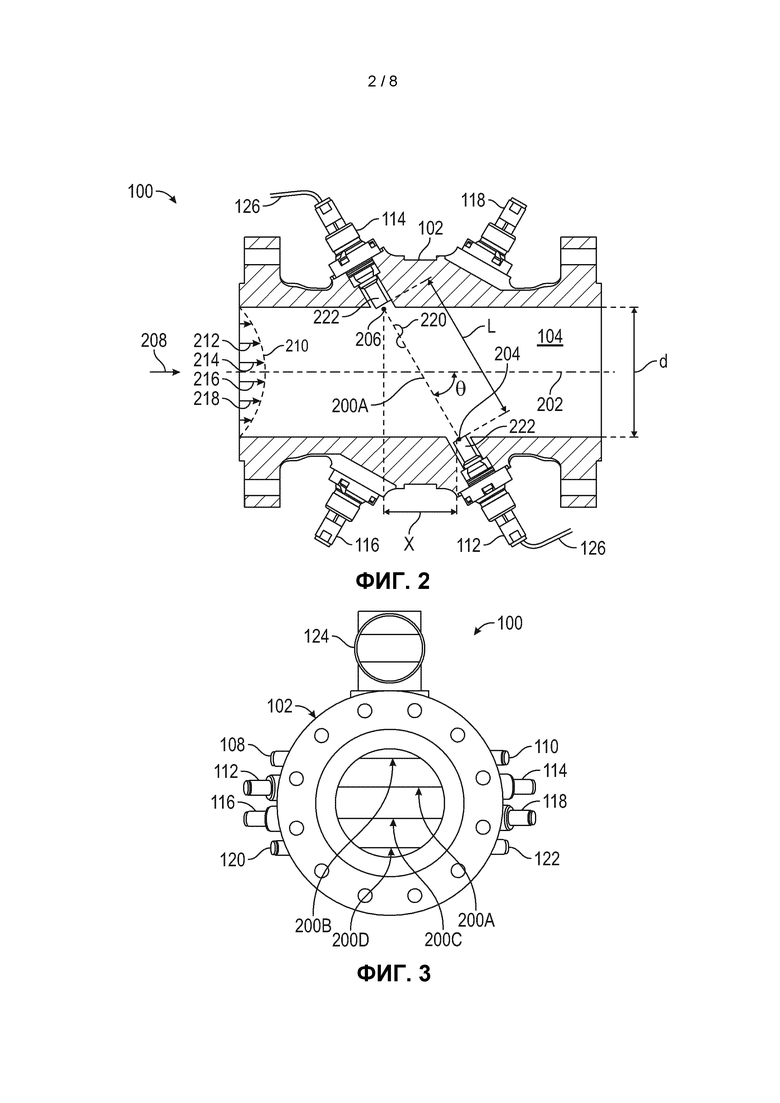
[0042] На ФИГ. 2 показан вид сверху сечения ультразвукового расходомера 100, полученный по существу вдоль линии 2-2, указанной на ФИГ. 1. Трубная секция 102 имеет заданный размер и образует центральный проход 104, по которому протекает измеряемая текучая среда. Иллюстративная пара преобразовательных узлов 112 и 114 расположена вдоль длины трубной секции 102. Преобразовательные узлы 112 и 114 содержат акустические приемопередатчики и, более конкретно, содержат ультразвуковые преобразовательные узлы 222, попеременно работающие как передатчик и приемник. Ультразвуковые преобразовательные узлы 222 генерируют и принимают акустические сигналы, имеющие частоты примерно выше 20 килогерц.
[0043] Акустические сигналы могут быть сгенерированы и приняты пьезоэлектрическим элементом в каждом преобразовательном узле 222. Для генерирования ультразвукового сигнала пьезоэлектрический элемент электрически возбуждают с помощью сигнала (например, синусоидального сигнала), передаваемого по кабелю 126, и элемент откликается колебанием. Колебание пьезоэлектрического элемента генерирует акустический сигнал, который проходит через измеряемую текучую среду к соответствующему преобразовательному узлу из пары. Аналогичным образом, при воздействии акустического сигала принимающий пьезоэлектрический элемент колеблется и генерирует электрический сигнал (например, синусоидальный сигнал), который обнаруживается, оцифровывается и анализируется электроникой (например, электронным модулем 124 управления), связанной с расходомером 100.
[0044] Как показано на ФИГ. 2, между иллюстративными преобразовательными узлами 112 и 114 существует путь 200А, также называемый «хордой», под непрямым углом θ (тета) к центральной линии 202 центрального отверстия. Длина хорды 200А представляет собой расстояние L между передней поверхностью преобразовательного узла 112 и передней поверхностью преобразовательного узла 114. Точки 204 и 206 определяют местоположения, где акустические сигналы, генерируемые преобразовательными узлами 112 и 114, входят в текучую среду, протекающую через трубную секцию 102, и выходят из нее. Положения преобразовательных узлов 112 и 114 могут быть определены с помощью угла θ, длины L хорды, измеряемой между передними поверхностями преобразовательных узлов 112 и 114, второй длины X, соответствующей аксиальному расстоянию между точками 204 и 206, и третьей длины d, соответствующей внутреннему диаметру трубы. В большинстве случаев расстояния d, X и L точно определяют во время изготовления расходомера. Измеряемая текучая среда, такая как природный газ, протекает в направлении 208 со скоростной кривой 210. Векторы 212, 214, 216 и 218 скорости показывают, что скорость газа через трубную секцию 102 увеличивается к центральной линии 202 трубной секции 102.
[0045] Сначала находящийся в нижней части потока узел 112 преобразователя генерирует ультразвуковой сигнал, который поступает на находящийся на входе в верхней части потока узел 114 преобразователя и, таким образом, обнаруживается им. Спустя некоторое время находящийся на входе узел 114 преобразователя генерирует обратный ультразвуковой сигнал, которой затем поступает на находящийся в нижней части потока узел 112 преобразователя и обнаруживается им. Таким образом, преобразовательные узлы обмениваются или играют в «пинг-понг» ультразвуковыми сигналами 220 вдоль хордальной траектории 200. Во время работы эта последовательность может происходить тысячи раз в минуту.
[0046] Время прохождения ультразвукового сигнала 220 между иллюстративными преобразовательными узлами 112 и 114 зависит, в частности, от того, проходит ли ультразвуковой сигнал 220 вверх или вниз по потоку текучей среды. Время прохождения ультразвукового сигнала, проходящего вниз по потоку (т.е. в том же направлении, что и поток текучей среды) меньше времени его прохождения вверх по потоку (т.е. против потока текучей среды). Время прохождения вверх и вниз по потоку может быть использовано для вычисления средней скорости вдоль траектории сигнала и скорости звука в измеряемой текучей среде. При наличии измерений сечении расходомера 100, пропускающего текучую среду, среднюю скорость по площади центрального прохода 104 можно использовать для нахождения объема текучей среды, протекающей через трубную секцию 102.
[0047] Ультразвуковые расходомеры могут иметь одну или более хорд, например, по одной хорде для каждой пары обращенных друг к другу преобразовательных узлов. На ФИГ. 3 показан вид с торца ультразвукового расходомера 100. В частности, иллюстративный расходомер 100 содержит четыре хордальные траектории 200А, 200В, 200С и 200D с отличающимися вертикальными проекциями внутри трубной секции 102. Каждая хордальная траектория 200A-D соответствует паре преобразователей, работающих попеременно в качестве передатчика и приемника. Как объяснено со ссылкой на ФИГ. 2, преобразовательные узлы 112 и 114 определяют хордальную траекторию 200А. Преобразовательные узлы 108 и 110 определяют хордальную траекторию 200В. Преобразовательные узлы 116 и 118 определяют хордальную траекторию 200С. Наконец, преобразовательные узлы 120 и 122 определяют хордальную траекторию 200D.
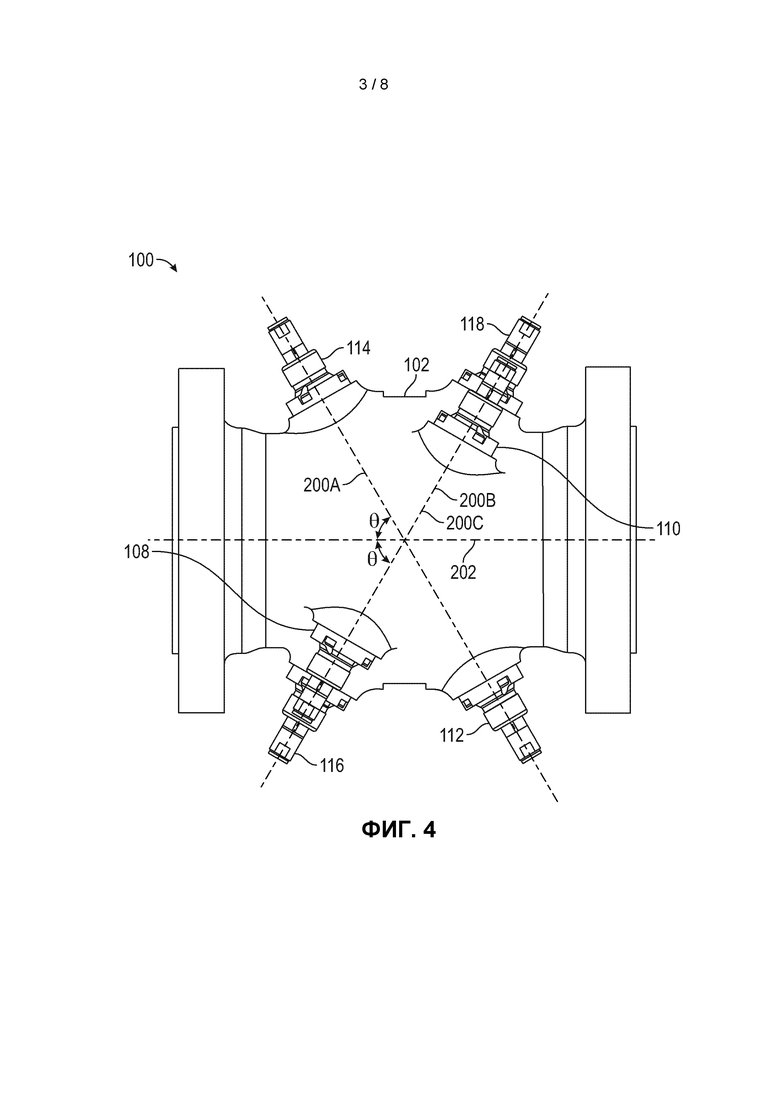
[0048] Другой ракурс расположения четырех пар преобразовательных узлов показан на ФИГ. 4, где изображен вид сверху. Каждая пара преобразовательных узлов соответствует одной хордальной траектории на ФИГ. 3, и, как показано на ФИГ. 4, пары преобразовательных узлов установлены так, что каждая хордальная траектория 200A-D размещена под непрямым углом относительно центральной линии 202. Например, как объяснено со ссылкой на ФИГ. 2, первая пара преобразовательных узлов 112 и 114 установлена под непрямым углом θ к центральной линии 202 трубной секции 102. Другая пара преобразовательных узлов 108 и 110 тоже установлена под непрямым углом θ к центральной линии 202 так, что их хордальная траектория 200В приблизительно образует «X» относительно хордальной траектории 200А преобразовательных узлов 112 и 114. Аналогичным образом преобразовательные узлы 116 и 118 размещены параллельно преобразовательным узлам 108 и 110 и их хордальной траектории 200В, но на другом «уровне» или высоте. На ФИГ. 4 не показана явно четвертая пара преобразовательных узлов 120 и 122, имеющих хордальную траекторию 200D, которая параллельна преобразовательным узлам 112 и 114 и их хордальной траектории 200А, и образует «X» относительно хордальных траекторий 200В и 200С. Таким образом, учитывая ФИГ. 2, 3 и 4, пары преобразовательных узлов могут быть расположены так, что верхние две пары преобразователей, соответствующие хордам 200А и 200В, образуют форму «X», и нижние две пары преобразователей, соответствующие хордам 200С и 200D, тоже образуют форму «X». Для каждой хорды 200A-D можно определить скорость текучей среды, чтобы получить хордальные скорости потока, а для определения средней скорости потока по всей трубе хордальные скорости потока суммируют. Из средней скорости потока можно определить расход или количество текучей среды, протекающей в трубной секции и, следовательно, трубе.
[0049] Как правило, электронная аппаратура управления (например, электронный модуль 124 управления) приводит в действие преобразовательные узлы 222, принимает выходные сигналы преобразователей, вычисляет среднюю скорость потока для каждой хорды, вычисляет среднюю скорость потока для измерителя, вычисляет объемный расход через измеритель и выполняет диагностику измерителя. Затем объемный расход и, возможно, другие измеренные и вычисленные величины, такие как скорость потока и скорость звука, выводят на дополнительные устройства, такие как электронный расходомер, которые являются внешними для измерителя 100.
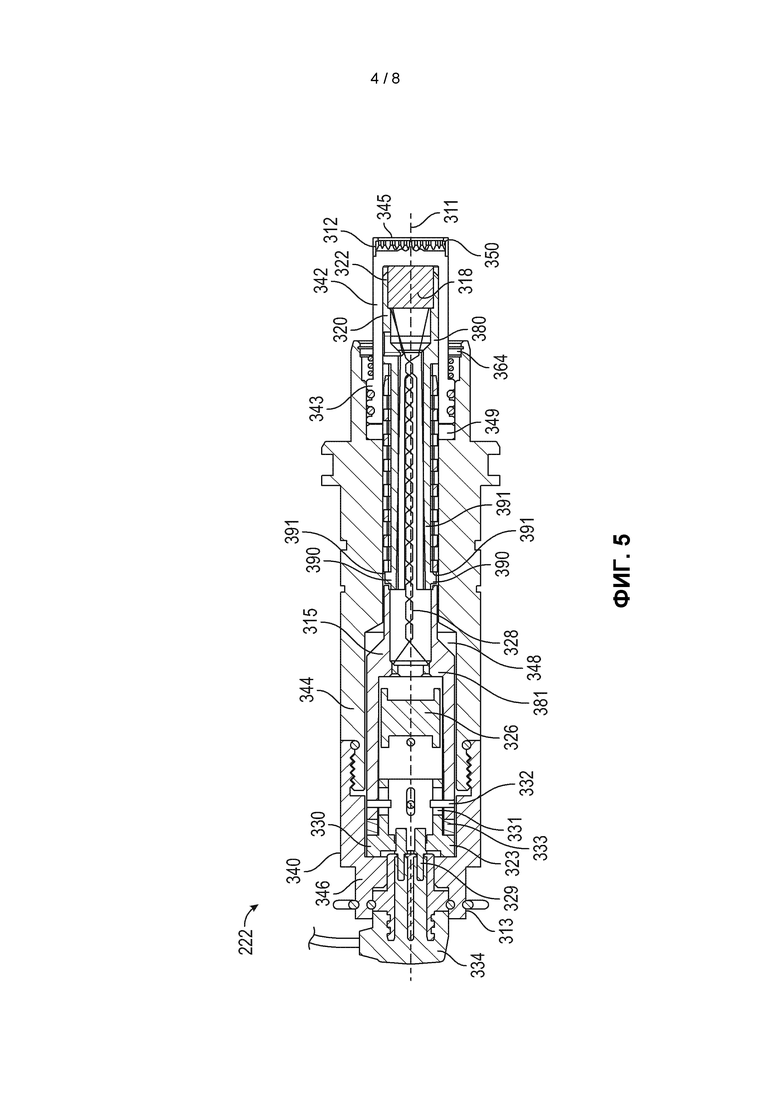
[0050] На ФИГ. 5 и ФИГ. 6 представлены виды в увеличенном масштабе преобразовательного узла 222 который может быть включен в преобразовательные узлы 108, 110, 112, 114, 116, 118, 120 или 122 расходомера 100. Узел 222 преобразователя имеет центральную ось 311, проходящую между первым или передним концом 312, который размещен вблизи или в пределах сквозного прохода 104 (ФИГ. 2), и вторым или задним концом 313, разнесенным с первым концом 312 и предназначенным для расположения снаружи сквозного прохода 104 и снаружи трубной секции 102. Узел преобразователя 222 содержит пьезоэлектрическую капсулу 315, герметизированную внутри корпуса 340 преобразователя. Капсула 315 содержит пьезоэлектрический элемент или кристалл 318, расположенный возле переднего конца 312. Для простоты узел 222 преобразователя, имеющий пьезоэлектрическую капсулу 315, можно называть ультразвуковым преобразователем. Пьезоэлектрическая капсула 315 содержит удлиненное тело 320, проходящее вдоль центральной оси 311 от первого конца 322 до второго конца 323, трансформатор 326, расположенный в теле 320 вблизи второго конца 323, и концевой колпачок 330 на втором конце 323. Трансформатор 326 в осевом направлении отделен промежутком от пьезоэлектрического кристалла 318. Через корпус 320 проходят множество проводников 328, которые электрически связывают кристалл 318 с трансформатором 326. Множество проводящих штырей 329, удерживаемых в концевом колпачке 330, электрически связывают трансформатор 326 и извлекаемый соединительный шнур или кабельный разъем 334. Концевой колпачок 330 содержит проходящие аксиально пазы 331 в боковой стенке, в которых размещены штыри 332, проходящие радиально внутрь из тела 320. Между концевым колпачком 330 и телом 320 зажат упругий элемент 333. При таком расположении колпачок 330 выполнен с возможностью перемещения аксиально на заданное расстояние (например, на осевую длину пазов 331) относительно штырей 332 и тела 320 с отклонением от тела 320 упругим элементом 333. Благодаря установке колпачка 330 на тело 320 пьезоэлектрическая капсула 315 может быть удлинена для того чтобы прочно, но бережно удерживать трансформатор 326 внутри капсулы 315 с пьезоэлектрическим кристаллом 318, прижатым к наружному корпусу 340 или от него на конце 312. Упругий элемент 333 представляет собой, например, винтовую пружину или волнистую пружину.
[0051] Как показано на ФИГ. 5 и ФИГ. 6, наружный корпус 340 содержит трубчатый передний колпачок 342, проходящий от переднего конца 312, трубчатое тело или ствол 344, и фиксатор шнура или фиксатор 346 преобразователя, проходящий к заднему концу 313, и ступенчатый канал или отверстие 348, которые проходят через фиксатор 346, ствол 344 и колпачок 342. Корпус 340 или различные элементы корпуса 340 обычно могут иметь цилиндрическую форму и могут быть выполнены из металла. Например, корпус 340 может быть получен из металлов, например, таких как титан, титановый сплав, сплав Inconel® или нержавеющая сталь. Колпачок 342 проходит вдоль оси 311 от герметичной концевой муфты 343 к дальнему концу 345, который соответствует концу 312 преобразовательного узла 222. Колпачок 342 содержит массив 350 миниатюрных рупоров на своем дальнем конце 345. Передний колпачок 342 может также называться согласующим кончиком, и в этой структуре массив 350 миниатюрных рупоров колпачка 342 служит в качестве монолитного согласующего слоя для согласования акустических импедансов между имеющим высокий импеданс пьезоэлектрическим кристаллом 318 и имеющей низкий импеданс текучей средой, протекающей в центральном проходе 104. Передний колпачок 342, включая массив 350 миниатюрных рупоров, может быть получен из металла, примеры которого указаны выше. В различных вариантах реализации колпачок 342 является монолитной структурой.
[0052] В узле на ФИГ. 5 пьезоэлектрическая капсула 315 размещена в отверстии 348 и находится внутри фиксатора 346, ствола 344 и колпачка 342. Фиксатор 346 преобразователя навинчен на ствол 344 с противоположной стороны от переднего конца 312. Кабельный разъем 334 удерживается внутри фиксатора 346. Конец 343 переднего колпачка 342 герметично соединен со стволом 344 и упирается в изолирующее уплотнительное кольцо 349. Передний колпачок 342 и уплотнительное кольцо 349 удерживаются внутри ствола 344 различными фиксирующими элементами 364, в число которых входят изолирующая пружина, изолирующая шайба и стопорное кольцо. Как лучше всего видно на ФИГ. 6, между пьезоэлектрическим кристаллом 318 и внутренней поверхностью переднего колпачка 342 на переднем конце 312 расположен сопрягающий диск 366. В данном варианте реализации сопрягающий диск 366 является электрически изолирующим и выполнен из полиамидной пленки DuPontTM Kapton®. В некоторых вариантах реализации используют другие материалы, тогда как в других сопрягающего диска 366 нет.
[0053] В примере на ФИГ. 5 и ФИГ. 6 длину пьезоэлектрической капсулы 315 можно регулировать. Тело 320 капсулы 315 содержит первый элемент 380, выполненный с возможностью установки и удаления из второго элемента 381. Для изменения аксиальной длины тела 320 положение элемента 380 относительно элемента 381 может быть отрегулировано и зафиксировано запирающим язычком 390 или множеством запирающих язычков 390, размещенных в различных отверстиях 391. Некоторые варианты реализации включают пьезоэлектрическую капсулу без первого элемента, выполненного с возможностью вставки во второй элемент и извлечения оттуда с помощью запирающего язычка или пары запирающих язычков, размещенных в любом из различных отверстий для регулируемой длины.
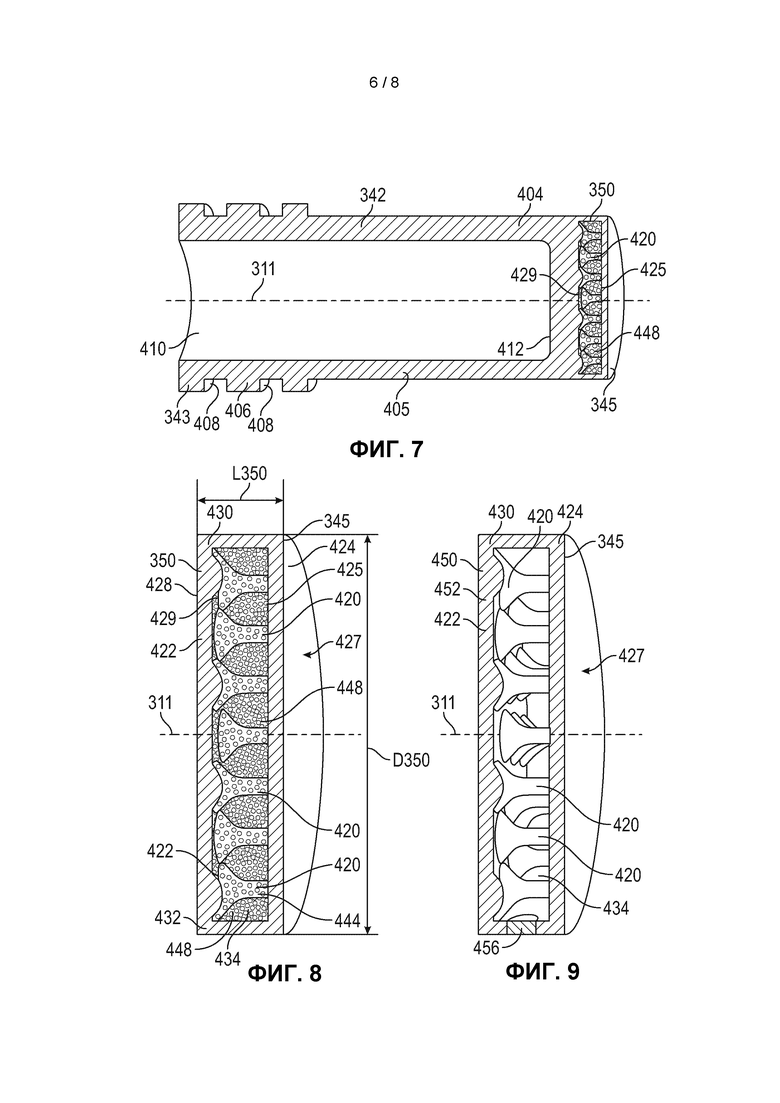
[0054] На ФИГ. 7 представлен вид в увеличенном масштабе переднего колпачка 342 и его массива 350 миниатюрных рупоров, который размещен на дальнем конце 345, причем оба проходят вдоль оси 311. Кроме того, колпачок 342 содержит трубчатое тело 404, проходящее аксиально от массива 350 миниатюрных рупоров к герметичной концевой муфте 343. Тело 404 колпачка содержит горло 405, соединенную с решеткой 350, расширенную секцию 406, проходящую от горловины 405 к концу 343, множество наружных канавок 408 в секции 406 и отверстие или цилиндрическую камеру 410, которая проходит внутрь через конец 343 в горло 405 и к решетке 350. Канавки 408 выполнены с возможностью размещения уплотнителей, таких как уплотнительное кольцо. Таким образом, внутри тела 404 камера 406 открыта на конце 343 и содержит закрытый конец 412. Камера 410 образует часть ступенчатого отверстия 348 в корпусе 340, в котором размещен пьезоэлектрический канал 318 (ФИГ. 5).
[0055] На ФИГ. 8 показан вид в сечении массива 350 миниатюрных рупоров для переднего колпачка 342. Массив 350 миниатюрных рупоров имеет в целом цилиндрическую форму, размещен вокруг центральной или продольной оси 311 и содержит множество рупоров 420, проходящих от основания или задней пластины 422 к передней пластине 424, которая размещена на конце 345. Задняя пластина 422 проходит аксиально от первого конца 428 ко второму концу 429, противоположному первому концу. Передняя пластина 424, которая отделена промежутком от задней пластины 422 вдоль оси 311, содержит первый конец 425 и второй конец или наружную поверхность 427. Как показано на ФИГ. 8, рупоры 420 представляют собой круглые сужающиеся структуры, которые в основном имеют форму, напоминающую прямой рожок. В различных вариантах реализации рупоры 420 сплошные. Кольцевая стенка 430 проходит аксиально между пластинами 422, 424 и окружает рупоры 420. Стенка 430 и пластины 422, 424 образуют не имеющую отверстий оболочку 432 с замкнутой полостью 434, которая содержит рупоры 420. Полость 434 оболочки 432 проходит аксиально от поверхности 429 на задней пластине 422 к первому концу 425 передней пластины 424, противоположному наружной поверхности 427. Внутренний второй конец 429 задней пластины 422 содержит и может называться ближней концевой поверхностью 429 для оболочки 432 и ее полости 434. Внутренний первый конец 425 передней пластины 424 может также называться дальней концевой поверхностью 425 для оболочки 432 и ее полости 434. В этом контексте ближний и дальний указаны относительно закрытого конца 412 камеры 410 внутри колпачка 342 (ФИГ. 7), в котором размещен пьезоэлектрический кристалл 318 (ФИГ. 5). Как показано на ФИГ. 8, диаметр D350 массива 350 миниатюрных рупоров может составлять, например, приблизительно один дюйм. Задняя пластина 422 может иметь, например, ширину приблизительно равную 0,15 дюймам вдоль оси 311. В качестве примера передняя пластина 424 может иметь ширину, равную 0,03 дюймам вдоль оси 311, а длина L350 решетки 350 может иметь значение, равное 0,28 дюймам.
[0056] Как показано на ФИГ. 8, рупор 420 содержит участок 442 основания рупора, смежный с ближней концевой поверхностью 429 оболочки 432, и участок 444 горловины рупора, который проходит от участка 442 основания рупора в направлении от ближней концевой поверхности 429 к дальней концевой поверхности 425 оболочки 432. В преобразовательном узле 222 на ФИГ. 5 участок 442 основания рупора 420 размещен вблизи пьезоэлектрического кристалла 318. В целом в варианте реализации, показанном на ФИГ. 8, участок 442 основания рупора расширяется в диаметре по направлению к передней пластине 424, а горло 444 либо продолжает расширение с меньшей скоростью, либо имеет постоянный диаметр. Участки 444 горловины рупора смежных рупоров 420 разнесены и отделены друг от друга промежутками в полости 434, и в данном примере смежные рупоры 420 разнесены и отделены друг от друга промежутками по всей длине рупоров 420 в полости 434 так, что участки 442 основания разнесены.
[0057] Массив 350 миниатюрных рупоров может содержать, например, от 12 до 100 рупоров 420. Множество рупоров 420 и передняя пластина 424 обеспечивают эффективный согласующий слой акустической рабочей области. В некоторых вариантах реализации в пределах этого диапазона содержатся от 30 до 45 рупоров. Массив 350 миниатюрных рупоров может быть выполнена с возможностью работы, например, с рабочей частотой для пьезоэлектрического кристалла 318 в диапазоне 50-500 килогерц и акустическим импедансом в диапазоне 0,1-7 мегарейл. В некоторых вариантах реализации в пределах этого диапазона используют рабочую частоту 125 МГц. Каждый рупор 420 содержит основание, смежное с задней пластиной 422, и горло, проходящее от основания и смежное с передней пластиной 424. Площадь сечения горловины направлении меньше площади сечения основания направлении. Варианты реализации массива 350 миниатюрных рупоров могут включать рупоры 420, имеющие различные формы, такие как формы рупоров массивах 350 миниатюрных рупоров, описанных в патенте США № 9,506,790, поданном 24 марта 2015 г. и озаглавленном «Transducer Mini-Horn Array for Ultrasonic Flow Meter», который полностью включен в настоящий документ путем ссылки для всех целей.
[0058] Как показано на ФИГ. 7 и ФИГ. 8, массив 350 миниатюрных рупоров полностью выполнен способом аддитивного производства, который может называться также способом трехмерной (3D) печати, и включает в себя метод 3D-печати или множество методов, или этапов 3D-печати. Примеры методов 3D-печати включают планирование процесса построения, осаждение тонких слоев порошка и нагревание части или всего осажденного слоя. Порошок может называться порошковым материалом или наплавляемым материалом. Термин 3D-печать может также означать способ 3D-печати в целом. Способ 3D-печати для изготовления массива 350 миниатюрных рупоров может включать одну настройку или один сеанс 3D-принтера. Например, в некоторых примерах никакую часть массива 350 миниатюрных рупоров, изображенной на ФИГ. 8, не извлекают из 3D-принтера до тех пор, пока ее не печатают полностью. Для некоторых вариантов реализации первый конец 428 задней пластины 422 строят непосредственно на теле 404 колпачка, изображенном на ФИГ. 7, методом 3D-печати. В некоторых примерах массив 350 миниатюрных рупоров получают методом 3D-печати и затем прикрепляют к телу 404 переднего колпачка с помощью сварки, связывания, пайки, применения эпоксидной смолы, диффузионного связывания или другого подходящего метода, чтобы построить передний колпачок, такой как передний колпачок 342 на ФИГ. 7.
[0059] Метод 3D-печати для массива 350 миниатюрных рупоров может включать осаждение слоя за слоем порошка, который может быть связан или сплавлен. 3D-печать может начинаться, например, с построения первого конца 428 задней пластины 422 в качестве основания или нижней сплавной поверхности для изготовления. Каждый слой может быть нагрет фокусированным лазером или нагревательной лампой, причем и то, и другое может сплавлять весь слой, подверженный нагреву, или его часть. Одним таким методом 3D-печати является прямое лазерное спекание металлов (ПЛСМ). Для некоторых вариантов реализации сначала формируют заднюю пластину 422 слой за слоем, наплавляют рупоры 420 и стенку 430 слой за слоем и, наконец, формируют переднюю пластину 424 слой за слоем. Для некоторых вариантов реализации стенка 430 окружает заднюю пластину 422 и переднюю пластину 424, так что стенка 430 охватывает заднюю пластину 422 и переднюю пластину 424 по длине вдоль оси, а также рупоры 420 по длине вдоль оси. Для любых из этих вариантов реализации можно сказать, что стенку 430 наплавляют одновременно с задней стенкой 422, передней стенкой 424 и рупорами 420 с использованием метода 3D-печати. Методом 3D-печати формируют не имеющую отверстий оболочку 432, которая полностью изолирует, например, герметично изолирует, от проникновения или потери газа, твердого вещества или жидкости, что стабилизирует акустические рабочие характеристики массива 350 миниатюрных рупоров в качестве согласующего слоя для преобразовательного узла 222. Таким образом, заднюю пластину 422, переднюю пластину 424, рупоры 420 и стенку 430 строят в ходе использования одного и того же метода или процесса 3D-печати. Оболочку 432 герметизируют во время 3D-печати после начала или завершения формирования передней пластины 424. В полости 434 промежутки между рупорами 420 заполняют сыпучим или несплавленным порошком 448, являющимся частью того же самого наплавляемого материала, который осаждали слой за слоем. Наличие несплавленного порошка 448 между пластинами 422, 424 и между рупорами 420 внутри замкнутой оболочки 432 может обеспечивать преимущество с точки зрения характеристик передачи или связывания переднего конца 312 между кристаллом 318 преобразователя и текучей средой, которая может протекать в проходе 104 расходомера 100 (ФИГ. 2). Также можно было бы использовать метод 3D-печати, который строит переднюю пластину 424 в качестве основания или нижней поверхности для изготовления перед наплавлением рупоров 420 и задней пластины 422. Во время изготовления возможны другие ориентации. Однородность типа материала (сплавленного или несплавленного) по всем массиве 350 миниатюрных рупоров может иметь практическую значимость для структурных и акустических рабочих характеристик решетки 350 в качестве согласующего слоя для преобразовательного узла 222. Например, наличие несплавленного металлического порошка в решетке 350 может гасить нежелательное акустические колебания или вибрацию в решетке 350, и обеспечивает решетку 350 заполняющим материалом, который имеет тот же самый или по существу аналогичный коэффициент теплового расширения, что и оболочка 432. Построение таким образом массива 350, не имеющего отверстий и содержащего остатки несплавленного металлического порошка внутри оболочки 432, снижает производственные расходы, связанные с удалением несплавленного порошка и дополнительным этапом добавления отдельного кольца для заключения в него массива миниатюрных рупоров.
[0060] Вариант реализации, изображенный на ФИГ. 9, представляет собой массив 450 миниатюрных рупоров, который обладает всеми элементами массива 350 миниатюрных рупоров за исключением того, что в массиве 450 отсутствует несплавленный порошок. Массив 450 миниатюрных рупоров содержит, например, оболочку 452, образованную задней пластиной 422, передней пластиной 424 и кольцевой стенкой 430. Оболочка 452 содержит замкнутую полость 434, которая содержит множество рупоров 420, проходящих от задней пластины 422 к передней пластине 424. Рупоры 420 разнесены относительно друг друга, как описано ранее. Массив 450 миниатюрных рупоров может быть получен с помощью того же самого способа/метода 3D-печати, что и массив 350 миниатюрных рупоров, создающего оболочку 452 в виде не имеющей отверстий оболочки. Последующие этапы изготовления могут включать сверление отверстия, или множества отверстий, или дыр в стенке 430 или в другом месте и удаление несплавленного порошка из полости 434. В некоторых вариантах реализации массив 450 миниатюрных рупоров может быть получен аналогичным способом, что и массив 350 миниатюрных рупоров, но с отверстиями, формируемыми в оболочке 452 методом 3D-печати, чтобы сделать возможным удаление несплавленного порошка. Для таких вариантов реализации просверленные отверстия или дыры могут быть позже заполнены заплаткой или заплатками 456 с помощью сварки, пайки, нанесения эпоксидной смолы или другого подходящего метода для повторной герметизации оболочки 452 и ее полости 434. Поэтому оболочку 452 массива 450 миниатюрных рупоров выполняют из сплавляемого порошка и из дополнительного материала. Таким образом, после 3D-печати оболочка 452 становится не имеющей отверстий оболочкой. В различных вариантах реализации полость 434 оболочки 452 может быть заполнена воздухом или выбранными газом, жидкостью, гелем или другим веществом. Массив 450 миниатюрных рупоров может быть наплавлена непосредственно на тело колпачка методом 3D-печати, или решетка 450 может быть получена методом 3D-печати и впоследствии прикреплена к телу переднего колпачка другим подходящим методом, как описано выше в отношении решетки 350.
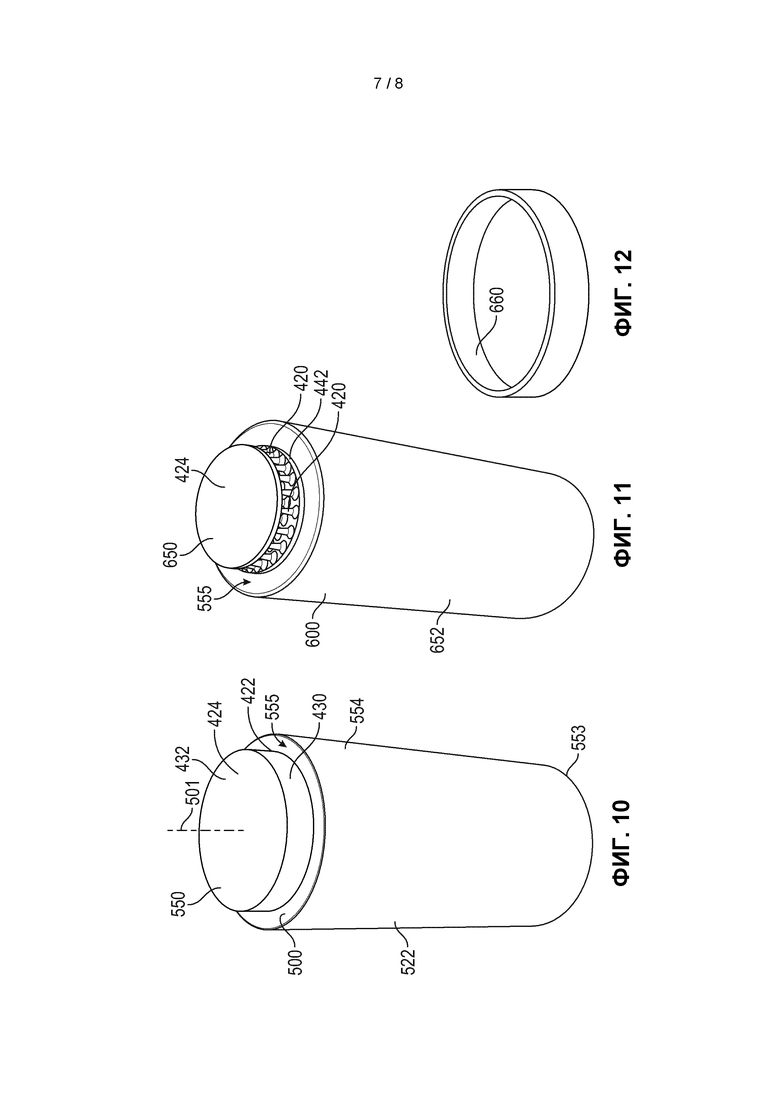
[0061] На ФИГ. 10 приведен пример построения массива миниатюрных рупоров непосредственно на теле переднего колпачка с использованием метода 3D-печати. На ФИГ. 10 цилиндрический частично завершенный передний колпачок 500 проходит вдоль продольной оси 501 и содержит массив 550 миниатюрных рупоров, изготовленную непосредственно на твердом куске цилиндрической заготовки 552 методом 3D-печати. Заготовка 552 проходит от первого конца 553 ко второму концу 554, который содержит концевую поверхность 555, проходящую радиально. Массив 550 миниатюрных рупоров содержит те же самые элементы, что и массив 350 миниатюрных рупоров, изображенный на ФИГ. 7 и ФИГ. 8. В качестве примеров, решетка 550 содержит заднюю пластину 422, кольцевую стенку 430 и переднюю пластину 424, образующие не имеющую отверстий оболочку 432. Хотя на ФИГ. 10 не показано, оболочка 432 включает замкнутую полость, содержащую множество рупоров, окруженных несплавленным порошком, которые герметизированы оболочкой 432. Порошок, используемый для формирования отвержденной решетки 550, и несплавленный порошок внутри решетки 550 могут быть порошкообразной версией того же самого материала, что и твердая заготовка 552, или может быть использован другой материал.
[0062] На ФИГ. 10 открытые поверхности массива 550 миниатюрных рупоров являются неровными вследствие метода 3D-печати, который использовали в данном примере, а заготовка 552 для тела колпачка сделана с запасом и имеет диаметр, превышающий диаметр решетки 550. Для преобразования частично завершенного переднего колпачка 500 в готовый передний колпачок 342 массив 550 миниатюрных рупоров может быть зажата в патроне токарного станка, например, чтобы заготовку 552 можно было обработать на станке для получения тела 404 колпачка (ФИГ. 7). В ходе этого процесса заготовка 552, изображенная на ФИГ. 10, должна быть подвергнута механической обработке до получения правильного диаметра или диаметров, включая увеличенную часть на конце с множеством внешних канавок. Если заготовка 552 первоначально не концентрична с решеткой 550, эта проблема тоже будет решена путем механической обработки. Необходимо добавить отверстие или цилиндрическую камеру (например, камеру 410, изображенную на ФИГ. 7), проходящую через большую часть длины заготовки 552 вдоль оси. После механической обработки заготовки 552 она может быть зажата, и наружная поверхность массива 550 миниатюрных рупоров может быть подвергнута механической обработке, чтобы сделать ее гладкой и добиться выбранного диаметра и выбранной толщины стенки для передней пластины 424. После формирования, как описано со ссылкой на ФИГ. 10, колпачок 342, изображенный на ФИГ. 7, представляет собой монолитную структуру, которая содержит несколько частей, полученных из материала разными способами изготовления. В случае данного варианта реализации колпачок 342 содержит тело 404, полученное обычной механической обработкой, и массив 550 миниатюрных рупоров, полученную 3D-печатью.
[0063] В некоторых вариантах реализации, изображенных на ФИГ. 10, перед добавлением массива 550 миниатюрных рупоров заготовка 552 содержит отверстие или цилиндрическую камеру 410 (например, на ФИГ. 7), проходящую внутрь от первого конца 553 ко второму концу 554, или содержит другие признаки тела 404 переднего колпачка. В некоторых вариантах реализации массив миниатюрных рупоров наплавляют непосредственно на полностью полученное тело 404 переднего колпачка методом 3D-печати, и могут подвергнуть механической обработке для приведения в соответствие с диаметром тела 404 колпачка.
[0064] На ФИГ. 11 показана возможность изготовления массива миниатюрных рупоров с использованием 3D-печати для создания части оболочки с рупорами внутри и последующего добавления остальной части оболочки по завершении процесса/метода 3D-печати. На ФИГ. 11 показан частично завершенный передний колпачок 600, имеющий часть массива 660 миниатюрных рупоров, изготовленного непосредственно на концевой поверхности 555 цилиндрической заготовки 652 методом 3D-печати. На этой стадии способа решетка 650 содержит заднюю пластину 422, переднюю пластину 424 и множество рупоров 420 без кольцевой боковой стенки вокруг рупоров. В данном примере несплавленный порошок между рупорами удален. На ФИГ. 12 показано кольцо 660, которое может быть установлено вокруг пластин 422, 424 и рупоров 420 узла 600 переднего колпачка, изображенного на ФИГ. 11, для формирования кольцевой стенки и завершения массива 660 миниатюрных рупоров. Размещение и прикрепление кольца 660 может быть выполнено путем охлаждения частично завершенного переднего колпачка 600 или нагревания кольца 660 для надевания или прижатия кольца 660 на место. В некоторых примерах прикрепление кольца 660 может быть выполнено путем сварки, пайки, нанесения эпоксидной смолы, диффузионного связывания или другого подходящего способа. Получающийся в результате вариант реализации может быть подвергнут машиной обработке в патроне токарного станка, например, для формирования переднего колпачка, аналогичного переднему колпачку 342, изображенному на ФИГ. 7, но без несплавленного порошка. После формирования, как описано со ссылкой на ФИГ. 11 и 12, передний колпачок представляет собой монолитную структуру, которая содержит несколько частей из материала, полученных разными способами изготовления. В случае данного варианта реализации передний колпачок содержит тело 404 (ФИГ. 7), полученное обычной механической обработкой, и мини-массив 650 миниатюрных рупоров, полученный 3D-печатью.
[0065] Кольцо 660 может быть изготовлено, например, механической обработкой, ковкой, литьем. В некоторых вариантах реализации кольцо 660 изготавливают из куска твердого материала. В некоторых вариантах реализации кольцо 660 изготавливают методом 3D-печати отдельно от части массива 660 миниатюрных рупоров, показанной на ФИГ. 11.
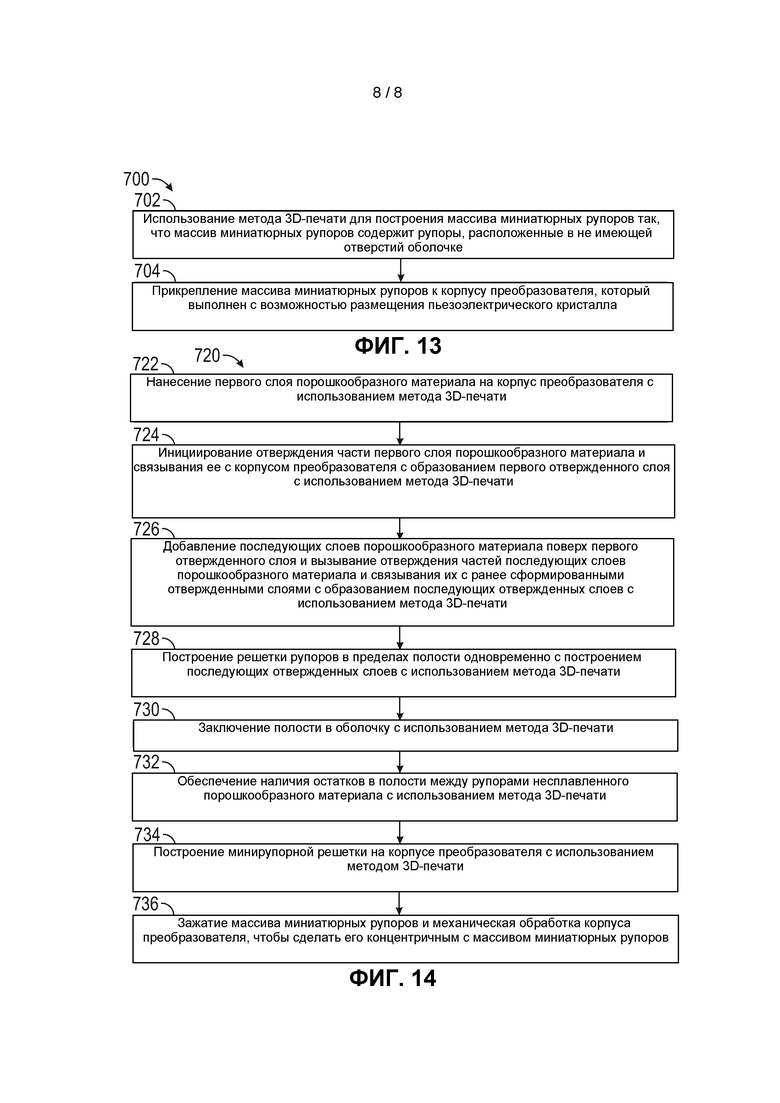
[0066] На ФИГ. 13 показан способ 700 изготовления массива миниатюрных рупоров в соответствии с принципами, раскрытыми в настоящем документе. В блоке 702 способ 700 включает использование метода 3D-печати для построения массива миниатюрных рупоров так, что массив миниатюрных рупоров содержит рупоры, размещенные в не имеющей отверстий оболочке. Блок 704 включает прикрепление массива миниатюрных рупоров к корпусу преобразователя, который выполнен с возможностью размещения пьезоэлектрического кристалла.
[0067] На ФИГ. 14 показан способ 720 изготовления массива миниатюрных рупоров в соответствии с принципами, раскрытыми в настоящем документе. Блок 722 включает нанесение первого слоя порошка на корпус преобразователя. Блок 724 включает инициирование отверждения части первого слоя порошка и связывания ее с корпусом преобразователя с образованием первого отвержденного слоя с использованием метода 3D-печати. Блок 726 включает добавление последующих слоев порошка поверх первого отвержденного слоя и, с использованием метода 3D-печати, взывание отверждения частей последующих слоев порошка и связывания их с ранее полученными отвержденными слоями с образованием последующих отвержденных слоев. Блок 728 включает построение решетки рупоров в полости одновременно с построением последующих отвержденных слоев с использованием метода 3D-печати. Блок 730 включает заключение полости в оболочку с использованием метода 3D-печати.
[0068] Блок 732 способа 720 включает обеспечение наличия остатков в полости между рупорами несплавленного порошка, например, в сыпучем состоянии с использованием метода 3D-печати. Блок 734 включает построение массива миниатюрных рупоров на корпусе преобразователя с использованием методом 3D-печати. В некоторых вариантах реализации способа массив миниатюрных рупоров имеет круглую форму и изготовлен на корпусе преобразователя концентрично с корпусом. В некоторых вариантах реализации при построении на корпусе преобразователя массив миниатюрных рупоров не концентрична с корпусом. Блок 736 включает зажатие массива миниатюрных рупоров и механическую обработку корпуса преобразователя, чтобы сделать его концентричным с массивом миниатюрных рупоров.
[0069] В случае некоторых реализаций в рамках способа 700 могут быть применены различные блоки способа 720. Некоторые варианты реализации способов 700, 720 могут включать меньше операций, чем описано. Некоторые варианты реализации способов 700, 720 могут включать дополнительные операции на основе других принципов, представленных где-либо в настоящем описании, включая связанные фигуры. Например, в некоторых вариантах реализации способ 700, 720 включает построение массива миниатюрных рупоров на заготовке, который получен не методом 3D-печати. В некоторых вариантах реализации способ включает механическую обработку заготовки для формирования части корпуса преобразователя.
[0070] Хотя были показаны и описаны примеры реализации, специалист в данной области техники может внести в них модификации в пределах объема и идей настоящего документа. Варианты реализации, описанные в настоящем документе, являются лишь примерами и не имеют ограничительного характера. Системы, устройства и способы, описанные в настоящем документе, возможны в множестве вариантов, комбинаций и модификаций в пределах объема настоящего изобретения. Соответственно, объем защиты ограничивается не вариантами реализации, описанными в настоящем документе, а приведенной далее формулой изобретения, объем которой включает все эквиваленты объекта изобретения формулы изобретения. Включение любого конкретного этапа или операции способа в письменное описание или фигуру необязательно означает, что эти конкретные этап или операция необходимы для способа. Этапы или операции способа, перечисленные в описании или формуле изобретения, могут быть выполнены в любом возможном порядке, за исключением тех конкретных этапов или операций, при наличии таковых, для которых последовательность выполнения указана явным образом. В некоторых реализациях два или более этапов или операций способа могут быть выполнены параллельно, а не последовательно.
Использование: для измерения расхода текучих сред. Сущность изобретения заключается в том, что расходомер содержит пару ультразвуковых преобразователей. Каждый преобразователь содержит корпус, пьезоэлектрический кристалл, размещенный внутри корпуса, и массив миниатюрных рупоров, связанный с корпусом. Массив миниатюрных рупоров, который может быть получен методом 3D-печати, содержит не имеющую отверстий оболочку, замкнутую полость внутри оболочки и множество рупоров, заключенных внутри замкнутой оболочки. Рупоры содержат участок основания рупора, смежный с ближней концевой поверхностью полости, и участок горловины рупора, который проходит от участка основания в направлении от пьезоэлектрического кристалла к дальней концевой поверхности полости. Внутри полости участки горловины рупоров отделены друг от друга промежутками, причем промежутки между горловиной рупоров могут быть заполнены порошком. Технический результат: обеспечение возможности создания технологичного и надежного ультразвукового преобразователя, позволяющего достоверно проводить измерение расхода текучих сред. 3 н. и 16 з.п. ф-лы, 14 ил.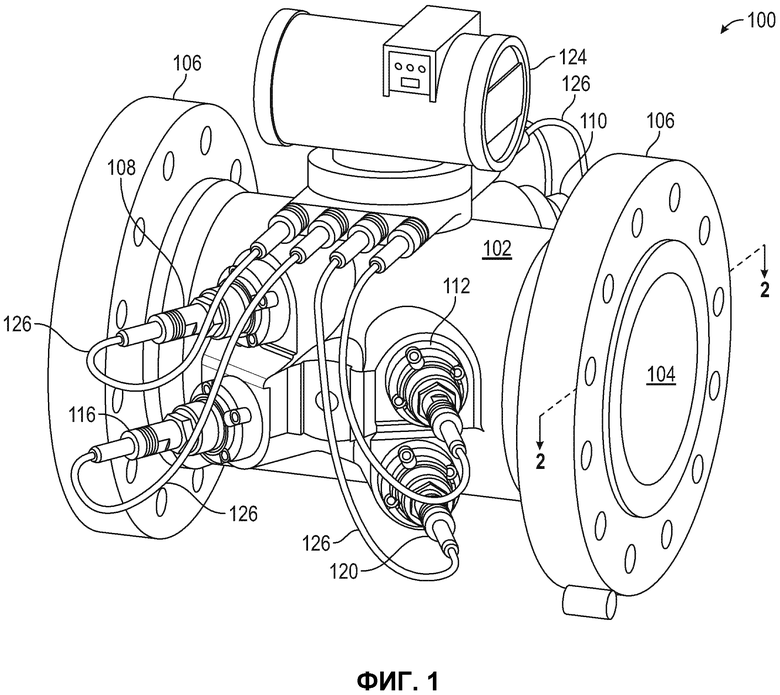
1. Ультразвуковой расходомер, содержащий:
корпус измерителя;
проход в корпусе измерителя для пропускания потока текучей среды, подлежащей измерению;
пару ультразвуковых преобразователей, связанных с корпусом измерителя и выполненных с возможностью формирования хордальной траектории через проход между преобразователями, при этом каждый преобразователь содержит:
корпус преобразователя;
пьезоэлектрический кристалл, размещенный в корпусе преобразователя; и
массив миниатюрных рупоров, связанный с корпусом преобразователя и содержащий:
не имеющую отверстий оболочку;
замкнутую полость внутри оболочки, причем полость имеет ближнюю концевую поверхность и дальнюю концевую поверхность; и
множество рупоров, заключенных в замкнутую полость, причем рупоры содержат участок основания рупора, смежный с ближней концевой поверхностью полости, и участок горловины рупора, который проходит от участка основания рупора в направлении от пьезоэлектрического кристалла к дальней концевой поверхности полости, при этом позиции горловины рупоров в указанной полости отделены друг от друга промежутками.
2. Ультразвуковой расходомер по п. 1, дополнительно содержащий порошок между рупорами в полости.
3. Ультразвуковой расходомер по п. 2, в котором оболочка содержит первый материал, а порошок содержит первый материал в порошкообразной форме.
4. Ультразвуковой расходомер по п. 1, в котором порошок заполняет пространства между рупорами в полости.
5. Ультразвуковой расходомер по п. 4, в котором оболочка содержит первый материал, а порошок содержит первый материал в порошкообразной форме.
6. Ультразвуковой расходомер по п. 1, в котором массив миниатюрных рупоров изготовлен методом 3D-печати.
7. Ультразвуковой расходомер по п. 6, в котором не имеющая отверстий оболочка герметизирована методом 3D-печати.
8. Ультразвуковой расходомер по п. 6, в котором корпус содержит трубчатый ствол, передний колпачок на переднем конце ствола и держатель преобразователя, связанный с задним концом ствола; причем
передний колпачок содержит трубчатое тело, а
массив миниатюрных рупоров сформирован непосредственно на трубчатом теле методом 3D-печати.
9. Способ изготовления ультразвукового преобразователя, включающий:
использование метода 3D-печати, построение массива миниатюрных рупоров так, что массив миниатюрных рупоров содержит рупоры, размещенные в не имеющей отверстий оболочке; и
прикрепление массива миниатюрных рупоров к корпусу преобразователя, который выполнен с возможностью размещения пьезоэлектрического кристалла.
10. Способ по п. 9, в котором использование метода 3D-печати и прикрепление массива миниатюрных рупоров к корпусу преобразователя включают:
нанесение первого слоя порошка на корпус преобразователя;
инициирование отверждения первого слоя порошка и связывания его с корпусом преобразователя с образованием первого отвержденного слоя;
добавление последующих слоев порошка поверх первого отвержденного слоя и инициирование отверждения частей последующих слоев порошка и связывания их с ранее полученными отвержденными слоями с образованием последующих отвержденных слоев;
построение решетки рупоров в полости одновременно с построением последующих отвержденных слоев и
заключение полости в оболочку с использованием метода 3D-печати.
11. Способ по п. 10, в котором использование метода 3D-печати включает: оставление несплавленного порошка между рупорами в полости.
12. Способ по п. 10, в котором массив миниатюрных рупоров имеет круглую форму и изготовлен на корпусе преобразователя концентрично с корпусом.
13. Способ по п. 10, в котором использование метода 3D-печати и прикрепление массива миниатюрных рупоров к корпусу преобразователя включают:
построение массива миниатюрных рупоров на корпусе преобразователя;
при этом способ дополнительно включает:
зажатие массива миниатюрных рупоров и
механическую обработку корпуса преобразователя так, что он концентричен массиву миниатюрных рупоров.
14. Способ по п. 9, в котором использование метода 3D-печати и прикрепление массива миниатюрных рупоров к корпусу преобразователя включают:
построение массива миниатюрных рупоров на заготовке, построенной методом, отличным от 3D-печати, и
механическую обработку заготовки для формирования части корпуса преобразователя.
15. Узел преобразователя для использования в ультразвуковом расходомере, содержащий:
корпус преобразователя, содержащий первый конец, второй конец и канал, проходящий между первым и вторым концами, и массив миниатюрных рупоров, который отделен промежутком от канала и проходит к первому концу; и
пьезоэлектрический кристалл, размещенный внутри канала вблизи первого конца корпуса преобразователя;
причем массив миниатюрных рупоров построен методом 3D-печати и содержит:
не имеющую отверстий оболочку;
множество рупоров, размещенных внутри оболочки, и
порошок, расположенный в оболочке между рупорами;
при этом не имеющая отверстий оболочка герметизирована методом 3D-печати с удержанием порошка внутри полости.
16. Узел преобразователя по п. 15, в котором корпус преобразователя содержит передний колпачок, имеющий трубчатое тело колпачка, и канал, проходящий в тело колпачка, и
причем массив миниатюрных рупоров выполнен непосредственно на теле колпачка с помощью 3D-печати.
17. Узел преобразователя по п. 16, в котором тело колпачка изготовлено методом, отличным от 3D-печати.
18. Узел преобразователя по п. 15, в котором оболочка содержит заднюю пластину, переднюю пластину, разнесенную с задней пластиной, и стенку, проходящую от задней пластины к передней пластине, и
причем задняя пластина, передняя пластина, стенка и рупоры построены одним и тем же методом 3D-печати.
19. Узел преобразователя по п. 15, в котором корпус содержит передний колпачок, проходящий от первого конца, трубчатый ствол, герметично соединенный с передним колпачком, держатель преобразователя, связанный со стволом и проходящий ко второму концу;
причем передний колпачок содержит трубчатое тело колпачка из заготовки, изготовленной методом, отличным от 3D-печати;
канал проходит в трубчатое тело колпачка; а
массив миниатюрных рупоров выполнен непосредственно на трубчатом теле с помощью 3D-печати.
| US 2016282160 A1, 29.09.2016 | |||
| US 2011273962 A1, 10.11.2011 | |||
| US 2012223620 A1, 06.09.2012 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА КОМПОНЕНТОВ ДВУХФАЗНОГО ПОТОКА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339915C1 |
| СПОСОБ И СИСТЕМА МНОГОПУТЕВОГО УЛЬТРАЗВУКОВОГО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПОТОКА ЧАСТИЧНО РАЗВИТЫХ ПРОФИЛЕЙ ПОТОКА | 2006 |
|
RU2392588C2 |

