Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к перемешивающим и перемешивающим устройствам для предварительной обработки, устройствам для изготовления гипсовой суспензии, устройствам для изготовления строительных плит, способам изготовления кальцинированного гипса для предварительной обработки, способам изготовления гипсовой суспензии и способам изготовления строительных плит.
Предпосылки к созданию изобретения
[0002] Гипсовая суспензия, используемая в качестве сырья для гипсовой плиты или тому подобного, готовится путем перемешивания полуводного гипса, воды и, например, различных видов добавок в некоторых случаях.
[0003] При приготовлении гипсовой суспензии путем добавления воды к полуводному гипсу гипс может стать очищенным и образовывать большое количество мелких зерен. Если образуется большое количество мелких зерен полуводного гипса и площадь поверхности полуводного гипса увеличивается, степень гидратации полуводного гипса становится чрезвычайно большой, и гипсовые изделия, такие как гипсовые плиты или тому подобное, изготовленные с использованием гипсовой суспензии, могут потребовать длительного времени и большого количества энергии для сушки и удаления избыточной влаги из гипсовых изделий.
[0004] Соответственно, как раскрыто в патентном документе 1, например, улучшенная обработка обычно выполняется с использованием быстро вращающейся сбивалки, лопастного блендера или тому подобного, для перемешивания полуводного гипса с водой в диапазоне 1-10% в соответствии с весовым соотношением. Путем перемешивания полуводного гипса с водой за счет улучшенной обработки можно приготовить гипсовую суспензию при уменьшении образования мелких зерен полуводного гипса.
[0005] В дополнение к улучшенной обработке предварительная обработка обычно выполняется заранее для перемешивания полуводного гипса и различных видов добавок, таких как красители или тому подобное, с использованием блендера с лопастями или тому подобного.
Документы предшествующего уровня техники
Патентные документы
[0006] Патентный документ 1: выложенная для всеобщего ознакомления патентная публикация № S55-37499
Раскрытие изобретения
Проблема, решаемая изобретением
[0007] Однако, смеситель, такой как лопастной блендер или тому подобное, который обычно используется для предварительной обработки полуводного гипса, должен перемешивать полуводный гипс и добавки, такие как вода или тому подобное, при замешивании полуводного гипса и добавок в направлении высоты, что требует большого количества энергии. Более того, при увеличении масштаба такого смесителя в соответствии с промышленным масштабом возникает проблема в том, что требуется даже большее количество энергии или тому подобное.
[0008] Настоящее изобретение задумано с учетом проблемы предшествующего уровня техники, описанной выше, и одной целью в соответствии с одним аспектом настоящего изобретения является создание перемешивающего и взбалтывающего устройства для предварительной обработки, которое может уменьшить потребление энергии.
Средства решения проблемы
[0009] Для решения описанной выше проблемы в соответствии с одним аспектом настоящего изобретения описано перемешивающее и взбалтывающее устройство для предварительной обработки, расположенное на стадии, предшествующей перемешивающему и взбалтывающему устройству для образовании суспензии, которое образует гипсовую суспензию путем перемешивания полуводного гипса и воды и выполнения предварительной обработки путем перемешивания полуводного гипса с одним или более видами добавок, выбранных из жидкостей и порошков, включает в себя
цилиндрический корпус, имеющий верхнюю пластину, нижнюю пластину, расположенную напротив верхней пластины, боковую пластину, расположенную между верхней пластиной и нижней пластиной, и область для перемешивания и взбалтывания, в которой полуводный гипс и добавка перемешиваются и взбалтываются во внутренней части, окруженной верхней пластиной, нижней пластиной и боковой пластиной;
дискообразную вращающуюся пластину, расположенная внутри корпуса;
вращающийся приводной вал, проходящий через верхнюю или нижнюю пластину корпуса и соединенный с вращающейся пластиной;
отверстие для подачи полуводного гипса, расположенное в верхней пластине и выполненное с возможностью подачи полуводного гипса в область для перемешивания и взбалтывания; и
отверстие для подачи добавки, расположенный в одной или обеих из верхней пластины и боковой пластины и выполненное с возможностью подачи добавки в область для перемешивания и взбалтывания.
Преимущества изобретения
[0010] В соответствии с одним аспектом настоящего изобретения можно создать перемешивающее и взбалтывающее устройство для предварительной обработки, которое может уменьшить потребление энергии.
Краткое описание чертежей
[0011] Фиг.1 - перспективный внешний вид перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления;
фиг.2 - частичный или прерывистый перспективный вид внутренней конструкции перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления;
фиг.3 - вид сверху, иллюстрирующий пример конструкции вращающейся пластины и скребка, если смотреть в положении, в котором верхняя пластина удалена;
фиг.4 - вид сбоку участка вращающейся пластины, имеющей профили зубьев;
фиг.5 - перспективный вид скребка;
фиг.6 - схема для объяснения устройства для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления;
фиг.7 - схема для объяснения устройства для изготовления строительной плиты в соответствии с настоящим вариантом осуществления.
Вариант осуществления изобретения
[0012] Варианты осуществления настоящего изобретения теперь будут описаны со ссылкой на прилагаемые чертежи, однако, настоящее изобретение не ограничивается нижеследующими вариантами осуществления, и различные изменения и замены могут быть осуществлены в нижеследующих вариантах осуществления без отхода от объема настоящего изобретения.
[Перемешивающее и взбалтывающее устройство для предварительной обработки]
Будет описан пример конструкции перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления.
[0013] Перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления относится к перемешивающему и взбалтывающему устройству для предварительной обработки, расположенному на стадии, предшествующей перемешивающему и взбалтывающему устройству для образовании суспензии, которое образует гипсовую суспензию путем перемешивания полуводного гипса и воды и выполняет предварительную обработку путем перемешивания полуводного гипса с одним или более видами добавок, выбранных из жидкостей и порошков. Перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления может иметь конструкцию, включающую нижеследующее.
[0014] Цилиндрический корпус имеет верхнюю пластину, нижнюю пластину, расположенную напротив верхней пластины, боковую пластину, расположенную между верхней пластиной и нижней пластиной, и область для перемешивания и перемешивания, в которой полуводный гипс и добавка перемешиваются и перемешиваются во внутренней части, окруженной верхней пластиной, нижней пластиной и боковой пластиной.
Внутри корпуса расположена дискообразная вращающаяся пластина.
[0015] Вращающийся приводной вал проходит через верхнюю или нижнюю пластину корпуса и соединен с вращающейся пластиной.
[0016] Отверстие для подачи полуводного гипса расположено в верхней пластине и выполнено с возможностью подачи полуводного гипса в область для перемешивания и перемешивания.
[0017] Отверстие для подачи добавки расположено в одной или обеих из верхней пластины и боковой пластины и выполнено с возможностью подачи добавки в область для перемешивания и перемешивания.
[0018] Обычно, смеситель, такой как лопастной блендер или тому подобное, который широко используется для предварительной обработки полуводного гипса, должен перемешивать полуводный гипс и добавки, такие как вода или тому подобное, при замешивании полуводного гипса и добавок в направлении высоты, таким образом, требуя большого количества энергии, как описано выше. С другой стороны, перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления может вращать дискообразную вращающуюся пластину, расположенную внутри цилиндрического корпуса, и перемешивать и взбалтывать полуводный гипс и добавку, подаваемые в область для перемешивания и перемешивания, под действием центробежной силы. По этой причине, поскольку полуводный гипс или тому подобное не нужно замешивать в направлении высоты, в отличие от обычно используемого смесителя, такого как лопастной блендер или тому подобное, описанного выше, можно уменьшить энергию, необходимую для взбалтывания и перемешивающее и взбалтывающее устройство для предварительной обработки может иметь уменьшенное потребление энергии.
[0019] Пример конструкции перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления будет описан ниже со ссылкой на фиг.1-5.
[0020] Фиг.1 - перспективный внешний вид перемешивающего и взбалтывающего устройства 10 для предварительной обработки в соответствии с настоящим вариантом осуществления, фиг.2 - частичный или прерывистый перспективный вид внутренней конструкции перемешивающего и взбалтывающего устройства 10 для предварительной обработки в соответствии с настоящим вариантом осуществления. Кроме того, фиг.3 - вид сверху примера конструкции вращающейся пластины и скребка, если смотреть в положении, когда верхняя пластина удалена. На фиг.3 изображение трубы для подачи добавки, выпускного отверстия или тому подобного, расположенных на наружной окружности боковой пластины 113 опущено. фиг.4 - вид сбоку участка вращающейся пластины, имеющей профили зубьев, и вид сбоку вращающейся пластины 22, если смотреть в направлении по стрелке A на фиг.3, фиг.5 - перспективный вид скребка. Одни и те же элементы обозначены одними и теми же ссылочными позициями, и их описание будет опущено.
[0021] Как показано на фиг.1 и 2, перемешивающее и взбалтывающее устройство 10 для предварительной обработки в соответствии с настоящим вариантом осуществления может включать в себя корпус 11, имеющий верхнюю пластину 111, нижнюю пластину 112, расположенную напротив верхней пластины 111, и боковую пластину 113, расположенную между верхней пластиной 111 и нижней пластиной 112. Корпус 11 имеет область 21 для перемешивания и взбалтывания, в которой полуводный гипс и добавка перемешиваются и взбалтываются во внутренней части, окруженной верхней пластиной 111, нижней пластиной 112 и боковой пластиной 113 (см. фиг.2).
[0022] Корпус 11 может иметь плоскую цилиндрическую форму. По этой причине верхняя пластина 111 и нижняя пластина 112 могут иметь форму пластины и круглую форму, как показано, например, на фиг.1. Боковая пластина 113 может иметь круглую форму, если смотреть в вертикальном направлении сверху верхней поверхности верхней пластины 111.
[0023] Верхняя пластина 111 и нижняя пластина 112 расположены с заданным разделением в направлении высоты, поскольку боковая пластина 113 расположена между верхней пластиной 111 и нижней пластиной 112. По этой причине область 21 для перемешивания и взбалтывания (см. фиг.2) в которой подаваемые полуводной гипс и добавка перемешиваются, образована внутри корпуса 11, как описано выше.
[0024] Средство регулировки внутреннего давления или тому подобное, которое не показано, может быть расположено в любой части корпуса 11, такой как на верхней пластине 111, например, для предотвращения чрезмерного увеличения внутреннего давления в области 21 для перемешивания и взбалтывания, например, внутри перемешивающего и взбалтывающего устройства 10 для предварительной обработки.
Корпус 11 может иметь вращающуюся пластину 22, имеющую дискообразную форму (см. фиг.2). Вращающаяся пластина 22 выполнена с возможностью вращения. В перемешивающем и взбалтывающем устройстве 10 для предварительной обработки в соответствии с настоящим вариантом осуществления полуводный гипс и добавка, подаваемые в область 21 для перемешивания и взбалтывания путем вращения вращающейся пластины 22 в направлении стрелки R на фиг.1, например, могут принудительно проходить в направлении вдоль окружности в наружной периферийной области под действием центробежной силы.
[0025] Как описано выше, поскольку вращающаяся пластина 22 перемешивает и взбалтывает полуводный гипс и добавку, подаваемые на ее верхнюю поверхность 22A, путем приложения центробежной силы к полуводному гипсу и добавке, вращающаяся пластина 22 может быть расположена таким образом, что постоянное разделение обеспечено между верхней поверхностью 22A вращающейся пластины 22 и нижней поверхностью 111A верхней пластины 111.
[0026] Размер вращающейся пластины 22 конкретно не ограничен. Однако, размер вращающейся пластины 22 предпочтительно выбирают таким образом, чтобы диаметр вращающейся пластины 22 приблизительно соответствовал диаметру внутренней окружности боковой пластины 113 для равномерного перемешивания полуводного гипса и добавки, подаваемых в корпус 11. Однако, при вращении вращающейся пластины 22 может быть образован зазор между вращающейся пластиной 22 и внутренней периферийной поверхностью боковой пластины 113 без контакта друг с другом.
[0027] Вращающаяся пластина 22, показанная на фиг.2, является пластиной, имеющей круглую форму и гладкую наружную окружность, но вращающаяся пластина 22 не ограничивается этим. Вращающаяся пластина 22 может иметь большое количество зубчатых профилей 31 по ее наружной окружности, как показано, например, на фиг.3. Посредством образования профилей 31 зубьев таким образом, можно более равномерно перемешивать полуводной гипс и добавку.
[0028] Как показано на фиг.3 и 4, профили 31 зубьев могут быть образованы путем обеспечения вырезов 32 во вращающейся пластине 22. Соответственно, вращающаяся пластина 22 может иметь вырезы 32 и профили 31 зубьев, расположенные в наружной периферийной области вращающейся пластины. Как показано на фиг.3, профили 31 зубьев и вырезы 32 могут быть поочередно расположены по наружной окружности вращающейся пластины 22.
[0029] Как показано на фиг.4, профиль 31 зуба предпочтительно выполнен таким образом, что угол θ между поверхностью 31A профиля 31 зуба, расположенной спереди по направлению вращения вращающейся пластины 22, и нижней торцевой поверхностью 31B профиля 31 зуба составляет 90° или меньше. Более предпочтительно, профиль 31 зуба выполнен таким образом, что угол θ, описанный выше, составляет менее 90°. Нижняя торцевая поверхность 31B профиля 31 зуба может называться нижней торцевой поверхностью вращающейся пластины 22. Поскольку поверхность 31A профиля 31 зуба, расположенная спереди по направлению вращения вращающейся пластины 22, имеет форму, описанную выше, полуводной гипс и добавка, которые падают в зазоры между внутренней периферийной поверхностью боковой пластины 113 и вырезами 32 и между внутренней периферийной поверхностью боковой пластины 113 и вращающейся пластиной 22, при вращении вращающейся пластины 22, выталкиваются профилями 31 зубьев для более равномерного взбалтывания полуводного гипса и добавки. Кроме того, поскольку поверхность 31A профиля 31 зуба, расположенная спереди по направления вращения вращающейся пластины 22, имеет форму, описанную выше, можно заставить полуводный гипс или тому подобное, конкретно проходить путем выталкивания полуводного гипса или тому подобного над верхней поверхностью вращающейся пластины 22 внутренней периферийной поверхности боковой пластины 113. Следовательно, можно удалять полуводный гипс или тому подобное, прилипшее к внутренней периферийной поверхности боковой пластины 113, с помощью поднятого полуводного гипса или тому подобного. Кроме того, если на внутренней периферийной поверхности боковой пластины 113 образованы отверстия 16A и 16B для подачи добавок или тому подобного, можно уменьшить прилипание полуводного гипса или тому подобного к отверстиям 16A и 16B для подачи добавок или тому подобном. Нижнее предельное значение угла θ, описанное выше, не является конкретно ограниченным, и может составлять, например, 10° или больше.
[0030] Вращающаяся пластина 22 не ограничена такой конструкцией, и, например, множество штифтов или тому подобного может быть расположено на верхней поверхности 22A перпендикулярно к верхней поверхности 22A для более равномерного перемешивания подаваемого полуводного гипса или тому подобного. При размещении множества штифтов на верхней поверхности 22А вращающейся пластины 22 штифты могут располагаться по наружной окружности вращающейся пластины 22 с постоянными интервалами или могут располагаться по диаметральному направлению вращающейся пластины 22. Вращающаяся пластина может содержать профили 31 зубьев, описанные выше, и может дополнительно иметь расположенные на ней штифты.
[0031] Вращающаяся пластина 22 расположена с возможностью вращения внутри корпуса 11, как описано выше, и для вращения вращающейся пластины 22 вращающийся приводной вал 13, который проходит через верхнюю пластину 111 или нижнюю пластину 112 корпуса 11, может быть соединен с вращающейся пластиной 22.
[0032] В примере, показанном на фиг.1, круглое отверстие 12 образовано в центральной области верхней пластины 111 корпуса 11, и увеличенный нижний конец 13A вертикального вращающегося приводного вала 13 проходит в круглое отверстие 12. Как показано на фиг.2, нижняя торцевая поверхность увеличенного нижнего конца 13A закреплена в центральной части верхней поверхности 22A вращающейся пластины 22. Отверстие, подобное отверстию, описанному выше, может быть образовано в нижней пластине 112 корпуса 11 для соединения вращающегося приводного вала с вращающейся пластиной 22.
[0033] Вращающийся приводной вал 13 может быть соединен с вращающим приводным устройством, которое не показано, таким как, например, электродвигатель или тому подобное, и вращающийся приводной вал 13 может вращаться в направлении стрелки R, например, для вращения вращающейся пластины 22 в соответствии с вращением вращающегося приводного вала 13. При необходимости между вращающим приводным устройством, которое не показано, и вращающимся приводным валом 13 может быть расположен вариатор или тому подобное.
[0034] Скорость вращения вращающегося приводного вала 13 и вращающейся пластины 22 конкретно не ограничена и может устанавливаться произвольно в соответствии с количествами или тому подобным полуводного гипса и добавки, которые поданы, и скорость вращения может составлять 200 об/мин или выше и 600 об/мин или ниже, например.
[0035] Как показано на фиг.1, в верхней пластине 111 корпуса 11 может быть образовано отверстие 14 для подачи полуводного гипса, выполненное с возможностью подачи полуводного гипса в область 21 для перемешивания и взбалтывания. Например, в верхней пластине 111 может быть образовано сквозное отверстие для использования в качестве отверстия 14 для подачи полуводного гипса. Как показано на фиг.1, труба 15 для подачи полуводного гипса может быть соединена с отверстием 14 для подачи полуводного гипса, как показано на фиг.1, и полуводный гипс может подаваться в область 21 для перемешивания и взбалтывания через трубу 15 для подачи полуводного гипса и отверстие 14 для подачи полуводного гипса. Труба 15 для подачи полуводного гипса может быть соединена с резервуаром для хранения полуводного гипса или тому подобным, который, например, не показан, и выполнена с возможностью подачи полуводного гипса из резервуара для хранения.
[0036] Кроме того, отверстия 16A и 16B для подачи добавки для подачи добавки в область 21 для перемешивания и взбалтывания могут быть расположены в одной или обеих из верхней пластины 111 и боковой пластины 113 корпуса 11. Например, в верхней пластине 111 и боковой пластине 113 могут быть образованы сквозные отверстия для использования в качестве отверстий 16A и 16B для подачи добавки.
[0037] Посредством образования отверстий для подачи добавки в верхней пластине, можно добавлять добавку в полуводный гипс, проходящий в области 21 для перемешивания и взбалтывания, и равномерно взбалтывать и перемешивать полуводный гипс и добавку.
[0038] Кроме того, посредством образования отверстий 16A и 16B для подачи добавки в боковой пластине 113 можно добавлять добавку в полуводный гипс, который перемещался к стороне наружной окружности области 21 для перемешивания и взбалтывания, под действием центробежной силы, приложенной вращающейся пластиной 22. Посредством добавления добавки из отверстий 16A и 16B для подачи добавки, образованных в боковой пластине 113, можно прикладывать давление в направлении к центру вращающейся пластины 22 относительно полуводного гипса и добавки, проходящих в области 21 для перемешивания и взбалтывания. По этой причине возможно уменьшить прилипание полуводного гипса или тому подобного к периферии или тому подобному отверстий 16A и 16B для подачи добавки на внутренней периферийной поверхности боковой пластины 113.
[0039] Отверстия для подачи добавки могут быть образованы в одной из верхней пластины и боковой пластины или в обеих из верхней пластины и боковой пластины.
[0040] Отверстия 16A и 16B для подачи добавок предпочтительно расположены над верхней поверхностью 22A вращающейся пластины 22, как показано, например, на фиг.2. Посредством расположения отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22 можно подавать добавку непосредственно в полуводный гипс или тому подобное, проходящий по верхней поверхности 22A вращающейся пластины 22. Кроме того, полуводный гипс или тому подобное, проходящий по верхней поверхности 22A вращающейся пластины 22, проходит в направлении вдоль окружности в наружной периферийной области под действием центробежной силы и циркулирует на внутренней периферийной поверхности боковой пластины 113. По этой причине, если отверстия 16A и 16B для подачи добавок образованы в боковой пластине 113, можно удалить полуводный гипс или тому подобное, прилипшее к внутренней периферийной поверхности боковой пластины 113, включая окрестности отверстий 16A и 16B для подачи добавки, или предотвратить прилипание полуводного гипса или тому подобного к внутренней периферийной поверхности боковой пластины 113. То есть, посредством расположения отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22 можно подавать добавку непосредственно в полуводный гипс или тому подобное. Кроме того, если отверстия 16A и 16B для подачи добавки образованы в боковой пластине 113, можно удалять полуводный гипс, прилипший к окрестностям отверстий 16A и 16B подачи добавки, или уменьшать прилипание полуводного гипса к боковой пластине 113.
[0041] Образование отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22 означает то, что по меньшей мере участок отверстий 16A и 16B для подачи добавки расположен в положении на высоте, более высоком или равном положению верхней поверхности 22A вращающейся пластины 22. Нижние торцевые поверхности отверстий 16A и 16B для подачи добавки более предпочтительно расположены в положении на высоте более высоком или равным положению верхней поверхности 22A вращающейся пластины 22. То есть, отверстия 16A и 16B для подачи добавки, в целом, еще более предпочтительно расположены в положении на высоте, более высоком или равном положению верхней поверхности 22A вращающейся пластины 22. Кроме того, при образовании множества отверстий для подачи добавки все отверстия для подачи добавки предпочтительно расположены над верхней поверхностью вращающейся пластины.
[0042] Отверстия 16A и 16B для подачи добавки могут быть образованы в боковой пластине 113, как описано выше, и при образовании отверстий 16A и 16B для подачи добавки в боковой пластине 113 отверстия 16A и 16B для подачи добавки могут быть расположены ниже верхнего конца боковой пластины 113.
[0043] Скорость потока, давление или тому подобное добавки, добавленной из отверстий 16A и 16B для подачи добавки, не являются конкретно ограниченными. Если отверстия 16A и 16B для подачи добавки образованы в боковой пластине 113, скорость потока добавки предпочтительно регулируется таким образом, что добавка перемещается в направлении к центру вращающейся пластины 22, например, в области 21 для перемешивания и взбалтывания. То есть, скорость потока добавки предпочтительно выбирают таким образом, что добавление добавки в область 21 для перемешивания и взбалтывания не замедляется посредством вытеснения полуводного гипса, проходящего в области 21 для перемешивания и взбалтывания.
[0044] Множество отверстий 16A и 16B для подачи добавки может быть образовано, и отверстия 16A и 16B для подачи добавки могут быть образованы, например, в двух местоположениях, показанных на фиг.1, или могут быть образованы в трех или более местоположениях. Кроме того, только одно отверстие для подачи добавки может быть образовано. Трубы 17A и 17B для подачи добавки могут быть соединены с отверстиями 16A и 16B для подачи добавки, и добавка из резервуара для хранения добавки может подаваться по подающим трубам.
[0045] Вид добавки, подаваемой из отверстий 16A и 16B для подачи добавки, не ограничен конкретно, и, например, один или более видов добавок могут быть выбраны из жидкостей и порошков, как описано выше, и могут использоваться различные добавки, такие как вода, краситель, ароматизатор или тому подобное. Поскольку улучшенная обработка может быть надлежащим образом выполнена, в частности, в перемешивающем и взбалтывающем устройстве для предварительной обработки в соответствии с настоящим вариантом осуществления, добавкой предпочтительно является вода. Если образовано множество отверстий для подачи добавки, как описано выше, вид добавки, подаваемой из отверстий для подачи добавки, может отличаться или может быть одинаковым для каждого отверстия для подачи добавки.
[0046] Области, в которых расположены отверстие 14 для подачи полуводного гипса и отверстия 16A и 16B для подачи добавки, конкретно не ограничены. Например, при образовании выпускного отверстия 18, которое будет описано ниже, корпус 11 может быть разделен прямой линией L1 и прямой линией L2, перпендикулярной к прямой линии L1, на области от A1-A4 в порядке от выпускного отверстия 18 по направления вращения вращающегося приводного вала 13 и вращающейся пластины 22. Как показано на фиг.1, прямая линия L1 представляет собой линию, проходящую через конец выпускного отверстия 18 на стороне вниз по потоку по направлению вращения, и центр вращающегося приводного вала 13. Как показано на фиг.1, области А1-А4 расположены от выпускного отверстия 18 в порядке области А1, области А2, области А3 и области А4 по направления вращения вращающегося приводного вала 13. В этом случае отверстие 14 для подачи полуводного гипса предпочтительно расположено в области A1, и отверстия 16A и 16B для подачи добавки предпочтительно расположены в области A2. После подачи полуводного гипса путем образования отверстия 14 для подачи полуводного гипса в области А1 полуводный гипс постепенно перемещается в направлении наружной окружности вращающейся пластины 22 под действием центробежной силы, вызванной вращением вращающейся пластины 22. Затем, после достижения полуводным гипсом области А2 и добавления добавки из отверстий 16А и 16B для подачи добавки относительно полуводного гипса, который распределен в определенной степени, полуводный гипс и добавка тщательно перемешиваются в областях А3 и А4, и гипсовая смесь может быть выгружена на наружную сторону корпуса 11 через выпускное отверстие 18, образованное в области А4.
[0047] Количество полуводного гипса, подаваемого из отверстия 14 для подачи полуводного гипса, и количество добавки, подаваемой из отверстий 16A и 16B для подачи добавки, не являются конкретно ограниченными, и количества могут быть произвольно выбраны в соответствии с видом добавки, объемом выполненной предварительной обработки или тому подобным. Однако, поскольку перемешивающее и взбалтывающее устройство 10 для предварительной обработки в соответствии с настоящим вариантом осуществления предназначено для предварительной обработки перед приготовлением гипсовой суспензии с использованием полуводного гипса, предпочтительно не добавлять добавку чрезмерно. В перемешивающем и взбалтывающем устройстве 10 для предварительной обработки в соответствии с настоящим вариантом осуществления соотношение добавки предпочтительно составляет 0,01 части или больше и 10 частей или меньше, например, относительно 100 частей полуводного гипса.
[0048] Кроме того, перемешивающее и взбалтывающее устройство 10 для предварительной обработки в соответствии с настоящим вариантом осуществления может также иметь выпускное отверстие 18, выполненное с возможностью выпуска гипсовой смеси, смешанной и взболтанной в области 21 для перемешивания и взбалтывания. При использовании перемешивающего и взбалтывающего устройства 10 для предварительной обработки в соответствии с настоящим вариантом осуществления в периодическом процессе может не быть образовано выпускное отверстие, но при использовании перемешивающего и взбалтывающего устройства 10 для предварительной обработки в соответствии с настоящим вариантом осуществления в непрерывном процессе может быть образовано выпускное отверстие 18, как описано выше. Выпускное отверстие 18 может быть образовано в местоположении, обеспечивающим выпуск гипсовой смеси, то есть, полуводного гипса предварительной обработки, смешанного в области 21 для перемешивания и взбалтывания, и выпускное отверстие 18 может быть образовано, например, в нижней пластине 112 или боковой пластине 113.
[0049] Выпускное отверстие 18 может быть образовано на любой из нижней пластины 112 и боковой пластины 113, но также может быть образовано как на нижней пластине 112, так и на боковой пластине 113.
[0050] Поскольку подходящее относительное положение выпускного отверстия 18, отверстия 14 для подачи полуводного гипса и отверстий 16A и 16B для подачи добавки уже описано выше, его описание будет опущено.
[0051] Вертикальный желоб 19 может быть соединен с выпускным отверстием 18 при необходимости.
[0052] Перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления может дополнительно иметь скребок.
[0053] Более конкретно, скребки 231-223, имеющие по меньшей мере одну стержнеобразную форму, могут быть дополнительно расположены в области 21 для перемешивания и взбалтывания над верхней поверхностью вращающейся пластины 22, как показано на фиг.2 и 3, например.
[0054] В этом случае первые концы 231A, 232A и 233A скребков 231-233 могут быть расположены в центральной области вращающейся пластины 22, и вторые концы 231B, 232B и 233B, противоположные первым концам 231A, 232A и 233A, могут быть расположены на стороне наружной окружности вращающейся пластины 22.
[0055] более конкретно, кольцевое основание 24 может быть выполнено концентрическим с увеличенным нижним концом 13A вращающегося приводного вала 13, например. Первые концы 231А-233А скребков 231-223 могут быть закреплены на верхней поверхности кольцевого основания 24 винтами или тому подобным. Кольцевое основание 24 может быть закреплено на вращающейся пластине 22, и кольцевое основание 24 и скребки 231-223 могут быть выполнены с возможностью вращения при вращении вращающейся пластины 22.
[0056] Зазор предпочтительно образован между верхними поверхностями скребков 231-223 и нижней поверхностью 111А верхней пластины 111 (см. фиг.2), так что верхняя пластина 111 и скребки 231-223 предпочтительно не мешают друг другу.
[0057] Скребки 231-233 могут быть расположены таким образом, что верхние поверхности скребков 231-233 расположены рядом с нижней поверхностью 111А верхней пластины 111. В этом случае скребки 231-233 предпочтительно выполнены с возможностью удаления полуводного гипса или тому подобного, прилипшего к нижней поверхности 111А верхней пластины 111.
[0058] Вторые концы 231B-233B скребков 231-223 могут быть расположены рядом с внутренней периферийной поверхностью боковой пластины 113 и предпочтительно выполнены с возможностью удаления полуводного гипса или тому подобного, прилипшего к внутренней периферийной поверхности боковой пластины 113.
[0059] Конкретная форма скребков 231-233 конкретно не ограничена. Например, как показано на фиг.5, поперечное сечение 51, перпендикулярное к продольному направлению скребка 231, может иметь равнобедренную трапециевидную форму, имеющую два скошенных угла. Это поперечное сечение может иметь произвольную форму, такую как равнобедренная трапециевидная форма без фаски, полукруглая форма или тому подобное.
[0060] На участке или всей поверхности скребка может быть образована пленка, нанесенная методом напыления, или керамическая пластина может быть прикреплена к участку или всей поверхности скребка для уменьшения абразивного износа, при необходимости.
[0061] В примере, изображенном на фиг.2 и 3 расположены три линейных скребка 231-233, однако скребки не ограничиваются таковыми. Например, могут быть расположены один или два скребка, или могут быть расположены четыре или более скребков. Скребок может иметь форму, включающую в себя один или множество изогнутых участков по продольному направлению. Если перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления имеет множество скребков, множество скребков может иметь одинаковую форму или может включать в себя скребки, имеющие разные формы.
[0062] Посредством расположения скребков 231-223, как описано выше, можно даже более равномерно перемешивать полуводный гипс и добавку. Кроме того, можно, в частности, уменьшить прилипание полуводного гипса или тому подобного к нижней поверхности 111А верхней пластины 111 и внутренней периферийной поверхности боковой пластины 113, например.
[0063] Полуводный гипс предварительной обработки, который является гипсовой смесью, полученной с использованием перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления, может подаваться в перемешивающее и взбалтывающее устройство для образования суспензии, выполненное с возможностью приготовления гипсовой суспензии, например. Полуводный гипс предварительной обработки, который является гипсовой смесью, не превращается в гипсовую суспензию, и представляет собой гипсовую смесь в порошкообразной форме, поскольку количество добавленной добавки является небольшим, даже если добавкой является жидкость, такая как, например, вода. По этой причине перемешивающее и взбалтывающее устройство для предварительной обработки в соответствии с настоящим вариантом осуществления может быть расположено на стадии, предшествующей перемешивающему и взбалтывающему устройству для образования суспензии, то есть, на стороне вверх по потоку производственного процесса, и может быть соединено с перемешивающим и взбалтывающим устройством для образования суспензии с помощью трубы или тому подобного. Однако, шнековый конвейер, который является транспортером, мельницей для измельчения, который регулирует размер зерна или тому подобное полуводного гипса предварительной обработки при необходимости или тому подобного может быть расположен между перемешивающим и взбалтывающим устройством для предварительной обработки в соответствии с настоящим вариантом осуществления и перемешивающим и взбалтывающим устройством для образования суспензии. Например, для мельницы для измельчения можно использовать энтолейтор, трубчатую мельницу или тому подобное.
[0064] В соответствии с перемешивающим и взбалтывающим устройством для предварительной обработки в соответствии с настоящим вариантом осуществления, описанным выше, полуводный гипс и добавка, поданные на вращающуюся пластину, могут быть смешаны и взболтаны посредством вращения вращающейся пластины для выполнения предварительной обработки полуводного гипса. По этой причине, по сравнению с обычной предварительной обработкой, при которой для перемешивания полуводного гипса используется лопастной блендер или тому подобное, при замесе полуводного гипса в направлении высоты можно уменьшить количество энергии, затрачиваемой на единицу массы полуводного гипса, подлежащего предварительной обработке, например, до половины или меньше.
[0065] Кроме того, в соответствии с перемешивающим и взбалтывающим устройством для предварительной обработки в соответствии с настоящим вариантом осуществления, если в качестве добавки используется вода, можно более равномерно перемешивать полуводный гипс и воду, которая является добавкой, по сравнению с обычной предварительной обработкой, в которой используется лопастной блендер или тому подобное. По этой причине можно значительно повысить эффективность улучшенной обработки полуводного гипса и значительно увеличить объем улучшенной обработки полуводного гипса.
[0066] При увеличении размера смесителя, такого как лопастной блендер или тому подобное, используемого для обычной предварительной обработки, с точки зрения стоимости или тому подобного трудно добиться увеличения размера вследствие проблем, таких как еще большее количество энергии, требуемое для процесса. По этой причине количество полуводного гипса, которое может быть подвергнуто улучшенной обработке, обычно ограничено, и если необходимо использовать большое количество полуводного гипса, полуводный гипс, подвергнутый улучшенной обработке, перемешивают с полуводным гипсом, не подвергнутым улучшенной обработке, для использования в качестве полуводного гипса для приготовления суспензии. При приготовлении суспензии с использованием полуводного гипса для приготовления суспензии, трудно уменьшить влажность, необходимую для перемешивания и взбалтывания во время приготовления суспензии, поскольку степень очистки полуводного гипса в суспензии становится непостоянной. В результате требуется длительное время и большое количество энергии для сушки и удаления избыточной влаги из гипсового изделия, такого как гипсовая плита или тому подобное, изготовленного с использованием суспензии.
[0067] С другой стороны, в соответствии с перемешивающим и взбалтывающим устройством для предварительной обработки в соответствии с настоящим вариантом осуществления, если в качестве добавки используется вода, можно значительно повысить эффективность улучшенной обработки полуводного гипса и значительно увеличить объем улучшенной обработки полуводного гипса, как описано выше. По этой причине, посредством использования перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления, большое количество полуводного гипса может быть эффективно и равномерно подвергнуто улучшенной обработке без обычного ограничения количества полуводного гипса, которое может быть подвергнуто улучшенной обработке. Кроме того, когда гипсовую суспензию готовят с использованием полуводного гипса предварительной обработки, который подвергают улучшенной обработке с использованием перемешивающего и взбалтывающего устройства для предварительной обработки в соответствии с настоящим вариантом осуществления, и изготавливают гипсовое изделие, такое как гипсовая плита или подобное, можно уменьшить влажность, необходимую для перемешивания и взбалтывания во время приготовления суспензии. В результате можно уменьшить время и энергию, необходимые для сушки и удаления избыточной влаги из гипсового изделия, такого как гипсовая плита или тому подобное.
[Устройство для изготовления гипсовой суспензии]
Далее будет описано устройство для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления.
[0068] Устройство для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления включает в себя
перемешивающее и взбалтывающее устройство для предварительной обработки, описанное выше, и
перемешивающее и взбалтывающее устройство для образования суспензии, выполненное с возможностью образования суспензии путем замешивания полуводного гипса, подвергнутого предварительной обработке с помощью перемешивающего и взбалтывающего устройства для предварительной обработки, и воды.
[0069] Как показано на фиг.6, устройство 60 для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления может включать в себя перемешивающее и взбалтывающее устройство 10 для предварительной обработки и перемешивающее и взбалтывающее устройство 61 для образования суспензии. На фиг.6 каждый элемент, такой как перемешивающее и взбалтывающее устройство 10 для предварительной обработки, показан в упрощенном виде.
[0070] Конкретная конструкция перемешивающего и взбалтывающего устройства 61 для образования суспензии конкретно не ограничена, и может использоваться смеситель штыревого типа, смеситель скребкового типа или тому подобное, обычно используемый для изготовления гипсовой суспензии путем перемешивания полуводного гипса предварительной обработки и воды. Перемешивающее и взбалтывающее устройство для образования суспензии может добавлять и перемешивать произвольную добавку, отличную от полуводного гипса и воды.
[0071] В соответствии с устройством для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления предварительная обработка может быть выполнена равномерно относительно полуводного гипса, при уменьшении количества потребления энергии, за счет использования перемешивающего и взбалтывающего устройства 10 для предварительной обработки 10. По этой причине, в соответствии с устройством для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления, можно уменьшить количество энергии, требуемой для изготовления гипсовой суспензии.
[0072] Кроме того, если улучшенная обработка выполняется в перемешивающем и взбалтывающем устройстве 10 для предварительной обработки с использованием воды в качестве добавки, полуводный гипс и вода, которая является добавкой, могут быть смешаны более равномерно, и можно значительно повысить эффективность улучшенной обработки полуводного гипса и значительно увеличить объем улучшенной обработки полуводного гипса. Кроме того, посредством использования такого полуводного гипса предварительной обработки можно уменьшить влажность, необходимую при приготовлении гипсовой суспензии в перемешивающем и взбалтывающем устройстве 61 для образования суспензии. В результате можно уменьшить время и энергию, необходимые для сушки и удаления избыточной влаги из гипсового изделия, такого как гипсовая плита или тому подобное, изготовленного с использованием гипсовой суспензии, полученной с помощью устройства для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления.
[0073] Перемешивающее и взбалтывающее устройство 10 для предварительной обработки 10 может выполнять предварительную обработку путем перемешивания полуводного гипса и добавки, как описано выше, однако, полуводный гипс может прилипать к нижней поверхности 111A верхней пластины 111, например, за счет отверждения в результате гидратации или флокуляции, и полуводный гипс может выгружаться без достаточного измельчения (гипс, прилипший посредством отверждения в результате гидратации или флокуляции, в дальнейшем будет называться «гипсовыми отходами»). Когда гипсовые отходы подаются в перемешивающее и взбалтывающее устройство 61 для образования суспензии, гипсовые отходы могут оставаться в гипсовой суспензии, вызывая проблему, такую как разрыв бумаги или тому подобное, при которой бумага для облицовки плиты разрывается во время изготовления гипсовой плиты.
[0074] Следовательно, устройство 60 для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления предпочтительно дополнительно включает в себя секцию 62 уменьшения гипсовых отходов, выполненную с возможностью уменьшения и удаления гипсовых отходов, расположенную на стороне верх по потоку по направлению подачи полуводного гипса предварительной обработки, чем отверстие 611 для подачи полуводного гипса предварительной обработки перемешивающего и взбалтывающего устройства 61 для образования суспензии. Отверстие 611 для подачи полуводного гипса предварительной обработки относится к отверстию, через которое полуводный гипс предварительной обработки подается в перемешивающее и взбалтывающее устройство 61 для образования суспензии.
[0075] То есть, устройство 60 для изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления предпочтительно дополнительно включает в себя секцию 62 уменьшения гипсовых отходов, выполненную с возможностью уменьшения и удаления гипсовых отходов, расположенную между выпускным отверстием 18 перемешивающего и взбалтывающего устройства 10 для предварительной обработки и отверстием 611 для подачи полуводного гипса предварительной обработки перемешивающего и взбалтывающего устройства 61 для образования суспензии. Секция 62 уменьшения гипсовых отходов может быть образована на выпускном отверстии 18 перемешивающего и взбалтывающего устройства 10 для предварительной обработки или на отверстии 611 для подачи полуводного гипса предварительной обработки перемешивающего и взбалтывающего устройства 61 для образования суспензии, или на трубе или транспортере, соединяющем выпускное отверстие 18 и отверстие 611 для подачи полуводного гипса предварительной обработки. Транспортер относится к устройству, такому как шнековый конвейер или тому подобное, выполненному с возможностью транспортировки (подачи) полуводного гипса предварительной обработки.
[0076] Конкретная конструкция секции 62 уменьшения гипсовых отходов конкретно не ограничена, и секция 62 уменьшения гипсовых отходов может включать в себя один или более видов устройств, выбранных, например, из сетки, сита, мельницы для измельчения, барабана или тому подобного. Примеры мельницы для измельчения включают в себя, например, энтолейтор, трубчатую мельницу или тому подобное.
[Устройство для изготовления строительных плит]
Затем, будет описано устройство для изготовления строительных плит в соответствии с настоящим вариантом осуществления.
[0077] Как показано на фиг.7, устройство 70 для изготовления строительных плит в соответствии с настоящим вариантом осуществления включает в себя устройство 60 для изготовления гипсовой суспензии, описанное выше.
[0078] Устройство 70 для изготовления строительных плит в соответствии с настоящим вариантом осуществления может включать в себя формовочную секцию 71, секцию 81 чернового резания, секцию 82 сушки, секцию 83 резки, секцию 84 загрузки или подобное, в дополнение к устройству 60 для изготовления гипсовой суспензии.
[0079] Формовочная секция 71 может иметь формовочную машину 72 и подавать гипсовую суспензию между бумагой 73 для облицовки верхнего покрытия и бумагой 74 для облицовки заднего покрытия для формования гипсовой суспензии в заданную форму с помощью формовочной машины 72.
[0080] В формовочной секции 71 бумага 73 для облицовки верхней поверхности (бумага для облицовки доски), которая является материалом поверхности, подается по производственной линии от правой стороны к левой стороне на фиг.7.
[0081] Перемешивающее и взбалтывающее устройство 61 для образования суспензии устройства 60 для изготовления гипсовой суспензии, описанное выше, может быть расположено в заданном положении, связанном с конвейерной линией подаваемой бумаги 73 для облицовки верхнего покрытия, таком как, например, над или рядом с конвейерной линией. Перемешивающее и взбалтывающее устройство 10 для предварительной обработки, секция 62 уменьшения гипсовых отходов или тому подобное могут быть соединены со перемешивающим и взбалтывающим устройством 61 для образования суспензии и расположены в произвольных местоположениях.
[0082] Пены могут быть добавлены из отверстий 612A, 612B и 612C для распределения гипсовой суспензии, при необходимости, для получения гипсовой суспензии, имеющей произвольную плотность, путем регулирования количества добавляемых пен. Например, первую гипсовую суспензию 75 и вторую гипсовую суспензию 76, имеющие различную плотность, можно приготовить, посредством регулирования количества добавляемых пен.
[0083] Первая полученная гипсовая суспензия 75 подается по подающим трубам 771 и 772 на бумагу 73 для облицовки верхнего покрытия (бумагу для облицовки доски) и бумагу 74 для облицовки заднего покрытия (бумагу для облицовки доски) на стороне вверх по потоку от устройства 78 для нанесения покрытий валиком по направлению подачи. Первая гипсовая суспензия 75 на бумаге 73 для облицовки верхнего покрытия и первая гипсовая суспензия 75 на бумаге 74 для облицовки заднего покрытия соответственно достигают распределителя устройства 78 для нанесения покрытий валиком и распределяются распределителем. Устройства 78 для нанесения покрытий валиком включает в себя валик 781 для нанесения покрытия, опорный валик 782 и валик 783 для удаления отходов, и первая гипсовая суспензия 75 распределяется этими валиками.
[0084] Тонкий слой первой гипсовой суспензии 75 образуется на бумаге 73 для облицовки верхнего покрытия. Подобным образом, тонкий слой первой гипсовой суспензии 75 образуется на бумаге 74 для облицовки заднего покрытия. На фиг.7 изображен пример, в котором первая гипсовая суспензия 75 наносится на бумагу 73 для облицовки верхнего покрытия и бумагу 74 для облицовки заднего покрытия с использованием устройства 78 для нанесения покрытий валиком, но нанесение первой гипсовой суспензии 75 не ограничивается таким покрытием. Например, первая гипсовая суспензия 75 может быть нанесена только на одну из бумаги 73 для облицовки верхнего покрытия и бумаги 74 для облицовки заднего покрытия с использованием устройства 78 для нанесения покрытий валиком. В качестве альтернативы, первая гипсовая суспензия 75 может быть расположена только на торцевой стороне бумаги 73 для облицовки верхнего покрытия.
[0085] Бумага 73 для облицовки верхнего покрытия подается как есть, и бумага 74 для облицовки заднего покрытия поворачивается прокатным валиком 79 в направлении линии подачи бумаги 73 для облицовки верхнего покрытия. Затем как бумага 73 для облицовки верхнего покрытия, так и бумага 74 для облицовки заднего покрытия достигают формовочной машины 72. Вторая гипсовая суспензия 76 подается из перемешивающего и взбалтывающего устройства 61 для образования суспензии по трубе 773 между тонкими слоями, образованными на бумаге 73 для облицовки верхнего покрытия и бумаге 74 для облицовки заднего покрытия.
[0086] Гипсовая суспензия затем формуется формовочной машиной 72 для формирования формованного элемента. Образованный формованный элемент из гипсовой суспензии подвергается отверждению в результате гидратации во время процесса подачи формованного элемента.
[0087] На фиг.7 изображен пример, в котором первая гипсовая суспензия 75 и вторая гипсовая суспензия 76 изготавливаются с помощью одного перемешивающего и взбалтывающего устройства 61 для образования суспензии, но образование гипсовой суспензии не ограничивается этим. Например, могут быть использованы два перемешивающих и взбалтывающих устройства 61 для образования суспензии, и первая гипсовая суспензия 75 и вторая гипсовая суспензия 76 могут быть изготовлены двумя перемешивающими и взбалтывающими устройствами 61 для образования суспензии, соответственно.
[0088] Кроме того, настоящее изобретение не ограничивается вариантом осуществления, в котором используется первая гипсовая суспензия и вторая гипсовая суспензия, и, например, один вид гипсовой суспензии может быть изготовлен и подан на бумагу для облицовки доски.
[0089] Как описано выше, устройство 70 для изготовления строительных плит в соответствии с настоящим вариантом осуществления может дополнительно включать в себя секцию 81 чернового резания, секцию 82 сушки, секцию 83 резки, секцию 84 загрузки или тому подобное на стороне вниз по потоку от формовочной секции 71.
[0090] Секция 81 чернового резания является элементом, выполненным для формованного элемента из гипсовой суспензии, формованной формовочной секцией 71, и может включать в себя режущее средство, такое как дисковый нож или тому подобное. Секция 81 чернового резания может разрезать формованный элемент из гипсовой суспензии в соответствии с размерами сушилки, нагревательной печи или тому подобного, включенных в секцию 82 сушки.
[0091] Секция 82 сушки может включать в себя сушилку и нагревательную печь. Секция 82 сушки может принудительно сушить формованный элемент из гипсовой суспензии в затвердевший гипсовый элемент. Секция сушки может быть выполнена с возможностью сушки формованного элемента из гипсовой суспензии путем естественной сушки без использования сушилки или тому подобного.
[0092] Секция 83 резки может включать в себя нож. Секция 83 резки может разрезать формованный элемент из гипсовой суспензии или затвердевший гипсовый элемент в соответствии с размером изделия.
[0093] Секция 84 загрузки может включать в себя подъемник или тому подобное, например, и может складывать строительные плиты, разрезанные секцией 83 резки, для хранения на складе или для загрузки в грузовики или тому подобное для отправки.
[0094] Устройство для изготовления строительных плит в соответствии с настоящим вариантом осуществления изготавливает гипсовую плиту в качестве примера строительной плиты, но настоящее изобретение не ограничивается таким вариантом осуществления. Устройство для изготовления строительных плит в соответствии с настоящим вариантом осуществления может изготавливать различные виды строительных плит, посредством модификации бумаги для облицовки плит, которая является материалом поверхности, до нетканого стекловолокна (стеклянной ткани), стеклохолста или тому подобного, и размещения такого модифицированного материала поверхности на поверхности или, например, вставки модифицированного материала поверхности рядом с поверхностью. Более конкретно, возможно изготовление одного или нескольких видов строительных плит, выбранных из гипсовой плиты со стеклохолстом, гипсовой плиты, содержащей нетканое стекловолокно, гипсовой плиты, предусмотренной JIS A 6901 (2014), гипсовой плиты, которая легче или тяжелее гипсовой плиты, предусмотренной JIS A 6901 (2014), или тому подобного, например.
[0095] В частности, поскольку гипсовые плиты широко используются, строительная плита, изготовленная устройством для изготовления строительных плит в соответствии с настоящим вариантом осуществления, предпочтительно является гипсовой плитой.
[Способ изготовления полуводного гипса предварительной обработки]
Затем, будет описан способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления.
[0096] Способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления включает в себя изготовление полуводного гипса предварительной обработки путем перемешивания полуводного гипса и одного или нескольких видов добавок, выбранных из жидкостей и порошков, и может включать в себя следующие процессы.
[0097] Способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления может быть выполнен с использованием перемешивающего и взбалтывающего устройства для предварительной обработки, описанного выше. По этой причине,
[0098] Процесс подачи сырья обеспечивает подачу полуводного гипса из отверстия для подачи полуводного гипса и добавки из отверстия для подачи добавки.
[0099] Процесс перемешивания и взбалтывания осуществляет вращение вращающейся пластины посредством вращения вращающегося приводного вала для перемешивания и взбалтывания полуводного гипса и добавки.
[0100] Перемешивающее и взбалтывающее устройство для предварительной обработки может иметь цилиндрический корпус, имеющий верхнюю пластину, нижнюю пластину, расположенную напротив верхней пластины, боковую пластину, расположенную между верхней пластиной и нижней пластиной, и область для перемешивания и взбалтывания, в которой полуводный гипс и добавка перемешиваются и взбалтываются во внутренней части, окруженной верхней пластиной, нижней пластиной и боковой пластиной, как описано выше. Перемешивающее и взбалтывающее устройство для предварительной обработки может также иметь отверстие для подачи полуводного гипса, расположенное в верхней пластине и выполненное с возможностью подачи полуводного гипса в область для перемешивания и взбалтывания, и отверстие для подачи добавки, расположенное в одной или обеих из верхней пластины и боковой пластины и выполненное с возможностью подачи добавки в область для перемешивания и взбалтывания.
[0101] Способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления может включать в себя изготовление полуводного гипса предварительной обработки с использованием перемешивающего и взбалтывающего устройства 10 для предварительной обработки, описанного выше. Каждый из процессов будет описан.
(Процесс подачи сырья)
Процесс подачи сырья обеспечивает подачу полуводного гипса и добавки в область 21 для перемешивания и взбалтывания, образованную внутри корпуса 11 перемешивающего и взбалтывающего устройства 10 для предварительной обработки.
[0102] Полуводный гипс может подаваться из отверстия 14 для подачи полуводного гипса, образованного в верхней пластине 111 корпуса 11. Кроме того, добавка может подаваться из отверстий 16A и 16B для подачи добавки, образованных либо в одной, либо в обеих из верхней пластины 111 и боковой пластины 113 корпуса 11. Путем подачи добавки из отверстий 16A и 16B для подачи добавки, образованных на одной или обеих из верхней пластины 111 и боковой пластины 113 корпуса 11, добавку можно добавлять в полуводный гипс и равномерно перемешивать и взбалтывать во время процесса перемешивания и взбалтывания, который будет описан ниже.
[0103] В частности, путем образования отверстий 16A и 16B для подачи добавки в боковой пластине 113 корпуса 11, добавку можно добавлять в полуводный гипс, который переместился на наружную периферийную сторону области 21 для перемешивания и взбалтывания под действием центробежной силы, приложенной вращающейся пластиной 22 во время процесса перемешивания и взбалтывания. Посредством добавления добавки из отверстий 16A и 16B для подачи добавки, образованных в боковой пластине 113, можно прикладывать давление в направлении к центру вращающейся пластины 22 относительно полуводного гипса и добавки, проходящих в области 21 для перемешивания и взбалтывания. По этой причине можно уменьшить прилипание полуводного гипса или тому подобного к периферии или тому подобного отверстий 16A и 16B для подачи добавки на внутренней периферийной поверхности боковой пластины 113.
[0104] Отверстия 16A и 16B для подачи добавки предпочтительно расположены над верхней поверхностью 22A вращающейся пластины 22, как показано, например, на фиг.2. Это связано с тем, что добавка может подаваться непосредственно в полуводный гипс или тому подобное, проходящий по верхней поверхности 22A вращающейся пластины 22, за счет расположения отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22. Кроме того, полуводный гипс или тому подобное, проходящий по верхней поверхности 22A вращающейся пластины 22, проходит в направлении вдоль окружности в наружной периферийной области под действием центробежной силы и циркулирует на внутренней периферийной поверхности боковой пластины 113. По этой причине, когда отверстия 16A и 16B для подачи добавки образованы в боковой пластине 113, можно удалить полуводный гипс или тому подобное, прилипшее к внутренней периферийной поверхности боковой пластины 113, включая окрестности отверстий 16A и 16B для подачи добавки, или предотвратить прилипание полуводного гипса или тому подобного к внутренней периферийной поверхности боковой пластины 113. То есть, посредством расположения отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22, можно добавлять добавку непосредственно в полуводный гипс или тому подобное. Кроме того, посредством образования отверстий 16A и 16B для подачи добавки в боковой пластине 113 можно удалить полуводный гипс, прилипший в окрестностях отверстий 16A и 16B для подачи добавки, или предотвратить прилипание полуводного гипса или тому подобного к внутренней периферийной поверхности боковой пластины 113.
[0105] Образование отверстий 16A и 16B для подачи добавки над верхней поверхностью 22A вращающейся пластины 22 означает то, что по меньшей мере участок отверстий 16A и 16B для подачи добавки расположен в положении на высоте более высоком или равном положению верхней поверхности 22A вращающейся пластины 22. Кроме того, предпочтительно, чтобы нижние торцевые поверхности отверстий 16A и 16B для подачи добавок располагались в положении на высоте, более высоком или равном положению верхней поверхности 22A вращающейся пластины 22. То есть, еще более предпочтительно, чтобы отверстия 16A и 16B для подачи добавки в целом располагались в положении на высоте, более высоком или равном положению верхней поверхности 22A вращающейся пластины 22. Кроме того, при образовании, например, множества отверстий для подачи добавки предпочтительно, чтобы все отверстия для подачи добавки были расположены над верхней поверхностью вращающейся пластины.
[0106] Скорость потока, давление или тому подобное добавки, добавляемой из отверстий 16A и 16B для подачи добавки, не являются конкретно ограниченными. Если отверстия 16A и 16B для подачи добавки образованы в боковой пластине 113, скорость потока или тому подобное добавки предпочтительно регулируется таким образом, чтобы добавка перемещалась в направлении к центру вращающейся пластины 22, например, в области 21 для перемешивания и взбалтывания. То есть, скорость потока или тому подобное предпочтительно выбирают таким образом, чтобы добавление добавки в область 21 для перемешивания и взбалтывания не замедлялось посредством вытеснения полуводным гипсом, проходящего в области 21 для перемешивания и взбалтывания.
[0107] Множество отверстий 16A и 16B для подачи добавки может быть образовано, и отверстия 16A и 16B для подачи добавки могут быть образованы, например, в двух местоположениях, показанных на фиг.1, или могут быть образованы в трех или более местоположениях. Кроме того, только одно отверстие для подачи добавки может быть образовано. Трубы 17A и 17B для подачи добавки могут быть соединены с отверстиями 16A и 16B для подачи добавки, и добавка из резервуара для хранения добавки может подаваться по подающим трубам.
[0108] Вид добавки, подаваемой из отверстий 16A и 16B для подачи добавки, не ограничен конкретно, и, например, один или более видов добавок могут быть выбраны из жидкостей и порошков, как описано выше, и могут использоваться различные добавки, такие как вода, краситель, ароматизатор или тому подобное. Поскольку улучшенная обработка может быть надлежащим образом выполнена, в частности, в способе изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления, добавкой предпочтительно является вода. Если образовано множество отверстий для подачи добавки, как описано выше, вид добавки, подаваемой из отверстий для подачи добавки, может отличаться или может быть одинаковым для каждого отверстия для подачи добавки.
[0109] В процессе подачи сырья количество полуводного гипса, подаваемого из отверстия 14 для подачи полуводного гипса, и количество добавки, подаваемой из отверстий 16A и 16B для подачи добавки, не являются конкретно ограниченными, и количества могут быть произвольно выбраны в зависимости от вида добавки, объема предварительной обработки, которую необходимо выполнить, или тому подобного. Однако, поскольку способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления предназначен для предварительной обработки перед приготовлением гипсовой суспензии с использованием полуводного гипса, предпочтительно не добавлять добавку чрезмерно. По этой причине в процессе подачи сырья соотношение добавки предпочтительно составляет 0,01 части или больше и 10 частей или меньше, например, по отношению к 100 частям полуводного гипса.
(Процесс перемешивания и взбалтывания)
В процессе перемешивания и взбалтывания дискообразная вращающаяся пластина 22, расположенная внутри корпуса 11, может вращаться путем вращения вращающегося приводного вала 13, который проходит через верхнюю или нижнюю пластину корпуса и соединяется с вращающейся пластиной 22, чтобы таким образом перемешивать и взбалтывать полуводный гипс и добавку.
[0110] Как описано выше, в перемешивающем и взбалтывающем устройстве 10 для предварительной обработки полуводный гипс и добавка, подаваемые в область 21 для перемешивания и взбалтывания, могут проходить в направлении вдоль окружности в наружной периферийной области под действием центробежной силы для перемешивания и взбалтывания, например, посредством вращения вращающейся пластины 22 в направлении стрелки R, показанной на фиг.1.
[0111] Как описано выше, вращающаяся пластина 22 может быть дискообразной пластиной, имеющей гладкую наружную периферию, и может иметь большое количество профилей 31 зубьев по наружной окружности, как показано, например, на фиг.3. Посредством образования профилей 31 зубьев таким образом, полуводный гипс и добавка могут быть смешаны более равномерно. Предпочтительная форма профилей 31 зубьев является, как описано выше, и, таким образом, ее описание будет опущено.
[0112] Например, множество штифтов или тому подобное может быть расположено на верхней поверхности 22A перпендикулярно к верхней поверхности 22A для более равномерного перемешивания подаваемого полуводного гипса или тому подобного. При расположении множества штифтов на верхней поверхности 22А вращающейся пластины 22 штифты могут быть расположены по наружной окружности вращающейся пластины 22 с постоянными интервалами или могут быть расположены по диаметральному направлению вращающейся пластины 22. Вращающаяся пластина может содержать профили 31 зубьев, описанные выше, и может дополнительно иметь штифты, расположенные на ней.
[0113] Скорость вращения вращающегося приводного вала 13 и вращающейся пластины 22 конкретно не ограничена и может быть установлена произвольно в соответствии с количествами или тому подобным полуводного гипса и добавки, которые подаются, и скорость вращения может составлять 200 об/мин или выше и 600 об/мин или ниже, например.
[0114] Как описано выше, скребки 231-223, имеющие по меньшей мере одну стержнеобразную форму, могут быть дополнительно расположены в области 21 для перемешивания и взбалтывания над верхней поверхностью вращающейся пластины 22.
[0115] В этом случае первые концы 231A, 232A и 233A скребков с 231 по 233 могут быть расположены в центральной области вращающейся пластины, и вторые концы 231B, 232B и 233B, противоположные первым концам 231A, 232A и 233A, могут быть расположены на стороне наружной окружности вращающейся пластины.
[0116] Посредством расположения скребков 231-233 таким образом, можно более равномерно перемешивать полуводный гипс и добавку. Кроме того, можно, в частности, уменьшить прилипание полуводного гипса или подобного к нижней поверхности 111А верхней пластины 111 и внутренней периферийной поверхности боковой пластины 113, например.
[0117] На фиг.2 и 3, показаны три линейных скребка 231-233, однако, скребки не ограничиваются таковыми. Например, могут быть расположены один или два скребка, или могут быть расположены четыре или более скребков. Скребок может иметь форму, включающую в себя один или множество изогнутых участков по продольному направлению. Если перемешивающее и взбалтывающее устройство для предварительной обработки имеет множество скребков, множество скребков может иметь одинаковую форму или может включать в себя скребки, имеющие разные формы.
[0118] Способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления описан здесь ранее отдельно для каждого из процесса подачи сырья и процесса перемешивания и взбалтывания. Однако, процесс подачи сырья, и процесс перемешивания и взбалтывания могут выполняться непрерывно или одновременно.
[0119] Способ изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления может быть выполнен с возможностью включения процессов, отличных от процесса подачи сырья и процесса перемешивания и взбалтывания, описанных выше. Например, другие процессы могут включать в себя процесс выгрузки, который будет описан ниже.
(Процесс Выгрузки)
В процессе выгрузки гипсовая смесь, полученная в процессе перемешивания и взбалтывания, может выгружаться из выпускного отверстия 18.
[0120] Следовательно, полуводный гипс предварительной обработки, который является гипсовой смесью, образованной в области 21 для перемешивания и взбалтывания перемешивающего и взбалтывающего устройства 10 для предварительной обработки, может быть получен. Полуводный гипс предварительной обработки, который является гипсовой смесью, не превращается в гипсовую суспензию, а является гипсовой смесью в порошкообразной форме, поскольку количество добавляемой добавки является небольшим, даже если добавка является жидкостью, такой как, например, вода.
[0121] Как описано выше, посредством образования выпускного отверстия 18, которое является отверстием в нижней пластине 112 или боковой пластине 113, гипсовая смесь, проходящая в области 21 для перемешивания и взбалтывания, может естественным образом выгружаться через выпускное отверстие 18. По этой причине, если выпускное отверстие 18 закрыто заданным элементом или тому подобным, например, процесс выгрузки может быть выполнен посредством удаления заданного элемента.
[0122] В соответствии со способом изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления, описанным ранее, предварительная обработка полуводного гипса выполняется с использованием перемешивающего и взбалтывающего устройства для предварительной обработки, описанного выше. Соответственно, по сравнению с обычной предварительной обработкой, которая использует лопастной блендер или тому подобное для перемешивания полуводного гипса при замесе полуводного гипса в направлении высоты, можно уменьшить количество энергии, потребляемой на единицу массы полуводного гипса, подлежащего предварительной обработке, например, до половины или меньше.
[0123] Кроме того, в соответствии со способом изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления, если в качестве добавки используется вода, можно значительно повысить эффективность улучшенной обработки полуводного гипса и значительно увеличить объем улучшенной обработки полуводного гипса. По этой причине, посредством использования способа изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления, большое количество полуводного гипса может быть эффективно и равномерно подвергнуто улучшенной обработке без обычного ограничения количества полуводного гипса, которое может быть подвергнуто улучшенной обработке. Кроме того, когда гипсовую суспензию готовят с использованием полуводного гипса предварительной обработки, который подвергают улучшенной обработке с использованием способа изготовления полуводного гипса предварительной обработки в соответствии с настоящим вариантом осуществления, и изготавливают гипсовое изделие, такое как гипсовая плита или тому подобное, можно уменьшить влагу, необходимую для перемешивания и взбалтывания во время приготовления суспензии. В результате можно уменьшить время и энергию, необходимые для сушки и удаления избыточной влаги из гипсового изделия, такого как гипсовая плита или тому подобное.
[Способ изготовления гипсовой суспензии]
Затем, будет описан способ изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления.
[0124] Способ изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления может включать в себя процесс приготовления гипсовой суспензии, в котором гипсовую суспензию готовят путем замешивания полуводного гипса предварительной обработки, полученного описанным выше способом изготовления полуводного гипса предварительной обработки с водой.
[0125] В процессе приготовления гипсовой суспензии гипсовая суспензия может быть приготовлена путем перемешивания полуводного гипса предварительной обработки и воды, а в некоторых случаях также различных видов добавок, с использованием известного перемешивающего и взбалтывающего устройства для образования суспензии.
[0126] Гипсовая суспензия, которую получают, может быть использована в качестве сырья для различных видов гипсовых изделий, таких как гипсовая плита или тому подобное, по мере необходимости.
[0127] Способ изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления может дополнительно включать в себя процесс измельчения или тому подобное для измельчения полуводного гипса с использованием энтолейтора, трубчатой мельницы или тому подобного для регулирования размера зерна или тому подобного полуводного гипса предварительной обработки, по мере необходимости, после способа изготовления полуводного гипса предварительной обработки, описанного выше, то есть, после процесса перемешивания и взбалтывания.
[0128] Способ изготовления гипсовой суспензии в соответствии с настоящим вариантом осуществления может дополнительно включать в себя процесс уменьшения гипсовых отходов, который уменьшает гипсовые отходы полуводного гипса предварительной обработки после способа изготовления полуводного гипса предварительной обработки, то есть, после процесса перемешивания и взбалтывания. Процесс уменьшения гипсовых отходов может уменьшать или удалять гипсовые отходы полуводного гипса предварительной обработки, используя, например, один или более видов устройств, выбранных из сетки, сита, мельницы, барабана или тому подобного. Примеры мельницы для измельчения включают в себя, например, энтолейтор, трубчатую мельницу или тому подобное.
[Способ изготовления строительных плит]
Далее будет описан способ изготовления строительной плиты в соответствии с настоящим вариантом осуществления.
[0129] Способ изготовления строительных плит в соответствии с настоящим вариантом осуществления может включать в себя процесс изготовления строительных плит, в котором изготавливается строительная плита, с использованием гипсовой суспензии, полученной описанным выше способом изготовления гипсовой суспензии.
[0130] Более конкретно, строительная плита может быть изготовлена, например, с использованием устройства для изготовления строительных плит, описанного выше. По этой причине описание некоторых частей устройства для изготовления строительных плит, уже описанного выше, будет опущено.
[0131] Процесс изготовления строительных плит может включать в себя процесс формования, в котором гипсовая суспензия, полученная описанным выше способом изготовления гипсовой суспензии, приобретает произвольную форму, например, для образования формованного элемента из гипсовой суспензии.
[0132] Кроме того, процесс изготовления строительных плит может дополнительно включать в себя процесс чернового резания, в котором грубо разрезается формованный элемент из гипсовой суспензии, полученный в процессе формования, процесс сушки, в котором формованный элемент из гипсовой суспензии высушивается в затвердевший гипсовый элемент, процесс резки, процесс загрузки или тому подобное, по мере необходимости.
[0133] В процессе чернового резания разрезается формованный элемент из гипсовой суспензии, образованный в процессе формования, и он может выполняться с помощью дискового ножа или тому подобного в соответствии с сушилкой, нагревательной печью или тому подобным, используемыми в процессе сушки.
[0134] В процессе сушки может принудительно высушиваться формованный элемент из гипсовой суспензии, например, в затвердевший гипсовый элемент. В процессе сушки может быть получен затвердевший гипсовый элемент путем сушки формованного элемента из гипсовой суспензии за счет естественной сушки без принудительной сушки формованного элемента из гипсового элемента.
[0135] В процессе резания формованный элемент из гипсовой суспензии или затвердевший гипсовый элемент разрезается в соответствии с размером изделия, например, с помощью ножа или тому подобного.
[0136] В процессе загрузки изготовленные затвердевшие гипсовые элементы укладываются в штабеля с помощью подъемника или тому подобного для хранения на складе или для загрузки в грузовые автомобили или тому подобное для отправки.
[0137] Вид строительной плиты, изготовленной способом изготовления строительных плит в соответствии с настоящим вариантом осуществления, конкретно не ограничен.
[0138] Строительные плиты, изготовленные способом изготовления строительных плит в соответствии с настоящим вариантом осуществления, включают в себя один или более видов строительных плит, выбранных из гипсовой плиты со стеклохолстом, гипсовой плиты, содержащей нетканое стекловолокно, гипсовой плиты, предусмотренной JIS A 6901 (2014), гипсовой плиты, которая легче или тяжелее гипсовой плиты, предусмотренной JIS A 6901 (2014), или тому подобного, например.
[0139] В частности, поскольку гипсовые плиты широко используются, строительная плита, изготовленная устройством для изготовления строительных плит в соответствии с настоящим вариантом осуществления, предпочтительно является гипсовой плитой.
[0140] Хотя варианты осуществления перемешивающего и взбалтывающего устройства для предварительной обработки, устройства для изготовления гипсовой суспензии, устройства для изготовления строительных плит, способа изготовления полуводного гипса предварительной обработки, способа изготовления гипсовой суспензии и способа изготовления строительных плит описаны здесь ранее, настоящее изобретение не ограничивается вариантами осуществления, описанными выше. Различные модификации и изменения могут быть осуществлены в рамках объема предмета настоящего изобретения, указанного в формуле изобретения.
[0141] Эта заявка основана на заявке на японский патент № 2019-077352, поданной 15 апреля 2019 года, и испрашивает приоритет заявки на японский патент № 2019-077352, все содержание которой включено в настоящий документ путем ссылки.
Описание ссылочных позиций
[0142]
10 - перемешивающее и взбалтывающее устройство для предварительной обработки
11 - корпус
111 - верхняя пластина
112 - нижняя пластина
113 - боковая пластина
13 - вращающийся приводной вал
14 - отверстие для подачи полуводного гипса
16A, 16B - отверстие для подачи добавки
18 - выпускное отверстие
21 - область для перемешивания и взбалтывания
22 - вращающаяся пластина
22A - верхняя поверхность
231-233 - скребок
231A-233A - первый конец
231B-233B - второй конец
60 - устройство для изготовления гипсовой суспензии
61 - перемешивающее и взбалтывающее устройство для образования суспензии
62 - секция уменьшения гипсовых отходов
70 - устройство для изготовления строительных плит.
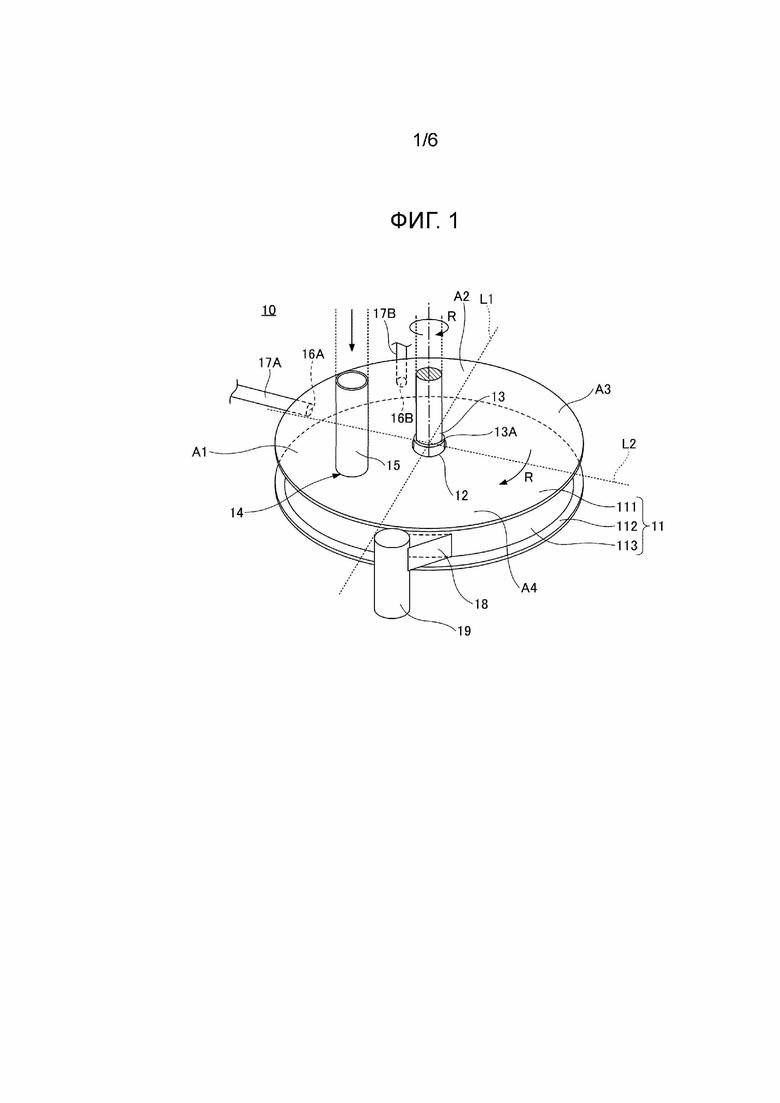
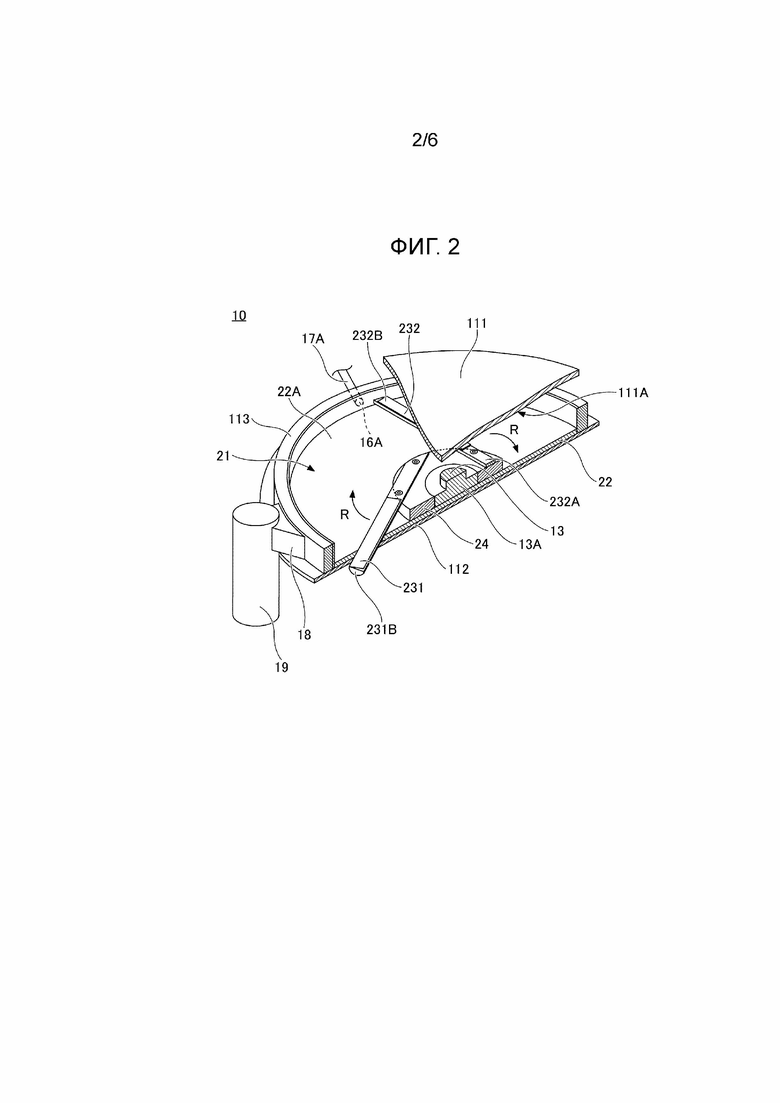
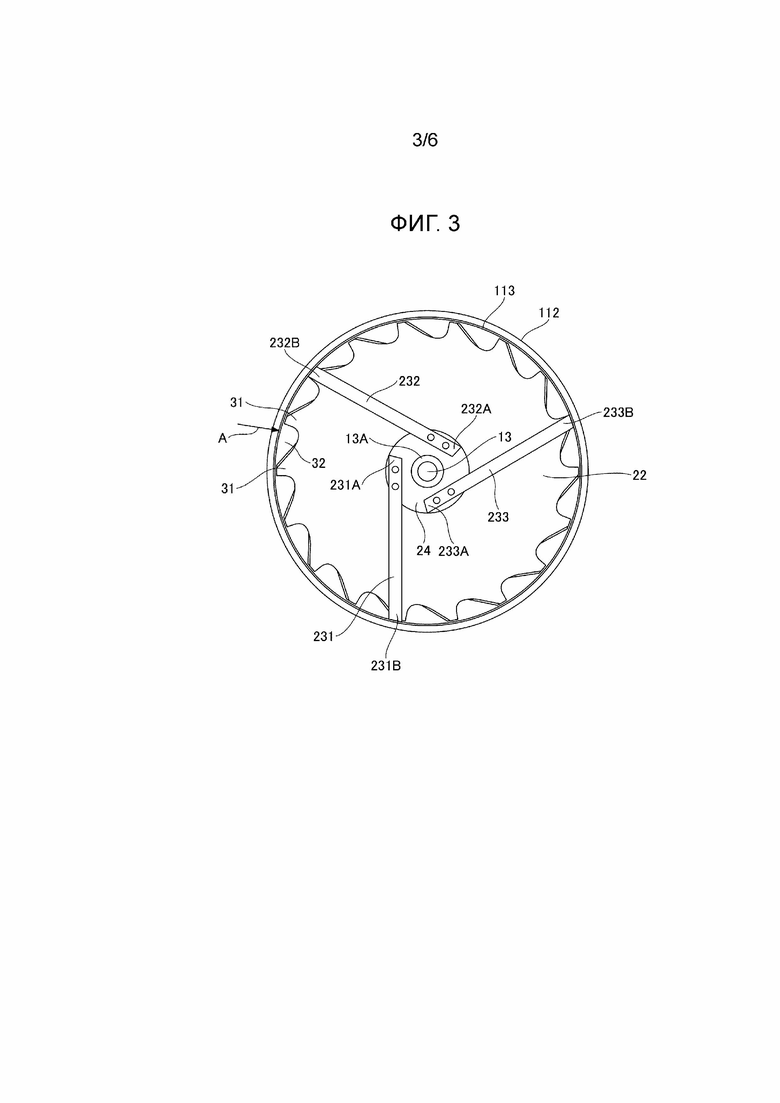
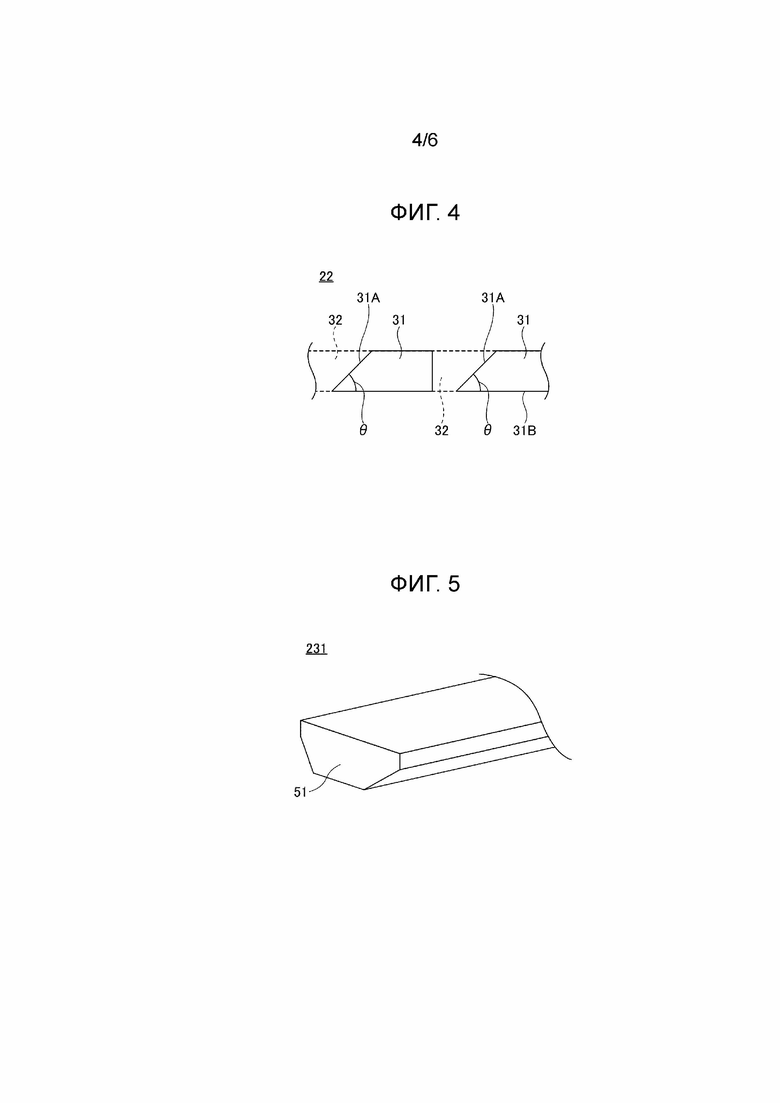
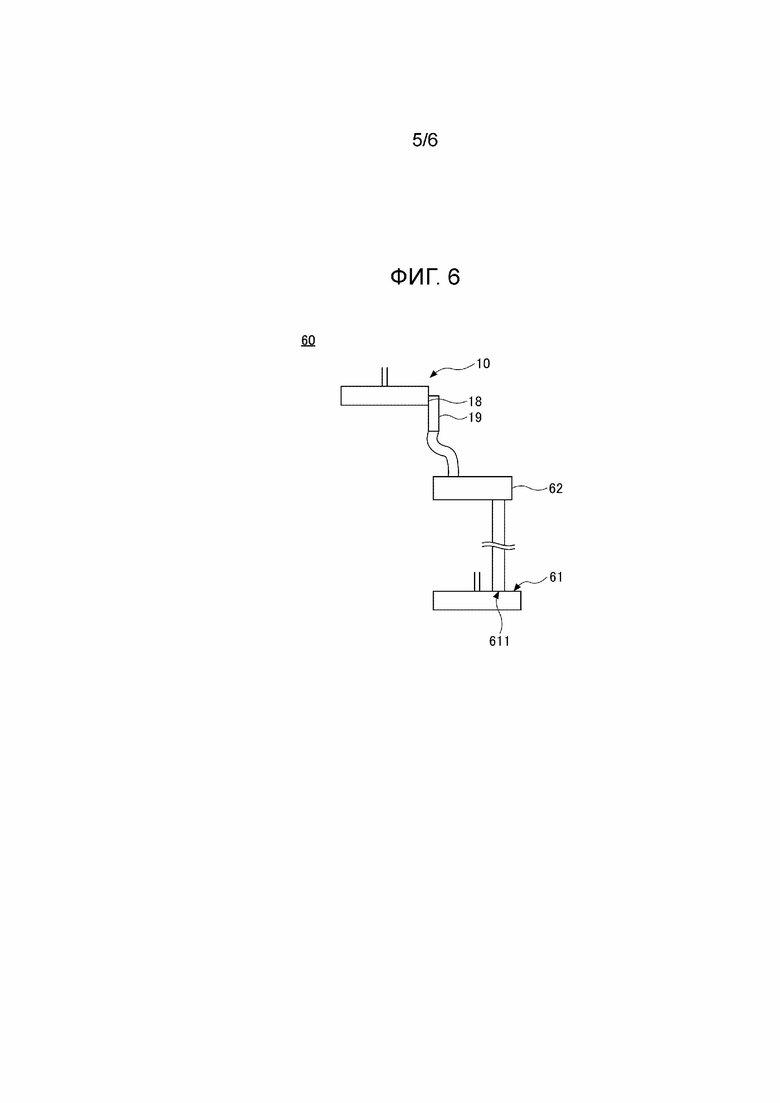
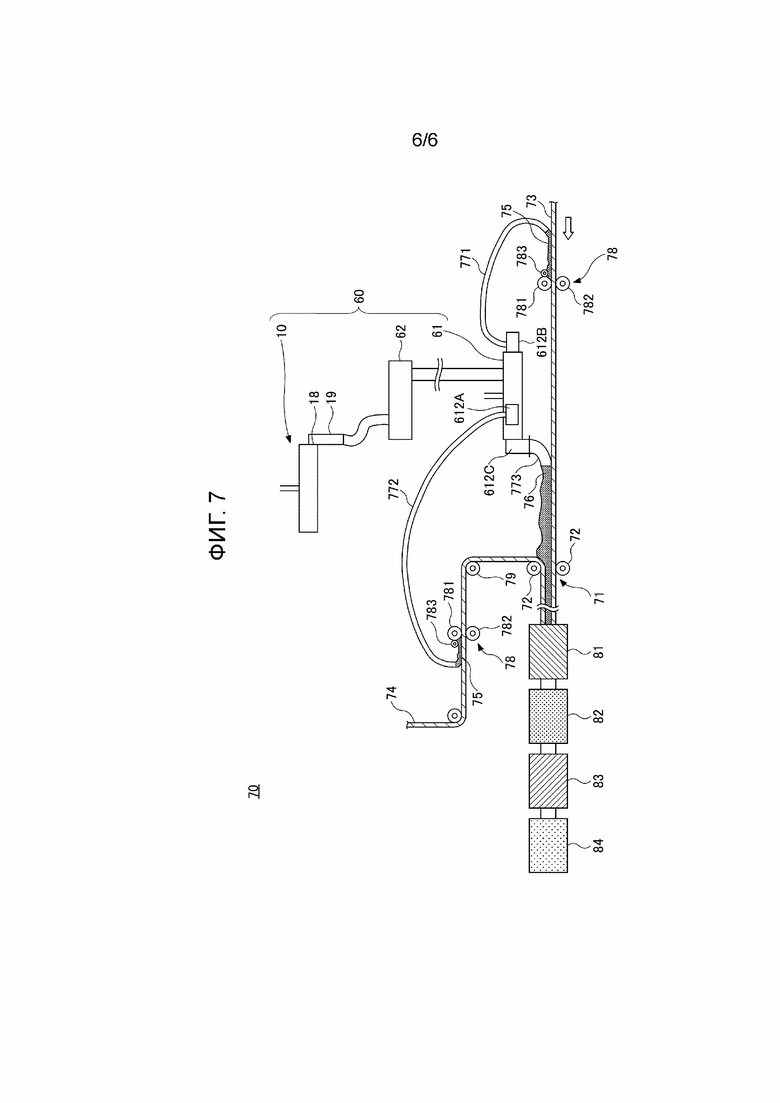
Предложен смеситель для предварительной обработки перед приготовлением гипсовой суспензии, содержащий цилиндрический корпус, который имеет верхнюю пластину, нижнюю пластину и боковые пластины, расположенные между верхней пластиной и нижней пластиной, и имеет область для перемешивания и взбалтывания, в которой полуводный гипс и добавки перемешиваются и взбалтываются в ее внутренней части, окруженной верхней пластиной, нижней пластиной и боковыми пластинами. Внутри корпуса расположена вращающаяся пластина дискообразной формы, приводной вал проходит через верхнюю пластину и нижнюю пластину корпуса и соединен с вращающейся пластиной. В верхней пластине расположено отверстие для подачи полуводного гипса в область для перемешивания и взбалтывания. На одной или обеих из верхней пластины и боковых пластин расположено отверстие для подачи добавки в область для перемешивания и взбалтывания. Предложены устройство и способ для изготовления гипсовой суспензии, устройство и способ для изготовления строительных плит с использованием смесителя для предварительной обработки. 7 н. и 7 з.п. ф-лы, 7 ил.
1. Перемешивающее и взбалтывающее устройство для предварительной обработки, выполненное с возможностью осуществления предварительной обработки путем перемешивания полуводного гипса с одним или более видами добавок, выбранных из жидкостей и порошков, содержащее:
цилиндрический корпус, имеющий верхнюю пластину, нижнюю пластину, расположенную напротив верхней пластины, боковую пластину, расположенную между верхней пластиной и нижней пластиной, и область для перемешивания и взбалтывания, в которой полуводный гипс и добавка перемешиваются и взбалтываются во внутренней части, окруженной верхней пластиной, нижней пластиной и боковой пластиной;
дискообразную вращающуюся пластину, расположенную внутри корпуса;
вращающийся приводной вал, проходящий через верхнюю или нижнюю пластину корпуса и соединенный с вращающейся пластиной;
отверстие для подачи полуводного гипса, расположенное в верхней пластине и выполненное с возможностью подачи полуводного гипса в область для перемешивания и взбалтывания; и
отверстие для подачи добавки, расположенное в боковой пластине и выполненное с возможностью подачи добавки в область для перемешивания и взбалтывания.
2. Перемешивающее и взбалтывающее устройство для предварительной обработки по п. 1, дополнительно содержащее:
выпускное отверстие, выполненное с возможностью выпуска гипсовой смеси, которая перемешана и взболтана в области для перемешивания и взбалтывания,
причем выпускное отверстие образовано в нижней пластине или боковой пластине.
3. Перемешивающее и взбалтывающее устройство для предварительной обработки по п. 1 или 2, в котором отверстие для подачи добавки расположено над верхней поверхностью вращающейся пластины.
4. Перемешивающее и взбалтывающее устройство для предварительной обработки по любому из пп. 1-3, дополнительно содержащее:
по меньшей мере один стержнеобразный скребок, расположенный над верхней поверхностью вращающейся пластины и внутри области для перемешивания и взбалтывания,
причем один конец скребка расположен в центральной области вращающейся пластины, а другой конец скребка, противоположный одному концу, расположен на наружной окружности вращающейся пластины.
5. Перемешивающее и взбалтывающее устройство для предварительной обработки по любому из пп. 1-4, в котором
вращающаяся пластина имеет вырез и зубья, расположенные в наружной периферийной области вращающейся пластины, и
угол между поверхностью зубьев, расположенных спереди по направления вращения вращающейся пластины, и нижней торцевой поверхностью зубьев составляет 90° или менее.
6. Устройство для изготовления гипсовой суспензии, содержащее:
перемешивающее и взбалтывающее устройство предварительной обработки по любому из пп. 1-5; и
перемешивающее и взбалтывающее устройство для образования суспензии, выполненное с возможностью образования гипсовой суспензии путем замешивания полуводного гипса, предварительно обработанного перемешивающим и взбалтывающим устройством для предварительной обработки, и воды.
7. Устройство для изготовления гипсовой суспензии по п. 6, дополнительно содержащее:
секцию уменьшения гипсовых отходов, расположенную между выпускным отверстием перемешивающего и взбалтывающего устройства для предварительной обработки и отверстием для подачи полуводного гипса предварительной обработки перемешивающего и взбалтывающего устройства для образования суспензии, выполненную с возможностью уменьшения и удаления гипсовых отходов.
8. Устройство для изготовления строительных плит, содержащее:
устройство для изготовления гипсовой суспензии по п. 6 или 7.
9. Способ изготовления полуводного гипса предварительной обработки для изготовления полуводного гипса предварительной обработки путем перемешивания полуводного гипса и одного или более видов добавок, выбранных из жидкостей и порошков, с использованием перемешивающего и взбалтывающего устройства для предварительной обработки, содержащего цилиндрический корпус, имеющий верхнюю пластину, нижнюю пластину, расположенную напротив верхней пластины, боковую пластину, расположенную между верхней пластиной и нижней пластиной, и область для перемешивания и взбалтывания во внутренней части, окруженной верхней пластиной, нижней пластиной и боковой пластиной; дискообразную вращающуюся пластину, расположенную внутри корпуса; вращающийся приводной вал, проходящий через верхнюю или нижнюю пластину корпуса и соединенный с вращающейся пластиной; отверстие для подачи полуводного гипса, расположенное в верхней пластине и выполненное с возможностью подачи полуводного гипса в область для перемешивания и взбалтывания; и отверстие для подачи добавки, расположенное в одной или обеих из верхней пластины и боковой пластины и выполненное с возможностью подачи добавки в область для перемешивания и взбалтывания, причем способ изготовления полуводного гипса предварительной обработки включает:
процесс подачи сырья, в котором подаются полуводный гипс из отверстия для подачи полуводного гипса и добавка из отверстия для подачи добавки; и
процесс перемешивания и взбалтывания, в котором вращающаяся пластина вращается вращающимся приводным валом для перемешивания и взбалтывания полуводного гипса и добавки.
10. Способ изготовления полуводного гипса предварительной обработки по п. 9, дополнительно включающий:
процесс выгрузки, в котором гипсовая смесь, полученная в процессе перемешивания и взбалтывания, выгружается через выпускное отверстие перемешивающего и взбалтывающего устройства для предварительной обработки.
11. Способ изготовления полуводного гипса предварительной обработки по п. 9 или 10, в котором в процессе подачи сырья полуводный гипс и добавка подаются таким образом, чтобы соотношение добавки составляло 0,01 части или более и 10 частей или менее по отношению к 100 частям полуводного гипса.
12. Способ изготовления гипсовой суспензии, включающий:
процесс приготовления гипсовой суспензии, в котором готовят гипсовую суспензию путем замешивания полуводного гипса предварительной обработки, изготовленного с помощью способа изготовления полуводного гипса предварительной обработки по любому из пп. 9-11, и воды.
13. Способ изготовления строительной плиты, включающий:
процесс изготовления строительной плиты, в котором изготавливают строительную плиту с использованием гипсовой суспензии, изготовленной с помощью способа изготовления гипсовой суспензии по п. 12.
14. Способ изготовления строительной плиты по п. 13, в котором строительная плита является гипсовой плитой.
| US 5714032 A1, 03.02.1998 | |||
| СМЕСИТЕЛЬ, СПОСОБ СМЕШИВАНИЯ И СПОСОБ ПРОИЗВОДСТВА ГИПСОВЫХ ПЛИТ | 2004 |
|
RU2357859C2 |
| US 2018243943 A1, 30.08.2018 | |||
| US 5683635 A1, 04.11.1997 | |||
| Смесительное устройство | 1983 |
|
SU1132963A1 |
| JP WO2004103663 A1, 20.07.2006 | |||
| US 5714032 A1, 03.02.1998 | |||
| WO 2017138498 A1, 17.08.2017. | |||

