Область техники
Настоящее изобретение относится к пресс-форме для шин и пневматической шине.
Уровень техники
Некоторые известные пневматические шины выполнены с так называемыми щелевидными дренажными канавками, которые представляют собой прорези, образованные в протекторной части, для улучшения эксплуатационных характеристик при движении по льду и снегу, которые представляют собой ходовые характеристики при движении по дорогам, занесенным снегом, и поверхностям дорог, покрытых льдом, и тому подобным дорогам. Например, в нешипованных шинах, которые должны иметь ходовые характеристики для движения по поверхностям дорог, покрытых льдом и занесенных снегом, на той поверхности протекторной части, которая контактирует с дорогой, расположено большое число щелевидных канавок. Кроме того, пневматическую шину изготавливают посредством формования, совмещенного с вулканизацией, при использовании пресс-формы для шин, разделенной на множество секторов в направлении вдоль окружности шины. Однако существует вероятность возникновения различных дефектов во время формования, совмещенного с вулканизацией, в местах разделения секторов, и поэтому некоторые известные пресс-формы для шин выполнены с возможностью устранения таких дефектов.
Например, в вулканизационной пресс-форме для шин, описанной в публикации JP 2012-11690 A, на ножах, предназначенных для образования щелевидных канавок и расположенных рядом с местами разделения секторов, предусмотрена точка изгиба. Посредством модификации той части, проходящей от точки изгиба до другого конца ножа, предназначенного для образования щелевидной канавки, которая расположена дальше от места разделения, чем часть с первоначальной формой, предотвращают отделение и повреждение ножа, предназначенного для образования щелевидной канавки, и тому подобное во время извлечения из вулканизационной пресс-формы. Кроме того, в пресс-форме для шин, описанной в публикации JP 2009-255734 A, посредством обеспечения того, что объем щелевидной канавки, образуемой ножом, предназначенным для образования щелевидной канавки и расположенным в месте расположения концевой части сектора, будет больше объема щелевидной канавки, образуемой ножом, предназначенным для образования щелевидной канавки и расположенным в месте расположения центральной части сектора, эффективно подавляется неравномерный износ контактного участка, расположенного в месте разделения или рядом с местом разделения секторов.
Техническая проблема
В этой связи в пресс-форме для шин, в которой ножи, предназначенные для образования щелевидных канавок, расположены в каждом из секторов, отделенных друг от друга, существует вероятность закручивания ножей в случае, когда шину отсоединяют от пресс-формы после формования шины, совмещенного с вулканизацией. В частности, поскольку кручение, возникающее в ножах, является существенным в зоне места разделения секторов или рядом с этим местом, кручение может вызывать повреждение, такое как сгибание или поломка ножей. Как описано выше, для известных пресс-форм, которые предназначены для шин и включают в себя множество секторов, отделенных друг от друга в направлении вдоль окружности шины и в которых расположены ножи для образования щелевидных канавок, существует возможность повышения долговечности, связанной с вероятностью повреждения ножей, расположенных в зоне места разделения или рядом с местом разделения секторов.
В свете вышеизложенного задача настоящего изобретения состоит в том, чтобы предложить пресс-форму для шин и пневматическую шину, которые могут обеспечить повышение долговечности ножей для образования щелевидных канавок.
Решение проблемы
Для решения данных проблем и решения задачи, описанной выше, пресс-форма для шин согласно варианту осуществления настоящего изобретения включает в себя множество секторов, отделенных друг от друга в направлении вдоль окружности шины, и множество ножей, предназначенных для образования щелевидных канавок и расположенных на тех поверхностях секторов, которые предназначены для формообразования протектора, при этом ножи, предназначенные для образования щелевидных канавок, расположены с повторениями в направлении вдоль окружности шины с повторяющимся рисунком расположения, который соответствует заданной схеме расположения, при этом ближний нож для образования щелевидной канавки, который входит в множество ножей, предназначенных для образования щелевидных канавок и расположенных в одном из секторов, и который является ближайшим к месту разделения между секторами, является более жестким, чем нож с первоначальной формой, соответствующий ножу для образования щелевидной канавки, предусмотренному - в повторяющемся рисунке расположения, отличающемся от повторяющегося рисунка расположения, который включает ближний нож для образования щелевидной канавки, - в месте, идентичном месту расположения данного ближнего ножа, предназначенного для образования щелевидной канавки, в повторяющемся рисунке расположения, включающем данный ближний нож для образования щелевидной канавки.
Кроме того, в пресс-форме для шин, описанной выше, максимальная высота ближнего ножа, предназначенного для образования щелевидной канавки, предпочтительно меньше максимальной высоты ножа с первоначальной формой.
Кроме того, в пресс-форме для шин, описанной выше, отношение максимальной высоты Н1 ближнего ножа, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа с первоначальной формой предпочтительно находится в диапазоне 0,3 ≤ (H1/H2) ≤ 0,8.
Кроме того, в пресс-форме для шин, описанной выше, ближний нож, предназначенный для образования щелевидной канавки, предпочтительно имеет такое соотношение между максимальной высотой Н1 и объемом V щелевидной канавки, соответствующим произведению длины L, ширины W и максимальной высоты Н1 ближнего ножа, предназначенного для образования щелевидной канавки, что V ∝ Н1.
Кроме того, в пресс-форме для шин, описанной выше, ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой предпочтительно имеют такое соотношение между числом А1 точек изгиба ближнего ножа, предназначенного для образования щелевидной канавки, и числом А2 точек изгиба ножа с первоначальной формой, что А2 < А1.
Кроме того, в пресс-форме для шин, описанной выше, ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой предпочтительно имеют такое соотношение между прочностью S1 материала ближнего ножа, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа с первоначальной формой, что S2 < S1.
Кроме того, в пресс-форме для шин, описанной выше, ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой предпочтительно имеют такое соотношение между шероховатостью R1 поверхности ближнего ножа, предназначенного для образования щелевидной канавки, и шероховатостью R2 поверхности ножа с первоначальной формой, что R2 > R1.
Для решения проблем, описанных выше, и решения задачи пневматическая шина согласно варианту осуществления настоящего изобретения вулканизирована посредством использования пресс-формы для шин, описанной выше.
Предпочтительные эффекты от изобретения
Пресс-форма для шин и пневматическая шина согласно варианту осуществления настоящего изобретения обеспечивают эффект повышения долговечности ножей, предназначенных для образования щелевидных канавок.
Краткое описание чертежей
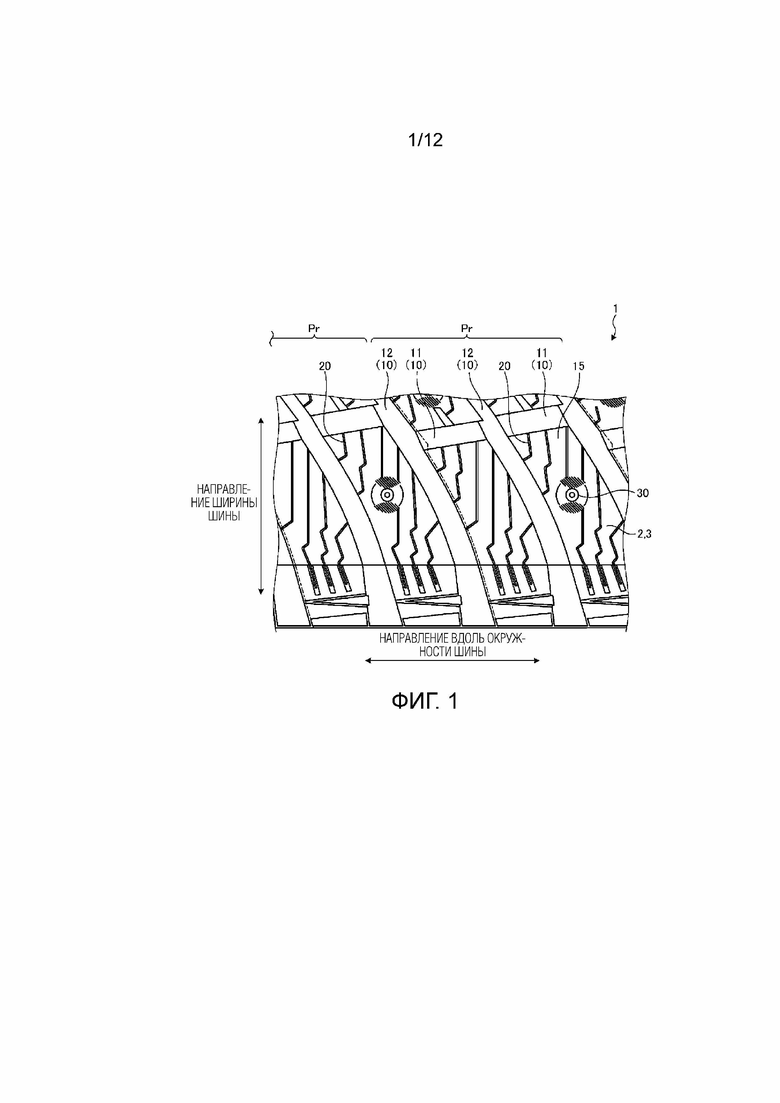
Фиг.1 - вид в плане, иллюстрирующий контактирующую с дорогой поверхность протекторной части пневматической шины согласно варианту осуществления;
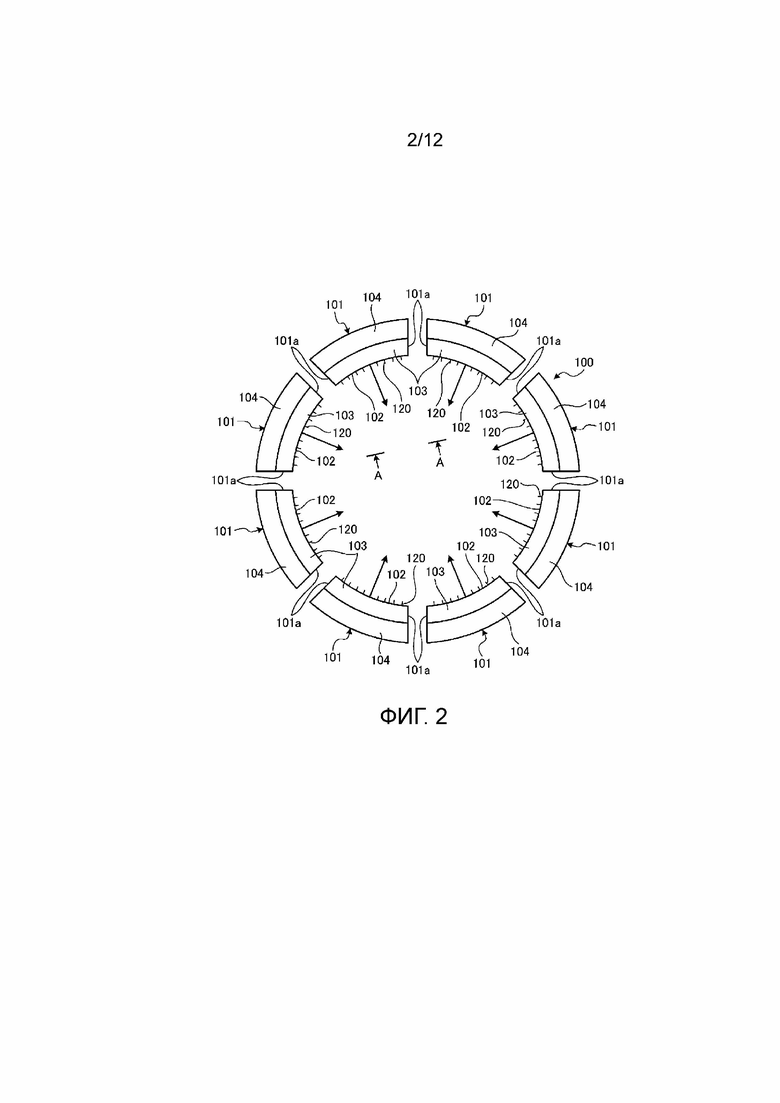
Фиг.2 - разъясняющее схематическое изображение пресс-формы для шин, предназначенной для изготовления пневматической шины согласно варианту осуществления;
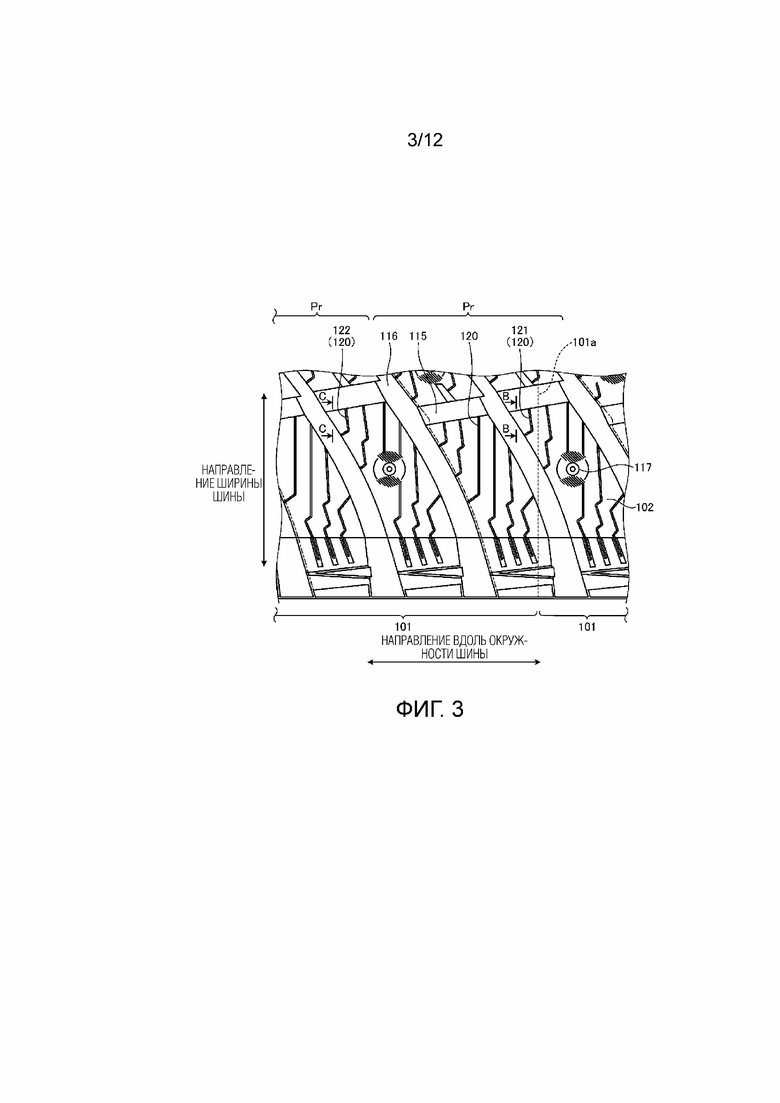
Фиг.3 - вид, выполненный по линии А-А с фиг.2, и представляет собой разъясняющее схематическое изображение состояния, в котором секторы соединены вместе;
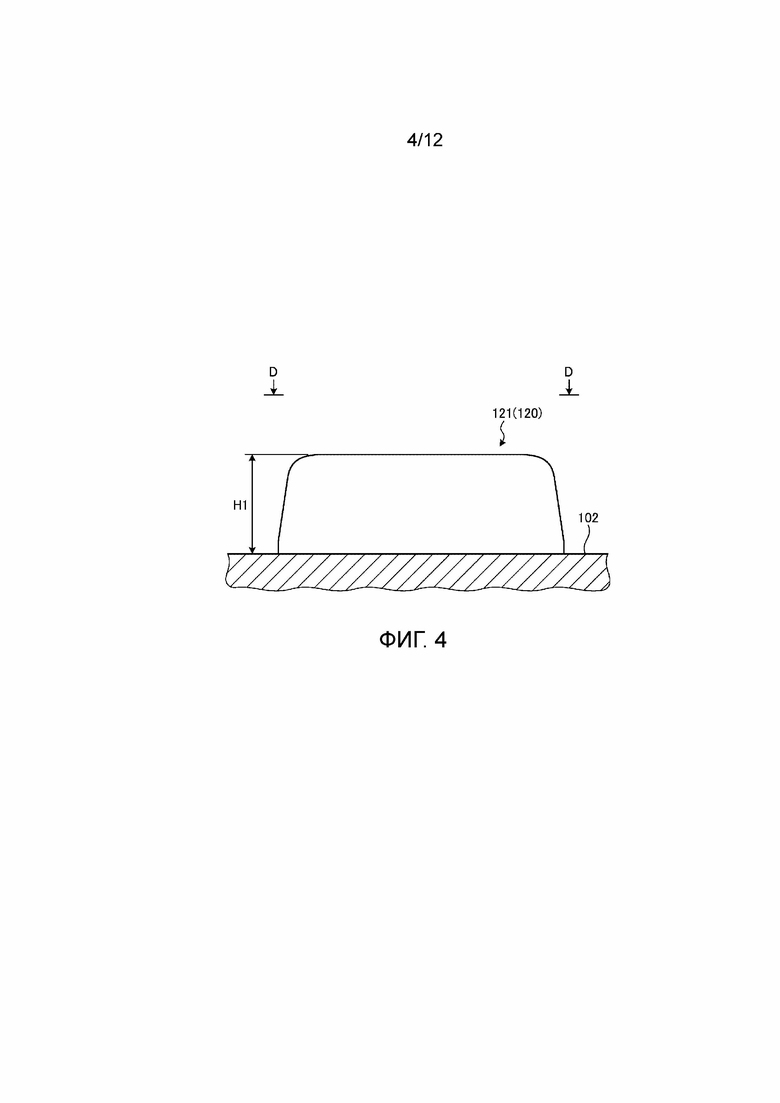
Фиг.4 - вид в разрезе, выполненном по линии В-В с фиг.3, и представляет собой разъясняющее схематическое изображение, показывающее высоту ближнего ножа, предназначенного для образования щелевидной канавки;
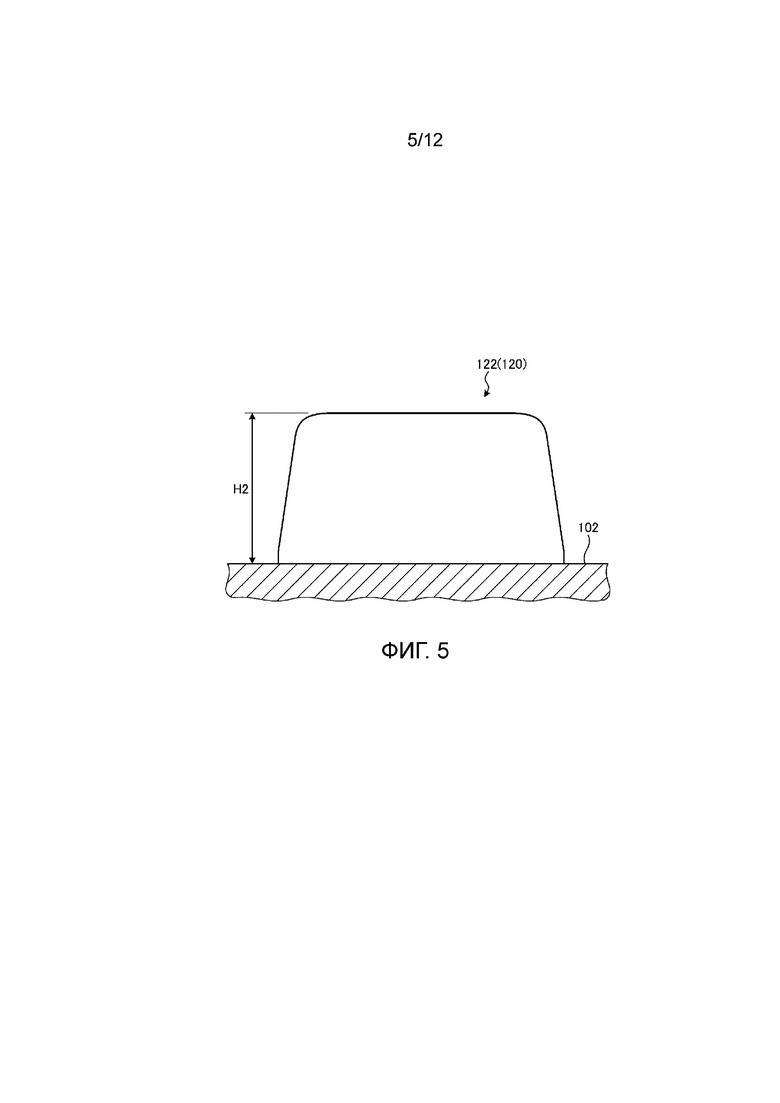
Фиг.5 - вид в разрезе, выполненном по линии С-С с фиг.3, и представляет собой разъясняющее схематическое изображение, показывающее высоту ножа с первоначальной формой;
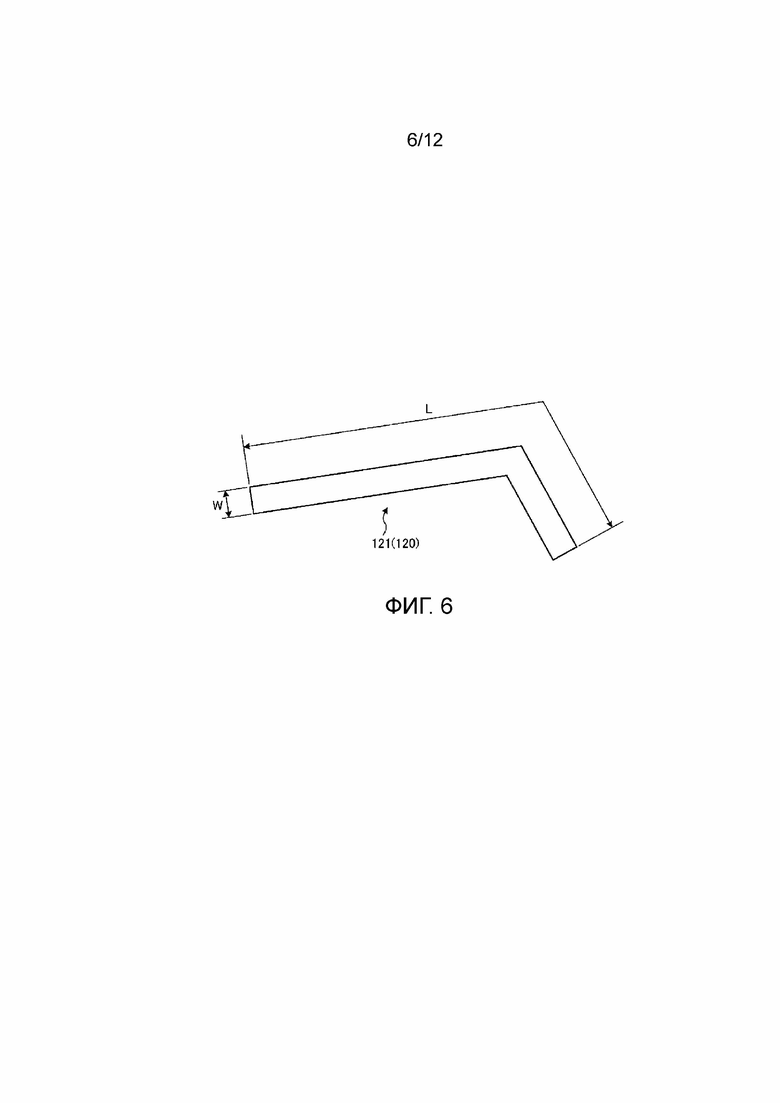
Фиг.6 - вид в разрезе, выполненном по линии D-D с фиг.4;
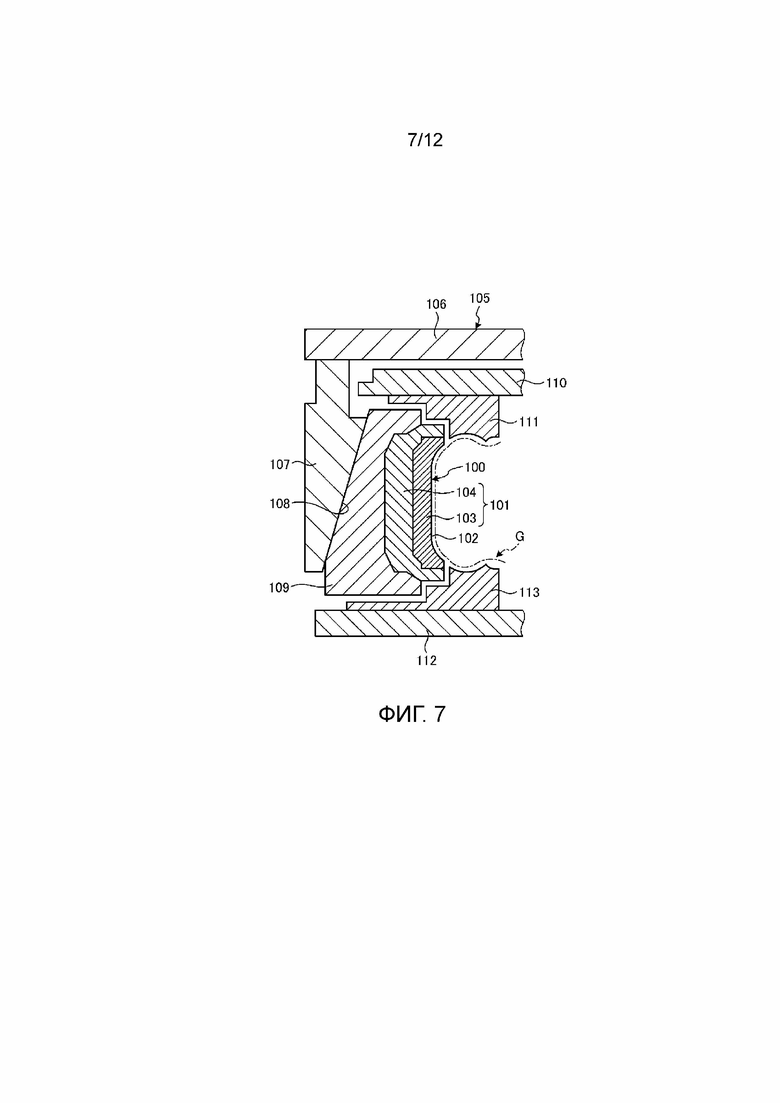
Фиг.7 - разъясняющее схематическое изображение, иллюстрирующее способ изготовления шин, в котором используется пресс-форма для шин, проиллюстрированная на фиг.2;
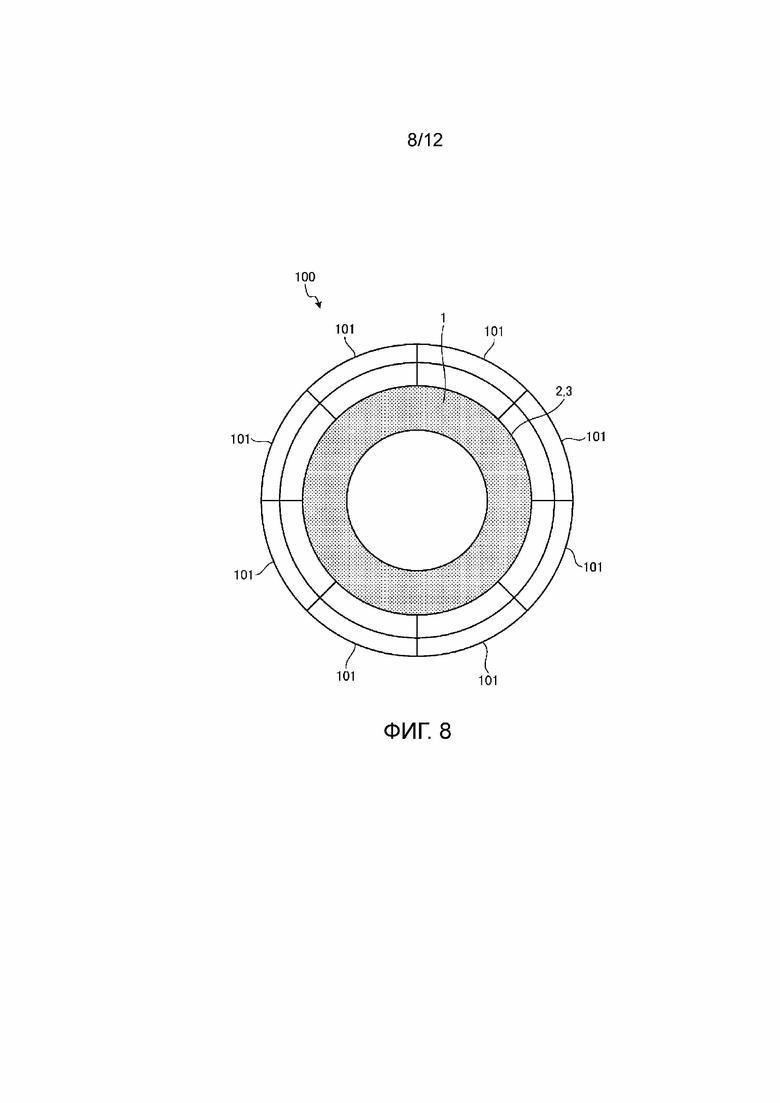
Фиг.8 - разъясняющее схематическое изображение, иллюстрирующее состояние перед отсоединением пресс-формы для шин от пневматической шины 1 после формования, совмещенного с вулканизацией;
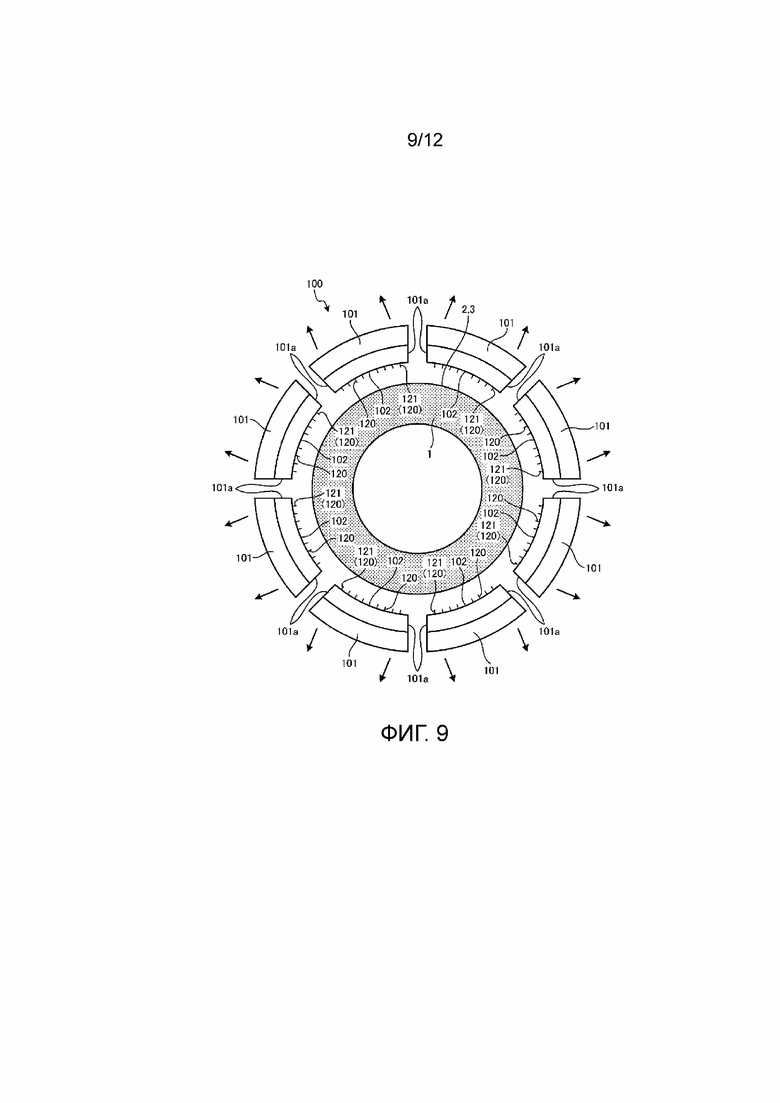
Фиг.9 - разъясняющее схематическое изображение, иллюстрирующее состояние, в котором пресс-форма для шин отсоединена от пневматической шины после формования, совмещенного с вулканизацией;
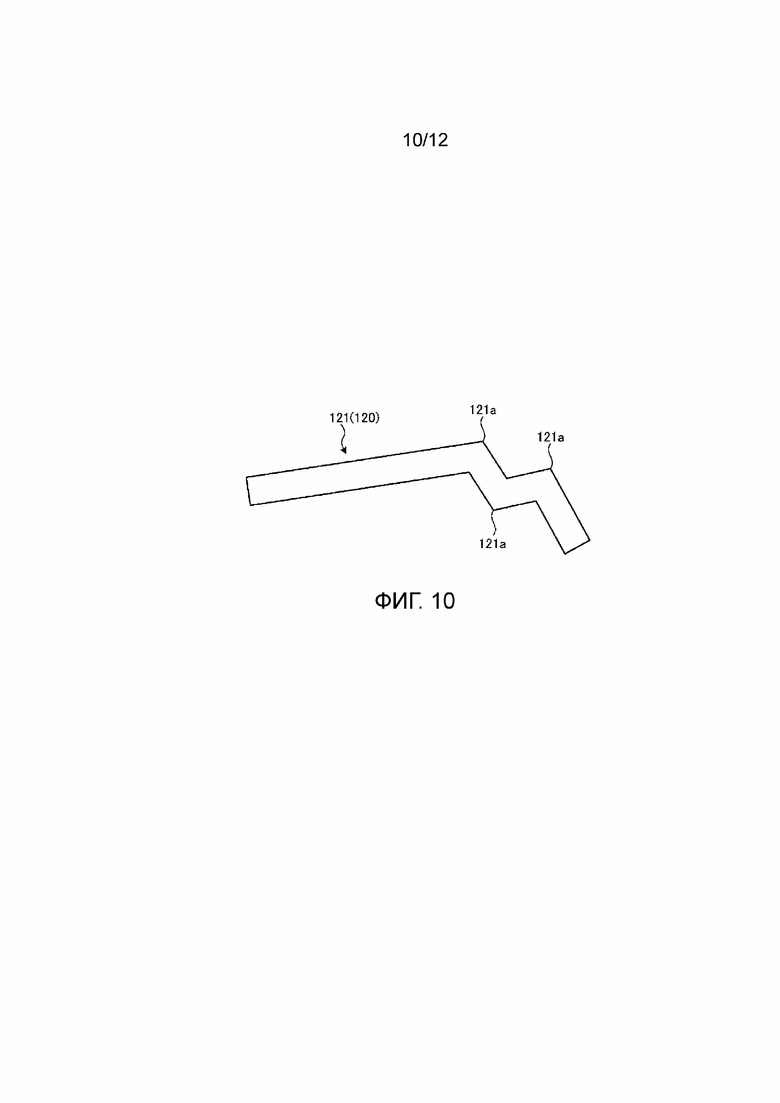
Фиг.10 - схематический вид в плане ближнего ножа, предназначенного для образования щелевидной канавки, в модифицированном примере пресс-формы для шин согласно варианту осуществления;
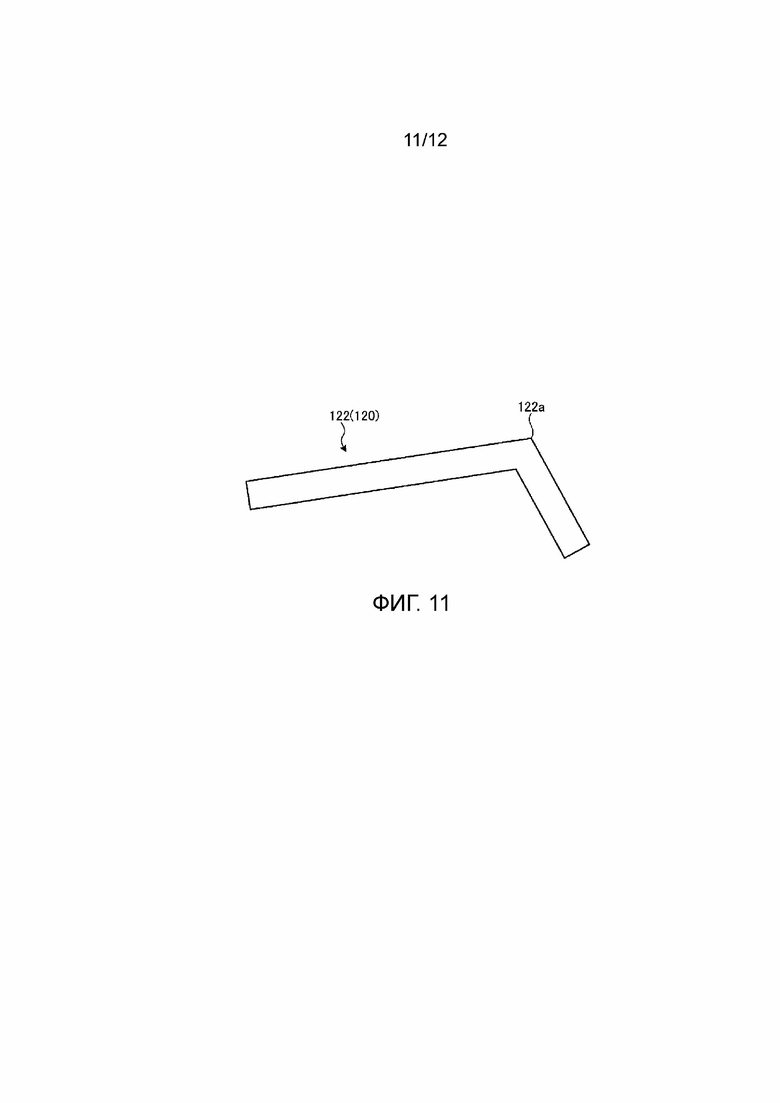
Фиг.11 - схематический вид в плане ножа с первоначальной формой в модифицированном примере пресс-формы для шин согласно варианту осуществления; и
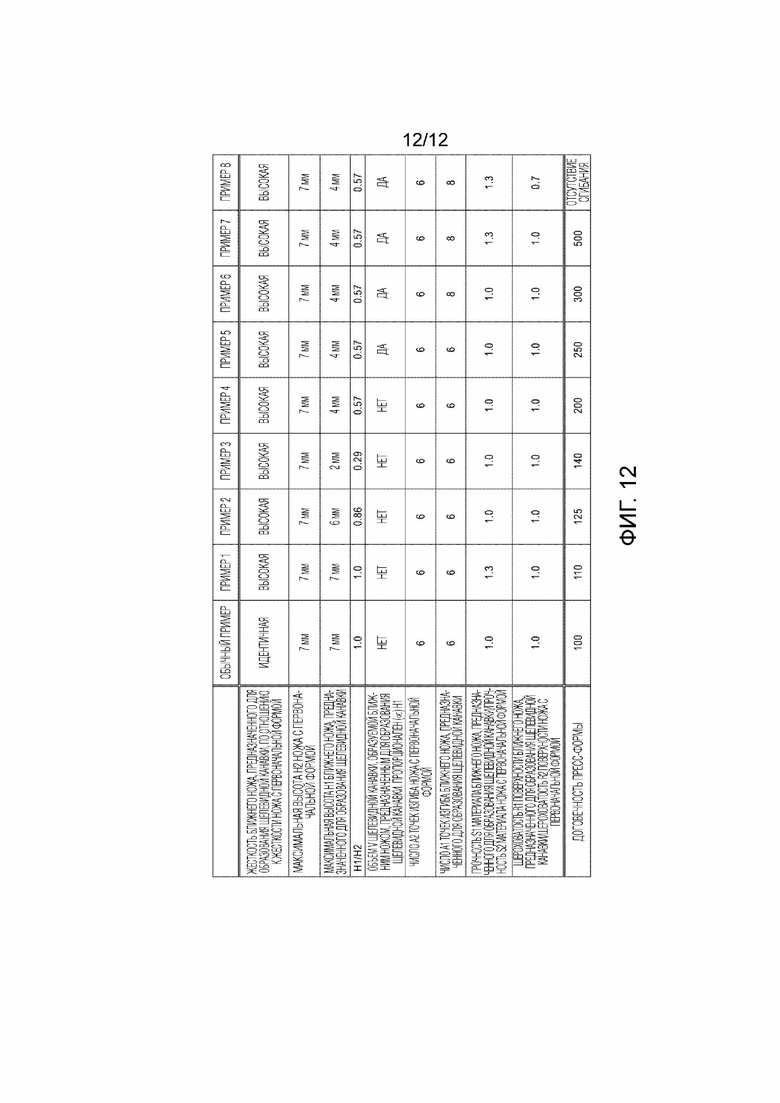
Фиг.12 - таблица, показывающая результаты испытаний для оценки эксплуатационных характеристик пресс-формы для шин.
Описание вариантов осуществления изобретения
Пресс-форма для шин и пневматическая шина согласно вариантам осуществления настоящего изобретения будут подробно описаны ниже со ссылкой на чертежи. Однако настоящее изобретение не ограничено данным вариантом осуществления. Составляющие элементы нижеприведенных вариантов осуществления включают элементы, которые по существу идентичны или которые могут быть заменены или легко созданы специалистом в данной области техники.
Варианты осуществления
В нижеприведенном описании радиальное направление шины относится к направлению, ортогональному к (непроиллюстрированной) оси вращения пневматической шины 1, сторона, внутренняя в радиальном направлении шины, относится к стороне, обращенной в радиальном направлении шины к оси вращения, и сторона, наружная в радиальном направлении шины, относится к стороне, обращенной в радиальном направлении шины от оси вращения. Кроме того, направление вдоль окружности шины относится к направлению вдоль окружности с осью вращения в качестве центральной оси. Кроме того, направление ширины шины относится к направлению, параллельному оси вращения, сторона, внутренняя в направлении ширины шины, относится к стороне, обращенной в направлении ширины шины к экваториальной плоскости CL шины (экваториальной линии CL шины), и сторона, наружная в направлении ширины шины, относится к стороне, обращенной в направлении ширины шины от экваториальной плоскости CL шины. Экваториальная плоскость CL шины представляет собой плоскость, которая ортогональна к оси вращения пневматической шины 1 и проходит через центр пневматической шины 1, определяемый в направлении ширины шины, и в экваториальной плоскости CL шины линия, центральная в направлении ширины шины и соответствующая месту пневматической шины 1, центральному в направлении ширины шины, совпадает с местом, центральным в направлении ширины шины. Ширина шины представляет собой ширину, определяемую в направлении ширины шины между частями, расположенными со сторон, самых наружных в направлении ширины шины, или, другими словами, расстояние между частями, которые являются наиболее удаленными в направлении ширины шины от экваториальной плоскости CL шины. Термин «экваториальная линия шины» относится к линии, которая проходит в направлении вдоль окружности пневматической шины 1 и расположена в экваториальной плоскости CL шины.
Пневматическая шина
Фиг.1 представляет собой вид в плане той поверхности 3 протекторной части 2 пневматической шины 1 согласно варианту осуществления, которая предназначена для контакта с дорогой. Пневматическая шина 1, проиллюстрированная на фиг.1, включает в себя протекторную часть 2, расположенную в той части пневматической шины 1, которая является самой наружной в радиальном направлении шины. Поверхность протекторной части 2, другими словами, часть, которая входит в контакт с поверхностью дороги при движении транспортного средства (непроиллюстрированного), снабженного пневматической шиной 1, образована в виде поверхности 3 контакта с дорогой. Множество канавок 10 образованы на поверхности 3 контакта с дорогой, и множество канавок 10 ограничивают множество контактных участков 15. Канавки 10 включают, например, множество окружных канавок 11, проходящих в направлении вдоль окружности шины, и множество поперечных боковых канавок 12, проходящих в направлении ширины шины. В представленном варианте осуществления поперечные боковые канавки 12 имеют наклон относительно направления вдоль окружности шины, когда они проходят в направлении ширины шины, и окружные канавки 11 образованы между поперечными боковыми канавками 12, соседними в направлении вдоль окружности шины. Контактные участки 15 образованы с формой блоков посредством окружных канавок 11 и поперечных боковых канавок 12.
Кроме того, множество щелевидных канавок 20 образованы на поверхности 3 контакта с дорогой. Щелевидные канавки 20, описанные в данном документе, образованы с формой узких канавок на поверхности 3 контакта с дорогой. Когда пневматическая шина 1 установлена на стандартном ободе, накачана до стандартного внутреннего давления и находится в ненагруженном состоянии, в щелевидных канавках 20 поверхности стенок, образующие узкую канавку, не контактируют друг с другом, в то время как в случае, когда узкая канавка расположена на участке поверхности контакта с грунтом, подвергаемом приданию определенной формы при контакте с плоской плитой в качестве реакции на приложение нагрузки, действующей в вертикальном направлении, к плоской плите, или в случае, когда контактный участок 15, выполненный с узкой канавкой, изгибается, поверхности стенок, образующие узкую канавку, или по меньшей мере участки частей, образованных на поверхностях стенок, контактируют друг с другом вследствие деформирования контактных участков 15. В данном случае «стандартный/обычный обод» относится к стандартному ободу, определенному Ассоциацией производителей автомобильных шин Японии (JATMA), «расчетному ободу», определенному Ассоциацией по шинам и ободьям (TRA (США)), или «мерному колесу», определенному Европейской технической организацией по шинам и ободьям (ETRTO). Кроме того, стандартное внутреннее давление относится к «максимальному давлению воздуха», определяемому JATMA, к максимальной величине в «ПРЕДЕЛЬНЫХ НАГРУЗКАХ ШИНЫ ПРИ РАЗЛИЧНЫХ ДАВЛЕНИЯХ НАКАЧИВАНИЯ В ХОЛОДНОЕ ВРЕМЯ», определяемых TRA, или к «ДАВЛЕНИЯМ НАКАЧИВАНИЯ», определяемым ETRTO.
Щелевидные канавки 20 образованы так, что они проходят в направлении ширины шины с заданной глубиной, и выполнены на каждом из контактных участков 15, границы которых определяются канавками 10. Некоторые из щелевидных канавок 20 изгибаются в направлении вдоль окружности шины, когда они проходят в направлении ширины шины, и щелевидные канавки 20 имеют разную форму. Кроме того, щелевидные канавки 20 расположены с повторениями в направлении вдоль окружности шины с повторяющимися рисунками Pr расположения, которые соответствуют заданным схемам расположения. В данном случае повторяющиеся рисунки Pr расположения образованы каждый посредством «объединения» в них множества щелевидных канавок 20 и имеют одинаковую форму щелевидных канавок 20, образующих повторяющийся рисунок Pr расположения, одинаковое число щелевидных канавок 20 и одинаковое взаимное расположение щелевидных канавок 20 друг относительно друга. В представленном варианте осуществления множество щелевидных канавок 20, расположенных в зоне, в которой длина повторяющегося рисунка Pr расположения, определяемая в направлении вдоль окружности шины, идентична длине интервала между двумя поперечными боковыми канавками 12, образованы в виде одного повторяющегося рисунка Pr расположения.
Кроме того, отверстия 30 под шипы образованы на той поверхности 3 протекторной части 2, которая контактирует с дорогой, и используются в качестве отверстий, в которых размещаются шипы (непроиллюстрированные). Множество отверстий 30 под шипы образованы на поверхности 3 контакта с дорогой независимо от рисунка протектора, такого как повторяющийся рисунок Pr расположения щелевидных канавок 20.
Пресс-форма для шин
Далее будет описана пресс-форма 100 для шин согласно варианту осуществления. Следует отметить, что в нижеприведенном описании радиальное направление шины, представляющей собой пневматическую шину 1, будет описано как радиальное направление шины в пресс-форме 100 для шин, и направление ширины шины, представляющей собой пневматическую шину 1, будет описано как направление ширины шины в пресс-форме 100 для шин, и направление вдоль окружности шины, представляющей собой пневматическую шину 1, будет описано как направление вдоль окружности шины в пресс-форме 100 для шин.
Фиг.2 представляет собой разъясняющее схематическое изображение пресс-форме 100 для шин, предназначенной для изготовления пневматической шины 1 согласно варианту осуществления. Как проиллюстрировано на фиг.2, пресс-форма 100 для шин выполнена в виде так называемой секторной пресс-формы, которая соответствует разделенной пресс-форме 100 для шин, и имеет кольцевую конструкцию, в которой множество секторов 101, отделенных друг от друга в направлении вдоль окружности шины, соединены друг с другом. Следует отметить, что на фиг.2 пресс-форма 100 для шин проиллюстрирована в виде восьмисекционной конструкции, включающей в себя восемь секторов 101, но число секций пресс-формы 100 для шин не ограничено восемью.
Один сектор 101 включает в себя множество элементов 103 для образования протекторной части 2 пневматической шины 1, соответствующих изделию, и опорный блок 104, в котором элементы 103 установлены рядом друг с другом. Один элемент 103 соответствует части рисунка протектора, разделенного с постоянным шагом или любым шагом, и имеет поверхность 102 для формообразования протектора, предназначенную для образования части рисунка протектора. Один сектор 101 включает в себя множество элементов 103, расположенных соответственно в направлении вдоль окружности шины и в направлении ширины шины (не проиллюстрировано), и множество элементов 103 собраны вместе для образования поверхности 102 одного сектора 101, предназначенной для формообразования протектора. Другими словами, элемент 103 одного сектора 101 разделен на множество элементов 103.
В опорном блоке 104 множество элементов 103 установлены и удерживаются с заданным расположением. Таким образом формируется один сектор 101.
Пресс-форму 100 для шин образуют посредством использования множества секторов 101, выполненных с вышеописанной конфигурацией, и соединения множества секторов 101 с образованием кольцевой формы. В пресс-форме 100 для шин множество секторов 101 соединены вместе с кольцевой формой для соединения тех поверхностей 102 секторов 101, которые предназначены для формообразования протектора, в результате чего формируется поверхность 102 для формообразования протектора, образующая весь рисунок протектора.
Фиг.3 представляет собой вид, выполненный по линии А-А на фиг.2, и представляет собой разъясняющее схематическое изображение состояния, в котором секторы 101 соединены вместе. На поверхности 102, предназначенной для формообразования протектора, в каждом секторе 101 расположено множество выступов 115, предназначенных для образования окружных канавок и образующих окружные канавки 11 в протекторной части 2 пневматической шины 1, расположено множество выступов 116, предназначенных для образования поперечных боковых канавок и образующих поперечные боковые канавки 12, расположено множество штырей 117, предназначенных для образования отверстий под шипы и образующих отверстия 30 под шипы, и расположено множество ножей 120, предназначенных для образования щелевидных канавок и образующих щелевидные канавки 20. В этой связи выступы 115, предназначенные для образования окружных канавок, и выступы 116, предназначенные для образования поперечных боковых канавок, образованы с формой, подобной ребрам, и выступают от поверхности 102 для формообразования протектора, и ножи 120, предназначенные для образования щелевидных канавок, образованы в виде пластинчатых элементов, образованных из металлического материала. Например, нержавеющая сталь используется в качестве металлического материала, который образует ножи 120 для образования щелевидных канавок.
Кроме того, ножи 120 для образования щелевидных канавок расположены на поверхности 102, предназначенной для формообразования протектора, так, что число ножей 120 для образования щелевидных канавок идентично числу щелевидных канавок 20, образуемых в протекторной части 2. Ножи 120 для образования щелевидных канавок расположены в местах на поверхности 102 для формообразования протектора, соответствующих местам в протекторной части 2, в которых расположены щелевидные канавки 20. Таким образом, подобно щелевидным канавкам 20, образованным в протекторной части 2 пневматической шины 1, ножи 120 для образования щелевидных канавок расположены с повторениями в направлении вдоль окружности шины с повторяющимся рисунком Pr расположения, который соответствует заданной схеме расположения.
Ближний нож 121 для образования щелевидной канавки, соответствующий ножу 120 для образования щелевидной канавки, расположенному ближе всего к месту 101а разделения между секторами 101, и входящий в множество ножей 120, предназначенных для образования щелевидных канавок и расположенных в одном секторе 101, является более жестким, чем нож 122 с первоначальной формой. В этом случае место 101а разделения между секторами 101 представляет собой часть сектора 101, концевую в направлении вдоль окружности шины, и соответствует месту, в котором секторы 101, соседние друг с другом в направлении вдоль окружности шины, соединяются друг с другом. Кроме того, ближний нож 121 для образования щелевидной канавки, как правило, расположен на расстоянии в пределах 10 мм от места 101а разделения.
Кроме того, в данном случае нож 122 с первоначальной формой представляет собой нож 120 для образования щелевидной канавки, расположенный - в повторяющемся рисунке Pr расположения, отличающемся от повторяющегося рисунка Pr расположения, который включает ближний нож 121 для образования щелевидной канавки, - в месте, идентичном месту расположения ближнего ножа 121, предназначенного для образования щелевидной канавки, в повторяющемся рисунке Pr расположения, включающем ближний нож 121 для образования щелевидной канавки. Другими словами, нож 122 с первоначальной формой представляет собой нож 120 для образования щелевидной канавки, расположенный - в повторяющемся рисунке Pr расположения, отличающемся от повторяющегося рисунка Pr расположения, который включает ближний нож 121, предназначенный для образования щелевидной канавки, - в месте, соответствующем месту расположения данного ближнего ножа 121, предназначенного для образования щелевидной канавки, в пределах повторяющегося рисунка Pr расположения, который включает данный ближний нож 121 для образования щелевидной канавки.
Следует отметить, что в случае, когда нож 120, предназначенный для образования щелевидной канавки и расположенный - в повторяющемся рисунке Pr расположения, отличающемся от рисунка Pr расположения, который включает ближний нож 121, предназначенный для образования щелевидной канавки, - в месте, идентичном месту расположения ближнего ножа 121, предназначенного для образования щелевидной канавки, в повторяющемся рисунке Pr расположения, включающем данный ближний нож 121 для образования щелевидной канавки, соответствует другому ближнему ножу 121 для образования щелевидной канавки, отличному от данного ближнего ножа 121 для образования щелевидной канавки, в качестве ножа 122 с первоначальной формой предпочтительно используется нож 120 для образования щелевидной канавки, расположенный в дополнительном другом повторяющемся рисунке Pr расположения в месте, идентичном месту расположения данного ближнего ножа 121, предназначенного для образования щелевидной канавки, в повторяющемся рисунке Pr расположения, включающем данный ближний нож 121 для образования щелевидной канавки.
Фиг.4 представляет собой вид в разрезе, выполненном по линии В-В на фиг.3, и представляет собой разъясняющее схематическое изображение, показывающее высоту ближнего ножа 121, предназначенного для образования щелевидной канавки. Фиг.5 представляет собой вид в разрезе, выполненном по линии С-С на фиг.3, и представляет собой разъясняющее схематическое изображение, показывающее высоту ножа 122 с первоначальной формой. Максимальная высота Н1 ближнего ножа 121 для образования щелевидной канавки, определяемая в радиальном направлении шины от поверхности 102 для формообразования протектора, меньше, чем максимальная высота Н2 ножа 122 с первоначальной формой, определяемая в радиальном направлении шины от поверхности 102 для формообразования протектора. В частности, ближний нож 121 для образования щелевидной канавки и нож 122 с первоначальной формой выполнены с такой конфигурацией, что отношение максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоте ножа 122 с первоначальной формой находится в диапазоне 0,3≤(H1/H2)≤0,8. Максимальная высота Н1 ближнего ножа 121 для образования щелевидной канавки меньше максимальной высоты Н2 ножа 122 с первоначальной формой, как описано выше, и поэтому ближний нож 121 для образования щелевидной канавки является более жестким, чем нож 122 с первоначальной формой.
Следует отметить, что в представленном варианте осуществления высота ножа 120 для образования щелевидной канавки, определяемая в радиальном направлении шины от поверхности 102 для формообразования протектора, находится в диапазоне от значения, составляющего 1 мм или более, до значения, составляющего 15 мм или менее. Таким образом, как максимальная высота Н1 ближнего ножа 121 для образования щелевидной канавки, так и максимальная высота Н2 ножа 122 с первоначальной формой находятся находится в диапазоне от значения, составляющего 1 мм или более, до значения, составляющего 15 мм или менее.
Фиг.6 представляет собой схематическое изображение, выполненное по линии D-D на фиг.4. Ближний нож 121 для образования щелевидной канавки имеет такое соотношение между объемом V щелевидной канавки, который соответствует объему ближнего ножа 121, предназначенного для образования щелевидной канавки, и максимальной высотой Н1, что V ∝ Н1. То есть ближний нож 121 для образования щелевидной канавки имеет пропорциональное соотношение между объемом S щелевидной канавки и максимальной высотой Н1. В данном случае объем V щелевидной канавки представляет собой произведение длины L, ширины W и максимальной высоты Н1 ближнего ножа 121 для образования щелевидной канавки. Длина L ближнего ножа 121, предназначенного для образования щелевидной канавки, представляет собой размер, определяемый вдоль направления протяженности ближнего ножа 121 для образования щелевидной канавки, или длину вдоль профиля ближнего ножа 121 для образования щелевидной канавки в случае, если на ближний нож 121 для образования щелевидной канавки смотреть в направлении высоты.
Следует отметить, что в представленном варианте осуществления толщина ножа 120 для образования щелевидной канавки находится в диапазоне от значения, составляющего 0,2 мм или более, до значения, составляющего 1,0 мм или менее. Таким образом, ближний нож 121 для образования щелевидной канавки имеет ширину W, также находящуюся в диапазоне от значения, составляющего 0,2 мм или более, до значения, составляющего 1,0 мм или менее.
Способ изготовления шин
Далее будет описан способ изготовления пневматической шины 1 посредством использования пресс-формы 100 для шин согласно варианту осуществления. Фиг.7 представляет собой разъясняющее схематическое изображение, иллюстрирующее способ изготовления шин, в котором используется пресс-форма 100 для шин, проиллюстрированная на фиг.2. Фиг.7 иллюстрирует осевое сечение формовочного опорного устройства 105, включающего в себя пресс-форму 100 для шин, проиллюстрированную на фиг.2. Пневматическую шину 1 согласно представленному варианту осуществления изготавливают в соответствии с этапами изготовления, описанными ниже.
Сначала различные элементы (непроиллюстрированные), состоящие из резиновой смеси, которые образуют пневматическую шину 1, и такие элементы, как слои каркаса (непроиллюстрированные) и слои брекера (непроиллюстрированные), подают в формовочную машину для образования невулканизированной шины G. Затем невулканизированную шину G устанавливают в формовочном опорном устройстве 105 (см. фиг.7).
На фиг.7 формовочное опорное устройство 105 включает в себя опорную плиту 106, наружное кольцо 107, сегмент 109, верхнюю плиту 110 и базовую плиту 112, формообразующий элемент 111, расположенный с верхней стороны, и формообразующий элемент 113, расположенный с нижней стороны, и пресс-форму 100 для шин. Опорная плита 106 имеет форму диска и расположена в горизонтальной плоскости. Наружное кольцо 107 представляет собой кольцеобразный конструктивный элемент, имеющий коническую поверхность 108 на стороне, внутренней в радиальном направлении, и прикреплено к и свисает от нижней части наружного периферийного края опорной плиты 106. Сегмент 109 представляет собой разборную кольцевую конструкцию, соответствующую секторам 101 пресс-формы 100 для шин, и вставлен в наружное кольцо 107, и расположен с возможностью смещения в аксиальном направлении относительно конической поверхности 108 наружного кольца 107. Верхняя плита 110 установлена с возможностью перемещения в аксиальном направлении внутри наружного кольца 107 и между сегментом 109 и опорной плитой 106. Базовая плита 112 расположена под опорной плитой 106 и в месте, противоположном в аксиальном направлении по отношению к опорной плите 106.
Формообразующий элемент 111, расположенный с верхней стороны, и формообразующий элемент 113, расположенный с нижней стороны, имеют формообразующие поверхности с профилями боковин, соответствующими обеим поверхностям пневматической шины 1, боковым в направлении ширины шины. Кроме того, формообразующий элемент 111, расположенный с верхней стороны, и формообразующий элемент 113, расположенный с нижней стороны, расположены так, что формообразующий элемент 111, расположенный с верхней стороны, прикреплен к стороне нижней поверхности верхней плиты 110, формообразующий элемент 113, расположенный с нижней стороны, прикреплен к стороне верхней поверхности базовой плиты 112, и формообразующая поверхность формообразующего элемента 111, расположенного с верхней стороны, обращена к формообразующей поверхности формообразующего элемента 113, расположенного с нижней стороны. Как описано выше, пресс-форма 100 для шин имеет разборную кольцевую конструкцию (см. фиг.2) с поверхностью 102 для формообразования протектора, обеспечивающей возможность формирования профиля протектора. Кроме того, секторы 101 пресс-формы 100 для шин прикреплены к внутренним периферийным поверхностям соответствующих сегментов 109, и пресс-форма 100 для шин расположена так, что поверхность 102 для формообразования протектора обращена в ту сторону, где расположены формообразующие поверхности формообразующего элемента 111, расположенного с верхней стороны, и формообразующего элемента 113, расположенного с нижней стороны.
Далее, невулканизированную шину G устанавливают между формообразующей поверхностью пресс-формы 100 для шин и формообразующими поверхностями формообразующего элемента 111, расположенного с верхней стороны, и формообразующего элемента 113, расположенного с нижней стороны. При этом опорная плита 106 перемещается вниз в аксиальном направлении для перемещения наружного кольца 107 вниз в аксиальном направлении вместе с опорной плитой 106, и коническая поверхность 108 наружного кольца 107 обеспечивает смещение сегментов 109 в радиальном направлении внутрь. При этом диаметр пресс-формы 100 для шин уменьшается для соединения формообразующих поверхностей секторов 101 пресс-формы 100 для шин в направлении по кольцу, и вся формообразующая поверхность пресс-формы 100 для шин соединяется с формообразующей поверхностью формообразующего элемента 113, расположенного с нижней стороны. Кроме того, верхняя плита 110 перемещается вниз в аксиальном направлении для опускания формообразующего элемента 111, расположенного с верхней стороны, в результате чего уменьшается расстояние между формообразующим элементом 111, расположенным с верхней стороны, и формообразующим элементом 113, расположенным с нижней стороны. После этого вся формообразующая поверхность пресс-формы 100 для шин соединяется с формообразующей поверхностью формообразующего элемента 111, расположенного с верхней стороны. Соответственно, невулканизированная шина G будет окружена и будет удерживаться посредством формообразующей поверхности пресс-формы 100 для шины, формообразующей поверхности формообразующего элемента 111, расположенного с верхней стороны, и формообразующей поверхности формообразующего элемента 113, расположенного с нижней стороны.
После этого невулканизированную шину G, соответствующую шине, не подвергнутой вулканизации, подвергают формованию, совмещенному с вулканизацией. В частности, пресс-форму 100 для шин нагревают, и невулканизированная шина G расширяется в радиальном направлении наружу посредством устройства (непроиллюстрированного) для повышения давления и поджимается к той поверхности 102 пресс-формы 100 для шин, которая предназначена для формообразования протектора. При этом невулканизированная шина G нагревается, и молекулы каучука и молекулы серы в протекторной части 2 соединяются вместе, что приводит к вулканизации. При этом профиль той поверхности 102 пресс-формы 100 для шин, которая предназначена для формообразования протектора, «передается» невулканизированной шине G, в результате чего образуется рисунок протектора в протекторной части 2.
Впоследствии шину после формования, совмещенного с вулканизацией, получают как изготовленную шину, соответствующую пневматической шине 1, предусмотренной в качестве изделия. При этом опорную плиту 106 и верхнюю плиту 110 перемещают вверх в аксиальном направлении для смещения пресс-формы 100 для шин, формообразующего элемента 111, расположенного с верхней стороны, и формообразующего элемента 113, расположенного с нижней стороны, друг от друга, в результате чего формовочное опорное устройство 105 открывают. При открывании формовочного опорного устройства 105 шина вызывает отсоединение пресс-формы 100 для шин от формовочного опорного устройства 105, в котором шина подвергнута формованию, совмещенному с вулканизацией.
Фиг.8 представляет собой разъясняющее схематическое изображение, иллюстрирующее состояние перед отсоединением пресс-формы для шин от пневматической шины 1 после формования, совмещенного с вулканизацией. Во время формования пневматической шины 1, совмещенного с вулканизацией, посредством использования пресс-формы 100 для шин формообразование протекторной части 2 происходит посредством пресс-формы 100 для шин. Таким образом, непосредственно после выполнения формования, совмещенного с вулканизацией, пресс-форма 100 для шин будет присоединена к протекторной части 2 пневматической шины 1 (см. фиг.8). В частности, множество секторов 101 пресс-формы 100 для шин соединены с образованием кольцевой формы, и пресс-форма 100 для шин присоединена к протекторной части 2 пневматической шины 1 непосредственно после выполнения формования, совмещенного с вулканизацией. После завершения формования пневматической шины 1, совмещенного с вулканизацией, и отсоединения пресс-формы 100 для шин от формовочного опорного устройства 105 посредством шины множество секторов 101, соединенных вместе с кольцеобразной формой и присоединенных к протекторной части 2 пневматической шины 1, отсоединяют от пневматической шины 1. Соответственно, пресс-форму 100 для шин отсоединяют от пневматической шины 1.
Фиг.9 представляет собой разъясняющее схематическое изображение, иллюстрирующее состояние, в котором пресс-форма 100 для шин отсоединена от пневматической шины 1 после формования, совмещенного с вулканизацией. В случае, когда множество секторов 101 отсоединяют от пневматической шины 1, секторы 101 перемещаются в сторону, наружную в радиальном направлении шины, и отделяются от протекторной части 2 пневматической шины 1. Соответственно, пресс-форма 100 для шин отсоединяется от пневматической шины 1. В этом случае во время формования пневматической шины 1, совмещенного с вулканизацией, множество ножей 120, предназначенных для образования щелевидных канавок и расположенных на тех поверхностях 102 секторов 101 пресс-формы 100 для шин, которые предназначены для формообразования протектора, образуют множество щелевидных канавок 20 на той поверхности 3 протекторной части 2, которая контактирует с дорогой. При отсоединении секторов 101 пресс-формы 100 для шин от пневматической шины 1 посредством перемещения секторов 101 в сторону, наружную в радиальном направлении шины, множество ножей 120, предназначенных для образования щелевидных канавок и расположенных в секторах 101, извлекаются из щелевидных канавок 20, образованных в протекторной части 2 пневматической шины 1.
При этом ножи 120, предназначенные для образования щелевидных канавок и расположенные на тех поверхностях 102 секторов 101, которые предназначены для формообразования протектора, выступают от поверхностей 102, предназначенных для формообразования протектора, по существу по направлению к стороне, внутренней в радиальном направлении шины. С другой стороны, в случае отсоединения секторов 101 от пневматической шины 1 секторы 101 перемещаются в сторону, наружную в радиальном направлении шины. Таким образом, для ножа 120 для образования щелевидной канавки, который входит в множество ножей 120, предназначенных для образования щелевидных канавок и расположенных в одном секторе 101, и который расположен в зоне сектора 101, центральной в направлении вдоль окружности шины, направление, в котором нож 120, предназначенный для образования щелевидной канавки, выступает от поверхности 102 для формообразования протектора, аналогично направлению, в котором перемещается сектор 101.
Напротив, для ножа 120 для образования щелевидной канавки, который входит в множество ножей 120, предназначенных для образования щелевидных канавок и расположенных в одном секторе 101, и который расположен в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101, направление, в котором нож 120, предназначенный для образования щелевидной канавки, выступает от поверхности 102 для формообразования протектора, имеет наклон относительно направления, в котором перемещается сектор 101. Другими словами, в случае, когда секторы 101 отсоединяют от пневматической шины 1, один сектор 101 перемещается как одно целое, и поэтому направление, в котором перемещается сектор 101, соответствует - даже в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101 - направлению, в котором место, находящееся в зоне сектора 101, центральной в направлении вдоль окружности шины, перемещается в сторону, наружную в радиальном направлении шины. Таким образом, направление перемещения места 101а разделения между секторами 101 во время отсоединения секторов 101 от пневматической шины 1 отличается от радиального направления шины, и поэтому направление, в котором нож 120, предназначенный для образования щелевидной канавки и расположенный в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101, перемещается во время отсоединения секторов 101 от пневматической шины 1, отличается от направления, в котором нож 120, предназначенный для образования щелевидной канавки, выступает от поверхности 102 для формообразования протектора.
В случае, когда направление перемещения ножей 120, предназначенных для образования щелевидных канавок, во время отсоединения секторов 101 от пневматической шины 1 отличается от направления, в котором ножи 120, предназначенные для образования щелевидных канавок, выступают от поверхности 102 для формообразования протектора, направление перемещения ножей 120, предназначенных для образования щелевидных канавок, отличается от направления глубины щелевидных канавок 20, образованных посредством ножей 120, предназначенных для образования щелевидных канавок. Поскольку в этом случае сила действует на ножи 120, предназначенные для образования щелевидных канавок, в направлении, отличающемся от направления глубины щелевидных канавок 20, во время перемещения секторов 101, большая сила реакции, создаваемая резиновым элементом, в котором образованы щелевидные канавки 20, действует на ножи 120, предназначенные для образования щелевидных канавок. В случае отсоединения секторов 101 от пневматической шины 1 сила реакции, создаваемая резиновым элементом, в котором образованы щелевидные канавки 20, действует на нож 120, предназначенный для образования щелевидной канавки и расположенный в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101, и существует вероятность того, что данная сила вызовет повреждение, такое как сгибание или поломка ножа 120 для образования щелевидной канавки.
Вероятность возникновения такого повреждения существует для ножа 120, предназначенного для образования щелевидной канавки и расположенного в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101, во время отсоединения секторов 101. Однако в пресс-форме 100 для шин согласно представленному варианту осуществления ближний нож 121, предназначенный для образования щелевидной канавки и расположенный в зоне места 101а разделения или рядом с местом 101а разделения между секторами 101, является более жестким, чем нож 122 с первоначальной формой. Таким образом, даже в случае, когда сила, действующая во время отсоединения секторов 101 от пневматической шины 1, действует в направлении, отличающемся от направления глубины щелевидной канавки 20, образованной посредством ближнего ножа 121, предназначенного для образования щелевидной канавки, что вызывает воздействие силы реакции, создаваемой резиновым элементом, в котором образована щелевидная канавка 20, на ближний нож 121, предназначенный для образования щелевидной канавки, может быть подавлено возникновение такого возможного повреждения в ближнем ноже 121, предназначенном для образования щелевидной канавки, которое вызывается данной силой реакции. В результате может быть повышена долговечность ножей 120 для образования щелевидных канавок.
Кроме того, поскольку максимальная высота Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, меньше максимальной высоты Н2 ножа 122 с первоначальной формой, ближний нож 121, предназначенный для образования щелевидной канавки, может быть надежным образом выполнен более жестким, чем нож 122 с первоначальной формой. Кроме того, поскольку максимальная высота Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, меньше максимальной высоты Н2 ножа 122 с первоначальной формой, во время отсоединения секторов 101 от пневматической шины 1 ближний нож 121, предназначенный для образования щелевидной канавки, может быть извлечен из щелевидной канавки 20 раньше. Это позволяет уменьшить время, в течение которого сила реакции, создаваемая резиновым элементом, в котором образованы щелевидные канавки 20, действует на ближний нож 121, предназначенный для образования щелевидной канавки. Следовательно, может надежным образом подавляться возникновение такого повреждения в ближнем ноже 121, предназначенном для образования щелевидной канавки, как сгибание ближнего ножа 121, предназначенного для образования щелевидной канавки, при этом указанное повреждение вызывается силой, действующей на ближний нож 121, предназначенный для образования щелевидной канавки, во время отсоединения секторов 101 от пневматической шины 1. В результате долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Кроме того, поскольку отношение максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа 122 с первоначальной формой находится в диапазоне 0,3≤(H1/H2)≤0,8, могут быть образованы щелевидные канавки 20, которые могут надежно обеспечить эксплуатационные характеристики при движении по льду и по снегу и по мокрой дороге, и может быть надежным образом повышена долговечность ножей 120, предназначенных для образования щелевидных канавок. В частности, в случае, когда отношение максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа 122 с первоначальной формой составляет (Н1/Н2) < 0,3, максимальная высота Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, является чрезмерно малой, и это может привести к чрезмерно малой глубине щелевидной канавки 20, образованной посредством ближнего ножа 121, предназначенного для образования щелевидной канавки. Щелевидные канавки 20 способствуют обеспечению эксплуатационных характеристик при движении по льду и по снегу и по мокрой дороге, но чрезмерно малая глубина щелевидной канавки 20 может затруднить обеспечение эксплуатационных характеристик при движении по льду и по снегу и по мокрой дороге. Кроме того, чрезмерно малая глубина щелевидной канавки 20, образованной посредством ближнего ножа 121, предназначенного для образования щелевидной канавки, вызывает более ранний износ данной щелевидной канавки 20 по сравнению с остальными щелевидными канавками 20, и это может привести к ухудшению внешнего вида. Кроме того, в случае, когда отношение максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа 122 с первоначальной формой составляет (Н1/Н2) > 0,8, максимальная высота ближнего ножа 121, предназначенного для образования щелевидной канавки, является чрезмерно большой, и это может затруднить выполнение ближнего ножа 121, предназначенного для образования щелевидной канавки, более жестким, чем нож 122 с первоначальной формой. Кроме того, чрезмерно большая максимальная высота Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, может затруднить своевременное извлечение ближнего ножа 121, предназначенного для образования щелевидной канавки, из щелевидной канавки 20 во время отсоединения секторов 101 от пневматической шины 1, и это, в свою очередь, может затруднить сокращение времени, в течение которого сила реакции, создаваемая резиновым элементом, в котором образована щелевидная канавка 20, будет действовать на ближний нож 121, предназначенный для образования щелевидной канавки.
Напротив, в случае, когда отношение максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа 122 с первоначальной формой находится в диапазоне 0,3≤(H1/H2)≤0,8, может быть гарантирована глубина щелевидной канавки 20, образованной посредством ближнего ножа 121, предназначенного для образования щелевидной канавки. Таким образом, могут быть надежно обеспечены эксплуатационные характеристики при движении по льду и по снегу и по мокрой дороге, и может подавляться ухудшение внешнего вида во время износа протекторной части 2. Кроме того, ближний нож 121, предназначенный для образования щелевидной канавки, может быть надежным образом выполнен более жестким, чем нож 122 с первоначальной формой, и может быть сокращено время, в течение которого сила реакции, создаваемая резиновым элементом, в котором образована щелевидная канавка 20, будет действовать на ближний нож 121, предназначенный для образования щелевидной канавки, во время отсоединения секторов 101 от пневматической шины 1, что позволяет надежным образом подавить возникновение повреждения ближнего ножа 121, предназначенного для образования щелевидной канавки. В результате могут быть образованы щелевидные канавки 20, которые могут надежно обеспечить эксплуатационные характеристики при движении по льду и по снегу и по мокрой дороге, и долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Кроме того, поскольку соотношение между объемом V щелевидной канавки и максимальной высотой Н1 таково, что V ∝ Н1 для ближнего ножа 121, предназначенного для образования щелевидной канавки, ближний нож 121, предназначенный для образования щелевидной канавки, может быть надежным образом выполнен более жестким. Другими словами, поскольку ближний нож 121, предназначенный для образования щелевидной канавки, характеризуется пропорциональностью между объемом V щелевидной канавки и максимальной высотой Н1, максимальная высота Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, уменьшается согласованно с длиной L и шириной W. Таким образом, ближний нож 121, предназначенный для образования щелевидной канавки, может быть надежным образом выполнен более жестким, чем нож 122 с первоначальной формой, и может надежно подавляться сгибание ближнего ножа 121, предназначенного для образования щелевидной канавки. В результате долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Модифицированные примеры
Следует отметить, что в варианте осуществления, описанном выше, ближний нож 121, предназначенный для образования щелевидной канавки, и нож 122 с первоначальной формой образованы с идентичными формами за исключением максимальной высоты, но они могут отличаться друг от друга по форме, а не только по максимальной высоте. Фиг.10 представляет собой модифицированный пример пресс-формы 100 для шин согласно варианту осуществления и представляет собой схематический вид в плане ближнего ножа 121, предназначенного для образования щелевидной канавки. Фиг.10 представляет собой модифицированный пример пресс-формы 100 для шин согласно варианту осуществления и представляет собой схематический вид в плане ножа 122 с первоначальной формой. Ближний нож 121, предназначенный для образования щелевидной канавки, и нож 122 с первоначальной формой могут быть образованы с такой конфигурацией, что число А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, будет отличаться от числа А2 точек 122а изгиба ножа 122 с первоначальной формой. В этом случае соотношение между числом А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, и числом А2 точек 122а изгиба ножа 122 с первоначальной формой предпочтительно таково, что А2 < А1.
Число А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, предпочтительно превышает число А2 точек 122а изгиба ножа 122 с первоначальной формой, при этом, например, как проиллюстрировано на фиг.10 и 11, число А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, составляет три, и число А2 точек 122а изгиба ножа 122 с первоначальной формой составляет единицу, и т.п. При обеспечении большего числа А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, чем число А2 точек 122а изгиба ножа 122 с первоначальной формой, ближний нож 121, предназначенный для образования щелевидной канавки, может быть надежным образом выполнен более жестким, чем нож 122 с первоначальной формой. Соответственно, может надежно подавляться возникновение такого повреждения в ближнем ноже 121, предназначенном для образования щелевидной канавки, как сгибание ближнего ножа 121, предназначенного для образования щелевидной канавки. В результате долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Следует отметить, что каждое из числа А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, и числа А2 точек 122а изгиба ножа 122 с первоначальной формой предпочтительно находится в диапазоне от значения, составляющего 1 или более, до значения, составляющего 10 или менее.
Кроме того, в варианте осуществления описанном выше, множество ножей 120, предназначенных для образования щелевидных канавок и имеющихся в пресс-форме 100 для шин, изготовлены все из идентичного материала, но при необходимости материалы ножей 120, предназначенных для образования щелевидных канавок, могут различаться. Ближний нож 121, предназначенный для образования щелевидной канавки, и нож 122 с первоначальной формой могут отличаться друг от друга по материалу, так что, например, соотношение между прочностью S1 материала ближнего ножа 121, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа 122 с первоначальной формой будет таким, что S2 < S1. В этом случае прочность S1 материала ближнего ножа 121, предназначенного для образования щелевидной канавки, и прочность S2 материала ножа 122 с первоначальной формой охватывают, например, прочность при растяжении и твердость материала, образующего ближний нож 121, предназначенный для образования щелевидной канавки, и нож 122 с первоначальной формой. Таким образом, в случае, когда в качестве прочности материала, сравниваемой между ближним ножом 121, предназначенным для образования щелевидной канавки, и ножом 122 с исходной формой, используется, например, прочность при растяжении, прочность при растяжении материала, образующего ближний нож 121, предназначенный для образования щелевидной канавки, предпочтительно превышает прочность при растяжении материала, образующего нож 122 с первоначальной формой.
Таким образом, соотношение между прочностью S1 материала ближнего ножа 121, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа 122 с первоначальной формой составляет S2 < S1, в результате чего обеспечивается возможность того, что ближний нож 121, предназначенный для образования щелевидной канавки, будет надежным образом выполнен более жестким, чем нож 122 с первоначальной формой. Соответственно, может надежно подавляться возникновение такого повреждения в ближнем ноже 121, предназначенном для образования щелевидной канавки, как сгибание ближнего ножа 121, предназначенного для образования щелевидной канавки. В результате долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Кроме того, ближний нож 121, предназначенный для образования щелевидной канавки, и нож 122 с первоначальной формой предпочтительно имеют такое соотношение между шероховатостью R1 поверхности ближнего ножа 121, предназначенного для образования щелевидной канавки, и шероховатостью R2 поверхности ножа 122 с первоначальной формой, что R2 > R1. В данном случае в качестве шероховатости R1 поверхности ближнего ножа 121, предназначенного для образования щелевидной канавки, и шероховатости R2 поверхности ножа 122 с первоначальной формой используется, например, шероховатость, характеризуемая так называемым средним арифметическим отклонением Ra профиля. Поскольку шероховатость R1 поверхности ближнего ножа 121, предназначенного для образования щелевидной канавки, меньше шероховатости R2 поверхности ножа 122 с первоначальной формой, может быть обеспечено меньшее фрикционное сопротивление, создаваемое в качестве реакции на вытягивание ближнего ножа 121, предназначенного для образования щелевидной канавки, из щелевидной канавки 20, чем фрикционное сопротивление, создаваемое в качестве реакции на вытягивание ножа 122 с первоначальной формой из щелевидной канавки 20. Таким образом, в случае, когда секторы 101 пресс-формы 100 для шин отсоединяют от пневматической шины 1 после формования, совмещенного с вулканизацией, ближний нож 121, предназначенный для образования щелевидной канавки, может быть легко извлечен из щелевидной канавки 20, и даже в случае, когда сила реакции, создаваемая резиновым элементом, в котором образована щелевидная канавка 20, действует на ближний нож 121, предназначенный для образования щелевидной канавки, может надежно подавляться возникновение такого повреждения в ближнем ноже 121, предназначенном для образования щелевидной канавки, как сгибание ближнего ножа 121 для образования щелевидной канавки. В результате долговечность ножей 120, предназначенных для образования щелевидных канавок, может быть повышена надежным образом.
Кроме того, щелевидная канавка 20 может представлять собой закрытую щелевидную канавку, которая в обеих частях, концевых в направлении длины щелевидной канавки 20, заканчивается в пределах контактного участка 15, или открытую щелевидную канавку, которая в обеих частях, концевых в направлении длины щелевидной канавки 20, открывается в канавку 10, или полузакрытую щелевидную канавку, которая в одной части, концевой в направлении длины щелевидной канавки 20, заканчивается в пределах контактного участка 15 и в другой части, концевой в направлении длины щелевидной канавки 20, открывается в канавку 10. Кроме того, отверстия 30 под шипы необязательно должны быть образованы в протекторной части 2 пневматической шины 1, то есть штыри 117 для образования отверстий под шипы необязательно должны быть предусмотрены в пресс-форме 100 для шин. Кроме того, рисунок протектора пневматической шины 1, получаемой формованием, совмещенным с вулканизацией, посредством использования пресс-формы 100 для шин, не ограничен рисунком протектора, проиллюстрированным в варианте осуществления.
Примеры
Фиг.12 представляет собой таблицу, показывающую результаты испытаний для оценки эксплуатационных характеристик пресс-форм для шин. Для пресс-формы 100 для шин, описанной выше, будут описаны испытания, которые предназначены для оценки эксплуатационных характеристик и которые были проведены для пресс-формы по Обычному примеру, предназначенной для шин, и пресс-формы 100 для шин согласно варианту осуществления настоящего изобретения. Испытания для оценки эксплуатационных характеристик были проведены для определения долговечности пресс-формы для шин.
Испытания для оценки эксплуатационных характеристик были проведены для оценки долговечности пресс-формы для шин, когда пневматическую шину 1, имеющую номинальный размер 205/55R16 94T шины, определенный JATMA, получали формованием, совмещенным с вулканизацией, посредством использования пресс-формы для шин. Метод оценки долговечности пресс-формы для шин включает - после формования пневматической шины 1, совмещенного с вулканизацией, - проверку ближних ножей 121, которые предназначены для образования щелевидных канавок и для которых существует вероятность сгибания, на изгиб, устранение повреждений ближних ножей 121, предназначенных для образования щелевидных канавок и согнутых под углом, составляющим 5° или более, и определение числа ближних ножей 121, которые предназначены для образования щелевидных канавок и для которых выполнялось устранение повреждений. Кроме того, после выполнения 5000 раз формования, совмещенного с вулканизацией, подсчитывали суммарное количество ближних ножей 121, которые предназначены для образования щелевидных канавок и для которых выполнялось устранение повреждений, и значения, обратные данным подсчитанным суммарным количествам, выражали как значения показателя, при этом значение показателя для Обычного примера принимали равным 100. Бóльшие значения указывают на меньшее число ближних ножей 121, которые предназначены для образования щелевидных канавок и для которых выполнялось устранение повреждений, и более высокую долговечность пресс-формы.
Испытания для оценки эксплуатационных характеристик были проведены для девяти типов пресс-форм для шин, включая пресс-форму для пневматической шины по Обычному примеру как пример известной пресс-формы для шин и Примеры 1-8 пресс-формы 100 для шин согласно варианту осуществления настоящего изобретения. Обычный пример пресс-формы для шин из пресс-форм для шин включает ближний нож 121, предназначенный для образования щелевидной канавки и имеющий жесткость, сопоставимую с жесткостью ножа 122 с первоначальной формой.
Напротив, во всех Примерах 1-8, соответствующих примерам пресс-формы 100 для шин согласно настоящему изобретению, ближний нож 121, предназначенный для образования щелевидной канавки, является более жестким, чем нож 122 с первоначальной формой. Кроме того, пресс-формы 100 для шин согласно Примерам 1-8 различаются по максимальной высоте Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, по отношению (Н1/Н2) максимальной высоты Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, к максимальной высоты Н2 ножа 122 с первоначальной формой, по тому, существует ли пропорциональность между объемом V щелевидной канавки и максимальной высотой Н1 ближнего ножа 121, предназначенного для образования щелевидной канавки, по соотношению между числом А1 точек 121а изгиба ближнего ножа 121, предназначенного для образования щелевидной канавки, и числом А2 точек 122а изгиба ножа 122 с первоначальной формой, по соотношению между прочностью S1 материала ближнего ножа 121, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа 122 с первоначальной формой и по соотношению между шероховатостью R1 поверхности ближнего ножа 121, предназначенного для образования щелевидной канавки, и шероховатостью R2 поверхности ножа 122 с первоначальной формой.
Следует отметить, что соотношение между прочностью S1 материала ближнего ножа 121, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа 122 с первоначальной формой при испытаниях для оценки эксплуатационных характеристик соответствует соотношению между прочностью при растяжении элемента, образующего ближний нож 121, предназначенный для образования щелевидной канавки, и прочностью при растяжении элемента, образующего нож 122 с первоначальной формой.
Результаты испытаний для оценки эксплуатационных характеристик при использовании данных пресс-форм 100 для шин показывают, что, как показано на фиг.12, пресс-формы 100 для шин согласно Примерам 1-8 могут обеспечить подавление возможного сгибания ближнего ножа 121, предназначенного для образования щелевидной канавки, и повышение долговечности ближнего ножа 121, предназначенного для образования щелевидной канавки, по сравнению с Обычным примером. Другими словами, пресс-формы 100 для шин согласно Примерам 1-8 могут обеспечить повышение долговечности ножей 120, предназначенных для образования щелевидных канавок.
Перечень ссылочных позиций
1 - пневматическая шина
2 - протекторная часть
3 - поверхность контакта с дорогой
10 - канавка
11 - окружная канавка
12 - поперечная боковая канавка
15 - контактный участок
20 - щелевидная канавка
30 - отверстие под шип
100 - пресс-форма для шин
101 - сектор
101а - место разделения
102 - поверхность для формообразования протектора
103 - элемент
104 - опорный блок
105 - формовочное опорное устройство
115 - выступ для образования окружной канавки
116 - выступ для образования поперечной боковой канавки
117 - штырь для образования отверстия под шип
120 - нож для образования щелевидной канавки
121 - ближний нож для образования щелевидной канавки
121а, 122а - точка изгиба
122 - нож с первоначальной формой
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2750764C2 |
| ЗИМНЯЯ ШИНА | 2012 |
|
RU2742112C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2011 |
|
RU2550237C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2011 |
|
RU2560193C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2526713C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА (ВАРИАНТЫ) | 2012 |
|
RU2506171C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2009 |
|
RU2393966C1 |
| Способ ошиповки шины транспортного средства и шипованная шина для транспортного средства | 2017 |
|
RU2665990C1 |
| Протектор шины и пластинка для закрепления в вулканизационной форме для образования 3D щелевидной прорези в блоке протектора шины | 2021 |
|
RU2751726C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2010 |
|
RU2427476C1 |
Изобретение относится к автомобильной промышленности. Пресс-форма (100) для шин включает в себя множество секторов (101), отделенных друг от друга в направлении вдоль окружности шины, и множество ножей (120), предназначенных для образования щелевидных канавок и расположенных на тех поверхностях (102) секторов (101), которые предназначены для формообразования протектора. Ножи (120) расположены с повторениями в направлении вдоль окружности шины с повторяющимся рисунком (Pr). Ближний нож (121) входит в множество ножей (120), ближайший к месту (101а) разделения между секторами (101), является более жестким, чем нож (122) с первоначальной формой, соответствующий ножу (120), предусмотренному в повторяющемся рисунке (Pr), отличающемся от повторяющегося рисунка (Pr), который включает ближний нож (121) для образования щелевидной канавки, в месте, идентичном месту расположения данного ближнего ножа (121). Технический результат - повышение долговечности ножей, предназначенных для образования щелевидных канавок. 2 н. и 5 з.п. ф-лы, 12 ил.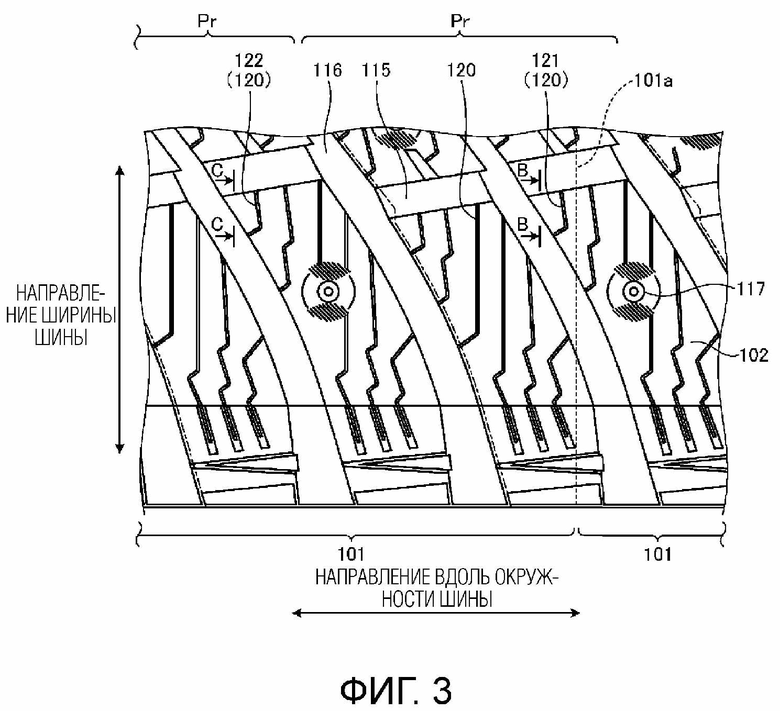
1. Пресс-форма для шин, содержащая:
множество секторов, отделенных друг от друга в направлении вдоль окружности шины; и
множество ножей, предназначенных для образования щелевидных канавок и расположенных на поверхностях секторов, предназначенных для формообразования протектора,
при этом ножи, предназначенные для образования щелевидных канавок, расположены с повторениями в направлении вдоль окружности шины с повторяющимся рисунком расположения, который соответствует заданной схеме расположения, причем ближний нож для образования щелевидной канавки, который входит в множество ножей, предназначенных для образования щелевидных канавок и расположенных в одном из секторов, и который является ближайшим к месту разделения между секторами, является более жестким, чем нож с первоначальной формой, соответствующий ножу для образования щелевидной канавки, предусмотренному в повторяющемся рисунке расположения, отличающемся от повторяющегося рисунка расположения, который включает ближний нож для образования щелевидной канавки, в месте, идентичном месту расположения указанного ближнего ножа, предназначенного для образования щелевидной канавки, в повторяющемся рисунке расположения, включающем указанный ближний нож для образования щелевидной канавки, при этом ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой имеют такое соотношение между шероховатостью R1 поверхности ближнего ножа, предназначенного для образования щелевидной канавки, и шероховатостью R2 поверхности ножа с первоначальной формой, что R2 > R1.
2. Пресс-форма для шин по п.1, в которой максимальная высота ближнего ножа, предназначенного для образования щелевидной канавки, меньше максимальной высоты ножа с первоначальной формой.
3. Пресс-форма для шин по п.1 или 2, в которой отношение максимальной высоты Н1 ближнего ножа, предназначенного для образования щелевидной канавки, к максимальной высоте Н2 ножа с первоначальной формой находится в диапазоне 0,3≤(H1/H2)≤0,8.
4. Пресс-форма для шин по любому из пп.1-3, в которой ближний нож, предназначенный для образования щелевидной канавки, имеет такое соотношение между максимальной высотой Н1 и объемом V щелевидной канавки, соответствующим произведению длины L, ширины W и максимальной высоты Н1 ближнего ножа, предназначенного для образования щелевидной канавки, что V ∝ Н1.
5. Пресс-форма для шин по любому из пп.1-4, в которой ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой имеют такое соотношение между числом А1 точек изгиба ближнего ножа, предназначенного для образования щелевидной канавки, и числом А2 точек изгиба ножа с первоначальной формой, что А2 < А1.
6. Пресс-форма для шин по любому из пп.1-5, в которой ближний нож, предназначенный для образования щелевидной канавки, и нож с первоначальной формой имеют такое соотношение между прочностью S1 материала ближнего ножа, предназначенного для образования щелевидной канавки, и прочностью S2 материала ножа с первоначальной формой, что S2 < S1.
7. Пневматическая шина, вулканизированная с использованием пресс-формы для шин по любому из пп.1-6.
| JP 05024417 A, 02.02.1993 | |||
| JP 2012011690 A, 19.01.2012 | |||
| JP 2013252690 A, 19.12.2013. |

