Область техники, к которой относится изобретение
[01] Настоящее изобретение относится к области технологии печати, в частности к модульной станции технического обслуживания, предназначенной для технического обслуживания по меньшей мере одной печатающей головки для струйной печати системы струйной печати, и к способу технического обслуживания печатающей головки для струйной печати системы струйной печати.
Уровень техники
[02] Печатающие устройства, известные из уровня техники, обычно имеют станции технического обслуживания, которые являются неотъемлемой частью печатающего оборудования, и их нельзя просто так заменить в случае необходимости. Их также нельзя настроить для конкретной операции технического обслуживания. Более того, даже если их можно было бы приобрести отдельно, они не были бы закрытыми и могли бы привести к раскрытию некоторой конфиденциальной технической информации, что является недопустимым.
[03] Соответственно, в некоторых решениях предшествующего уровня техники были предприняты попытки улучшить эксплуатационную гибкость и заменяемость станции технического обслуживания, что позволяло быть использовать станцию технического обслуживания в разных вариантах печатающего устройства.
[04] В документе US5455609 раскрыта усовершенствованная модульная конструкция станции технического обслуживания, в которой салазки для технического обслуживания печатающих головок приводятся в движение вертикально, чтобы выполнять задачи технического обслуживания. С целью экономии времени и пространства, как печатающая головка, так и механизм технического обслуживания, такой как скребки для очистки и крышки, перемещаются таким образом, чтобы они размещались в надлежащих относительных положениях для выполнения задачи. Поскольку техническое обслуживание печатающей головки осуществляют путем вертикального перемещения как печатающей головки, так и механизма технического обслуживания, существует риск того, что повторная активация сопел либо для устранения засорения, либо для устранения возможных препятствий в жидкостной схеме вызовет выброс некоторого количества краски, что приводит к появлению нежелательных точек или пятен на печатном носителе. Более того, указанная конструкция по-прежнему является довольно сложной, поскольку требует обеспечения привода как печатающей головки, так и механизма технического обслуживания, а также их надлежащего выравнивания, и требует больше времени на сборку, более высокие затраты на производство и конструкцию, и, таким образом, приводит к более высокой конечной стоимости покупки.
[05] В документе US6174041 раскрыта модульная станция технического обслуживания печатающей головки с автономными моторизованными компонентами, в которых каретка технического обслуживания устройства для струйной печати перемещается между первым положением, в котором каретка удалена от картриджей печатающих головок, подлежащих техническому обслуживанию, и вторым положением, в котором каретка технического обслуживания упирается в каретку печатающей головки для технического обслуживания печатающих головок и включает два независимых моторизованных привода, первый из которых линейно перемещает каретку технического обслуживания в горизонтальном направлении оси x, а второй из которых дугообразно перемещает каретку в вертикальной плоскости оси z, перпендикулярной направлению оси x. Поскольку по отношению к печатающей головке может перемещаться только каретка технического обслуживания, существует риск того, что повторная активация сопел либо для устранения засорения, либо для устранения возможных препятствий в жидкостной схеме вызовет выброс некоторого количества краски, что приводит к появлению нежелательных точек или пятен на печатном носителе. Кроме того, раскрытая конструкция довольно сложна в производстве, поскольку для нее требуются два независимых моторизованных привода, перемещающих каретку технического обслуживания в линейном горизонтальном направлении и в вертикальной дугообразной плоскости, что увеличивает сложность необходимых деталей и связанные с ними производственные затраты.
[06] Следовательно, целью настоящего изобретения является преодоление недостатков предшествующего уровня техники и создание простой, компактной, эффективной, настраиваемой и малозатратной модульной станции технического обслуживания, предназначенной для технического обслуживания печатающей головки для струйной печати системы струйной печати, которая позволяет избежать появления нежелательных точек или пятен на печатном носителе во время операции технического обслуживания, может эффективно выполнять очистку, продувку и перекрытие печатающей головки и может подходить для печатающей головки любой длины. Другой целью настоящего изобретения является обеспечение соответствующего способа технического обслуживания печатающей головки для струйной печати системы струйной печати, который обеспечивает достижение вышеупомянутых полезных эффектов.
Краткое описание изобретения
[07] Согласно одному аспекту настоящее изобретение относится к модульной станции технического обслуживания, предназначенной для технического обслуживания по меньшей мере одной печатающей головки для струйной печати системы струйной печати, при этом станция технического обслуживания содержит:
рамку, на которой установлен по меньшей мере один перекрывающий элемент для перекрытия по меньшей мере одной печатающей головки для струйной печати и по меньшей мере один очищающий элемент, предпочтительно ракельный нож, для очистки по меньшей мере одной печатающей головки для струйной печати,
средство для горизонтального перемещения по меньшей мере одной печатающей головки для струйной печати между положением печати и положением технического обслуживания, при этом средство для горизонтального перемещения выполнено с возможностью обеспечения процесса очистки путем приведения в контакт поверхности по меньшей мере одной печатающей головки для струйной печати и по меньшей мере одного очищающего элемента в ходе горизонтального перемещения по меньшей мере одной печатающей головки для струйной печати назад и вперед,
средство для вертикального перемещения по меньшей мере одной печатающей головки для струйной печати, при этом средство для вертикального перемещения выполнено с возможностью обеспечения процессом перекрытия, устранения засорения или продувки в отношении по меньшей мере одной печатающей головки для струйной печати, и
бак с отработанной краской в герметичном сообщении с по меньшей мере одним перекрывающим элементом.
[08] В одном аспекте настоящего изобретения средство для горизонтального перемещения по меньшей мере одной печатающей головки для струйной печати и средство для вертикального перемещения по меньшей мере одной печатающей головки для струйной печати представляют собой перемещаемые в горизонтальном направлении моторизованные салазки и перемещаемые в вертикальном направлении моторизованные салазки, соответственно.
[09] Перемещаемые в горизонтальном направлении моторизованные салазки прикреплены к рамке, а перемещаемые в вертикальном направлении моторизованные салазки прикреплены к перемещаемым в горизонтальном направлении моторизованным салазкам.
[010] В альтернативном варианте осуществления перемещаемые в вертикальном направлении моторизованные салазки прикреплены к рамке, а перемещаемые в горизонтальном направлении моторизованные салазки прикреплены к перемещаемым в вертикальном направлении моторизованным салазкам. В любом случае, за счет моторизованных салазок, по меньшей мере одна печатающая головка для струйной печати перемещается как в вертикальном, так и в горизонтальном направлении к неподвижной рамке станции технического обслуживания, на которой установлен по меньшей мере один перекрывающий элемент для перекрытия по меньшей мере одной печатающей головки для струйной печати (в ходе вертикального перемещения печатающей головки) и по меньшей мере один очищающий элемент для очистки по меньшей мере одной печатающей головки для струйной печати (в ходе горизонтального перемещения печатающей головки назад и вперед).
[011] Согласно дополнительному аспекту настоящего изобретения по меньшей мере один перекрывающий элемент содержит уплотнительное кольцо, проходящее вокруг внешнего профиля по меньшей мере одного перекрывающего элемента. Высота по меньшей мере одного очищающего элемента больше высоты уплотнительного кольца по меньшей мере одного перекрывающего элемента.
[012] Согласно дополнительному аспекту настоящего изобретения по меньшей мере один перекрывающий элемент дополнительно содержит полую чашу с наклонной нижней частью и трубой, соединяющей по меньшей мере один перекрывающий элемент с баком с отработанной краской.
[013] Согласно дополнительному аспекту настоящего изобретения по меньшей мере один перекрывающий элемент, уплотнительное кольцо и труба могут быть выполнены в виде цельной части путем формования, предпочтительно формования в два приема.
[014] Согласно дополнительному аспекту настоящего изобретения по меньшей мере один очищающий элемент принимается в полость, выполненную в опоре по меньшей мере одной печатающей головки для струйной печати.
[015] Согласно дополнительному аспекту настоящего изобретения модульная станция технического обслуживания дополнительно содержит удаляемую уплотнительную систему, непосредственно установленную на очищающий элемент и/или перекрывающий элемент модульной станции технического обслуживания.
[016] Согласно другому аспекту настоящего изобретения предусмотрен способ технического обслуживания печатающей головки для струйной печати системы струйной печати, включающий этапы:
перемещения печатающей головки для струйной печати в горизонтальном направлении от положения печати к станции технического обслуживания,
обеспечения процесса очистки путем приведения в контакт поверхности печатающей головки для струйной печати и по меньшей мере одного очищающего элемента в ходе горизонтального перемещения печатающей головки назад и вперед,
обеспечения процессов перекрытия, устранения засорения или продувки в отношении печатающей головки для струйной печати путем вертикального перемещения печатающей головки для струйной печати.
[017] Согласно дополнительному аспекту настоящего изобретения способ дополнительно включает транспортировку краски, выбрасываемой соплами в ходе процессов перекрытия, устранения засорения или продувки, в бак с отработанной краской в герметичном сообщении с по меньшей мере одним перекрывающим элементом.
[018] Согласно дополнительному аспекту настоящего изобретения способ дополнительно включает опускание печатающей головки для струйной печати вдоль вертикальной оси в ходе процесса перекрытия и зацепления с по меньшей мере одним перекрывающим элементом.
[019] Далее настоящее изобретение будет описано более полно со ссылкой на прилагаемые чертежи, на которых одинаковые цифры представляют одинаковые элементы на разных фигурах и на которых проиллюстрированы основные аспекты и признаки настоящего изобретения.
Краткое описание чертежей
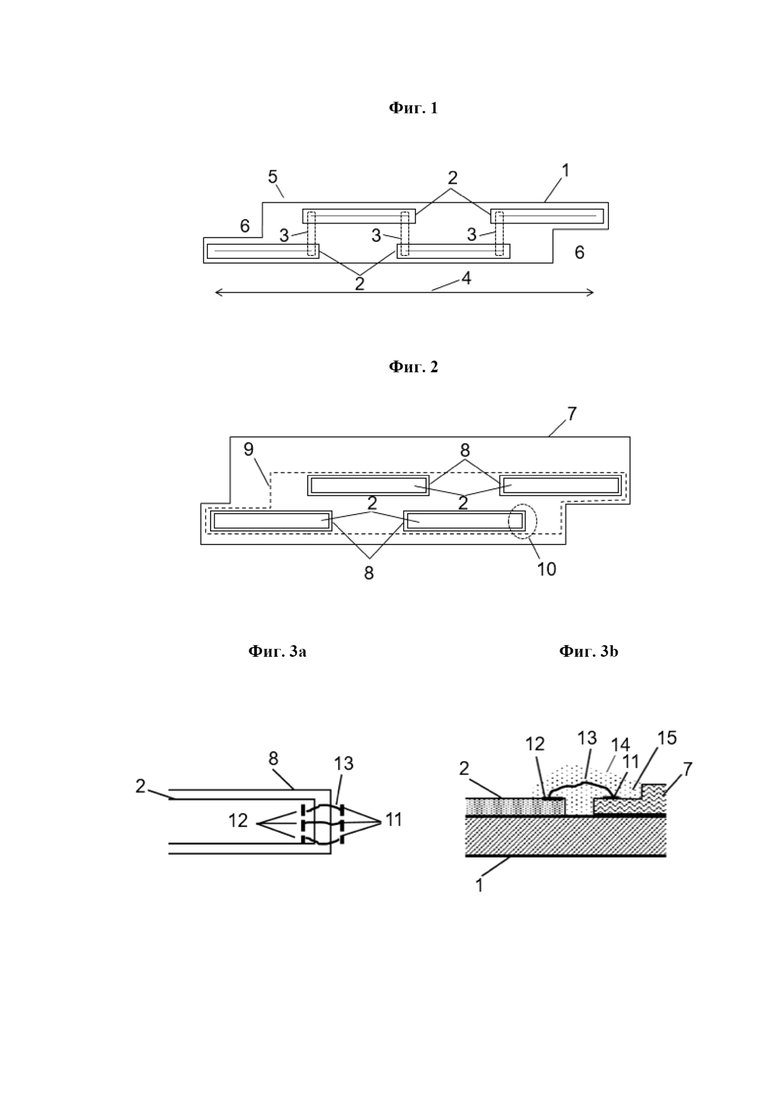
На фиг. 1 представлена схематическая иллюстрация мультичипового модуля (MCM), собранного подходящим образом на подложке.
На фиг. 2 проиллюстрировано множество выровненных модулей MCM, расположенных на подходящей опоре.
На фиг. 3a-b предусмотрена более подробная иллюстрация области, заключенной в пунктирный круг 10 согласно фиг. 2, как на виде сверху (фиг. 3A), так и в поперечном разрезе (фиг. 3b).
На фиг. 4 предусмотрена более подробная иллюстрация альтернативного варианта осуществления области, заключенной в пунктирный круг 10 согласно фиг. 2, с выступающим ободком в графитовой подложке.
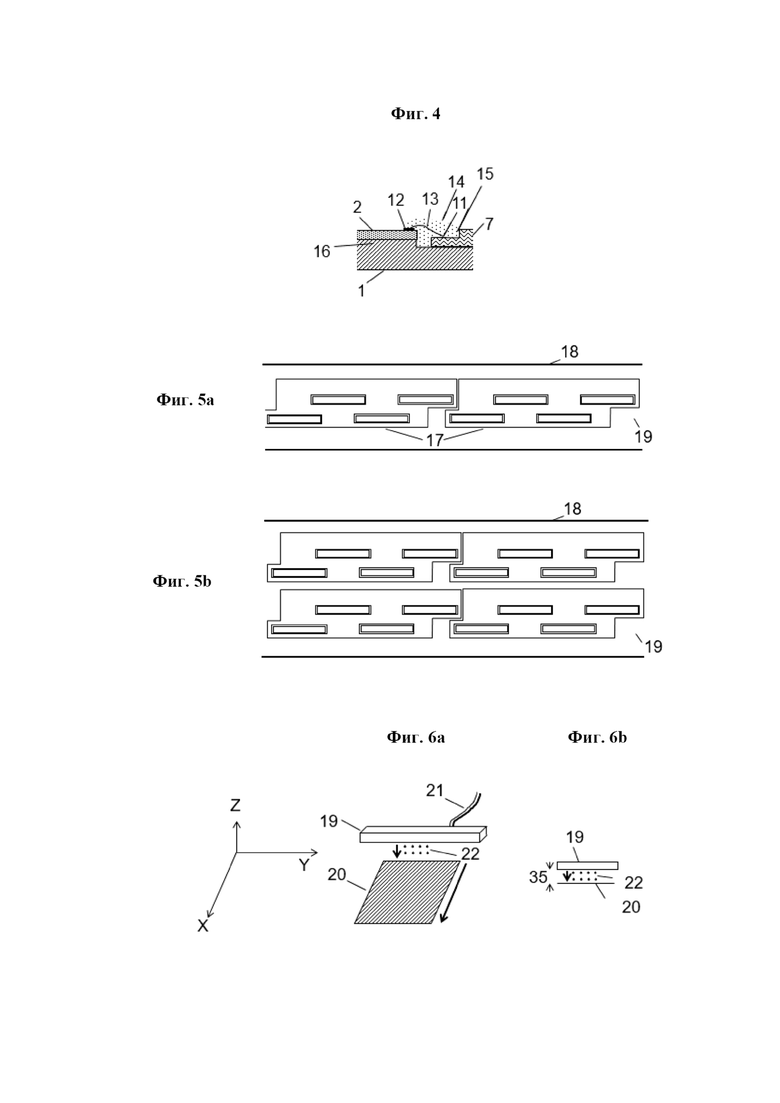
На фиг. 5a-b предусмотрена схематическая иллюстрация компоновки множества MCM в сборе, расположенных на опоре (фиг. 5a), и дублированной компоновки множества MCM в сборе (фиг. 5b).
На фиг. 6a-b проиллюстрированы основные детали печатного оборудования как на виде в перспективе (фиг. 6a), так и на виде сбоку (фиг. 6b).
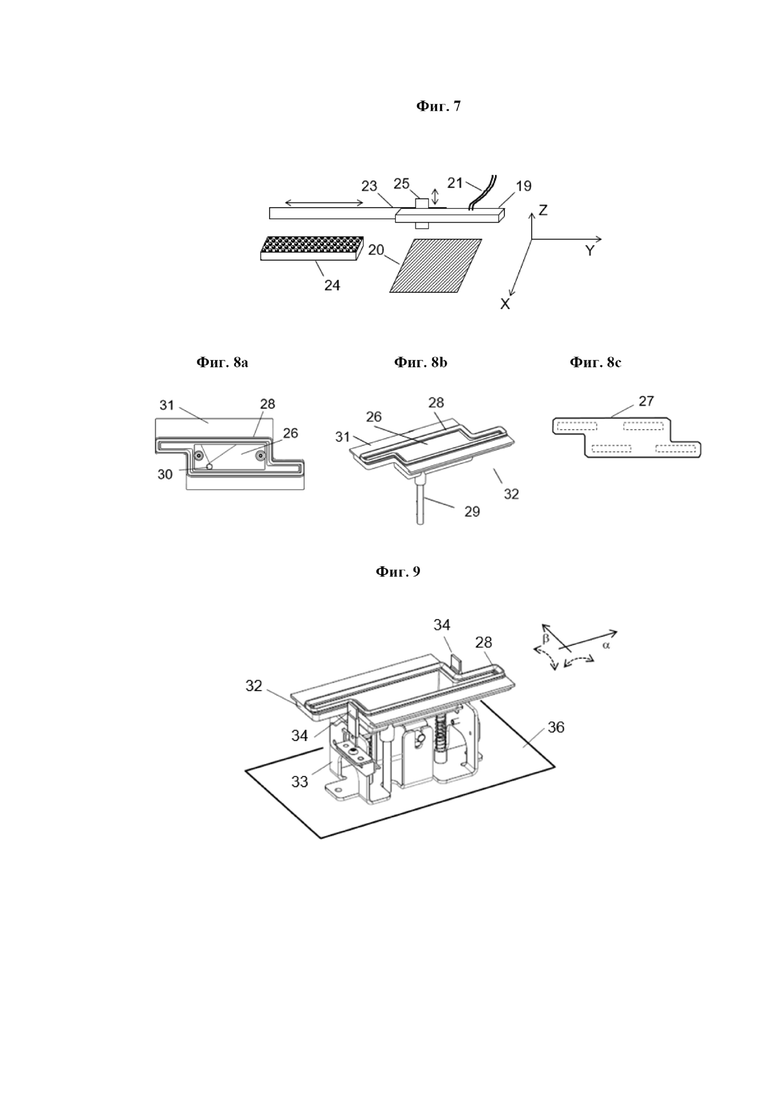
На фиг. 7 проиллюстрировано печатное оборудование с горизонтальными моторизованными салазками, прикрепленными к корпусу оборудования, и вертикальными моторизованными салазками, закрепленными на горизонтальные салазки.
На фиг. 8a-b проиллюстрирован перекрывающий элемент, предусмотренный для перекрытия поверхности всех сопел каждого мультичипового модуля, на виде сверху (фиг. 8a), на виде в перспективе (фиг. 8b) и в схематическом виде (фиг. 8c).
На фиг. 9 проиллюстрирована компоновка перекрывающего элемента в подходящей рамке.
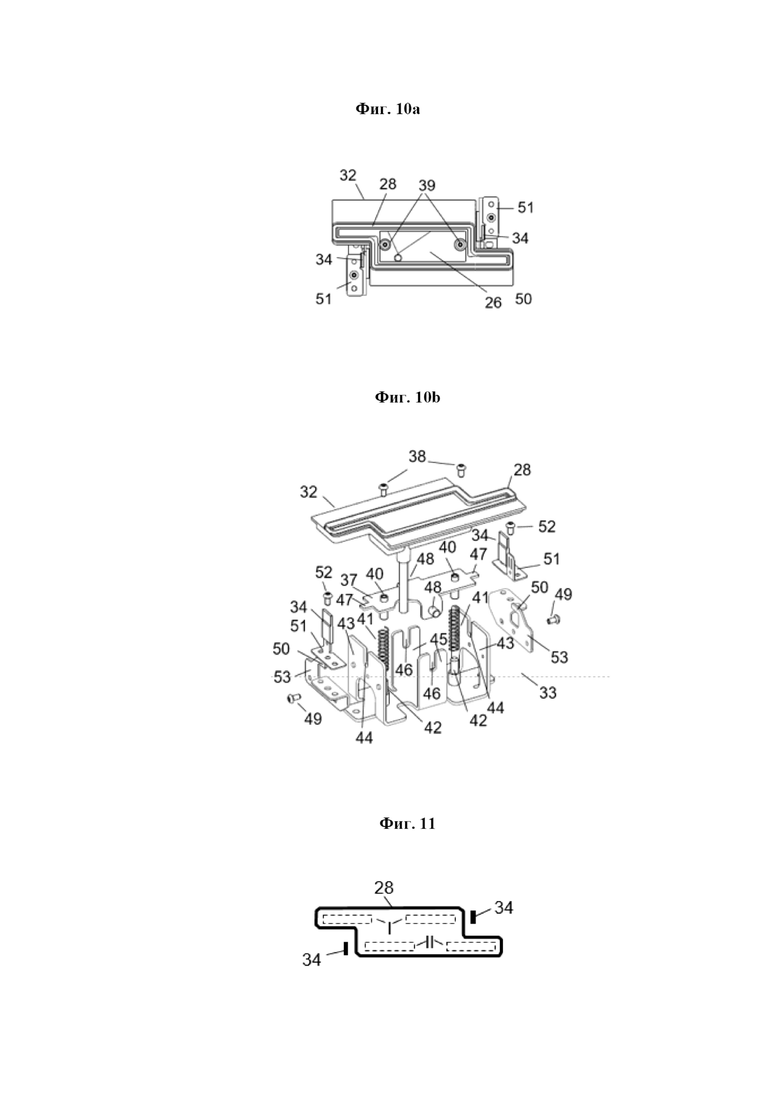
На фиг. 10a-b проиллюстрирована более подробная иллюстрация перекрывающего элемента согласно фиг. 9, как на виде сверху (фиг. 10a), так и на виде сбоку (фиг. 10b).
На фиг. 11 проиллюстрирован вид сверху перекрывающего элемента и положение двух ракельных ножей в отношении уплотнительного кольца перекрывающего устройства.
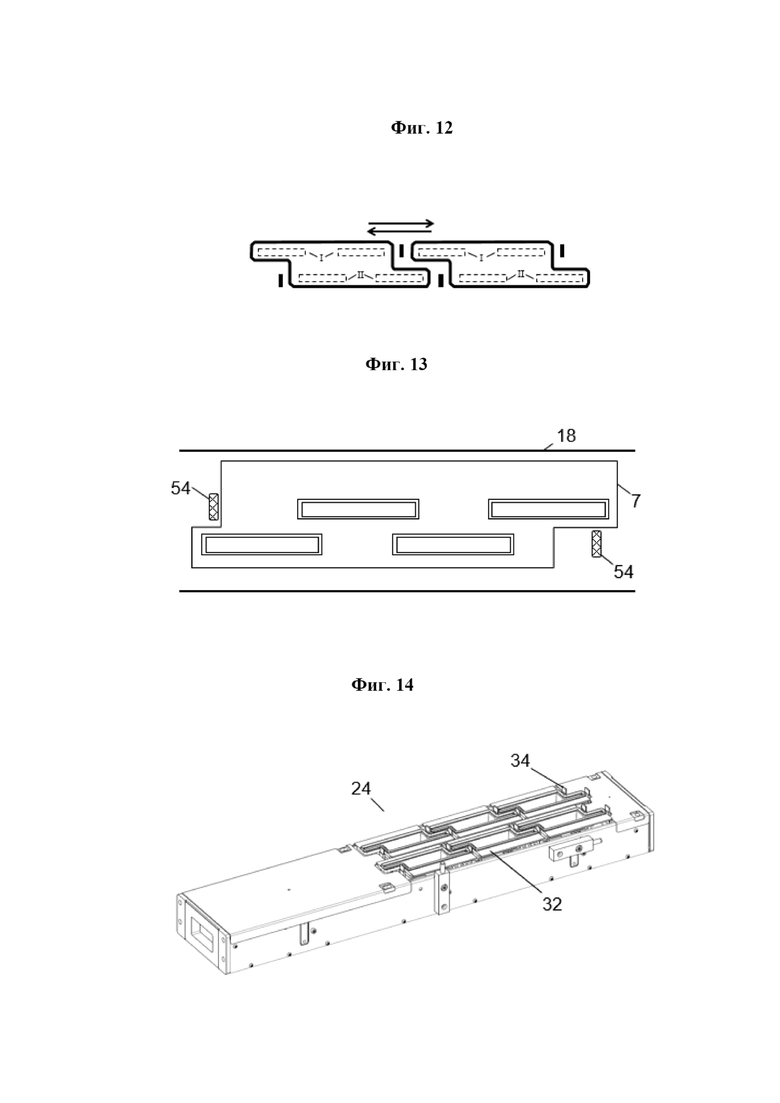
На фиг. 12 проиллюстрирован вид сверху модульной сборки отдельных перекрывающих элементов и ракельных ножей, расположенных бок-о-бок.
На фиг. 13 проиллюстрирован MCM в сборе на опоре с гнездами для помещения ракельных ножей.
На фиг. 14 проиллюстрирован вид в перспективе всей модульной станции технического обслуживания согласно настоящему изобретению.
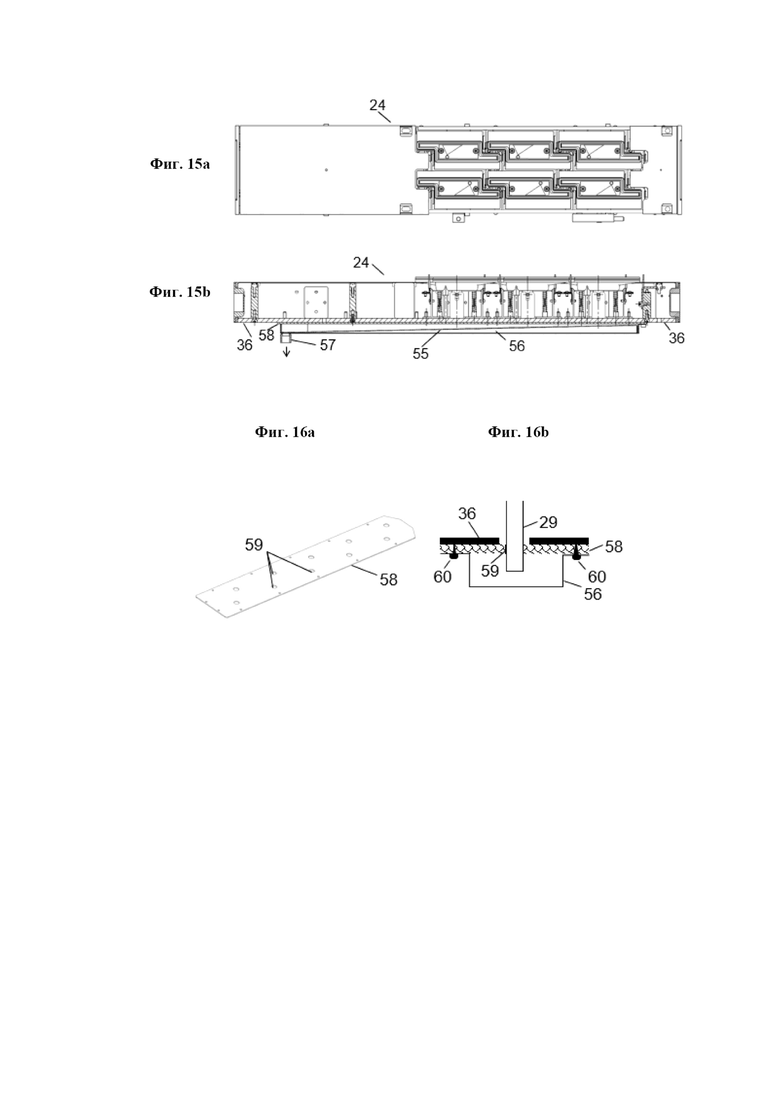
На фиг. 15a-b проиллюстрирован вид сверху (фиг. 15a) и вид сбоку в разрезе (фиг. 15b) всей модульной станции технического обслуживания согласно настоящему изобретению.
На фиг. 16a-b схематически проиллюстрирован промежуточный слой, который обеспечивает предотвращение протекания жидкости или паров в ходе фазы перекрытия (фиг. 16a), и вид сбоку в разрезе компоновки промежуточного слоя (фиг. 16b).
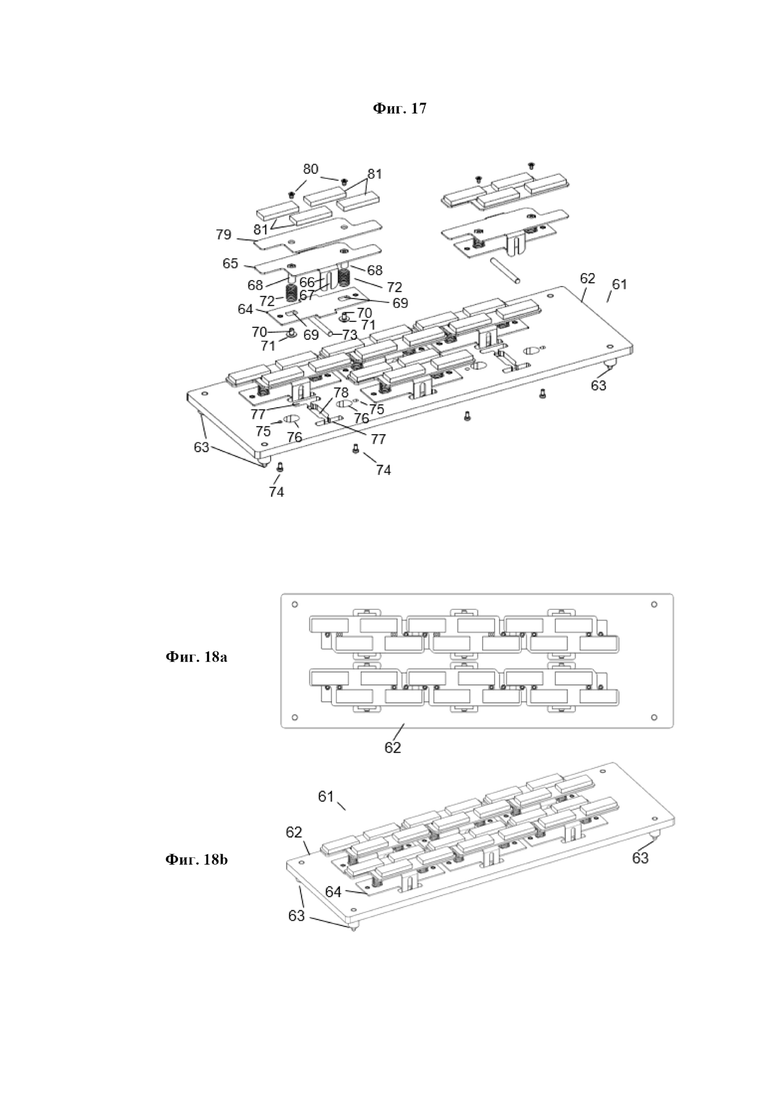
На фиг. 17 схематически проиллюстрирована улучшенная уплотнительная система, применяемая согласно настоящему изобретению.
На фиг. 18a-b проиллюстрированы вид сверху (фиг. 18a) и вид в перспективе (фиг. 18b) собранной уплотнительной системы.
Подробное описание
[020] Печатающая головка для термоструйной печати обычно содержит набор сопел, активируемых соответствующим образом для выброса капель краски на носитель, выполняя таким образом операцию печати. Печатающая головка и печатный носитель находятся в относительном движении относительно друг друга, и прохождение набора сопел в направлении, ортогональном направлению относительного движения, называется «полосой печати».
[021] Когда печатающая головка имеет один кремниевый чип, ширина полосы – это длина между первым и последним соплами в наборе. Для увеличения длины полосы, преимущественным решением является выравнивание множества кремниевых чипов на одной подложке с формированием мультичипового модуля (MCM) для получения эффективной большей полосы печати. Пример MCM, составленный четырьмя кремниевыми чипами, подходящим образом собранными на подложку, показан на фиг. 1. Подложка 1 вмещает кремниевые чипы 2, подходящим образом выровненные на подложке 1. Смежные чипы 2 смещены в поперечном направлении и помещены на подложку 1 так, чтобы иметь некоторое перекрытие крайних сопел смежных печатающих головок. Эта особенность гарантирует, что сопла покрывают всю длину полосы, не оставляя отрицательных зазоров. Взаимоисключающей активацией перекрывающихся сопел 3 управляет контроллер печатающей головки, который электрически подключен к MCM 5. Форма подложки 1 может быть такой, что две углубленные области 6 остаются в противоположных углах: эта особенность позволяет выровнять расположение множества модулей вдоль горизонтального направления 4, чтобы еще больше увеличить длину полосы.
[022] В одном варианте осуществления множество выровненных модулей MCM помещено на подходящую опору, как описано на фиг. 2. Каждый модуль покрыт печатной платой (PWB), оснащенной отверстиями, чтобы поверхность чипов оставалась открытой без какого-либо препятствия. PWB 7 оснащена контактными площадками, размещенными рядом с краем отверстий 8, обращенных к соответствующим контактным площадкам на кремниевых чипах 2. PWB 7 прикреплена к нижележащему MCM посредством двусторонней адгезивной ленты или посредством подходящим образом нанесенного некоторого количества адгезивного клея.
[023] На фиг. 2 внешний профиль нижележащей подложки MCM обозначен пунктирной линией 9. Электрические соединения между PWB и кремниевыми чипами могут быть выполнены с помощью хорошо известного процесса проволочного монтажа, даже если возможны другие способы. PWB вмещает дополнительное электрическое соединение с внешним контроллером (не показан).
[024] Область, заключенная в пунктирном круге 10 на фиг. 2, увеличена на фиг. 3, как на виде сверху (фиг. 3a), так и в поперечном разрезе (фиг. 3b).
[025] Со ссылкой на фиг. 3a, контактные площадки 11 рядом с отверстием 8 PWB электрически соединены с соответствующими контактными площадками 12 на кремниевом чипе 2 через электропровода 13, которые выполнены процессом проволочного монтажа.
[026] На фиг. 3b изображен дополнительный сегмент герметизирующего клея 14, нанесенного после проволочного монтажа в полости между чипом 2 и PWB 7; герметизирующий клей включает площадки 11 и 12, а также соединительный провод 13, с обеспечением как электрической, так и механической защиты.
[027] На фиг. 3b контактные площадки 11 размещены в подходящей углубленной области 15, чтобы удерживать провод 13 и герметизирующий клей 14 на низком уровне, хотя в альтернативном варианте осуществления (не показан на фиг. 3b) контактные площадки 11 могут быть размещены на верхней части PWB.
[028] В другом варианте осуществления, показанном на фиг. 4, форма графитовой подложки 1 выполнена таким образом, что выступающий ободок 16 создается в области, в которую должен быть помещен кремниевый чип, чтобы приподнять верхнюю поверхность последнего для облегчения очистки поверхности.
[029] Со ссылкой на фиг. 5, один MCM в сборе или множество взаимно выровненных MCM 17 в сборе могут быть закреплены на подходящей опоре 18 для получения длинной полосы печатающей головки. Для ясности на фиг. 5а изображена часть только с двумя MCM в сборе. В опоре 18 также находятся жидкостные соединения для подачи краски во множество печатающих головок и электрические соединения с внешним контроллером. Множество MCM 17 в сборе, расположенных на опоре 18, образуют печатающую головку 19, которая в некотором смысле может рассматриваться как печатающая головка с длинной полосой и восприниматься как одно печатающее устройство, которое охватывает ширину печатного носителя.
[030] В дополнительном варианте осуществления компоновка, показанная на фиг. 5a, может быть продублирована, добавляя аналогичные в поперечном направлении подходящим образом выровненные MCM в сборе. Это проиллюстрировано на фиг. 5b. Этот вариант осуществления особенно эффективен, когда требуется более высокая скорость печати.
[031] На фиг. 6 проиллюстрированы основные детали печатного оборудования. Печатающая головка 19 размещена в горизонтальном направлении соплами вниз к печатному носителю 20, который перемещается по направлению стрелки поперек продольной оси печатающей головки, которая в ходе печати остается неподвижной по отношению к корпусу оборудования.
[032] Однако, печатающую головку можно точно перемещать контролируемым образом по вертикальной оси. Фактически, печатающая головка жестко закреплена на моторизованных салазках, которые обеспечивают вертикальное перемещение вдоль оси Z, которая перпендикулярна как продольной оси Y печатающей головки, так и оси X скольжения носителя, обе из которых проходят в горизонтальном направлении, как описано на фиг. 6а. Жидкостные соединения, а также электрические соединения 21 допускают определенную степень перемещения печатающей головки, поскольку они состоят из гибких элементов, таких как трубы или кабели. Капли 22 выбрасываются в вертикальном направлении по стрелке в сторону носителя 20. Каждая капля оставляет точку на носителе. Вертикальная регулировка расстояния между передней поверхностью печатающей головки 19 и печатным носителем 20 с помощью моторизованных салазок (не показаны) позволяет оптимизировать высоту 35 зазора с целью достижения наилучшего качества печати, как показано на виде сбоку на фиг. 6b.
[033] Устранение засорения краски из сопел может быть эффективно выполнено путем многократной активации сопел, чтобы вызвать удаление засорения за счет термомеханического действия. Операция будет еще более эффективной, если произвести очистку поверхности сопла мягким ножом. Некоторые капли краски, неизбежно присутствующие рядом с соплами, делают нож влажным, так что тонкая жидкая пленка распространяется по поверхности сопла при перемещении ножа по передней части печатающей головки: это облегчает устранение засорения сопел, вероятно, а счет капиллярного эффекта, восстанавливающего работоспособность устройства.
[034] В других обстоятельствах продувка сопел может быть необходима для устранения некоторой неожиданной проблемы из-за возможного препятствия в жидкостной схеме: например, при заполнении пустого печатающего устройства краской в первый раз или после некоторого технического вмешательства. Обычно система подачи краски печатного оборудования спроектирована таким образом, что заполнение краской происходит регулярно, без каких-либо проблем, но возможность продуть жидкостную схему с многократной активацией сопел является дополнительным ресурсом для устранения проблем, возникших случайным образом.
[035] Повторная активация сопел для удаления засорения или устранения возможных препятствий в жидкостной схеме может вызвать выброс некоторого количества краски, что приводит к появлению нежелательных точек или пятен на печатном носителе, что становится существенным недостатком существующих решений.
[036] Согласно настоящему изобретению вышеупомянутая проблема решается путем размещения печатающей головки на расстоянии от носителя и перемещения ее к подходящей станции технического обслуживания, способной собирать выбрасываемую краску. Эта операция может быть выполнена путем добавления еще одних моторизованных салазок, которые перемещают печатающую головку в горизонтальном направлении, например, по оси Y, от носителя 20 к станции технического обслуживания, как показано на фиг. 7.
[037] Со ссылкой на фиг. 7, горизонтальные моторизованные салазки 23 прикреплены к корпусу оборудования и перемещаются назад и вперед по оси Y. Двигаясь вперед в положительном направлении оси Y, горизонтальные моторизованные салазки 23 перемещают печатающую головку 19 в положение печати, над носителем 20, в то время как назад они перемещает печатающую головку 19 в отрицательном направлении над станцией 24 технического обслуживания.
[038] Вертикальные моторизованные салазки 25, в свою очередь, закреплены на горизонтальные моторизованные салазки 23 и перемещаются вверх и вниз вдоль оси Z; когда печатающая головка 19 находится в положении печати, над печатающим носителем 20. Вертикальные моторизованные салазки 25 позволяют точно регулировать расстояние от передней поверхности печатающей головки до носителя для оптимального качества печати.
[039] В альтернативном варианте осуществления (не показан) вертикальные моторизованные салазки 25 прикреплены к корпусу оборудования, тогда как горизонтальные моторизованные салазки 23, в свою очередь, закреплены на вертикальные салазки, без отклонения от рабочего режима, описанного выше.
[040] Как упомянуто выше, когда сопла не выбрасывают краску в течение некоторого времени, испарение жидкости с поверхности сопла может вызвать засорение сопел. Этот риск засорения особенно заметен, когда печатающая головка простаивает в течение длительного периода, например ночью, или когда операцию печати необходимо прервать на длительное время. Практическим решением является перекрывающий элемент для перекрытия поверхности всех сопел каждого мультичипового модуля в замкнутом небольшом объеме с использованием подходящего перекрывающего элемента, как показано на фиг. 8.
[041] В частности, как упомянуто на фиг. 8a и фиг. 8b, перекрывающий элемент состоит в основном из детали 31, оснащенной полой чашей 26, и вмещает уплотнительное кольцо 28, которое проходит по всему внешнему профилю, отслеживая его форму, так чтобы все сопла оставались наглухо закрытыми в небольшом объеме, когда перекрывающий элемент прижимается к передней поверхности MCM в сборе. Внешний профиль 27 хорошо виден на фиг. 8c и окружает все сопла чипов, присутствующих в MCM, которые занимают область, обозначенную пунктирным профилем.
[042] Когда печатающая головка состоит из множества MCM в сборе, каждый из них должен быть оснащен подходящим перекрывающим элементом. Испарение краски с поверхности сопла приводит к увеличению давления паров растворителя в замкнутом объеме. Поскольку утечка паров не может происходить из-за герметичного уплотнительного кольца 28, внутреннее давление паров достигает значения, близкого к уровню насыщения, так что в близкой среде возникает своего рода динамическое равновесие, предотвращая любое дальнейшее чистое испарение из поверхности сопла. Следовательно, печатающая головка может простаивать в течение длительного периода, не подвергаясь заметному засорению сопел.
[043] Перекрывающий элемент может быть помещен в станцию технического обслуживания. В этом варианте осуществления полая чаша 26 может иметь форму с наклонной нижней частью, с возможностью сбора краски, выбрасываемой соплами в ходе операции устранения засорения или продувки, ее транспортировки в бак для сбора отходов (не показан) через трубу 29. Верхний конец трубы 29 сообщается с наклонной нижней частью чаши 26 через сливное отверстие 30. Все части, соединяющие трубу 29 с баком, такие как шланги, крышки или т. п., могут быть наглухо закреплены, так что в рабочем состоянии внутреннее пространство бака и трубы 29 не сообщается с внешней средой.
[044] После перемещения печатающей головки 19 над станцией 24 технического обслуживания, предназначенной для технического обслуживания, моторизованные салазки 25 можно использовать либо для вертикального перемещения печатающей головки к перекрывающему элементу, либо для подъема печатающей головки на определенное расстояние от перекрывающего элемента, в зависимости от фактической потребности. При выполнении только процессов очистки или продувки, печатающую головку следует держать близко к перекрывающему элементу, но не в контакте с ним, оставляя определенный зазор между ними, чтобы выбрасываемые капли не отскочили обратно на переднюю поверхность печатающей головки.
[045] С другой стороны, если необходимо выполнить операцию перекрытия для предотвращения засорения сопел, печатающая головка может войти в контакт с перекрывающим элементом для герметичного уплотнения сопел печатающей головки. Бак для сбора отходов может быть частично заполнен краской. В рабочей конфигурации, как упомянуто выше, он находится в жидкостном сообщении только с перекрывающим элементом. Следовательно, на фазе перекрытия, когда перекрывающий элемент находится в герметичном контакте с передней поверхностью печатающей головки, внутренний объем, образованный полой чашей перекрывающего элемента, баком для сбора отходов и соединительной трубой между ними, остается герметично отделенным от внешней среды без каких-либо утечек, с обеспечением установки давления паров растворителя в закрытом пространстве, предотвращая дальнейшее засорение сопел.
[046] Перекрывающий элемент 32, содержащий полую чашу 26, изображенную на фиг. 8, может быть получен путем формования, в то время как уплотнительное кольцо 27, а также труба 30 могут быть собраны позже.
[047] В альтернативном варианте осуществления две детали или, предпочтительно, все детали могут быть изготовлены с помощью более сложного процесса, такого как формование в два приема. В частности, деталь, составляющая трубу 30, может быть первоначально вставлена в подходящий проход для вставки формы, и термопластичный материал может быть впрыснут, в качестве первого приема, в форму, чтобы сформировать деталь 31, в которой находится полая чаша 26. Термопластичный материал окружает вставленный конец трубы, герметично скрепляя ее в единое целое. Затем, после вращения формы в соответствии с уровнем техники, во втором приеме впрыскивается мягкий резиноподобный материал, чтобы реализовать уплотнительную часть перекрывающего элемента.
[048] Процесс формования в два приема оптимизирует соединение твердых и мягких материалов для создания прочного соединения на границе раздела. Более того, перекрывающий элемент 32, включая трубу 30 и уплотнительное кольцо 28, может быть получен как единое целое без необходимости дополнительной сборки различных деталей, что может вызвать риск остаточных пор на границе раздела.
[049] Перекрывающий элемент 32 должен быть установлен в подходящей рамке 33 с целью эффективного уплотнения передней поверхности печатающей головки, в которой размещены сопла, как проиллюстрировано дополнительно на фиг. 9. Рамка 33 также вмещает ракельные ножи 34.
[050] Перекрывающий элемент 32 может перемещаться в отношении рамки до определенной степени, но не полностью. Существуют некоторые ограничения в конструкции рамки, что заставляет перекрывающий элемент оставаться в периметре рамки, но позволяет ему слегка вращаться вокруг оси α и β, и перемещаться слегка вдоль вертикального направления, обеспечивая точное совпадение с передней поверхностью печатающей головки. Рамка 33 прикреплена к опорной пластине 36, которая является параллельной средней плоскости и, в свою очередь, прочно прикреплена к корпусу оборудования.
[051] Со ссылкой на фиг. 10, в варианте осуществления рамка 33 имеет конструкцию, проиллюстрированную на фиг. 10a и фиг. 10b (изображение в разобранном виде). Перекрывающий элемент 32 закреплен на пластину 37 винтами 38, которые проходят через отверстия 39 на нижней части полой чаши 26. Винты 38 затянуты во втулки 40, которые прочно вставлены в пластину 37. Со стороны нижней пластины втулки удлинены в форме цилиндра. Фактически они зацепляются с пружинами 41, проходящими через витки. На нижней стороне пружины 41 зацепляются с другими защелками 42, соединенными с основанием рамки 33. Следовательно, перекрывающий элемент 32, прикрепленный к пластине 37, оказывается смещенным вверх спиральной пружиной 41.
[052] Рамка 33 оснащена двумя продольными фланцами 43, которые представляют собой вертикальные пластины, на которых выполнены вертикальные пазы 44. Кроме того, имеются два других поперечных фланца 45, перпендикулярные продольным фланцам 43, на которых выполнены два других вертикальных паза 46. Вертикальные пазы 44 и 46 действуют как направляющие для перемещения пластины 37. Фактически, пластина 37 содержит две лапки 47 в продольном направлении и два штифта 48 в поперечном направлении. Лапки и штифты могут скользить по пазам, позволяя пластине перемещаться в вертикальном направлении, а также вращаться вокруг как продольной α, так и поперечной β оси, как показано на фиг. 9, без выхода за периметр рамки. Вертикальные пазы 44 закрываются сверху ограничительными пластинами 53, которые прикреплены к фланцам 43 винтами 49. В ограничительной пластине 53 пальцы 50 выступают в качестве упора для лапок 47, останавливая вверх движение пластины, смещенное спиральными пружинами. Для завершения общей конструкции добавлены две дополнительные детали 51 для поддержки двух очищающих ножей 34. Опорные детали 51 прикреплены к ограничительным пластинам 53 винтами 52, а очищающие ножи, в свою очередь, вставлены в подходящую часть опор 51.
[053] Положение двух очищающих ножей 34 в отношении уплотнительного кольца 28 и четырех чипов (двух верхних чипов, помеченных «I» и двух нижних чипов, помеченных «II») соответствующего MCM, которые, в свою очередь, обозначены пунктирным профилем, показано на фиг. 11. Очищающие ножи 34 установлены так, чтобы превышать высоту уплотнительного кольца 28, что также хорошо видно на фиг. 9. Эта особенность позволяет очищающим ножам 34 соприкасаться с передней поверхностью печатающей головки, прежде чем последняя войдет в зацепление с уплотнительным кольцом 28.
[054] Процесс очистки осуществляют перемещением печатающей головки вперед и назад в горизонтальном направлении вдоль продольной оси Y. Поскольку печатающая головка 19 состоит из множества MCM в сборе, модульно расположенных на опоре 18 для обеспечения уникальной полосы 4 печати, очищающие и перекрывающие элементы можно также представить как модульную сборку отдельных перекрывающих и очищающих элементов, расположенных бок-о-бок, как показано на фиг. 12, где присутствуют только два элемента, для ясности.
[055] Снова обращаясь к фиг. 11, верхний правый очищающий нож обслуживает пару чипов «I» своего собственного модуля, в то время как пара чипов «II» обслуживается нижним левым очищающим ножом смежного MCM, как видно на фиг. 12.
[056] Возвращаясь к фиг. 12, если печатающая головка для выполнения очистки поверхности сначала перемещается вправо, а затем возвращается в исходное положение, в то время как перекрывающий элемент с очищающими ножами остается внизу, верхние чипы очищаются очищающим ножом, установленным на собственной перекрывающей рамке, в то время как нижние чипы основаны на очищающем ноже, установленном на смежном модуле. Обратное случается, если в процессе очистки печатающая головка перемещается влево.
[057] Во время фазы перекрывания печатающая головка опускается по вертикальной оси с помощью вертикальных моторизованных салазок, чтобы войти в зацепление с перекрывающим элементом. Со ссылкой на фиг. 9 и 10, непосредственно перед зацеплением перекрывающий элемент смещается вверх спиральными пружинами 41, но останавливается пальцами 50 пластин 53. После зацепления при движении вниз печатающая головка отделяет лапки 47 пластины 37 от ограничительных пальцев 50, оттягивая вниз перекрывающий элемент, который, в свою очередь, встречно смещается пружиной. Отсоединение пластины допускает некоторое перемещение вокруг оси α и β, обеспечивая точное совпадение уплотнительного кольца 28 с передней поверхностью печатающей головки. Движение печатающей головки останавливается после заранее заданного хода, чтобы гарантировать эффективное уплотнение сопел.
[058] Поскольку очищающие ножи 34 превышают высоту уплотнительного кольца 28, во время зацепления они могут контактировать с передней поверхностью печатающей головки перед уплотнительным кольцом. Чтобы предотвратить любое препятствие, которое может помешать правильному зацеплению или вызвать повреждение очищающих ножей, очищающие ножи помещены в подходящие гнезда 54, которые фактически представляют собой полости, выполненные в опоре 18 MCM в сборе, рядом с каждым MCM 7 в сборе, как показано на фиг. 13. Глубина гнезд такова, что в конфигурации перекрытия очищающие ножи могут быть размещены без изгиба.
[059] На фиг. 14 проиллюстрирована вся модульная станция 24 технического обслуживания, содержащая компоновку множества рамок 33, на которых установлены перекрывающие элементы 32 и очищающие ножи 32. В одном аспекте настоящего изобретения указанная конфигурация подходит для варианта осуществления печатающей головки с дублированной компоновкой MCM в сборе, проиллюстрированных на фиг. 5b.
[060] На фиг. 15 дополнительно проиллюстрирована вся модульная станция 24 технического обслуживания, с видом сверху (фиг. 15a) и на виде сбоку в разрезе (фиг. 15b), соответственно.
[061] Как проиллюстрировано на фиг. 15b, в нижней части станции 24 технического обслуживания имеется желоб 56 для сбора отходов. Он представляет собой длинный, наклонный коллектор, закрепленный под опорной пластиной 36, где сливаются нижние концы всех дренажных труб 29. Краска, падающая из трубы, попадает в наклонный желоб с наклонным дном 55, пока не достигнет выпускного соединителя 57, который, в свою очередь, герметично сообщается с баком с отработанной краской (не показан) через трубу или какой-то другой канал.
[062] Опорная пластина 36 имеет подходящие отверстия, через которые труба 29 проходит в желоб 56 без какого-либо трения с опорной пластиной. Жесткую вставку трубы 29 в желоб 56, с тем, чтобы предотвратить любую утечку жидкости или паров во время фазы перекрытия, осуществляют через промежуточный слой 58, включенный между опорной пластиной 36 и желобом 56. Фактически, труба 29, которая является частью перекрывающего элемента 32, может перемещаться во время операции перекрытия за счет зацепления с передней поверхностью печатающей головки и относительного давления, прикладываемого во время вертикального перемещения печатающей головки. Промежуточный слой 58 действует в качестве прокладки, что обеспечивает герметичное уплотнение между подвижной трубой и желобом, а также герметичным креплением желоба 56 к опорной пластине 36 над ним.
[063] Промежуточный слой 58 проиллюстрирован на фиг. 16. В промежуточном слое 58 имеется множество отверстий 59, диаметр которых немного меньше внешнего диаметра трубы 29, для предотвращения любого зазора после вставки трубы. Положение отверстий 59 в промежуточном слое 58 соответствует положению труб 29 на станции технического обслуживания, как проиллюстрировано на фиг. 16A. Каждая труба 29 проходит через соответствующее отверстие 59 промежуточного слоя 58, уходя в желоб 56. Поскольку промежуточный слой выполнен из подходящего мягкого материала, он позволяет трубе скользить вперед и назад через отверстие, обеспечивая герметичное уплотнение. Материал промежуточного слоя 58 должен быть химически совместимым и устойчивым к растворителю краски. Подходящим материалом может быть пена EPDM с закрытыми ячейками, хотя можно использовать и другие материалы. Как показано на фиг. 16b, промежуточный слой 58 закреплен при помощи винтов 60 к опорной пластине 29, и включенный промежуточный слой 58 может также обеспечить герметичное крепление между двумя деталями.
[064] На практике во время заполнения печатающей головки краской требуется операция, при которой сопла герметично закрываются на определенное время. Способ выполнить это требование состоит в том, чтобы приложить заслонку к поверхности множества печатающих головок, действующих под подходящим давлением, чтобы герметично перекрыть все сопла на поверхности, тем самым предотвращая любое жидкостное сообщение с внешней средой или утечку. Пластина, используемая для уплотнения сопел, должна точно соответствовать поверхности печатающей головки. Материал заслонки должен быть умеренно мягким, чтобы адаптироваться к морфологии поверхности, не повреждая ее. Кроме того, также требуется химическая совместимость и стойкость к компонентам краски. Пена EPDM является подходящим примером для применения. Но материал должен иметь меньший размер ячеек по сравнению с включенным промежуточным слоем 58, описанным выше, чтобы иметь возможность эффективного уплотнения сопел из-за немного более высокой деформируемости.
[065] Поскольку поверхность печатающей головки довольно протяженная, предпочтительно решать индивидуальное уплотнение каждого MCM в сборе или, более предпочтительно, уплотнение каждого кремниевого чипа. Следовательно, давление, необходимое для обеспечения герметичного контакта между пластиной и соплами, необходимо прикладывать с запасом независимости к различным частям поверхности печатающей головки.
[066] Эффективная реализация уплотнительной системы, которую можно использовать согласно настоящему изобретению, основывается на расположении независимых рамок, каждая из которых содержит пластину, смещенную вверх пружинными витками. Пластина может слегка наклониться относительно положения равновесия, как только зацепление с поверхностью печатающей головки и движение вниз печатающей головки отделяют пластину от ее ограничительного упора, в соответствии с концепцией, которая аналогична описанной перекрывающей системы, даже если реальная реализация совсем другая.
[067] Уплотнительный система 61, проиллюстрированная в разобранном виде на фиг. 17, содержит опорное основание 62, оснащенное опорными штифтами 63 для установки на станции 24 технического обслуживания. Множество рамок 64 расположено на опорном основании 62, в соответствии с компоновкой MCM в сборе в печатающей головке. Верхняя пластина 65, имеющая два симметричных боковых деформированных фланца 66, оснащенных, в свою очередь, вертикальными пазами 67, может наклоняться над рамкой 24 относительно положения равновесия. Фактически, два вертикальных цилиндра 68 закреплены под пластиной 65, проходят через подходящие отверстия 69 в рамке 64 и закрепляются под рамкой 64 винтом 70 с включенной распорной шайбой 71, диаметр которой больше размера отверстий 69.
[068] Цилиндры 68 проходят через две спиральные пружины 72, которые зацепляются за них и направляют их. Диаметр спиральной пружины больше, чем размер отверстий 69, и поэтому спиральные пружины лежат на верхней стороне рамки 64, в то время как цилиндры 68 могут проходить свободно. Таким образом, пластина 65 оказывается смещенной вверх спиральными пружинами 72 до тех пор, пока распорная шайба 71 не упрется в нижнюю поверхность рамки 64, которая действует как ограничитель. Приложенное давление вниз к верхней пластине 65 может вызвать отсоединение распорной шайбы 71 от нижней поверхности рамки 64, и пластина 65 может перемещаться вниз, обратно смещенная спиральными пружинами 72.
[069] Опора 62 является основанием, на котором рамка 64 закреплена винтами 74, которые проходят через отверстия 75. Отверстия 76 на опоре соответствуют отверстиям 69 рамки 64. Отверстия 69 являются достаточно большими, чтобы не вызывать никакого препятствия движению цилиндров 68 с закрепленным винтом 70 и распорной шайбой 71. Два дополнительных паза 77 выполнены в опоре 62, чтобы позволить вертикальным фланцам 66 пластины 65 свободно проходить сквозь них при их движении. Наконец, подходящее углубление 78 вмещает стержень 73, который остается в пазах 67 на фланцах 66, действуя как направляющий элемент. После прикрепления рамки 64 к опоре 62 винтами 74 направляющий стержень 73 остается прочно зажатым между ними.
[070] Дополнительная пластина 79 может быть закреплена на верхней пластине 65 винтами 80. Она содержит на своей поверхности пластины 81 из EPDM, соответствующие количеству кремниевых чипов в одном MCM в сборе. Они прикреплены к пластине 79 с точным выравниванием относительно кремниевых чипов в MCM в сборе. Предпочтительно, чтобы продольный размер уплотнительной пластины 81 был меньше длины кремниевого чипа, чтобы предотвратить любое механическое препятствие со стороны герметизирующего клея 14, который охватывает электропровода 13, как описано на фиг. 3 и фиг. 4. Длина уплотнительной пластины 81 достаточна для покрытия поверхности, занимаемой всеми соплами в кремниевом чипе, без контакта с краями чипа, на которых размещены контактные площадки. Сборка уплотнительных пластин 81 на пластину 79 позволяет легко заменять элемент. Вид сверху и общий вид уплотнительной системы 61 в сборе изображены на фиг. 18a и 18b, соответственно.
[071] Преимущество описанного решения состоит в том, что нет необходимости снимать перекрывающий элемент 24 для установки вместо него уплотнительной системы 61, поскольку уплотнительная система 61 может быть установлена сверху с помощью штифтов 63, которые вставляются в подходящие отверстия перекрывающей системы. Уплотнительная система 61 может быть легко вставлена и удалена в соответствии с требованиями. Необходимо только, чтобы моторизованные салазки, которые перемещают печатающую головку в вертикальном направлении вдоль оси Z, имели достаточную длину для размещения как перекрывающего элемента, так и уплотнительной системы без каких-либо помех, когда печатающая головка находится в ее самом верхнем положении.
[072] Процедура герметичного уплотнения сопел уплотнительной системой 61 аналогична процедуре перекрытия. Если вертикальное перемещение печатающей головки достаточно велико, уплотнительная система 61 может быть установлена непосредственно на очищающие элементы и перекрывающий элемент станции 24 технического обслуживания без необходимости их удаления. Кроме того, при опускании печатающей головки передняя поверхность печатающей головки зацепляется с уплотнительными пластинами 81. Движение вниз вызывает отсоединение распорной шайбы 71 от ограничительной поверхности рамки 64. Это позволяет наклонять пластину 79, на которой расположены уплотнительные пластины 81, вокруг двух осей, обеспечивая оптимальный контакт с поверхностью печатающей головки, что обеспечивает уплотнение сопел.
[073] Предлагаемое решение для модульной станции технического обслуживания, предназначенной для технического обслуживания печатающей головки для струйной печати системы струйной печати согласно настоящему изобретению, оказывается простым и эффективным.
[074] По сравнению с другими известными станциями технического обслуживания, настоящее изобретение обеспечивает простую, компактную, эффективную, настраиваемую и малозатратную модульную станцию технического обслуживания, которая способна эффективно выполнять очистку, продувку и перекрытие печатающей головки.
[075] В этом отношении настоящее изобретение позволяет избежать появления нежелательных точек или пятен на печатном носителе во время операции технического обслуживания благодаря двойным моторизованным салазкам, перемещающимся в ортогональных направлениях: в горизонтальном, чтобы обеспечить транспортировку печатающей головки от области печати к станции технического обслуживания, а также движение очистки, и в вертикальном, чтобы отрегулировать расстояние с носителем в области печати, чтобы отрегулировать расстояние со станцией технического обслуживания для продувки сопла, чтобы задействовать и надавить на крышку для операции перекрытия, чтобы оставить необходимое расстояние для помещения дополнительного уплотнителя сопла; чтобы задействовать и надавить на уплотнительный элемент для уплотнения сопла.
[076] Настоящее изобретение обеспечивает герметичное уплотнение поверхности печатающей головки благодаря усовершенствованному методу формования в два приема перекрывающего элемента.
[077] Кроме того, в настоящем изобретении предусмотрена безопасная, простая и встроенная система как для продувки, так и для перекрытия благодаря тому, что бак с отработанной краской герметично сообщается с перекрывающим элементом, что предотвращает любую утечку жидкости или паров при перекрытии печатающей головки.
[078] Вышеуказанный предмет изобретения следует считать иллюстративным, а не ограничивающим, и он служит для лучшего понимания настоящих изобретений, определяемых независимыми пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЖИДКОСТЬЮ СТРУЙНЫХ ПЕЧАТАЮЩИХ ГОЛОВОК, СПОСОБ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ СТРУЙНОЙ ПЕЧАТАЮЩЕЙ ГОЛОВКИ И СТРУЙНЫЙ ПЕЧАТАЮЩИЙ МЕХАНИЗМ | 1997 |
|
RU2178741C2 |
| УСТРОЙСТВО СТРУЙНОЙ ПЕЧАТИ И СПОСОБ СТРУЙНОЙ ПЕЧАТИ | 2019 |
|
RU2747715C2 |
| МОДУЛЬНЫЙ ПОДХОД ДЛЯ СТРУЙНОЙ ТЕХНИКИ | 1999 |
|
RU2215657C2 |
| СТРУЙНОЕ ПЕЧАТАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА КАРТАХ | 2022 |
|
RU2841179C2 |
| МОДУЛЬНОЕ СТРУЙНОЕ ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 1999 |
|
RU2207958C2 |
| УСТРОЙСТВО СТРУЙНОЙ ПЕЧАТИ И СПОСОБ СТРУЙНОЙ ПЕЧАТИ | 2008 |
|
RU2371320C1 |
| ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ СТРУЙНОЙ ПЕЧАТИ | 2010 |
|
RU2431569C1 |
| МУЛЬТИЧИПОВЫЙ МОДУЛЬ (MCM) В СБОРЕ И ПЕЧАТАЮЩАЯ ШТАНГА | 2019 |
|
RU2788596C2 |
| ЧЕРНИЛА ДЛЯ СТРУЙНОЙ ПЕЧАТИ, КОМПЛЕКТ ЧЕРНИЛ, СПОСОБ СТРУЙНОЙ ПЕЧАТИ, КАРТРИДЖ С ЧЕРНИЛАМИ, ПЕЧАТАЮЩИЙ БЛОК И ПЕЧАТАЮЩЕЕ УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ПЕЧАТИ | 2005 |
|
RU2339669C2 |
| ЧЕРНИЛА ДЛЯ СТРУЙНОЙ ПЕЧАТИ, КОМПЛЕКТ ЧЕРНИЛ, СПОСОБ СТРУЙНОЙ ПЕЧАТИ, КАРТРИДЖ С ЧЕРНИЛАМИ, ПЕЧАТАЮЩИЙ БЛОК И ПЕЧАТАЮЩЕЕ УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ПЕЧАТИ | 2005 |
|
RU2336289C1 |
Изобретение относится к модульной станции технического обслуживания, предназначенной для технического обслуживания печатающей головки для струйной печати системы струйной печати, при этом станция технического обслуживания содержит рамку, на которой установлены по меньшей мере один перекрывающий элемент и по меньшей мере один очищающий элемент, средство для горизонтального перемещения по меньшей мере одной печатающей головки для струйной печати между положением печати и положением технического обслуживания, при этом средство для горизонтального перемещения выполнено с возможностью обеспечения процесса очистки, средство для вертикального перемещения по меньшей мере одной печатающей головки для струйной печати, при этом средство для вертикального перемещения выполнено с возможностью обеспечения процессов перекрытия, устранения засорения или продувки в отношении по меньшей мере одной печатающей головки для струйной печати, и бак с отработанной краской в герметичном сообщении с по меньшей мере одним перекрывающим элементом. Технический результат заключается в создании простой, компактной, эффективной, настраиваемой станции технического обслуживания, позволяющей избежать появления нежелательных точек или пятен на печатном носителе во время операции технического обслуживания, а также возможности эффективного выполнения очистки, продувки и перекрытия печатающей головки любой длины. 2 н. и 12 з.п. ф-лы, 27 ил.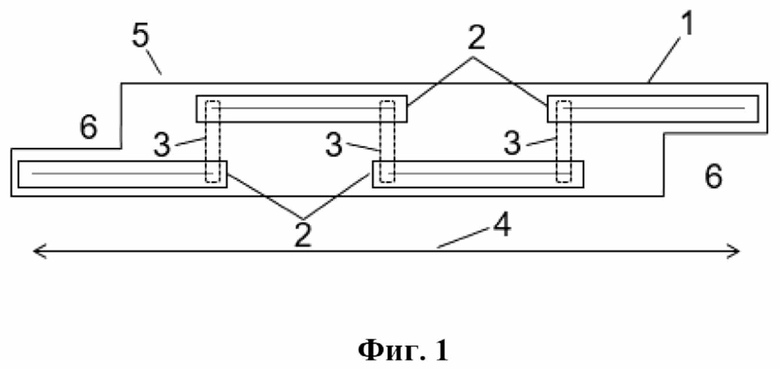
1. Модульная система технического обслуживания, предназначенная для технического обслуживания печатающей головки (19) для струйной печати системы струйной печати, при этом печатающая головка (19) для струйной печати содержит по меньшей мере два мультичиповых модуля (17) (MCM) в сборе, расположенных на опоре (18), причем система технического обслуживания содержит:
по меньшей мере две рамки (33), при этом на каждой из по меньшей мере двух рамок (33) установлены перекрывающий элемент (32) для перекрытия соответствующего одного из по меньшей мере двух MCM (17) в сборе печатающей головки (19) для струйной печати и по меньшей мере два очищающих элемента (34) для очистки печатающей головки (19) для струйной печати,
средство (23) для горизонтального перемещения печатающей головки (19) для струйной печати между положением печати и положением технического обслуживания,
средство (25) для вертикального перемещения печатающей головки (19) для струйной печати, при этом средство для вертикального перемещения выполнено с возможностью обеспечения процессов перекрытия, устранения засорения или продувки в отношении печатающей головки (19) для струйной печати, и
бак с отработанной краской в герметичном сообщении с каждым из перекрывающих элементов (32),
при этом средство (23) для горизонтального перемещения выполнено с возможностью обеспечения процесса очистки путем приведения в контакт поверхности печатающей головки (19) для струйной печати и очищающих элементов (34) в ходе горизонтального перемещения печатающей головки (19) для струйной печати назад и вперед,
отличающаяся тем, что для каждой из по меньшей мере двух рамок (33) один из по меньшей мере двух очищающих элементов (34) расположен на одном конце рамки (33), что соответствует одному концу одного ряда чипов (I) соответствующего одного из по меньшей мере двух MCM (17) в сборе, а другой из по меньшей мере двух очищающих элементов (34) расположен на противоположном конце рамки (33), что соответствует одному концу смежного ряда чипов (II) соответствующего одного из по меньшей мере двух MCM (17) в сборе, так что при очистке одного ряда чипов (I) одного из по меньшей мере двух MCM (17) в сборе одним из по меньшей мере двух очищающих элементов, установленных на соответствующей рамке (33) из по меньшей мере двух рамок (33), смежный ряд чипов (II) указанного одного из по меньшей мере двух MCM (17) в сборе очищается одним из по меньшей мере двух очищающих элементов, установленных на смежной рамке (33) из по меньшей мере двух рамок (33).
2. Модульная система технического обслуживания по п. 1, отличающаяся тем, что по меньшей мере два очищающих элемента (34) представляют собой ракельные ножи.
3. Модульная система технического обслуживания по п. 1 или 2, отличающаяся тем, что средство (23) для горизонтального перемещения печатающей головки для струйной печати и средство (25) для вертикального перемещения печатающей головки для струйной печати представляют собой перемещаемые в горизонтальном направлении моторизованные салазки и перемещаемые в вертикальном направлении моторизованные салазки, соответственно.
4. Модульная система технического обслуживания по п. 3, отличающаяся тем, что система технического обслуживания дополнительно содержит корпус оборудования, и перемещаемые в горизонтальном направлении моторизованные салазки прикреплены к корпусу оборудования, а перемещаемые в вертикальном направлении моторизованные салазки закреплены на перемещаемых в горизонтальном направлении моторизованных салазках.
5. Модульная система технического обслуживания по п. 3, отличающаяся тем, что система технического обслуживания дополнительно содержит корпус оборудования, и перемещаемые в вертикальном направлении моторизованные салазки прикреплены к корпусу оборудования, а перемещаемые в горизонтальном направлении моторизованные салазки закреплены на перемещаемых в вертикальном направлении моторизованных салазках.
6. Модульная система технического обслуживания по любому из предыдущих пунктов, отличающаяся тем, что перекрывающий элемент (32) содержит уплотнительное кольцо (28), проходящее вокруг внешнего профиля перекрывающего элемента (32).
7. Модульная система технического обслуживания по п. 6, отличающаяся тем, что высота по меньшей мере двух очищающих элементов (34) больше высоты уплотнительного кольца (28) перекрывающего элемента (32).
8. Модульная система технического обслуживания по любому из предыдущих пунктов, отличающаяся тем, что перекрывающий элемент (32) дополнительно содержит полую чашу (26) с наклонной нижней частью и трубой (29), соединяющей перекрывающий элемент (32) с баком с отработанной краской.
9. Модульная система технического обслуживания по п. 8, отличающаяся тем, что перекрывающий элемент (32), уплотнительное кольцо (28) и труба (29) выполнены в виде цельной части путем формования, предпочтительно формования в два приема.
10. Модульная система технического обслуживания по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере два очищающих элемента (34) каждой из по меньшей мере двух рамок (33) выполнены с возможностью помещения, в перекрывающей конфигурации, в подходящие полости (54), выполненные в опоре (18) печатающей головки для струйной печати.
11. Модульная система технического обслуживания по любому из предыдущих пунктов, отличающаяся тем, что система дополнительно содержит удаляемую уплотнительную систему, непосредственно установленную на очищающие элементы (34) и/или перекрывающие элементы (32) модульной системы технического обслуживания.
12. Способ технического обслуживания печатающей головки (19) для струйной печати системы струйной печати, при этом печатающая головка (19) для струйной печати содержит по меньшей мере два мультичиповых модуля (17) (MCM) в сборе, расположенных на опоре (18), причем способ включает этапы:
перемещения печатающей головки (19) для струйной печати в горизонтальном направлении из положения печати в положение технического обслуживания с помощью средства (23) для горизонтального перемещения печатающей головки (19) для струйной печати,
обеспечения процесса очистки путем приведения в контакт поверхности печатающей головки (19) для струйной печати и очищающих элементов (34) в ходе горизонтального перемещения печатающей головки (19) назад и вперед, при этом очищающие элементы (34) установлены на по меньшей мере двух рамках (33), причем каждая из по меньшей мере двух рамок (33) содержит по меньшей мере два очищающих элемента (34) и перекрывающий элемент (32) для перекрытия соответствующего одного из по меньшей мере двух MCM (17) в сборе печатающей головки (19) для струйной печати,
обеспечения процессов перекрытия, устранения засорения или продувки в отношении печатающей головки (19) для струйной печати путем вертикального перемещения печатающей головки (19) для струйной печати с помощью средства (25) для вертикального перемещения печатающей головки (19) для струйной печати,
отличающийся тем, что для каждой из по меньшей мере двух рамок (33) один из по меньшей мере двух очищающих элементов (34) расположен на одном конце рамки (33), что соответствует одному концу одного ряда чипов (I) соответствующего одного из по меньшей мере двух MCM (17) в сборе, а другой из по меньшей мере двух очищающих элементов (34) расположен на противоположном конце рамки (33), что соответствует одному концу смежного ряда чипов (II) соответствующего одного из по меньшей мере двух MCM (17) в сборе, так что в ходе процесса очистки, при очистке одного ряда чипов (I) одного из по меньшей мере двух MCM (17) в сборе одним из по меньшей мере двух очищающих элементов (34), установленных на соответствующей рамке (33) из по меньшей мере двух рамок (33), смежный ряд чипов (II) указанного одного из по меньшей мере двух MCM (17) в сборе очищается одним из по меньшей мере двух очищающих элементов (34), установленных на смежной рамке (33) из по меньшей мере двух рамок (33).
13. Способ по п. 12, отличающийся тем, что способ дополнительно включает транспортировку краски, выбрасываемой соплами в ходе процессов перекрытия, устранения засорения или продувки, в бак с отработанной краской в герметичном сообщении с перекрывающим элементом (32).
14. Способ по п. 12, отличающийся тем, что способ дополнительно включает опускание печатающей головки (19) для струйной печати вдоль вертикальной оси в ходе процесса перекрытия и зацепления с перекрывающим элементом (32).
| US 20060098040 A1, 11.05.2006 | |||
| US 20070103505 A1, 10.05.2007 | |||
| US 20130008333 A1, 10.01.2013 | |||
| US 2008152819 A1, 26.06.2008. |

