Изобретение относится к электронике СВЧ в области создания магнитных периодических фокусирующих систем (МПФС) для фокусировки электронного пучка в вакуумных электронных приборах.
Известен способ изготовления МПФС, состоящей из постоянных кольцевых магнитов, разделенных между собой магнитомягкими полюсными наконечниками, включающий в себя настройку МПФС по уровню продольного магнитного поля по заданным амплитудным значениям магнитной индукции на оси отдельных магнитов и по заданному среднему уровню амплитудных значений в регулярной области МПФС, в том числе отбираются кольцевые магниты, имеющие определенное значение поперечной составляющей магнитной индукции, которое не должно превышать заданного значения. Способ измерения и отбора кольцевых магнитов по уровню поперечной составляющей подробно описан в работе Е.И. Каневского, Е.А. Майоровой, О.И. Романова «Связь между поперечной составляющей фокусирующего магнитного поля и токооседанием электронного потока» [1].
Данный способ изготовления МПФС допускает ограничение поперечной составляющей магнитной индукции только по максимальному заданному значению и допускает наличие магнитов с практически нулевым и максимальным разрешенным значением, что не позволяет без дополнительных настроечных элементов компенсировать их воздействие на электронный пучок при настройке электронного прибора. Этот недостаток приводит к значительному увеличению времени настройки прибора и обязательному применению дополнительных настроечных элементов.
В прототипе [Авт.свид. СССР №1464784, МПК: H01J 23/087] затруднение взаимной компенсации влияния поперечной составляющей на формирование электронного пучка в смежных магнитах устранено за счет подбора соседних кольцевых магнитов как по максимальному уровню, так и по разности уровня поперечной магнитной составляющей в смежных магнитах МПФС, определяемым по предложенным формулам. Недостатками указанного способа являются: во-первых, предлагаемое обязательное расположение смежных магнитов с разворотом на 180 градусов по направлению поперечной составляющей, что затруднительно осуществить на электронном приборе в связи с наличием геометрических допусков на сборочные детали, которые вносят свое изменение поперечной составляющей, и невозможностью контроля поперечной составляющей на оси откачанного вакуумного электронного прибора, так как измерения поперечной составляющей проводятся на отдельно взятом магните; во-вторых, при расчете по указанным формулам допустимое отклонение по поперечной составляющей составляет порядка 3% (0,1 мТл) от максимально допустимого уровня поперечной составляющей (2,7 мТл) при суммарной погрешности измерения значения самой поперечной составляющей не менее ±15% от ее истинного значения. Такое соотношение значений существенно увеличивает трудоемкость по подбору подходящих магнитов. Способ не получил распространения на практике из-за необходимости проведения большого количества измерений поперечной составляющей в большом количестве магнитов с их отбраковкой. Кроме того, указанные значения максимальной допустимой поперечной составляющей и допустимой разности ее в смежных магнитах представлены для числа магнитов N=10, при фактическом количестве магнитов в МПФС порядка 30-50 допустимое отклонение должно быть еще меньше, что весьма трудно реализовать.
Настоящим изобретением предлагается способ изготовления МПФС, включающий в себя настройку МПФС по уровню амплитудных значений продольной составляющей магнитной индукции, с дополнительным подбором кольцевых магнитов в смежных кольцевых магнитах с таким уровнем поперечной составляющей, чтобы разница поперечной составляющей в них не превышала от 0 до 15-50% от максимально допустимого уровня поперечной составляющей, которая измеряется в магнитной ячейке, состоящей из кольцевого магнита и двух полюсных магнитомягких наконечников. Такой подбор смежных магнитов по определенной разности поперечной составляющей достаточно просто осуществляется в связи с большим количеством идентичных магнитов, входящих в состав МПФС, и возможностью их перестановки по порядковым номерам.
Технический результат изобретения заключается в снижении трудоемкости и существенном уменьшении времени настройки электровакуумного прибора.
Технический результат достигается благодаря тому, что применение предлагаемого способа позволяет значительно снизить количество дополнительных настроечных элементов, как магнитомягких в виде стальных небольших деталей, так и магнитотвердых в виде частей постоянных магнитов. При изготовлении МПФС все магниты имеют строго ограниченный уровень поперечной составляющей, смежные магниты должны иметь ограничение по разности значения поперечной составляющей магнитной индукции, не превышающей от 0 до 15-50% от максимально допустимого значения, точное значение допустимой разности подбирается в зависимости от типа МПФС и электронного прибора. Такое соотношение позволяет обеспечивать необходимую компенсацию воздействия поперечной составляющей магнитной индукции на электронный пучок на малом участке прибора, при этом угол поворота смежных магнитов по направлению поперечной составляющей не регламентируется, а выбирается по наилучшему токопрохождению в электронном приборе.
Предлагаемый способ был опробован при производстве МПФС электронных приборов на АО «НЛП «Алмаз».
Пример осуществления способа:
- МПФС настраивалась по уровню продольной составляющей магнитной индукции путем частичного размагничивания каждого кольцевого магнита по технологической карте настройки по значениям магнитной индукции в зависимости от порядкового номера магнита в МПФС, причем для каждого порядкового номера подбиралось по 3-4 магнита;
- контроль поперечной составляющей проводился в каждом кольцевом магните методом вращения измерительного зонда и нахождения максимального значения поперечной составляющей с дальнейшим расчетом по известной из уровня техники [1] формуле:
Вп=(Впмакс - Вп180)/2; где Вп - истинное значение поперечной составляющей магнитной индукции на оси кольцевого магнита или магнитной ячейки, Впмакс-максимальное измеренное значение поперечной составляющей магнитной индукции на оси кольцевого магнита или магнитной ячейки при вращении измерительного зонда, Bп180 - измеренное значение поперечной составляющей магнитной индукции на оси кольцевого магнита или магнитной ячейки при повороте измерительного зонда на 180 градусов относительно направления максимального значения поперечной составляющей магнитной индукции на оси кольцевого магнита или магнитной ячейки;
- смежные по порядковым номерам магниты подбирались с учетом допустимой разности по поперечной составляющей не более 30% от допустимого максимального значения 1,8 мТл (разность между смежными магнитами допускалась не более 0,54 мТл); получалось сразу несколько допустимых подборов магнитов для нескольких МПФС.
Следующий пример показывает, как предлагаемый способ изготовления МПФС для СВЧ-приборов О-типа позволяет уменьшить количество дополнительных настроечных элементов и сократить время настройки прибора. До использования данного способа при изготовлении МПФС уровень допустимой поперечной составляющей в 44 магнитах не превышал 1,8 мТл, а разность в смежных магнитах составляла от 0 до 90% от уровня допустимой поперечной составляющей. Количество дополнительных настроечных элементов менялось в пределах 50-120 штук, время настройки составляло 18-23 часа.
При изготовлении МПФС по предлагаемому способу с тем же уровнем допустимой поперечной составляющей и разности в пределах 25-45% от уровня допустимой поперечной составляющей магнитной индукции количество дополнительных настроечных элементов составило 15-25 штук, а время настройки прибора сократилось в два раза.
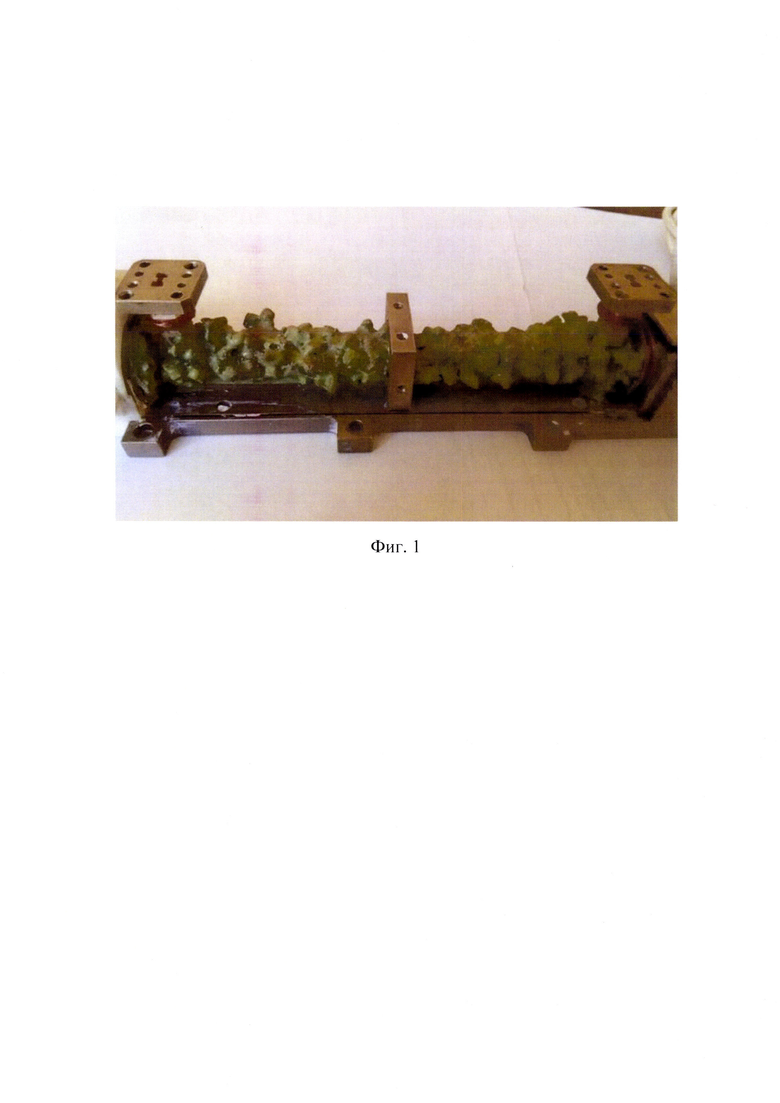
Фиг. 1 и фиг. 2 демонстрируют, что использование предлагаемого способа позволяет значительно сократить количество настроечных элементов. На фиг. 1 показан электронный прибор с МПФС без ограничения в разности уровня поперечной составляющей в смежных магнитах. На фиг. 2 представлен настроенный электронный прибор с МПФС с ограничением 25-30% в разности уровня поперечной составляющей в смежных магнитах.
Данный способ обеспечивает достаточный уровень компенсации воздействия поперечной составляющей в смежных магнитах МПФС, собранной на электронном приборе, что значительно снижает трудоемкость настройки прибора и обеспечивает минимальное количество дополнительных настроечных элементов при подстройке электронного прибора в статическом и динамическом режимах работы. Также предлагаемый способ не предполагает увеличения трудоемкости и повышенных материальных затрат при его реализации. Способ опробован на МПФС трех типов, его использование позволило сократить время настройки в два раза, количество дополнительных настроечных элементов сократилось в 3 раза.
Источники информации:
1. Е.И. Каневский, Е.А. Майорова, О.И. Романов «Связь между поперечной составляющей фокусирующего магнитного поля и токооседанием электронного потока». - Электронная техника, сер.1, 1970, №6.
2. Авторское свидетельство СССР №1464784 А1, 5, H01J 23/087. Андрушкевич B.C., Григорьев Ю.А., Перелыгин А.В., Сахаджи В.Ю., Явчуновский В.Я. Способ изготовления магнитных фокусирующих систем для СВЧ-приборов О-типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ С МПФС | 1996 |
|
RU2091898C1 |
| Магнитная периодическая фокусирующая система | 1976 |
|
SU693473A1 |
| Комбинированная магнитная периодическая фокусирующая система для приборов 0-типа | 1990 |
|
SU1812574A1 |
| МАГНИТНАЯ ФОКУСИРУЮЩАЯ СИСТЕМА | 2022 |
|
RU2796977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ПЕРИОДИЧЕСКОЙ ФОКУСИРУЮЩЕЙ СИСТЕМЫ | 1985 |
|
RU1333130C |
| Способ настройки и температурной стабилизации магнитных периодических фокусирующих систем из постоянных магнитов на основе соединений редкоземельных металлов с 3 @ -металлами | 1990 |
|
SU1790008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО СВЧ-ПРИБОРА О-ТИПА | 1994 |
|
RU2074449C1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ С МАГНИТНОЙ ПЕРИОДИЧЕСКОЙ ФОКУСИРУЮЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2352017C1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ С МАГНИТНОЙ ПЕРИОДИЧЕСКОЙ ФОКУСИРУЮЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2352016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ПЕРИОДИЧЕСКОЙ ФОКУСИРУЮЩЕЙ СИСТЕМЫ | 1988 |
|
RU1522991C |

Изобретение относится к электронике СВЧ в области создания магнитных периодических фокусирующих систем (МПФС) для фокусировки электронного пучка в вакуумных электронных приборах. Технический результат изобретения - снижение трудоемкости и существенное уменьшение времени настройки электровакуумного прибора. При изготовлении МПФС все магниты имеют строго ограниченный уровень поперечной составляющей, а смежные магниты имеют ограничение по разности значения поперечной составляющей магнитной индукции, не превышающей от 0 до 15-50% от максимально допустимого значения, точное значение допустимой разности подбирается в зависимости от типа МПФС и электронного прибора. Такое соотношение позволяет обеспечивать необходимую компенсацию воздействия поперечной составляющей магнитной индукции на электронный пучок на малом участке прибора. 2 ил.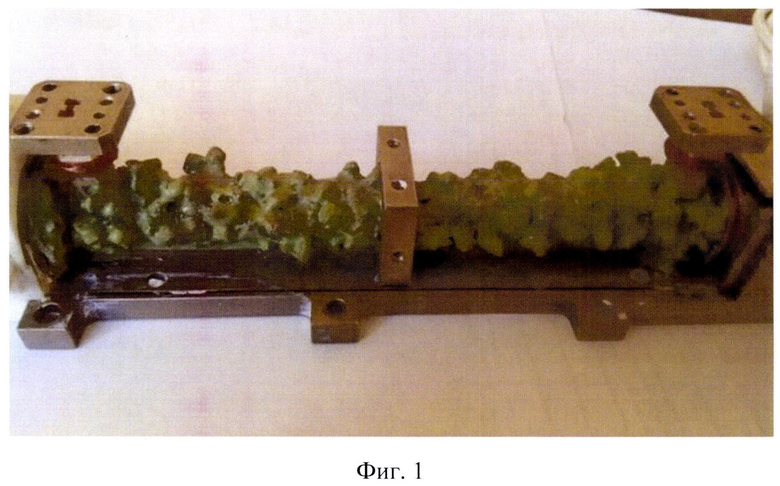
Способ изготовления магнитных периодических фокусирующих систем для СВЧ-приборов О-типа, включающий в себя сборку системы из соосных полюсных наконечников и кольцевых магнитов, контроль параметров каждого кольцевого магнита и комплектацию магнитной системы, при этом годными при отбраковке считают системы, кольцевые магниты которых имеют ограничение по максимальному уровню поперечной составляющей и по разности поперечной составляющей в смежных магнитах, отличающийся тем, что допустимая разность поперечных составляющих в смежных магнитах МПФС должна быть в интервале от 0 до 15-50% от максимально допустимого значения поперечной составляющей, причем допустимая разность определяется для каждого типа МПФС и электронного прибора отдельно в указанном диапазоне.
| Способ изготовления магнитных фокусирующих систем для СВЧ-приборов 0-типа | 1986 |
|
SU1464784A1 |
| Способ изготовления магнитной периодической фокусирующей системы для СВЧ-приборов 0-типа | 1986 |
|
SU1457707A1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ С МАГНИТНОЙ ПЕРИОДИЧЕСКОЙ ФОКУСИРУЮЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2352016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО СВЧ-ПРИБОРА О-ТИПА | 1994 |
|
RU2074449C1 |
| CN 203325830 U, 04.12.2013 | |||
| CN 0204696069 U, 07.10.2015 | |||
| Способ передачи телеметрической информации и устройство для его осуществления (варианты) | 2021 |
|
RU2764730C1 |

