Изобретение относится к подошве для защитной обуви. Изобретение также относится к способу изготовления такой подошвы.
Защитные обувь и ботинки широко используются во многих рабочих условиях, где их использование является обязательным для защиты ног рабочих от прокалывания острыми предметами, ударов о препятствия и ударов при падении каких-либо предметов.
Обычно работодатели обеспечивают рабочих единственной парой защитной обуви и, следовательно, рабочий часто использует одну и ту же пару защитной обуви каждый день в течение всей рабочей смены.
Следовательно, важно, чтобы рабочий имел обувь, которая обеспечивает ему надлежащий уровень безопасности без ухудшения комфорта от ношения обуви.
Гибкость и воздухопроницаемость являются наиболее важными факторами, которые способствуют комфорту от ношения обуви.
Защитная обувь, содержащая антипрокольный слой, встроенный в обувь, хорошо известна из предшествующего уровня техники.
Антипрокольный слой предназначен для препятствования или ограничения травм, которые может получить рабочий, если он случайно наступит на гвоздь или другой острый предмет. Антипрокольные слои могут быть выполнены из различных материалов, и в настоящее время антипрокольные слои на основе текстильных материалов являются наиболее популярными, поскольку они более легкие и более гибкие. Обычно эти слои текстильного материала прикрепляют к нижней части верха обуви и предпочтительно изготавливают с использованием штробельной конструкции, так что они проходят под стопой.
Антипрокольные слои на основе текстильных материалов имеют очень плотное плетение нитей в сочетании с неткаными материалами. В результате антипрокольные слои часто имеют толщину более 4 мм и не позволяют воздуху проходить через их структуру. Пример защитной обуви, содержащей антипрокольный слой на основе текстильных материалов, раскрыт в документе US6167639B1.
Более воздухопроницаемая обувь описана в документе US 2016/0157554, объектом которого является подошва, содержащая протекторный слой и промежуточную подошву с воздушной вентиляцией. Подошва также содержит антипрокольный слой, который расположен между нижним протектором и промежуточной подошвой с воздушной вентиляцией.
Это техническое решение позволяет улучшить воздухопроницаемость обуви, поскольку антипрокольный слой, расположенный под промежуточной подошвой с воздушной вентиляцией, не влияет на воздухопроницаемость обуви.
Однако это техническое решение имеет по меньшей мере два недостатка. Первый недостаток относится к конструкции подошвы, для которой необходимы различные слои подошвы (протектор, антипрокольный слой, промежуточная подошва), подлежащие склеиванию между собой. Такой недостаток является более очевидным в предпочтительном варианте выполнения согласно документу US2016/1057554, в котором антипрокольный слой заключен в прозрачную пластмассовую оболочку.
Фактически, для сборки подошвы между ее различными элементами должны быть нанесены многочисленные слои клея. Например, первый слой клея должен быть нанесен между протектором и нижним краем прозрачной пластмассовой оболочки, второй слой клея должен быть нанесен между краем прозрачной пластмассовой оболочки и антипрокольным слоем, третий слой клея должен быть нанесен между антипрокольным слоем и верхним краем прозрачной пластмассовой оболочки, четвертый слой клея должен быть нанесен между верхним краем прозрачной пластмассовой оболочки и промежуточной подошвой.
Вышеупомянутые слои клея делают подошву более жесткой, и для сборки подошвы необходимо выполнять ряд операций, которые являются более времязатратными и, таким образом, более дорогостоящими.
Кроме того, в техническом решении, описанном в документе US2016/1057554, антипрокольный слой расположен на расстоянии от верхней поверхности подошвы, а именно, от поверхности, которая должна быть в контакте с верхом обуви. В частности, антипрокольный слой расположен на расстоянии от места изгибания подошвы в области, соответствующей переднему отделу стопы.
Эта конкретная конструкция не влияет на комфорт от использования подошвы, когда пользователь стоит. Однако, когда пользователь начинает идти, для того, чтобы следовать движению ступни при ходьбе подошва должна быть способна правильно изгибаться и, как следствие, антипрокольный слой должен быть способен растягиваться, и чем больше расстояние от места изгиба, тем бóльшая величина растяжения требуется.
Однако антипрокольный слой, заблокированный между протектором и промежуточной подошвой, и по причине его слоистой структуры в этой конкретной конструкции может подвергаться намного меньшему удлинению. В результате в подошве практически отсутствует гибкость.
Задача изобретения состоит в том, чтобы решить, по меньшей мере, частично проблемы, упомянутые в отношении защитных подошв известных типов, имеющих антипрокольный слой.
В частности, задача изобретения заключается в создании подошвы для защитной обуви, которая способна обеспечить улучшенную вентиляцию стопы пользователя без влияния на комфорт от использования подошвы.
Кроме того, задача изобретения заключается в создании подошвы для защитной обуви, которая препятствует прокалыванию и имеет относительно небольшой вес.
Кроме того, задача изобретения заключается в создании подошвы для защитной обуви, которую можно относительно легко собирать.
Помимо этого, задача изобретения заключается в создании способа изготовления такой подошвы для защитной обуви, который можно легко внедрить в промышленном масштабе.
Эти и другие задачи решаются с помощью подошвы для защитной обуви по п. 1, защитной обуви по п. 15 и способа изготовления подошвы по п. 16 формулы изобретения.
Особенности и другие преимущества изобретения станут понятными из приведенного далее описания ряда примеров варианта осуществления, приведенных в качестве неограниченного пояснения со ссылками на чертежи.
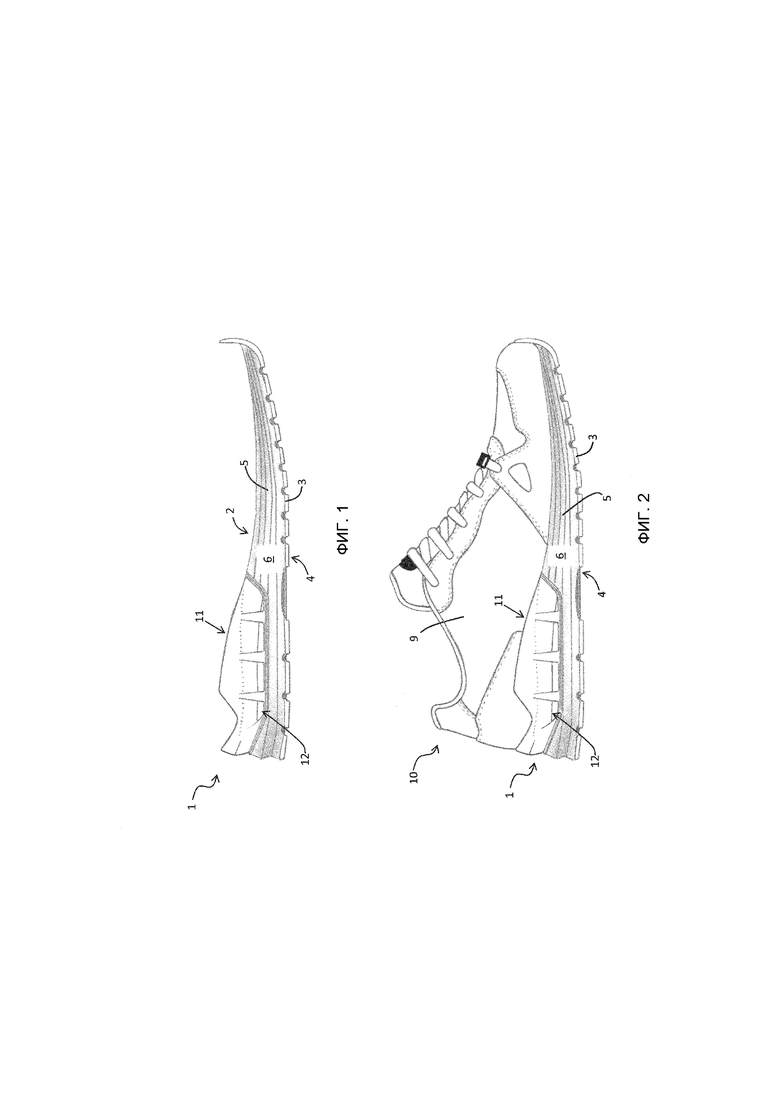
На фиг. 1 показана подошва согласно изобретению, вид сбоку;
на фиг. 2 – защитная обувь, содержащая подошву на фиг. 1, вид сбоку;
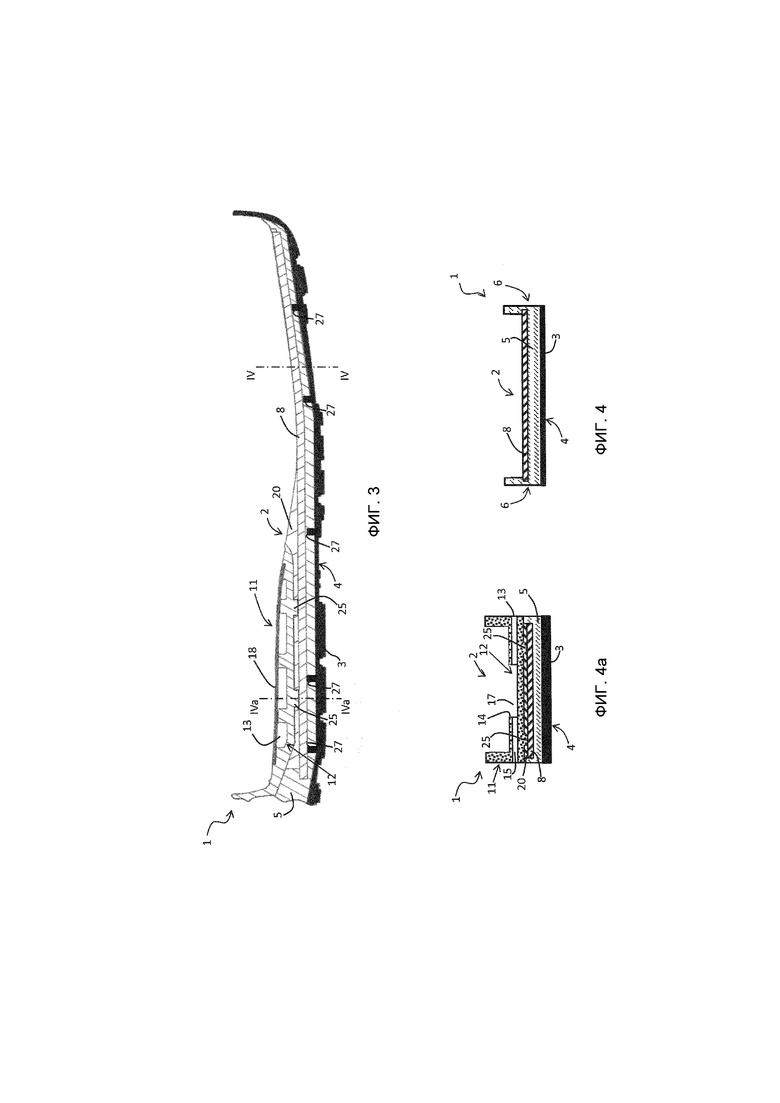
на фиг. 3 – подошва на фиг. 1, вид в продольном разрезе;
на фиг. 4 – вид в поперечном разрезе по плоскости IV-IV на фиг. 3;
на фиг. 4a – вид в поперечном разрезе по плоскости IVa-IVa на фиг. 3;
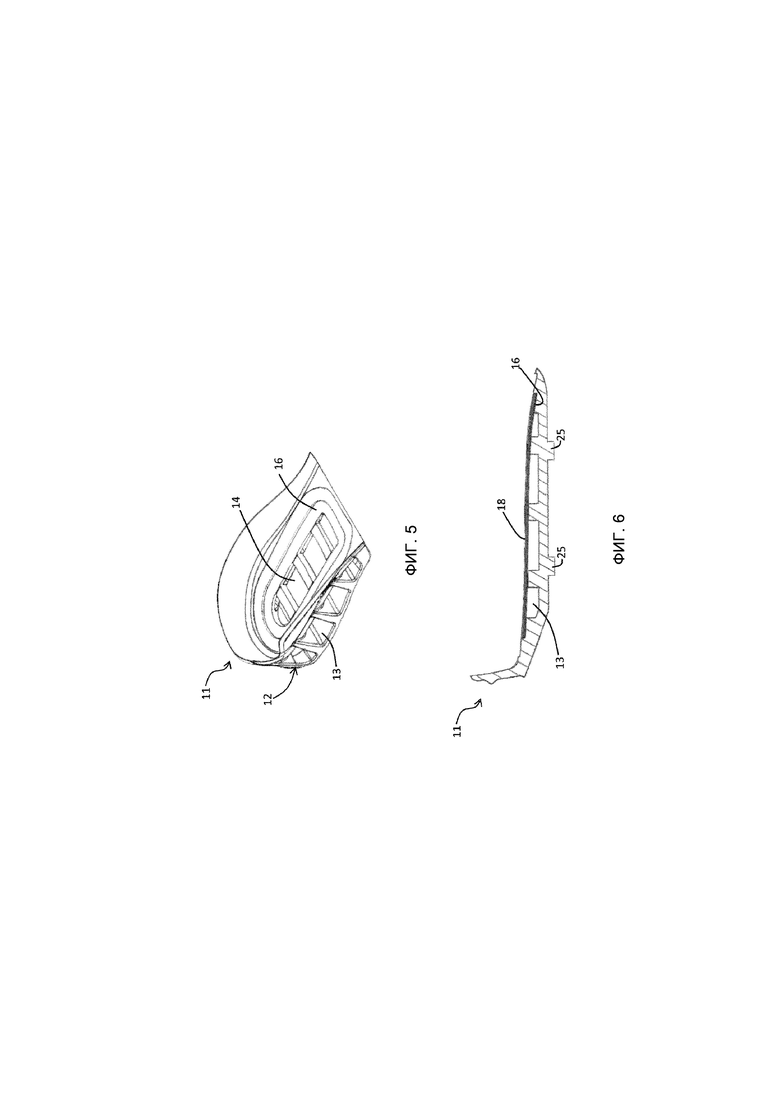
на фиг. 5 – компонент подошвы согласно изобретению, вид в перспективе;
на фиг. 6 – вид в продольном разрезе компонента из фиг. 5;
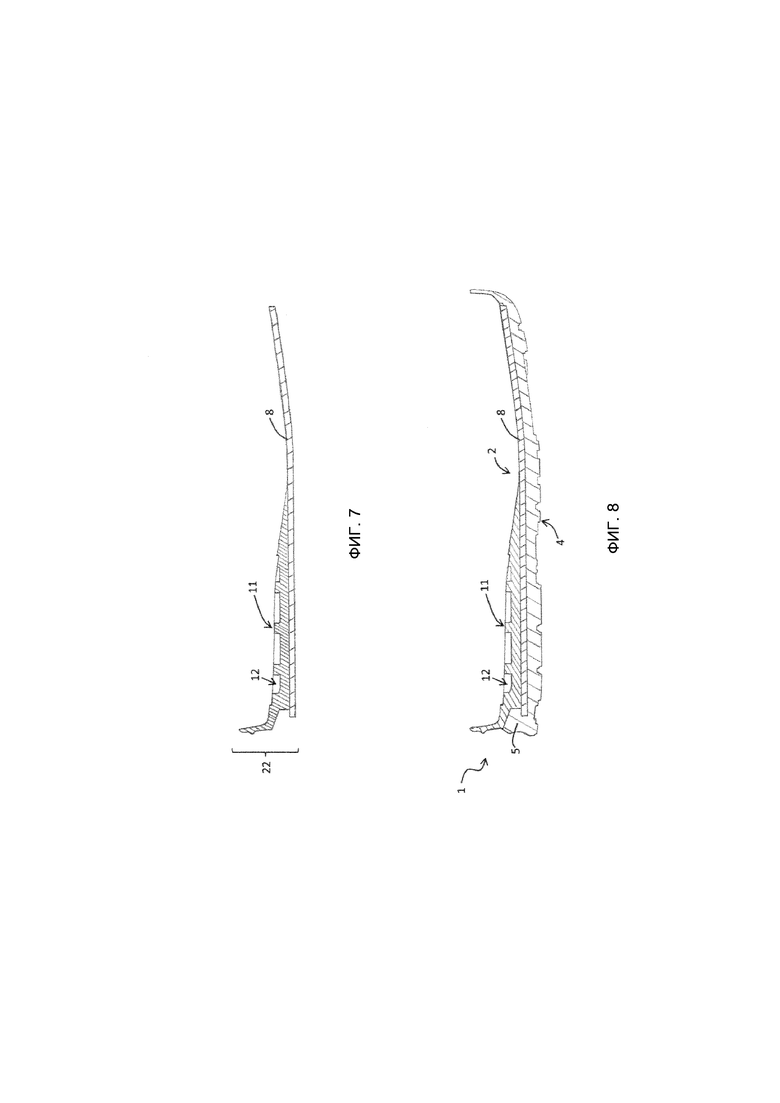
на фиг. 7-11 пояснены различные этапы способа согласно изобретению, схематические виды.
Со ссылкой на чертежи пример подошвы для защитной обуви согласно изобретению обозначен в целом позицией 1.
Описание подошвы 1 и ее отдельных компонентов, приведенное далее, относится к подошве 1, которая используется должным образом.
В частности, в приведенном далее описании понятие «передний» используется для указания части подошвы или ее отдельных компонентов, которая/которые расположена/расположены относительно ближе к носку обуви, в то время как понятие «задний» используется для указания части подошвы или ее отдельных компонентов, которая/которые расположена/расположены относительно ближе к пятке обуви. Аналогичным образом «верхний» означает часть подошвы или ее отдельных компонентов, которая/которые расположена/расположены на относительно большем расстоянии от земли, в то время как «нижний» используется для указания части подошвы или ее отдельных компонентов, которая/которые расположена/расположены относительно ближе к земле.
Как показано на фиг. 2, подошва 1 предназначена для соединения с верхом 9 для получения защитной обуви 10.
Подошва 1 содержит верхнюю поверхность, нижнюю поверхность 4 и боковую поверхность 6.
Более конкретно, верхняя поверхность 2 предназначена для поддерживания ноги пользователя защитной обуви 10, нижняя поверхность 4 предназначена для нахождения в контакте с землей, и боковая поверхность предназначена для соединения с верхней поверхностью 2 и боковой поверхностью 4. Таким образом, следует понимать, что к боковой поверхности относится как внутренняя, так и наружная боковые поверхности подошвы.
Как показано на фиг. 1 – 2, подошва 1 также имеет по меньшей мере один вентиляционный проход 12, который предназначен для сообщения по текучей среде боковой поверхности 6 и верхней поверхности 2, предпочтительно на пяточном участке, а именно, на заднем участке подошвы 1.
Предпочтительно, подошва 1 имеет множество вентиляционных проходов 12. На чертежах показан вариант выполнения подошвы 1 с четырьмя вентиляционными проходами 12. Разумеется, для удовлетворения других конкретных требований могут иметься другие компоновки вентиляционных проходов 12.
После соединения подошвы 1 с верхом 9 вентиляционные проходы 12 обеспечивают вентиляцию нижней поверхности верха 9, обычно содержащей стельку, и, таким образом, ступни пользователя.
Подошва 1 также имеет антипрокольный слой 8. Предпочтительно, антипрокольный слой 8 имеет область поверхности для защиты всей нижней части ступни пользователя от проколов острыми предметами.
Согласно изобретению антипрокольный слой 8 расположен между нижней поверхностью 4 и вентиляционными проходами 12 на пяточном участке подошвы 1 и расположен рядом с верхней поверхностью 2 подошвы 1 на участке подошвы 1, соответствующем переднему отделу стопы, как показано на фиг. 3, 4 и 4a.
В последующем описании выражение «рядом с верхней поверхностью 2 на участке подошвы 1, соответствующем переднему отделу стопы» означает, что на участке подошвы 1, соответствующем переднему отделу стопы, а именно, в передней части подошвы 1 верхний участок антипрокольного слоя 8 расположен не более чем на расстоянии 3 мм от верхней поверхности 2 подошвы 1, даже если он заделан в нее.
В частности, в случае, когда подошва имеет отдельный протектор, расположенный на нижней поверхности 4, выражение «рядом с верхней поверхностью 2 на участке подошвы 1, соответствующем переднему отделу стопы» означает, что антипрокольный слой 8 на участке подошвы 1, соответствующем переднему отделу стопы, не находится в контакте с верхней поверхностью протектора подошвы.
Как будет понятно из приведенного далее описания, вышеупомянутая компоновка антипрокольного слоя 8 на пяточном участке и на участке подошвы 1, соответствующем переднему отделу стопы, с одной стороны, позволяет получить более гибкую подошву и, с другой стороны, обеспечивает увеличенную циркуляцию воздуха между подошвой 1 и верхом 9 защитной обуви 10.
Фактически, благодаря расположению на участке подошвы 1, соответствующем переднему отделу стопы, рядом с верхней поверхностью 2, антипрокольный слой 8 может следовать движениям пользователя при ходьбе, даже если этот слой не подвергается удлинению. Другими словами, участок подошвы 1, соответствующий переднему отделу стопы, даже если он не содержит дополнительный слой, может изгибаться соответствующим образом, не создавая трудностей пользователю.
Фактически, антипрокольный слой 8 расположен рядом с местом изгибания подошвы на участке, соответствующем переднему отделу стопы.
В то же самое время антипрокольный слой 8, благодаря расположению ниже вентиляционных проходов 12 на пяточном участке подошвы 1, не действует в качестве барьера для циркуляции воздуха между боковой поверхностью 6 и верхней поверхностью 2 подошвы 1.
Как преимущество и как показано на чертежах, на участке подошвы 1, соответствующем переднему отделу стопы, верхний участок антипрокольного слоя 8 может совпадать, по меньшей мере частично, с верхней поверхностью 2 подошвы 1. Другими словами, в этом варианте осуществления стелька верха 9 лежит непосредственно на антипрокольном слое 8.
Со ссылкой на фиг. 3, 4 и 4a подошва 1 предпочтительно содержит протектор 3 и промежуточную подошву 5, причем протектор 3 расположен на нижней поверхности 4 подошвы 1 и промежуточной подошве 5, занимающей объем, ограничиваемый верхней поверхностью 2 и боковой поверхностью 6 подошвы 1.
Предпочтительно, протектор 3 выполнен с использованием полистирол-полибутадиен-полистирольного каучука (SBS-каучук) или стирол-бутадиенового каучука (SBR-каучук) или с использованием термопластичного полиуретана (TPU). Промежуточная подошва 5, в свою очередь, предпочтительно выполнена с использованием вспененных полимерных материалов, например, пенополиуретана (PU) или этиленвинилацетата (EVA).
Как преимущество, между верхней поверхностью протектора и нижней поверхностью антипрокольного слоя 8 могут быть выполнены приливы 27.
Предпочтительно, приливы 27 расположены на задней и/или передней части протектора 3. Указанные приливы 27 пригодны для способствования выравниванию протектора 3 с промежуточной подошвой 5 или другими компонентами подошвы 1 во время сборки подошвы 1.
Как преимущество, приливы 27, расположенные в передней части протектора 3, пригодны для удерживания на расстоянии друг от друга, т.е. не в контакте, антипрокольного слоя 8 и верхней поверхности протектора 3 на участке подошвы, соответствующем переднему отделу стопы. Предпочтительно, приливы 27 выступают от верхней поверхности протектора и выполнены за одно целое с протектором.
В подошве 1, содержащей протектор 3 и промежуточную подошву 5, вентиляционные проходы 12 предпочтительно расположены на пяточном участке промежуточной подошвы 5.
Каждый вентиляционный проход 12 соединяет проем 13, расположенный в боковой поверхности 6, с проемом 14, расположенным в верхней поверхности 2 (см. фиг. 4a, где для ясности удален дополнительный слой 18, описанный далее).
Предпочтительно, каждый вентиляционный проход 12 содержит поперечный канал 15 и вертикальный канал 17. Поперечный канал 15 соединяет противоположные проемы 13, имеющиеся на боковых сторонах подошвы 1. Вертикальный канал 17, в свою очередь, проходит от поперечного канала 15 к проему 14 в верхней поверхности 2 подошвы 1.
Как преимущество, поперечные каналы 15 и вертикальные каналы 17 пересекаются рядом с верхней поверхностью 2 подошвы 1 и, таким образом, рядом с нижним участком верха 9.
Предпочтительно, подошва 1 выполнена с использованием гибкого материала и, таким образом, поперечные каналы 15 и вертикальные каналы 17 во время движения при ходьбе под давлением ступни пользователя могут сжиматься и расширяться, обеспечивая улучшенную циркуляцию воздуха. На вышеуказанную циркуляцию воздуха не оказывает влияния наличие антипрокольного слоя 8 внутри подошвы 1, что обеспечивает вентиляцию ступни пользователя.
Как преимущество и как показано на фиг. 3 и 6, проемы 14, имеющиеся в верхней поверхности 2 подошвы 1, могут быть закрыты дополнительным защитным слоем 18.
Предпочтительно, этот дополнительный защитный слой 18 выполнен с использованием защитного сеточного материала. Такой защитный сеточный материал позволяет воздуху походить через него и в то же время препятствует проникновению внутрь вентиляционных проходов 12 небольших предметов, которые во время передвижения при ходьбе могут повредить нижний участок верха 9 обуви.
Как вариант, дополнительный защитный слой 18 может состоять из водонепроницаемой/воздухопроницаемой мембраны. Такая мембрана препятствует просачиванию воды внутрь верха 9 обуви 10 через вентиляционные проходы 12, если, например, пользователь стоит в луже. В то же время мембрана также пропускает через себя водяной пар и поддерживает воздухопроницаемость, обеспечиваемую вентиляционными проходами 12.
В другом варианте выполнения, который не показан на чертежах, дополнительный защитный слой 18 может содержать защитный сеточный материал и водонепроницаемую/воздухопроницаемую мембрану, причем последняя предпочтительно расположена сверху защитного сеточного материала.
Согласно варианту осуществления изобретения, подошва 1 содержит пяточную вставку 11, показанную на фиг. 1, 2, 3, 4a и 6, которая выполнена в виде отдельного элемента от других частей подошвы.
Как вариант, пяточная вставка 11 может быть выполнена за одно целое с антипрокольным слоем 8. В этом случае пяточная вставка отливается непосредственно на верхней поверхности антипрокольного слоя 8 для получения отдельного изделия.
В обоих случаях пяточная вставка 11 предназначена для установки на верхней поверхности 2 подошвы 1 или промежуточной подошвы 5 и предпочтительно имеет анатомическую форму, которая окружает пятку пользователя.
Верхняя поверхность пяточной вставки 11 предпочтительно спроектирована так, чтобы она упиралась в стельку верха 9.
Как преимущество и как ясно показано на фиг. 6, в случае, когда пяточная вставка 11 отделена от антипрокольного слоя 8, нижняя поверхность пяточной вставки 11 может иметь приливы 25, пригодные для способствования выравниванию пяточной вставки 11, когда она сопрягается с другими компонентами подошвы. Предпочтительно, приливы 25 выполнены круглыми.
Предпочтительно, вентиляционные проходы 12 подошвы 1 расположены в пяточной вставке 11. В этом случае проемы 13 и 14 выполнены на боковых поверхностях и на верхней поверхности пяточной вставки 11.
Пяточная вставка 11 предпочтительно выполнена с использованием полимерного материала, который, как преимущество, может отличаться от материала остальной части подошвы 1 или промежуточной подошвы 5. Предпочтительно, пяточная вставка 5 выполнена с использованием более жесткого материала, например, нейлона, полиуретана или термопластичного полиуретана (TPU), чем материал остальной части подошвы.
В этом случае также обеспечивается улучшенная воздухопроницаемость подошвы. Фактически, поскольку пяточная вставка 11 является более жесткой, существует возможность расположения вентиляционных проходов 12, имеющих большее сечение, без риска того, что пятка и вентиляционные каналы сомнутся под давлением стопы.
Как показано на фиг. 5 и 6 верхний участок пяточной вставки 11 может иметь периметрическое гнездо 16 для размещения дополнительного защитного слоя 18.
Предполагается, что подошва 1 содержит антипрокольный слой 8.
Такой антипрокольный слой 8 предпочтительно образован из тканых или нетканых текстильных материалов. Предпочтительно, антипрокольный слой 8 образован из синтетических или полимерных волокон, таких как полиарамидные волокна.
Как преимущество, подошва 1 содержит единственный антипрокольный слой 8, имеющий форму и размер, по существу, соответствующие форме и размеру стельки верха 9.
Антипрокольный слой 8 предпочтительно имеет толщину 2 -5 мм.
В варианте осуществления, согласно которому подошва содержит промежуточную подошву, пяточную вставку и отдельный протектор, предпочтительно задний участок антипрокольного слоя 8, а именно, участок, расположенный между нижней поверхностью 4 и вентиляционными проходами 12, заполняет промежуток между пяточной вставкой 11 и протектором 3 так, чтобы он был полностью заделан в материал промежуточной подошвы 5. Таким образом, может быть обеспечен улучшенный амортизирующий эффект на пяточном участке подошвы.
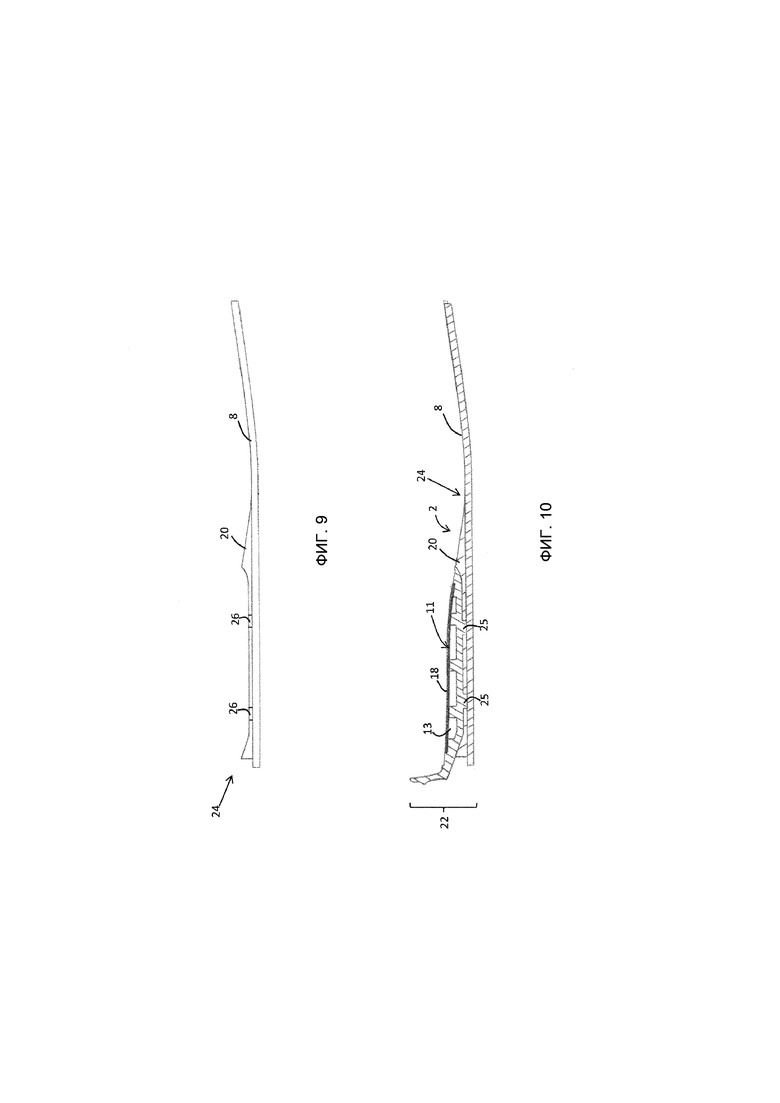
Предпочтительно, антипрокольный слой 8 содержит на заднем участке проставочный элемент 20, показанный на фиг. 3, 4a, 9 и 10. Проставочный элемент 20 закрывает, по меньшей мере, частично верхний участок антипрокольного слоя 8 и, как предназначено, находится в контакте с нижним участком пяточной вставки 11.
Как ясно показано на фиг. 9, проставочный элемент 20 может иметь полости 26, которые выполнены с возможностью зацепления с приливами 25 пяточной вставки 11. Как преимущество, полости 26 пригодны для способствования надлежащему выравниванию проставочного элемента 20 с пяточной вставкой 11.
Как вариант, верхняя поверхность проставочного элемента 20 может иметь выступы (не показаны на чертежах). Как преимущество, в этом случае пяточная вставка 11 имеет на нижней поверхности соответствующие полости для способствования надлежащему выравниванию проставочного элемента 20 с пяточной вставкой 11.
Толщина проставочного элемента 20 соответствует заданному расстоянию между антипрокольным слоем 8 и пяточной вставкой 11.
Проставочный элемент 20 не проходит по всей длине антипрокольного слоя 8, поскольку, согласно изобретению, передняя часть антипрокольного слоя 8 должна быть рядом с верхней поверхностью 2 подошвы 1 для обеспечения улучшенной гибкости подошвы 1.
Проставочный элемент 20 может быть полностью сплошным. Как вариант, проставочный элемент 20 может быть полым в середине и закрывать только периметрический участок антипрокольного слоя 8. В другом варианте осуществления проставочный элемент 20 может иметь другие средства в дополнение к полостям 26, например, выемки или углубления, пригодные для способствования выравниванию и соединению проставочного элемента 20 с промежуточной подошвой 5 и пяточной вставкой 11.
Верхний участок проставочного элемента 20 может иметь соответствующую форму для способствования позиционированию на нем пяточной вставки 11 (см. фиг. 9).
Как утверждается, изобретение также относится к способу изготовления подошвы 1.
При описании указанного способа дается ссылка на вариант выполнения подошвы 1, в которой вентиляционные проходы 12 выполнены в пяточной вставке 11.
Способ включает в себя следующие этапы:
- первая фаза нагнетания, которая включает в себя нагнетание в первую форму полимерного материала поверх задней части антипрокольного слоя 8 для получения первого узла 22, образованного антипрокольным слоем 8 и пяточной вставкой 11, имеющей вентиляционные проходы 12 (см. фиг. 7);
- вторая фаза нагнетания, которая включает в себя нагнетание во вторую форму полимерного материала на нижней части первого узла 22, образованного ранее и загруженного во вторую форму, для получения подошвы 1, причем антипрокольный слой 8 на пяточном участке подошвы 1 расположен между нижней поверхностью 4 и вентиляционными проходами 12 и на участке подошвы, соответствующем переднему отделу стопы, расположен рядом с верхней поверхностью 2 (см. фиг. 8).
Формы, используемые для первой и второй фаз нагнетания, содержат полость и крышку и не показаны, поскольку они являются формами обычного типа.
Вентиляционные проходы 12 представляют собой поднутрение, которое могло бы препятствовать выталкиванию первого узла 22 из первой формы. Как преимущество, вентиляционные проходы могут быть получены известным образом с помощью подвижных вставок, расположенных в полости или в крышке формы.
Полимерный материал, используемый во время выполнения первой фазы нагнетания, может быть таким же, как и полимерный материал, используемый во время выполнения второй фазы нагнетания. Как вариант, могут быть использованы два разных полимерных материала.
Предпочтительно, вторая фаза нагнетания выполняется посредством загрузки второй формы в формовочную машину вверх дном, а именно, полостью сверху крышки.
Таким образом, как преимущество, первый узел 22, полученный во время выполнения первой фазы нагнетания, может быть расположен внутри формы в прямом контакте с крышкой, которая действует в качестве основания. В частности, благодаря наличию выравнивающих справочных отметок можно облегчить позиционирование антипрокольного слоя 8 на основании. В то же самое время посредством позиционирования участка антипрокольного слоя 8, соответствующего переднему отделу стопы, в прямом контакте с основанием можно блокировать его и обеспечить, чтобы давление, прикладываемое полимерным материалом во время выполнения второй фазы нагнетания, не смещало узел 22 из надлежащего положения.
В первом варианте осуществления изобретения первая фаза нагнетания может выполняться в два отдельных этапа, которые могут выполняться одновременно или в разное время.
На первом этапе антипрокольный слой 8 загружают в дополнительную форму для нагнетания поверх его заднего участка полимерного материала с целью получения второго узла 24, образованного антипрокольным слоем 8 и проставочным элементом 20 (см. фиг. 9).
На втором этапе получают отдельно пяточную вставку 11 посредством нагнетания полимерного материала в другую форму.
Таким образом, в этом варианте осуществления первый узел 22 получают посредством размещения пяточной вставки 11 сверху второго узла 24.
Понятно, что в этом варианте осуществления первый узел 22 не является единым элементом и состоит из двух разных элементов, а именно, пяточной вставки 11 и второго узла 24, образованного, в свою очередь, проставочным элементом 20 и антипрокольным слоем 8. Разные элементы первого узла 22 будут соединены во время выполнения следующей второй фазы нагнетания.
После этого первый узел 22, а именно, второй узел 24 и пяточную вставку 11 загружают во вторую форму для выполнения вышеупомянутой второй фазы нагнетания. Ясно, что пяточная вставка 11, которая не составляет единое целое с первым узлом 22, может быть загружена внутрь формы как отдельная вставка.
Как вариант, на втором этапе пяточная вставка 11 может нагнетаться непосредственно на второй узел 24.
Предпочтительно, как указано выше, проставочный элемент 20 и пяточная вставка 11 могут иметь выравнивающие элементы, а именно, полости 26 проставочного элемента 20 и приливы 25 пяточной вставки 11, которые способствуют взаимному позиционированию проставочного элемента 20 и пяточной вставки 11 во время сборки первого узла 22 (см. фиг. 9 и 10).
Предпочтительно, в этом варианте осуществления также выполняют вторую фазу нагнетания посредством загрузки второй формы в формовочную машину вверх дном, а именно, полостью сверху крышки, которая действует в качестве основания.
В другом варианте осуществления перед выполнением второй фазы нагнетания внутрь второй формы вместе с первым узлом 22 может быть загружен отдельный протектор 3.
В этом варианте осуществления первый узел 22 может быть образован антипрокольным слоем 8 и пяточной вставкой 11, которые образуют единое целое друг с другом, или вторым узлом 24 и отдельной пяточной вставкой 11.
В частности, первая узел 22 может быть загружен в полость формы, в то время как протектор 3 может быть прикреплен к крышке. В этом случае также предпочтительно вторую форму загружают в формовочную машину вверх дном, а именно, полостью сверху крышки.
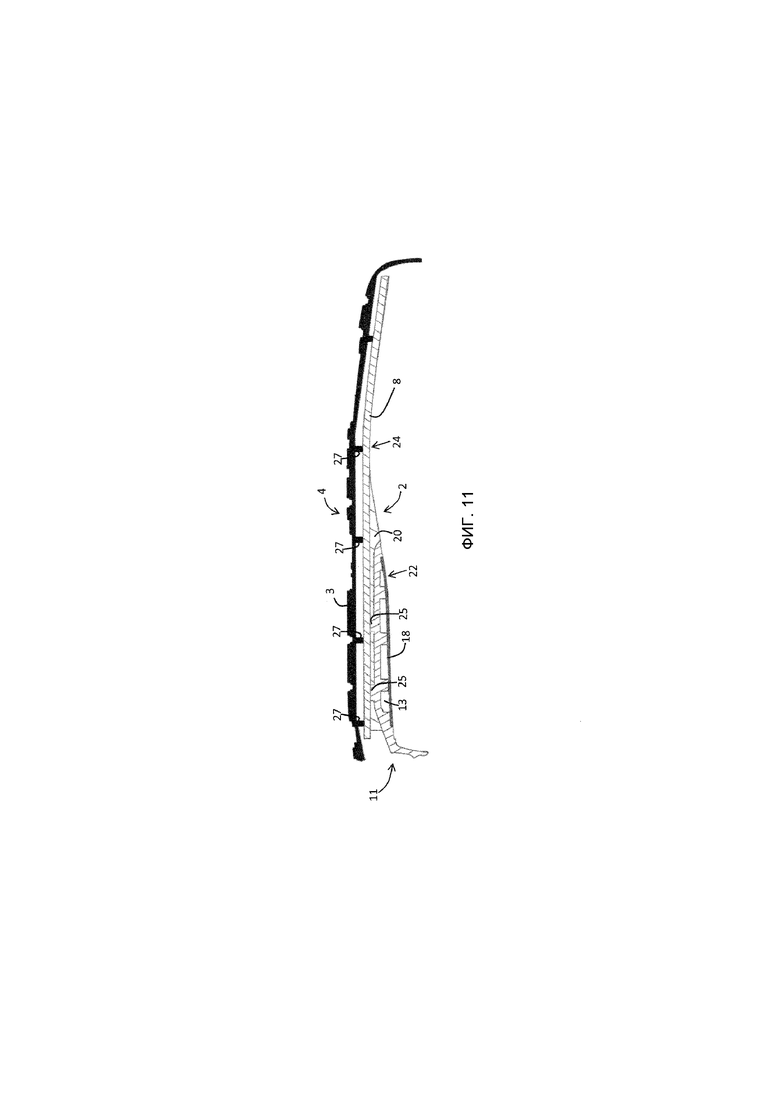
На фиг. 11, которая относится к варианту осуществления, в котором первый узел 22 образован вторым узлом 24 и отдельной пяточной вставкой 11, схематически показано взаимное позиционирование протектора 3 и первого узла 22.
Предпочтительно, в этом варианте осуществления проектор 3 имеет на верхнем участке приливы 27, выполненные с возможностью упора в нижнюю поверхность антипрокольного слоя 8. Как преимущество, наличие приливов 27 на верхнем участке протектора 3 препятствует размещению протектора 3 непосредственно сверху антипрокольного слоя 8, когда форму загружают в формовочную машину вверх дном, и, таким образом, создает зазор между протектором 3 и слоем 8, в который может легко затекать нагнетаемый материал для сборки различных частей подошвы. Без этой особенности существовал бы повышенный риск того, что нагнетаемый материал мог бы течь на несоответствующую сторону протектора 3, а именно, по нижней поверхности подошвы, что привело бы к производственному браку.
Благодаря выполнению второй фазы нагнетания, как упомянуто выше, можно получить подошву, в которой антипрокольный слой заделан по меньшей мере в задней части, в середине промежуточной подошвы.
Благодаря выполнению второго нагнетания можно соединять различные части (пяточную вставку 11, проставочный элемент 20 и антипрокольный слой 8 и протектор 3) подошвы 1.
В другом варианте осуществления, в случае, когда подошва 1 содержит отдельный протектор 3, вторая фаза нагнетания может выполняться во второй форме, предназначенной для обеспечения прямого нагнетания полимерного материала по верху 9 защитной обуви 10, к которому должна быть прикреплена подошва.
В этом случае больше не требуется загружать вторую форму в формовочную машину вверх дном.
Вторая форма будет состоять из основания, двух боковых колец и самóй формы. Такой тип формы не показан на чертежах, поскольку он хорошо известен из предшествующего уровня техники.
Протектор 3 и первый узел 22 загружают на основание. Первый узел 22 размещен сверху протектора 3, который, как преимущество, может иметь приливы 27, выступающие от верхней поверхности протектора 3 и пригодные для способствования взаимному позиционированию первого узла 22 и протектора 3 и удерживания на расстоянии друг от друга, т.е. не в контакте, антипрокольного слоя 8 и верхней поверхности протектора 3 на участке, соответствующем переднему отделу стопы. Кроме того, наличие приливов 27 способствует течению материала внутри формы и между протектором 3 и антипрокольным слоем 8.
Два боковых кольца предназначены для упора в основание, на которое загружают протектор и первый узел, и саму форму, на которую устанавливают верх 9 обуви, для ограничения полости формы, в которую нагнетают материал.
Взаимное позиционирование основания и самóй формы выполнят так, чтобы обеспечить размещение антипрокольного слоя на участке, соответствующем переднему отделу стопы, рядом с нижней поверхностью верха 9, установленного в самóй форме.
Таким образом, существует возможность прямой установки подошвы 1 на защитную обувь без необходимости выполнения дополнительного этапа.
Исходя из вышеизложенного, понятно, как можно решить поставленные задачи с помощью подошвы 1 и способа согласно изобретению.
Фактически, подошва согласно изобретению имеет вентиляционные проходы, способные обеспечить пользователю улучшенную вентиляцию ступни без влияния на комфорт и уровень защиты от прокалываний.
Кроме того, размещение антипрокольного слоя внутри подошвы, как указано выше, не влияет на эстетические характеристики подошвы и вес.
Кроме того, способ согласно изобретению позволяет получить подошву без необходимости нанесения клея между различными элементами подошвы. Благодаря выполнению фаз нагнетания можно одновременно соединять все элементы подошвы, например, пяточную вставку, антипрокольный слой и протектор.
Кроме того, способ согласно изобретению может быть легко внедрен, поскольку в нем используются стандартные способы формования.
Что касается вышеописанных вариантов выполнения подошвы 1 и способа, для удовлетворения конкретных требований специалист в данной области техники может выполнить модификации описанных элементов и/или заменить их эквивалентными элементами без отклонения от объема, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДОШВА ДЛЯ ОБУВИ | 2006 |
|
RU2330593C2 |
| ВЕНТИЛЯЦИОННЫЙ ЭЛЕМЕНТ ПОДОШВЫ, А ТАКЖЕ СОДЕРЖАЩИЕ ЕГО СКОМПОНОВАННЫЙ БЛОК ПОДОШВЫ И ВОДОНЕПРОНИЦАЕМЫЙ, ДЫШАЩИЙ ПРЕДМЕТ ОБУВИ | 2010 |
|
RU2559558C2 |
| ВОДОНЕПРОНИЦАЕМАЯ ВЕНТИЛИРУЕМАЯ ОБУВНАЯ ПОДОШВА | 2012 |
|
RU2521313C2 |
| ПРИДАЮЩИЙ ЭНЕРГИЮ ЗАЩИТНЫЙ БОТИНОК | 2018 |
|
RU2748463C1 |
| КОНСТРУКЦИЯ ПОДОШВЫ ДЛЯ НАКОПЛЕНИЯ И ОТДАЧИ ЭНЕРГИИ | 1999 |
|
RU2238016C2 |
| ОБУВЬ НА РАЗДЕЛЬНОЙ ПОДОШВЕ | 2017 |
|
RU2704878C2 |
| ПОДОШВА ДЛЯ ПОЛУБОТИНКА, В ЧАСТНОСТИ ДЛЯ КРОССОВКИ | 2009 |
|
RU2489069C2 |
| ОБУВЬ НА РАЗДЕЛЬНОЙ ПОДОШВЕ | 2011 |
|
RU2619727C1 |
| ОБУВЬ НА РАЗДЕЛЬНОЙ ПОДОШВЕ | 2011 |
|
RU2565089C2 |
| КОНСТРУКЦИЯ ПОДОШВЫ С УСТРОЙСТВОМ НАГНЕТАНИЯ ВОЗДУХА | 2011 |
|
RU2552092C2 |
Изобретение относится к подошве для защитной обуви, также к способу изготовления такой подошвы. Подошва (1) для защитной обуви (10) содержит верхнюю поверхность (2), предназначенную для поддерживания ноги пользователя, нижнюю поверхность (4), предназначенную для нахождения в контакте с землей, и боковую поверхность (6), предназначенную для соединения верхней поверхности (2) и нижней поверхности (4). Подошва (1) также содержит антипрокольный слой (8) и по меньшей мере один вентиляционный проход (12), выполненный с возможностью обеспечения сообщения по текучей среде боковой поверхности (6) и верхней поверхности (2) подошвы (1). В подошве (1) согласно изобретению антипрокольный слой (8) расположен между нижней поверхностью (4) и указанным по меньшей мере одним вентиляционным проходом (12) на пяточном участке подошвы (1) и рядом с верхней поверхностью (2) на участке подошвы (1), соответствующем переднему отделу стопы. Задача изобретения заключается в создании подошвы для защитной обуви, которая способна обеспечить улучшенную вентиляцию стопы пользователя без влияния на комфорт от использования подошвы, которая препятствует прокалыванию и имеет относительно небольшой вес. 3 н. и 19 з.п. ф-лы, 11 ил.
1. Подошва (1) для защитной обуви (10), содержащая верхнюю поверхность (2), предназначенную для поддерживания ноги пользователя, нижнюю поверхность (4), предназначенную для контакта с землей, и боковую поверхность (6), предназначенную для соединения верхней поверхности (2) и нижней поверхности (4), а также антипрокольный слой (8) и по меньшей мере один вентиляционный проход (12), выполненный с возможностью обеспечения сообщения по текучей среде боковой поверхности (6) и верхней поверхности (2) подошвы (1),
отличающаяся тем, что антипрокольный слой (8) расположен между нижней поверхностью (4) и указанным по меньшей мере одним вентиляционным проходом (12) на пяточном участке подошвы (1) и рядом с верхней поверхностью (2) на участке подошвы, соответствующем переднему отделу стопы.
2. Подошва (1) по п. 1, отличающаяся тем, что указанный по меньшей мере один вентиляционный проход (12) выполнен с возможностью обеспечения сообщения по текучей среде боковой поверхности (6) и верхней поверхности (2) подошвы (1) на пяточном участке подошвы (1).
3. Подошва (1) по п. 1, отличающаяся тем, что верхний участок антипрокольного слоя (8) совпадает, по меньшей мере частично, с верхней поверхностью (2) подошвы (1) на участке подошвы (1), соответствующем переднему отделу стопы.
4. Подошва (1) по п. 1, отличающаяся тем, что содержит отдельную пяточную вставку (11), которая расположена на верхней поверхности (2) подошвы (1), причем указанный по меньшей мере один вентиляционный проход (12) выполнен в пяточной вставке (11).
5. Подошва (1) по п. 1, отличающаяся тем, что содержит пяточную вставку (11), которая выполнена за одно целое с антипрокольным слоем (8), причем указанный по меньшей мере один вентиляционный проход (12) выполнен в пяточной вставке (11).
6. Подошва (1) по п. 4, отличающаяся тем, что антипрокольный слой (8) содержит проставочный элемент (20), закрывающий, по меньшей мере частично, верхний участок антипрокольного слоя (8), причем проставочный элемент (20) выполнен с возможностью находиться в контакте с нижним участком пяточной вставки (11).
7. Подошва (1) по п. 1, отличающаяся тем, что указанный по меньшей мере один вентиляционный проход (12) соединяет первый проем (13), выполненный на боковой поверхности (6) подошвы (1), со вторым проемом (14), выполненным на верхней поверхности (2) подошвы (1).
8. Подошва (1) по п. 1, отличающаяся тем, что указанный по меньшей мере один вентиляционный проход (12) содержит поперечный канал (15), соединяющий противоположные проемы (13), выполненные на боковой поверхности подошвы (1), и вертикальный канал (17), проходящий от поперечного канала (15) к проему (14) на верхней поверхности (2) подошвы (1).
9. Подошва (1) по п. 1, отличающаяся тем, что она содержит протектор (3) и промежуточную подошву (5), причем протектор (3) расположен на нижней поверхности (4) подошвы (1), а промежуточная подошва (5) занимает объем, ограничиваемый верхней поверхностью (2) и боковой поверхностью (6) подошвы (1).
10. Подошва (1) по п. 7, отличающаяся тем, что проем (14) указанного по меньшей мере одного вентиляционного прохода (12) закрыт дополнительным защитным слоем (18).
11. Подошва (1) по п. 10, отличающаяся тем, что дополнительный защитный слой (18) является защитным сеточным материалом или водонепроницаемой/воздухопроницаемой мембраной или комбинацией обоих указанных элементов.
12. Подошва (1) по п. 1, отличающаяся тем, что антипрокольный слой (8) образован из тканых и нетканых текстильных материалов.
13. Подошва (1) по п. 9, отличающаяся тем, что от верхней поверхности протектора (3) на задней и/или передней части протектора (3) выступают приливы (27), расположенные на передней части протектора (3) и приспособленные для удерживания антипрокольного слоя (8) не в контакте с верхней поверхностью протектора (3) на участке подошвы (1), соответствующем переднему отделу стопы.
14. Защитная обувь (10), содержащая подошву (1) по любому из пп. 1-13.
15. Способ изготовления подошвы (1) для защитной обуви (10), содержащей верхнюю поверхность (2), предназначенную для поддерживания ноги пользователя, нижнюю поверхность (4), предназначенную для контакта с землей, и боковую поверхность (6), предназначенную для соединения верхней поверхности (2) и нижней поверхности (4), а также антипрокольный слой (8) и пяточную вставку (11), имеющую по меньшей мере один вентиляционный проход (12), выполненный с возможностью обеспечения сообщения по текучей среде боковой поверхности (6) и верхней поверхности (2) подошвы (1), причем антипрокольный слой (8) расположен между нижней поверхностью (4) и пяточной вставкой (11) на пяточном участке подошвы (1) и рядом с верхней поверхностью (2) на участке подошвы (1), соответствующем переднему отделу стопы; при этом способ включает в себя следующие этапы:
- первая фаза нагнетания, которая включает в себя нагнетание в первую форму полимерного материала поверх задней части антипрокольного слоя (8) для получения первого узла (22), образованного антипрокольным слоем (8) и пяточной вставкой (11);
- вторая фаза нагнетания, которая включает в себя нагнетание во вторую форму полимерного материала на нижней части первого узла (22), образованного ранее и загруженного во вторую форму, для получения подошвы (1).
16. Способ по п. 15, отличающийся тем, что первую фазу нагнетания осуществляют в два различных этапа: на первом этапе антипрокольный слой (8) загружают в дополнительную форму для нагнетания поверх его заднего участка полимерного материала с целью получения второго узла (24), образованного антипрокольным слоем (8) и проставочным элементом (20), а на втором этапе пяточную вставку (11) получают отдельно посредством нагнетания полимерного материала в другую форму; причем первый узел (22) получают посредством объединения антипрокольного слоя (8) с проставочным элементом (20) и пяточной вставкой (11).
17. Способ по п. 16, отличающийся тем, что проставочный элемент (20) имеет полости (26) или выступы, предназначенные для сопряжения с соответствующими приливами (25) или полостями, выполненными на нижней поверхности пяточной вставки (11), что способствует взаимному позиционированию проставочного элемента (20) и пяточной вставки (11) во время сборки первого узла (22).
18. Способ по п. 16, отличающийся тем, что проставочный элемент (20) имеет форму с криволинейными краями, способными сопрягаться с нижними криволинейными краями пяточной вставки (11), тем самым способствуя взаимному позиционированию проставочного элемента (20) и пяточной вставки (11) во время сборки первого узла (22).
19. Способ по п. 15, отличающийся тем, что перед осуществлением второй фазы нагнетания отдельный протектор (3) загружают внутрь второй формы вместе с первым узлом (22).
20. Способ по п. 19, отличающийся тем, что протектор (3) имеет на верхнем участке приливы (27), выполненные с возможностью упора в нижнюю поверхность антипрокольного слоя (8) для создания зазора между протектором (3) и антипрокольным слоем (8), в который затекает полимерный материал, нагнетаемый во второй фазе нагнетания во время сборки различных частей подошвы.
21. Способ по п. 15, отличающийся тем, что первая форма и вторая форма содержат полость и крышку; первую фазу нагнетания и/или вторую фазу нагнетания осуществляют посредством загрузки первой формы и/или второй формы в формовочную машину вверх дном полостью сверху крышки, которая действует в качестве основания.
22. Способ по п. 19, отличающийся тем, что вторую фазу нагнетания осуществляют во второй форме, выполненной с возможностью прямого нагнетания полимерного материала по верху (9) защитной обуви (10).
| US 2016157554 A1, 09.06.2016 | |||
| CN 203969389 U, 03.12.2014 | |||
| ВОДОНЕПРОНИЦАЕМЫЙ, ДЫШАЩИЙ ПРЕДМЕТ ОБУВИ И СПОСОБ ПРОИЗВОДСТВА ПРЕДМЕТА ОБУВИ | 2010 |
|
RU2555945C2 |
| ПРЕДМЕТ ОБУВИ, СКОМПОНОВАННЫЙ БЛОК ПОДОШВЫ ДЛЯ ПРЕДМЕТА ОБУВИ, СПОСОБ ИЗГОТОВЛЕНИЯ СКОМПОНОВАННОГО БЛОКА ПОДОШВЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА ОБУВИ | 2010 |
|
RU2560301C2 |
| ВЕНТИЛЯЦИОННЫЙ ЭЛЕМЕНТ ПОДОШВЫ, А ТАКЖЕ СОДЕРЖАЩИЕ ЕГО СКОМПОНОВАННЫЙ БЛОК ПОДОШВЫ И ВОДОНЕПРОНИЦАЕМЫЙ, ДЫШАЩИЙ ПРЕДМЕТ ОБУВИ | 2010 |
|
RU2559558C2 |

