Изобретение относится к способу оценки микроструктуры материалов, по которой определяют эксплуатационно-технологические свойства материала, и может быть использовано в машиностроении, ракетостроении и других отраслях, в которых необходимо контролировать качество деталей, а также производить оценку остаточного ресурса их надежного функционирования.
Из уровня техники известен способ контроля и диагностики устойчивости покрытия к действию внешних нагрузок, включающий воздействие высоконапорной струей жидкости на образец и оценку результатов этого воздействия по скорости струи, при которой начинается интенсивное разрушение покрытия, или по скорости подачи сопловой головки относительно поверхности диагностируемого образца, или по длине, или глубине образующейся гидрокаверны (RU 2583332, МПК G01N 3/60, 10.05.2016).
Недостатком известного способа являются ограниченные условия применения, а именно только при необходимости исследования поверхностного слоя материала диагностируемой детали, а не исследования ее свойств по всему объему, так как на основе результатов однократного воздействия невозможно оценить и прогнозировать распределение свойств объекта по всему его объему [Фрейденталь A.M. Статистический подход к хрупкому разрушению // Разрушение/ Под ред. Г. Либовица. М.:Мир, 1975. Т. 2. С 616-645].
Наиболее близким по сходным признакам к заявленному является способ диагностики и контроля качества контролируемого объекта, включающий воздействие на него высоконапорной струей жидкости, вызывающей в месте воздействия локальное изменение рельефа поверхности в результате ее гидроэрозии, и оценку качества контролируемого объекта в месте воздействия струей по параметрам гидроэрозии, причем для этого дополнительно осуществляют воздействие указанной высоконапорной струей жидкости на образцы эталона контролируемого объекта из материала, аналогичного материалу контролируемого объекта и имеющего известные физико-механические свойства, а по разнице параметров гидроэрозии контролируемого объекта и его эталона судят о качестве поверхности и/или приповерхностного слоя материала контролируемого объекта (Заявка РФ №2009107370, МПК G01IN 19/06, 10.09.2010) - прототип.
Известный по прототипу способ не позволяет получить данные для оценки качества материала объекта по всему его объему, например, об остаточном ресурсе диагностируемой детали и стабильности его свойств. Кроме того, в известном способе воздействие на поверхностный слой материала детали осуществляется струей жидкости, содержащей частицы абразива, что можно отнести к существенному недостатку осуществления способа оценки качества хрупких материалов или тонкостенных деталей.
Задачей заявленного изобретения является разработка способа определения качества микроструктуры поверхностного слоя контролируемого объекта, по которому можно судить о качестве контролируемого объекта по всему его объему.
Техническим результатом заявленного изобретения является расширение технологических возможностей при воздействии высоконапорной струей жидкости на диагностируемый объект за счет оценки эксплуатационно-технологических свойств контролируемого объекта по всему его объему.
Указанный технический результат достигается тем, что в способе диагностики и контроля качества контролируемого объекта, включающем воздействие на него и на образец эталона контролируемого объекта высоконапорной струей жидкости, вызывающей в месте воздействия локальное изменение рельефа поверхности в результате ее гидроэрозии, и оценку качества контролируемого объекта в месте воздействия струей, согласно изобретению, воздействие высоконапорной струей жидкости на контролируемый объект и образец его эталона осуществляют до достижения изменения шероховатости не более, чем на один класс чистоты шероховатости при самом первом воздействии, а по полученным значениям равновесных шероховатостей и времени их достижения контролируемого объекта и образца его эталона осуществляют оценку эксплуатационно-технологических свойств контролируемого объекта по всему его объему.
Кроме того, технический результат достигается тем, что осуществляют многократное воздействие высоконапорной струей жидкости на контролируемый объект и образец его эталона и многократное измерение шероховатостей обработанных поверхностей; а также тем, что на контролируемый объект предварительно оказывают физическое воздействие; измерения шероховатости контролируемого объекта производят в его наиболее нагруженной зоне.
Сравнение равновесных шероховатостей контролируемого объекта и его эталона, полученных в ходе многократных физических воздействий высоконапорной струей жидкости, позволяет судить не только о качестве приповерхностного слоя контролируемого объекта, но также и прогнозировать его эксплуатационно-технологические свойства по всему его объему, так как многократность воздействий высоконапорной струей жидкости и фиксация значений шероховатости обработанной поверхности позволяет получить зависимость шероховатости от количества воздействий и прогнозировать их изменения не только со временем, но и по всей глубине контролируемого объекта.
Совокупность параметров режима воздействия высоконапорной струей жидкости, таких как скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt обусловлена тем, чтобы изменение шероховатости происходило не более, чем на один класс чистоты шероховатости при самом первом воздействии, и это важно для плавного изменения шероховатости во времени. Таким образом реализуется малоинвазивное неразрушающее воздействие, обеспечивающее информативность проводимой диагностики контролируемого образца. Причем, чем меньше изменение шероховатости происходит за один проход высоконапорной струи по диагностируемой поверхности, тем с большей точностью можно прогнозировать изменение эксплуатационно-технологических характеристик контролируемого объекта.
Измерение шероховатости в наиболее нагруженных зонах контролируемого объекта позволяет получить более достоверную информацию о поведении контролируемого образца в ходе его эксплуатации, так как оценка эксплуатационно-технологических свойств именно в этих наиболее нагруженных местах является наиболее информативно-значимой. Например, вырезка образцов из зоны сварных соединений.
Предварительное наложение физических воздействий на контролируемый объект позволяет расширить технологические возможности воздействия высоконапорной струей жидкости, а также расширить диапазон эксплуатационно-технологических характеристик, оцениваемых в ходе диагностирования контролируемого объекта. Так, например, для оценки остаточных напряжений на контролируемый объект (до воздействия высоконапорной струей жидкости на него) и на образец его эталона накладывают одинаковые растягивающие нагрузки. Благодаря предварительному наложению одинакового напряжения на контролируемый объект и образец его эталона, после воздействия на них высоконапорной струей жидкости при одинаковых режимах, по разнице образующихся равновесных шероховатостей можно осуществлять оценку остаточных напряжений и судить о степени упрочнения контролируемого объекта, что в свою очередь определяет его остаточный ресурс.
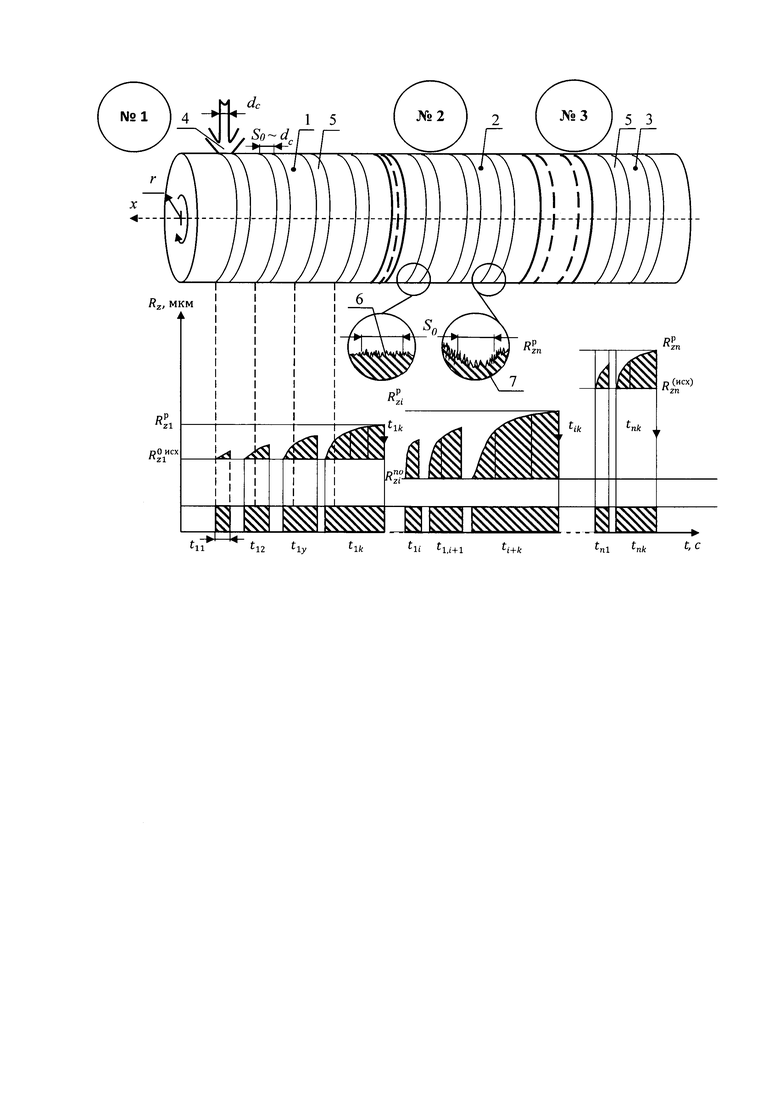
Предлагаемый способ иллюстрируется чертежом, где приведена циклограмма, характеризующая кинетику формирования равновесной шероховатости (микрорельефа) поверхности контролируемого объекта.
На чертеже обозначены:
Поз. 1, 2, 3 - соответственно образцы из разных материалов;
Поз. 4 - зона воздействия гидроструей;
Поз. 5 - следы (треки) на поверхности контролируемого объекта от действия гидроструей;
Поз. 6 - характер изменения микрорельефа (шероховатости) поверхности контролируемого объекта в начальный период действия гидроструей;
Поз. 7 - микропрофиль следа от гидроструи на завершающем этапе формирования равновесной шероховатости (для i-ого образца);
 - соответственно различные времена воздействия гидроструей на контролируемый объект;
- соответственно различные времена воздействия гидроструей на контролируемый объект;
 - основные информационно-динамические признаки (ИДП) рассматриваемого способа;
- основные информационно-динамические признаки (ИДП) рассматриваемого способа;
 - ИДП, характеризующие функциональную поврежденность материала поверхностного слоя;
- ИДП, характеризующие функциональную поврежденность материала поверхностного слоя;
 - дополнительные ИДП.
- дополнительные ИДП.
Способ диагностики и контроля микроструктуры, в том числе эксплуатационно-технологических свойств контролируемого объекта, осуществляют следующим образом.
На диагностируемую поверхность контролируемого объекта, исходный класс чистоты шероховатости которого совпадает с исходным классом чистоты шероховатости эталонного образца, осуществляют воздействие высоконапорной струей жидкости в течение заданного времени Δt при заданных скорости подачи струеформирующей головки S и скорости высоконапорной струи ν. Затем измеряют шероховатость полученной поверхности и фиксируют ее значение. Упомянутые действия повторяют до тех пор, пока измеряемая шероховатость не достигнет равновесного состояния, а именно, например, последние пять идущих подряд измерений шероховатости не будут отличаться более чем на 10% между собой. При этом параметры режима каждого воздействия высоконапорной струей жидкости (скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt) остаются неизменными. Равновесной шероховатостью  принимают среднюю арифметическую шероховатость последних пяти измерений, при условии, что они не отличаются между собой больше чем на 10%.
принимают среднюю арифметическую шероховатость последних пяти измерений, при условии, что они не отличаются между собой больше чем на 10%.
Для того чтобы задать время воздействия высоконапорной струей жидкости Δt на диагностируемую поверхность контролируемого объекта необходимо провести серию предварительных экспериментов и определить такую комбинацию параметров режима воздействия (Δt, S и ν), которая обеспечивает изменение шероховатости диагностируемой поверхности контролируемого объекта не более чем на один класс чистоты шероховатости за один проход.
Оценку качества диагностируемой поверхности детали производят следующим образом.
По полученным данным в ходе осуществления диагностирования поверхности контролируемого объекта, а именно по изменению шероховатости Ra поверхности за общее время  и количеству воздействий n определяют степень поврежденности и нестабильности материала контролируемого объекта.
и количеству воздействий n определяют степень поврежденности и нестабильности материала контролируемого объекта.
Так, например, при резких скачках изменения шероховатости во время обработки можно судить о высокой степени нестабильности параметров качества материала контролируемого объекта. А при плавных (практически незаметных) изменениях шероховатости можно судить о низкой поврежденности и высокой стабильности эксплуатационно-технологических свойств контролируемого объекта.
Сравнивая экспериментально полученную равновесную шероховатость поверхностного слоя диагностируемой детали и полученную аналогично равновесную шероховатость поверхностного слоя эталонного образца, то есть образца с заранее известными эксплуатационно-технологическими свойствами, можно судить о качестве диагностируемой детали по всему объему. Так, если эти значения близки между собой, то эксплуатационно-технологические свойства диагностируемого образца и эталона тоже близки, а значит диагностируемая деталь имеет те же качественные и количественные значения этих свойств (например, прочность, твердость, износостойкость).
Более того, на диагностируемую деталь могут быть предварительно кратковременно наложены растягивающие напряжения в пределах упругой деформации, позволяющие оценивать остаточные напряжения в диагностируемой детали и судить об ее остаточном ресурсе.
Пример
В качестве диагностируемого объекта был выбран цилиндр из стали марки 12Х18Н10Т, исходная шероховатость поверхности которого Ra=0,8 мкм (7й класс чистоты шероховатости). Диаметр цилиндра 50 мм, а длина - 10 мм. Предварительно опытным путем было установлено, что при давлении в насосе 400 МПа, обеспечивающей скорость высоконапорной струи воды ν=700 м/с, скорости подачи струеформирующей головки S=2 мм/с и времени воздействии Δt=7 с достигается изменение шероховатости в пределах одного класса, а именно с Ra=0,8 мкм до Ra=1,2 мкм. Таким образом были выбраны параметры режима воздействия ν=700 м/с, S=2 мм/с и Δt=7 с. В ходе проведения 12-кратного воздействия высоконапорной струей жидкости на цилиндр были зафиксированы следующие значения шероховатости поверхности: 1,2 мкм; 1,6 мкм; 1,5 мкм; 1,5 мкм; 1,7 мкм; 1,7 мкм; 1,6 мкм; 2,3 мкм; 2,4 мкм; 2,4 мкм; 2,5 мкм; 2,5 мкм. Как видно из результатов последних пяти измерений, можно считать, что была достигнута равновесная шероховатость, равная среднему арифметическому последних пяти измерений 
В ходе аналогичных воздействий на образец эталона из такого же материала с исходной шероховатостью  было установлено, что равновесная шероховатость
было установлено, что равновесная шероховатость  достигается за первые 10 воздействий высоконапорной струей жидкости. Так как равновесная шероховатость образца эталона очень близка к равновесной шероховатости контролируемого образца, то можно сделать вывод о том, что эксплуатационно-технологические свойства контролируемого образца близки к эксплуатационно-технологическим свойствам образца эталона, причем по всему объему обоих образцов.
достигается за первые 10 воздействий высоконапорной струей жидкости. Так как равновесная шероховатость образца эталона очень близка к равновесной шероховатости контролируемого образца, то можно сделать вывод о том, что эксплуатационно-технологические свойства контролируемого образца близки к эксплуатационно-технологическим свойствам образца эталона, причем по всему объему обоих образцов.
Таким образом, заявленное изобретение позволяет расширить технологические возможности контроля и диагностики эксплуатационно-технологических свойств деталей, в том числе, повысить точность оценки остаточного ресурса за счет многократного воздействия высоконапорной струей жидкости и измерения шероховатости полученной поверхности.
Заявленное изобретение может найти применение в качестве экспресс-оценки текущего состояния конструкций при их эксплуатации, в том числе, за пределами их гарантийных сроков эксплуатации, с целью верификации моделей расчетного определения остаточного ресурса объектов исследования с повышенными требованиями по надежности, например, потенциально опасных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПРЕСС-ДИАГНОСТИКИ ПОВЕРХНОСТНОГО СЛОЯ МАТЕРИАЛОВ | 2013 |
|
RU2518360C1 |
| СПОСОБ ЭКСПРЕСС-ДИАГНОСТИКИ ПОВЕРХНОСТНОГО СЛОЯ МАТЕРИАЛОВ | 2013 |
|
RU2518359C1 |
| СПОСОБ ДИАГНОСТИКИ КАЧЕСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2518590C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2019 |
|
RU2718631C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОСТИ | 2015 |
|
RU2578324C1 |
| Способ гидромассажа потоками водных струй субмиллиметрового диапазона | 2021 |
|
RU2788278C1 |
| Способ диагностики состояния поверхностного слоя твердотельной мишени под действием внешних нагрузок | 2022 |
|
RU2796454C1 |
| СПОСОБ ГИБРИДНОЙ УЛЬТРАСТРУЙНО-ЭМИССИОННОЙ ДИАГНОСТИКИ КАЧЕСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2698485C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
Изобретение относится к способу оценки микроструктуры материалов, по которой определяют эксплуатационно-технологические свойства материала, и может быть использовано в машиностроении, ракетостроении и других отраслях, в которых необходимо контролировать качество деталей, а также производить оценку остаточного ресурса их надежного функционирования. Сущность: путем проведения серии предварительных экспериментов определяют такую комбинацию параметров режима воздействия: скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt, которая обеспечивает изменение шероховатости диагностируемой поверхности контролируемого объекта не более чем на один класс чистоты шероховатости за один проход, на диагностируемую поверхность контролируемого объекта, исходный класс чистоты шероховатости которого совпадает с исходным классом чистоты шероховатости эталонного образца. Осуществляют воздействие высоконапорной струей жидкости в течение заданного времени Δt при заданных скорости подачи струеформирующей головки S и скорости высоконапорной струи ν, при этом параметры режима каждого воздействия высоконапорной струей жидкости: скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt остаются неизменными. Измеряют шероховатость полученной поверхности и фиксируют ее значение, упомянутые действия повторяют до тех пор, пока измеряемая шероховатость не достигнет равновесного состояния, а именно, последние пять идущих подряд измерений шероховатости не будут отличаться более чем на 10% между собой. По полученным значениям равновесных шероховатостей и времени их достижения контролируемого объекта и образца его эталона осуществляют оценку эксплуатационно-технологических свойств контролируемого объекта по всему его объему. Технический результат: расширение технологических возможностей при воздействии высоконапорной струей жидкости на диагностируемый объект за счет оценки эксплуатационно-технологических свойств контролируемого объекта по всему его объему. 3 з.п. ф-лы, 1 ил.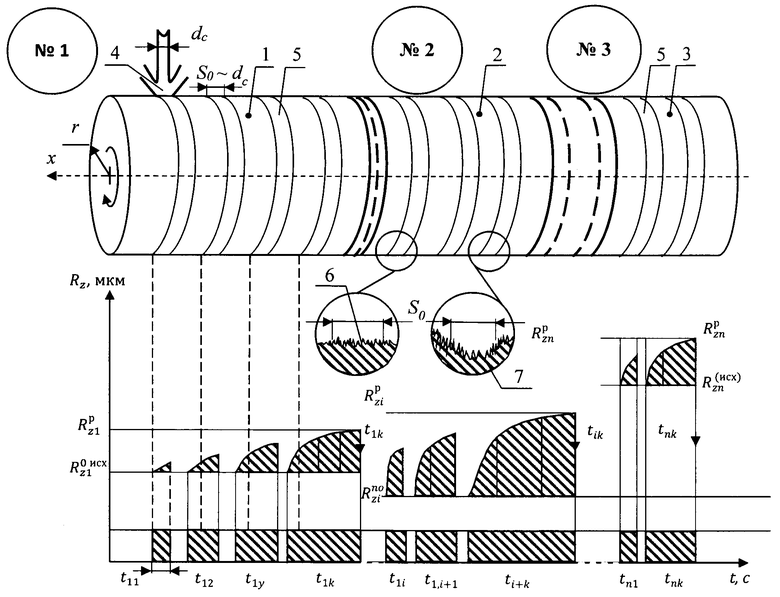
1. Способ диагностики и контроля качества контролируемого объекта, включающий воздействие на него и на образец эталона контролируемого объекта высоконапорной струей жидкости, вызывающей в месте воздействия локальное изменение рельефа поверхности в результате ее гидроэрозии, и оценку качества контролируемого объекта в месте воздействия струей, отличающийся тем, что путем проведения серии предварительных экспериментов определяют такую комбинацию параметров режима воздействия: скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt, которая обеспечивает изменение шероховатости диагностируемой поверхности контролируемого объекта не более чем на один класс чистоты шероховатости за один проход, на диагностируемую поверхность контролируемого объекта, исходный класс чистоты шероховатости которого совпадает с исходным классом чистоты шероховатости эталонного образца, осуществляют воздействие высоконапорной струей жидкости в течение заданного времени Δt при заданных скорости подачи струеформирующей головки S и скорости высоконапорной струи ν, при этом параметры режима каждого воздействия высоконапорной струей жидкости: скорость подачи струеформирующей головки S, скорость высоконапорной струи ν и время воздействия Δt остаются неизменными, измеряют шероховатость полученной поверхности и фиксируют ее значение, упомянутые действия повторяют до тех пор, пока измеряемая шероховатость не достигнет равновесного состояния, а именно, последние пять идущих подряд измерений шероховатости не будут отличаться более чем на 10% между собой, по полученным значениям равновесных шероховатостей и времени их достижения контролируемого объекта и образца его эталона осуществляют оценку эксплуатационно-технологических свойств контролируемого объекта по всему его объему.
2. Способ по п. 1, отличающийся тем, что осуществляют многократное воздействие высоконапорной струей жидкости на контролируемый объект и образец его эталона и многократное измерение шероховатостей обработанных поверхностей.
3. Способ по п. 1, отличающийся тем, что на контролируемый объект предварительно оказывают физическое воздействие.
4. Способ по п. 1, отличающийся тем, что измерения шероховатости контролируемого объекта производят в его наиболее нагруженной зоне.
| RU 2009107370 A, 10.09.2010 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2019 |
|
RU2718631C1 |
| CN 108801826 A, 13.11.2018 | |||
| CN 1924549 B, 24.11.2010. | |||
