Изобретение относится к категории машиностроения и, в частности, к области изготовления-копирования ключей всех типов для цилиндровых замков, дверных замков, автомобильных замков и т. д.
Первая техническая проблема, имеющаяся в текущем уровне техники - это проблема идентификации ключей. В частности, тысячи разных ключей имеют одинаковую головку ключа и одинаковый или похожий профиль ключа и не могут быть распознаны. Кроме того, когда ключи двух разных людей относятся к одной и той же модели марки замка, может быть трудно различить их. Кроме того, эти ключи не могут быть идентифицированы в темноте, они не могут быть идентифицированы людьми с ослабленным зрением, и они не могут быть идентифицированы наощупь. Кроме того, у пользователя, у которого есть две или более двери с одинаковой моделью и маркой замка, имеются ключи с одинаковой головкой ключа и профилем ключа и их трудно отличить друг от друга. Визуально они выглядят одинаково, потому что все ключи одной модели и марки одинаковы и различаются только глубиной реза бороздок ключа каждого ключа. Это происходит потому, что производители замков производят каждую модель цилиндрового замка с определенной формой профиля замочной скважины, что, в свою очередь, приводит к тому же профилю ключа с идентичной головкой ключа и формой. Единственный способ распознать одинаковые ключи - это попробовать их в дверном замке. В этом случае все ключи помещаются во все разные замки одной и той же марки, но если неправильный ключ вставлен в неправильный замок, и пользователь пытается повернуть ключ, что усугубляется ошибочной уверенностью пользователя в том, что он вставил правильный ключ в правильный замок, это имеет неожиданные последствия, поскольку ключ может сломаться внутри замка, или застрять в неправильном замке, или отломаться внутри и заблокировать замок (если это ключ с двумя бородками), или изменить ключевую комбинацию замка, или даже сломать замок.
Проблема еще более серьезна в системах "мастер-ключ", в которой устанавливается набор цилиндрических замков одной марки и с одинаковым профилем, например, в отеле. Все ключи вмещаются во все замки, поскольку они имеют одинаковый профиль, однако каждая комната имеет уникальный рабочий ключ, который работает только в замке двери этой конкретной комнаты, а не в замках дверей других комнат, тогда как мастер-ключ работает для всех замков номеров или в определенных подмножествах, таких как все замки номеров первого этажа, второго этажа, первого крыла и т. д., или для всего набора замков всего отеля с чрезвычайным ключом. Все ключи от номеров, включая мастер-ключи, почти идентичны по всем своим характеристикам, и единственный способ различить их, если они перепутаны или если нет отличительных знаков, таких как номер комнаты или обозначения «мастер-ключ первого крыла» и т. д., просто проверить их на всех замках.
Вторая техническая проблема, имеющаяся в существующем уровне техники, заключается в том, что не существует общего идентификатора ключа, который подходил бы и мог бы быть установлен во всех различных типах и тысячах профилей ключей, потому что головки этих ключей имеют разные формы и размеры и отличаются по толщине. Цветные «колпачки» и резиновые кольца для ключей, которые используются в качестве идентификатора, не подходят для большинства ключей, а только для круглых головок ключей определенного размера. Кроме того, эти отличительные «колпачки» и резиновые кольца для ключей имеют одинаковую форму и различаются только цветом, поэтому их можно распознать только визуально, но не наощупь.
Третья техническая проблема, имеющаяся в существующем уровне техники, заключается в том, что цветные ключи и «художественные ключи», представляющие собой ключи, которые окрашены или имеют некоторый дизайн либо на всем ключе, либо только на головке ключа, не производятся для всех типов ключей и тысяч профилей, находящихся в обращении, но лишь адаптируются для одного типа ключа цилиндрового замка и только для 3-4 базовых профилей ключа этого типа или еще нескольких профилей ключей по требованию. Для остальных тысяч профилей ключей, а также для других типов ключей, таких как ямчатые ключи, ключи с двумя бородками и т. д., на рынке нет ни цветных ключей, ни «художественных ключей». Они также крайне невыгодны для слесарей по замкам и других копировщиков ключей, поскольку им приходится покупать один и тот же дизайн несколько раз для каждого профиля ключа, потому что цветные ключи и «художественные ключи» являются неразъемными, то есть, головка ключа объединена с лезвием ключа, поэтому дизайн, покрывающий головку ключа, неизбежно соответствует лезвию ключа и его профилю. Цветные ключи и «художественные ключи» также можно распознать только визуально, а не на ощупь. Кроме того, при замене замка художественные и цветные ключи придется выбросить, несмотря на их высокую стоимость, поскольку головка ключа с лезвием ключа состоит из одной детали.
Четвертая техническая проблема, имеющаяся в существующем уровне техники, заключается в том, что цилиндрические ключи и другие обычные ключи дверных замков не могут принять электронную систему для электронных замков, такую как на основании микрочипа, транспондера, идентификационной радиометки (Rfid), ,беспроводного доступа (Wi-Fi) и т. д., поскольку существующие металлические ключи являются тонкими и в них отсутствует место для размещения такой электронную систему. Это представляет проблему, поскольку наряду с основным замком устанавливается все больше и больше электромеханических и электронных замков с системой контроля доступа. Например, входная дверь магазина или офисная дверь, работающая с базовым дверным замком, может быть объединена с электронным механизмом и системой контроля доступа для работы с картой, биркой ключа или дистанционным управлением и т. д. В этом случае пользователь должен всегда иметь при себе отдельно ключ и карту или бирку ключа и т. д.
На сегодняшний день в уровне техники предложены следующие решения:
На сегодняшний день первая техническая проблема идентификации и различения ключей решается использованием различных идентификационных особенностей ключей на ключах, то есть отличающегося идентификационного знака различия ключа на каждом ключе, например бирки ключа на головке ключа, резинового цветного кольца или цветного «колпачока», надевающегося на круглую головку ключа, или отдельного брелока для каждого ключа или для каждой связки ключей и т. д. Но учитывая существование сотен типов ключей, каждый из которых имеет отдельный размер головки ключа, эти идентификационные знаки различия и особенности ключа могут быть установлены только на минимальном проценте ключей, которые имеют круглые головки ключа определенного размера, в то время как они не могут быть установлены на ключи, головка которых может иметь другой размер или форму, например ямочных ключах, головка которых может быть большего размера или прямоугольной по форме, и т. д.
Для каждого типа ключа необходимо изготавливать различные идентификационные особенности, что практически невозможно из-за огромного разнообразия внешней конфигурации формы и размеров головки ключа. На сегодняшний день не существует известного способа приспособить одну и ту же отличительную особенность к сотням различных профилей ключей и типов ключей, имеющим различную форму и толщину головки ключа.
Была попытка решить эту проблему с помощью цветных ключей и «художественных ключей», которые, однако, распознаются только визуально, а не наощупь. Кроме того, цветное покрытие лезвия ключа быстро тускнеет со временем из-за трения, возникающего каждый раз, когда он входит в замок, и поэтому со временем он изнашивается и становится неприглядным, несмотря на высокую покупную стоимость.
Технические решения также предлагаются в следующих документах: GB 2524988 A, JP 2006-271204, DE 10 2005 037799 A1, US 2004/0148988 A1, US 3,797,291, US 2005/0217327 A1, US 2012/0297844 A1, US 2005/0072198 A1, US 3,780,550, JP 9-359694, US 4,901,548, EP 2660411 A2, FR2278882 A1, FR2448607 A1, EP1350910 A1, DE202005014788 U1, BE904684 A, CN106088819A, EP0742330 A1, EP0879929A1, DE102007022300A1, EP0985788A1, EP1154104 A1, FR2882604A3, US9771739 B1. Однако в этих документах представлен другой тип головки ключа, который может быть адаптирован только к типам ключей и профилям уникальным и конкретным для каждого документа и не может применяться к ключам других брендов и других производителей, как в случае настоящего изобретения, которое применимо ко всем ключам и типам ключей всех производителей.
Для вышеупомянутых второй, третьей и четвертой технических проблем в уровне техники на настоящий момент не предложено решений.
Вкратце раскрытие этого изобретения заключается в том, что согласно изобретению предлагается способ изготовления ключа со съемной идентификационной головкой ключа. В частности, этот способ предусматривает модификацию лезвия ключа, всех типов, таким образом и с такой формой, чтобы лезвие ключа могло быть адаптировано к съемной идентификационной головке ключа, которая является общей для всех типов ключей и лезвий ключей. Изобретение также относится к продукту, который представляет собой съемную идентификационную головку ключа, предназначенную для установки на типы ключей и лезвия ключей, сконфигурированные посредством указанного способа. Изобретение также относится к пуансону для пресс-формы и специальному адаптеру-зажиму, а также направляющему адаптеру фрезерования и инструмента контроля точности для проверки правильности формовки лезвия ключа.
Вкратце, каждое лезвие ключа после отрезания и формовки в соответствии со способом отрезания и формовки с помощью режущих и формовочных инструментов с определенной формой и размером затем устанавливается на съемную идентификационную головку ключа и надежно закрепляется в ней специальным механизмом, имеющимся в специально сформированном внутреннем гнезде.
Преимущество съемной идентификационной головки ключа согласно изобретению заключается в том, что одна и та же идентификационная головка ключа может быть адаптирована ко всем ключам и лезвиям ключей, независимо от различных типов ключей, профилей ключей, ширины, формы, длины и поперечного сечения ключей. Кроме того, внешняя форма головки ключа может иметь неограниченное количество дизайнов, форм, цветов и материалов, что делает каждый ключ уникальным и легко отличимым от других ключей даже на ощупь. Таким образом решается вышеупомянутая первая техническая проблема, заключающаяся в невозможности распознавания похожих ключей, а также вторая техническая проблема, заключающаяся в размещении одинаковой идентификационной головки ключа на любом типе ключа и профиле ключа.
Другое преимущество состоит в том, что съемная идентификационная головка ключа имеет чрезвычайно низкую стоимость для слесарей по замкам и других копировщиков ключей по сравнению с цветными ключами и художественными ключами, поскольку она отделена от лезвия ключа и может быть размещена на всех типах ключей и профилях. Кроме того, идентификационная головка ключа остается прежней в случае поломки лезвия ключа или замены цилиндрического замка просто потому, что идентификационная головка ключа является съемной и может быть отсоединена от лезвия старого ключа и закреплена на лезвии нового ключа также после процесса резки и формовки нового лезвия ключа. Таким образом, это решает третью техническую проблему, связанную с высокими затратами и тем, что замена замка приводит к выбрасыванию старого цветного ключа, поскольку идентификационная съемная головка ключа не образует цельный корпус с лезвием ключа, а закреплена на лезвии нового ключа пользователя.
Еще одно преимущество заключается в том, что встраивание микрочипа или электронной системы другого типа позволяет использовать систему «два в одном», что означает, что ключ и микрочип вместе для всех ключей от дома, которые, в соответствии с текущим уровнем техники у них нет какого-либо гнезда для микрочипа или чего-то подобного, поскольку они слишком тонкие. Таким образом решается четвертая техническая проблема, заключающаяся в невозможности встроить микрочип или другую электронную систему в современные ключи от дома.
Сопровождающие изобретение 16 чертежей вкратце иллюстрируют следующее:
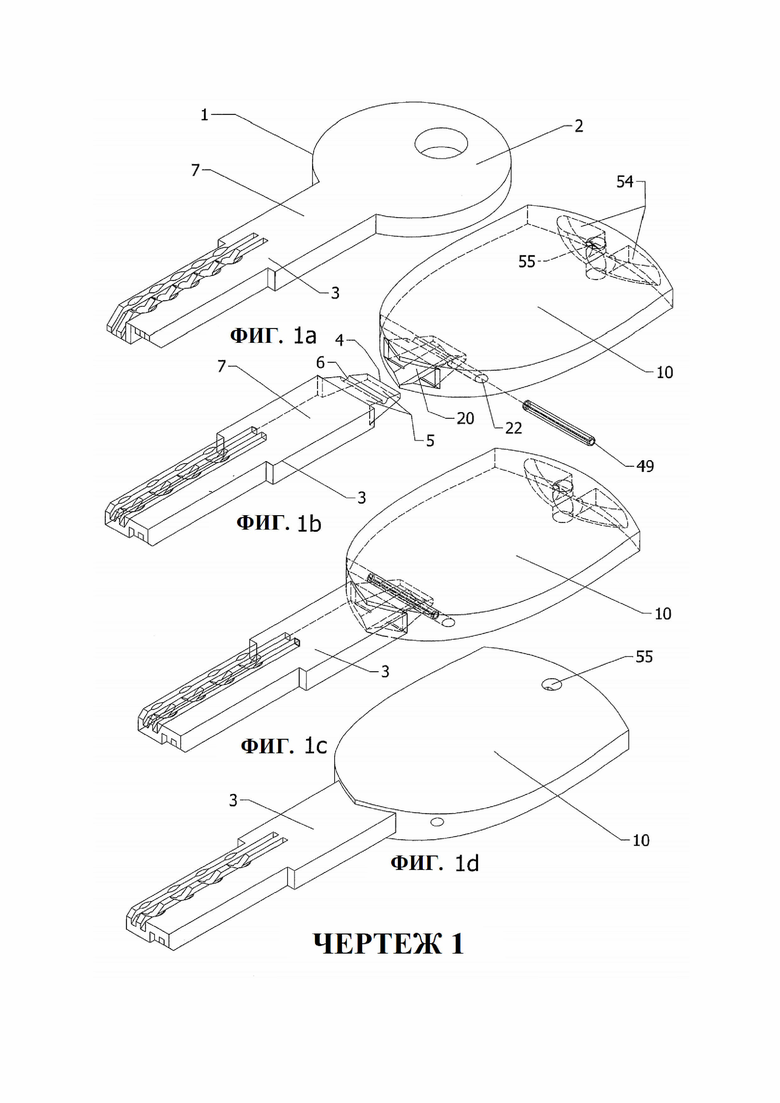
На чертеже 1 изображен ключ перед разрезанием (фиг. 1а), лезвие ключа после того, как оно было разрезано, и формирование его конца в форме усеченной пирамиды вместе со съемной идентификационной головкой ключа, вид внутренней части гнезда и монтажное положение стопорного штифта (фиг. 1b), лезвие ключа, вставленное в идентификационную головку ключа (фиг. 1c) с внутренним видом гнезда и внешним видом съемной идентификационной головки ключа (фиг. 1d). Пунктирные линии используются на чертежах для иллюстрации технических деталей, которые не видны внутри головки ключа.
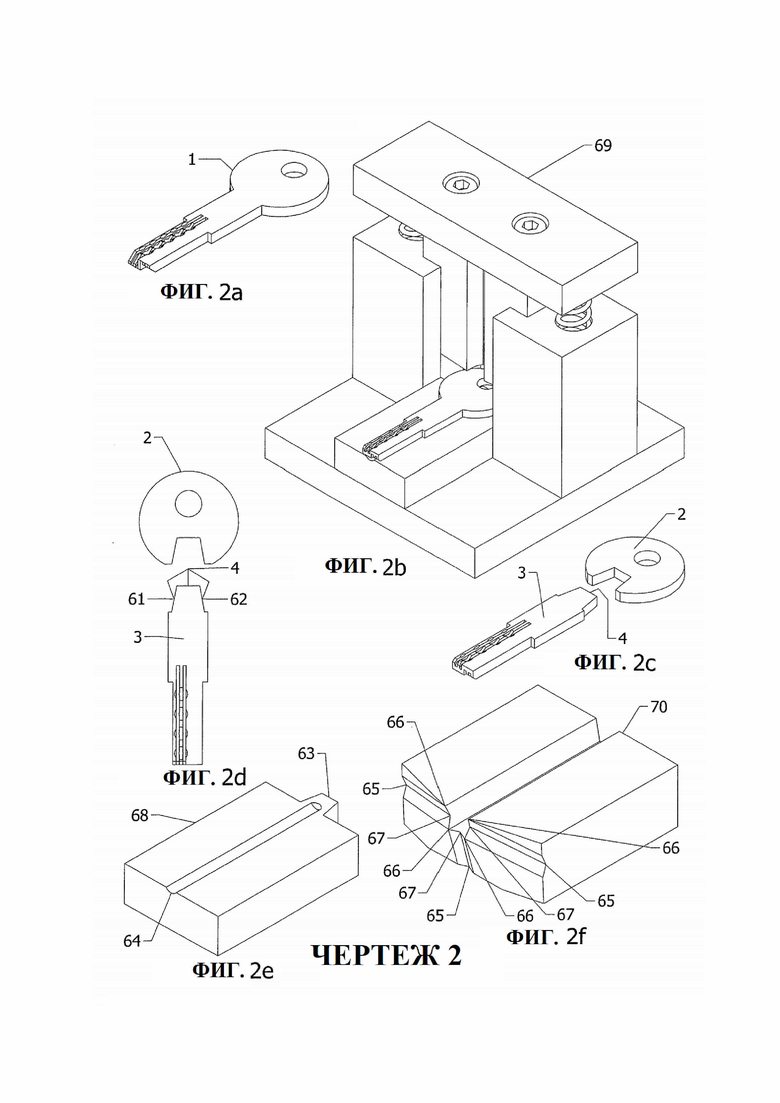
На чертеже 2 изображено отрезание головки ключа определенной формы, которое выполняется посредством пуансона для пресс-формы текущего уровня техники: ключ перед отрезанием (фиг. 2a), ключ при отрезании (фиг. 2b), ключ после отрезания (фиг. 2c - 2d), матрица (фиг. 2e) и пуансон (фиг. 2f).
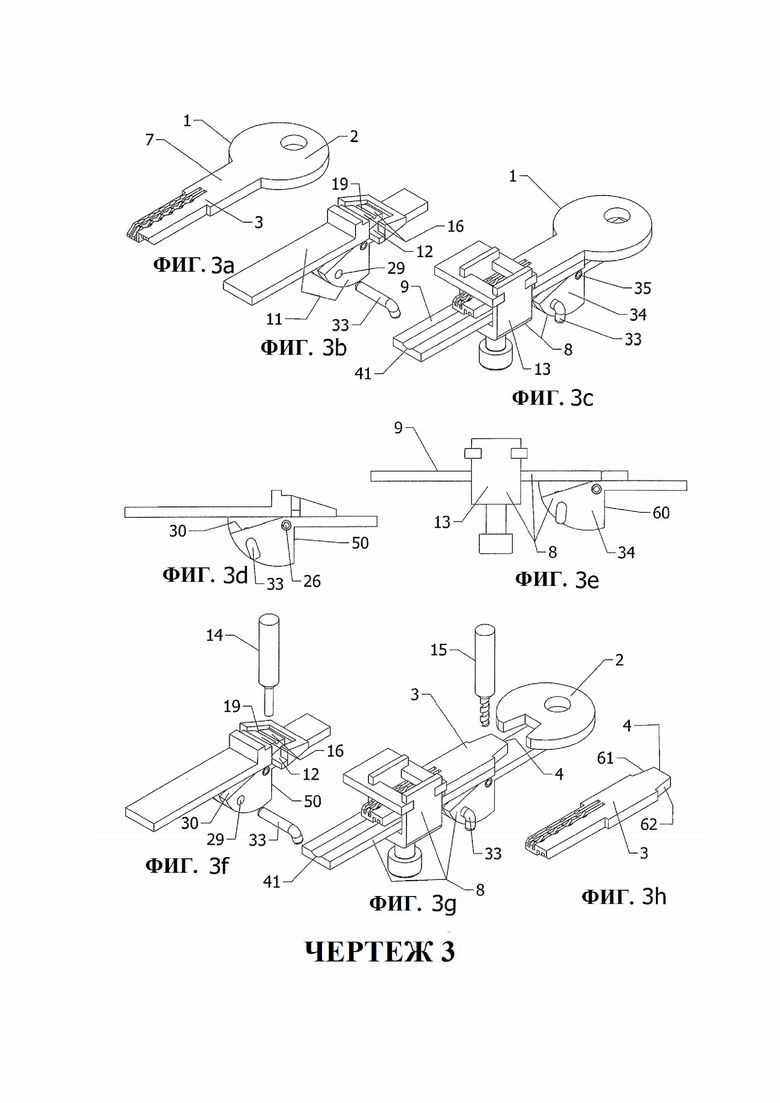
На чертеже 3 показаны этапы этапа отрезания головки ключа (фиг. 3а) определенной формы с использованием станка для изготовления ключей текущего уровня техники, вместе с направляющим адаптером и адаптером-зажимом в горизонтальном положении, с надежной фиксацией ключа на адаптере-зажиме (фиг. 3a, 3b, 3c) и отрезанием головки ключа в соответствии с направляющим адаптером (фиг. 3f, 3g). Лезвие ключа также проиллюстрировано после отрезания головки ключа (фиг. 3h). Адаптеры показаны на виде сбоку и в горизонтальном положении (фиг. 3d, 3e).
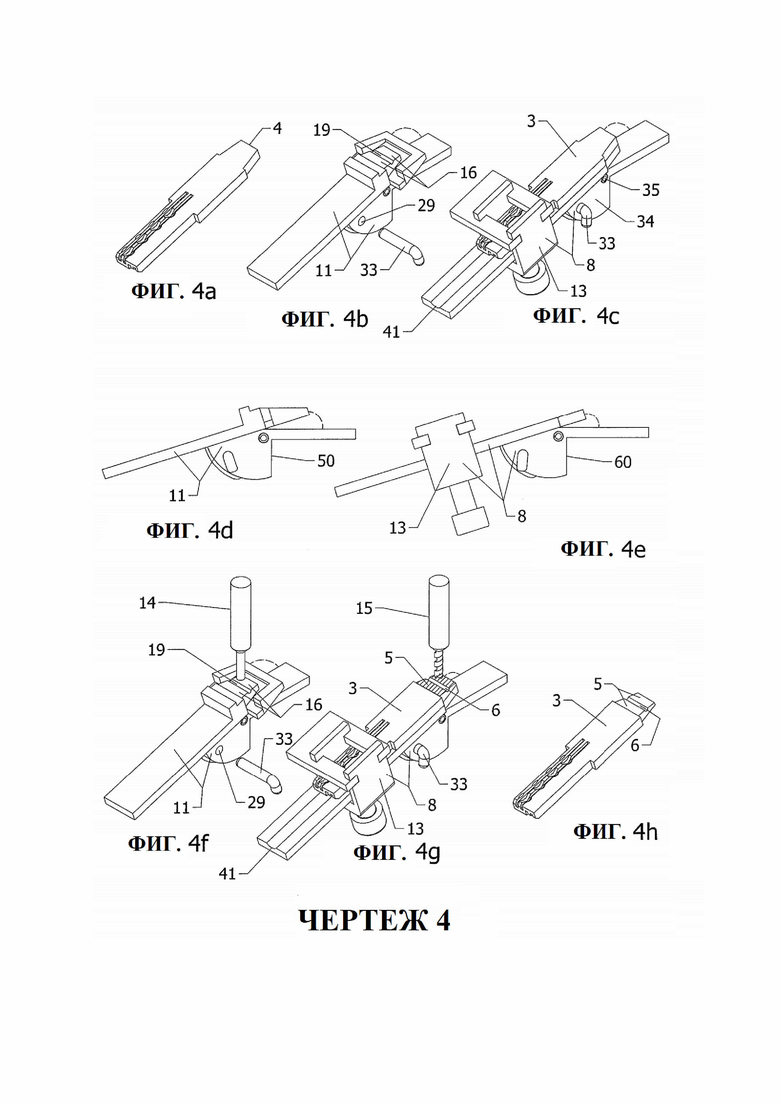
На чертеже 4 показаны этапы стадии фрезерования конца лезвия ключа (фиг. 4а) в форме усеченной пирамиды с использованием станка для изготовления ключей текущего уровня техники вместе с направляющим адаптером и адаптером-зажимом в наклонном положении, а затем фрезерование штифтовой канавки в лезвии ключа (фиг. 4b, 4c, 4f, 4g). Лезвие ключа показано в его окончательной форме до того, как оно будет прикреплено к головке ключа согласно настоящему изобретению (фиг. 4h). Адаптеры также показаны на виде сбоку в наклонном положении (фиг. 4d-4e).
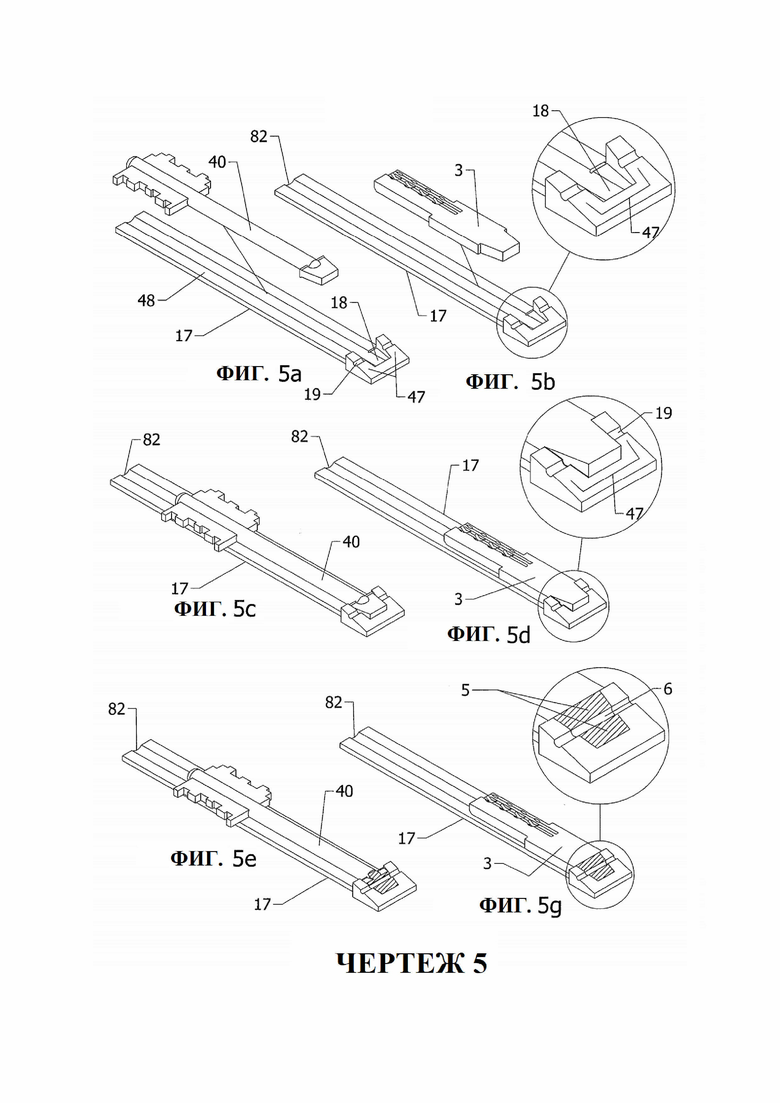
На чертеже 5 показан инструмент контроля точности для контроля правильности формовки лезвия ключа для контроля правильности отрезания и фрезерования (фиг.5a-5g).
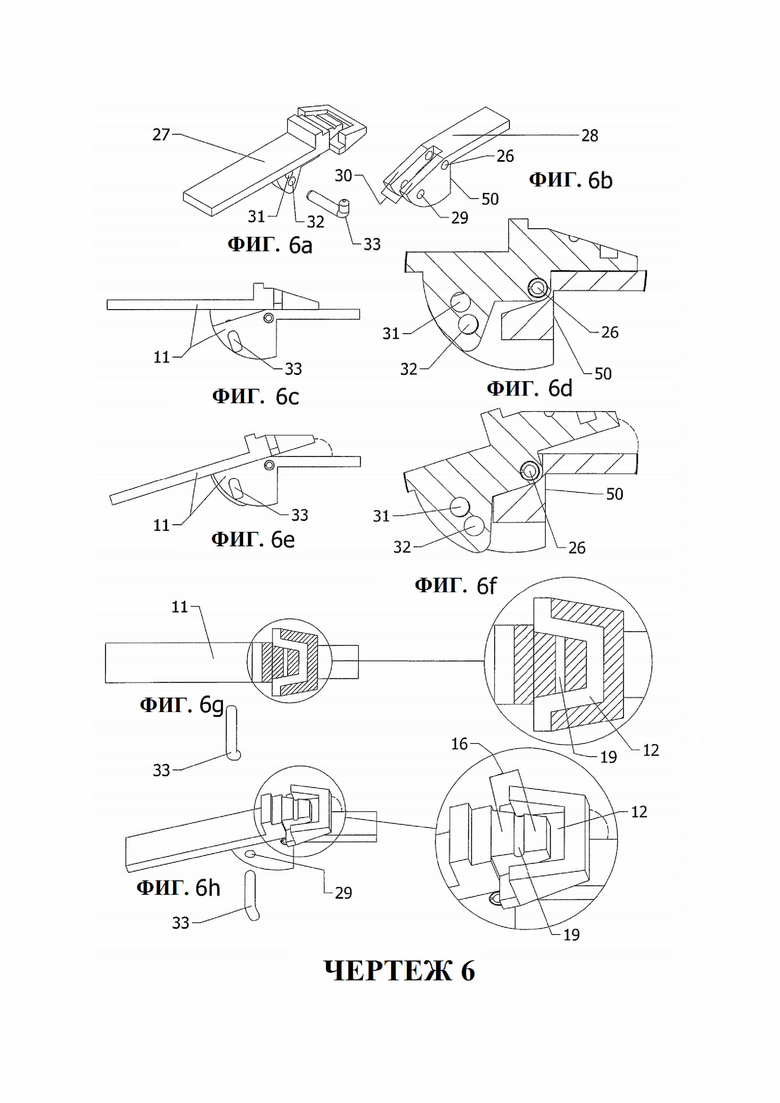
На чертеже 6 подробно показаны детали направляющего адаптера, то есть шаблон(фиг. 6a) и монтажное основание (фиг. 6b) в перспективе, горизонтальном положении, виде сбоку (фиг. 6c) и подробно их поперечный разрез поперек середины детали (фиг. 6d), виде сбоку в наклонном положении (фиг. 6e) и подробно ее поперечный разрез поперек середины детали (фиг. 6f), направляющий адаптер подробно в вертикальном виде (фиг. 6g) и подробно в перспективе (фиг. 6h).
На чертеже 7 подробно показаны детали адаптера-зажима в перспективе (фиг.7а), на виде сбоку в горизонтальном положении и в наклонном положении (фиг.7b), а также подробный вид в разрезе в горизонтальном положении (фиг.7с) и подробный вид поперечного сечения в наклонном положении (фиг. 7d). На нем также показан адаптер-зажим в разобранном виде, то есть, плоская планка, монтажное основание, шарнирное соединение, стопорный штифт и зажим держателя ключа с рамой и ползуном (фиг. 7e).
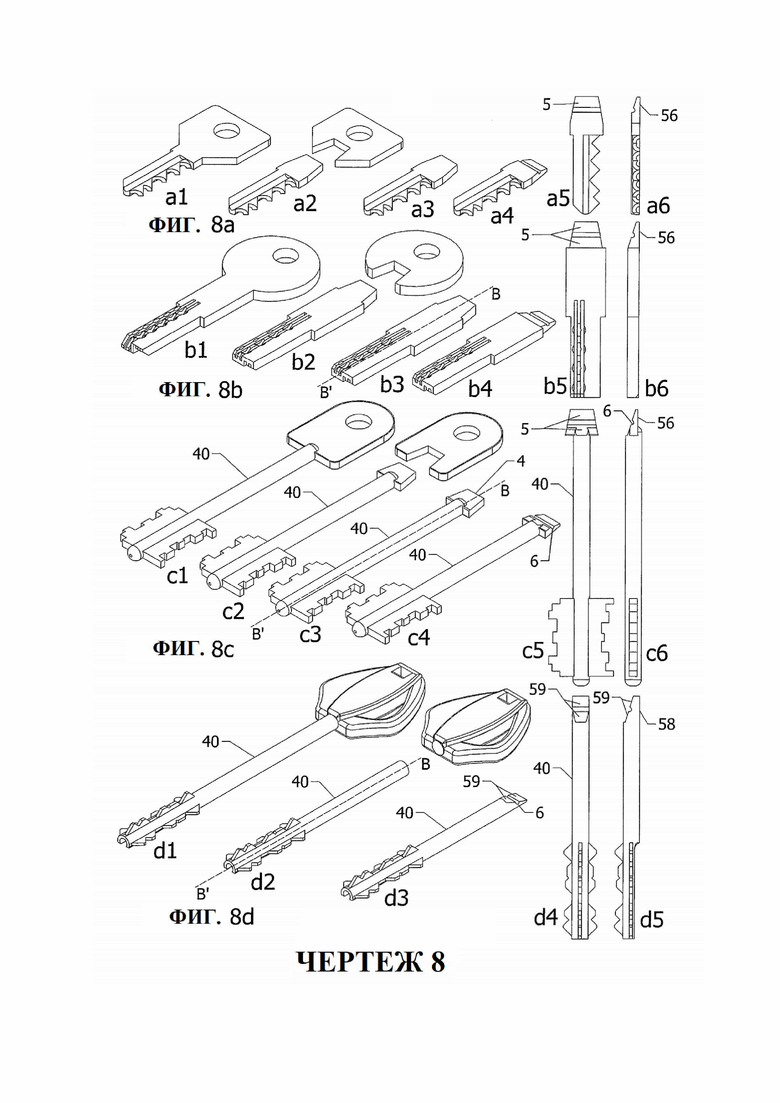
На чертеже 8 ориентировочно показаны этапы отрезания различных типов ключей (фиг. 8a-8d), на виде в перспективе, вертикальном виде и на виде сбоку до того, как лезвия ключей не будут полностью сформированы для фиксации на съемной идентификационной головке ключа.
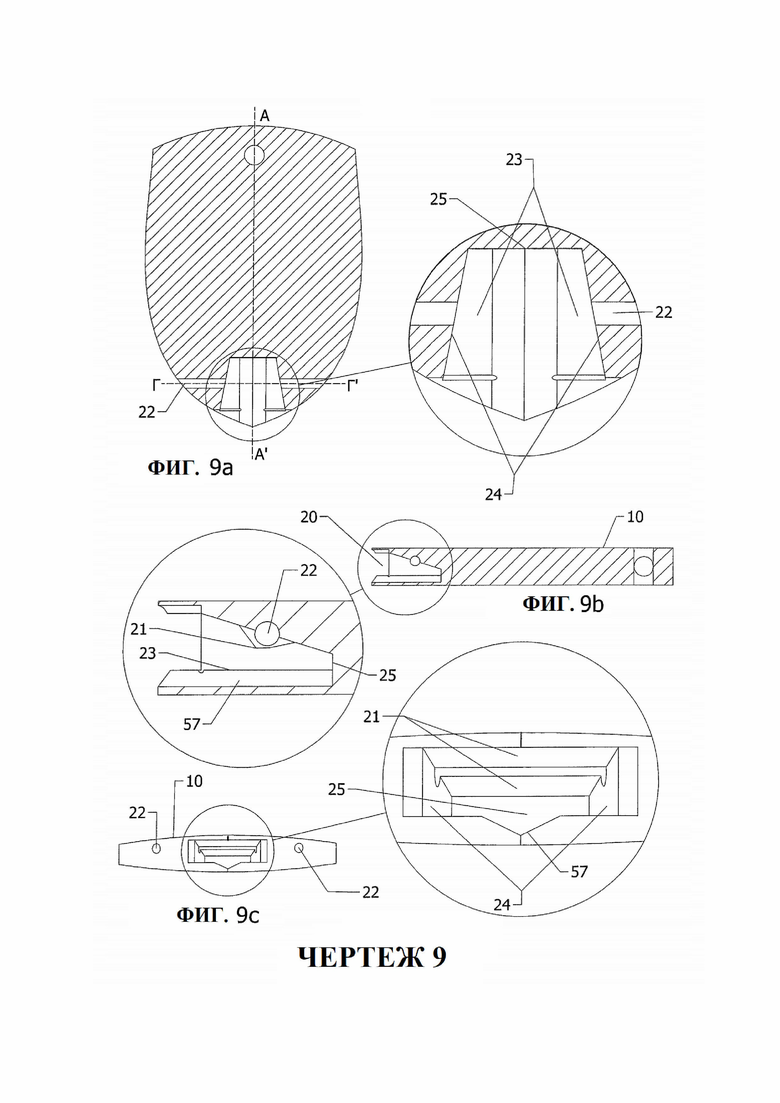
На чертеже 9 съемная идентификационная головка ключа подробно показана на виде в вертикальном разрезе (фиг.9a), подробно на виде сбоку в разрезе (фиг.9b) и подробно на виде спереди (фиг.9c).
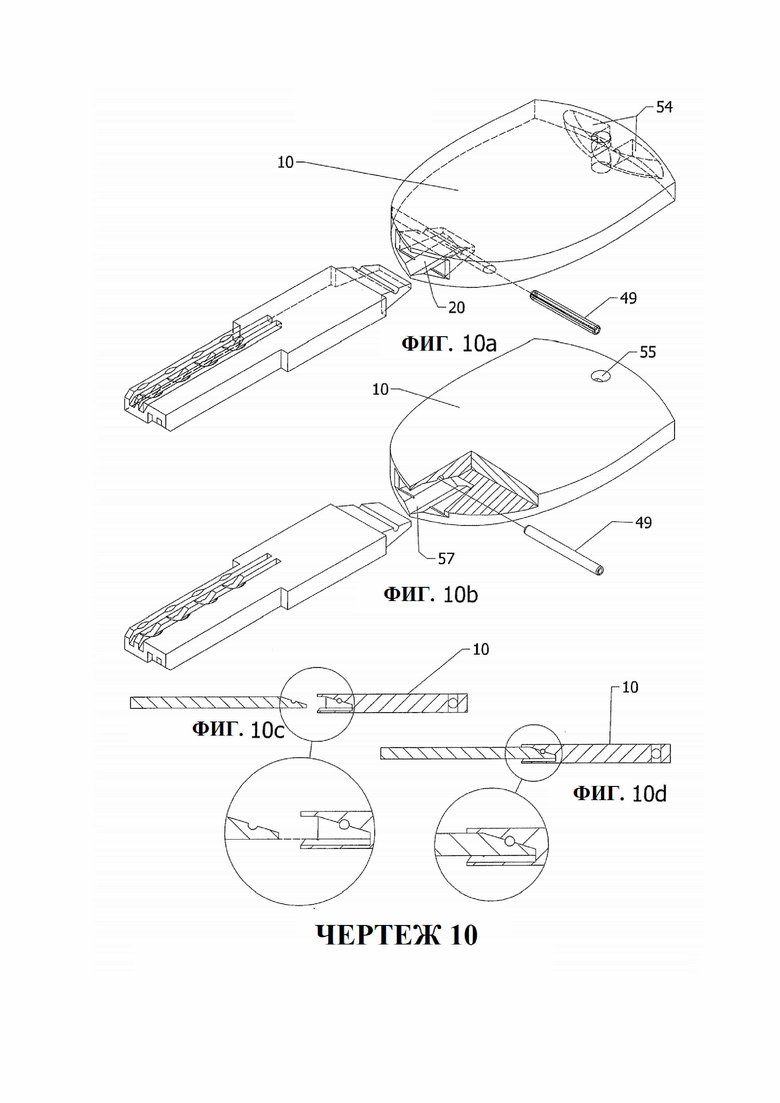
На чертеже 10 показано лезвие ключа и идентификационная съемная головка ключа с видом внутренней части гнезда и положения стопорного штифта (фиг. 10a), разрез внутренней части головки ключа (фиг. 10b), вид сбоку в разрезе лезвия ключа и идентификационной головки ключа, а также, подробно, до фиксации (фиг. 10c) и после фиксации (фиг. 10d). На нем также изображены горизонтальное и вертикальное отверстие для кольца для ключей (фиг. 10a, 10b).
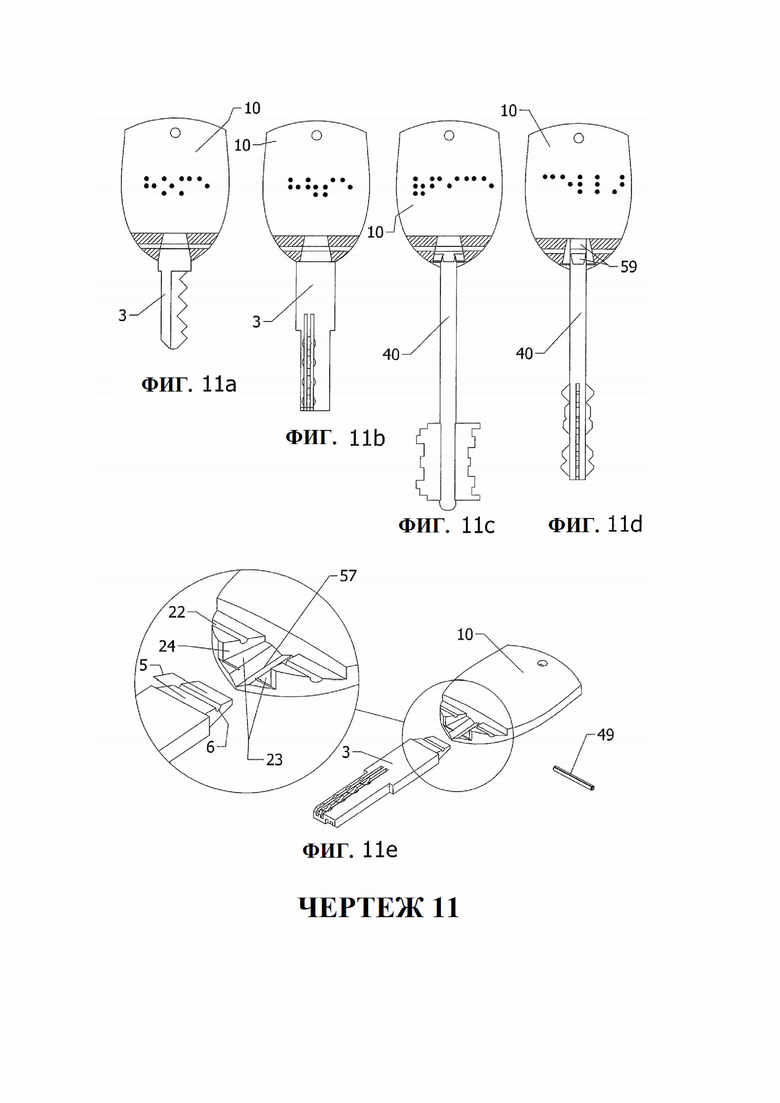
На чертеже 11 показан вид в разрезе многих различных типов лезвий ключа, помещенных внутрь одной и той же съемной идентификационной головки ключа (фиг.11a-11d), а также подробно показан вид в разрезе внутренней части головки ключа (фиг. 11e) и положение стопорного штифта. Он также отображает размещение незаметной отметки на идентификационной головке ключа, написанной шрифтом Брайля (слова на фиг.11a-11d: ДОМ, ЖИЛИЩЕ, ОФИС, ПОДВАЛ показаны по порядку).
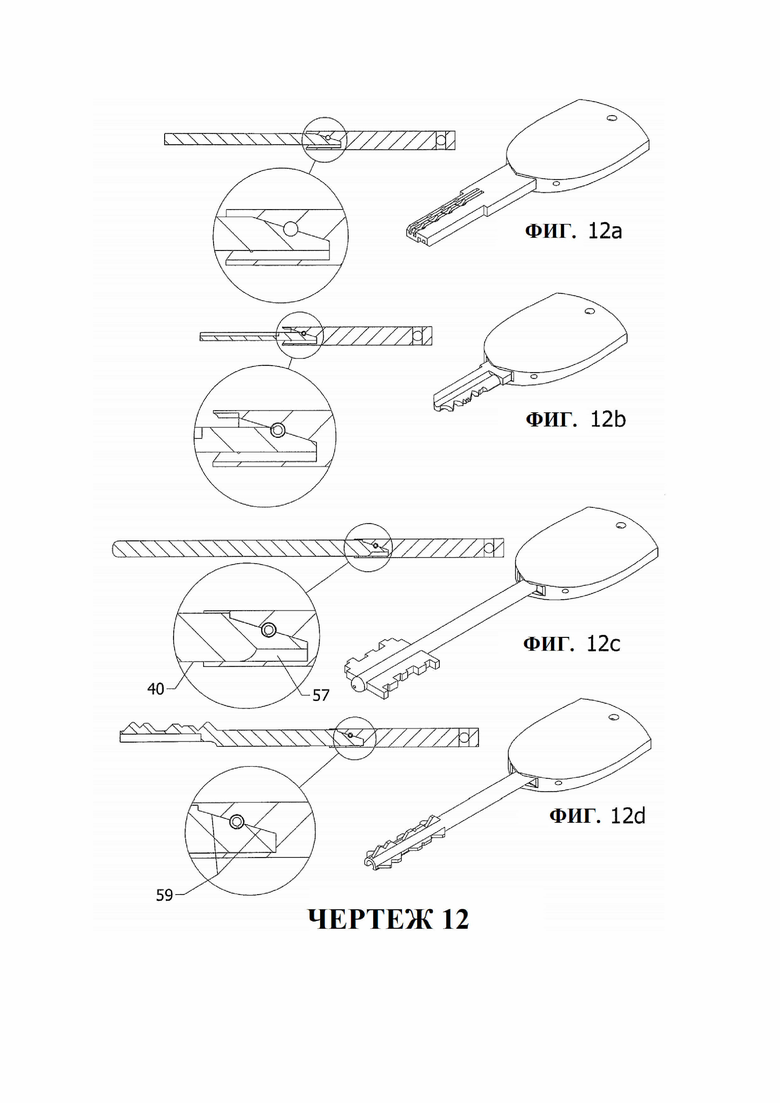
На чертеже 12 показан вид в перспективе и вид сбоку в разрезе, а также подробно показаны многие различные типы лезвий ключей, помещенных внутрь одной и той же съемной идентификационной головки ключа (фиг. 12a-12d).
На чертеже 13 показана съемная идентификационная головка ключа с ячейкой для установки микрочипа (фиг. 13a-13b) и съемная идентификационная головка ключа со встроенными умными часами (фиг. 13c).
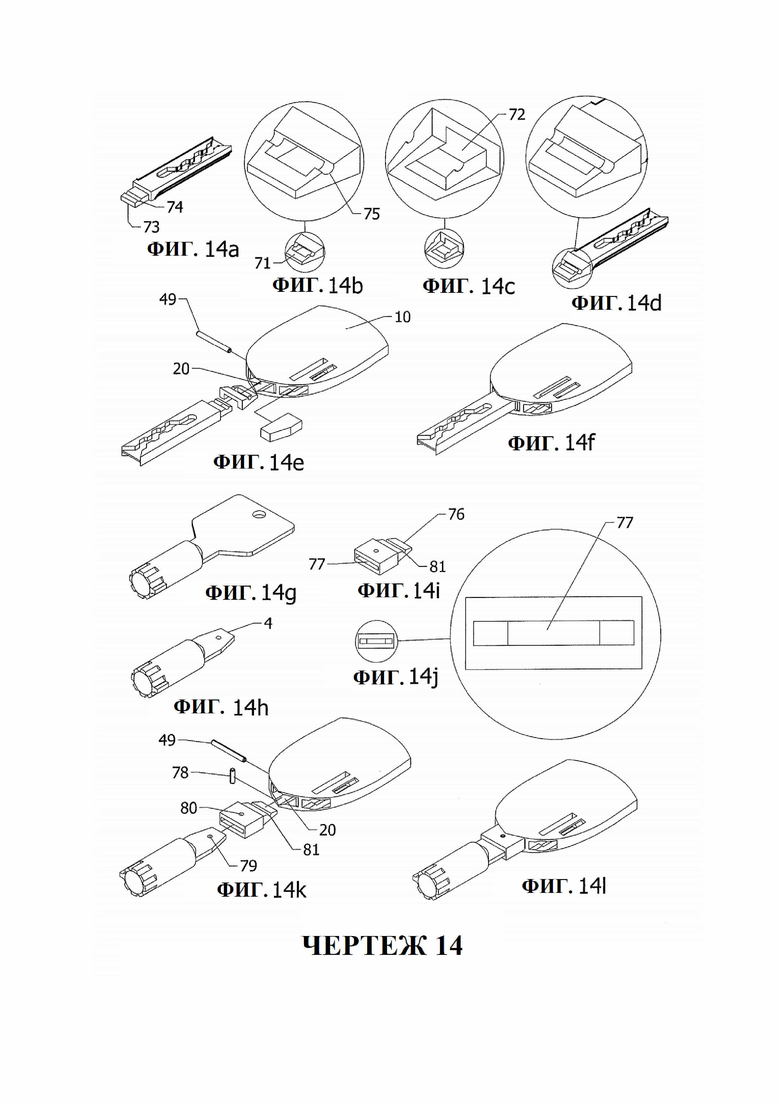
На чертеже 14 проиллюстрировано крепление специальных типов ключей (фиг. 14a, 14g) на съемной идентификационной головке ключа с использованием адаптера A (фиг. 14e-14f) и адаптера B (фиг. 14h, 14k-14l), адаптер A в перспективе подробно (фиг. 14b-14d) адаптер B в перспективе (фиг. 14i), на виде спереди и подробно (фиг. 14i).
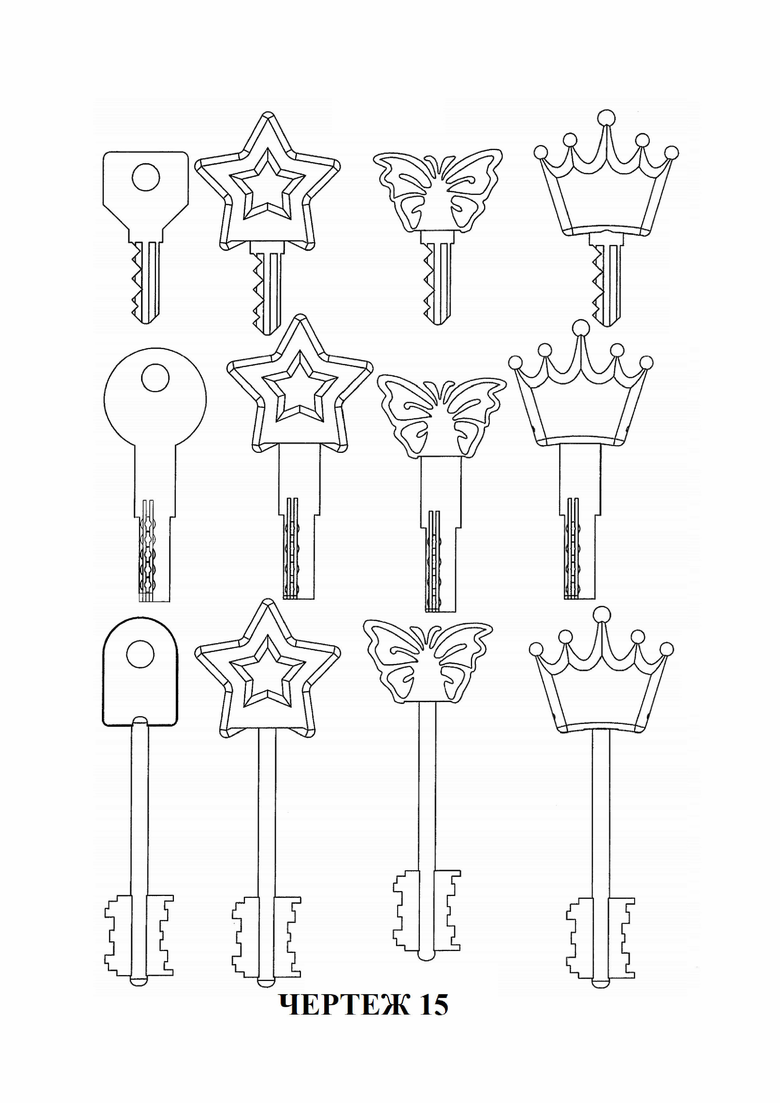
На чертеже 15 изображена одна и та же съемная идентификационная головка ключа, закрепленная на лезвиях ключей разных типов и размеров.
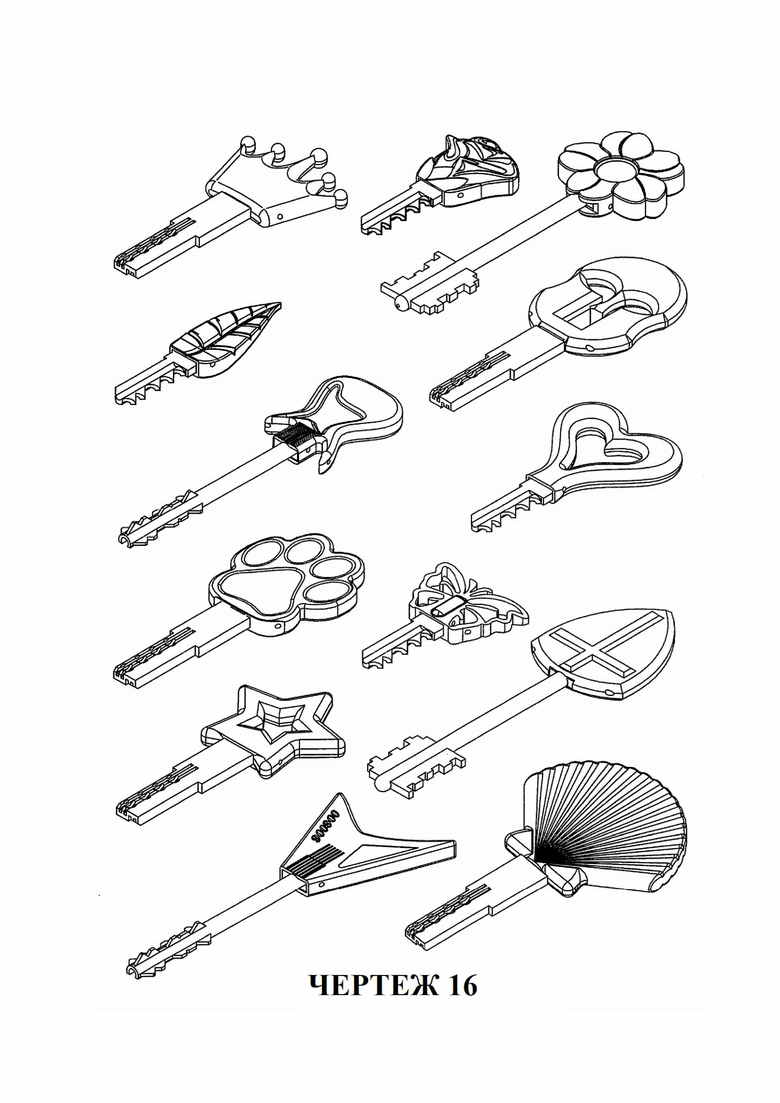
На чертеже 16 показаны различные формы, которые могут быть приданы внешней форме съемной идентификационной головке ключа, адаптируемой к любому типу лезвия ключа.
Далее следует подробное описание способа изготовления ключа со съемной идентификационной головкой ключа, конфигурации лезвия ключа и изобретения, относящегося к съемной идентификационной головке ключа, с неограничивающим примером и со ссылкой на прилагаемые чертежи, иллюстрирующие форму реализации объекта настоящего изобретения.
В текущем уровне техники каждый ключ (1) имеет головку (2) и лезвие (3) с плоской шейкой (7) (чертеж 1 и чертеж 8, фиг. 8a и 8b) или цилиндрический стержень (40) (фиг. 8c и 8d). Изобретение относится к съемной идентификационной головке (10) ключа (1), которая адаптируется к той части головки ключа, которая остается на плоской шейке (7) лезвия (3) ключа или цилиндрическом стержне (40) лезвия (3) ключа при применении этого способа. Лезвие ключа (3) отрезается от заводской головки (2) ключа и формируется следующим специальным способом. Во всем описании и там, где не указано иное, лезвие (3) ключа составляет часть, которая включает шейку (7) ключа или стержень (40), а также часть головки ключа, которая остается на плоской шейке (7) ключа лезвия (3) ключа (фиг. 8a3-a6, 8β3-β6) или на цилиндрическом стержне (40) лезвия (3) ключа (фиг. 8c3-c6, 8d2-d5) при реализации этого способа.
В частности, как показано на чертежах 1-5, способ изготовления ключа со съемной идентификационной головкой ключа с формовкой лезвия (3) ключа обеспечивает формирование концы шейки лезвия (3) ключа в форме неправильной усеченной пирамиды так, чтобы лезвие ключа точно вмещалось в гнездо (20) съемной идентификационной головки ключа (10) и опиралось на дно (25) на конце гнезда. Процесс выполняется в три этапа, которые в целом заключаются в следующем:
Первый этап: отрезание заводской головки (2) ключа от лезвия (3) ключа с трапециевидной формой (4) (чертежи 1, 2, 3).
Второй этап: фрезерование уклона верхней стороны конца лезвия ключа до фаски (5), формирующей конец лезвия ключа до формы неправильной усеченной пирамиды, фрезерование штифтовой канавки (6), и его контроль (чертежи 4, 5, 6, 7, 8).
Третий этап: установка лезвия (3) ключа с плоской шейкой (7) или цилиндрическим стержнем (40) на съемную идентификационную головку (10) ключа и ее фиксация (чертежи 1, 9, 10, 11, 12, 13, 14).
Для реализации этого способа используют пресс-форму (69), инструмент (17) контроля точности формовки, направляющий адаптер (11) и адаптер-зажим (8), описание технических характеристик которых приведено после описания способа.
В частности:
Первый этап (чертежи 1, 2, 3): вырезают заводскую головку (2) ключа из лезвия (3) ключа (1) в виде равнобедренного трапециевидного конца.
В случае лезвия (3) ключа с плоской шейкой (7) (фиг. 1a, 2a, 3a) лезвие (3) ключа с частью головки ключа отрезают от (оставшейся) головки (2) ключа в виде трапециевидного конца (4) с вертикальным поперечным вырезом, перпендикулярным поверхности лезвия ключа. Две боковые стороны (61, 62) (фиг. 2d, 3h) одинаковы и сходятся друг с другом. Форма равнобедренного трапециевидного конца (4) определяется небольшим основанием трапециевидного конца на конце лезвия (3) ключа в той части головки ключа, которая остается прикрепленной к шейке (7), как показано на фиг. 2d, 8b3, 8c3, тогда как большое основание трапециевидной формы лежит на воображаемой линии, где головка (2) ключа соединяется с шейкой (7), а воображаемая ось, проходящая перпендикулярно через центр малого и большого основания трапециевидного конца (4) находится на линии с воображаемой продольной осью B-B' лезвия (3) ключа.
Резку можно производить с помощью пресс-формы (69) текущего уровня техники (фиг. 2, фиг. 2a-2f), с использованием специально разработанного пуансона с концом желаемой трапециевидной формы, описанного ниже, или с помощью любой другой технологии резки текущего уровня техники, например, станков с ЧПУ для электроники, всегда до одной и той же трапециевидной формы концов (фиг. 4h). Пресс-форма (69) пресса имеет матрицу (68) (фиг. 2e), сформированную в точке резания с трапециевидной формой (63), которая будет резать лезвие (3) ключа, и центрирующей канавкой (64) посередине, вдоль ее продольной оси для регулировки ключей с лезвием (3) ключа с цилиндрическим стержнем (40). Пуансон (70) (фиг. 2f) имеет ту же трапециевидную форму для резки, но также имеет 3 дополнительных наклонных V-образных канавки (65), то есть по V-образной канавке на каждой режущей стороне трапециевидной формы. Из-за такой формы пуансон (70) в точке резания имеет четыре контактные точки (66) (фиг. 2f), которые нажимают и блокируют ключ на матрице (68). При резке четыре контактные точки (66) на краях V-образной канавки заканчиваются в трех точках в вершинах V-образной канавки (67). Таким образом, на протяжении всего процесса резки ключ прикреплен к желаемому трапециевидному концу без напряжения кручения и с минимально возможным усилием нажатия.
В качестве альтернативы, при применении способа, проиллюстрированного на прилагаемых чертежах 3 и 4, отрезание ключей выполняют на существующих станках для лазерной и углубленной нарезки ключей текущего уровня техники не с помощью пресс-резака, а с использованием компонентов настоящего изобретения, которые представляют собой направляющий адаптер (11) и адаптер-зажим (8).
В частности, существующие станки для лазерной резки и изготовления ключей имеют два малых, левый и правый зажимы для фиксации ключей. При применении текущего уровня техники на левом зажиме, которым является индикатор, помещается функциональный ключ, который должен быть скопирован, а на правом зажиме, которым является режущее средство («фреза»), помещается новая заготовка для ключа, предназначенная для обработки и копирования в соответствии с функциональным ключом.
Для того, чтобы вырезать ключ (1) с лезвием (3) ключа с плоской шейкой (7) в соответствии с этим способом (фиг. 3а), на левом зажиме используется направляющий адаптер (11) (фиг. 3b, 3d, 3f, 4b, 4d, 4f), имеющий направляющий паз (12) равнобедренной трапециевидной формы и прямоугольного поперечного сечения, и верхнюю боковую фаску (16) с направляющей канавкой (19) (фиг. 3b, 3f, 4b, 4f, 6g, 6h). В правом зажиме используется адаптер-зажим (8) (фиг. 3c, 3e, 3g, 4c, 4e, 4g) для отрезания лезвия (3) ключа (1) до желаемого равнобедренного трапециевидного конца (4). Как направляющий адаптер (11), так и адаптер-зажим (8) установлены в горизонтальном положении (фиг. 3b-3g). Ключ (1) устанавливается на плоской опорной планке (9) адаптера-зажима (8) (фиг. 3c), затягивается и фиксируется зажимом (13) держателя ключа в таком положении, чтобы фреза (15) (фиг. 3g) станка для изготовления ключей, следуя за копиром (14) станка для изготовления ключей вдоль направляющего паза (12) трапециевидной формы (фиг. 3f) направляющего адаптера (11), отрезает головку (2) ключа (1) от лезвия (3) ключа (фиг. 3g). Конец лезвия (3) ключа теперь имеет форму трапециевидного конца (4) (фиг. 3) с двумя одинаковыми боковыми сторонами (61) (62), сходящимися друг с другом (фиг. 2d, 3d).
В случае ключа, у которого лезвие (3) ключа имеет цилиндрический стержень (40) (фиг. 8c, 8d, 11c, 11d), таких как, например, ключ с одной или двумя бородками и т. д., процесс резки может выполняться двумя альтернативными способами:
Первый способ заключается в том, чтобы следовать тому же процессу резки, который подробно описан выше для ключей с лезвием (3) ключа и плоской шейкой (7) (фиг. 1a) с направляющим адаптером (11) и адаптером-зажимом (8), что означает, что лезвие (3) ключа с цилиндрическим стержнем (40) центрируют в центрирующей канавке (41), фиксируют зажимом держателя (13) ключа, при этом фреза (15) (фиг. 3g) станка для изготовления ключей, следуя за копиром (14) станка для изготовления ключей по трапецеидальной траектории направляющего паза (12) (фиг. 3f), отрезает одну часть головки (2) ключа и выходит из цилиндрического стержня (40) с остальной частью головки ключа с трапециевидным концом (4) (фиг. 8c3).
Второй способ заключается в том, чтобы отрезать головку ключа непосредственно от стержня (фиг. 8d2), то есть сделать вертикальный поперечный рез на цилиндрической части стержня (40), а не на головке (2) ключа, без образования трапециевидного конца. Вертикальный надрез на стержне выполняется с помощью направляющего адаптера (11) и адаптера-зажима (8), или непосредственно на станке для отрезания ключей с одинарной/ двойной бородкой текущего уровня техники, или даже вручную с помощью шлифовального станка или напильника.
Второй этап (чертежи 4, 5, 6, 7, 8): фрезерование до скошенного конца (5) на верхней стороне лезвия (3) ключа (1), формирование конца лезвия ключа до формы неправильной усеченной пирамиды. Штифтовую канавку (6) (фиг. 4g-4h) фрезеруют и выполняют испытание контроля точности надлежащей формовки (фиг. 5a-5g).
Наклонное фрезерование может быть выполнено одним из двух способов:
Как показано на чертежах 4, 5 и 8, в случае ключа с лезвием (3) ключа с плоской шейкой (7) направляющий адаптер (11) и адаптер-зажим (8) всегда закрепляют на зажимах станка для отрезания ключей, фиксируют в наклонном положении с помощью шпильки (33) и выполняют фрезерование на верхней стороне лезвия (3) ключа, образуя фаску (5), аналогичную фаске (16) направляющего адаптера (11) (фиг. 4f, 4g). На верхней стороне фаски (5) лезвия (3) ключа штифтовую канавку (6) фрезеруют вертикально относительно воображаемой продольной оси B-B' лезвия (3) ключа (фиг. 8b3) в соответствии с направляющей канавкой (19) направляющего адаптера (11) (фиг. 4f, 4g). Наконец, выполняют контроль точности трапециевидного конца (4), фаски (5) и штифтовой канавки (6) с помощью инструмента (17) контроля точности (фиг. 5), описанного ниже.
Таким же образом, если имеется ключ с одной или двумя бородками и т. д., лезвие (3) которого имеет цилиндрический стержень (40) и трапециевидный конец (4) на концевой части головки ключа (фиг. 5a, 5c, 5e, 8c3, 11c) выполняют точно такая же процедура. Ключ с цилиндрическим стержнем (40) после отрезания головки ключа по-прежнему установлен и закреплен в центрирующей канавке (41) плоской опорной планки (9) адаптера-зажима (8). Верхняя сторона части головки ключа с трапециевидным концом (4) (фиг. 5a, 5c, 8c3) фрезеруют до фаски (5) (фиг. 5e, 8c4, 8c5, 8c6), формируя трапециевидный конец до формы неправильной усеченной пирамиды. От центра цилиндрического стержня (40) лезвия (3) ключа и проходя вдоль оси B-B' '(фиг. 8c3). Затем штифтовую канавку (6) фрезеруют на фаске (5) в соответствии с направляющей канавкой (19) направляющего адаптера (11) (фиг. 4f, 4g) в положении, перпендикулярном воображаемой продольной оси B-B' цилиндрического стержня (40) лезвия (3) ключа (фиг. 8c4, 8c5, 8c6).
Аналогичным образом, если это ключ с одной или двумя бородками и т. д., с цилиндрическим стержнем, где вертикальный поперечный рез был сделан на цилиндрическом стержне (40), а не на головке ключа, что означает, что он не имеет конца трапециевидной формы (фиг. 8d2), его устанавливают и фиксируют на центрирующей канавке (41) плоской опорной планки (9), а фаску (59) фрезеруют а на верхней стороне на конце штока (40) в соответствии с к направляющим адаптером (11) (фиг. 8d3, 8d4, 8d5, 11d). От центра цилиндрического стержня (40) лезвия (3) ключа и вдоль него проходит воображаемая ось B-B'(фиг. 8d2). Затем штифтовую канавку (6) фрезеруют (фиг. 8d3) на фаске (59) цилиндрического стержня (40) в положении, перпендикулярном воображаемой продольной оси B-B' цилиндрического стержня (40) лезвия ключа ( 3) в соответствии с направляющим пазом (19) направляющего адаптера (11) (фиг. 4f, 4g).
В качестве альтернативы, для реализации этого способа формирование конца лезвия (3) ключа в трапециевидный (4) и скошенный конец (5), будь то плоская шейка (7) или цилиндрический стержень (40), может быть выполнено с инструментом контроля точности (17), описанного ниже, с использованием шлифовального станка или пилки текущего уровня техники, вручную, без использования направляющего адаптера (11) и адаптера-зажима (8), поскольку инструмент контроля точности (17) имеет выемку (18), геометрически и по размерам идентичную размерам неправильной усеченной пирамиды гнезда (20) съемной идентификационной головки (10) ключа, внутри которой формовка лезвия (3) ключа должна точно подходить.
Лезвие (3) ключа располагают в середине плоской планки (48) инструмента (17) контроля точности, и выполняют испытание контроля точности формы неправильной усеченной пирамиды конца лезвия (3) ключа, и выделяют точки, требующие корректировки (фиг. 5a, 5b). Лезвие (3) ключа имеет форму с правильными размерами, когда трапециевидный конец (4) лезвия (3) ключа точно входит в трапециевидную форму выемки (18) выступа (47) (фиг. 5a-5d) инструмента контроля точности (17), и фаска (5) на верхней стороне лезвия (3) ключа находится в одной плоскости с верхней боковой фаской (16) выступа (47), и штифтовая канавка (6) лезвия (3) ключа идеально совмещена с направляющей канавкой (19) и имеет одинаковую глубину с ним (фиг. 5e, 5g).
Зажим (13) держателя ключа адаптера-зажима (8) также можно адаптировать к инструменту контроля точности (17) (фиг.5), чтобы зафиксировать и стабилизировать лезвие (3) ключа и использовать так же, как описано выше.
Во всех случаях фрезерования фаски (5) на втором этапе процесса нижняя сторона конца лезвия (3) ключа, независимо от того, имеет ли оно плоскую шейку (7) или цилиндрический стержень (40), вообще не обрабатывается, и остается плоским (56) (фиг. 8a6, 8b6, 8c6) или цилиндрическим (58) (фиг. 8d5) соответственно.
Третий этап (чертежи 1, 9, 10, 11, 12, 13, 14): установка лезвия (3) ключа в съемную идентификационную головку (10) ключа и зажимание и закрепление в ней.
В частности, как показано на чертежах 1 и 9, 10, 11, 12, 13, 14, съемная идентификационная головка (10) ключа имеет гнездо (20) (фиг. 1b) формы неправильной усеченной пирамиды с ее большим прямоугольным параллельным основанием на входе гнезда (20) и малым прямоугольным параллельным основанием (25) на дне гнезда (фиг. 9a-9c), и на вертикальном виде с нижней горизонтальной торцевой поверхностью (23) (фиг. 9a, 9b, 11e) равнобедренной трапециевидной формы, перпендикулярной основаниям пирамиды. Две одинаковые торцевые поверхности (24) имеют форму прямоугольной трапеции и сходятся друг с другом к дну гнезда. Верхняя торцевая поверхность (21) имеет форму равнобедренной трапеции и сходится к нижней горизонтальной торцевой поверхности (23) к дну гнезда, то есть размеры поперечного сечения гнезда (20) уменьшаются по мере увеличения его глубины.
Кроме того, гнездо (20) в центре нижней горизонтальной торцевой поверхности (23) и вдоль имеет центрирующую канавку (57), из центра которого проходит ось A-A' (фиг.9a). Также съемная идентификационная головка (10) ключа имеет сквозное отверстие (22) (фиг. 1b, 9a), проходящее через две одинаковые боковые торцевые поверхности (24), правую и левую, гнезда (20), и наклонную верхнюю торцевую поверхность (21) гнезда (фиг. 9b), образуя полуцилиндрическую канавку на наклонной верхней торцевой поверхности. Из центра сквозного отверстия (22) ось C-C 'проходит перпендикулярно оси A-A' центрирующей канавки (57) нижней горизонтальной торцевой поверхностью (23) гнезда (20) (фиг. 9a).
Размеры трапециевидного (4) и скошенного конца (5) лезвия (3) ключа до формы неправильной усеченной пирамиды такие же, как размеры неправильной усеченной пирамиды гнезда (20), чтобы точно подходить к гнезду (20) идентификационной головки ключа (10) и опираться на конец дна (25) гнезда. Конец сформированного лезвия (3) ключа с трапециевидной формой (4) и фаской (5) до формы неправильной усеченной пирамиды помещают путем скольжения внутрь гнезда (20) съемной идентификационной головки (10) ключа с ее плоской нижней стороной (56) в касательном контакте с нижней горизонтальной торцевой поверхностью (23) гнезда съемной идентификационной головки (10) ключа (фиг. 10c, 10d, 12a-12b). В то же время две сходящиеся боковые стороны трапециевидного конца (61 и 62) лезвия (3) ключа и фаска (5) верхней части лезвия ключа входят в тангенциальный контакт с двумя одинаковыми боковыми торцевыми поверхностями (24) и верхней торцевой поверхностью (21) гнезда (20) (фиг. 11a-11b) в соответствии с толщиной лезвия (3) ключа, например, лезвием ключа толщиной 3,5 мм (фиг. 12a), лезвием ключа толщиной 2 мм (фиг. 12b) и т. д. Лезвие ключа (3) опирается на дно (25) на конце гнезда (20), заклинивается и закрепляется в нем (фиг. 11a-11b, 12a-12b) с плоской нижней стороной (56) лезвия ключа в касательном контакте с нижней горизонтальной торцевой поверхностью (23) гнезда (20).
Такая же процедура монтажа выполняется для ключа с одной или двумя бородками и т. д., при этом лезвие (3) ключа имеет цилиндрический стержень (40), трапециевидный конец (4) и фаску (5) на конце части головки ключа (фиг. 8c4-8c6, 11c, 12c). Кроме того, небольшая часть цилиндрического стержня (40) лезвия (3) ключа слегка входит в центрирующую канавку (57) гнезда (20) съемной идентификационной головки ключа (10) и, таким образом, плоская нижняя сторона (56) лезвия (3) ключа остается в одной плоскости с нижней горизонтальной торцевой поверхностью (23) гнезда (20) и в касательном контакте, как описано выше (фиг. 11c, 12c). В этом случае лезвие (3) ключа находится на дне (25) на конце гнезда (20) (фиг. 11а-11b), заклинено и закреплено в них.
Ключ с одной или двумя бородками и т. д., в котором вертикальный рез сделан на цилиндрическом стержне, а не на головке ключа (фиг. 8d3-8d5, 11d, 12d), следовательно, не имеет трапециевидный конец (4), а только конфигурацию (59) фаски, входит и скользит своей нижней цилиндрической стороной (58) (фиг. 8d) в касательном контакте с центрирующей канавкой (57), которая расположена в центре и вдоль нижней горизонтальной торцевой поверхности (23) гнезда съемной головки (10) ключа. Когда шток достигает дна (25) на конце гнезда, фаска (59) штока (фиг. 8d3-8s5) также скользит и входит в касательный контакт с наклонной верхней торцевой поверхностью (21) гнезда (20) и, таким образом, цилиндрический шток (40) ключа входит в центрирующую канавку (57) гнезда (20) и фиксируется в ней (фиг. 11d, 12d).
Во всех трех вышеупомянутых случаях, когда лезвие (3) ключа опирается на основание (25) на конце гнезда (20) (фиг. 11a-11d, 12a-12d) и заклинивается и фиксируется в нем, ось B-B 'проходит через центр и вдоль шейки (7) или стержня лезвия (3) ключа, параллельно оси A-A', проходящей через центр и вдоль центрирующей канавки (57) гнезда (20), в то время как две оси образуют вертикальную плоскость.
На обоих лезвиях (3) ключа с плоской шейкой (7) или с цилиндрическим стержнем (40) в их опорном положении на дне (25) в конце гнезда (20) съемной головки (10) ключа штифтовая канавка (6) лезвия (3) ключа совпадает с канавкой, образованной сквозным отверстием (22) в наклонной верхней торцевой поверхностью (21) гнезда, образуя сквозное отверстие, из центра которого проходит ось C-C'. В зазор этого сквозного отверстия (22) вставляют крепежные детали, предпочтительно стопорный штифт-шпилька (49) из нержавеющей стали, так что лезвие ключа (3) фиксируется, а затем заклинивается. Таким образом, лезвие ключа надежно фиксируется в съемной идентификационной головке (10) ключа (фиг. 1c, 12a-12d) без какой-либо степени свободы движения.
Так завершается способ формирования лезвия (3) ключа со съемной идентификационной головкой ключа.
Для того чтобы съемная идентификационная головка (10) ключа согласно настоящему изобретению могла применяться в особых случаях выкидных лезвий ключа, не имеющих головки ключей, которая формируется вышеуказанным способом, но имеющих другую форму на конце (73) (фиг. 14a) с точки зрения конструкции или имеющих очень тонкую головку ключа (фиг. 14g), соединительный адаптер того же размера с гнездом (20) закреплен в гнезде (20) головки ключа (10) (фиг. 14).
В частности, к заводским лезвиям ключей (фиг. 14a) текущего уровня техники, таким как выкидные лезвия ключей от автомобиля с фиксатором, лезвие ключа с концом (73) заводской формы и паз (74) для штифта сначала устанавливают на соединительный адаптер A (71) (фиг. 14b, 14c), который имеет выемку (72) в форме, идентичной концу (73) заводской формы лезвия ключа, например, выкидного лезвия ключа, как и штифтовую канавку (75), имеющую такое же поперечное сечение и коаксиальной с штифтовой канавкой (74) лезвия выкидного ключа (фиг. 14d). Соединительный адаптер A (71) внешне геометрически и по размерам идентичен размерам усеченной пирамиды гнезда. Затем соединительный адаптер A вместе с лезвием (3) выкидного ключа (фиг. 14d) вставляют в гнездо (20) съемной головки (10) ключа (фиг. 14e), и крепежная деталь например, стопорный штифт-шпилька (49), с проходом как паза (74) для штифта лезвия ключа, так паза (75) для штифта установочного соединителя A (фиг. 14f), фиксирует и закрепляет лезвие ключа и соединительный адаптер A (71) в гнезде вышеописанным способом для фиксации всех лезвий (3) ключей в гнезде (20).
Аналогичным образом, чтобы съемную идентификационную головку ключа (10) можно было установить на специальные ключи с очень тонкой головкой, такие как, например, так называемые «трубчатые» ключи (фиг. 14g), где фрезерование фаски невозможно, лезвие (3) ключа отрезают (с головкой ключа) только до трапециевидного конца (4) (без образования фаски) (фиг. 14h), а затем его устанавливают на соединительный адаптер B (76). Соединительный адаптер B (76) на одном конце имеет форму усеченной пирамиды, геометрически и по размерам идентичной размерам усеченной пирамиды гнезда (20) съемной идентификационной головки ключа, и имеет штифтовую канавку (81) на наклонной верхней торцевой поверхности, а на другом конце он имеет паз (77) трапециевидной формы (фиг. 14i), как и конец (4) трапециевидной формы специального лезвия ключа текущего уровня техники, например, такой как так называемый «трубчатый» ключ (фиг. 14h). Лезвие ключа прикреплено к соединительному адаптеру B (76) с помощью любой крепежной детали, например, стопорной штифтом-шпилькой (78), которая проходит через отверстие (79) лезвия ключа и отверстие (80) соединительного адаптера B (76) (фиг. 14k). Затем соединительный адаптер B (76) с закрепленной в нем лезвия ключа этих специальных типов ключей вставляется в гнездо (20) съемной головки ключа (10) (фиг. 14k) и закрепляется с помощью такой крепежной детали, как стопорная штифт-шпилька (49) в соответствии со способом, подробно описанным выше на третьем этапе способа фиксации любого лезвия (3) ключа в гнезде (20) (фиг. 14l).
Для отрезания и формирования желаемой трапециевидной формы (4) и фаски до формы усеченной пирамиды на конце лезвия (3) ключа при применении этого метода используется направляющий адаптер (11) в сочетании с адаптером-зажимом ( 8) (чертежи 3, 4, 7).
В частности, направляющий адаптер (11) состоит из двух частей: (а) шаблона (27) (фиг. 6а) и (б) монтажного основания (28) (фиг. 6b), соединенных между собой шарнирным соединением (26) (фиг. 6d).
(a) Шаблон (27), как показано на чертежах 3, 4 и 6, имеет направляющий паз (12) трапециевидной формы и прямоугольного поперечного сечения, фаску (16) на своей верхней стороне и направляющую канавку (19), перпендикулярную воображаемой продольной оси (фиг. 3b, 3f, 4b, 4f, 6a и 6g-6h). Кроме того, шаблон (27) на нижней стороне имеет два отверстия, верхнее позиционирующее отверстие (31) и нижнее позиционирующее отверстие (32) для выбора положения, горизонтального или наклонного, для выбора положения с помощью шпильки (33) (фиг. 6a, 6d, 6f).
(b) Монтажное основание (28) имеет конфигурацию упора в виде «плечика» (50) (фиг. 6b), для опоры, когда оно полностью вставлено в зажим станка для изготовления ключей текущего уровня техники, и чтобы оно было точно совмещено с адаптер-зажимом (8), имеющим идентичное монтажное основание (34). (Фиг. 7e). Монтажное основание (28) также имеет отверстие (29) выбора положения (фиг. 3b, 3f, 4b, 4f, 6b, 6h), а его боковые стороны выполнены наклонными (30) (фиг. 3b, 3d, 3f, 6b). Когда штифт-шпилька (33) проходит через отверстие (29) выбора положения монтажного основания (28) и нижнее позиционирующее отверстие (32) шаблона (27), шаблон фиксируется в горизонтальном направлении (фиг. 3b, 3d, 3f, 6c, 6d), но при прохождении через верхнее позиционирующее отверстие (31) шаблона (27) шаблон фиксируется в наклонном положении (фиг.4b, 4d, 4f, 6e, 6f, 6h).
Адаптер-зажим (8) состоит из трех частей: а) плоской опорной планки (9), b) монтажного основания (34), соединенных между собой шарнирным соединением (35) (фиг. 7e) и с) удерживающего ключ зажима.
(a) Плоская опорная планка (9) адаптера-зажима (8) выполнена плоской на верхней стороне для фиксации ключей с плоской шейкой. В центре и вдоль него имеется центрирующая канавка (41) для удерживания ключей с цилиндрическим стержнем (40) (фиг. 8c-8d), таких как ключи с двойной бородкой и т. д. На нижней стороне имеется два отверстия: верхнее позиционирующее отверстие (38) и нижнее позиционирующее отверстие (39) (фиг. 7c, 7d) в тех же точках, что и направляющий адаптер для выбора положения, чтобы выбрать положение под тем же углом, как направляющая адаптера, с помощью шпильки (33) (фиг. 7b).
(b) Монтажное основание (34) адаптера-зажима (8) (фиг. 7e) геометрически и по размерам идентично монтажному основанию (28) направляющего адаптера (11) (фиг. 6b) и, следовательно, имеет упор в виде «плечика» ( 60) в том же положении, что и упор в виде «плечика» (50) монтажного основания (28) направляющего адаптера (11) (фиг. 6b), чтобы он точно совмещался с исходной точкой зажимов станков для изготовления ключей. Монтажное основание (34) адаптера-зажима также имеет отверстие (36) выбора положения (фиг. 7e) и наклонные боковые стороны (37) (фиг. 7а, 7е). Когда шпилька (33) проходит через отверстие (36) выбора положения монтажного основания и нижнее установочное отверстие (39) плоской опорной планки (9), плоская опорная планка фиксируется горизонтально (фиг. 3c, 3e, 3g, 7a, 7c), а при прохождении через верхнее установочное отверстие (38) плоской опорной балки (9), плоская опорная балка (9) фиксируется в наклонном положении (фиг. 4c, 4e, 4g, 7d) так же, как и в наклонном положении направляющего адаптера.
(c) Специальный зажим (13) держателя ключа используется для удержания ключа (1) на плоской опорной планке (9) адаптера-зажима (8), будь то плоское лезвие (3) ключа или лезвие (3) ключа с цилиндрическим стержнем (40), состоящим из двух частей: U-образной рамы (43) с затяжным винтом (42) в основании (46) рамы (43), а также ползуна (45) U-образной формы (фиг. 3c, 3e, 3g, 4c, 4e, 4g, 7e). Адаптер-зажим (8) функционирует следующим образом: ключ (1) устанавливают на плоскую опорную планку (9), рама (43), имеющая затяжной винт (42) на нижней стороне плоской опорной планки (9), входит в плоскую опорную планку (9) до места установки ключа (1), ползун (45) скользит в пазы (44), которые имеются на концах рамы, затяжной винт (42) затягивает с нижней стороны плоской опорной планки (9), а ползун (45) удерживает и фиксирует ключ на плоской опорной планке (9). Поскольку ползун имеет U-образную форму, его средняя часть пуста, поэтому ключ (1) остается видимым для лучшего контроля его выравнивания и фиксации на плоской опорной планке (9). Ползун позволяет разместить ключи с длинным стержнем на плоской опорной планке так, что при необходимости его можно снять.
Инструмент (17) контроля точности (чертеж 5) используется для проверки точности трапециевидного конца (4), фаски (5) и штифтовой канавки (6) лезвия (3) ключа, состоит из плоской планки (48), аналогичной плоской опорной планке (9), с центрирующей канавкой (82) в центре и вдоль, наподобие центрирующей канавке (41) адаптера-зажима (8).
На конце плоской планки (48) имеется выступ (47) с фаской наверху и выемка (18) трапециевидной формы на вертикальном виде с одинаковыми боковыми сторонами, перпендикулярными плоской планке и сходящимися к концу углубление до формы неправильной усеченной пирамиды, геометрически и по размерам идентичной размерам неправильной усеченной пирамиды гнезда (20) съемной идентификационной головки (10) ключа, на которой закреплено сформированное лезвие (3) ключа. Выступ (47) также имеет направляющую канавку (19), поперечную и перпендикулярную воображаемой продольной оси и вдоль нее.
Примеры применения этого способа отрезания и формирования лезвия (3) ключа и его фиксации на съемной идентификационной головке (10) ключа показаны на чертежах 11 и 12 (фиг. 11a-11d, 12a-12d), где такая же съемная идентификационная головка (10) ключа фиксируется в лезвиях (3) ключей различных типах и толщины.
Для применения этого способа компоненты пресс-формы (69), инструмента (17) контроля точности, направляющего адаптера (11), адаптера-зажима (8) могут использоваться совместно, например: пресс-форма (69) при работе с инструментом (17) контроля точности для фрезерования лезвия (3) ключа или в сочетании с направляющим адаптером (11) и адаптером-зажимом (8).
Съемная идентификационная головка ключа (10) может иметь горизонтальный канал (54) и/или вертикальное отверстие (55) для кольца для ключей (фиг. 1b-1d) или даже с возможностью вращения.
Съемная идентификационная головка ключа может быть выполнена из любого материала, например из металла или металлического сплава, например из цинкового сплава для литья под давлением, пластика или даже полимера для 3D-принтера, дерева, оргстекла и т. д.
На съемной идентификационной головке (10) ключа могут быть нанесены названия ключей шрифтом Брайля (фиг. 11a-11d), например, ДОМ, ЖИЛИЩЕ, ОФИС, ПОДВАЛ, а также фотографии, гравюры и т. д.
Съемная идентификационная головка (10) ключа может иметь множество внешних форм (чертежи 15 и 16), может быть любой формы, цвета или трехмерной формы, любого размера и поперечного сечения, а также может иметь внешнюю отделку из различных материалов с целью отличия от всех остальных ключей. Она также может содержать мобильные части и другие аксессуары, такие как бриллианты, кристаллы и другие камни, а также товарные знаки в качестве рекламных материалов для бизнеса и т. д.
Съемная идентификационная головка (10) ключа может быть встроена в высокотехнологичное интеллектуальное электронное устройство, такое как интеллектуальный ключ, интеллектуальные часы (фиг. 13c), прикрепляться к мобильному телефону, пульту дистанционного управления и т. д., а также иметь интегрированные отверстия и углубления (52) различных размеров для монтажа различных компонентов и электронных систем, мониторов и печатных плат, различных типов микрочипов (51), USB-накопителя, фонарей, сигнализаций, динамиков, технологий: NFC, Wi-Fi, Bluetooth, GPS систему отслеживания ключа и т. д. и сигнальные пазы (53) (фиг. 13) или другие, а также видимый или скрытый кожух для мелких предметов.
Для реализации способа центрирующая канавка (57) гнезда (20) съемной идентификационной головки (10) ключа может иметь полуцилиндрическое поперечное сечение, а также любое другое поперечное сечение, например, для пример V-образное сечение и т. д. Точно так же центрирующая канавка (41) адаптера-зажима (8) может иметь любое поперечное сечение, такое как, например, полуцилиндрическое поперечное сечение или V-образное поперечное сечение и т. д.
Съемная идентификационная головка ключа (10) и указанный способ резки применяются таким же образом, если на первом этапе процесса отрезания заводской головки (2) ключа от лезвия (3) ключа (1) с плоской шейкой (7) или цилиндрическим стержнем (40) до равнобедренного трапециевидного конца (4) выполняется непосредственно с ключом в наклонном положении.
Настоящее изобретение, способ резки и формовки, а также предлагаемые устройства-инструменты, с помощью которых применяется этот способ, и съемная идентификационная головка (10) ключа могут быть применены ко всем типам ключей, циркулирующих на рынке, таким как цилиндрические ключи, ключи с углублениями, ключи с двойной бородкой, ключи с лазерной резкой, универсальные ключи, многопрофильные ключи, ключи от дверных замков, ключи от машины и т. д. Для крупных предприятий, больниц, туристических объектов и т. д. целые крылья зданий можно отличить по различным съемным идентификационным головкам ключей и выполненным на головке ключа гравировкам номера крыла и/или номера комнаты и множеству отличительных знаков в целом, таких как имена и т. д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кодовый замок бесступенчатого кодирования | 1986 |
|
SU1509497A1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2005 |
|
RU2294616C1 |
| КРЕСЛО-КОЛЯСКА | 2005 |
|
RU2271187C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2000 |
|
RU2174300C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ СО СВЕРЛИЛЬНОЙ КОРОНКОЙ (ВАРИАНТЫ) | 2008 |
|
RU2467837C2 |
| АДАПТЕР САЛЬНИКА ПРОТИВОВЫБРОСОВОГО ПРЕВЕНТОРА | 2005 |
|
RU2369721C2 |
| ЗАМКОВОЕ УСТРОЙСТВО, ЗАЩИЩЕННОЕ ОТ ОТКРЫВАНИЯ ОТМЫЧКОЙ | 2003 |
|
RU2315160C2 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2002 |
|
RU2224409C2 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ПОГРУЗКИ СИЛОСА И СЕНАЖА | 2002 |
|
RU2224410C2 |
| НОЖ С КОЛЬЦЕВЫМ ВРАЩАЮЩИМСЯ ЛЕЗВИЕМ, КОМПЛЕКТ СТАНДАРТИЗИРОВАННЫХ ДЕТАЛЕЙ ДЛЯ СБОРКИ МОДУЛЬНОГО ПРИВОДНОГО НОЖА С КОЛЬЦЕВЫМ ВРАЩАЮЩИМСЯ ЛЕЗВИЕМ, РУКОЯТКА УДЛИНЕННОЙ ФОРМЫ ДЛЯ НОЖА И СПОСОБ ПОДБОРА РАЗМЕРА РУКОЯТКИ НОЖА | 1991 |
|
RU2088397C1 |


Для изготовления ключа (1) со съемной идентификационной головкой (10) отрезают заводскую головку ключа (2) от лезвия (3) ключа до конца (4) трапециевидной формы, фрезеруют уклон верхней стороны конца лезвия ключа до фаски (5), формирующей конец лезвия ключа до формы неправильной усеченной пирамиды, фрезеруют штифтовую канавку (6), выполняют испытание контроля точности надлежащей формовки, фиксируют лезвия (3) ключа в съемной идентификационной головке (10) ключа и закрепляют в ней. Также для отрезания и формирования лезвия (3) ключа (1) до желаемой формы трапециевидного конца (4), фаски (5) и штифтовой канавки (6) предложены направляющий адаптер, адаптер-зажим и пресс-матрица, а для контроля точности трапециевидного конца (4), фрезерованной фаски (5) и штифтовой канавки (6) лезвия (3) ключа предложен инструмент. Обеспечивается исключение проблемы идентификации ключей. 5 н. и 9 з.п. ф-лы, 16 ил.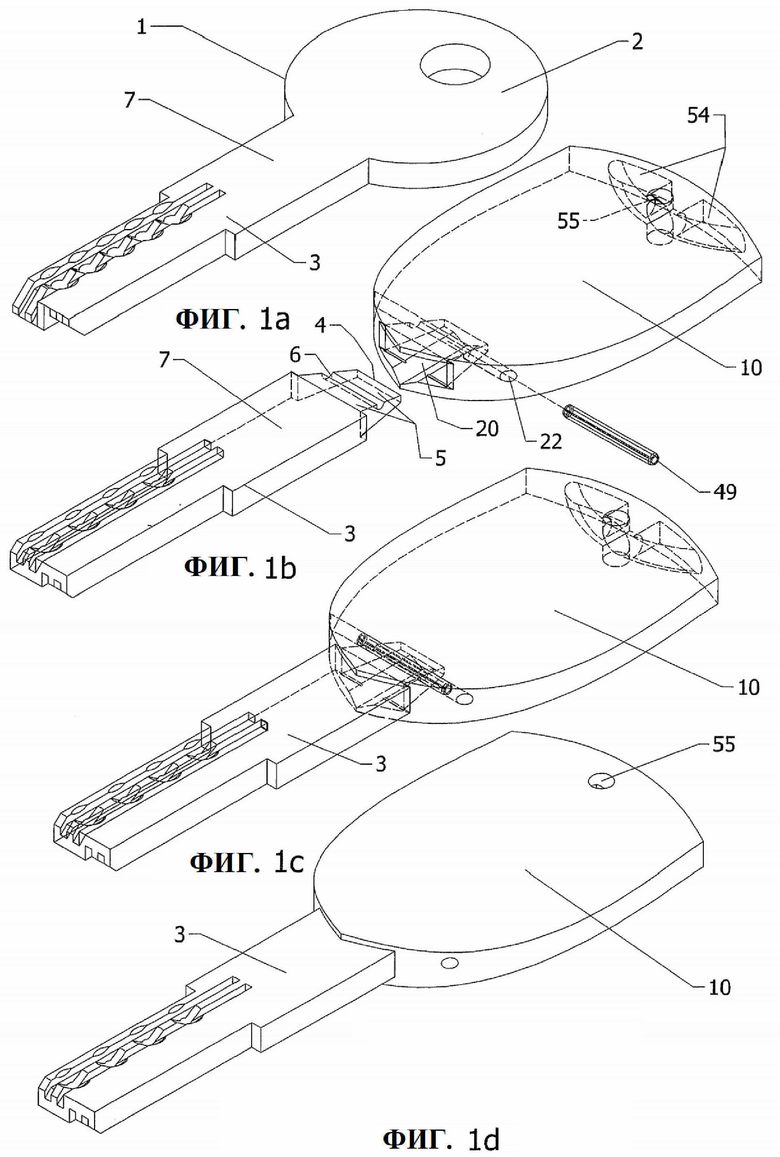
1. Съемная идентификационная головка (10) ключа, отличающаяся тем, что имеет гнездо (20) в форме неправильной усеченной пирамиды с большим прямоугольным и параллельным основанием на входе гнезда (20) и малым прямоугольным и параллельным основанием (25) на дне гнезда и нижней горизонтальной торцевой поверхности (23) равнобедренной трапециевидной формы, перпендикулярной основаниям пирамиды, при этом две одинаковые боковые торцевые поверхности (24), правая и левая, выполнены в форме прямоугольной трапеции и сходятся друг с другом ко дну гнезда (20), при этом верхняя торцевая поверхность (21) выполнена в форме равнобедренной трапеции и сходится к нижней горизонтальной торцевой поверхности (23) ко дну гнезда так, что размеры поперечного сечения гнезда (20) уменьшаются по направлению его глубины,
плоская нижняя горизонтальная торцевая поверхность (23) в центре и вдоль нее имеет центрирующую канавку (57), через центр которой проходит ось A-A',
съемная идентификационная головка (10) ключа имеет сквозное отверстие (22) для установки крепежных деталей (49), проходящих через две одинаковые боковые торцевые поверхности (24), правую и левую, гнезда (20), а также из наклонной верхней торцевой поверхности (21) гнезда, с созданием канавки в таком положении, что через центр сквозного отверстия (22) проходит ось C-C' перпендикулярно оси A-A' центрирующей канавки (57) нижней горизонтальной торцевой поверхности (23) гнезда (20).
2. Съемная идентификационная головка (10) ключа по п.1, отличающаяся тем, что она изготовлена из металла, металлического сплава, цинкового сплава для литья под давлением, пластика, полимера для 3D-принтера, дерева, оргстекла.
3. Съемная идентификационная головка (10) ключа по п.1 или 2, отличающаяся тем, что на ее поверхности нанесены названия ключей шрифтом Брайля, числа, имена, отметки, товарные знаки, фотографии, гравюры.
4. Съемная идентификационная головка (10) ключа по любому из пп.1-3, отличающаяся тем, что она имеет встроенные интеллектуальные ключи, интеллектуальные часы, пульты дистанционного управления, отверстия, углубления (52), электронные системы, мониторы, печатные платы, микрочипы (51), USB устройства хранения данных, фонарики, сигнализации, динамики, технологии NFC, Wi-Fi, Bluetooth, GPS систему отслеживания ключей, сигнальные пазы (53).
5. Съемная идентификационная головка (10) ключа по любому из пп.1-4, отличающаяся тем, что она выполнена с возможностью внешне принимать множество различных конфигураций, размеров, форм, рисунков, цветов и внешне декорирована различными материалами.
6. Съемная идентификационная головка (10) ключа по любому из пп.1-5, отличающаяся тем, что она закреплена/вставлена в соединительный адаптер A' (71) с выемкой (72), идентичной по форме концу (73) лезвия выкидного ключа текущего уровня техники, а также штифтовой канавкой (75), имеющей такое же поперечное сечение, и коаксиальной с штифтовой канавкой (74) лезвия выкидного ключа текущего уровня техники, внешне геометрически и по размерам идентичного размерам неправильной усеченной пирамиды гнезда (20) головки (10).
7. Съемная идентификационная головка (10) ключа по любому из пп.1-5, отличающаяся тем, что она закреплена/вставлена в соединительный адаптер B' (76), один конец которого имеет форму усеченной пирамиды, геометрически и по размерам идентичной размерам усеченной пирамиды гнезда (20) съемной идентификационной головки ключа, и имеет штифтовую канавку (81) на наклонной верхней торцевой поверхности, в то время как на другом конце он имеет паз (77) трапециевидной формы, как и конец трапециевидной формы (4) специального лезвия ключа из текущего уровня техники и отверстие (80) для крепежных деталей.
8. Способ изготовления ключа со съемной идентификационной головкой (10) ключа по любому из пп.1-7, отличающийся тем, что конец лезвия (3) ключа формируют до формы неправильной усеченной пирамиды с размерами, подобными и одинаковыми с неправильной усеченной пирамидой гнезда (20) съемной идентификационной головки (10) ключа, что выполняют в три этапа:
- первый этап: отрезание заводской головки (2) ключа от лезвия (3) ключа (1) с образованием из него конца (4) равнобедренной трапециевидной формы, причем
для лезвия (3) ключа с плоской шейкой (7) или цилиндрическим стержнем (40) выполняют перпендикулярный поперечный разрез на части головки (2) ключа (1) для равнобедренного трапециевидного конца (4), при этом две одинаковые боковые стороны (61, 62) сходятся, и положение равнобедренного трапециевидного конца (4) определяется малым основанием трапециевидного конца, расположенным на конце лезвия (3) ключа, на части головки (2) ключа, которая остается прикрепленной к шейке (7), и большим основанием трапециевидной формы, расположенным на воображаемой оси, соединяющей головку (2) ключа с шейкой (7), при этом воображаемая ось проходит перпендикулярно центру малого и большого основания трапециевидного конца (4) и выровнена вдоль воображаемой оси B-B' лезвия (3) ключа,
в лезвии (3) ключа с цилиндрическим стержнем (40) вертикальный поперечный разрез может выполняться на цилиндрической части стержня (40) без образования трапециевидного конца,
- второй этап: фрезерование фаски (5) на верхней стороне конца лезвия (3) ключа (1), причем
в лезвии (3) ключа (1), имеющем плоскую шейку (7) или цилиндрический стержень (40) с трапециевидным концом (4), фрезеруют на конце лезвия ключа фаску (5), с образованием формы неправильной усеченной пирамиды,
в лезвии (3) ключа (1), где вертикальный разрез был выполнен на цилиндрической части стержня (40) без образования трапециевидного конца, фрезеруют на конце лезвия ключа фаску (59),
на фаске (5) верхней стороны конца лезвия (3) ключа фрезеруют штифтовую канавку (6) в положении, перпендикулярном воображаемой оси B-B' лезвия (3) ключа, выполняют контрольное испытание,
нижнюю сторону конца лезвия (3) ключа, независимо от того, имеет оно плоскую шейку (7) или цилиндрический стержень (40) - с трапециевидным концом (4) или без него - вообще не обрабатывают, оставляют плоской (56) или цилиндрической (58) соответственно, и
- третий этап: фиксируют сформированное лезвие (3) ключа посредством его вставления в гнездо (20) съемной идентификационной головки (10) ключа, причем
когда лезвие (3) ключа имеет на своем конце форму неправильной усеченной пирамиды, независимо от того, имеет ли лезвие (3) плоскую шейку (7) или цилиндрический корпус (40), оно вставляется в гнездо (20) съемной идентификационной головки (10) ключа, так что его плоская нижняя сторона (56) касается нижней горизонтальной торцевой поверхности (23) гнезда (20) головки (10), двух одинаковых сходящихся боковых сторон трапециевидного конца (61 и 62) лезвия (3) ключа и фаска (5) на верхней стороне лезвия ключа точно вставляется внутрь двух одинаковых боковых торцевых поверхностей (24) и верхней торцевой стенки (21) гнезда (20) в форме усеченной пирамиды, и лезвие ключа (3) опирается на конец дна (25) гнезда (20), заклинивается и фиксируется в нем, при этом плоская нижняя сторона (56) лезвия ключа находится в плоскости с нижней горизонтальной торцевой поверхностью (23) гнезда (20), когда лезвие ключа (3) имеет цилиндрический стержень (40), и малая часть стержня (40) слегка входит в центрирующую канавку (57) гнезда (20) головки (10),
при этом, когда лезвие (3) ключа с цилиндрическим стержнем (40) отрезают вертикально на стержне без получения трапециевидного конца, с получением только фаски (59), оно входит и скользит своей цилиндрической нижней стороной (58) в касательном контакте с центрирующей канавкой (57), которая располагается в центре и вдоль нижней горизонтальной торцевой поверхности (23) гнезда съемной головки (10) ключа, стержень достигает дна (25) на конце гнезда, фаска (59) стержня также скользит и входит в касательный контакт с наклонной верхней торцевой поверхностью (21) гнезда (20) и цилиндрический стержень (40) ключа заклинивается в центрирующей канавке (57) гнезда (20) и фиксируется в ней,
в положении, когда лезвие (3) ключа опирается на дно (25) на конце гнезда (20) и заклинивается и фиксируется в нем, ось B-B' проходит через центр и вдоль шейки (7) или стержня лезвия (3) ключа, параллельно оси A-A', проходящей через центр и вдоль центрирующей канавки (57) гнезда (20), с образованием двумя осями вертикальной плоскости,
лезвие (3) ключа имеет штифтовую канавку (6), которая в опорном положении на конце (25) гнезда (20) лезвия (3) совпадает с канавкой, образованной сквозным отверстием (22) в наклонной верхней торцевой поверхности (21) гнезда, с образованием сквозного отверстия, из центра которого проходит ось C-C',
в отверстие сквозного отверстия (22) вставляют крепежные детали, лезвие (3) ключа дополнительно заклинивают и надежно фиксируют в съемной идентификационной головке (10) ключа без какой-либо степени свободы движения.
9. Способ изготовления ключа со съемной идентификационной головкой (10) ключа по п.8, отличающийся тем, что первый этап способа, на котором головку (2) заводского ключа отрезают от лезвия (3) ключа (1) с плоской шейкой (7) или цилиндрическим стержнем (40) до равнобедренного трапециевидного конца (4), выполняют с самого начала с ключом в наклонном положении.
10. Способ изготовления ключа со съемной идентификационной головкой (10) ключа по п.8 или 9, отличающийся тем, что формирование ключа может быть выполнено с помощью станка с ЧПУ, выполняющего этапы способа под управлением программного обеспечения контроллера ЧПУ.
11. Способ изготовления ключа со съемной идентификационной головкой (10) ключа по любому из пп.8-10, отличающийся тем, что положение равнобедренного трапециевидного конца (4) определяют посредством камеры, 3D-сканера, сенсорного датчика или лазера.
12. Направляющий адаптер (11) и адаптер-зажим (8) для отрезания и формирования лезвия (3) ключа (1) до желаемой формы трапециевидного конца (4), фаски (5) и штифтовой канавки (6) с применением первого и второго этапов способа по п.8 для изготовления съемной идентификационной головки (10) ключа по п.1, отличающийся тем, что
направляющий адаптер (11) состоит из двух частей:
(a) шаблон (27), имеющий направляющий паз (12) трапециевидной формы и прямоугольного поперечного сечения, имеет фаску (16) на своей верхней стороне и направляющую канавку (19), перпендикулярную воображаемой продольной оси, а на нижней стороне имеет два отверстия, верхнее позиционирующее отверстие (31) и нижнее позиционирующее отверстие (32) для выбора положения, горизонтального или наклонного, с использованием шпильки (33), и соединенный шарнирным соединением (26) с
(b) монтажным основанием (28), имеющим конфигурацию упора в виде «плечика» (50), с отверстием (29) выбора положения и его наклонными боковыми сторонами (30),
при этом адаптер-зажим (8) состоит из трех частей:
(a) плоской опорной планки (9), которая выполнена плоской на верхней стороне для фиксации ключей с плоской шейкой, в центре и вдоль нее имеет центрирующую канавку (41), на нижней стороне имеет два отверстия, верхнее позиционирующее отверстие (38) и нижнее позиционирующее отверстие (39) в тех же точках, что и направляющий адаптер для выбора положения, чтобы выбирать положение под тем же углом, что и направляющий адаптер, посредством шпильки (33), и соединяется c шарнирным соединением (35)
(b) монтажного основания (34), которое геометрически и по размерам идентично монтажному основанию (28) направляющего адаптера (11), имеет упор (60) в виде «плечика» в том же положении, что и упор (65) в виде «плечика» монтажного основания (28) направляющего адаптера (11), с отверстием (36) выбора положения и наклонными боковыми сторонами (37), и
(c) зажима (13) держателя ключа для удержания ключа (1) на плоской опорной планке (9) адаптера-зажима (8), который состоит из двух частей: U-образной рамы (43) с затяжным винтом (42) у основания (46) рамы (43) и U-образного ползуна (45).
13. Пресс-матрица (69) для отрезания лезвия (3) ключа (1) до желаемого трапециевидного конца (4) для осуществления первого этапа способа по п.8 для изготовления ключа со съемной идентификационной головкой (10) ключа по п.1, отличающаяся тем, что имеет
матрицу (68) с трапециевидной формой (63) в точке отрезания и центрирующей канавкой (64) посередине, вдоль ее продольной оси,
и пуансон (70), имеющий ту же трапециевидную форму для отрезания, и три дополнительные наклонные V-образные канавки (65), по V-образной канавке на каждой режущей стороне трапециевидной формы.
14. Инструмент (17) контроля точности трапециевидного конца (4), фрезерованной фаски (5) и штифтовой канавки (6) лезвия (3) ключа для осуществления первого и второго этапов способа по п.8 для изготовления ключа со съемной идентификационной головкой (10) ключа по п.1, отличающийся тем, что содержит плоскую планку (48), в середине и вдоль центрирующей канавки (82), выступ (47), который имеет фаску в верхней части и выемку (18) трапециевидной формы, одинаковые боковые торцевые стенки, перпендикулярные дну плоской планки, и сходящиеся к концу выемки в форму неправильной усеченной пирамиды, геометрически и по размерам идентичную размерам неправильной усеченной пирамиды гнезда (20) съемной идентификационной головки (10) ключа, при этом выступ (47) имеет направляющую канавку (19), поперечную и перпендикулярную воображаемой продольной оси и вдоль нее.
| JP 2894446 B1, 24.05.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ РЕВЕНЯ | 2013 |
|
RU2524988C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОБЪЕМА КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2007 |
|
RU2362164C2 |
| US 5855050 A, 05.01.1999 | |||
| RU 2000110896 A, 10.04.2002. | |||
